Embed Size (px)
Citation preview

www.holtec.com
Peening of MPC welds to increase resistance to Chloride Induced Stress Corrosion Cracking
Stefan Anton, Gareth Thomas and Ravi KotaHoltec International
2016 NRC Public MeetingNovember 14, 2016

www.holtec.com Copyright Holtec International | Page 2
Meeting Agenda
Purpose of the meetingSelected Elements of the MPC Aging Management Program
PeeningInspection
Summary

www.holtec.com Copyright Holtec International | Page 3
Purpose of the Meeting
Present to NRC staff details of selected activities that are part of Holtec’s aging management program development.Give NRC staff the opportunity to provide feedback on the information presented
www.holtec.com Copyright Holtec International | Page 4
Selected Elements of the MPC Aging Management Program
1. Develop advanced MPC Manufacturing Techniques (peening) to increase resistance of the MPC against Chloride Induced Stress Corrosion Cracking (CISCC)
2. Develop improved In-service Inspection methods for flaw detection
www.holtec.com Copyright Holtec International | Page 5
Post-welding Surface Stress Conditioning
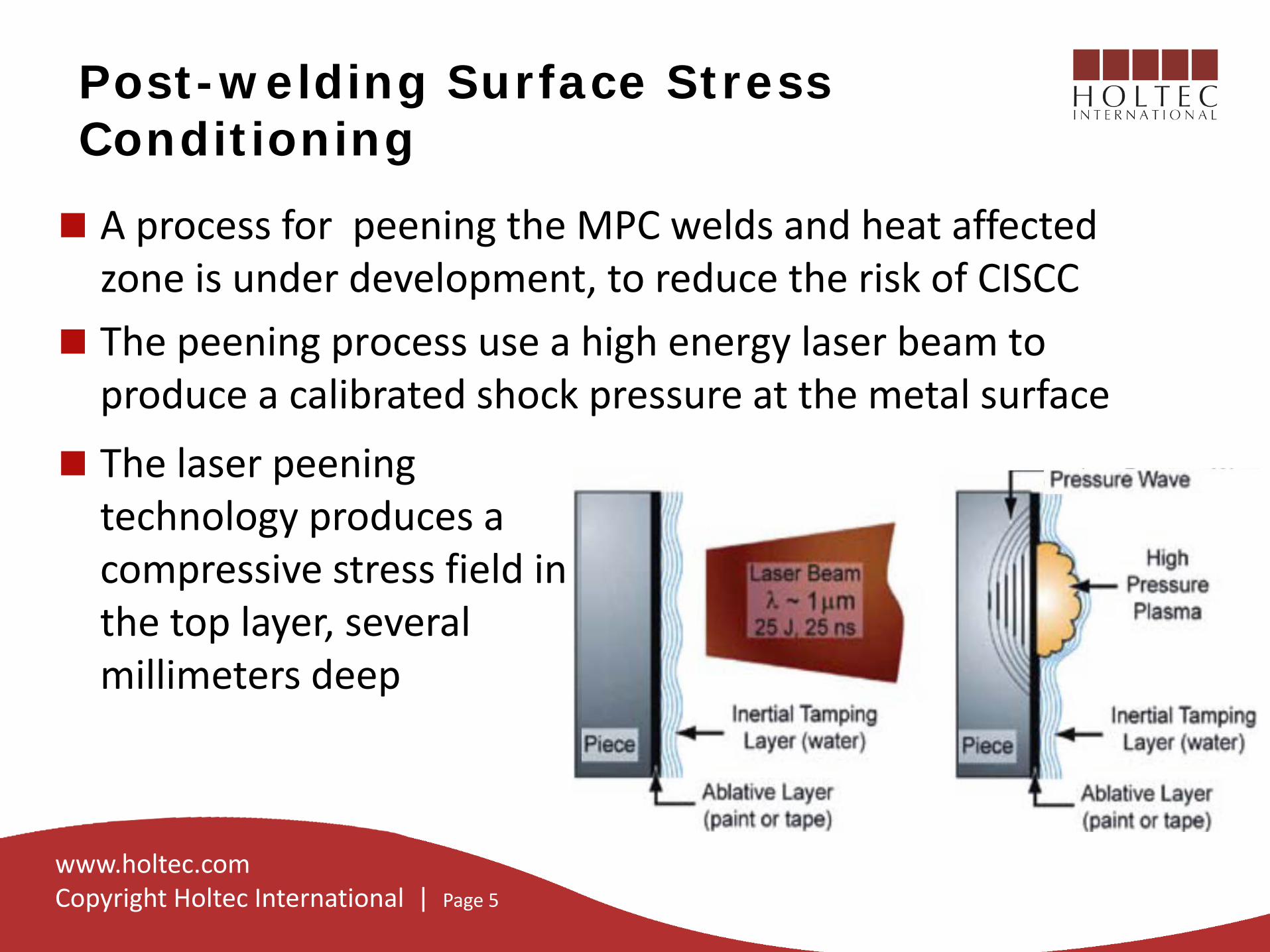
A process for peening the MPC welds and heat affected zone is under development, to reduce the risk of CISCCThe peening process use a high energy laser beam to produce a calibrated shock pressure at the metal surfaceThe laser peening technology produces a compressive stress field in the top layer, several millimeters deep

www.holtec.com Copyright Holtec International | Page 6
Demonstration ProgramCoupons were fabricated from SA 240 Stainless Steel plate stock. The same plate used to manufacture MPCs.After welding flat plates, the coupons were rolled to the same radius as the MPC shell. Out of 4 coupons, 2 were peened in the center and 2 were left un-peened.
www.holtec.com Copyright Holtec International | Page 7
Residual Stress Demonstration Results
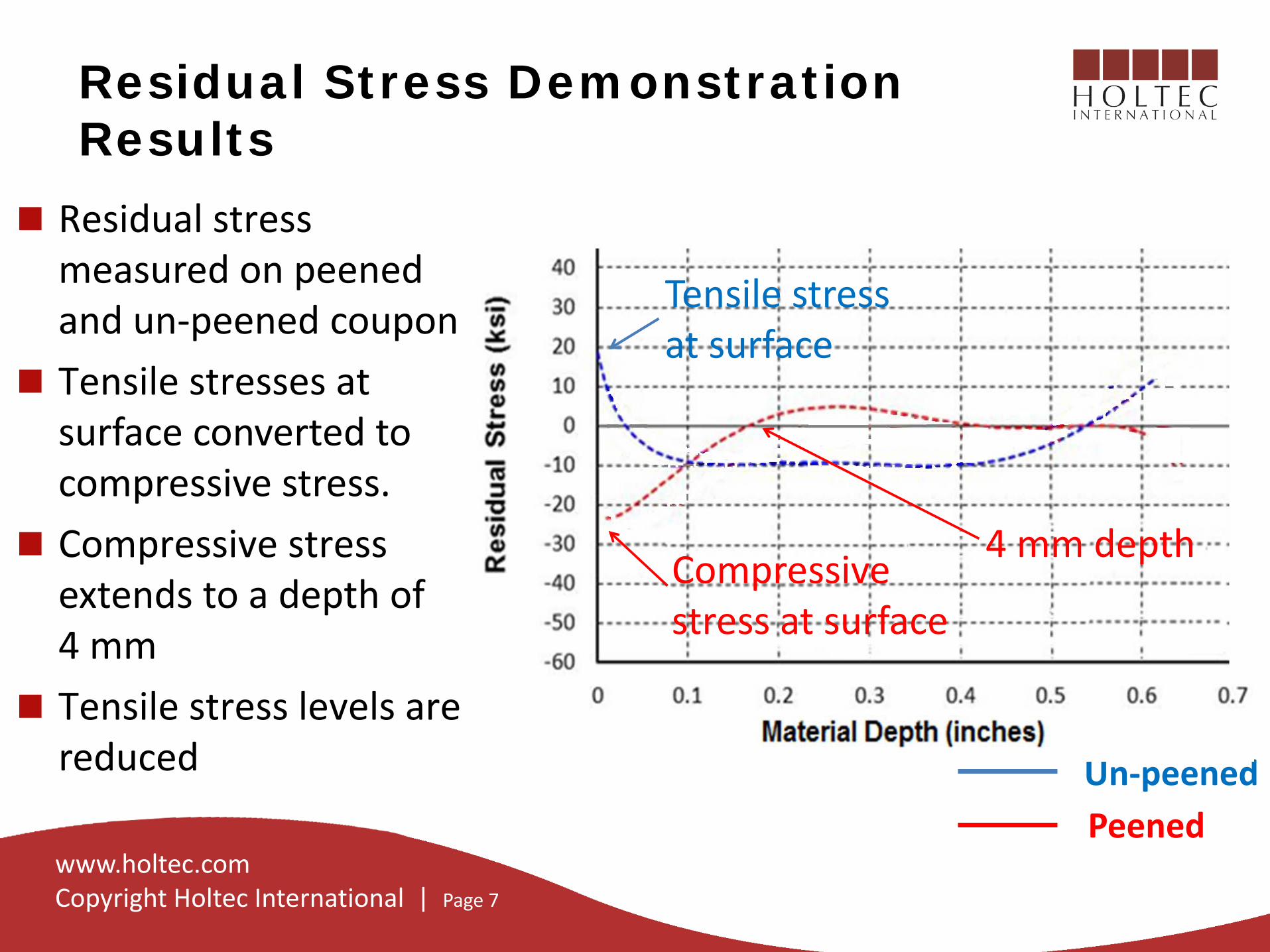
Residual stress measured on peened and un-peened couponTensile stresses at surface converted to compressive stress. Compressive stress extends to a depth of 4 mmTensile stress levels are reduced Un-peened
Peened
4 mm depthCompressive stress at surface
Tensile stress at surface
www.holtec.com Copyright Holtec International | Page 8
Residual Stress Demonstration Results
Transition to unpeened area is controlled by reducing intensity towards the edge of the treated area

www.holtec.com Copyright Holtec International | Page 9
SCC DemonstrationThe coupons were tested for vulnerability to CISCC by exposure to magnesium chloride and measuring the time for crack initiationTesting followed the guidance of ASTM G36
www.holtec.com Copyright Holtec International | Page 10
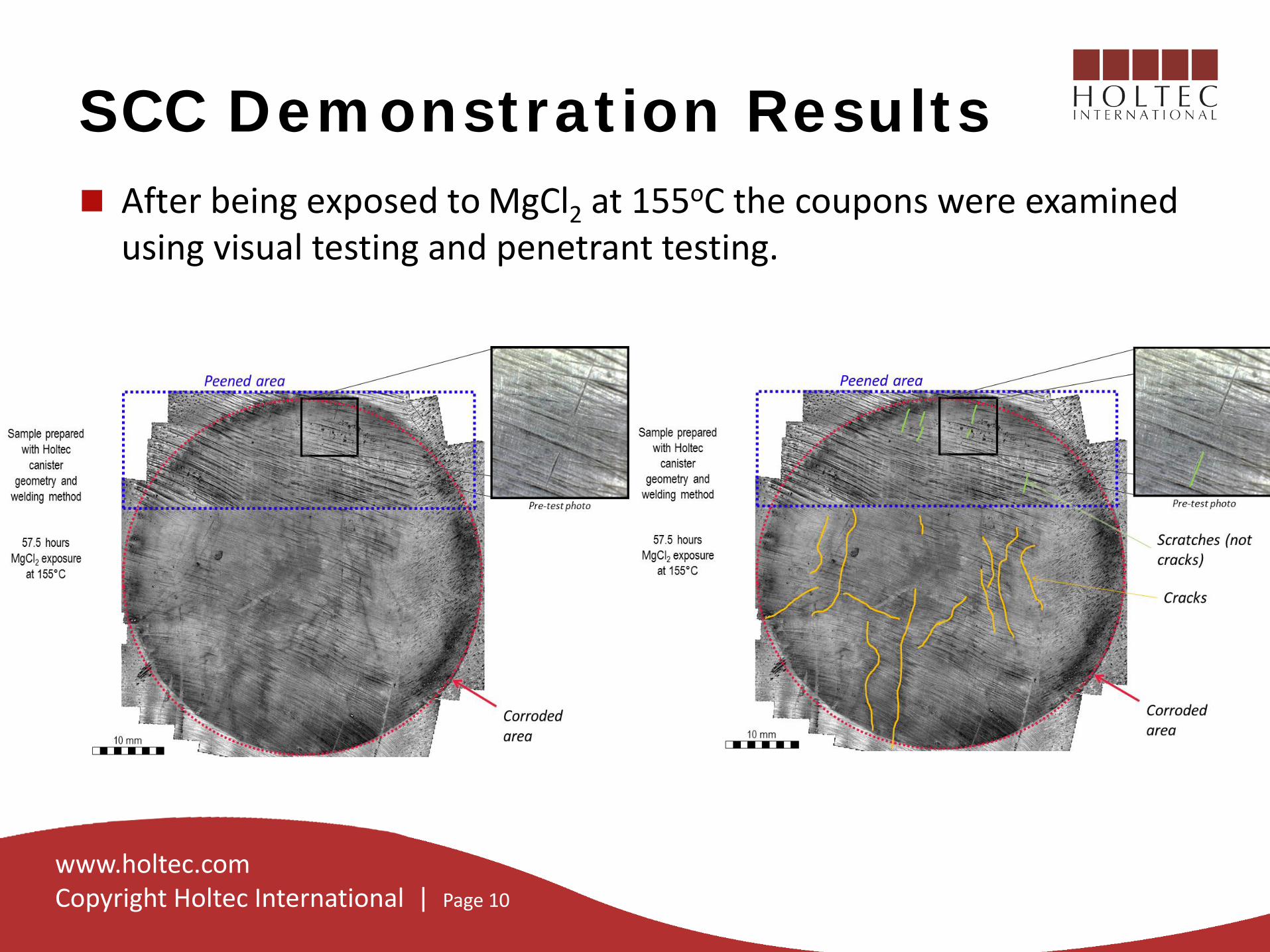
SCC Demonstration ResultsAfter being exposed to MgCl2 at 155oC the coupons were examined using visual testing and penetrant testing.
Normal view Cracks Highlighted
www.holtec.com Copyright Holtec International | Page 11
SCC Demonstration Results
The unpeened coupons showed extensive cracking after 57.5 hours of exposure.The peened area was exposed for a total of 344 hours. The area was examined and no cracks were found, the test was terminated.This indicates that Laser peening could increase the resistance to SCC by a factor of 6 or more
www.holtec.com Copyright Holtec International | Page 12
Consideration of Peening in the Safety Analysis
No inconsistencies between peening and current safety analysesStructural Analysis: Residual stresses due to welding are not considered in the evaluation of loadings (Reg. Guide 7.8). Any induced tensile stress from peening (underneath the compressive layer) is comparable to the original tensile stress prior to peening.
ASME Section III only restricts the use peening for minimizing distortion. Since laser peening is not used to minimize distortion, this would not be applicable (Statement approved by ASME in July, 2012 [3])
Holtec is therefore intends to introduce peening via the 72.48 process.
For licensing renewals, peening may be credited in the AMPs
www.holtec.com Copyright Holtec International | Page 13
Review of Possible Adverse Affects
Peening has been used for many years with no reported adverse effects to the peened parts.
Peening has been used extensively in Japanese reactors for over 10 years Laser peening has been used for 15 years on critical aerospace components. [1]
EPRI has performed extensive testing and research into peening EPRI has confirmed that peening does not adversely affect any pre-existing flaws. Some additional hardness is introduced at the peened surface, this is not an adverse effect [1]
Pitting has been raised as a concern for peened components, since a pit could penetrate the peened layer and reach the material below which remains in a tensile stress state
Reviews of marine exposure experiments show a maximum pit growth rate in 316L to be approximately 4 µm/year [2]Pitting through the 4 mm layer therefore not considered credible
www.holtec.com Copyright Holtec International | Page 14
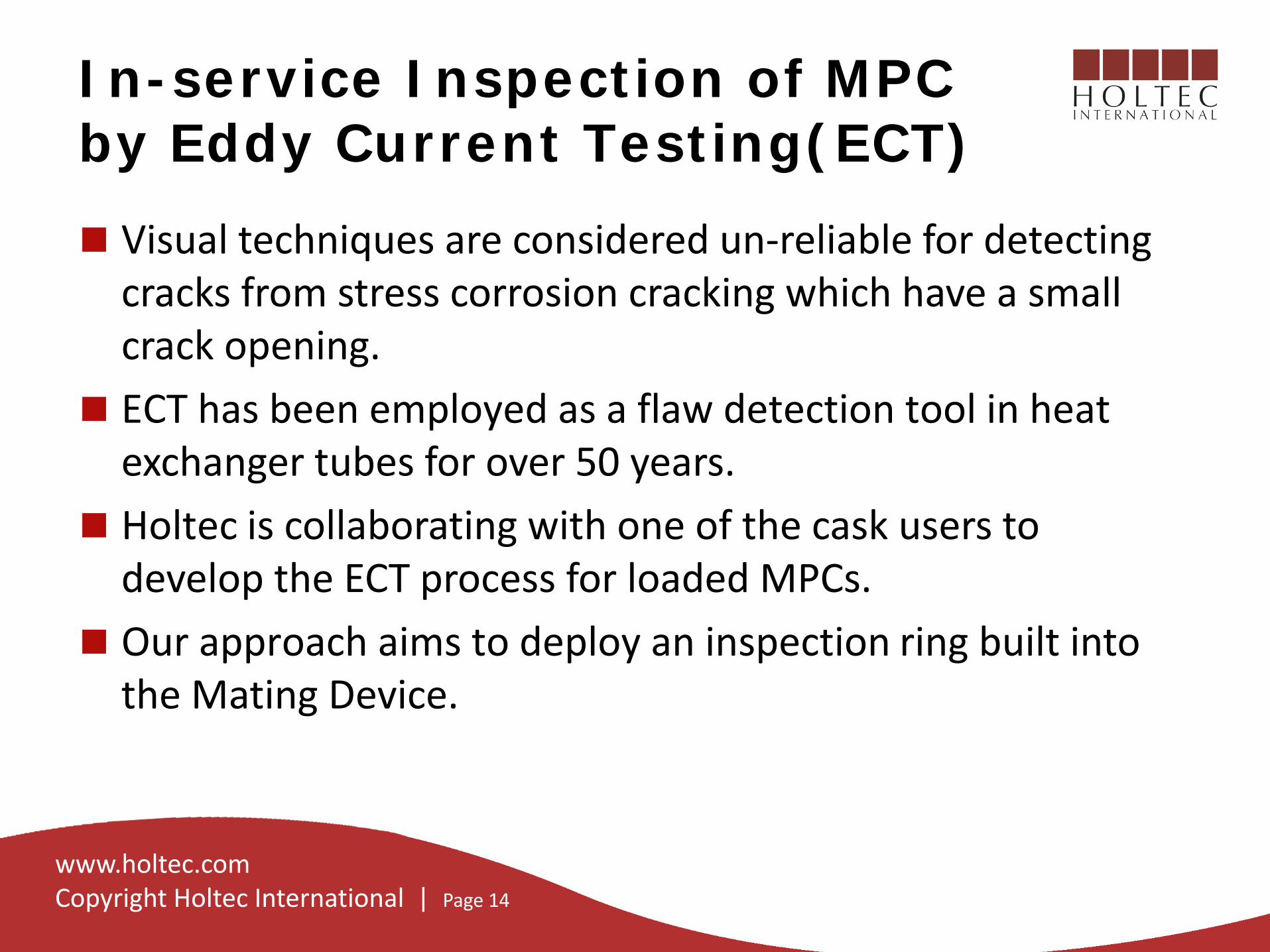
In-service Inspection of MPC by Eddy Current Testing(ECT)
Visual techniques are considered un-reliable for detecting cracks from stress corrosion cracking which have a small crack opening.ECT has been employed as a flaw detection tool in heat exchanger tubes for over 50 years.Holtec is collaborating with one of the cask users to develop the ECT process for loaded MPCs.Our approach aims to deploy an inspection ring built into the Mating Device.
www.holtec.com Copyright Holtec International | Page 15
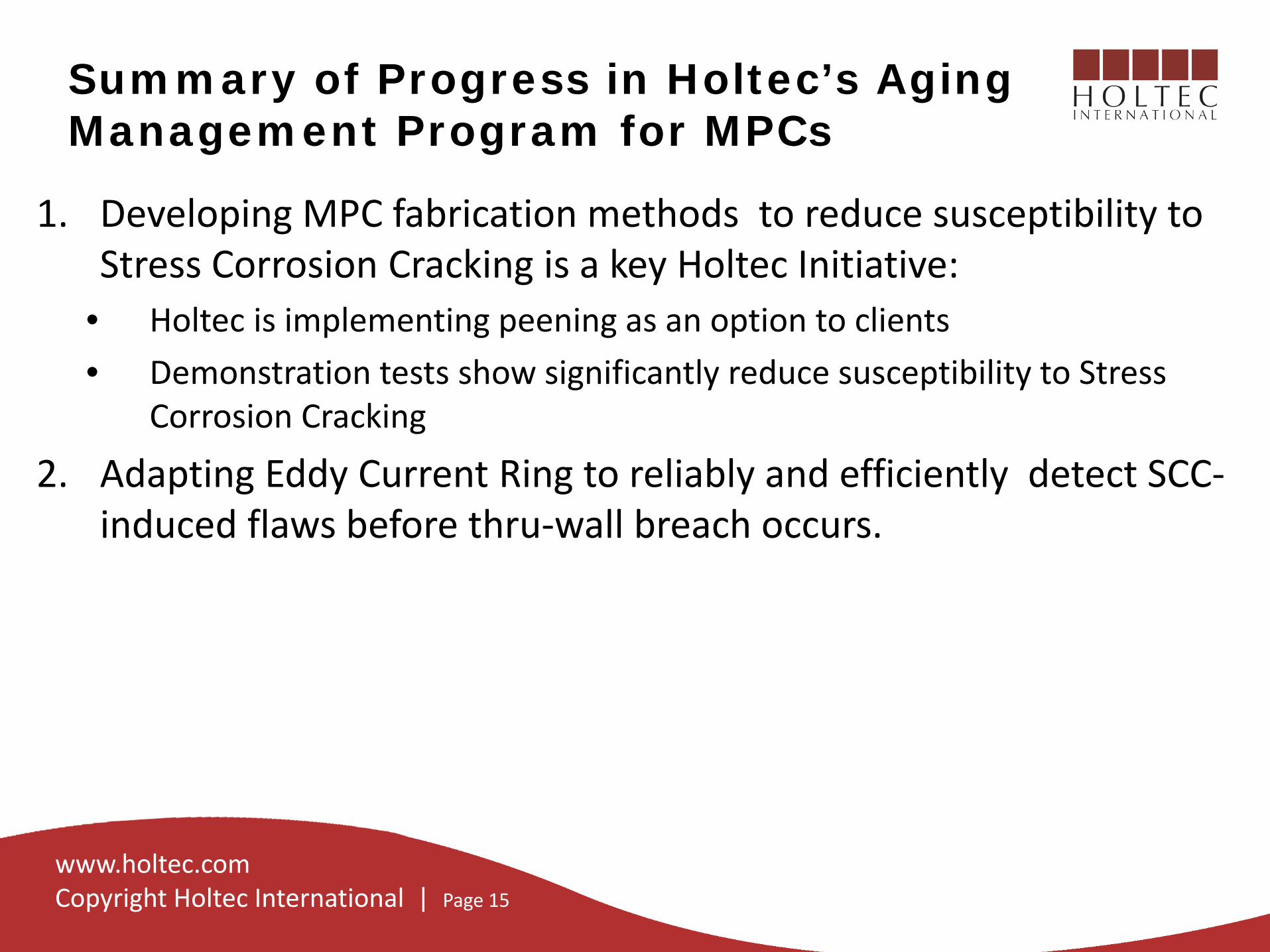
Summary of Progress in Holtec’s Aging Management Program for MPCs
1. Developing MPC fabrication methods to reduce susceptibility to Stress Corrosion Cracking is a key Holtec Initiative:
• Holtec is implementing peening as an option to clients• Demonstration tests show significantly reduce susceptibility to Stress
Corrosion Cracking
2. Adapting Eddy Current Ring to reliably and efficiently detect SCC-induced flaws before thru-wall breach occurs.
www.holtec.com Copyright Holtec International | Page 16
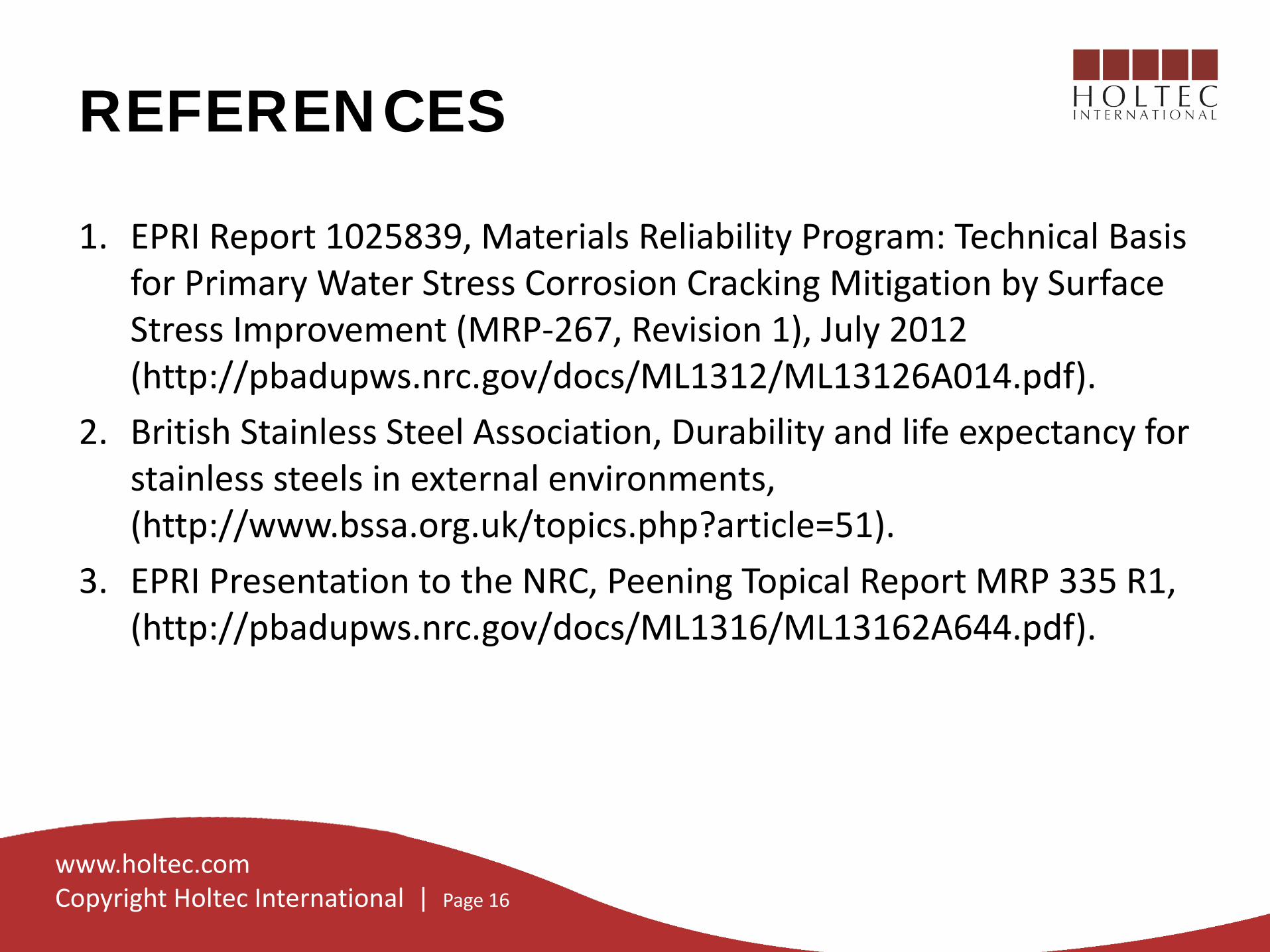
REFERENCES
1. EPRI Report 1025839, Materials Reliability Program: Technical Basis for Primary Water Stress Corrosion Cracking Mitigation by Surface Stress Improvement (MRP-267, Revision 1), July 2012 (http://pbadupws.nrc.gov/docs/ML1312/ML13126A014.pdf).
2. British Stainless Steel Association, Durability and life expectancy for stainless steels in external environments, (http://www.bssa.org.uk/topics.php?article=51).
3. EPRI Presentation to the NRC, Peening Topical Report MRP 335 R1, (http://pbadupws.nrc.gov/docs/ML1316/ML13162A644.pdf).


![Journal (2009) (for web)quality), pressure /velocity, Exposure time, peening distance etc. [1]. These references (4-7, 11-12) reveal that shot peening process depends upon peening](https://img.dokumen.tips/doc/110x75/5f4b1233497f074e9f5505fb/journal-2009-for-web-quality-pressure-velocity-exposure-time-peening-distance.jpg)

![The Use of Cavitation Peening to Increase the Fatigue ...bubbles collapse [6], known as “cavitation shotless peening” or “cavitation peening”, have previously been pro-H. Soyama](https://img.dokumen.tips/doc/110x75/5e8fb1f9b407883977573f53/the-use-of-cavitation-peening-to-increase-the-fatigue-bubbles-collapse-6.jpg)
























