Embed Size (px)
Citation preview

2
PAPER
ART
Colored pigments for the coloration of decorative paper

COLOR
With decades of experience and customers worldwide, LANXESS is a leading chemicals company with production facilities and sales offices all over the world. Established in 2004 as a result of the spin-off of substantial elements of the chemicals activities and parts of the polymers business of the Bayer Group, LANXESS can look back on a rich history whose roots extend back to the founding of Bayer in 1863. This is the basis on which LANXESS develops, produces and markets a portfolio of basic and fine chemicals, color pigments, plastics and water treatment products in addition to chemicals used in leather production, thus provid-ing reliable solutions across a broad spectrum of applications worldwide. LANXESS is one of the world’s leading manufactur-ers and major suppliers of inorganic pigments. LANXESS offers a wide range of products based on iron oxide for a multitude of applications.
COMPETENCE
The use of pigments in the paper industry generally refers to the use of extenders such as chalk or kaolin. Pigments in the true sense, i.e. according to DIN 53 945, are only used in specialty papers where, for example, very good drying and wet opacity are required. This can be white or colored specialty papers. The filler and/or the pigment can be added directly to the pulp (mass col-oration), or a coating can be applied to a finished paper at the end of the production process (paper coating). The process used depends on how the paper is to be used.
The competence of a strong partner
2
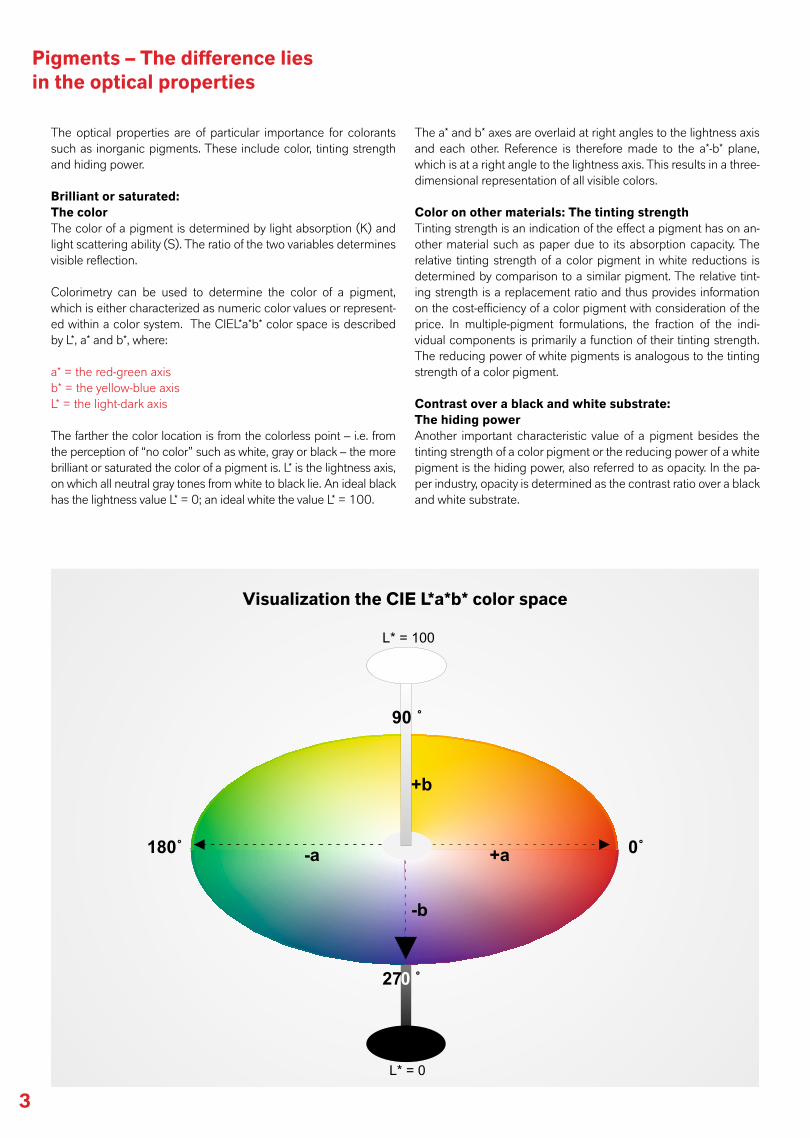
The a* and b* axes are overlaid at right angles to the lightness axis and each other. Reference is therefore made to the a*-b* plane, which is at a right angle to the lightness axis. This results in a three-dimensional representation of all visible colors.
Color on other materials: The tinting strength Tinting strength is an indication of the effect a pigment has on an-other material such as paper due to its absorption capacity. The relative tinting strength of a color pigment in white reductions is determined by comparison to a similar pigment. The relative tint-ing strength is a replacement ratio and thus provides information on the cost-efficiency of a color pigment with consideration of the price. In multiple-pigment formulations, the fraction of the indi-vidual components is primarily a function of their tinting strength. The reducing power of white pigments is analogous to the tinting strength of a color pigment.
Contrast over a black and white substrate: The hiding powerAnother important characteristic value of a pigment besides the tinting strength of a color pigment or the reducing power of a white pigment is the hiding power, also referred to as opacity. In the pa-per industry, opacity is determined as the contrast ratio over a black and white substrate.
3
The optical properties are of particular importance for colorants such as inorganic pigments. These include color, tinting strength and hiding power.
Brilliant or saturated: The color The color of a pigment is determined by light absorption (K) and light scattering ability (S). The ratio of the two variables determines visible reflection.
Colorimetry can be used to determine the color of a pigment, which is either characterized as numeric color values or represent-ed within a color system. The CIEL*a*b* color space is described by L*, a* and b*, where:
a* = the red-green axis b* = the yellow-blue axis L* = the light-dark axis
The farther the color location is from the colorless point – i.e. from the perception of “no color” such as white, gray or black – the more brilliant or saturated the color of a pigment is. L* is the lightness axis, on which all neutral gray tones from white to black lie. An ideal black has the lightness value L* = 0; an ideal white the value L* = 100.
Pigments – The difference lies in the optical properties
LAB System
Visualization the CIE L*a*b* color space

4
DECORATIVE
Decorative paper: Used primarily in the furniture industry and flooringThe biggest proportion of inorganic pigments for the paper indus-try is used for the coloration of decorative papers. The pigments are used directly in the preparation of the materials, i.e. mass coloration. Decorative papers are further processed into press-ing materials for decorative coatings or into decorative films and ultimately pressed onto particle board. They are used primarily in the furniture industry and in flooring. Calculated on the basis of dried paper, white papers have a pig-ment concentration of between 10 and 40 % pigment. Colored papers pigmented with Bayferrox®, for example, have pigment concentrations between 10 and 20 %. There is great demand for colored pressed materials - in particular for imitation woods. With these, a wood grain print is applied to a decorative paper having a yellowish or reddish brown base tone. It is primarily Bayferrox® pigments that are used here. Compared to organic pigments, in-organic pigments provide greater lightfastness in decorative pa-pers – an area in which they are superior to organic pigments. The same is true for the opacity of the inorganic pigments.
Iron oxide pigments are the leading inorganic color pigments in terms of quantity. They comprise the shades yellow, red, brown and black. Iron oxide yellow pigments are iron(III) oxide-hydrox-ides and have a needle-like form. Iron oxide red pigments are iron(III) oxides and the iron oxide black pigments iron(II,III) oxides, both with a spherical form. The iron oxide brown grades are pig-ment blends of iron oxide red, black and yellow. A wide range of Bayferrox® pigments are used in paper – especially in decorative paper. Iron oxide pigments are essentially inert, i.e. non-reactive in use.
Bayferrox® – For outstandinglightfastness in decorative paper

USE
Bayferrox® pigments in decorative paper
Tabular overviewPigment Applications
Bayferrox® Red
110, 120, 120 N, 130, 140, 180, 512 Z All papers
Bayferrox® Yellow
420, 1420, 3910, 920,
920 Z, 943, 960 All papers
Bayferrox® Brown
610, 655, 663 All papers
Bayferrox® Black
306, 318 M, 318 MB, 360 Z, 360 All papers
COLORTHERM® 10
Decorative papers that are
lightfast and stable at
typical pressing temperatures
Chrome Oxide Green GN-M All papers
The shade can be modified and the whiteness and hiding power increased by the use of extenders, such as the precipitated sili-cates Baysical® A and KN. The latter is particularly important for printing papers, decorative papers or papers intended for photo-copying. Of particular importance here is the refractive index of the fillers: The greater this is compared to the surrounding matrix – the air or the binder – the more opaque the paper appears. Extenders generally satisfy the requirements for conventional pa-pers, as the difference in refractive index versus the air is sufficient to cause light scattering and thus opacity. If sufficient wet opacity is desired, however, a product with a higher index of refraction such as titanium oxide is required.Papers pigmented with TiO2 also exhibit high opacity following impregnation with resins. In this case the air is forced out of the paper web so that only the differential refractive index between the pigment and the surrounding organic matrix applies. The hid-ing power and/or the wet opacity of the papers are also signifi-cantly enhanced by the high absorption resulting from the use of Bayferrox® pigments.
5

6
Laux process Nitrobenzene + iron → aniline + iron oxide black (Fe3O4) or iron oxide yellow (α-FeOOH)In this process, nitrobenzene is reduced with metallic iron to form aniline. The reaction is controlled such that a high tinting strength iron oxide black (magnetite) is formed. This can be used directly or annealed to produce high tinting strength α- Fe2O3 red pigments.The addition of aluminum chloride to the reaction mixture yields α-FeOOH yellow pigments.
CalcinationIron oxide black (Fe3O4) + air → iron oxide red (α- Fe2O3)
Precipitation processIron sulfate + sodium hydroxide solution → iron oxide yellow (α-FeOOH) or iron oxide black (Fe3O4)With the suitable selection of the reaction conditions, yellow, black and red pigments can be obtained from iron(II) salt solutions via an air oxidation process. The production of α-FeOOH yellow pigments is the most significant. The first reaction step is the production of the α-FeOOH seeds, which are the determining factor for the pigment properties. These are very fine particles. To obtain pigments with match-ing properties, the seed must be grown to the crystal size and shape corresponding to the desired shade in a second reaction step.
Penniman processAnother option for preparing the pigment is the addition of scrap iron to the seed-iron salt solution and oxidation with the air. The overall equation for this is:Iron + air (iron sulfate) iron oxide yellow (α-FeOOH)
Production of iron oxide pigments
PRODUCTION

PROCESS
The 100-series Bayferrox® red products (α-Fe2O3) are pro-duced according to the Laux process with subsequent annealing. They are characterized by very high pressing temperature stability. In our overview (page 5), the shades of Bayferrox® 110 to Bayfer-rox® 180 are presented according to increasing particle size, which results in an increasingly blue undertone. Lanxess red grades ex-hibit a negative zeta potential across all process pH values during the production of paper, ensuring stable coloration.
The yellow products Bayferrox® 420 and 1420 are also pro-duced using the Laux process. They exhibit greater pressing tem-perature stability (up to 20 K) than conventional yellows produced according to the Penniman or precipitation processes (such as the 900 series grades). All yellow products are iron oxide-hydroxide in the α-FeOOH phase. Depending on the press temperature and residence time, the more brilliant 900 grades may undergo a slight color change in the presence of reducing substances (melamine formaldehyde resins), but this can be reversible. For this reason, preliminary testing under practical conditions is essential. Yellow grades have a positive zeta potential, which also contributes to homogenous process management. The 900-series grades from Uerdingen listed in the Annex can be pretested in paper upon request and are available in repulpable paper bags. Grades from other locations are tested according to established specifications in a long oil alkyd resin and are also ideally suited for paper ap-plications.
Our products
The COLORTHERM® products are a specialty range with high heat stability that can also be used to color plastics. Bayferrox® 943 dif-fers physically from the other 900-series grades. It is an γ-FeOOH characterized by high color strength and brilliance, and can be used to match the color of high-grade woods such as palisander and mahogany. Our brown grades are blends of red, yellow and black to allow col-oration with the specified quality.
Bayferrox® black grades from LANXESS can be characterized as follows: Bayferrox® 306 is an established black with blue undertone; the grades Bayferrox® 318 M and 318 MB are characterized by a greater tinting strength. With a neutral pH during the papermaking process, Bayferrox® 306 tends to develop a zeta potential. All other black grades are stable. Bayferrox® 360 is an innovative product with a blue undertone. Its high tinting strength makes it suitable for deep colors and customizable shades for all applications.
7

Laminates – Many layers, many benefits
HPL laminate structure
LAMINATES
8
Laminate offers numerous advantages: It is easy to care for, very robust and ideal for allergy sufferers. Laminate floors are also re-sistant to staining and largely resistant to chemicals and cigarette embers.
DPL laminateThe most common type of laminate flooring – DPL – has the fol-lowing structure: Overlay – a resistant specialty coating and a robust, easy-to-care-for surface
Decorative paper – visual design HDF wood core substrate – the heart of the laminate flooring Backing layer – a moisture-resistant backing for shape stabilization.
These four components are pressed directly onto the substrate un-der heat and pressure and are forwarded for profiling following a cool-down phase.
HPL laminateThe structure of HPL laminate flooring is as follows: Overlay Decorative paper Multiple kraft sheets HDF substrate Backing.
These components are pressed on in two work steps under pressure and heat. In the first step, the overlay, the decorative paper and the kraft sheets are pressed under extremely high pressure to form a sin-gle layer (HPL). In the second step, the HPL layer is bonded to the HDF fiberboard. The backing laminate is produced in the same way. The backing laminate comprising a high-quality top laminate with a 0.8 mm thick HPL layer is pressed onto the reverse of the element and improves distortion resistance. The figure shows the typical structure of a decorative HPL pressed material.
Overlay
Printed decorative paper
Kraft papers
HDF boardBacking structure

EEC of the European Community and its supplements/amend-ments and therefore are not subject to labeling requirements. At > 1,000 mg/l, the fish and bacterial toxicity of all inorganic pigments produced by LANXESS is above the maximum specified test con-centration. Because they are insoluble in water, they can be sepa-rated using any effective filtration or sedimentation process. The pigments are therefore assigned to water hazard class (WGK) 0 – Generally non-hazardous to water.
SHADE
DispersabilityThe optical properties of the pigments are determined in part by the size of the primary particles. In the dry, powdered state, the primary particles clump together to form larger particulate com-posites. Dispersion breaks the pigment into primary particles so that these are evenly distributed in the pulp. This also increases the opacity. The best results are obtained when the pigments are add-ed to the material in the form of a waterborne suspension called a slurry. A pigment slurry also enables more precise metering of the pigment.
Migration resistanceInorganic pigments are insoluble in water and therefore resist-ant to migration. Coloration with inorganic pigments eliminates common problems associated with organic pigments, such as leaching, blooming and inadequate solvent resistance. Inorganic pigments are also not subject to color changes due to the disso-lution of the pigments at higher processing temperatures.
Toxicology and ecologyThe safety datasheets for all inorganic pigments offered by LANXESS Deutschland GmbH include the following data: Acute toxicity (LD50, rat, oral > 5,000 mg/kg, no irritation of the skin or mucous membranes).The inorganic pigments produced by LANXESS are not classified as dangerous substances according to Council Directive 67/548
Inorganic pigments impressive in many respects
Pigmented paper seen under an electron microscope
9

The color location of a pigment is determined by L*, a* and b*. It is not possible to always hit the exact color location during the pig-ment production process. More or less noticeable color differences due to a deviation from the color location therefore cannot be com-pletely eliminated.This color difference is characterized by da*, db* and dL*. The ability to perceive the deviation differs in various media, so that a greater deviation from the standard color location can be tolerated in some applications. This is not the case with decorative paper: Color de-viations are much more pronounced in decorative paper. For this reason, the decorative paper industry demands that the pigments meet much tighter color specifications.LANXESS Bayferrox® pigments for the paper industry therefore bear a quality marking. The colors in laminate are specified within very tight limits. This high quality is certified by the manufacturer’s test certificate.The repulpable paper sacks in which the pigments are supplied eliminate the dusty opening of the sacks. For the special require-ments of the foodstuffs industry, LANXESS offers iron oxide pig-ments with the special Z specification, which guarantees a par-ticular freedom from heavy metals. These are used for cigarette tipping papers.
10
Shade specification for laminate quality (yellow) and standard quality (gray)Color differences in reduction compared to Bayferrox® 920
-1,4 -0,6 0,2 1,0-1,2 -0,4 0,4 1,2-1,0 -0,2 0,6 1,4-0,8 0,0 0,8-1,4
-0,6
0,2
1,0
-1,2
-0,4
0,4
1,2
-1,0
-0,2
0,6
1,4
-0,8
0,0
0,8
∆ b
*
∆ a*
Spot-on color - Even with decorative paper
Conscientious pretesting of the paper in the laboratory
Pulping Stir cellulose pulp Disperse pigment Screen mold
Remove web Dry to paperPigmented paper web

QUALITY
SPOT-ON
Cut paper
Dry paper Cut and fix paper
Soak paper
Press on coating structure Measure color in laminate
11

PLAY OF
Especially with decorative papers colored with iron oxide yellow, reduction of the trivalent iron can result in a color shift during the pressing with melamine formaldehyde resins at more than 140 °C. The pressing temperature should not exceed 150 °C for these type of papers. The residence time also plays an important role, however. With pressing times of less than 90 seconds (short cycle process), color shifts at approx. 200 °C are smaller than with press-ing times longer than 5 minutes at 150 °C.
Lightfastness only plays a role with decorative papers that are pressed with melamine formaldehyde resins to produce decora-tive pressed boards. Lightfastness is determined according to DIN 54 004 (wool scale score > 6). Slight discoloration may occur if iron oxide yellow is used, but as with white decorative pressed materials, this is reversible.
12
Pressing temperature and duration determine success
Spot-on color

COLORS
00 01 02 03 04 05 06
Temperature stability in laminate:Untreated iron oxide yellow pigment Delta E*ab, Reference: 5 min at 140 °C
untreated, 5 min at 180 °C
untreated, 90 sec at 210 °C short cycle
00 01 02 03 04 05 06
Temperature stability in laminate:Post-treated iron oxide yellow pigment Delta E*ab, Reference: 5 min at 140 °C
untreated, 5 min at 180 °C
treated, 5 min at 180 °C
13

14
In decorative paper
Bayferrox® 910
Bayferrox® 3910
Bayferrox® 920
Bayferrox® 943
Bayferrox® 960
Bayferrox® 420
Bayferrox® 1420
Bayferrox® 921*
Bayferrox® 4920*
Yellow Oxide 920*
COLORTHERM® 10
Full shade Reduction
*not available in all locations

15
In laminate
Bayferrox® 910
Bayferrox® 3910
Bayferrox® 920
Bayferrox® 943
Bayferrox® 960
Bayferrox® 420
Bayferrox® 1420
Bayferrox® 921*
Bayferrox® 4920*
Yellow Oxide 920*
COLORTHERM® 10
Full shade Reduction
*not available in all locations

In decorative paper
Bayferrox® 110
Bayferrox® 120
Bayferrox® 130
Bayferrox® 180
Bayferrox® 610
Bayferrox® 655
Bayferrox® 360
Bayferrox® 306
Bayferrox® 318M
Bayferrox® 318MB
Chrome Oxide GN-M
Full shade Reduction
16

In laminate
Bayferrox® 110
Bayferrox® 120
Bayferrox® 130
Bayferrox® 180
Bayferrox® 610
Bayferrox® 655
Bayferrox® 360
Bayferrox® 306
Bayferrox® 318M
Bayferrox® 318MB
Chrome Oxide GN-M
Full shade
17
Reduction

STANDARD
The paper laboratories in the Department of Quality Control and the Competence Center Paper ensure:
comprehensive papermaking know-how
technical competence in laminate testing
decades of experience with inorganic pigments
assistance with lightfastness testing
determination of pressing temperature stabilities
assistance with the development of color formulations
experience with metering and bulk handling technology, slurries
specifications with manufacturer’s test certificate
product release by QC laboratory
archiving of laboratory data
order management using SCM in SAP
certification to DIN EN ISO 9001/ISO 14001 (DQS)
We hold ourselves to high standards
18


Contact
LANXESS Deutschland GmbHBusiness UnitInorganic Pigments47812 Krefeld, GermanyFax: +49 (2151) 88-8888www.lanxess.comwww.bayferrox.de
Edition 09/2008
Printed in Germany
Bayferrox® is a registered trademark of Bayer AG, Leverkusen, Germany.
(C) Copyright 2008, LANXESS Deutschland GmbH 2007, all rights reserved
Cover photo: BauschLinnemann GmbH, Sassenberg
This information and our technical advice
– whether verbal, in writing or by way of trials
– are given in good faith but without warranty,
and this also applies where proprietary rights
of third parties are involved. Our advice does
not release you from the obligation to verify
the information currently provided – espe-
cially that contained in our safety data and
technical information sheets – and to test
our products as to their suitability for the in-
tended processes and uses. The application,
use and processing of our products and the
products manufactured by you on the basis
of our technical advice are beyond our con-
trol and, therefore, entirely your own respon-
sibility. Our products are sold in accordance
with the current version of our General Con-
ditions of Sale and Delivery.