Embed Size (px)
Citation preview

100% Virgin Fibre
Kraftpak® Uncoated Natural Kraft Cartonboard

Kraftpak in brief Composition Grammage to Stiffness Appearance Production Supply Chain Sustainability Typical Markets Printing Cutting and scoring
Overview

Manufactured by KAPSTONE in their Charleston Mill, South Carolina
High performance, low density, 2 ply folding Cartonboard
Excellent Stiffness to grammage ratio Natural uncoated appearance, helping to convey an
Earthy, Organic and Sustainable message to consumers Manufactured using 100% virgin fibre
Hardwood and Softwood fibre used Manufactured in nine basis weights
225gms (330 micron) to 410gms (762 micron)
Kraftpak in brief

Kraftpak Fibres
Pine3-5mm
Hardwood1.5mm
Strategic, controlled mix of hardwood and softwood
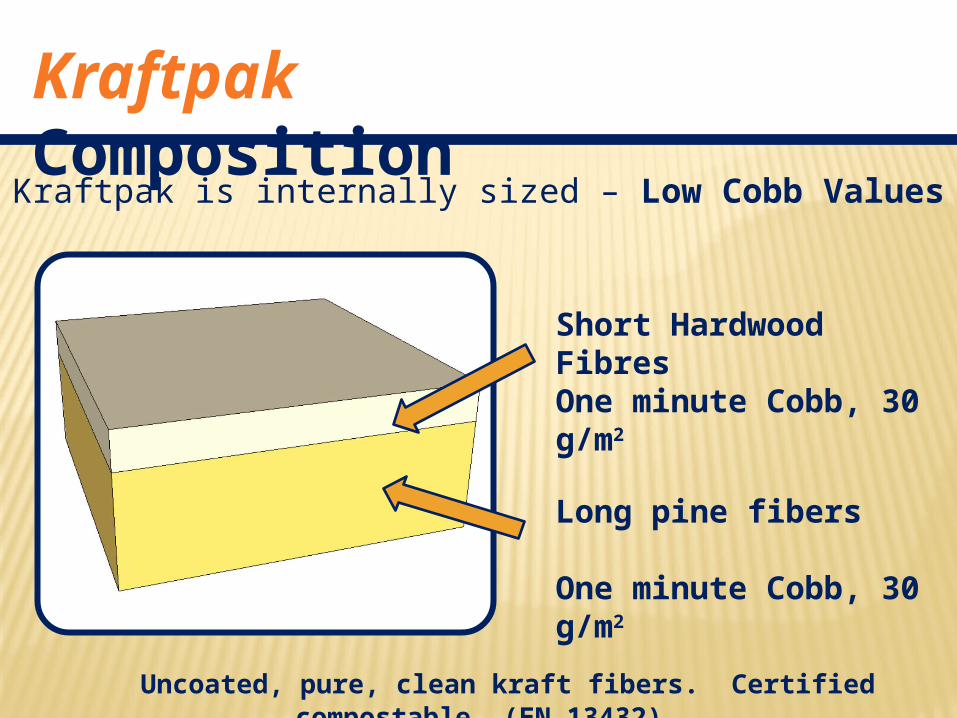
Kraftpak Composition
Short Hardwood FibresOne minute Cobb, 30 g/m2
Long pine fibers One minute Cobb, 30 g/m2
Uncoated, pure, clean kraft fibers. Certified compostable (EN 13432)
Kraftpak is internally sized – Low Cobb Values

Grammage to Stiffness Ratio
Kraftpak boasts a superior grammage to stiffness ratio than other GC/GD cartonboard grades 25% reduction in packaging weight can typically
be achieved when switching to Kraftpak Resulting in more Cartons per tonne
Outstanding moisture resistance and wet durability make Kraftpak the perfect choice for many challenging packaging applications

Natural Appearance A natural, non-bleached, brown appearance. Kraftpak’s fibres are uniform and consistent, but
not bleached, stained or coated Natural variation in shade is negligible as per C Lab
chart
Typical colour ranges over one year Mean StDev Min Max
L 59.746 .384 58.87 60.51 a 6.869 .382 5.77 7.71
b 17.545 .609 15.810 18.890

Shade-Colour Space

Kraftpak manufactured twice every 5 weeks 7-8 week delivery from receipt of order Mill located at Quay – No inland haulage delays! Thirty year history of excellent performance and
consistent customer supply Committed to the continued growth of Kraftpak
to meet increasing demand in the marketplace Increases in Kraftpak supply will be achieved
by reducing Kraft liner supply
Production - KAPSTONE®

Production schedule made available to customers every week
Reel stock held against a firm customer order
Warren Board, Leicester hold stock sheets
Mill orders sheeted in the UK and delivered within 7 days of reels arriving
Supply Chain

Charleston mill boasts long history of consistent reliability
Demonstrated by their 50,000mt/parelationship with a major U.S. retail brand of beverage carriers for 20 years.
Security of Supply

Sustainability
High yield pulping and low density papermaking process
COGEN power is used, 72% of mill fuel from renewable sources. All residues from waste treatment are used as biofuels
Cradle-to-gate life cycle assessment conducted by PE International finished in 2011.
Net result of Biogenic carbon storage, from uptake of CO2
in growing forest and emission from operations, results in a net carbon storage available at the Mill gate
Sustainability
-2000
-1500
-1000
-500
0
500
1000
-1497
187
784
372
-149
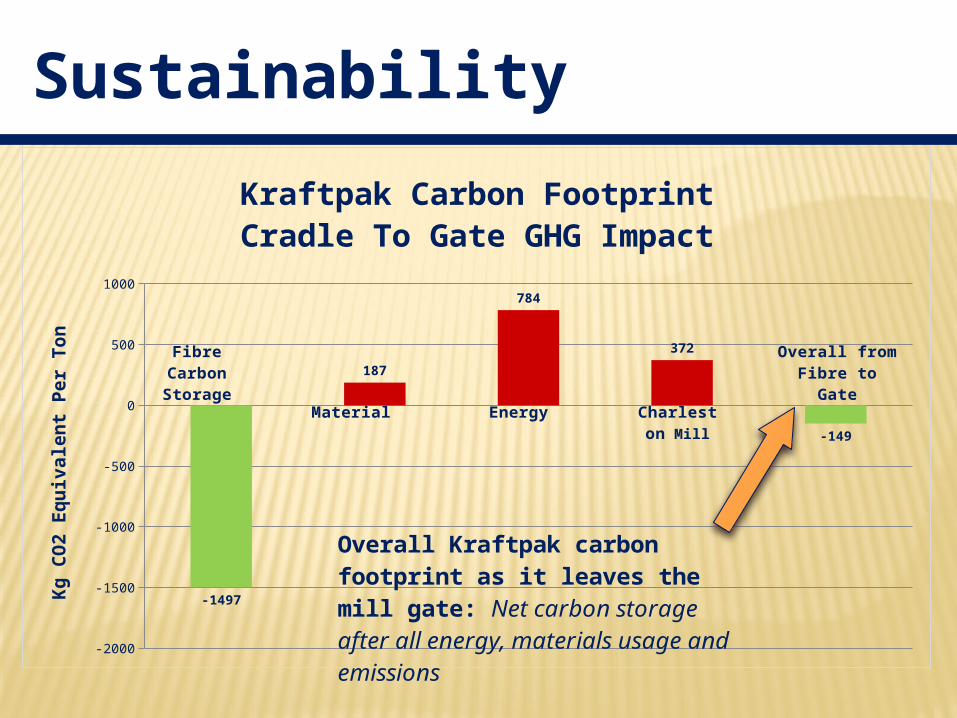
Kraftpak Carbon FootprintCradle To Gate GHG Impact
Kg C
O2
Equi
vale
nt P
er T
on
Material
Fibre Car-bon Storage
Energy Charleston Mill
Overall from Fibre to Gate
Overall Kraftpak carbon footprint as it leaves the mill gate: Net carbon storage after all energy, materials usage and emissions

Responsible Packaging
Kraftpak’s 100% renewable fibres are a valuable resource for Recyclers
…and are 100% recyclable where facilities exist
Should Kraftpak end up in landfill, Kraftpak is certified biodegradable and compostable (ISEGA, EN13432)

Kraftpak – Typical Markets
Food Hygiene Kraftpak meets ISEGA requirements for direct food
contact Beverage bottle carriers and baskets Beverage can carriers Frozen meats and pies Carry out takeaway trays Bakery items Fast food drink carriers Frozen biscuits Novelty ice cream packaging High performance filter frames
Kraftpak has proven, demonstrated success in all of the above environments

ExamplesWet Applications

ExamplesDry Applications
Printing - Flexo
Anilox rolls should have cell volume adequate for delivering inks and coatings to kraft board 200 lines/inch (80 lines/cm) are commonly used
Printing is possible on softwood side, but frequent wash-ups to be expected
Softer plates and cushions may be beneficial for improved surface contact

Printing - Litho
Will generally require more impression pressure than other carton grades
Compressible blankets recommended for offset Impression cylinder pressure should also be
adjusted as necessary to avoid mottle Ink film thickness of 0.5mls may be needed for
adequate ink cover Gap setting of .002” to .004” below nominal is a
good starting point

Printing – Litho
Ink tack levels in the 8-12 range (800rpm) are recommended
UV curing can provide ability to print white base patterns as needed on a single pass
Textured grippers may help with consistent sheet transfer
On litho presses, it is strongly recommended to feed kraftpak sheets in the CD direction

Cutting and Scoring
Excellent Converting Efficiencies Cutting, Scoring, Folding,
Gluing
Resulting in... Fewer rejects Increased speeds Less downtime Increased handling rates
Scoring
High strength to weight promotes excellent performance in scoring and embossing
Low density means Kraftpak is more compressible than other cartonboards
Scorelines will need to be deeper to avoid springback
Slightly higher impression pressure may be required to achieve adequate scorelines

Cutting
Cutting is similar to CUK, but significantly different to that of SBS and recycled grades
Knives need to be sharp
Fewer and smaller nicks are needed for perforation due to Kraftpak’s high fibre strength
Cutting parameters should be chosen to overcome the strong, compressible nature of Kraftpak

Scoring Parameters
Recommended initial scoring parameters (grain and cross-grain) are below. Note, these are only initial guidelines.
Rule Width 2pt rule for .013-.018 caliper Kraftpak 3pt rule for .020-.030 caliper Kraftpak
Channel Width Twice board caliper plus the rule width
Rule Penetration Target 0.006” penetration beyond top of channel

100% Virgin Fibre
Kraftpak® Uncoated Natural Kraft Cartonboard





























