Embed Size (px)
DESCRIPTION
Supercritical Fluid Assisted Processing of Medical Polymers Professor Peter Hornsby Polymers Cluster School of Mechanical and Aerospace Engineering. Overview. Introduction and uses of scCO 2 ScCO 2 plasticisation of polymers Application to polymer processing - PowerPoint PPT Presentation
Citation preview
Supercritical Fluid Assisted Processing
of Medical Polymers
Professor Peter Hornsby
Polymers Cluster
School of Mechanical and Aerospace Engineering
Overview
• Introduction and uses of scCO2
• ScCO2 plasticisation of polymers
• Application to polymer processing
• Development of scCO2 assisted extrusion technology
• Use in the preparation of drug delivery dosage forms.

Supercritical CO2-phase diagram
•
SOLID
GAS
LIQUID
SUPERCRITICAL STATE
Triplepoint
Criticalpoint
•
Pre
ssu
re (
bar
)
Temperature (K)
303
74
(31.1ºC)(-60ºC)
8
Properties lie between those of liquids and gases:-High solubility (liquid-like)-High diffusivity (gas-like)-Low viscosity (in between gas and liquid)
GAS

Applications for supercritcal CO2
Decaffeination of coffee
Pharmaceutical preparation
Porous polymer tissue scaffolds

Microcellular Foams
*Baldwin et al., 1995

Polymer Processing Aids
• Definition: “Additives that facilitate the processing of polymers”
• Advantages:» Reduction of melt fracture» Reduction of die build-up» Reduction of melt pressure and temperature» Increase of output » Reduction of energy consumption
• Examples: » Fluoropolymer» Siloxane» Low molecular weight Acrylics
» Remain in the polymer after extrusion modifying physical properties (may not be suitable for medical applications)
» Supercritical CO2 can be used as a transient plasticiser

Viscosity Reduction using CO2
High pressure rheology of PS melts plasticized with CO2. J.R. Royer et al, J.Polym.Sci., Part B, Phys., Vol 38, 3168-3180, 2000.

CO2 Plasticizing Mechanism
» Diffusion of CO2 molecules into the polymer matrix and
interaction with basic sites present
» Swelling of the polymer matrix giving an increase in free
volume (controlled by pressure)
» Causes an increase in mobility of the polymer molecules, with CO2 acting as ‘molecular lubricant’
» The glass transition temperature (Tg) of the polymer is
reduced resulting in a decrease in melt viscosity
» Enhanced interdiffusion in miscible polymer systems
O.S. Fleming, K.L.A. Chan, and S.G. Kazarian, Polymer, 47, 4649-4658 (2006)A.R. Berens, G.S. Huvard, R.W. Korsmeyer, and F.W. Kunig, J. Appl. Pol. Sci., 46, 231-242 (1992)

Enhanced Flow in Injection Moulding
0
50
100
150
200
250
300
0 -20 -30 -40
Temperature Reduction / C
Flo
w len
gth
: T
hic
kn
ess
With CO2
Initialconditions,withoutCO2
Polypropylene homopolymer

Supercritical Fluid assisted Extrusion
Objectives:• To investigate the plasticizing effect of scCO2 during
extrusion of polymers, with a capability to produce foam-free extrudate
• To establish rates of gas diffusion from polymer in off-line studies using a pressure vessel
• To estabilish study the effect of scCO2 treatment on the structure and properties of the polymer

CO2 Injection System
CO
2 cylinder
Low Pressure Delivery
Dual Syringe Pump
High pressure Constant flow
Regulated higher pressure
BackPressureRegulator
Lower pressureregulated byextruder
One-way Injection valve
P2

Polymer Extrusion
» 25 mm single screw exruder
» 25:1 L/D
» 5 kg/hr output
» CO2 injected at18D
Gas delivery system:» Teledyne Isco dual syringe
pump» Back pressure regulator » Injection (poppet) valve

Polymer Extrusion
Polymer CO2 Level
(wt%)
ViscosityReduction
(%)
Polystyrene 0.4 7.0
Poly methylmethacrylate
2.9 18.2
Polycarbonate 3.6 55.4
Polyethylene 2.4 15.3
Polypropylene 3.4 17.5
•Lower processing temperatures
•Easier processing of highly viscous polymers
•Reduced die pressures
•Increased throughput
•Reduced energy usage

Benefits during unplasticised PVC extrusion
*Changes are compared with unmodified polymer at 0% CO2
0
10
20
300.68wt% CO2 0.65wt% CO2
0.6wt% CO2 0.58wt% CO2
0.68wt% CO2 27.1 21.4
0.65wt% CO2 23.1 18.6 18.9
0.6wt% CO2 17.9 17.1 17.6
0.58wt% CO2 15.4 15.2 12.2
Pressure reduction (%)
Motor currentreduction (%)
Output rateincrease (%)

Extended Die Design
Main die body
Clamp ring adaptorwith variable entry angle
To extruder
Extended Cooling Die
Int. Patent Application PCT/GB2009/050249 (Hornsby, Billham, Kusmanto)
Provides simultaneous control of rate of pressure drop and cooling rate through die

Extrudate Cross-section(Extruded PVC K-65)
Virgin PVC –no CO2
Extruded using 0.6% CO2
2 mm

Thermal and Mechanical Data -after CO2 removal (at 23°C)
(unplasticised PVC extrudate)
CO2 added
(%)
Density (g/cm3)
Tg (oC) Tensile Modulus
(MPa)
Yield Stress (MPa)
Yield Strain (%)
0 1.421 84.8 1697 ± 90 48.6 ± 2.4 8.4 ± 0.5
0.5 1.424 84.9 1486 ± 81 45.2 ± 1.1 7.5 ± 0.2
0.55 1.420 84.4 1446 ± 209 44.5 ± 2.6 7.5 ± 0.4
0.58 1.422 84.8 1515 ± 95 43.7 ± 2.0 7.1 ± 0.5
0.6 1.418 83.6 1621 ± 212 42.6 ± 0.9 7.3 ± 1.5
0.65 1.413 85.0 1464 ± 171 47.4 ± 1.5 7.4 ± 0.2

Pressure Chamber Design

CO2 Diffusion at 23 C
0.000
1.000
2.000
3.000
4.000
5.000
6.000
0 5 10 15 20 25 30
Time (days)
CO
2 l
ev
el
in p
oly
me
r (%
) 24hr sat 1hr sat
Unplasticised PVC K-65 after CO2 saturated at 100 bar, 40oC
Sample thickness: 2mm

Effect of CO2 Diffusion on Flexural Modulus (at 30 °C)
PVC K-65 -CO2 saturated at 100 bar, 40oC, 24 hours
DMTA: variable frequencies, test temperature 30oC
Sample thickness: 2mm
9
9.05
9.1
9.15
9.2
9.25
0 5 10 15 20 25 30
Log
Ben
ding
Mod
ulus
E'
Time (day)
30Hz Sat 3Hz Sat 0.3 Hz Sat
30Hz Virgin 3Hz Virgin 0.3Hz Virgin
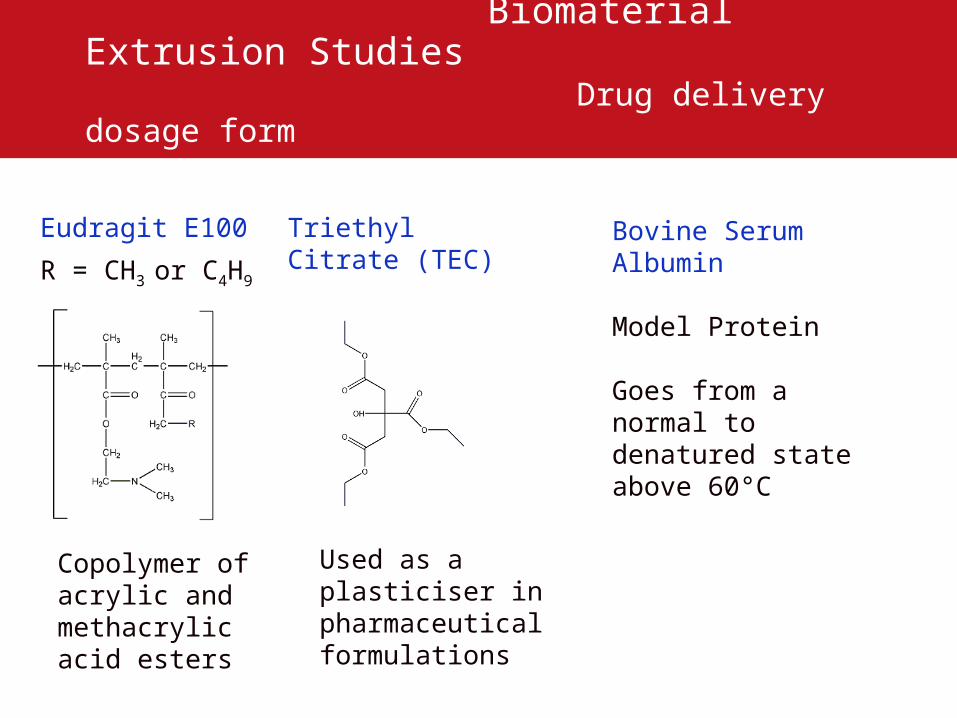
Biomaterial Extrusion Studies Drug delivery dosage form
Eudragit E100
R = CH3 or C4H9
Triethyl Citrate (TEC)
Copolymer of acrylic and methacrylic acid esters
Bovine Serum Albumin
Model Protein
Goes from a normal to denatured state above 60°C
Used as a plasticiser in pharmaceutical formulations

Effect of scCO2 Addition and Temperature on Melt Pressure of Eudragit formulations
Melt Pressure in Zones 5 and 7
0
50
100
150
200
250
300
0 1000 2000 3000 4000 5000Time
Pre
ss
ure
(B
ar)
Zone 7
Zone 5
110 oC
No CO2
105 oC
No CO2
105 oC
+ CO2
100 oC
+ CO2
95 oC
+ CO2
85 oC
+ CO2
80 oC
No CO2
85 oC
+ CO2
+BSA
Melt pressure at dieMelt pressure opposite CO2 injection point
BSA – 1 wt% bovine serum albumin0.2 wt% CO2 addition Eudragit E100 + 10wt% TEC

Bovine Serum Albimin Release from Eudragit in Simulated Intestinal Fluid* Determined by Size
Exclusion HPLC
* KH2PO4 + NaOH solution (pH 6.8)

Summary
• CO2 assisted polymer extrusion system has been developed to show CO2 plasticisation effect, with a capability to produce foam-free extrudate.
• CO2 can be used as a transient plasticising aid during polymer extrusion without influencing the properties of final products.
• Benefits of CO2 assisted extrusion:» Reduce pressure, viscosity» Reduce motor current, power» Increase output rate» Lower processing temperature, thus avoid degradation» Easier processing of highly viscous polymer
• With thermally sensitive polymers and additives CO2 assisted melt
processing can reduce thermal degradation effects.

Acknowledgements
Febe Kusmanto
Mark Billham
Peter Marshall
Gavin Andrews
Project funding:
EU Sixth Framework Programme ‘FLOWFREE’
(COLL-516255- 2)
PROJECT PART-FINANCEDBY THE EUROPEAN UNION
Queen’s University Belfast

Real Time Graph for CO2 additions
1 ml/min CO2
0.7 ml/min CO2
1.3 ml/min CO2
No CO2 Stop CO2
Time
Pre
ssur
e
Start CO2
Pressure measured at P3