Embed Size (px)
Citation preview

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 1
ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
Doc. N°
ADxC-51-001-AMM Edition 5

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 2 Issue: 2-October-2015
Intentionally left blank

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 3
Amendments Issue Date Revised pages Description
Edition 1 13-June-2013 all First issue. Approved types:
DR300/400 all variants
Edition 2 02-Jan-2014 all (1..74) Inclusion of further types
Improvement in trailing edge
application detail
Detailing on tooling
Editorial changes
Edition 3 30-Apr-2014 all (1..100) Editorial Changes
Chapter 89-02 (new)
Amplified information tooling (new)
Chapter 90 (update)
Edition 3.1 14-May-2014 1,3, 97-101 Chapter 90 (update)
Edition 3.2 24-Aug-2014 3-7, 12, 14,
16-116
Further options and alternative
materials;
Clarification of Terminology
Chapter 90 (update)
Edition 3.3 14-Jan-2015 3-4, 6-7, 12,15,
20, 24, 38, 70-
71, 75, 80, 99,
108-115
Editorial Changes
Adhesive application and drying
Chapter 90 (update)
Edition 3.4 20-Mar-2015 1, 3, 4, 41,
107-110
Chapter 04 and 90 (update)
Edition 3.5 25-Mar-2015 1, 3, 4, 41,
107-111
Chapter 04 and 90 (update)
Edition 3.6 14-Apr-2015 1, 3-7, 41-42,
108-113
Chapter 04 and 90 (update)
Edition 4 28-May-2015 All (1..112) Editorial Changes
Storage Conditions, Materials
information, Bonding Check
Edition 4.1 14-July-2015 All (1..119) Chapter 04 and 90 (update)
Editorial Changes
Format changes (all pages)
Seams and Overlaps
Edition 5 2-Oct-2015 All(1..129) Chapter 04 and 90 (update)
intended use and responsibility
clarified, editorial changes

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 4 Issue: 2-October-2015
List of Service Bulletins
SB No Date Title Affected Serial
no.’s
AD
(EASA)
NOTE This is the Service Bulletin list of STC1 ADxC-DC-51-001 thru 199.
For the aircraft SB list, refer to the TC holder documentation.
1 Refer to 02-20 Terminology and Abbreviations

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 5
List of Effective Pages
Page .......................................... Page date
All (1..129) ..................... 2-October-2015

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 6 Issue: 2-October-2015
Table of Contents
Chapter Title ........................................................................................ Page
01 Introduction ............................................................. 9
01-00 General ........................................................................................... 9
01-10 Coverage ....................................................................................... 10
01-20 Related Publications ...................................................................... 10
01-30 Addresses ..................................................................................... 11
02 How to Use the Manual ........................................... 12
02-00 General ......................................................................................... 12
02-10 NOTES ........................................................................................... 13
02-20 Terminology and Abbreviations ..................................................... 14
02-30 Standard Elements ......................................................................... 15
20-40 Safety ............................................................................................ 16
03 Description ............................................................. 17
03-01 Materials ....................................................................................... 17
03-01-01 Storage Conditions ........................................................................ 26
03-01-02 Material Characteristics ................................................................. 27
03-02 Ancillary Products .......................................................................... 32
04 Limitations ............................................................. 45
04-10 General ......................................................................................... 48
05 Inspection and Maintenance ................................... 50
05-10 Time limits and inspection program .............................................. 50
05-20 Scheduled maintenance ................................................................. 50
05-50 Unscheduled maintenance ............................................................. 51

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 7
20 Standard Practices-Airframe .................................. 52
20-51 General Preparations ..................................................................... 52
20-52 Structure Preparation .................................................................... 55
20-52-01 Inter-rib Bracing ............................................................................ 56
20-53 Principles of Fabric Application ...................................................... 57
20-54 Attachment of Fabric ..................................................................... 61
20-54-01 Tubes ............................................................................................ 62
20-54-02 Convex Curved Areas and Edges ................................................... 70
20-54-03 Concave Curved Areas and Edges .................................................. 72
20-54-04 Corners ......................................................................................... 73
20-54-05 Seams and Overlaps ...................................................................... 76
20-55 Fabric Application ......................................................................... 79
20-55-01 Fabric Pre-cut ............................................................................... 79
20-55-02 Adhesive Application ..................................................................... 81
20-55-03 Adhesive Drying ............................................................................ 83
20-55-04 Positioning .................................................................................... 83
20-55-05 Attaching the Fabric ...................................................................... 84
20-55-06 Blisters and Bumps ........................................................................ 87
20-55-07 Attaching Reinforcing Tape ........................................................... 88
20-55-08 Bonding Check .............................................................................. 88
20-55-09 Lacing ........................................................................................... 89
20-55-10 Heat Tightening ............................................................................ 92
20-55-11 Fabric Tension Test ....................................................................... 97
20-56 Reinforcements ............................................................................. 97
20-56-01 Drain and Ventilation Holes ........................................................... 97
20-56-02 Fairleads ....................................................................................... 98
20-56-03 Inspection Openings...................................................................... 98
20-56-04 Brackets ........................................................................................ 99
20-57 Removal of ORATEX® Fabric ..................................................... 100
20-58 Coating ....................................................................................... 101
51 Standard Practices Structure ................................. 102
51-70 Repair ......................................................................................... 102
51-75-01 Repair of Fabric ("wet repair") ...................................................... 102
51-75-02 Repair of Fabric ("dry repair") ....................................................... 104

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 8 Issue: 2-October-2015
89 Information for Specific Airplanes ......................... 111
89-01 ANTONOV AN-2 .......................................................................... 112
89-02 ROBIN DR200/300/400 Series ..................................................... 114
90 List of Applicable Covering ................................... 121

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 9
01 Introduction
01-00 General
The ORATEX® cover and coating system is developed by LANITZ-
PRENA FOLIEN FACTORY GmbH, Leipzig, Germany, to suit any
fabric covered airplane, just as cotton, linen or other polyester based
fabric systems. In addition it also serves as top coating in areas
traditionally not fabric covered but paint top coated. Further the
system offers corresponding material for striping and coloring.
Any other use of the ORATEX system beyond this application, both in
aviation but also in all other areas, has not been tested. Any liability
and warranty of LANITZ-PRENA FOLIEN FACTORY GmbH and Aircraft
Design & Certification Ltd. for improper use and unauthorized
processing is excluded.
NOTE It must be noted that although developed to suit any type of airplane,
the system has been technically evaluated for the airplanes listed in
Chapter 90. Additionally, the airplanes for which a formal authority
approval has been granted are identified there.
The core element is ORATEX® fabric which is a heat shrinkable,
polyester fabric with polyurethane coating which is available in two
grades (ORATEX® 6000 and UL600MK3)
The system further includes:
reinforcing tapes
rib bracing tape
top coat paint system
striping foils
rib-lacing cord
degreaser
adhesive remover
protective wax
cleaner
decorative finishing materials
adhesives

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 10 Issue: 2-October-2015
The ORATEX® as such, as well as tapes, cords, coatings and striping
foil is available in a variety of colors.
The advantages of the ORATEX® cover system are:
consistent area weight due to uniform automatic top coat application
by coating technology
a significant weight saving versus traditional cover & top coat systems
colour-matching paint system
easy and colour matching repair or rework
homogeneous surface
no need for (spray) paint application on top of the coating
solvent free application
time-saving, approx. half the time of a conventional covering
necessary
01-10 Coverage
This manual only covers the airplanes listed in Chapter 90 for which
installation approval must be obtained by means of an engineering
order from EASA DOA.21.J.411. For all others the installer is
responsible to receive the respective approval.
The manual also covers the quality control aspects the installer has to
adhere to with respect to the materials ordered at and received from LANITZ-PRENA FOLIEN FACTORY GmbH, Leipzig, Germany,
All materials of the system are described and defined, however
procedures are given only for the generic ORATEX® fabric. Other
ORATEX® system materials such as the top coating and striping foil
materials are to be used with standard practices.
01-20 Related Publications
AC43.13-1B 9/8/98

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 11
01-30 Addresses
Contact for ordering parts and material:
Firm Address
LANITZ-PRENA FOLIEN FACTORY GmbH
Am Ritterschlösschen 20
D-04179 Leipzig
www.ORATEX.eu
In case of change of ownership of the airplane, design deficiency or
occurrence in relation with this STC, please contact:
Firm Address
Aircraft Design & Certification Ltd. Reichensteinstrasse 48
D-69151 Neckargemünd
E-mail: [email protected]
LANITZ-PRENA FOLIEN FACTORY GmbH developed the
System and is the according STC Holder. The company has discharged
the obligations with respect to Part 21. requirements to AD&C EASA
DOA.21.J.411.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 12 Issue: 2-October-2015
02 How to Use the Manual
02-00 General
The format and contents of this manual have been prepared in
accordance with the GENERAL AVIATION MANUFACTURERS
ASSOCIATION (GAMA) Specification No. 2.
The contents of this manual are organized in three levels:
Group
System/Chapter
Subsystem (if needed)
Group
Groups used in this manual are:
Group Chapters Definition / Remark
General 01 & 02 General information
Aircraft 03 to 05 Complete operational unit,
limitations
Airframe & Structure 20 & 51 All airframe systems except
power plant
Miscellaneous 90 List of applicable airplanes and
each with materials to be used
Supplementary information To be collected
in Appendix
Forms, Advanced maintenance
instructions, Service bulletins
etc.
System/Chapter
Systems are arranged numerically per GAMA Specification 2 (ATA 100)
recommended number assignment. The first two numbers indicate
the chapter or system; the second two indicate the sub-system or
section (for example Chapter 02-10).
When a subsystem is further divided into units, a third element is
added to the number sequence, e.g. 53-20-01
The table of content lists only those chapter numbers which are used
in this supplement.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 13
02-10 NOTES
Notes and safety notes in this handbook are marked by the words
NOTE, IMPORTANT, NOTICE, CAUTION, WARNING or DANGER in the
left margin column. The text of the note or safety note is printed in
bold. See the following definitions:
DANGER indicates a hazardous situation which, if not avoided, will result in
death or serious injury.
WARNING indicates a hazardous situation which, if not avoided, could result in
death or serious injury.
CAUTION indicates a hazardous situation which, if not avoided, could result in
minor or moderate injury.
NOTICE is used to address practices not related to physical injury.
IMPORTANT represents an important hint.
NOTE represents a remarkable hint.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 14 Issue: 2-October-2015
02-20 Terminology and Abbreviations
Term Meaning
adhesive within the ORATEX® system used materials:
ORATEX® Dispersion and Hotmelt Adhesive
attach generally means, that the following processes are
finished:
adhesive applied,
adhesive dried,
adhesive hardened while fabric pressed to the
contact area,
and where required, fabric laced.
Refer to the applicable Chapters/Sections for
detailed procedures.
inter-rib-
bracing
Tapes crosswise attached between ribs to stabilize
them.
lacing Generally the attachment of fabric to the structure
by means of threads.
reinforcing
tape
straight edge or pinked edge (zig-zag) tape from:
ORATEX®UL600 MK3 (light grade)
or ORATEX®6000 (heavy grade)
BVS German certification specification for gliders
DDP Declaration of Design & Performance
IR Infrared
STC Supplemental Type Certificate
TCDS Type Certificate Data Sheet

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 15
02-30 Standard Elements
Graphical Elements
The following graphical elements are generally used within this
manual:
Text Elements
The following text elements are generally used within this manual:
Normal text
Itemization
▶ Instructions
▶ Instructions within a safety note
Head Lines
Head Lines (when referenced)
20% black
5% black
structure
fabric
fabric layer 70% black

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 16 Issue: 2-October-2015
20-40 Safety
▶ Make sure that you have all necessary ratings to begin your work.
These ratings may be differently regulated in different countries.
Before you start working, always contact your respective examiner.
For applications in the scope of the EASA an approval by a Part 66
licensed examiner is imperative while in the scope of the FAA it has to
be approved by an IA licensed A & P (airframe and powerplant
mechanic with IA entry). In case of Annex II aircraft and microlights a
responsible examiner has to be contacted. The approval is
documented by a signature on the Engineering Order and a record in
the logbook of the aircraft. In addition, a form 337 has to be filled in
in scope of the FAA. Appropriate regulations of other countries must
also be observed. With the approval, the conformity with the
requirements (compliance) of the STC is confirmed.
▶ Do not start fabric application or any related preparations without an
explicit Engineering Order from Aircraft Design & Certification Ltd. or
other relevant authority approval applicable to the respective airplane.
▶ Do not begin any work before completely having read and understood
the contents of this manual.
▶ Remove adhesive and dope only in explosion proof rooms with
exhaustion device.
▶ Wear ventilated protective clothing, protective goggles, chemical
resistant gloves and respiratory mask when working with solvents or
in dusty conditions.
▶ Wear safety gloves to protect yourself against high temperatures.
▶ Observe and follow the instructions of the products data and safety
sheets (refer to www.oracover.eu).

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 17
03 Description
03-01 Materials
The ORATEX® System consists of the following materials2:
ADxC-DDP
Number
Material
designation Application
LANITZ-PRENA Product Code
(xxx= colour, yyy=width in [mm] or [cm],
zzz=length in [m]
ADxC-51-DDP-001
ORATEX® 6000
Basic cover fabric
130 to 150g/m²
depending on
colour
14-xxx-yyy-zzz
Standard width 90cm and 180cm
yyy=width in [cm]
ORATEX®
rib bracing tape Rib bracing
17-xxx-yyy-zzz
Standard width 25mm
yyy in [mm]
ADxC-51-DDP-002
ORATEX® UL600 MK3
Basic cover light
fabric grade 90 –
110 g/m²
depending on
colour
13-xxx-yyy-zzz
Standard width 90cm and 180cm
yyy=width in [cm]
ADxC-51-DDP-003
ORATEX®
DISPERSION
HOTMELT
ADHESIVE (separate
components)
2K Adhesive
system -
unmixed3
0987 (1l), obsolete
0988 (5l), obsolete
0989 (10l), obsolete
ORATEX®
DISPERSION
HOTMELT
ADHESIVE
(premixed)
Adhesive system,
premixed2
0974 (50ml)
0975 (100ml)
0976 (500ml)
0977 (1l)
0978 (5l)
0979 (10l)
2 Shelf-life 5 years from delivery date for all ORATEX® fabric. If shelf-life is exceeded,
material needs to be checked against requirements defined in Chapter 04-10.
3 Shelf-life 3 months at 25 °C (77 °F), short time (max. 24 h) allowance 30 °C (86 °F)

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 18 Issue: 2-October-2015
ADxC-DDP
Number
Material
designation Application
LANITZ-PRENA Product Code
(xxx= colour, yyy=width in [mm] or [cm],
zzz=length in [m]
ADxC-51-DDP-004
ORATEX® UL600
Pinked edge
reinforcing tape
(light grade)
Reinforcing tape,
zig-zag edge
from ORATEX®
UL600 MK3
with thermo-
plastic adhesive.
15-xxx-yyy
Standard width 25, 50, 75, 100, 125,
150mm
yyy in [mm]
ORATEX®
UL600
Straight edge
reinforcing tape
(light grade)
dto, straight cut
16-xxx-yyy
Standard width 25, 50, 75, 100,
125mm
yyy in [mm]
ADxC-51-DDP-005
EASYPLOT®
UV-stabilized
coloured
polyester foil,
with permanent
pressure sensitive
polyacrylate
adhesive
150/152/153/154/160/162/
163/164/182/187/188/189/
195/197/198/199/1450/1452/
1453/1454/1550/1552/1553/1554/-
xxx-yyy
ORALINE®
Trim line for
optical decoration
made of EASYPLOT
®
26-xxx-yyy
Standard width: 5, 10, 15, 20;
all other width by customer request
yyy in [mm]
ORATRIM®
Wide trim line for
optical decoration
made of
EASYPLOT®
27-xxx-yyy
Standard width 9,5 cm 2 and 5 m
rolls, Standard width 12cm 25m
length
ADxC-51-DDP-006
ORACOLOR® Top coat paint
system
1121/1122/1110-xxx-A (A=marking
paint)
1121-xxx-B (B=permanently elastic)
ADxC-51-DDP-007
ORACOLOR®
Thinner
Thinner for
ORACOLOR®
1100-996 (1000ml)
ADxC-51-DDP-008
ORACOLOR®
Hardener for
Spraying
Hardener for
ORACOLOR®
(to be sprayed)
1100-997 (500ml)
ADxC-51-DDP-009
ORACOLOR®
Hardener for
Brushing
Hardener for
ORACOLOR®
(to be brushed)
1100-998 (500ml)
ADxC-51-DDP-010
ORACOLOR®
Filler
Surface treatment
to prevent cracks
1100-999 (1000ml)

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 19
ADxC-DDP
Number
Material
designation Application
LANITZ-PRENA Product Code
(xxx= colour, yyy=width in [mm] or [cm],
zzz=length in [m]
ADxC-51-DDP-011
ORACOLOR®
Matt-Finishing
Agent
To be added with
hardener to
ORACOLOR®
for flattening
1100-995 (500ml)
ADxC-51-DDP-012
ORATEX®
Cleaner
Liquid cleaner for
all ORATEX®,
ORACOLOR®,
EASYPLOT®,
ORATRIM®,
ORALINE®
products
08200 (500 ml)
08210 (1000 ml)
ADxC-51-DDP-013
ORATEX®
Adhesive Remover
Remover for the
ORATEX®
DISPERSION
HOTMELT
ADHESIVE4
0957 (250ml)
0958 (500ml)
0959 (1000ml)
ADxC-51-DDP-014
UL600 Repair-
Sheet (A4)
Repair of small
damage
18-xxx-yyy (A4 sheet)
ADxC-51-DDP-015
Adhesive for
ORATEX®
UL 600
selbstklebend
Adhesive film on
repair sheet
(DDP-014)
Not available as individual product
ADxC-51-DDP-016
ORATEX®6000
Straight edge
reinforcing tape
(heavy grade)
Reinforcing tape,
straight cut
from ORATEX®
6000 with
thermoplastic
adhesive.
19-xxx-yyy
Standard width 25, 50, 75, 100,
125mm
yyy in [mm]
4 Application only on non-polymerized adhesive.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 20 Issue: 2-October-2015
All material ordering codes use the same colour coding:
Colour German Code xxx
Natural white5 Naturweiß 000
White Weiß 010
Antique5 Antik 012
Olive drab Tarnoliv 018
Corsair blue Corsairblau 019
Fokker red Fokkerrot 020
Cub yellow Cub gelb 030
Silver Silber 091
5 uncolored ORATEX® does not feature the same level of UV protection and therefore has
more stringent limits, see chapter 04.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 21
Amplified Information
This paragraph contains amplified information to some of the above
presented materials.
ORATEX® Dispersion Hotmelt Adhesive
Item number:
0974 (50ml)
0975 (100ml)
0976 (500ml)
0977 (1l)
0978 (5l)
0979 (10l)
When using ORATEX® Dispersion Hotmelt Adhesive the adhesive
container must be closed in between applications to prevent the
adhesive from drying. When you pause or break from the adhesive
application process the brush must be put into cold water
immediately to be cleaned, and it has to be dried with a dry cloth
before reusing. Only after this process the brush can be used again.
We strongly recommend that the adhesive container is closed after
every single taking of adhesive with the brush to prevent an
unnecessary drying of the adhesive at the rim and the inner sides of
the container. Never use warm water for cleaning as the adhesive will
be activated thereby, which makes the brush unusable.
NOTE Please pay attention to the manufacturing date of the ORATEX®
dispersion hotmelt adhesive. The shelf time is only 3 months from the
date of manufacturing.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 22 Issue: 2-October-2015
ORATEX® Adhesive Remover
Item number:
0957 (250 ml)
0958 (500 ml)
0959 (1 Litre)
The ORATEX® Adhesive Remover serves to remove fresh ORATEX®
Dispersion Hotmelt Adhesive. You soak an uncolored (white) piece of
natural fiber cloth (e.g. cotton) with the adhesive remover. With this
moistened piece of cloth, you can lightly wipe two to three times over
the surface to remove the excess adhesive.
WARNING Solvents can be harmful to health.
▶ Wear ventilated protective clothing, protective goggles, chemical
resistant gloves and respiratory mask when working with solvents.
▶ Observe the instructions of the solvent security and data sheet.
NOTICE The ORATEX® Adhesive Remover is very aggressive. Repeated
application can damage the coated surface of ORATEX® and even
remove the coatings.
▶ Extra care should be taken using the ORATEX® Adhesive Remover
on painted surfaces.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 23
ORATEX® Wash-Primer
Item number:
0983 (100 ml)
0984 (500 ml)
0985 (1Litre)
To pretreat metal surfaces of aircraft construction the use of
ORATEX® Wash-Primer is essential as metal surfaces will oxidize
and corrode without this protective coating. This applies to both, steel
and aluminum. When dealing with open tubular structures care must
be taken to ensure the inside of tubes are protected as moisture
which condenses in the tube will lead to irreversible corrosion
damage. Before applying the ORATEX® Dispersion Hotmelt Adhesive
make sure the Wash-Primer has dried completely (24 h at room
temperature, inside of open tube structures as the case may be
considerably longer). The Wash-Primer can also be used as a base
primer for varnishing metal surfaces with ORACOLOR® paint.
NOTE Before use clean all surfaces thoroughly!
The mixed Wash-Primer has a pot-life of 8 h at 18-22°C

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 24 Issue: 2-October-2015
IMPORTANT For tube structures, in particular open tube structures observe and
follow the manufacturer’s corrosion protection and ventilation
provisions.
Degreaser for ORATEX®
Item number:
08245 (250 ml)
08246 (500 ml)
08247 (1 Litre)
The Degreaser for ORATEX® is mandatory for cleaning the surface
of the fabric before applying straight edge reinforcing tape, pinked
edge reinforcing tape, seams, ORATEX® Dry Repair patches,
ORATEX® Dispersion Hotmelt Adhesive or paint.
To use ORATEX® Degreaser take a paper towel and pour the
degreaser onto it so it is soaked. Wipe the area to be cleaned with the
pre-moistened paper towel ensuring the area is thoroughly cleaned,
follow this immediately with a dry paper towel in one direction
absorbing any remaining degreaser. This process should only occur in
ONE direction, wiping backwards and forwards could distribute the
absorbed grease particles back to the surface.
If you should still discover wet areas after this drying process it is
necessary to continue drying them with a new dry paper towel,
proceeding into the same direction as before. Moving the paper towel
forwards and backwards CANNOT be allowed as this process will
distribute the grease film equally all over the surface. This cleaning
process is also applied with overlaps and seams to assure a grease-
free joint.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 25
2K-Filler
Item number:
08445 (100 ml)
08446 (500 ml)
08447 (1 Litre)
The 2K-Filler comes with good filling properties, dries fast and can be
sanded easily. It has been developed to be the base for the
ORACOLOR® Paint-system. The 2K-Filler is always supplied with the
matching hardener.
2K-Combination-Filler
Item number:
08440 (100 ml)
08441 (500 ml)
08442 (1 Litre)
The 2K-Combination-Filler has easy filling features and, after drying,
can be sanded easily. It bonds well to all kinds of surfaces. It has been
developed to be the base for the ORACOLOR® Paint-system.
Colour: matt light grey

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 26 Issue: 2-October-2015
ORATEX® Dry Cleaner
Item number:
08454 (500 ml)
The ORATEX® Dry Cleaner is to be used to clean contaminated
surfaces. It can be used anywhere and is waterless. No water, bucket
or washing-up is needed. For best results, two high-quality micro-
fiber towels have to be used but only on cold surfaces and in the
shade. Heavily soiled surfaces must be cleaned previously with water
in order to remove the gross soiling.
Not suitable for matt surfaces.
ORACOLOR® top coat system, EASYPLOT®, ORALINE®
and ORATRIM® striping foils material for trimming and
decoration and Cleaners
Those materials do not require specific instructions, procedures or
methods. Their usage falls within standard practices. Specifics are
defined in data sheets supplied with the material or are available from
the LANITZ-PRENA webpage.
The application of these materials is not limited to specific airplanes
nor does the installer require an engineering order. However,
permissible structural temperatures might limit the selection of
(darker) colors and application area. The installer is advised to refer to
the individual airplane type publications.
03-01-01 Storage Conditions
ORATEX® fabric and all related products must be stored at the
following conditions:
Dry, ventilated, dark, light protected.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 27
Never store any of the material on the ground.
Storage temperature: 5°C – 25°C (41 – 77 °F), short time (max. 24 h)
allowance 30 °C (86 °F)
Humidity: 35% thru 65%
Observe life time limits. Never use materials after expiration date.
NOTICE Fabric damage (stress whitening) due to kinks.
▶ Never fold the fabric.
▶ Roll up the fabric for storage.
▶ Never use fabric with kinks or wrinkles or any evidence of stress
whitening.
03-01-02 Material Characteristics
Fabric
The fabric consists of polyester and has a polyurethane coating. The
coating is always on the outside of the fabric rolls and is glossier than
the fabric itself. The inner side is a little rougher and the texture is
slightly better visible.
On the straight edge reinforcing tapes and pinked edge reinforcing
tapes the adhesive is already applied. That makes the inside smooth.
It is covered with a protective siliconised paper.
The fabric as well as tapes and foils shrink when applying
temperatures between 100 °C (212 °F) and 200 °C (392 °F). Each 10 °C
(18 °F) the fabric shrinks by approx. 1% biaxially.
NOTICE Fabric damage when applying temperatures above 200 °C (392 °F).
▶ Never adjust the iron, heat gun or radiant heater to more than 200 °C
(392 °F)!
Temperatures above 200 °C (392 °F) damage the fibers. Generally the
destruction is not visible. In extreme cases the polyurethane coating
will tarnish. In any case, when heated above 200 °C (392 °F) the fabric
has to be replaced.
Temperatures above 250 °C (482 °F) will melt the fabric.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 28 Issue: 2-October-2015
NOTICE Structure damage when applying to high temperatures.
▶ Observe the temperature limits of the underlying structure.
▶ Never adjust the iron, heat gun or radiant heater to more than 180 °C
(356 °F) when attaching fabric to wooden structure members!
▶ Never adjust the iron, heat gun or radiant heater to more than 90 °C
(194 °F) when attaching fabric to composite structure members!
If shrinking and thus application of higher temperatures is necessary
when attaching fabric to composite structures cover the structure with
corrugated cardboard, e.g. if you shrink the open bay area between
carbon ribs, they must be covered with corrugated cardboard against
the heat during the shrink process. Where double curved shapes are
present shrink the fabric to size before bringing it into thermal
contact with the structure.
Depending on the underlying structure the heat needs more or less
time to intrude into the fabric. Different materials dissipate heat in
different ways. The following figure shows typical intrusion behaviour.
The intrusion times vary depending on fabric colour, structure
material and thickness, used tools, humidity and temperature of
environment. Check the behaviour of material (without adhesive) and
tools you will use on diverse places of your aircraft with an IR
thermometer. This will enable you to meet the temperature
requirements later. It will also increase your skill in handling materials
and tools.
The characteristics of ORATEX® fabric with respect to protection of
underlying structure (namely wooden surfaces such as plywood
covered fuselage) is comparable to a PU top coating. Both are in the
intrusion time
temp
wood andcomposite material
no underlying structure
heat heat heat

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 29
same rage of vapor diffusion permeability and have comparable UV
protection characteristics. Hence an ORATEX® covered structure is
adequately protected against both effects and does not need
additional coating.
Adhesives
Two types of adhesive are used.
The first type is a 2K 'structural' adhesive which bonds the base
material to the underlying structure. This adhesive is called a
"hotmelt" adhesive, however it is only a thermoplastic adhesive at low
temperature, it polymerizes into a duroplast due to a hardener which
is released at higher temperatures. The designation refers to the heat
based activation of the 2K system. As premixed version therefore this
adhesive has a stringent shelf life limit.
After application the hotmelt adhesive dries at room temperature.
Temperatures above 50 °C (122 °F) initiate the polymerization. This
process is not reversible.
NOTE Once heated above 50 °C (122 °F) fabric with hotmelt adhesive must
be brought to the structure quickly and must not be removed.
Removal of the fabric destroys the bonding. Slight adjustments are
possible as long as the adhesive is hot.
When cooled down before application, the adhesive turns useless
after a short while (approx. 15 minutes). In this case new adhesive
must be applied to the fabric.
If shrinking the fabric with adhesive applied attach the fabric
immediately. If this is not possible, firstly shrink the fabric and apply
adhesive later.
The second type of adhesive is indeed a thermoplastic adhesive. It
makes the application of striping and reinforcement tapes and
sacrificial leading edge layers easy. The adhesive is already factory
coated on the backside of the striping and reinforcing tapes. It can be
heated again and again while the fabric or tape can be newly
positioned. So this adhesive qualifies for easy removal and repair.
However this adhesive must not be used between structure and fabric
except for paddings (refer to Section 20-52).

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 30 Issue: 2-October-2015
Adhesive Hardening
The ORATEX® Dispersion hotmelt adhesive needs a temperature of
90 °C (194 °F) to harden applied for min. 10 seconds (residence time)
to each point of adhesive. Fabric or tapes must be pressed to the
structure or underlying fabric with a load of 3 kg (6.6 lb) as long as
the adhesive is hot.
Thermo-adhesive coated products such as reinforcing tapes require a
second pass at a temperature of approx. 120 °C (248 °F). The
residence time of this second pass must be 5 to 10 seconds at a
pressure of approx. 2 to 3 kg (4.4 - 6.6 lbs), to assure that the tapes
are firmly heat-bonded to the surface. Insufficient heat or time may
result in the tapes not to stay permanently bonded or to show air
bubbles in between the tape and the surface.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 31
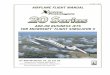
The following figure summarizes the main characteristics of both the
fabric and adhesive:
0
10
20
30
40
50
60
70
80
90
100
110
120
130
140
150
160
170
180
190
200
210
220
230
240
250
°C
Drying
Hardening
Shrinking
Damage
Melting
1
2
3
4
5
6
7
8
9
10
%
Shrinking process begins at 100 °C(212 °F).Each 10 °C (18 °F) the fabric shrinks by approx. 1% biaxially.
Temperatures above 200 °C (392 °F)will damage the fabric
at 250 °C (482 °F) the fabric melts
Hardening process begins at 50 °C(122 °F).A reliable binding is accomplishedwhen the adhesive has been heated
for 10 seconds. to 90 °C (194 °F)
Apply air not above 30 °C (86 °F) for drying to avoid initiatingthe hardening process
Maximum 90 °C (194 °F) for mostcomposite structures
Maximum 180 °C (356 °F) forwood structures
150 °C (302 °F) for more than 5 sec.initiates adhesive cohesion failure
°F
504030
60708090
100110120130140150160170180190200210220230240250260270280290300310320330340350360370380390400410420430440450460470480490

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 32 Issue: 2-October-2015
03-02 Ancillary Products
Mandatory Products
The following tools and ancillary products are mandatory when
covering with ORATEX®. They
have been checked for optimal usability,
have passed the in-house inspection,
received factory approval and
meet all requirements for the application of ORATEX® aircraft
covering in accordance with this ORATEX Application Manual.
IMPORTANT If tools, accessories and ancillary products are used which are
different from those listed here as mandatory LANITZ-PRENA
FOLIEN FACTORY GmbH cannot guarantee a successful job and
cannot be held liable for the result.
ORATEX® Sealing Iron
Item number:
08420
The temperature is digitally electronically controlled. It has an output
of 1200 W and is available in 230 V and 110 V (US version).

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 33
Heat Gun
Item number:
0949
The heat gun is used for shrinking and generating thermal bonds. The
temperature is digitally electronically controlled. Adjustment and
regulation of the airflow temperature is necessary to avoid
overheating the fabric or the aircraft structure. The heat gun features
a step switch for the air volume control (3 steps), so that it can be
adjusted individually.
maximum output: 2000 W
maximum air flow: 500 L per minute
It is available in 230 V and 110 V (US version).
While covering the heat gun has to be set at 500 L per minute.
The following figure shows the typical behaviour of the hot airflow of
a heat gun. Check this behaviour on your heat gun with an IR
thermometer. This will enable you to estimate the correct distance to
the fabric, when a certain temperature is desired. It will also increase

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 34 Issue: 2-October-2015
your skill in handling this tool. Follow the instructions of the IR
thermometer manufacturer to receive correct results.
10 cm
10 cm
Distance Diameter of heated area Temperature
200 °C (392 °F)
100 °C (212 °F)
50 °C (122 °F)
2 cm
4 cm
8 cm
heat gun
IR thermometer

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 35
Press Roll
Item number:
08150
The press roll is used to perform work under thermal loads.
Special Brush for ORATEX® Dispersion Hotmelt Adhesive
Item number:
08425 (large)
08426 (small)
These special brushes are to be used for the correct application of
ORATEX® Dispersion Hotmelt Adhesive.
ORACOLOR® Paint Brush
Item number:
08152 (40 mm wide)
08153 (60 mm wide)
08154 (80 mm wide)
These special paint brushes gives you the opportunity to achieve an
excellent paint job.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 36 Issue: 2-October-2015
The paint layer you will get is homogenous and without brush marks.
Allows a professional finishing result even for unpracticed persons.
Due to the hardener in the ORACOLOR®-System the brush should
be used only once.
Pinking Shears
Item number:
0906
The pinking shears is used for cutting of ORATEX® covering
material and tapes.
ORATEX® Felt Blade
Item number:
0915 (7 x 10 cm)
0948 (10 x 14 cm)
Felt blades are an important tool in order to bond ORATEX® fabric
to the surface. The application of pressure by the felt blade to the
heated fabric and to the surface will create a perfect joint without
having trapped any air. If wrinkles occur during the covering process,
they are removed by the large area shrinking process. These felt
blades are specially made for this process.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 37
Silicon Release Paper
Item number:
12-100-002 (60 cm x 2 m)
12-100-005 (60 cm x 5 m)
To prevent the fabric from marking by a hot iron during covering, it is
recommended that Silicon Release Paper be placed with the glossy
side to the fabric while ironing. The iron should only slide on the dull
side of the Silicon Release Paper and NEVER directly on the fabric as
there is the possibility that the sole of the iron will create marks on
the fabric.
Fixing tape for ORATEX®
Item number:
08258 (19 mm x 50 m)
08259 (50 mm x 50 m)
The fixing tape can be used wherever it is necessary to fix
ORATEX®, it serves for setting up cutting lines and as a masking
tape for adhesive applications. It can be removed without a trace.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 38 Issue: 2-October-2015
Masking Tape
Item number:
08230-010 (10 mm x 66 m)
08230-030 (30 mm x 66 m)
08230-050 (50 mm x 66 m)
It is used to have clean edges after painting, as no paint can run in
the depressions of the fabric when using our masking tape.
ORATEX® Wax
Item number:
08240 (500 ml)
To prevent dirt, flies and grass from sticking to the covering, to ease
the cleaning and to give a maximum of colour protection the wax has
to be applied onto the fabric. Before applying shake well. With an
applicator pad or a cotton terry towel the wax is applied thoroughly
and worked into the fabric. Followed by a polishing job with
microfiber cloth. For best results turn the cloth from time to time to a
clean part.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 39
WARNING Solvents can be harmful to health.
▶ Do not inhale the vapours and keep the room well ventilated.
▶ Avoid skin contact.
▶ Wear ventilated protective clothing, chemical resistant, protective
goggles, gloves and respiratory mask when working with solvents.
▶ Observe the instructions of the solvent security and data sheet.
Fixing Bracket Tool (only for Antonov AN2)
Item number:
08450
Recommended Products
We recommend to use the following tools, accessories and ancillary
products when covering with ORATEX®.
Respirator Mask
Item number:
08249
When working with organic solvents a respirator which is equipped
with filters against organic solvent is essential personal protection
equipment. Organic solvents can be found in ORATEX® Degreaser,
ORATEX® Adhesive Remover, ORACOLOR® paint, hardeners,
thinners and fillers, base coats, wash-primers etc. Always consider
your personal safety and only work in well ventilated rooms.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 40 Issue: 2-October-2015
According to national safety regulations the use of a respirator mask
is mandatory, protects your health and assures your safety when you
handle the above mentioned chemicals.
Dust Particle Filter (two pieces)
Item number:
08250
Spare dust particle filter P2 R D according to EN 143:2000 against
harmful dust. They are original replacement filters for the respirator
mask.
Filter for Solvents (two pieces)
Item number:
08251
The replacement filters are an original accessory for the respirator
mask. They protect you from organic solvents and are A2 gas filters
according to EN 14387:2004 against organic gas and fumes.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 41
Dust Particle Filter Adapter (two pieces)
Item number:
08252
Dust Particle Filter Adapter for P1 R D, P2 R D and P3 R D particle
filters.
Chemical Gloves
Item number:
08431 (size M)
08432 (size XL)
Chemical resistant Nitrile gloves are part of the personal protection
equipment and they serve your safety and health. Use of protective
gloves is mandatory when working with organic solvents, adhesives,
paint, hardeners, thinners, fillers, primers, etc.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 42 Issue: 2-October-2015
Working Gloves
Item number:
08428 (size 8)
08429 (size 9)
08430 (size 10)
Working gloves assist you to hold the covering while stretching.
Thanks to the texture of the palms the covering can be gripped and
stretched easily over the area to be covered, for ease of ironing. We
strongly recommend the application of these working gloves for an
easy handling.
Applicator Pad for Waxing
Item number:
08452 (two pieces)
This Applicator Pad is to be used to apply the ORATEX® protective
wax in the optimal way.
Corrugated Cardboard
The corrugated cardboard (best covered with silicone paper) is used
to protect specific areas from hot air when working with the heat gun.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 43
Pencils
Item number:
08433
To mark the inside of the fabric only these pencils of the type HB are
to be used, as they are not bleeding when the dispersion hotmelt
adhesive is applied.
NOTICE Ink can migrate deeply into the fabric and can show marks on the
inner side of the top side.
▶ Do not use felt pens or liquid ink pens.
Cutting knife
Item number:
0916
For all cutting needs of the fabric the cutting knife is a recommended
tool.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 44 Issue: 2-October-2015
Accessories
Other important tools, which we do not supply but which are
generally available are:
a well cutting and sharp pair of scissors
a metal ruler of at least one meter length
a plastic bowl with cover which serves as storage for the adhesive
one plastic bowl with COLD WATER for cleaning the brush. When you
interrupt your work the brush must be put into this bowl immediately.
IR Thermometer
Use a conventional IR thermometer, of whose display accuracy you
have assured yourself, to check the temperature of fabric when
working with the iron or heat gun.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 45
04 Limitations
Approved Model List
Date Make Model TCDS Approval Reference
01/08/2013 Robin DR300 and DR400 series EASA.A.367 EASA STC 10045970 REV 0
25/03/2014
Antonov AN2 LBA 2069/SA
LBA EMZ SA 1468 Piel Emeraude LBA 564
Piper PA-18 LBA 722
18/08/2014
Piper PA-20 LBA 727
LBA EMZ SA 1468 Issue 2 Piper PA-22 LBA 712
Piper J3 / PA11 LBA 713
Robin Jodel DR100 LBA 585
18/08/2014 Scheibe SF25 EASA.A.098 EASA STC 10050167 REV 0
14/01/2015
Robin DR200 Series EASA.A.510
EASA STC 10045970 REV 1 Robin DR 220 Series EASA.A.551
Robin DR 253 series EASA.A.552
06/02/2015
Alexander Schleicher
AS-K 13 LBA 267/SP
EASA STC 10050167 REV 1
ASK 18 LBA 307/SP
K 10 A LBA 239
K 7 LBA 211
K 8 Series LBA 216
Ka6 Series LBA 205
AVO AVO 68 -v Samburo Series
EASA.A.252
Scheibe
Bergfalke Series EASA A.099
SF 26 A Standard EASA.A.103
SF 27 Series EASA.A.104
SF 28 A Tandem Falke EASA.A.107
SF 30 A Club Spatz EASA.A.106
Spatz Series EASA.A.100
Specht EASA.A.101
Sperber EASA.A.102
Zugvogel Series EASA.A.105
20/03/2015
Klemm Klemm L 25 LBA 573 / SA
LBA EMZ SA 1468 Issue 3
Piel CP 301 C "Emeraude" LBA L-623a
Piel CP 301 S "Smaragd" LBA L-642
Sipa Sipa 903 LBA L-721
Stark Stark Turbulent D LBA 537

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 46 Issue: 2-October-2015
Date Make Model TCDS Approval Reference
25/03/2015
Alexander Schleicher
K 8 B/KM 46 LBA 691
LBA EMZ PS0014
K 8 B/Stihl LBA 670
Ka 6/Stihl LBA 692
Scheibe SF 27 M-A LBA 678
SF24 Motorspatz LBA 581
Alexander Schleicher
Ka 1 LBA L-118
LBA EMZ SP0003
Ka 2 LBA 140
Ka 2 b LBA 203
Ka 3 LBA L-154
Schempp-Hirth
Gö 3 Minimoa LBA L-59
Vintage Glider
Fauvel AV-36 LBA L-249
Fauvel AV-36 LBA 159
Grunau Baby II b LBA 49/SP
Grunau Baby II b-DDR LBA 49
Habicht E LBA 04.53
SG 38 LBA 14

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 47
Date Make Model TCDS Approval Reference
14/04/2015
Alexander Schleicher
ASK-16 LBA 759
EASA STC 10050167 REV 2
K 12 LBA 684
Fournier RF3 LBA 666
LET
L 13 Vivat EASA.A.046
L-13 Blaník EASA.A.024
L-23 Super-Blaník EASA.A.044
L-33 Sólo EASA.A.045
Pützer RF 5 LBA 695
SFS 31 Milan LBA 755
SZD SZD-24 Foka EASA.A.319
Vintage Glider
FK 3 LBA 04.268
SB 5 LBA 218
Standard Austria S LBA L-231
Carman-Morelli M100 EASA.SAS.A.006
Fournier RF-5 AJ-1 Serrinia EASA.SAS.A.092
Slingsby T-51 Dart EASA.SAS.A.087
Wassmer WA26 Squale EASA.SAS.A.015
SZD
SZD-30 PL BG 32/2
SZD-25A PL 7/TL/61
SZD-36A Cobra 15 PL BG 071/2
SZD-45A Ogar PL BX 104/1
Slingsby
Kirby Kite NIL
T.45 Swallow NIL
T.50 Skylark 4 NIL
Schempp-Hirth
SHK-1 LBA 258
14/07/2015
Aviat Husky A-1 EASA.IM.A.294
EASA STC 10045970 REV 2
LET Z-37 Series EASA.A.445
Maule Maule M-4 EASA.A.018
Scheibe SF 23 Sperling EASA.A.579
Wassmer Wassmer WA 40 EASA.SAS.A.048
Zlin Zlin Z26 Series EASA.A.353
Air Tractor AT-300, -400 Series US A9SW
Robin ATL EASA.A.374
Yakovlew Yakovlew YAK-18T EASA.SAS.A.095

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 48 Issue: 2-October-2015
Date Make Model TCDS Approval Reference
02/10/2015
Alexander Schleicher
ES 49 LBA 102
LBA approval pending
Ka 9 LBA 221
Rhönlerche II LBA L-164
Rheinflug RW 3 LBA 509/SA
Scheibe LCF-2 LBA 289/SP
L-Spatz 55/Stihl LBA 694
Schempp-Hirth
Goevier III LBA L-112
SZD
SZD-24 C Foka LBA 255
SZD-30 Pirat LBA 273
SZD-9 bis Bocian 1D LBA 225/SP
Vintage Glider
Baby III LBA L-66
D 34 LBA L-169
Doppelraab LBA L-101
Doppelraad-HANKUR 1 LBA 796
hks-3 LBA 200
Hü 17b LBA L-116
Krähe II LBA 575
Kranich II LBA L-30
Kranich III LBA 111
Lo 100 Zwergreiher LBA 129
Lo 150 LBA L-167
LOM 57 Libelle LBA L-228
MG 19a LBA 377
Mü 22 LBA 141
Rhönsperber LBA 51
Weihe 50 LBA 68/SP
04-10 General
All Limitations of the aircraft type remain valid.
Especially structural temperature limits which lead to colour or
absorption coefficient limitations must be observed when choosing
the colour code. In case of doubt contact the respective airplane TC
holder.
There is no absolute elapsed time or flight hour limit of the
ORATEX® system. The degrading factors are UV, temperature
variations, mechanical abuse as well as chemical abuse. If the general
conditions or appearance give reason of concern checks as presented

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 49
in Section 05-20 have to be performed. A successful completion of
these checks is condition for further release to service.
For colored ORATEX® a first strength test must be made after
5years for airplanes parked normally outside. For all others (normally
parked in a hangar or trailer) after a maximum 8years. Strength must
be verified versus limits as defined in AC43.13 Chapter 2 Table 2.1.
For non-colored ORATEX® (colour code 000 – natural white / 012 –
antique) the first test has to be performed after 2years if parked
normally outside, for all others after 4 years.
For ORATEX® 6000 the 700N/50mm (80lbs/in) limit applies
For ORATEX® UL600MK3 the 570N/50mm (65lbs/in) limit
applies.
The fabric must be exchanged if the strength is below these values.
The next scheduled inspection is derived from the testing result:
For ORATEX® 6000 tested to more than 900N/50mm after 5
years, otherwise 2 years.
For ORATEX® UL600MK3 tested to more than 635N/50mm after
5 years, otherwise 2 years.
For the test a sample piece of fabric minimum 70mm in spanwise
direction and minimum 220 mm in cordwise direction has to be cut
from the upper wing surface and supplied to AD&C for testing. The
cord- and spanwise direction, the airplane type and serial number as
well as date and location of the sample shall be marked on the
sample.
NOTE AD&C is developing a non destructive test method. Prior taking a
sample as described check with AD&C for potential other approved
options.
NOTE The commercial available 'Maule Fabric tester' has NOT been shown to
yield correct results with the ORATEX® covering.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 50 Issue: 2-October-2015
05 Inspection and Maintenance
05-10 Time limits and inspection program
The time limits and inspection program of the respective airplane type
remain valid.
05-20 Scheduled maintenance
Scheduled Inspection as
specified 100h Annual
Flight check: Observe all in flight visible wing cover
carefully in flight for anomalies, looseness or vibrations or
buffeting. All non visible surfaces are carefully to be
inspected after a dedicated flight that explores the
respective VNE of the airplane at bank angles approved for
the airplane.
X
Perform Bonding Check (22-55-08). X
Perform Fabric Tension Test (20-55-11). X
If blisters, bumps or bubbles are present cut open the
respective area and inspect for underlying corrosion
(optical using a magnification of 10) and moisture. Repair
as required according airplane manufacturer information.
Patch up the area with ORATEX® thereafter.
X
Apply ORATEX® Wax on the complete fabric surface.
Refer to Chapter 03-02.
X 6
6 After each fabric attachment and then recommended every 3 months

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 51
05-50 Unscheduled maintenance
After extreme meteorological conditions perform Bonding Check (22-
55-08) and Fabric Tension Test (20-55-11).

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 52 Issue: 2-October-2015
20 Standard Practices-Airframe
20-51 General Preparations
Delivery Criteria
When re-coating an airplane with fabric one must be aware that the
fabric is the means to transmit all lifting surfaces forces to the
airframe. Thus it serves an essential, safety critical function.
Nevertheless the fabric is 'just' a material and no part for which a POA
manufacturer issues a form ONE.
LANITZ-PRENA FOLIEN FACTORY GmbH, Leipzig, Germany,
exercises stringent quality control. Usage of the material is only
permissible if the installer checks:
that the delivered good batch numbers (on package, respectively
roller stamp on ORATEX® base material) corresponds to the batch
listed in the delivery papers and the accompanying certificates.
that the following quality criteria are met by the actual values listed in
the accompanying delivery papers.
Material Prüfmerkmal
(Test quality)
Einheit
(Unit)
Sollwert (Nominal
value)
ADxC-51-DDP-001
ORATEX® 6000
Flächengewicht (Grammage)
g/m² 148 - 162*
Schrumpf –K (Shrinkage, warp)
% 9,0 – 13,0
Schrumpf –S (Shrinkage, weft)
% 9,0 – 13,0
Höchstzugkraft-K (Max. pulling force, warp)
N/50mm 1300 - 1600
Höchstzugkraft-S (Max. pulling force, weft)
N/50mm 1100 - 1400
Höchstzugkraftdehnung-K (Max. pulling force elongation, warp)
% 12,0 – 20,0
Höchstzugkraftdehnung-S (Max. pulling force elongation, weft)
% 11,0 – 19,0
Weiterreißkraft-K, geschrumpft (Tear propagation force, warp, shrunk)
N 26 - 30
Weiterreißkraft-S, geschrumpft (Tear propagation force, weft, shrunk)
N 28 - 32
Chemische Beständigkeit (Chemical durability)
i.O./n.i.O. (ok/not ok)
i.O.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 53
Material Prüfmerkmal
(Test quality)
Einheit
(Unit)
Sollwert (Nominal
value)
ADxC-51-DDP-001
ORATEX® rib bracing tape
Flächengewicht (Grammage)
g/m² 148 - 162*
Schrumpf –K (Shrinkage, warp)
% 10,0 – 13,0
Höchstzugkraft-K (Max. pulling force, warp)
N/25 mm 800 - 900
Höchstzugkraftdehnung-K (Max. pulling force elongation, warp)
% 12,0 – 20,0
Chemische Beständigkeit (Chemical durability)
i.O./n.i.O. (ok/not ok)
i.O.
ADxC-51-DDP-002
ORATEX® UL600MK3
Flächengewicht (Grammage)
g/m² 97 - 122*
Schrumpf –K (Shrinkage, warp)
% 8,0 – 12,0
Schrumpf –S (Shrinkage, weft)
% 8,0 – 12,0
Höchstzugkraft-K (Max. pulling force, warp)
N/50mm 850 - 1150
Höchstzugkraft-S (Max. pulling force, weft)
N/50mm 700 - 900
Höchstzugkraftdehnung-K (Max. pulling force elongation, warp)
% 12,0 – 20,0
Höchstzugkraftdehnung-S (Max. pulling force elongation, weft)
% 11,0 – 19,0
Weiterreißkraft-K, geschrumpft (Tear propagation force, warp, shrunk)
N 20 -24
Weiterreißkraft-S, geschrumpft (Tear propagation force, weft, shrunk)
N 18 - 22
Chemische Beständigkeit (Chemical durability)
i.O./n.i.O. (ok/not ok)
i.O.
ADxC-51-DDP-003
ORATEX® DISPERSION HOTMELT
ADHESIVE (premixed)
Auslaufzeit (Flow time)
s 21,0 – 27,0
Feststoffgehalt (Solid content)
% 44,0 – 52,0
Dichte (Density)
g/cm³ 1,03 – 1,08
Farbton u. ungel.Teile (Color and undissolved particles)
i.O./n.i.O. (ok/not ok)
i.O.
Klebkraft (Adhesiveness)
N/25 mm 8,0 – 22,0
* Area weight range also accounts for various colors
For all other ORATEX® system materials listed in Chapter 03 the
safety criticality does not warrant a formal need for specific checks.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 54 Issue: 2-October-2015
Trial Attachment and Bonding Check
A leading cause for a faulty bonding is the non-observation of the
ORATEX® adhesive storage instruction especially where temperature
is concerned.
To ensure materials are in good condition and to test your skill in
handling these materials, perform the following trial bonding as
outlined in the figure below:
▶ Attach a 25 mm wide fabric strip to a substrate that equals the
aircraft structure. Refer to Chapter 20-55 Fabric Application. The
adhesive area shall be 150 mm long.
▶ Pull the free end of the fabric strip with a weight of 1.3 kg (2.9 lb) in
an angle of minimum 90°.
The bonding must carry this weight. If it doesn’t: Check materials and
attaching procedure. Repeat the trial bonding.
▶ Increase the weight until fabric strip starts to be ripped off and
immediately reduce the weight to 1.3 kg (2.9 lb).
The bonding must again carry this weight. If it doesn’t: Check
materials and attaching procedure. Repeat the trial bonding.
▶ Repeat last step several times.
1.3 kg ( 2.9 lb)
150 mm
25 mm
Minimum 90°

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 55
Skill Development
It is advisable to start with a simple small wooden frame to learn
handling the materials and tools. Then begin with smaller aircraft
parts such as stabilizers or control surfaces before applying fabric to
the wing or the fuselage.
Ambient Temperature
For the correct application an according ambient temperature is
necessary. Even the products can be used above 5 °C, we strongly
recommend an ambient operational temperature of minimum 15 °C. It
is difficult to work with cold hands and fingers. Also the drying times
will be extremely extended at cold temperatures.
20-52 Structure Preparation
All old adhesive and dope remnants have to be removed from the
structure to enable the ORATEX® Dispersion Hotmelt Adhesive to
bond with the structure thoroughly.
DANGER Explosion hazard due to abrasive dust and solvent vapors.
▶ Remove adhesive and dope only in explosion proof rooms with
exhaustion device.
WARNING Poisoning hazard due to abrasive dust and solvent vapors.
Thinners of approved dope and adhesive are poisonous and
carcinogenic.
▶ Wear externally ventilated protective clothing, protective goggles,
chemical resistant gloves and respiratory mask when removing
adhesive and dope.
▶ Remove old fabric, adhesive and covering following the procedures
and safety instructions of the respective manufacturers.
▶ Debur the structure members.
Steel or Aluminum Structures
▶ Clean surfaces with ORATEX® degreaser.
Anodized structures do not need further treatment.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 56 Issue: 2-October-2015
NOTICE Risk of destroying the protective anodized layer.
▶ Never sand or roughen anodized structures.
▶ Apply anticorrosive coating, e.g. ORATEX® wash primer, to non-
anodized structures as per manufacturer’s security and data sheet.
Wood Structures
IMPORTANT Do not apply any solvents after roughing the surface. The suction
effect of the wooden structure could reduce the carrying capacity of
the surface. Always work in the order outlined below:
▶ Clean, degrease and impregnate wood structures with standard
solvents as per manufacturer’s security and data sheet.
▶ Rough the surface with P120 sandpaper.
Composite Structures
▶ Remove form release agent where necessary and/or clean with
standard solvents as per manufacturer’s security and data sheet.
▶ Rough the surface with P120 sandpaper.
Further Treatment
▶ After sanding clean the structure by means of a vacuum cleaner. Use a
suitably equipped dust collection vacuum unit with necessary filters.
▶ Pad sharp edges and framework nodes with ORATEX®UL600
straight edge reinforcing tape. Attach several layers if necessary.
▶ Cover the area by attaching a final patch.
20-52-01 Inter-rib Bracing
For inter-rib bracing ORATEX® rib bracing tape is used.
Inter-rib bracing is required whenever this is specified by the aircraft
manufacturer. He also prescribes where and how inter-rib bracing has
to be done.
If no aircraft manufacturer information is available, refer to AC43.13-
1B § 2-6 for general information.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 57
Observe the following additional rules:
Attach the bracing tapes to the ribs as outlined in the Fabric
Application Section.
Heat-tighten the loop areas of the bracing tape as necessary to
receive an even tension. Use a heat gun. Also refer to the 20-55-10
Heat Tightening Section.
Heat-tighten the complete bracing tape at 130 °C (266 °F) using a
heat gun.
Speed = heated area/5 sec
Make sure that the tension on the rib bracing is built up uniform
cordwise as well as spanwise.
In the later attaching process the fabric must also be bonded to those
areas, where it is in contact with the bracing tapes. So adhesive must
be applied to both the bracing tape and the fabric in the contact
areas. Also refer to Chapter 20-55-02 Adhesive Application
20-53 Principles of Fabric Application
One of the main concerns in fabric application is to avoid peeling off
the fabric by air forces in flight.
For that reason observe the following principles:
Ensure that adhesive areas on the fabric edges and overlaps have a
minimum width of 5 cm. Overlaps on leading and trailing edges shall
inter-rib bracing tape
apply adhesive

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 58 Issue: 2-October-2015
reach from the up side to the bottom side and vice versa. Ensure that
surface seams are placed on the bottom side only.
Wherever possible the fabric must be applied as a complete envelope
with only one overlap of minimum 5 cm. The overlap shall be placed
on the trailing edge (up side and bottom side 2.5 cm).
overlap/edge
overlap/edge
5 cm
5 cm
2.5 cm
2.5 cm
2.5 cm
2.5 cm
5 cm
5 cm
edge
edge
seams
overlap 2.5 cm
2.5 cm

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 59
The overlap can also be placed on the leading edge, which is
advisable e.g. for control surfaces in the lee side of the wing or
stabilizer.
IMPORTANT The ORATEX® system is NOT approved for traditional partial
coverage of a surface. The only approved application is 'all around' as
described in the following.
Where a complete envelope is not possible apply the fabric in two (or
more) separate layers. One on each side of the structure. In this case
the fabric must always be attached to the leading edge and must
reach to the trailing edge without interruption. Attachments and
overlaps must be minimum 5 cm and reach from one structure side to
the other (min. 2.5 cm each side).
overlap
overlap
overlap
5 cm
2.5 cm
2.5 cm

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 60 Issue: 2-October-2015
Overlaps on tube structures must have a minimum width of 5 cm. The
overlap must reach min. 2.5 cm to the bottom side.
On fuselage structures the overlap must have minimum width of
5 cm. The overlap must reach min. 2.5 cm to the other side.
Never place a seam into the air flow except on trailing edge. Span-
wise seams must be on the lee side. Seams in air flow direction are
not critical.
5 cm
2.5 cm
5 cm
2.5 cm
airflow
wrong right

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 61
Place an ORATEX®UL600 reinforcing tape (straight edge or pinked
edge) over each seam independent of the seam orientation.
Exceptions are seams next to the trailing edge.
Attach an additional wide ORATEX®UL600 reinforcing tape (straight
edge or pinked edge) to the leading edge to avoid damage to fabric
by impacting particles. This layer is sacrificial and can be replaced in
case of need.
In areas where support is given by underlying surface structure
(plywood or metal) and which are more than 5 cm away from
unsupported areas a minimum overlap width is not prescribed.
20-54 Attachment of Fabric
Generally the fabric must be attached to the structure or an existing
fabric layer wherever there are areas of contact with it. These can be
for example the leading edge, ribs, spars, trailing edge, skins,
longerons etc.
Special fastenings prescribed by the aircraft manufacturer can be an
exception to this proposition. For example, if the fabric partly has to
be fastened by clamping.
In addition to the contact areas, the fabric must be attached to the
structure as follows:
reinforcing tape (light grade)
straight edge or pinked edge
seam

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 62 Issue: 2-October-2015
20-54-01 Tubes
When fabric has to be attached to tubes, observe the following:
▶ Where possible, attach the bottom fabric layer making a 630° loop
(e.g. on straight leading edge tubes), as outlined in the following
Typical Attachment with a 630° Loop paragraph.
▶ Where a 630° loop is not possible, attach the bottom fabric layer
making a 270° loop around the tube.
▶ Attach the outer fabric layer with an overlap of min. 5 cm. The overlap
must reach min. 2.5 cm to the other/bottom side.
Typical Attachment with a 630° Loop
▶ Place the structure part with the side to be covered downward on the
working surface.
▶ Place the fabric with the inner side (adhesive side) up on the working
surface.
▶ Cut out "U" shaped recess clearings for the ribs with a length
according to the winding length around the leading edge tube.
leading edge tube trailing edge or side tube
270° 630°
min. 5 cm
2.5 cm 2.5 cm
min. 5 cm

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 63
By doing so you have produced flaps.
▶ Place the fabric with the inner side (adhesive side) up on the structure
part.
▶ Place the flaps under the leading edge tube.
Flap
Recess clearing

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 64 Issue: 2-October-2015
▶ Attach the flaps to the leading edge tube by making a 270° loop.
▶ Apply adhesive as per Chapter 20-55-02 Adhesive Application to the
outside of the fabric in the leading edge tube area up to the lowest
point of the leading edge.
▶ Let dry the adhesive.
270° loop

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 65
▶ Loop the fabric around the coated area of the leading edge tube.
▶ Attach the fabric to the leading edge tube.
▶ Attach the fabric to the ribs.
630° loop

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 66 Issue: 2-October-2015
▶ Cut out "U" shaped recess clearings for the ribs with a length
according to the winding length around the trailing edge tube.
▶ Attach the fabric to the trailing edge tube making a 270° loop.
Recess clearing
270° loop

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 67
For such an attachment additional fabric is necessary. Calculate the
margin for the pre-cut depending on the tube diameter using the
following formula:
Example: tube diameter 2 cm, 270° loop (75% of complete loop):
∏ x Ø x 75% = 3.14 x 2 cm x 0.75 = 4.7 cm
Example: tube diameter 5 cm, 630° loop (175% of complete loop):
∏ x Ø x 175% = 3.14 x 5 cm x 1.75 = 27.5 cm
Example: tube diameter 2 cm, overlap (50% of complete loop +
2.5 cm):
∏ x Ø x 50% + 2.5 cm= 3.14 x 2 cm x 0.5 + 2.5 cm = 5.64 cm

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 68 Issue: 2-October-2015
Typical Steel Tube Design
The following figure shows fabric attachment on a typical steel tube
frame with shape strips.
5 cm
overlap 5 cm
5 cm
overlapoverlap
shape strips
270° loop 270° loop
270° loop

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 69
It is advisable to attach a sacrificial tape from ORATEX®UL600
straight edge or pinked edge reinforcing tape in vulnerable areas
(prone to stone nicks etc.) for easy exchange after damage.
Tubes with Handle
On tubes with handle or similar, mounting slits must be cut into the
fabric so that they are perpendicular to the tube, to make 270°
attachment loops possible. Never make slits parallel to the tube.
Fabric embedded elements
Where possible embedded elements such as reinforcements for glider
air tow or winch launch release hook openings the fabric shall be
sacrificial tape
270° loop

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 70 Issue: 2-October-2015
bonded from both sides such that the accumulated minimum bond
width is 5 cm.
20-54-02 Convex Curved Areas and Edges
Such areas are for example
curved wing tip bows
the outside of a curved tube
surface to root rib edge
During fabric application to those areas it is necessary to tension and
to shrink the fabric at the same time. Consider to provide an
additional margin of min. 25 cm for the pre-cut, which allows holding
the fabric in the later tensioning and shrinking process. The
additional margin also allows keeping the hand away from the hot
airflow of the heat gun.
reinforcement 2,5 cm
2,5 cm
2,5 cm
2,5 cm
25 cm

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 71
NOTICE Risk of adhesive cohesion failure when applying temperatures above
150 °C (302 °F).
▶ Do not apply heat longer than 5 seconds to a fabric area.
▶ Apply adhesive after shrinking process is completed if applicable.
▶ Where shrinking is not sufficient to avoid wrinkling incise the fabric to
get conical strips. The strips must not be narrower than a third of the
curve radius. Avoid overlaps by triangle shaped strips. The strip
length shall be min. 2.5 cm and shall not be longer than the curve
radius. In any case the adhesive area must have a width of 5 cm.
Ensure that the incisions do not come up to the areas of airflow.
▶ Cover the area of strips by attaching an additional fabric layer 2 mm
narrower than the area.
2.5 cm
5 cm adhesive area

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 72 Issue: 2-October-2015
20-54-03 Concave Curved Areas and Edges
Such areas are for example:
the inside of a curved tube
wheel bays
▶ Where the fabric cannot be stretched as necessary, incise the fabric.
▶ On curved parts several slits may be necessary to get strips. The
strips must not be narrower than a third of the curve radius. The strip
length shall be min. 2.5 cm and shall not be longer than the curve
radius. In any case the adhesive area must have a width of 5 cm.
▶ Ensure that the incisions do not come up to the areas of airflow.
▶ Cover the inner surfaces with an additional fabric layer. The fabric
must be about 2 mm narrower than the respective surface.
2.5 cm adhesive area 5 cm

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 73
20-54-04 Corners
Such areas are for example:
aileron or flap recesses
box-shaped openings
Standard Procedure
▶ Cover the inner surfaces with an additional fabric layer.
▶ Make cuts on the bottom fabric layer.
cut

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 74 Issue: 2-October-2015
▶ Attach the margins to the inner surfaces.
▶ Proceed in the same manner for the top fabric layer.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 75
▶ Attach a small fabric layer patch to each corner.
Alternative Procedure
▶ Attach fabric layer patches to the corners as shown below. These
patches must have the height of the wing structure in the respective
areas.
patch
5 cm 5 cm

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 76 Issue: 2-October-2015
▶ Make cuts on the bottom fabric layer.
▶ Attach the margins to the inner surfaces.
▶ Proceed in the same manner for the top fabric layer.
20-54-05 Seams and Overlaps
For proper applying seams and overlaps proceed as follows:
▶ Provide sufficient fabric for the seam/overlap plus some excess
length (consider 5cm), which will be cut later.
▶ Clean the previously attached layer in the area of the seam/overlap
with ORATEX® degreaser according to instructions.
cut

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 77
▶ Mark the line, where the seam/overlap shall end, with small dots from
a small HB pencil on the surface.
NOTE Do not touch the cleaned surface.
The following step can be done with felt blade. The dots have to stay
visible and will later on be hidden by the seam/overlap.
▶ Apply ORATEX® fixing tape parallel to the marked dots by pressing
down thoroughly.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 78 Issue: 2-October-2015
▶ Apply adhesive to the previously attached layer in the area of
seam/overlap.
▶ Apply adhesive to the seam/overlap.
▶ Let the adhesive dry.
▶ Iron on the seam/overlap up to a line of 5 mm below the fixing tape.
▶ To receive a proper mark for a cutting line, fold the seam/overlap
back by 180° at a line 1 mm below the fixing tape and press firmly.
▶ Cut off the excessive material at this mark.
▶ Remove the fixing tape.
▶ Iron the final 5 mm of the seam/overlap thoroughly onto the surface

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 79
20-55 Fabric Application
The complete fabric application process consists of the following
steps:
Fabric pre-cut
Adhesive application to the structure
Adhesive application to the fabric
Adhesive drying
Positioning
Fabric attachment
Heat tightening of fabric
Generally the steps are to be performed in the order shown above.
However in some cases the order must be changed; the following are
examples for those exceptions:
Sometimes it is necessary to shrink the fabric before adhesive
application e. g. if it is not possible to attach the fabric while or
immediately after shrinking.
In some cases the exact contact areas of fabric and structure are not
known before other parts of fabric are already attached. The
application of adhesive to the fabric and another drying and fabric
attachment process must then be performed later.
20-55-01 Fabric Pre-cut
The procedure to get the right pre-cut for the fabric consists of three
steps:
copy the contour of the structure to the inside of the fabric
add margins for attachments and overlaps
add excess for holding and tensioning the fabric during the
attachment process.
▶ Transfer the structure contour on the inner (texture) side of the fabric
by lightly tracing with a lead pencil type HB.
For copying the contour of shallow parts like a wing, stabilizer or
control surface, roll out the fabric on a table, inner (texture) side up,
and place the part on it. Mark all contact areas of the fabric with the
part lightly with a lead pencil type HB.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 80 Issue: 2-October-2015
Alternatively, on symmetrical structure parts, you can place the fabric
mirror inverted with the top side down on the opposite structure part.
In this case potential production tolerances left/right need to be
accounted for. To avoid wrinkles in the fabric, put it in place by rolling
it off the roll.
NOTICE Damage or unintended tightening of the fabric due to heat of work
light.
▶ Ensure sufficient distance of the work lamp to the fabric with the aid
of an IR thermometer.
▶ Use an LED light if possible.
▶ Position a protected work light with sufficient power under the
structure. This illumination will show the structure contour from the
bottom side, which then can be easily traced.
▶ When you intend to make a complete envelope, pivot the part on one
edge and continue marking the contact areas.
For copying the contour of bulky parts like a fuselage, pre-attach the
fabric with fixing tape for ORATEX® to the part and then mark the
contact areas.
▶ Mark margins for attachments and overlaps.
▶ Mark a reserve of about 2.5 cm.
▶ Mark additional excess (25 cm) to be able to tension the fabric while
attaching, or if space for holding the fabric is desirable.
If a serial production shall be established, a template can be made at
this particular time.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 81
▶ Cut the fabric along the new outer line (pre-cut line).
▶ Make the final cuts and the slits just before attaching the respective
fabric areas.
20-55-02 Adhesive Application
To prevent grease from being transferred from your hands to the
airframe and covering, clean hands are essential, but you should not
use hand cleaners, soaps, hand creams etc. that contain moisturizers,
oil or grease. They are protective for your skin but these substances
can be easily transferred to any surface just by touching them, also
critically to both the bottom and surface of the covering.
It is essential to remove these finger marks before you start
application of adhesive. Otherwise, an optimal bond between fabric
and airframe cannot be guaranteed.
Furthermore, before the adhesive is applied, you must ensure that the
structure to be covered and the covering to be applied are completely
free of dust and particles. Failure to do so will result in their
incorporation into the adhesive film and they will show up after the
ironing process as irregularities and affect the bond strength.
Use the special brush for ORATEX® dispersion hotmelt adhesive.
When using other brushes, the adhesive could dry in the brush and
form small particles, which would derange the surface.
structure contour
margin
margin
excess
pre-cut line
25 cm
reserve
reserve

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 82 Issue: 2-October-2015
Apply adhesive to the contact areas on both the structure (or an
existing fabric layer or bracing tape) and the inner (matter) side of the
new fabric including its margins for attachments and overlaps. Apply
adhesive on the fabric 2.5 cm wider than necessary to have some
reserve when positioning the fabric to the structure.
The adhesive must form a thin cohesive film. Visually check the
integrity of the coating: the surface must look glittery. If you detect
any uncoated (mat) areas, complete the adhesive coat.
NOTE Absorptive ground (such as wooden structure) generally requires
more adhesive. One or more additional adhesive applications will be
necessary to receive a thin cohesive film. This is extremely vital with
moisture absorbing tropical wood, such as Okoume, as this kind of
wood will completely absorb the first adhesive layer. For this reason
we recommend minimum two adhesive applications on all surfaces.
That means minimum two layers onto the structure and minimum two
layers onto the fabric.
Where Type Design does not require stitching or other mechanical
interface on areas less than 50 mm wide, the adhesive must be
applied at least twice on each bonding surface (also in case of metal
ribs etc.).
Generally it is advisable to apply adhesive to the fabric before placing
it to the structure.
structure contour
2.5
cm
adhesive
applied

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 83
However in the following cases the adhesive must be applied to the
fabric, when parts of it already attached:
If fabric has to be shrunk prior to adhesive application
If contact areas are not exactly known before
Apply adhesive to these areas later but make sure you give sufficient
drying time allowance.
20-55-03 Adhesive Drying
Drying depends on temperature, humidity and coat thickness. Check
with your fingertips if the coat is dry. If you are in doubt a drying time
of 12 hours is recommended to achieve a safe bonding quality.
Temperatures above 50 °C (122 °F) will initiate the hardening process
of the glue and make the coat useless.
You can accelerate the drying process with warm air. Do not use air
temperatures for drying above 30 °C (86 °F) in order to have a save
margin to the temperature at which the invisible hardening process
starts.
20-55-04 Positioning
▶ Position the fabric on the structure. Ensure that the adhesive surfaces
match.
During the whole positioning process is advisable, that helping
persons hold the fabric in place while tensioning it. The tension you
can apply to the fabric in this phase of application will produce a
reserve for the later shrinking process. Avoid unnecessary bumps and
waves.
▶ Provisionally fix the fabric at several points using a heat gun with a
felt scraper. Provisionally fixing shall be done with a relative short
residence time at a temperature of 50 °C (122 °F).
Move the heat gun in the following speed. The speed is relative to the
diameter of heated area:
Speed = diameter of heated area/2 sec
This technique allows later slight adjustment (several mm) by sliding
the fabric over the structure when then heated to 90 °C (194 °F);

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 84 Issue: 2-October-2015
however the fabric must not be released from the structure. If this
should be necessary, apply new adhesive and await the drying
process.
Begin the provisional fixing process on critical areas and then work to
the easier areas. Generally it is advisable to begin in the centre of the
area and then to work to the outside to minimise alignment mistakes.
NOTICE Never re-position the fabric, while the adhesive is cold. This could
result in tearing of wooden fibres from the structure.
▶ Always heat the adhesive before re-positioning the fabric.
20-55-05 Attaching the Fabric
The attachment of fabric must be performed in two passes. Each pass
is done with its own tool. The change of tool increases the liability of
bonding.
For the first pass use
a heat gun in combination with an ORATEX® felt blade or
a heat gun while manually tightening the fabric
These practices allow easy change of temperature and size of heated
area by distance. This is advantageous if fabric has to be shrunk while
attaching. The use of a felt blade is flexible when applying fabric to
grooves, crimps, inner edges or corners. This is also used to press the
fabric tight onto the surface and to push trapped air out of the joint.
For the second pass use
an ORATEX® iron
This practice allows higher control of load and residence time. It
makes it also easier to maintain a scheme.
After each pass all seams have to be consolidated with the use of the
press roll while they are hot. Special care must be taken to avoid the
possible trapping of air. Also small wrinkles can be worked out easily
by means of the press roll.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 85
Using a Heat Gun in Combination with an ORATEX® Felt
Blade
Hold the heat gun in the distance necessary to apply the desired
temperature.
Follow the heated area with the felt blade while applying pressure of
3 kg (6.6 lb). To get a feeling for the correct pressure, check the
weight prior to work on a scale.
To meet the necessary residence time, move the heat gun in a certain
speed. The speed is relative to the diameter of heated area:
Speed = diameter of heated area/5 sec
After application of heat and when used in grooves, crimps, inner
edges or corners, keep the felt scraper in place for min. 20 sec. until
adhesive has cooled down.
heat gun
heated area
5 sec
speed = width of heated area
5 sec.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 86 Issue: 2-October-2015
NOTICE Structure damage may occur due to high temperatures.
▶ Observe the temperature limits of the underlying material.
▶ Cover the underlying material with corrogated cardboard if applicable.
If fabric shrinking is necessary during attachment increase the
temperature to max. 200 °C (392 °F). When the required shrinking has
been reached a final 10 sec process of 90 °C (194 °F) shall be
executed.
Using a Heat Gun while Tightening the Fabric
Follow this procedure when applying fabric to convex curved areas
(such as wing tips, curved tubes etc.).
To apply sufficient pressure, tighten the fabric over the convex curved
areas while heating the fabric.
NOTICE Structure damage may occur due to high temperatures. The
temperature limits of the underlying material must be observed.
▶ Cover the underlying material with corrogated cardboard if applicable.
▶ Hold the heat gun in the distance necessary to apply the desired
temperature.
Usually the temperature is higher than 90 °C (194 °F) to initiate
shrinking [Max. 200 °C (392 °F)].
NOTE After application of heat, always hold the tension of fabric for min.
20 sec. until adhesive has cooled down.
Using an Iron
During ironing apply pressure to the fabric by the iron weight in
combination with your forearm weight. To get a feeling for the correct
pressure, check the weight prior to work with a cold iron on a scale.
To meet the necessary residence time, move the iron with a certain
speed. The speed is relative to the iron length or width:

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 87
Speed = iron length or width/10 sec
When ironing, always place silicon paper between the fabric and the
iron to avoid scratches or iron marks on the fabric. The glossy side of
the silicon paper faces the fabric.
20-55-06 Blisters and Bumps
Sometimes blisters and bumps can arise when attaching fabric to air-
tight (in particular metallic) ground.
When applying the fabric, trapped air can be worked out by means of
the heat gun and the felt blade.
If the cause is a non-homogeneously applied adhesive layer, it is well
possible to melt it even, using the iron and silicon paper. In that case,
the heat of the iron is increased to 140 °C (284 °F) and pressure is
applied. Residence time: approx. 10 seconds.
If trapped air cannot be worked out perform the following:
▶ Stick a hole with a fine needle into the blister or bump to let air
escape.
▶ Heat tighten the area of blister or bump as applicable (refer to
Chapter 20-55-10 Heat Tightening).
▶ Attach the area of blister/bump as per Chapter 20-55-05 Attaching
the Fabric.
heated area
heated area
10 sec
10 sec
speed =
speed =
length of heated area
width of heated area
10 sec.
10 sec.
iron
iron

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 88 Issue: 2-October-2015
20-55-07 Attaching Reinforcing Tape
▶ Before applying the reinforcing tapes to the airframe in the required
areas, those areas must be cleaned with the ORATEX® Degreaser.
CAUTION Burns possible due to high temperature.
▶ Use security gloves against the high temperatures where necessary.
▶ Attach reinforcing tapes at 90 °C (194 °F) first pass and 120 °C (248 °F)
second pass using the same practices as outlined in Section 20-55-
05 Attaching the Fabric.
Due to the small areas it may be advisable to perform the first pass
also with the iron.
20-55-08 Bonding Check
This check is not a strength test. The fabric shall only be slightly lifted
to be able to distinguish between bonded and non-bonded areas. The
edge visible when lifting must match the structure edge.
▶ Lift the fabric in a field between ribs with a vacuum cleaner. Place the
vacuum cleaner in the centre of the field for general inspection, closer
to the respective edge for specific inspection.
vacuum cleaner
edge

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 89
▶ Check the integrity of the bonding at the field edge. No delamination
allowed.
▶ If delamination is detected, cut out the delaminated area and repair as
per Section 51-75-01 Repair of Fabric ("wet repair").
20-55-09 Lacing
Lacing is required whenever this is specified by the aircraft
manufacturer. He also prescribes where and how (with which kind of
knots) lacing has to be done.
If no aircraft manufacturer information is available, refer to AC43.13-
1B § 2-10 for general information. On gliders certificated by BVS at
least convex areas must be laced.
Lacing is also required wherever the contact of fabric with the
structure is without pressure. For example: on even planes of a tube
structure.
good not good
vacuum cleaner
lacing

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 90 Issue: 2-October-2015
The strength of the lacing cord has to be tested for each roll used.
For the test a loop of the lacing is made with one knot and put under
tension up to rupture. The load introduction elements may not be
sharp edged (min d=5mm). Braking force may not be less than
36.3 kg (80 lb).
Perform the following additional steps:
▶ Prior to lacing attach ORATEX®6000 straight edge or pinked edge
reinforcing tape to the lacing areas. The tape must not be wider than
the ribs. No holes for lacing are allowed in this tape.
NOTE It is important, that holes are melted by the radiation heat of the tip
of the soldering iron, not by touching the fabric with the hot metal of
the tip.
▶ Melt the holes for lacing through the fabric by using the tip of a hot
soldering iron.
▶ After lacing apply ORATEX® DISPERSION HOTMELT ADHESIVE to the
lacing area in the width of later final reinforcing tape (when using
pinked edge tape except teeth) to obtain a reliable bonding of lacing
min. 5 mm
36.3 kg ( 80 lb)

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 91
cords and tapes. Mask the edges with fixing tape for ORATEX®.
Remove tape after adhesive application.
lacing cordreinforcing
tapereinforcing
tape
additionaladhesive
additionaladhesive
additionaladhesive
additionaladhesive
final reinforcing tape
final reinforcing tape

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 92 Issue: 2-October-2015
NOTE The final reinforcing tape must always reach from the leading edge to
the trailing edge as shown in the following samples:
▶ Apply final ORATEX®UL600 straight edge or pinked edge
reinforcing tape, 25 mm wider than the straight edge tape (Use next
bigger tape size). If placed in the prop wash the final reinforcing tape
must be 50 mm wider than the previously attached tape.
20-55-10 Heat Tightening
The fabric, where not bonded to the structure, must be tightened by
temperature and thus enabled to transfer aerodynamic forces to the
aircraft structure.
sacrificialleading edgelayer
overlap 5 cm
overlap 5 cm
overlap 5 cm
2.5 cm overlap
2.5 cm overlap
2.5 cm overlap
2.5 cm overlap
2.5 cm
lacing area
lacing area
lacing area
final reinforcing tape
final reinforcing tape
final reinforcing tape
final reinforcing tape
final reinforcing tape

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 93
Depending on the shrinking requirements, heat tightening needs a
temperature between 110 °C (230 °F) and 190 °C (374 °F) applied for
min. 5 seconds (residence time).
To achieve an equal and durable tension, the fabric must be shrunk
all-over the tightening area. A punctual shrinking might let disappear
the bumps and waves, but on the less shrunk areas new bumps could
occur later. Use a scheme to ensure that the temperature is applied to
each point of the fabric very evenly.
NOTICE Ensure not to heat the bonded areas again. This could release the
bond and the structure could be damaged by the higher
temperatures.
Maximum temperature for composite material: 90 °C (194 °F)
Maximum temperature for wood: 180 °C (356 °F)
▶ Cover bonded or other endangered areas with thick corrogated
cardboard.
NOTICE Bending or other damage of filigree structure members (shape strips,
ribs, etc.) possible due to heat tightening forces.
▶ Apply heat carefully and evenly.
Always perform at least two passes on the unsupported fields:
Scheme samples

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 94 Issue: 2-October-2015
During the first pass (or passes) apply just as much heat as necessary
to let disappear all bumps and waves in the fabric. NOTE the used
temperature.
During the last pass apply 20 °C (36 °F) more heat than in the first
pass (or passes) to achieve an even fabric tension. However the
temperature must not exceed 190 °C (374 °F). For the last pass always
use an iron.
If after hours or days bumps or waves occur (mostly due to
inhomogeneous heating) an additional last pass can be performed
[+20 °C (36 °F), Max. 190 °C (374 °F)]. This is possible at any time; for
example if structure has shrunk in winter.
Heat tightening can be done by
using an iron
using a heat gun
using a radiant heater
Using an Iron
When ironing, always place silicon paper (glossy side faces fabric)
between the fabric and the iron to avoid scratches on the fabric. Work
without load on the fabric.
For the first pass adjust the iron to 130 °C (266 °F). Usually this should
even the surface. If not, increase temperature by 20 °C (36 °F).

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 95
Speed = iron length or width/5 sec
heated area
heated area
5 sec
5 sec
speed =
speed =
length of heated area
width of heated area
5 sec.
5 sec.
iron
iron

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 96 Issue: 2-October-2015
Using a Heat Gun or a Radiant Heater
Observe the following rules:
Begin at a large distance
Complete your scheme before reducing the distance
Never work punctually
Work in large movements
Speed = diameter of heated area/5 sec
heat gun
heated area
5 sec
speed = diameter of heated area
5 sec

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 97
20-55-11 Fabric Tension Test
To check, if fabric tension is sufficient, perform the following:
▶ Press a finger with a weight of 3 kg (6.6 lb) to the centre of a fabric
field between ribs. (Check the weight prior to test on a scale).
At room temperature the fabric must completely recover (smooth and
tensioned) within 4 seconds after release. Otherwise perform further
Heat Tightening.
20-56 Reinforcements
20-56-01 Drain and Ventilation Holes
Install drain and ventilation holes, where prescribed by the aircraft
manufacturer.
▶ Melt a hole of 5 mm diameter through the fabric at the specified
location, sealing off the rim with a soldering iron.
If reinforcements at drain and ventilation holes are prescribed by the
manufacturer for this type of aircraft, proceed as follows:
▶ Prepare a patch from ORATEX®UL600 straight edge reinforcing tape
with a diameter of 5 cm using pinking shears.
▶ Attach the patch to the fabric at the specified location.
3 kg (6.6 lb)

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 98 Issue: 2-October-2015
▶ Melt a hole of 5 mm diameter in the center of the patch through both
layers sealing off the rim with a soldering iron.
20-56-02 Fairleads
▶ Reinforce the fabric in the area of fairleads and melt a hole as
outlined in Chapter 20-56-01 Drain and Ventilation Holes.
▶ Additionally attach 0.8 mm plywood rings or use aluminium plates
bolted against each other.
20-56-03 Inspection Openings
Install all inspection openings in correct size and location as defined
by the aircraft manufacturer.
Openings of the size used for inspections must have an overlap of
5 cm.
If the necessary materials and tools are available, the following
procedure also can be performed not before an inspection is
necessary.
▶ Melt a hole in the fabric as necessary using a soldering iron.
▶ Perform inspection (as applicable).
▶ Prepare a patch that allows an overlap of 5 cm using pinking shears.
▶ Attach the patch to the fabric.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 99
▶ Make triangle shaped slits in the inspection opening area of the patch.
The stripes shall have a width of a third of opening diameter.
CAUTION Burns possible due to high temperature.
▶ Use security gloves against the high temperatures.
▶ Attach the stripes to the inside of the fabric. To do so, in contrast to
normal procedure, heat up the strips with the heat gun and press
them to the inside with your fingers.
20-56-04 Brackets
Reinforce each area, where slits had to be made in the fabric due to
penetrations of brackets or the like.
▶ Seal off the slit edges using a soldering iron.
▶ Prepare a reinforcing patch that allows an overlap of 5 cm using
pinking shears. You can make the patch from ORATEX®UL600
straight edge or pinked edge reinforcing tape.
▶ Repeat the slit and the sealing on the patch.
patch 5 cm

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 100 Issue: 2-October-2015
▶ Attach the patch to the fabric.
20-57 Removal of ORATEX® Fabric
Applying heat of more than 150 °C (302 °F) for more than 5 seconds
initiates a cohesion failure inside the adhesive. This is a precondition
for both the easy ripping off the fabric from the structure and the
easy removal of residual adhesive from the underlying structure with
ORATEX® Adhesive Remover.
On most composite structures an application of sufficient heat is not
possible due to structure temperature limits. Thus the removal
procedures differ depending on structure.
Removal from wooden or metallic structure
NOTICE Damage to wooden structure can occur when ripping off cold fabric.
▶ Always apply sufficient heat (minimum 10 seconds) to soften the
adhesive.
NOTICE Damage to the structure can occur by high temperatures.
▶ Observe the temperature limits of the structure.
▶ Apply heat using a heat gun or an iron and then rip off the fabric.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 101
WARNING ORATEX® Adhesive Remover vapour can be harmful to health.
▶ Wear ventilated protective clothing, protective goggles, chemical
resistant gloves and respiratory mask when working with ORATEX®
Adhesive Remover
▶ Observe the instructions of the ORATEX® Adhesive Remover
security and data sheet.
▶ Remove adhesive remains using ORATEX® Adhesive Remover.
WARNING Solvents can be harmful to health.
▶ Wear ventilated protective clothing, chemical resistant protective
goggles, and respiratory mask when working with solvents.
▶ Observe the instructions of the solvent security and data sheet.
▶ Clean the surface using solvent.
Removal from composite structure
▶ Rip off the cold fabric.
DANGER Grinding dust can be explosive.
▶ Remove adhesive only in explosion proof rooms with exhaustion
device.
WARNING Grinding dust can be harmful to health.
▶ Wear ventilated protective clothing and respiratory mask when
working with in dusty conditions.
▶ Vacuum the dust while grinding.
▶ Use an explosion proof vacuum cleaner.
▶ Remove adhesive remains by grinding.
WARNING Solvents can be harmful to health.
▶ Wear ventilated protective clothing, protective goggles, chemical
resistant gloves and respiratory mask when working with solvents.
▶ Observe the instructions of the solvent security and data sheet.
▶ Clean the surface using solvent.
20-58 Coating
For top coating on ORATEX® materials only ORACOLOR® products
are allowed. The materials are to be used with standard practises.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 102 Issue: 2-October-2015
51 Standard Practices Structure
51-70 Repair
The ORATEX® fabric system knows two types of repair: Wet repair
and dry repair. The dry repair is by means of a self adhesive patch
with very limited application approval.
51-75-01 Repair of Fabric ("wet repair")
Smaller damage to the fabric (maximum 150 mm in any direction) can
be repaired by attaching a patch with an overlap of 5 cm.
If damage makes it necessary to renew the fabric on a complete field
between two ribs, the following applies:
The new fabric layer must always be attached to the leading edge and
must reach to the trailing edge without interruption.
The new fabric layer must have overlaps of min. 5 cm on the edges.
Lacing the new fabric layer to the ribs is required.
Small Damage
▶ Cut out damaged fabric.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 103
▶ Seal off the edges of the damaged area using the radiant heat of a
soldering iron.
▶ If surface is lacquered, clean the surface with ORATEX® degreaser
▶ Rough the surface of later adhesive area with P240 sandpaper.
▶ Apply the ORATEX® degreaser for a second time.
NOTE ORATEX® surfaces (if not additionally lacquered) shall only be
cleaned with ORATEX® degreaser.
▶ Prepare a patch that allows an overlap of 5 cm using pinking shears.
▶ Attach the patch to the damaged area.
▶ Perform Heat Tightening.
5 cm

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 104 Issue: 2-October-2015
Renewal of a Complete Field between Ribs
▶ Cut out damaged fabric.
▶ Seal off the edges of the damaged area using the radiant heat of a
soldering iron.
▶ If surface is lacquered, clean the surface with ORATEX® degreaser
▶ Rough the surface of later adhesive area with P240 sandpaper.
▶ Apply the ORATEX® degreaser for a second time.
NOTE ORATEX® surfaces (if not additionally lacquered) shall only be
cleaned with ORATEX® degreaser.
▶ Prepare a patch that allows an overlap of 5 cm and that reaches from
leading to trailing edge. Use pinking shears.
▶ Attach the patch to the damaged area.
▶ Remove old reinforcing tape if necessary.
▶ Perform Lacing. If the old fabric is already laced add a second seam.
▶ Perform Heat Tightening.
51-75-02 Repair of Fabric ("dry repair")
This repair is a minor repair using self-adhesive "ORATEX® dry
repair sheet (A4)".
The following limits are applicable for repair in areas of unsupported
damaged fabric (rib field). For repair of top coat damage without
fracture of the underlying fabric no specific limitations apply.
The same holds true for repair of fabric in areas of underlying
structural surface as long as the underlying structure itself is
undamaged (for instance fabric covered plywood fuselage or wing
leading edge).

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 105
Limits of Repair Application
Maximum damage size: 40mm
Damage not extending over ribs or other structure.
Only one (1) repair can be performed on the same covering rib field.
Any damage to supporting structure (ribs, spar, seams etc.)
invalidates this standard minor repair. In case of doubt contact AD&C.
Approved underlying fabric:
General according to: (E)TSOC14b;
AMS3804c;
AMS3802
Product designations: ORATEX® UL600MK3
Ceconite 102 ‚uncertified‘
Diatex 1500
Cotton fabric LN9121 100g/m²
Maximum approved airplane never
exceed speed VNE
260km/h;
140kts;
161mph
Wing loading maximum 44kg/m²
9lbs/ft²
The installer is responsible that all limitations of the application are
adhered to.
Parts, Tooling or Material Required
ORATEX® Repair-Sheet
(A4)
18-xxx-A4
(xxx = Color code, see 03-01Materials)
ORATEX® cleaner 08200, 08201, 08220
ORATEX® degreaser 08245, 08246, 08247
Heat-gun 0949
Felt blade 0915, 0948
Sealing iron 08420
Instructions
▶ Make sure the airplane and the damage is eligible for this repair type
(limitations above)
▶ Airplane must be listed in chapter 90 as approved.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 106 Issue: 2-October-2015
▶ Make sure the available repair material shelf life as marked on the
package is not expired (three years).
▶ Make sure the ambient temperature is minimum 20°C.
▶ Cut out damaged fabric (maximum 40mm in any direction).
▶ Seal the edges of the damaged area using radiated heat of a soldering
iron (not on cotton fabric covers). Avoid direct contact of the
soldering iron with the surface.
▶ Clean the repair area using ORATEX® cleaner.
▶ Degrease the surface using ORATEX® degreaser7.
These are two independent mandatory process steps.
▶ If surface is lacquered, clean the surface with ORATEX® degreaser
▶ Rough the surface of later adhesive area with P600 sandpaper.
▶ Apply the ORATEX® degreaser for a second time.
7 For detailed information concerning cleaning and degreasing refer to Chapter 03-01 Materials

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 107
NOTE ORATEX® surfaces (if not additionally lacquered) shall only be
cleaned with ORATEX® degreaser.
▶ After sanding the surface repeat the process of degreasing.
▶ Cut the repair patch circular according to the damage size with an
overlap of minimum 80 mm, preferably using pinked edge scissors.
Where no such tool is available make sure to round off the corners of
the patch.
▶ Where 80 mm overlap are not possible due to proximity of a
structural end, make sure to have at least 50 mm patch material
extending over the respective edge.
▶ Mark the position of the patch on the surface using a soft pencil
(grade HB).

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 108 Issue: 2-October-2015
IMPORTANT Do not apply the patch in environmental temperature conditions
below 20°C.
IMPORTANT Never touch the adhesive side of the patch.
▶ Therefore separate the patch and the backing paper using adhesive
film tape after positioning the patch on the surface.
▶ Fold the backing paper back and remove the first half.
▶ Press the patch on using a felt blade.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 109
▶ Apply the second half while removing the reminder of the backing
paper.
The final adhesive strength is gained by temperature application of
80 °C for at least 30 sec at any given point.
IMPORTANT A temperature regulation on the heat gun is mandatory
IMPORTANT Make sure to not exceed this temperature at this stage. Otherwise the
ORATEX® material starts to shrink before the adhesive strength is
reached. To cross check the temperature you determine the
adjustment needed to start the shrinking process. This is the case at
100 °C.
▶ Set the heat gun to 80°C.
▶ Move the heat gun very slowly over the area of the adhesive bond at
a speed not exceeding 50mm/30sec to ensure complete heat up. The
distance of the heat nozzle to the fabric shall be 5 to 10mm. During
this process press the patch repeatedly on the underlying surface
using the felt blade.
▶ Allow sufficient time to cool down completely.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 110 Issue: 2-October-2015
▶ Apply slip marks along the perimeter of the applied patch prior the
next process step. For repair in the area of the wing leading edge to
30% of the wing cord the slip marks have to be applied using a
permanent marker otherwise use a soft pencil (HB). Slip marks do not
need to be big, but clear.
▶ Restore the original surface tension by heating the patch only in the
damaged area – not around the edges - in 10° increments to
temperatures above 100°C using the ORATEX® sealing iron. Make
sure to not undue heat the adhesive area. The temperature is
increased only until the original surface tension is reached. Do not
unnecessarily heat up more than required. Maximum temperature for
this process step is 200°C.
▶ Inspect the slip markings to ensure the patch adhesive has not
slipped.
▶ In case slipping is detected remove the patch and redo the process
with a new piece of material.
▶ For repair which are NOT located in the area between the wing leading
edge to 30% of the local cord the slip marks can be removed.
▶ NOTE release to service into aircraft log book

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 111
89 Information for Specific
Airplanes This Chapter presents information that apply to specific airplanes.
The information herein exceed and sometimes supersede the general
considerations and regulations in this manual and adds hands-on
experience gained with the airplanes mentioned in the following.
Even if not referenced to your aircraft, read this Chapter in order to
increase your understanding of the subject discussed in this Manual
and to receive additional practical knowledge.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 112 Issue: 2-October-2015
89-01 ANTONOV AN-2
ANTONOV uses a specific clamping technique as outlined in the
following Figure to attach the fabric to the ribs. Where clamped the
fabric will not be glued on.
For that reason, the order of work steps has to be changed:
▶ Perform the fabric pre-cut as per Chapter 20-55-01 Fabric Pre-cut.
Consider that the ANTONOV clamping technique will require 1 cm per
rib additional fabric length in spanwise direction.
▶ Attach the fabric to the ribs following the ANTONOV instructions.
NOTICE Fabric damage when tilting the special tool.
▶ Align the special tool parallel to the profile.
▶ Watch the fabric especially in the area of profile edges when using the
special tool.
It is advisable to prepare a special tool as shown in the Figure above
to press the strips into the profiles.
In the area of rib ends fabric bumps and waves will arise.
reinforcing tape special tool
rib
profile
strip
strip
1 2

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 113
▶ Shrink the fabric around the rib ends heating a large area.
▶ Only now apply the adhesive to the remaining fabric and structure as
per Chapter 20-55-02 Adhesive Application.
▶ Proceed as outlined in this Manual.
▶ Attach ORATEX®6000 straight edge reinforcing tape on the
clamping areas with a width of 25 mm as per Chapter 20-55-07
Attaching Reinforcing Tape.
▶ Attach a further ORATEX®UL600 straight edge or pinked edge
reinforcing tape in a width of 50 mm on this reinforcing tape.
rib
heat gun
large shrinking area

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 114 Issue: 2-October-2015
89-02 ROBIN DR200/300/400 Series
Documents
Use the following Robin documents in combination with this Manual:
DR400 Structural Repair Manual, Issue 2, Amdt 1, Doc. N° 1000853
GB
Robin SB 122 and 154
Robin NOTE NAV 97-1
Wing Jig
If you have to cover Robin wings more frequently we recommend
assembling a wing jig that holds the wing in the wing fixing brackets
and can be turned by 90° and 180°. In the base position, wing top side
up and in the 180° opposite position wing top side down, the
adhesive is applied and the fabric is ironed on. In the 90° position
(wing vertical) lacing is done.
Special Lacing Technology
Due to the lacing technology that applies here the following
considerations have to be done:
Working Order
▶ Attach the fabric on the top wing surface first. Lacing the top wing
fabric is quite difficult with bottom wing fabric attached.
Rib Lacing
On some rib areas rib lacing is prescribed by the manufacturer. The
rib lacing cords have to be picked up with a needle during the later
fabric stitching process and must not be glued on the surface.

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 115
▶ Attach these areas not before fabric stitching is completed.
However ORATEX®6000 straight edge reinforcing tape must be
attached to those areas prior to lacing. To prevent the fabric and the
rib lacing cords from unintentional gluing proceed as follows:
▶ Prepare a cardboard strip of a suitable size.
▶ Firmly surround the cardboard strip with Silicon Release Paper, the
silicon side outside.
▶ Push the cardboard strip in between the wing structure and the fabric.
▶ Attach the straight edge tape (refer to Chapter 20-55-07 Attaching
Reinforcing Tape).
▶ After you have ironed on the straight edge tape and the whole has
cooled off, remove the cardboard strip.
Corners
Before commencing with the actual fabric application process attach
fabric layers to the corners as outlined in the following figure. These
layers must have the width of the wing structure in the respective
areas. Also refer to Chapter 20-54-04 Corners.
wing contour
5 cm
5 cm
right wing symmetrically
5 cm
5 cm

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 116 Issue: 2-October-2015
Adhesive Application
In contrast to the instructions of the Robin NOTE NAV 97-1, the
ORATEX® principle that fabric must be attached to all contact areas
with the structure remains valid. Thus adhesive must be applied to all
ribs and the corresponding fabric areas as outlined in Chapter 20-55-
02 Adhesive Application.
Fabric Attachment in the Longeron Area
▶ Attach the fabric in the longeron areas of the wing with overlaps as
shown in the following figure:
In the area of the leading edge proceed as outlined in Chapter 20-53
Principles of Fabric Application
Fabric Pre-cut
We recommend the following margins and excesses (refer to Chapter
20-55-01 Fabric Pre-cut): leading edge area 12 cm, tip area 25 cm,
longerons overlaps

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 117
trailing edge 25 cm. In the area of the center rib the fabric should
have a margin of 10 cm in the direction of the opposite wing.
Positioning
The recommended general working order and the direction to which
the fabric shall be tensioned in the provisional fixing process is
shown in the following figure. Also refer to Chapter 20-55-04
Positioning.
12 cm
10 cm
12 cm
25 cm
25 cm
25 cm
25 cm
25 cm 25 cm
wing contour

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 118 Issue: 2-October-2015
NOTE Extra care must be taken not to fix the fabric in the area of the rib
lacing cords at this process step.
▶ Start provisionally fixing the fabric first to rib 8 (dihedral rib),
(working 1).
▶ Start approximately 10 cm behind the nose planking on the rib (1)
where the rib contour matches the later fabric contour.
▶ Provisionally fix it then in the area of the trailing edge (2).
▶ Continue on the nose planking in the direction of the root rib
(working 2) and then to the wing tip (working 3).
▶ Pull the fabric tight along the trailing edge and - starting from rib 8 -
provisionally fix it to trailing edge and the root rib (working 4).
1
2 3
4
5
tensioning
working
10 cm 1
2

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 119
▶ Continue with all the other ribs in this area.
▶ Repeat these steps heading to the wing tip (working 5).
Lacing
Refer to Robin terminology and instructions presented in the DR400
Fabric Covering Stitching and Lacing Specification paragraph of the
DR400 Structural Repair Manual (applicable to DR200/300/400
Series).
▶ Use ORATEX®6000 straight edge reinforcing tape, which has exactly
the width of the rib.
This is valid for both the rib lacing/fabric stitching technic and the
fabric lacing technique.
IMPORTANT Where the fabric lacing technique is applicable melt the holes for the
fabric lacing cord with the radiant heat of a soldering iron prior to
attaching the straight edge tape. This will avoid thermal exposure of
the tape edges during the melting process of the holes or even
melting parts of the tape edges.
The ORATEX® fabric is much finer than other fabrics. So it is not as
easy to distinguish single fabric threads.
fabric lacingchord
fabric stitchingchord
rib lacingchord
reinforcing tape(heavy grade)
additionaladhesive
reinforcing tape (light grade)

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 120 Issue: 2-October-2015
▶ When using stitching knots (both triple and quadruple loop) stitch
around minimum 3 mm of fabric + ORATEX®6000 straight edge
reinforcing tape.
rib lacing chord
minimum 3 mm
double strand of threadfor fabric stitching
fabric + straight edge reinforcing tape(heavy grade)

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 121
90 List of Applicable Covering Base Material ORATEX® UL600MK3 can be replaced and repaired
with ORATEX® 6000 but not vice versa.
Where ORATEX® UL600MK3 is specified one might still opt for
ORATEX® 6000 for instance to improve resistance against stone
nicks when operating on gravel airstrips etc.
ORATEX® UL600MK3 can be used on all wooden fuselages,
replacing the painting of the surface, if the fabric covering is foreseen
by initial design.
Variants Material usage
Lifting Surfaces Movables Fuselage
AS-K 13 ORATEX 6000 ORATEX 6000 ORATEX 6000
ASK 18 ASK 18B
ORATEX 6000 ORATEX 6000 ORATEX 6000
ASK-16 ASK-16 b
ORATEX 6000 ORATEX 6000 ORATEX 6000
ES 49 ORATEX 6000 ORATEX UL600MK3 ORATEX UL600MK3
K 10 A ORATEX 6000 ORATEX 6000 ORATEX 6000
ASK 14 ORATEX 6000 ORATEX 6000 ORATEX UL600MK3
K 7 ORATEX 6000 ORATEX 6000 ORATEX UL600MK3
K8 K8B K8C
ORATEX 6000 ORATEX 6000 ORATEX 6000
K 8 B/KM 46 ORATEX 6000 ORATEX 6000 ORATEX 6000
K 8 B/Stihl ORATEX 6000 ORATEX 6000 ORATEX 6000
Ka 1 ORATEX 6000 ORATEX 6000 ORATEX 6000
Rhönschwalbe ORATEX 6000 ORATEX 6000 ORATEX 6000
Ka 2 b Rhönschwalbe ORATEX 6000 ORATEX 6000 ORATEX 6000
Ka 3 ORATEX 6000 ORATEX 6000 ORATEX 6000
Ka 6/Stihl ORATEX 6000 ORATEX 6000 ORATEX 6000
Ka 9 N/A ORATEX UL600MK3 ORATEX UL600MK3
Ka6 Ka6B Ka6BR Ka6BR-Pe Ka6C Ka6CR Ka6CR-Pe Ka6E Ka6/0
ORATEX 6000 ORATEX 6000 ORATEX 6000

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 122 Issue: 2-October-2015
Variants Material usage
Lifting Surfaces Movables Fuselage
Rhönlerche II ORATEX 6000 ORATEX UL600MK3 ORATEX 6000
AN2 AN-2T
ORATEX 6000 ORATEX 6000 ORATEX 6000
A-1 A-1A A-1B A-1C-180
ORATEX 6000 ORATEX 6000 ORATEX 6000
AVO 68 - v Samburo AVO 68 -s Samburo AVO 68 -R Samburo AVO -R 100 Samburo AVO 68 -R 115 Samburo
ORATEX 6000 ORATEX 6000 ORATEX 6000
RF 3 RF 4 RF4D
ORATEX 6000 ORATEX 6000 ORATEX UL600MK3
L 25-1A L 25D
ORATEX 6000 ORATEX 6000 ORATEX 6000
L 13 SW Vivat L 13 SE Vivat L 13 SEH Vivat L 13 SDM Vivat L 13 SL Vivat L 13 SDL Vivat
N/A ORATEX 6000 N/A
L-13 Blaník L-13 AC Blaník L 13 A Blaník
N/A ORATEX 6000 N/A
L-23 Super-Blaník N/A ORATEX 6000 N/A
L-33 Sólo N/A ORATEX 6000 N/A
Z-37 Z37-2 Z-37A Z-37A-2
ORATEX 6000 ORATEX 6000 ORATEX 6000

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 123
Variants Material usage
Lifting Surfaces Movables Fuselage
M-4 M-4 C M-4 S M-4 T M-4-210 M-4-210 C M-4-220 C M-4-220 S M-4-180V M-5-180C M-5-210C M-5-235C M-6-235 M-7-235 M-7-235B MX-7-180 MX-7-180 A MX-7-180 B MX-7-180 C MX-7-235 MXT-7-160 MXT-7-180 MXT-7-180A MT-7-235
ORATEX 6000 ORATEX 6000 ORATEX 6000
CP 301 C ORATEX 6000 ORATEX 6000 ORATEX 6000
CP 301 S ORATEX 6000 ORATEX 6000 ORATEX 6000
CP301 CP301A CP301D CP301E
ORATEX 6000 ORATEX 6000 ORATEX 6000
Emeraude CP-301 A Stark Sonderausführung
ORATEX 6000 ORATEX 6000 ORATEX 6000
PA-18 PA-18 "105" Special PA-18A PA-18-125 PA-18-135 PA-18A-135 PA-18-150 PA-18A-150 PA-19
ORATEX 6000 ORATEX 6000 ORATEX 6000
PA-20 PA-20-135
ORATEX 6000 ORATEX 6000 ORATEX 6000

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 124 Issue: 2-October-2015
Variants Material usage
Lifting Surfaces Movables Fuselage
PA-22 PA-22-135 PA-22S-135 PA-22-150 PA-22S-150 PA-22-160
ORATEX 6000 ORATEX 6000 ORATEX 6000
J3C-40 J3C-50 J3C-65 J3F-50 J3F-60 J3F-65 J3L J3L-65 PA-11
ORATEX 6000 ORATEX 6000 ORATEX 6000
RF5 RF 5B "Sperber"
ORATEX 6000 ORATEX 6000 ORATEX UL600MK3
L 25D ORATEX 6000 ORATEX 6000 ORATEX UL600MK3
RW 3-P65 N/A ORATEX UL600MK3 ORATEX 6000
DR 200 DR 250 DR 250-160 DR 250 B DR 250 B-160
ORATEX 6000 ORATEX 6000 ORATEX UL600MK3
DR 220 DR 220A DR 220B DR 220AB DR221 DR 221B
ORATEX 6000 ORATEX 6000 ORATEX UL600MK3
DR 253 DR 253 B
ORATEX 6000 ORATEX 6000 ORATEX UL600MK3

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 125
Variants Material usage
Lifting Surfaces Movables Fuselage
DR 315 DR 340 DR 360 DR 300/108 DR 300/120 DR 300/125 DR 300/140 DR 300/180R DR 400/100 DR 400/120 DR 400/120 A DR 400/120 D DR 400/125 DR 400/125i DR 400/140 DR 400/140 B DR 400/160 DR 400/160 D DR 400/180 DR 400/180 R DR 400/180 S DR 400/200 R DR 400/500 DR 40072+2 DR 400/RP DR 400 NGL
ORATEX 6000 ORATEX 6000 ORATEX UL600MK3
DR 100 DR 100A DR 105 DR 105A DR 1050 DR 1050A DR 1050M1
ORATEX 6000 ORATEX 6000 ORATEX UL600MK3
Mü 13 E Bergfalke Bergfalke II Bergfalke II-55 Bergfalke III Bergfalke IV
ORATEX 6000 ORATEX 6000 ORATEX 6000
LCF-2 N/A ORATEX UL600MK3 ORATEX 6000
L-Spatz 55/Stihl L-Spatz III/Stihl
ORATEX 6000 ORATEX UL600MK3 ORATEX 6000
SF25C with C.V.29 modification
ORATEX 6000 ORATEX 6000 ORATEX 6000

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 126 Issue: 2-October-2015
Variants Material usage
Lifting Surfaces Movables Fuselage
SF 23 A SF 23 A1 SF 23 B SF 23 C
ORATEX 6000 ORATEX 6000 ORATEX 6000
SF 26 A Standard ORATEX 6000 ORATEX 6000 ORATEX 6000
SF 27 A SF 27 B
ORATEX 6000 ORATEX 6000 ORATEX 6000
SF 27 M-A ORATEX 6000 ORATEX 6000 ORATEX 6000
SF 28 A Tandem Falke ORATEX 6000 ORATEX 6000 ORATEX 6000
SF 30 A Club Spatz ORATEX 6000 ORATEX 6000 ORATEX 6000
SF24 A SF 24 B
ORATEX 6000 ORATEX 6000 ORATEX 6000
SF25A SF25B SF25C SF25D SF25E SF25K
ORATEX 6000 ORATEX 6000 ORATEX 6000
Spart A L-Spatz L-Spatz III L-Spatz 55 Spatz B Spatz 55
ORATEX 6000 ORATEX 6000 ORATEX 6000
Specht ORATEX 6000 ORATEX 6000 ORATEX 6000
Sperber ORATEX 6000 ORATEX 6000 ORATEX 6000
Zugvogel I Zugvogel II Zugvogel III Zugvogel III A Zugvogel III B Zugvogel IV Zugvogel IV A
ORATEX 6000 ORATEX 6000 ORATEX 6000
Gö 3 Minimoa ORATEX 6000 ORATEX 6000 ORATEX 6000
Goevier III ORATEX 6000 ORATEX UL600MK3 ORATEX UL600MK3
Sipa 903 ORATEX 6000 ORATEX 6000 ORATEX 6000
Stark Turbulent D, D-1 ORATEX 6000 ORATEX 6000 ORATEX 6000
SZD-24-4A Foka 4 N/A ORATEX UL600MK3 ORATEX UL600MK3
SZD-24 C Foka N/A ORATEX 6000 ORATEX UL600MK3
SZD-30 Pirat ORATEX 6000 ORATEX UL600MK3 ORATEX UL600MK3
SZD-9 bis Bocian 1D SZD-9 bis Bocian 1E
ORATEX 6000 ORATEX UL600MK3 N/A

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 127
Variants Material usage
Lifting Surfaces Movables Fuselage
Baby III ORATEX 6000 ORATEX UL600MK3 ORATEX UL600MK3
D 34c D 34d
N/A ORATEX UL600MK3 ORATEX UL600MK3
Doppelraab IV Doppelraab V Doppelraab VI
ORATEX 6000 ORATEX UL600MK3 ORATEX 6000
Doppelraab-HANKUR 1 ORATEX 6000 ORATEX UL600MK3 ORATEX 6000
AV 36 ORATEX 6000 ORATEX 6000 ORATEX 6000
AV-36 C AV-36 CR AV-36 C1
ORATEX 6000 ORATEX 6000 ORATEX 6000
FK 3 N/A ORATEX 6000 N/A
Grunau Baby II b ORATEX 6000 ORATEX 6000 ORATEX 6000
Grunau Baby II b-DDR ORATEX 6000 ORATEX 6000 ORATEX 6000
Habicht E ORATEX 6000 ORATEX 6000 ORATEX 6000
hks 3 - V 1 N/A ORATEX UL600MK3 ORATEX UL600MK3
Hü 17b ORATEX 6000 ORATEX UL600MK3 ORATEX 6000
Krähe II Krähe III Krähe IV
ORATEX 6000 ORATEX UL600MK3 ORATEX UL600MK3
Kranich II ORATEX 6000 ORATEX UL600MK3 ORATEX UL600MK3
Kranich III ORATEX 6000 ORATEX UL600MK3 ORATEX UL600MK3
Lo 100 Zwergreiher ORATEX 6000 ORATEX UL600MK3 ORATEX UL600MK3
Lo 150 Lo 150 b
N/A ORATEX UL600MK3 ORATEX UL600MK3
Lom 57 Libelle ORATEX 6000 ORATEX UL600MK3 ORATEX UL600MK3
Steinadler ORATEX 6000 ORATEX UL600MK3 ORATEX UL600MK3
Mü 22 Mü 22b
ORATEX 6000 ORATEX UL600MK3 ORATEX 6000
Rhönsperber ORATEX 6000 ORATEX UL600MK3 ORATEX UL600MK3
SB 5 B SB 5 E
ORATEX 6000 ORATEX 6000 ORATEX UL600MK3
SG 38 ORATEX 6000 ORATEX 6000 ORATEX 6000
Weihe 50 ORATEX 6000 ORATEX UL600MK3 ORATEX UL600MK3
40 Super IV 40 A & 40 B Super IV Sancy WA 41 Baladou WA 4/21 & 4/21/250 Super 4/21
ORATEX 6000 ORATEX 6000 ORATEX 6000

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Page 128 Issue: 2-October-2015
Variants Material usage
Lifting Surfaces Movables Fuselage
Z 126 Z 126 T Z 226 B Z 226T Z 226 A Z 226 M Z 226 MS Z 326 Z 326 A Z 326 M Z 526 Z 526 A Z 526 F Z 526 L Z 526 AFS Z 526 AFS-V Z 526 M Z 726 Z 726 K
ORATEX 6000 ORATEX 6000 ORATEX 6000
Standard Austria S Standard Austria SH Standard Austria SH 1
ORATEX 6000 ORATEX 6000 ORATEX UL600MK3
Carman-Morelli M100 S ORATEX 6000 ORATEX 6000 ORATEX UL600MK3
RF-5 AJ-1 Serrania ORATEX 6000 ORATEX 6000 ORATEX UL600MK3
T-51 Dart 15 T-51 Dart 17 T-51 Dart 17R
ORATEX 6000 ORATEX 6000 ORATEX UL600MK3
WA 26 CM WA 26 P
N/A ORATEX 6000 ORATEX 6000
SZD-30 SZD-30A
ORATEX 6000 ORATEX 6000 ORATEX UL600MK3
SZD-25A Lis N/A ORATEX 6000 ORATEX UL600MK3
SZD-36A Cobra 15 N/A ORATEX 6000 N/A
SZD-45A Ogar SZD-45AM Ogar
N/A ORATEX 6000 N/A
T.6 T.23 Kirby Kite
ORATEX 6000 ORATEX 6000 ORATEX UL600MK3
T.45 Swallow ORATEX 6000 ORATEX 6000 ORATEX 6000
T.50 Skylark 4 ORATEX 6000 ORATEX 6000 ORATEX UL600MK3
SHK-1 ORATEX 6000 ORATEX 6000 ORATEX UL600MK3

ORATEX® Application Manual
& Airplane Maintenance Manual Supplement
LANITZ-PRENA FOLIEN FACTORY GmbH
Issue: 2-October-2015 Page 129
Variants Material usage
Lifting Surfaces Movables Fuselage
AT-250 AT 300 AT-301 AT-302 AT-400 AT-400A
N/A ORATEX 6000 ORATEX 6000
ATL ATL L ATL S
ORATEX 6000 ORATEX 6000 N/A
YAK-18T ORATEX 6000 ORATEX 6000 N/A