Embed Size (px)
Citation preview

Optimierung des Interfaces in kohlenstofffaserverstärkten
Verbundwerkstoffen durch CVD-Beschichtung von
Kohlenstoffkurzfasern
Der Technischen Fakultät der
Universität Erlangen-Nürnberg
zur Erlangung des Grades
DOKTOR-INGENIEUR
vorgelegt von
Gerrit Hackl
Erlangen - 2007

Als Dissertation genehmigt von
der Technischen Fakultät der
Universität Erlangen-Nürnberg
Tag der Einreichung: 23. April 2007
Tag der Promotion: 25. Juli 2007
Dekan: Prof. Dr.-Ing. A. Leipertz
Berichterstatter: Prof. Dr.-Ing. N. Popovska
Prof. Dr. rer. nat. R. Weissmann

Danksagung
Der experimentelle Teil dieser Arbeit entstand in der Zeit von November 2002 bis Mai 2006
während meiner Tätigkeit als wissenschaftlicher Mitarbeiter am Lehrstuhl für Chemische Re-
aktionstechnik der Friedrich-Alexander-Universität Erlangen-Nürnberg.
Ich möchte an dieser Stelle meinen herzlichen Dank an alle richten, die am Zustandekommen
dieser Arbeit beteiligt waren.
Ganz besonders bedanken möchte ich mich bei Frau Prof. Dr.-Ing. N. Popovska für die Über-
lassung des Themas und die hervorragende Betreuung der Arbeit. Ihre vielfältige Unterstüt-
zung und immerwährende Diskussionsbereitschaft haben entscheidend zum Gelingen dieser
Arbeit beigetragen.
Für die Übernahme des Zweitgutachtens und das Interesse an dieser Arbeit bin ich Herrn
Prof. Dr. R. Weissmann dankbar.
Ebenso möchte ich den Lehrstuhlinhabern Herrn Prof. Dr.-Ing. G. Emig und Herrn
Prof. Dr. P. Wasserscheid für das entgegengebrachte Vertrauen und die Schaffung einer ein-
maligen Arbeitsatmosphäre meinen Dank aussprechen.
Weiterhin bedanke ich mich bei Herrn Dipl.-Ing. Helmut Gerhard. Ohne seine Hilfsbereit-
schaft und seine großartige technische Unterstützung wäre die Arbeit nicht in diesem Umfang
möglich gewesen.
Für ihre wertvollen Beiträge zu dieser Arbeit möchte ich folgenden Diplomanden, Studienar-
beitern und wissenschaftlichen Hilfskräften dank sagen: Hristo Strakov, Bastian
Etzold, Katharina Obert und Rachid Akhmouch.
Mein Dank gilt weiterhin den Mitarbeitern des Lehrstuhles: Herrn A. Mannke und Herrn
M. Schmacks für ihre Hilfe beim Anlagenaufbau, Herrn G. Dommer für die Beseitigung un-
zähliger Kurzschlüsse und den Damen des Sekretariats Frau M. Menuet, Frau H. Hayas und
Frau P. Singer für die Verwaltung der Finanzen und die perfekte Organisation des Lehrstuh-
les.

Für ihre Hilfe bei der Charakterisierung der abgeschiedenen Schichten danke ich Frau
R. Müller, Frau H. Hildebrand, Herrn Dr. R. Meistring und Herrn S. Stegmeier.
Weiterhin möchte ich mich bei Andreas Schneider, Daniela Streitwieser, Frank Kiesslich,
Hanadi Ghanem, Katia Michkova, Maya Dimitrova und allen weiteren Mitgliedern der CVD-
Gruppe für die Schaffung einer besonderen und freundschaftlichen Arbeitsatmosphäre herz-
lich bedanken.
Schließlich gilt mein ganz besonderer Dank meinen Eltern, die mir dieses Studium ermöglich-
ten und mich in jeder Hinsicht unterstützt haben.

Kurzfassung
Das zentrale Thema dieser Arbeit ist die Beschichtung von Kohlenstoffkurzfasern mit dünnen
keramischen Schichten im technischen Maßstab mittels chemischer Gasphasenabscheidung
(CVD) zur Verbesserung der mechanischen Eigenschaften von faserverstärkten Verbund-
werkstoffen. Dabei wirken die abgeschiedenen Interface-Schichten als Diffusionsbarriere und
stellen eine definierte Haftung zwischen Fasern und Matrix her. Die Beschichtung der Fasern
erfolgte in einer eigens dafür entwickelten kontinuierlich betriebenen CVD-Anlage. Für die
Bestimmung geeigneter Prozessparameter zur Beschichtung von Fasern mit pyrolytischem
Kohlenstoff, Bornitrid und Titandiborid wurde die Abscheidung dieser Schichten vorab in
einer kleineren, diskontinuierlich betriebenen CVD-Anlage untersucht. Dadurch konnten for-
malkinetische Parameter für die Abscheidung von Bornitrid aus Trimethoxyboran und Am-
moniak und für die Abscheidung von Titandiborid aus Titantetrachlorid und Bortrichlorid
ermittelt werden. Die Abscheidung von pyrolytischem Kohlenstoff wurde sowohl aus Propan
als auch aus Methan untersucht.
In der vorliegenden Arbeit wird gezeigt, dass eine Beschichtung von Kohlenstoffkurzfasern
im technischen Maßstab mit dünnen keramischen Schichten möglich ist. Die erreichten
Schichtdicken liegen dabei zwischen 50 und 200 nm. Bornitrid- und vor allem Titandiborid-
Schichten verbessern das Oxidationsverhalten der Kohlenstofffasern deutlich. Pyrolytischer
Kohlenstoff konnte durch die Verwendung unterschiedlicher Precursoren und Prozessparame-
ter mit verschiedenen Mikrostrukturen auf Fasern abgeschieden werden.
Für die Herstellung von faserverstärkten C/SiC-Verbundwerkstoffen wurden mehrere Kilo-
gramm Kurzfasern mit pyrolytischem Kohlenstoff aus Propan beschichtet. Die hergestellten
Verbundwerkstoffe zeigen eine deutliche Erhöhung der Bruchdehnung und der Biegefestig-
keit gegenüber Referenzwerkstoffen mit unbeschichteten Fasern. Die erhöhte Duktilität der
Verbundwerkstoffe wird durch einen Faser-pull-out aus der Matrix erzeugt, welcher auf das
optimierte Faser-Matrix-Interface zurückzuführen ist.

Abstract
The central subject of this work is the coating of carbon short fibers with thin ceramic layers
in technical scale by chemical vapor deposition (CVD) for the improvement of the mechanical
properties of fiber reinforced composite materials. Thereby, the deposited interface layers act
as diffusion barrier and adjust a defined adhesion between fibers and matrix. The coating of
the fibers took place in particularly developed and continuously operated CVD arrangement.
For the determination of optimal process parameters for the coating of fibers with pyrolytic
carbon, boron nitride and titanium diboride, the deposition of these compounds was examined
to begin within a smaller, discontinuous operated CVD arrangement. Thus, formal-kinetic
parameter for the deposition of boron nitride from trimethoxyborane and ammonia as well as
for the deposition of titanium diboride from titanium tetrachloride and boron trichloride could
be determined. The deposition of pyrolytic carbon was studied using propane as well as
methane as precursor.
In the present work it is shown that a coating of carbon short fibers with thin ceramic layers
between 50 and 200 nm is possible in technical scale. Boron nitride and titanium diboride
layers significantly improve the oxidation behavior of the carbon fibers. Pyrolytic carbon with
different microstructures could be deposited on fibers by the use of different precursors and
process parameters.
For the manufacturing of fiber-reinforced C/SiC composite materials several kilograms of
short fibers were coated with pyrolytic carbon from propane. The manufactured composite
materials show a significant increase of the elongation at break and the bending strength
compared with reference materials prepared with uncoated fibers. The raised ductility of the
composites is generated by fiber-pull-out from the matrix due to the optimized fiber-matrix-
interface.

Inhaltsverzeichnis
Inhaltsverzeichnis
1. Einleitung ...................................................................................................... 1
2. Grundlagen und Stand der Technik........................................................... 4
2.1 Verbundwerkstoffe................................................................................................... 4
2.1.1 Faserverstärkte Verbundwerkstoffe ................................................................... 5
2.1.1.1 Matrixwerkstoffe ............................................................................................ 5
2.1.1.2 Fasermaterialien ............................................................................................. 7
2.2 Kohlenstofffasern (C-Fasern)................................................................................ 10
2.2.1 Nomenklatur..................................................................................................... 10
2.2.2 Struktur und Eigenschaften .............................................................................. 11
2.2.3 Herstellungsverfahren ...................................................................................... 14
2.2.4 C-Kurzfasern .................................................................................................... 15
2.3 Faser-Matrix-Interface .......................................................................................... 16
2.4 Abscheidungsverfahren zur Erzeugung dünner Schichten auf Fasern ............ 19
2.4.1 Abscheidung aus der Flüssigphase................................................................... 20
2.4.1.1 Sol-Gel-Verfahren........................................................................................ 20
2.4.1.2 Polymerpyrolyse........................................................................................... 21
2.4.2 Physikalische Gasphasenabscheidung (PVD).................................................. 21
2.4.3 Chemische Gasphasenabscheidung (CVD)...................................................... 23
2.4.3.1 Precursoren................................................................................................... 24
2.4.3.2 Aktivieren der Reaktion ............................................................................... 25
2.4.3.3 Anwendung .................................................................................................. 26
2.4.3.4 Anlagenaufbau ............................................................................................. 27
2.4.3.5 Kinetik und Stofftransport............................................................................ 28
2.4.3.6 Chemische Gasphaseninfiltration (CVI) ...................................................... 32
2.5 Interface-Schichten auf C-Fasern......................................................................... 33
2.5.1 Pyrolytischer Kohlenstoff (PyC)...................................................................... 33
2.5.2 Bornitrid (BN) .................................................................................................. 36
2.5.2.1 Hexagonales Bornitrid (h-BN) ..................................................................... 37
2.5.2.2 Precursoren für die Abscheidung von hexagonalem Bornitrid .................... 38
2.5.2.3 BN-Abscheidung aus dem System TMOB/NH3 .......................................... 40
2.5.3 Titandiborid (TiB2)........................................................................................... 41
3. Experimentelles........................................................................................... 43

Inhaltsverzeichnis
3.1 Versuchsaufbau ...................................................................................................... 43
3.1.1 CVD-Anlage im diskontinuierlichen Betrieb................................................... 43
3.1.2 CVD-Anlage zur halbkontinuierlichen Beschichtung von C-Kurzfasern........ 45
3.2 Versuchsdurchführung.......................................................................................... 49
3.2.1 Diskontinuierlich betriebene CVD-Anlage...................................................... 49
3.2.1.1 Gravimetrische Versuchsauswertung........................................................... 50
3.2.1.2 Berechnung der Stoffströme......................................................................... 50
3.2.2 CVD-Anlage zur halbkontinuierlichen Beschichtung von C-Kurzfasern........ 51
3.3 Charakterisierungsmethoden................................................................................ 51
3.3.1 Rasterelektronenmikroskopie (REM) .............................................................. 52
3.3.2 Energie-Dispersive-Röntgenstrahlung (EDX) ................................................. 53
3.3.3 Röntgenphotoelektronenspektroskopie (XPS) ................................................. 54
3.3.4 Röntgenbeugungsdiffraktometrie (XRD)......................................................... 55
3.3.5 Infrarot-Spektroskopie ..................................................................................... 57
3.3.6 Raman-Spektroskopie ...................................................................................... 58
3.3.7 Thermogravimetrie........................................................................................... 60
3.3.8 Drei-Punkt-Biegeversuch ................................................................................. 61
4. Ergebnisse und Diskussion ........................................................................ 63
4.1 Beschichtung porenfreier Substrate ..................................................................... 63
4.1.1 Chemische Gasphasenabscheidung von PyC aus Propan / Wasserstoff .......... 63
4.1.2 Chemische Gasphasenabscheidung von PyC aus Methan / Wasserstoff ......... 66
4.1.3 Chemische Gasphasenabscheidung von Bornitrid (BN).................................. 68
4.1.3.1 Einfluss der Strömungsgeschwindigkeit ...................................................... 69
4.1.3.2 Einfluss des TMOB-Molanteils ................................................................... 71
4.1.3.3 Einfluss der Temperatur ............................................................................... 73
4.1.3.4 Einfluss des NH3/TMOB-Verhältnisses....................................................... 75
4.1.3.5 Einfluss des Wasserstoffanteiles .................................................................. 77
4.1.3.6 Zusammenfassung der Ergebnisse aus den verschiedenen Versuchsreihen 78
4.1.3.7 Bestimmung des limitierenden Teilschrittes des Abscheidungsprozesses... 79
4.1.3.8 Kinetikmodell für die Abscheidung von BN................................................ 81
4.1.3.9 Charakterisierung der abgeschiedenen BN-Schichten ................................. 86
4.1.3.10 Festlegung der optimalen Beschichtungsparameter von Bornitrid ............. 93
4.1.4 Chemische Gasphasenabscheidung von Titandiborid (TiB2)........................... 94
4.1.4.1 Einfluss der Strömungsgeschwindigkeit ...................................................... 95

Inhaltsverzeichnis
4.1.4.2 Einfluss des TiCl4-Molanteils ...................................................................... 96
4.1.4.3 Einfluss der Temperatur ............................................................................... 97
4.1.4.4 Einfluss des BCl3/TiCl4-Verhältnisses ......................................................... 98
4.1.4.5 Bestimmung des limitierenden Teilschrittes der TiB2-Abscheidung........... 99
4.1.4.6 Bestimmung der Aktivierungsenergie........................................................ 100
4.1.4.7 Charakterisierung der abgeschiedenen TiB2-Schichten ............................. 101
4.1.4.8 Festlegung der optimalen Parameter für die Abscheidung von TiB2......... 105
4.2 Beschichtung von Kohlenstoffkurzfasern .......................................................... 107
4.2.1 C-Kurzfaserbeschichtung mit PyC aus Propan / Wasserstoff ........................ 107
4.2.1.1 Schichtdicke ............................................................................................... 108
4.2.1.2 Mikrostruktur ............................................................................................. 109
4.2.1.3 Oxidationsverhalten ................................................................................... 111
4.2.2 C-Kurzfaserbeschichtung mit PyC aus Methan / Wasserstoff ....................... 112
4.2.2.1 Schichtdicke ............................................................................................... 112
4.2.2.2 Mikrostruktur ............................................................................................. 113
4.2.2.3 Oxidationsverhalten ................................................................................... 115
4.2.3 C-Kurzfaserbeschichtung mit BN .................................................................. 116
4.2.3.1 Schichtdicke ............................................................................................... 116
4.2.3.2 Mikrostruktur ............................................................................................. 117
4.2.3.3 Oxidationsverhalten ................................................................................... 118
4.2.4 C-Kurzfaserbeschichtung mit TiB2 ................................................................ 119
4.2.4.1 Schichtdicke ............................................................................................... 120
4.2.4.2 Oxidationsverhalten ................................................................................... 120
4.3 Charakterisierung hergestellter Faserverbundwerkstoffe............................... 121
5. Zusammenfassung und Ausblick ............................................................ 124
5.1 CVD auf porenfreien Substraten ........................................................................ 125
5.2 Beschichtung von C-Kurzfasern ......................................................................... 126
5.3 Eigenschaften hergestellter Verbundwerkstoffe ............................................... 127
5.4 Ausblick................................................................................................................. 127
Literaturverzeichnis........................................................................................ 129
Symbolverzeichnis ........................................................................................... 146
Abkürzungsverzeichnis................................................................................... 148
Anhang.............................................................................................................. 150

Einleitung 1
1. Einleitung
Faserverbundwerkstoffe bestehen im Allgemeinen aus einem Matrixwerkstoff und darin ein-
gebetteten Fasern. Der Matrixwerkstoff, welcher z.B. aus Keramik, Metall, Kunststoff oder
Beton bestehen kann, fixiert die Fasern im Verbundwerkstoff und verteilt auftretende Kräfte.
Weiterhin können die Fasern durch eine geeignete Matrix auch vor aggressiven Umgebungs-
medien geschützt werden. Die Fasern selbst geben dem Verbundwerkstoff die nötige Festig-
keit. Neben keramischen Fasern, Kohlenstofffasern und Glasfasern werden auch Stahl- und
Aramidfasern zur Verstärkung verwendet. Durch die Verwendung sehr dünner Fasern wird
der Effekt der spezifischen Festigkeit genutzt. Dieser Zusammenhang wurde 1920 von
Griffith entdeckt und besagt, dass ein Werkstoff in Faserform eine in Faserrichtung vielfach
größere Festigkeit als dasselbe Material in anderer Form besitzt. Je dünner die Faser ist, desto
größer ist ihre Festigkeit. Die Ursache hierfür liegt in einer zunehmenden Gleichrichtung der
Molekülketten mit abnehmender zur Verfügung stehender Fläche [1].
Durch eine geeignete Auswahl von Faser- und Matrixmaterial kann somit ein Verbundwerk-
stoff hergestellt werden, welcher in seinen mechanischen Eigenschaften denen der Einzel-
komponenten überlegen ist. Voraussetzung hierfür ist jedoch eine optimale Spannungsüber-
tragung zwischen Matrix und Fasern. Die entscheidende Rolle hierbei spielt das so genannte
Faser-Matrix-Interface, welches durch die Oberflächeneigenschaften der beiden Komponen-
ten beeinflusst wird. Die zu kontrollierenden Eigenschaften des Faser-Matrix-Interfaces sind
die Anbindung der Fasern an die Matrix sowie die Reaktivität der Faseroberfläche mit dem
Matrixmaterial. Während die Anbindung der Fasern je nach zugrunde liegender Matrix unter-
schiedlich stark eingestellt werden muss, sollten Reaktionen der Fasern mit der umgebenden
Matrix unterbunden werden, da diese zu einer Versprödung des Interfaces führen.
Die Oberflächeneigenschaften der Fasern und somit auch die Eigenschaften des gesamten
Verbundwerkstoffes können durch eine Beschichtung der Fasern verändert werden. Das Fa-
ser-Matrix-Interface kann durch das Aufbringen einer dünnen Schicht im Nanometerbereich
optimiert werden. Die Faserbeschichtung gewährleistet eine ideale Anbindung der Faser an
die Matrix und dient weiterhin als Reaktions- und Diffusionsbarriere.
Als eine bedeutende Werkstoffklasse haben sich in den letzten Jahrzehnten die keramischen
Verbundwerkstoffe (CMC) herausgestellt. Dabei wurde die Entwicklung durch die ständig
wachsenden Anforderungen in der Raumfahrt und der Militärtechnik entscheidend vorange-
trieben. Durch die hohe Temperatur-, Korrosions- und Verschleißbeständigkeit der kerami-

Einleitung 2
schen Matrix können CMC-Werkstoffe unter sehr aggressiven und extremen Umgebungsbe-
dingungen eingesetzt werden. Die Faserverstärkung ist für die Erhöhung der Bruchzähigkeit
notwendig, da monolithische Keramiken sehr spröde sind und eine ungenügende Schadensto-
leranz besitzen. Primäres Ziel der Faserverstärkung von Keramiken ist somit weniger die Er-
höhung der Festigkeit, sondern vielmehr die Darstellung eines Verbundwerkstoffes, der pseu-
do-plastisch bricht und hohe massenspezifische Eigenschaften über einen breiten Tempera-
turbereich aufweist [2]. Die zur Verstärkung eingesetzten Komponenten bestehen üblicher-
weise aus Keramik- oder Kohlenstoffendlosfasern. Keramische Fasern bieten eine bessere
Oxidationsbeständigkeit bei hohen Temperaturen und sind gut kompatibel mit keramischen
Matrizen. Bei Temperaturen bis 400°C in oxidativer Atmosphäre und bei hohen Temperatu-
ren in Inertatmosphäre weisen Kohlenstofffasern allerdings die besseren mechanischen Ei-
genschaften auf. Durch die Beschichtung der Kohlenstofffasern mit oxidationsbeständigen
Materialen wie Siliziumkarbid oder Bornitrid lässt sich der Anwendungsbereich der kohlen-
stofffaserverstärkten Keramiken erweitern. Der typische Einsatzbereich keramischer Ver-
bundwerkstoffe liegt dort, wo Metalle aufgrund der hohen thermomechanischen Belastung
nicht mehr in Betracht kommen. Neben den klassischen Leichtbauanwendungen in der Luft-
und Raumfahrt gibt es für CMC-Werkstoffe auch Anwendungen auf anderen Gebieten des
Maschinen-, Fahrzeug- und Anlagenbaus wie z.B. Gleitlager für Großpumpen, Gehäuse für
optische Systeme, Leichtbaupanzerungen oder die inzwischen in Serienproduktion hergestell-
te faserkeramische Bremsscheibe für Straßenfahrzeuge. [2]
Die höchsten Festigkeitswerte bei kohlenstofffaserverstärkten Keramiken werden durch Ver-
wendung von Endlosfasern in Form von Fasergeweben erreicht. Jedoch ist der Herstellungs-
prozess solcher Materialien sehr aufwendig und teuer. Aus kosten- und fertigungstechnischen
Überlegungen kommen für eine wirtschaftliche Serienfertigung immer mehr Kohlenstoffkurz-
fasern zum Einsatz. Diese bieten die Möglichkeit einfacher und kostengünstiger Fabrikations-
verfahren wie z.B. Spritzgießen, Extrudieren oder Sintern. So können auch Teile komplexer
Geometrie ohne Faserschnitt wirtschaftlich hergestellt werden. [2, 3]
Ziel dieser Arbeit ist es, erstmals Kohlenstoffkurzfasern durch chemische Gasphasenabschei-
dung (CVD) im technischen Maßstab mit geeigneten Gleit- und Schutzschichten zur Verbes-
serung der Eigenschaften von faserverstärkten Verbundwerkstoffen zu beschichten. Die Be-
schichtung der Fasern erfolgt dabei in einer dafür eigens entwickelten CVD-Anlage, in der die
Kurzfasern allseitig mit der gewünschten Schicht versehen werden. Hierin liegt der Vorteil
gegenüber einer Beschichtung von Endlosfasern, welche erst nach erfolgter Beschichtung zu
Kurzfasern geschnitten werden können und somit an den Schnittflächen nicht mehr geschützt

Einleitung 3
sind. Um die für eine industrielle Fertigung von Verbundwerkstoffen benötigte Kurzfaser-
menge verarbeiten zu können, wurde die Anlage als halbkontinuierlich arbeitender Drehrohr-
reaktor ausgelegt, mit der ein Faserdurchsatz von bis zu 1 kg/h realisiert werden kann. Als
Gleitschichten wurden pyrolytischer Kohlenstoff aus verschiedenen Precursorsystemen und
Bornitrid abgeschieden. Titandiborid wurde als Schutzschicht auf die Fasern aufgebracht. Um
geeignete Prozessparameter für die Abscheidung von Bornitrid und Titandiborid zu bestim-
men, wurden diese Systeme vorab in einer kleineren, diskontinuierlich betriebenen CVD-
Anlage untersucht. Somit konnte eine Ressourcen schonende Bestimmung der optimalen Ab-
scheidungsparameter realisiert werden. Die so gewonnenen Erkenntnisse wurden anschlie-
ßend auf den größeren Drehrohrreaktor zur Beschichtung der Kurzfasern übertragen und an-
gepasst. Die Prozessparameter für die Abscheidung von pyrolytischem Kohlenstoff konnten
einer vorangegangenen Arbeit entnommen werden und direkt auf die Faserbeschichtungsan-
lage übertragen werden.
Um den Verstärkungseffekt der beschichteten Fasern in Verbundwerkstoffen beurteilen zu
können, wurden von DaimlerChrysler faserverstärkte SiC-Keramiken hergestellt und in Drei-
Punkt-Biegeversuchen auf ihre mechanischen Eigenschaften hin getestet. Durch anschließen-
de REM-Analysen der Bruchflächen aus den Biegeversuchen konnte der Einfluss der Faser-
beschichtungen auf das Faser-Matrix-Interface und somit auf die Eigenschaften des gesamten
Verbundwerkstoffes dokumentiert werden.

Grundlagen und Stand der Technik 4
2. Grundlagen und Stand der Technik
2.1 Verbundwerkstoffe
Die permanent steigenden Anforderungen, die heute an Werkstoffe gestellt werden, lassen
sich mit herkömmlichen monolithischen Materialien wie z.B. Metallen oder Keramiken nicht
mehr ausreichend erfüllen. Um Materialien mit hoher Festigkeit, guter Korrosionsbeständig-
keit und geringem Gewicht zu erhalten, bedient man sich dem Prinzip der Verbundwerkstoffe.
Ein Verbundwerkstoff ist ein Werkstoff aus zwei oder mehr verbundenen Materialien, wel-
cher andere, meist verbesserte, Werkstoffeigenschaften besitzt als seine Komponenten. Für
die Eigenschaften der Verbundwerkstoffe sind stoffliche Eigenschaften und Geometrie der
Komponenten von Bedeutung. Die Verbindung erfolgt durch Stoff- oder Formschluss oder
eine Kombination von beidem. Man unterscheidet folgende Arten von Verbundwerkstoffen:
• Schichtverbundwerkstoffe (Laminate)
• Durchdringungsverbundwerkstoffe
• Teilchenverbundwerkstoffe (Dispersionswerkstoffe)
• Faserverbundwerkstoffe
Ein Schichtverbundwerkstoff wird als mehrlagiger Werkstoff bezeichnet, der durch Verpres-
sen und Verkleben mindestens zweier Lagen gleicher oder verschiedener Materialien entsteht.
Durch Kombination können sich die Eigenschaften der Einzelmaterialien ergänzen. Bei
Durchdringungsverbundwerkstoffen bilden die einzelnen Komponenten für sich jeweils zu-
sammenhängende offenporige Materialien. Sie werden zum Beispiel durch Tränken eines
gesinterten Werkstoffs mit einem geschmolzenen zweiten Stoff hergestellt. Bei Teilchen- und
Faserverbundwerkstoffen sind Teilchen bzw. Fasern in eine andere Komponente des Ver-
bundwerkstoffes eingebettet, welche Matrix genannt wird. In Faserverbundwerkstoffen kön-
nen die Fasern in einer oder mehreren bestimmten Richtungen verlaufen bzw. Vorzugsrich-
tungen haben. Faserverbundwerkstoffe können schichtweise hergestellt werden, sind dadurch
aber noch keine Schichtverbundwerkstoffe, wenn die aufeinander folgenden Schichten
gleichartig sind.

Grundlagen und Stand der Technik 5
Die grundsätzlichen Kombinationsmöglichkeiten für Verbundwerkstoffe ergeben sich aus der
stofflichen Einteilung der Werkstoffe in polymere, metallische, keramische und organische
Materialien. Dabei wird anwendungsspezifisch versucht, die unterschiedlichen Vorteile der
einzelnen Werkstoffe im Endwerkstoff zu kombinieren und die Nachteile auszuschließen.
2.1.1 Faserverstärkte Verbundwerkstoffe
Mit der Faserverbundtechnik kopiert der Mensch, wie in vielen anderen Bereichen der Tech-
nik auch, die Natur. Diese baut ihre Tragwerke in Verbund- und vorwiegend in Faserver-
bundbauweise auf. Musterbeispiele dafür sind Knochen, die aus Fasern (Kollagenfasern) in
anorganischen Substanzen bestehen und Hölzer, deren hochfeste Zellulosefasern in einer
Grundmasse (Lignin) eingebettet sind.
In der Technik bezeichnet man jenen Werkstoff als Faserverbundwerkstoff, der zum einen aus
Fasern mit hoher gewichtsbezogener Festigkeit und/oder Steifigkeit und zum anderen aus
einer formbaren Bettungsmasse (Matrix) besteht. Die Fasern dienen als Träger der Festigkeit,
während das Matrixmaterial den Zusammenhalt des Werkstoffes sichert und die Beständigkeit
gegenüber chemischen Einwirkungen bestimmt. Die Kombinationsmöglichkeiten von Matrix
und Fasern sind sehr vielfältig und können den jeweiligen Werkstoffanforderungen angepasst
werden. Weiterhin können durch die Faserverstärkung Materialien mit sehr hoher Festigkeit
bei gleichzeitig geringem Gewicht hergestellt werden. Hieraus ergibt sich ein großes Anwen-
dungspotential für den Leichtbau. [4]
2.1.1.1 Matrixwerkstoffe
2.1.1.1.1 Kunststoff
Einem großen Teil der heute hergestellten Faserverbundwerkstoffe liegt eine Matrix aus
Kunststoff zugrunde. Auf diese Weise können sehr belastbare Bauteile von nur geringem Ge-
wicht hergestellt werden. Jedoch ist ihr Einsatzbereich für Temperaturen unter 300°C be-
schränkt. Folgende Kunststoffe finden als Matrixmaterial Verwendung:
• Duroplaste
• Elastomere
• Thermoplaste

Grundlagen und Stand der Technik 6
Während sich faserverstärkte Kunststoffe mit thermoplastischer Matrix unter Hitze nachträg-
lich verformen lassen, sind Verbundwerkstoffe mit duroplastischer Matrix nach dem Aushär-
ten bzw. dem Vernetzen der Matrix nicht mehr verformbar. Duroplaste zeichnen sich jedoch
durch einen hohen Temperatureinsatzbereich und hohe Festigkeiten aus. [5, 6]
2.1.1.1.2 Beton
Ein weiteres wirtschaftlich sehr bedeutendes Matrixmaterial ist Beton. Hier kommen vor al-
lem Stahlfasern als Verstärkungskomponente zum Einsatz. Aber auch Kunststofffasern, Glas-
fasern und Kohlenstofffasern finden Verwendung. Kohlenstofffaserverstärkter Beton
(CFCR = Carbon Fiber Reinforced Concrete) zählt zu den Hochleistungswerkstoffen, da er
eine hohe Zugfestigkeit und Drucksteifigkeit besitzt. Weiterhin unterbinden die Fasern Brü-
che im Verbundwerkstoff. Während des Trocknens schrumpft der Beton und es bilden sich
Mikrorisse in der Struktur. Kohlenstofffasern können das Ausbreiten dieser Mikrorisse ver-
hindern und sind ein effektives Mittel, um die negativen Effekte beim Trocknen des Betons zu
vermeiden. Es werden fünf- bis siebenfach höhere Biegefestigkeiten im Vergleich zu Beton
ohne Kohlenstofffaserverstärkung ermittelt. Durch das Unterbinden der Mikrorissbildung
kann das Trocknen beschleunigt werden und sind verschiedene Trockenverfahren möglich.
[7-11]
2.1.1.1.3 Metall
Als Metal-Matrix Composites (MMCs) werden Verbundwerkstoffe bezeichnet, deren Matrix
aus einer metallischen Legierung oder elementarem Metall besteht. Dabei werden überwie-
gend Aluminiumlegierungen, in Sonderfällen auch Magnesium und Kupfer, als Matrixmateri-
alien eingesetzt. Als Verstärkungskomponenten kommen neben Endlosfasern auch Partikel
und Schäume mit offener Porosität zum Einsatz. Die eingelagerte Verstärkungsphase besteht
in der Regel aus Keramik oder Kohlenstoff. Faserverstärkte MMCs werden durch Schmelzin-
filtration hergestellt. Bei diesem Prozess werden die Fasern zu einem porösen Vorkörper ver-
arbeitet und anschließend mit oder ohne Druckunterstützung durch die Metallschmelze infilt-
riert. Mit der Schmelzinfiltration können endkonturnahe Bauteile hergestellt werden, die nur
noch eine geringfügige Nachbearbeitung benötigen. [12]
2.1.1.1.4 Kohlenstoff
Werden Kohlenstofffasern in einer Kohlenstoff- oder Graphitmatrix zur Verstärkung verwen-
det, so spricht man von kohlenstofffaserverstärktem Kohlenstoff (CFC). CFC zeichnet sich

Grundlagen und Stand der Technik 7
durch eine hohe Temperaturwechselbeständigkeit, sehr kleine lineare thermische Ausdeh-
nungskoeffizienten, hohe Festigkeiten (bis ca. 280 MPa) und hohe Steifigkeiten bei hohen
Temperaturen unter Vakuum oder Inertgasatmosphäre aus.
Kohlenstofffaserverstärkter Kohlenstoff wird z.B. in der Hohlglasindustrie als Mitnehmer
oder Greifer im Heißbereich als Alternative zu Asbest eingesetzt. Charakteristisch für CFC ist
eine extrem geringe Dichte von 1,3 - 1,65 g/cm3 gegenüber Stahl mit 7,9 g/cm3 und Keramik
mit 3,5 g/cm3. Durch die geringe Dichte können Bauteile mit hoher Festigkeit und gleichzeitig
geringem Gewicht hergestellt werden. Damit verbunden sind Vorteile wie Energieersparnis
und einfaches Handling.
Von der Werkstoffklasse her ordnet man CFC den keramischen Verbundwerkstoffen zu. [2]
2.1.1.1.5 Keramik
Verbundwerkstoffe mit keramischer Matrix wurden ursprünglich für Hochtemperaturanwen-
dungen in der Raumfahrt entwickelt. Man unterscheidet oxidkeramische (z.B. Magnesium-
oxid MgO, Aluminiumoxid Al2O3) und nichtoxidkeramische (z.B. Siliziumkarbid SiC) Matri-
zen. Als Verstärkungsmaterialien kommen überwiegend Endlos- und Kurzfasern aus Keramik
oder Kohlenstoff zum Einsatz. Aufgrund der guten tribologischen Eigenschaften, der extre-
men Temperatur- und Thermoschockbeständigkeit, der niedrigen Dichte und der sehr gerin-
gen thermischen Ausdehnung sind Faserkeramiken eine interessante Alternative zu herkömm-
lichen Materialien. Ihre im Vergleich zur klassischen Keramik deutlich höhere Bruchzähigkeit
eröffnet vielfältige Anwendungsmöglichkeiten im Maschinen-, Fahrzeug- und Anlagenbau.
Die Fertigung der keramischen Verbundwerkstoffe kann prinzipiell nach einer Vielzahl von
Verfahren erfolgen, wobei sich jedoch nur wenige Prozesse für eine industrielle Produktion
eignen. Alle Verfahren basieren auf der Imprägnierung eines Fasergerüstes. Dabei wird
grundsätzlich zwischen der Gasphasen- und der Flüssigphaseninfiltration unterschieden.
Technische Bedeutung zur Herstellung von CMC-Bauteilen erzielten bisher nur die Chemi-
sche Gasphaseninfiltration (CVI), die Pyrolyse siliziumorganischer Polymere (LPI) und das
Flüssigsilizierverfahren (LSI) [2].
2.1.1.2 Fasermaterialien
Für die Verstärkung von Faserverbundwerkstoffen kommen überwiegend Fasern aus Glas,
Kohlenstoff, Keramik, Metall und Polymeren zum Einsatz. Abbildung 2.1 gibt einen Über-
blick über die Einteilung verschiedener Fasertypen.

Grundlagen und Stand der Technik 8
Abbildung 2.1: Übersicht über die Einteilung verschiedener Fasertypen [2, 13]
Im Folgenden sollen die Vor- und Nachteile der wichtigsten Faserarten kurz dargestellt wer-
den. Die Eigenschaften und Herstellungsverfahren von Kohlenstofffasern sind als wichtigste
Verstärkungskomponente von keramischen Verbundwerkstoffen in Kapitel 2.2 ausführlich
dargestellt.
2.1.1.2.1 Metallfasern
Metallfasern werden nach den üblichen Drahtziehmethoden hergestellt. Ihre chemischen und
mechanischen Eigenschaften hängen von dem Grundwerkstoff ab, aus dem sie gewonnen
werden. Neben der einfachen Herstellung sind die hohen erreichbaren Zugfestigkeiten als
Vorteil anzuführen. Als Nachteil ist ihr hohes spezifisches Gewicht, eventuelle chemische
Reaktionen mit einer Metallmatrix und bei Kombination mit Kunststoffen die unterschiedli-
che Wärmeausdehnung zu erwähnen.
2.1.1.2.2 Polymerfasern
Bei Polymerfasern wird zwischen Fasern aus natürlichen und synthetischen Polymeren unter-
schieden. Für die Verstärkung von Verbundwerkstoffen kommen überwiegend Fasern aus
synthetischen Polymeren zum Einsatz. Besonders zu erwähnen sind hier die Aramidfasern.
Diese Fasern zeichnen sich durch sehr hohe Festigkeit, Schlagzähigkeit, Bruchdehnung, gute
Schwingungsdämpfung sowie Beständigkeit gegenüber Säuren und Laugen aus und sind dar-
Anorganische Fasern
Metallfasern Nichtmetallisch anorgan. Fasern
C-Fasern Polymerfasern
Einkristalline Fasern (Whisker)
Glasfasern Keramische Fasern (polykrist. oder amorph)
Oxidische Fasern Nichtoxidische Fasern
Organische Fasern

Grundlagen und Stand der Technik 9
über hinaus hitze- und feuerbeständig. Aramidfasern schmelzen bei hohen Temperaturen
nicht, sondern beginnen ab etwa 400° C zu verkohlen. Bekannte Markennamen für Aramidfa-
sern sind Nomex und Kevlar von DuPont oder Teijinconex und Twaron und Technora von
Teijin.
2.1.1.2.3 Glasfasern
Glasfasern sind hauptsächlich wegen ihres relativ geringen Preises die am häufigsten verwen-
deten Fasertypen. Für unterschiedliche Einsatzgebiete wurden verschiedene Glasfasertypen
entwickelt. Sie besitzen bei Raumtemperatur eine sehr hohe Festigkeit, welche aber mit zu-
nehmender Temperatur stark abnimmt. Ihre Anwendung ist daher überwiegend auf den Be-
reich niederer Temperaturen beschränkt. Glasfasern werden hauptsächlich für die Verstärkung
von Beton und Kunststoffen verwendet. Glasfaserverstärkter Kunststoff (GfK) wird viel in
der Luft- und Raumfahrt sowie in der Automobilindustrie eingesetzt.
2.1.1.2.4 Keramische Fasern
Die keramischen Fasern werden in oxidische und nichtoxidische Fasern eingeteilt. Kommer-
ziell erhältliche oxidkeramische Fasern basieren fast ausschließlich auf Al2O3- bzw.
Al2O3/SiO2-Keramiken. Sie besitzen hohe Modul- und Festigkeitswerte und sind auch bei
hohen Temperaturen oxidationsbeständig. Jedoch beginnen polykristalline Oxidfasern bei
Temperaturen von über 1100°C unter Last zu kriechen und neigen zu Kornwachstum. Oxid-
keramische Fasern werden vor allem in metallischen Verbundwerkstoffen eingesetzt [14].
Nichtoxidische Keramikfasern basieren überwiegend auf den Systemen SiC und Si-C-N. Die-
se Fasern besitzen ähnliche Eigenschaften wie die oxidkeramischen Fasern, weisen jedoch
deutlich geringere Kriechraten auf. Nachteilig sind die höhere Oxidationsempfindlichkeit und
der aufwendige Herstellungsprozess unter Schutzgasatmosphäre.
Der Vorteil von keramischen Fasern gegenüber Kohlenstofffasern liegt in der besseren Oxida-
tionsbeständigkeit, der besseren chemischen Beständigkeit und der guten Kompatibilität mit
keramischen Matrixwerkstoffen. Jedoch weisen Kohlenstofffasern bei Temperaturen bis
400°C sowie bei höheren Temperaturen in Inertatmosphäre deutlich bessere mechanische
Eigenschaften auf. [14]

Grundlagen und Stand der Technik 10
2.2 Kohlenstofffasern (C-Fasern)
Kohlenstofffasern sind industriell hergestellte Fasern mit einer sehr hohen Festigkeit und Stei-
figkeit bei einer vergleichsweise geringen Dichte. Ende des 19. Jahrhunderts wurden von
Edison und Swann Kohlenstofffasern aus pyrolisiertem Bambus als Glühfäden für die ersten
Glühlampen eingesetzt. Die erste kommerzielle Produktion von Kohlenstofffasern aus regene-
rierter Zellulose gelang 1962 der amerikanischen Firma Union Carbide Corporate. Moderne
Kohlenstofffasern werden heutzutage aus Polyacrylnitril (PAN-Fasern) und Pech (MPP-
Fasern) hergestellt. Tabelle 2.1 zeigt Dichte, Zugfestigkeit und Elastizitätsmodul von Kohlen-
stofffasern im Vergleich mit anderen Faserarten.
Faserart
Dichte [g/cm3]
Zugfestigkeit [MPa]
Elastizitätsmodul [GPa]
Kohlenstofffaser 1,76-2,10 2000-7000 240-700 Glasfaser 2,50-2,62 3400-4500 70 SiC Faser 2,55-3,50 2000-3700 200-420 Oxidfaser 3,90 1200-1400 340-400
Tabelle 2.1: Vergleich der Eigenschaften verschiedener Fasertypen [13]
Bemerkenswert ist die sehr hohe Zugfestigkeit der Kohlenstofffasern bei sehr geringer Dichte.
Kohlenstofffasern haben einen Durchmesser von bis zu 10 µm und werden üblicherweise zu
Bündeln (Rovings) zusammengefasst, die auf Spulen gewickelt werden. Zur besseren Hand-
habung und Verarbeitung werden die Faserbündel mit einer Schlichte (Sizing) aus Epoxidharz
umhüllt. Durch die Schlichte sind die Fasern weiterhin vor Aufspleißen geschützt. Eine be-
sondere Art stellen Kurzschnittfasern dar, welche durch Schneiden von Endlosfasern erhalten
werden.
Der Hauptanwendungsbereich von Kohlenstofffasern liegt weitestgehend bei Verbundwerk-
stoffen [13].
2.2.1 Nomenklatur
Zur Unterscheidung der verschiedenen Arten von Fasern ist es nötig, eine eindeutige Nomen-
klatur zu verwenden. Aus diesem Grund wurden von der IUPAC folgende Definitionen einge-
führt, welche die Kohlenstofffasern noch einmal unterteilen.

Grundlagen und Stand der Technik 11
Zu den Kohlenstofffasern zählen generell Fasern, die zu mindestens 92 Gew.% aus regelmä-
ßigem Kohlenstoff im nicht graphitischen Zustand bestehen. Fasern mit Kohlenstoff im struk-
turierten graphitischen Zustand werden laut Donnet [15] als Graphitfasern bezeichnet. Da
häufig Mischformen mit nur zum Teil graphitisierten Fasern auftreten, wird weiterhin zwi-
schen isotropen Fasern mit unstrukturierter Kohlenstoffstruktur und anisotropen Fasern mit
einer hohen inneren graphitischen Struktur unterschieden. Die erreichte graphitische Struktur
hängt überwiegend von der thermischen Nachbehandlung der Kohlenstofffasern ab. Anisotro-
pe Fasern weisen durch ihre geordnete Struktur eine höhere Zugfestigkeit auf als isotrope.
Die Kohlenstofffasern werden auch nach ihren Eigenschaften unterschieden. Fasern mit ei-
nem Elastizitätsmodul zwischen 200 GPa und 300 GPa werden als IM (Intermediate Modu-
lus) Fasern bezeichnet. Ab einem Elastizitätsmodul von 350 GPa bis 450 GPa spricht man
von HM (High Modulus) Fasern. Liegt der Elastizitätsmodul über 450 GPa, so zählen diese
zu den UHM (Ultra High Modulus) Fasern. High Tenacity (HT) Fasern besitzen eine Bruch-
dehnung über 1 % und eine sehr hohe Zugfestigkeit über 300 MPa, meist sogar über
3000 MPa. [13, 15]
Je nach Ausgangsstoff unterscheidet man weiterhin zwischen PAN-Kohlenstofffasern, welche
aus Polyacrylnitril-Precursoren gewonnen werden und Pechkohlenstofffasern, welche aus
gesponnenen Pechfasern stammen [13, 15, 16].
2.2.2 Struktur und Eigenschaften
Die Struktur des Kohlenstoffs in Kohlenstofffasern ist an die des Graphits angelehnt [17].
Betrachtet man den Gitteraufbau der Graphitstruktur (Abb. 2.2), so erkennt man die stark ani-
sotropen Eigenschaften des Graphits. Die starken kovalenten Bindungen entlang der Graphit-
schichten besitzen eine Bindungsenergie von 4,3 eV. In Querrichtung zu den Graphitschichten
bestehen hingegen nur schwache Van-der-Waals-Bindungen mit einer Bindungsenergie von
0,07 eV. Somit resultiert in Querrichtung ein geringer theoretischer E-Modul von 36 GPa.
Entlang der Graphitschicht ergibt sich jedoch der sehr hohe theoretische E-Modul von 1000
GPa. [18, 19]
Abbildung 2.2 zeigt das Strukturmodell einer PAN-Faser [20]. An der Oberfläche findet man
eine überwiegend parallele Ausrichtung der einzelnen Graphitebenen. Im Inneren der Faser
herrscht jedoch ein niedrigerer Ordnungsgrad vor. Die Vorzugsorientierung hängt von den
Herstellungsbedingungen und dem Ausgangsmaterial (Zellulose, PAN, MPP) ab und ist mit
dem E-Modul in Faserlängsrichtung verknüpft [21]. Für die Herstellung hochfester Fasern

Grundlagen und Stand der Technik 12
muss eine möglichst parallele Anordnung der einzelnen Graphitebenen zur Faserachse ange-
strebt werden.
Abbildung 2.2: Gitterstruktur von Graphit (links) und Strukturmodell einer PAN-Faser
(rechts) [20]
In Abbildung 2.3 ist der spezifische Elastizitätsmodul verschiedener Materialien aufgetragen.
Er ergibt sich, wenn man den E-Modul auf die Dichte normiert. Gezeigt sind die hohen spezi-
fischen E-Module verschiedener Kohlenstofffasern gegenüber Aramid- und Glasfasern. Ne-
ben den hohen Steifigkeiten im Vergleich zu anderen Materialien werden auch die Unter-
schiede zwischen den verschiedenen Kohlenstofffaserarten deutlich. Zum Vergleich sind die
spezifischen E-Module einiger Metalle und die eines graphitischen Einkristalls dargestellt. Im
Idealfall kann eine Kohlenstofffaser bis zu 80 % des theoretisch möglichen spezifischen E-
Moduls eines graphitischen Einkristalls erreichen. Da ein höherer E-Modul meist durch ther-
mische Nachbehandlung und Graphitisieren bei hohen Temperaturen erreicht wird, steigen die
Kosten der Fasern mit höherer Steifigkeit. [13, 22]
Faserober-fläche
Faserachse
Faserkern

Grundlagen und Stand der Technik 13
Abbildung 2.3: Spezifischer E-Modul verschiedener Fasern im Vergleich zu einem
graphitischen Einkristall entlang der Graphitschicht [13]
Die Anisotropie der Faserstruktur schlägt sich auch im thermischen Ausdehnungskoeffizien-
ten αt nieder. In Faserlängsrichtung besitzt αt ein negatives Vorzeichen, senkrecht zur Faser-
achse aber ein positives. Die Faser wird bei Erwärmung somit kürzer, nimmt aber im Umfang
zu. Weitere wichtigste physikalische Eigenschaften verschiedener Kohlenstofffasern sind in
Tabelle 2.2 aufgelistet. Gerade bei der Wärmeleitfähigkeit ist auf die verwendete Faserart zu
achten, da sich je nach Herstellungs- und Nachbehandlungsprozess stark unterschiedliche
Werte ergeben.
Faser Dichte
[g/cm3]
Elektrischer Widerstand
[Ω/m]
WärmekapazitätCp
[J/gK]
Wärmeleitfähigkeitλ
[W/mK] PAN-HT 1,76-1,81 1,5-2,4 0,71 8-20 PAN-HM 1,82-2,00 0,6-1,0 0,71 60-100 Anisotrope Pech-Faser 2,00-2,15 0,4-1,1 0,93 110-375
Isotrope Pech-Faser 1,60 5-10 15
Tabelle 2.2: Vergleich der Eigenschaften verschiedener C-Fasern [13]
Kohlenstofffasern sind weiterhin chemisch sehr beständig. Nur Flusssäure und starke Oxida-
tionsmittel können die Fasern angreifen. Die Widerstandskraft von Graphit gegen eine Viel-
zahl von Chemikalien wird im Anlagenbau bereits ausgenutzt. Nachteilig ist die Reaktivität

Grundlagen und Stand der Technik 14
mit Metallen, besonders mit Aluminium bei Temperaturen unter 1000 K sowie die Reaktivität
mit oxidierten Feststoffen bei Temperaturen über 1000 K. [13]
2.2.3 Herstellungsverfahren
Alle kommerziellen Verfahren zur Herstellung von Kohlenstofffasern basieren auf der Kar-
bonisierung von Polymerfaserprecursoren. Die drei etablierten Ausgangsmaterialien hierfür
sind Zellulose, PAN und Pech.
In einem ersten Verfahrensschritt wird ein organischer Faserprecursor gesponnen, der an-
schließend unterhalb von 300°C oxidiert wird. Durch diese Stabilisierung wird der Faserpre-
cursor unschmelzbar gemacht. Das Schrumpfen während der Stabilisierung wird durch festes
Einspannen verhindert. Beim Stabilisierungsvorgang bilden sich bei den Zellulose- und PAN-
Fasern aromatische Ringsysteme, welche durch den Luftsauerstoff vernetzt werden. Da im
Pech als Ausgangsmaterial die aromatische Ringstruktur schon vorhanden ist, beschränkt sich
die Stabilisierung bei MPP-Fasern auf die Vernetzungsreaktion [14].
Die folgende Karbonisierung findet in Inertatmosphäre statt und kann bei PAN-Fasern in zwei
Schritten erfolgen. Dabei findet im ersten Prozessschritt eine Verkokung bei Temperaturen
bis 300°C statt. Die eigentliche Karbonisierung erfolgt dann bei etwa 1000°C. Während die-
ses Prozesses werden alle Elemente bis auf den Hauptanteil Kohlenstoff in Form gasförmiger
Verbindungen abgespalten. Der Kohlenstoffanteil steigt mit zunehmender Karbonisierungs-
temperatur. Bei der Karbonisierung von PAN kommen zur Herstellung von hochfesten HT-
PAN-Fasern Prozesstemperaturen bis zu 1600°C zum Einsatz.
Um die graphitische Fernstruktur zu erhöhen, kann sich ein dritter Prozessschritt bei Tempe-
raturen über 1800°C anschließen. Durch Graphitisierung bei Temperaturen bis 3000°C erhält
man hochmodulare HM-Fasern. Da dieser Prozessschritt sehr energieaufwendig ist, kosten
HM-Fasern ein Vielfaches des Preises der HT-Fasern.
Auf dem Markt haben sich weitgehend HT- und IM-Fasern aus PAN durchgesetzt, welche
sich durch ihre hohe Zugfestigkeit auszeichnen und durch das gängige Hitco-Verfahren her-
gestellt werden. Fasern aus Zellulose besitzen eine unzureichende graphitische Struktur und
werden aufgrund ihrer schlechten thermischen Leitfähigkeit überwiegend im Ofenbau als Iso-
lierwerkstoff eingesetzt. Pech als Ausgangsstoff ist wesentlich billiger als PAN, aber die Rei-
nigungs- und Aufbereitungskosten sind so hoch, dass Fasern aus PAN letztendlich preiswerter
sind. Wird das Pech lediglich geschmolzen, versponnen und graphitiert, erhält man isotrope
Kohlenstofffasern bescheidener Qualität. Erst die Überführung in die so genannte Mesophase

Grundlagen und Stand der Technik 15
durch eine Hydrierungsbehandlung erlaubt eine Orientierung der Kohlenstoff-Netzebenen
entlang der Faserachse durch Verstreckung während des Herstellprozesses. Dies erlaubt die
Herstellung von Fasern mit hoher Steifigkeit (HM). Bei gleichzeitiger hoher Zugfestigkeit
sind die Fasern nur für Spezialanwendungen wirtschaftlich einsetzbar.
2.2.4 C-Kurzfasern
Neben Kohlenstoff-Endlosfasern in Form zweidimensionaler Fasergewebe zur Verstärkung
von monolithischen Werkstoffen werden besonders für industrielle Serienfertigung auch Koh-
lenstoffkurzfasern eingesetzt. Dabei handelt es sich um geschnittene Endlosfasern mit einer
Länge von meist mehreren Millimetern, die kostengünstig aus Recyclingprozessen von End-
losfasern anfallen. Der Marktpreis für Kohlenstoffkurzfasern liegt heute bei ca. 20 Euro/kg
[2]. Kurzfaserverstärkte Verbundwerkstoffe können durch kostengünstige Verfahren wie
Spritzgießen, Extrudieren oder Sintern hergestellt werden [3]. Endlosfasern hingegen müssen
für die Verstärkung von Werkstoffen zu Geweben verarbeitet werden, wodurch weitere Kos-
ten von ca. 10 Euro/m2 Gewebe anfallen [2]. Durch die serientauglichen Herstellungsverfah-
ren für kurzfaserverstärkte Verbundwerkstoffe sind kürzere Taktzeiten bei der Komposit-
Formgebung und eine verschnittfreie Fertigung realisierbar [2]. Damit sind Kurzfasern so-
wohl in der Anschaffung als auch in der weiteren Verarbeitung günstiger als Endlosfasern.
Weitere Vorteile sind die endkonturnahe Realisierbarkeit komplexer Bauteilgeometrien sowie
die nahezu isotrope Verstärkung des Werkstoffs. Die isotrope Verstärkung ist allerdings nicht
bei allen Werkstoffen von Vorteil. Gerade für einseitig beanspruchte Bauteile, bei denen hohe
Festigkeiten benötigt werden, kommen endlosfaserverstärkte Komposits zum Einsatz. Diese
zeigen deutlich höhere Festigkeiten in Faserrichtung, auch wenn dies mit schlechten Scher-
und Querzugfestigkeiten verbunden ist. Die niedrige erreichbare Festigkeit schränkt die An-
wendungsmöglichkeiten kurzfaserverstärkter Keramiken ein. Dies gilt vor allem bei mecha-
nisch hohen Belastungen, da dann der entsprechende Sicherheitsbeiwert bei kurzfaserver-
stärkten Keramiken relativ gering wird oder für die Anwendung nicht mehr ausreichend ist.
Eine Erhöhung des Festigkeitspotentials ist z. B. durch das Aufbringen geeigneter Schutz-
und Gleitschichten auf die Fasern möglich. Eine Erhöhung der Festigkeit bei kurzfaserver-
stärkten CMCs würde einen wesentlichen Fortschritt bezüglich der Einsatzsicherheit solcher
Werkstoffe darstellen und neue Anwendungspotentiale für kostengünstig herstellbare kurzfa-
serverstärkte Verbundwerkstoffe schaffen.

Grundlagen und Stand der Technik 16
2.3 Faser-Matrix-Interface
Die Eigenschaften faserverstärkter Verbundwerkstoffe werden durch die drei Komponenten
Faser, Matrix und deren Grenzfläche, das so genannte Faser-Matrix-Interface, maßgeblich
bestimmt. Durch eine Beschichtung der Fasern kann das Faser-Matrix-Interface gezielt verän-
dert und somit die Eigenschaften der Verbundwerkstoffe anwendungsspezifisch optimiert
werden.
Ein bekanntes Problem bei kohlenstofffaserverstärkten Verbundwerkstoffen ist die Reaktivität
des Kohlenstoffes der Faser mit Komponenten des Matrixmateriales. Solche Reaktionen kön-
nen beim Herstellungsprozess des Verbundwerkstoffes selbst, aber auch während der Anwen-
dung auftreten, wenn das Bauteil hohen Temperaturen ausgesetzt ist. Durch eine Karbidbil-
dung am Faser-Matrix-Interface wird die Faseroberfläche angegriffen und somit die Festigkeit
der Faser verringert. Durch das Aufbringen geeigneter Diffusions- oder Reaktionsbarrieren in
Form von dünnen Schichten auf die Fasern können chemische Reaktionen zwischen Matrix
und Faser verhindert werden.
Auch die Anbindung der Faser an das Matrixmaterial kann durch eine Beschichtung der Fa-
sern gesteuert werden. Bei MMCs muss die Benetzbarkeit der Kohlenstofffasern für eine aus-
reichende Faser-Matrix-Anbindung verbessert werden, da die unbeschichtete Faseroberfläche
nur wenig aktive Zentren besitzt [23]. Durch eine Beschichtung mit z.B. Titandiborid (TiB2)
oder Titannitrid (TiN) kann bei der Herstellung von MMCs eine verbesserte Benetzung der
Fasern mit den metallischen Schmelzen erreicht werden und so eine starke Anbindung der
Fasern an das Matrixmaterial erreicht werden. Bei CMCs hingegen werden Gleitschichten wie
pyrolytischer Kohlenstoff (PyC) oder Bornitrid (BN) auf die Fasern aufgebracht, um die Haf-
tung mit der keramischen Matrix zu verringern. Liegt bei keramischen Faserverbundwerkstof-
fen eine zu starke Faser-Matrix-Anbindung vor, setzen sich bei kritischer Belastung in der
Matrix entstehende Risse in den Fasern fort. Das mechanische Verhalten dieses Werkstoffes
gleicht dem einer unverstärkten Keramik und zeigt ein typisches Sprödbruchverhalten auf.
Für eine verbesserte Bruchzähigkeit bei CMCs ist deshalb eine niedrige Grenzflächenfestig-
keit zwischen Faser und Matrix anzustreben. Jedoch muss die Anbindung stark genug sein,
um eine Lastübertragung von der Matrix auf die Fasern zu ermöglichen. Liegt eine für den
Werkstoff optimale Anbindung der Faser an die Matrix vor, wird die Faser im Bereich des
Matrixrisses zunächst nicht geschädigt und kann so die Rissflanken überbrücken (crack brid-
ging), bis die Bruchdehnung der Faser erreicht ist und diese bricht. Im weiteren Verlauf der
Rissausbreitung werden die gebrochenen Fasern aus der Matrix herausgezogen (Faser-pull-

Grundlagen und Stand der Technik 17
out) und es kommt zur Energiedissipation aufgrund der Reibungswirkung an der Grenzfläche.
Weiterhin kann es zur Rissablenkung und -verzweigung entlang der Grenzfläche kommen,
wodurch wiederum Rissenergie abgebaut wird. Grundlegende Voraussetzung für die energie-
dissipierenden Effekte wie Rissüberbrückung, Rissablenkung und Faserauszug ist der „De-
bonding-Effekt“, eine Enthaftung an der Faser-Matrix-Grenzfläche. Durch eine geeignete
Beschichtung der Fasern kann die Stärke des Faser-Matrix-Interfaces gesteuert werden und
unerwünschte Reaktionen an der Grenzfläche vermieden werden. Ein CMC mit optimaler
Faser-Matrix-Anbindung zeigt die in Abbildung 2.4 dargestellte Rissausbreitung mit zugehö-
rigem Spannungs-Dehnungsverlauf.
Abbildung 2.4: Rissausbreitung in faserverstärkter Keramik [24] (links) und Spannungs-
Dehnungs-Diagramm von Komposit und monolithischer Keramik [25]
(rechts)
Da Kohlenstofffasern in sauerstoffhaltiger Atmosphäre ab ca. 450°C zu oxidieren beginnen,
werden Faserbeschichtungen auch als Oxidationsschutz eingesetzt. Zwar können die Fasern
durch eine geeignete Matrix vor Oxidation geschützt werden, jedoch kann es an der Bauteil-
oberfläche oder durch Sauerstoffdiffusion ins Innere über Matrixrisse zur Oxidation kommen.
Durch Beschichtung der Fasern mit oxidationsbeständigen Schichten wie Siliziumkarbid
(SiC), TiB2 oder BN kann somit der Einsatzbereich kohlenstofffaserverstärkter Verbundwerk-
stoffe unter Voraussetzung einer geeigneten Matrix auf den oxidativen Hochtemperaturbe-
reich erweitert werden.
Abbildung 2.5 zeigt zusammenfassend die Aufgaben des Faser-Matrix-Interfaces und die An-
forderungen an eine optimale Beschichtung.
Faser
Matrix Faserbruch Faser-pull-out
Rissablenkung Matrixriss
Span
nung
Dehnung
unverstärkte Matrix
erste Matrixrisse Komposit
Matrixbruch / Rissablenkung
Faser-pull-out
Faserbruch

Grundlagen und Stand der Technik 18
Abbildung 2.5: Anforderungen an das Faser-Matrix-Interface [26]
Die Beschichtung von Kohlenstoffendlosfasern zur Verbesserung der mechanischen Eigen-
schaften von Verbundwerkstoffen ist seit Mitte der 1960er Jahre bekannt. Erste Erfolge wur-
den mit PyC beschichteten Fasern in Harzmatrizen erzielt [27]. Durch eine Beschichtung mit
SiC konnte die Oxidationsbeständigkeit von Kohlenstofffasern deutlich gesteigert werden
[28]. Dickere SiC-Schichten auf Kohlenstofffasern verschlechtern allerdings auch die Faser-
eigenschaften, da aufgrund der unterschiedlichen thermischen Ausdehnungskoeffizienten er-
hebliche Resteigenspannungen entstehen können [29]. Durch eine Multilayerbeschichtung mit
PyC als Gleitschicht direkt auf der Faser und einer abschließenden SiC-Schicht konnten so-
wohl die mechanischen Eigenschaften als auch die Oxidationsbeständigkeit deutlich verbes-
sert werden [30]. Obwohl in der Literatur inzwischen viele Interface-Schichten für CMCs
bekannt sind [31], werden laut Naslain [32] nur wenige als sinnvoll angesehen. Als erfolg-
reich haben sich Verbindungen mit einer schichtartigen Kristallstruktur wie PyC oder hexa-
gonales BN herausgestellt. Aber auch Multilayerverbunde mit einer schichtartigen Mikro-
struktur wie (PyC-SiC)n oder (BN-SiC)n gelten als viel versprechend, um die Eigenschaften
von CMCs zu verbessern [32].
Auch das Interface von MMCs kann durch Faserbeschichtung optimiert werden. Umfassende
Untersuchungen bei Langfaserverbunden haben gezeigt, dass eine möglichst flächenhafte
Anbindung, wie sie z.B. bei einer TiN-Beschichtung vorliegt, optimal ist. Faser-Matrix-
Reaktionen müssen unterdrückt werden, da die punktuelle Anbindung durch Bildung von re-
aktionsfähigen Produkten zwar die Grenzfläche stärkt, aber den Gesamtverbund schwächt
Matrix
Beschichtung
C-Faser
Beständigkeit der Schicht gegenüber dem Matrixmaterial
Reaktion- und Diffusionsbarriere
Benetzungsförderer
Oxidationsschutz
Haftvermittler Auf
gabe
der
Gre
nzflä
che
Bes
chic
htun
g/M
atrix
Aufgabe der G
renzfläche Faser/B
eschichtung
Optimales Haftvermögen der Schicht auf der Faser
Erhaltung der mechani-schen Eigenschaften der Fasern (Festigkeit, Bruchdehnung, E-Modul)
Schichtdicke ≈ 100 nm

Grundlagen und Stand der Technik 19
[33]. Durch eine Faserbeschichtung mit PyC/TiN-Doppelschicht konnte die Biegefestigkeit
der Magnesium-Aluminium-Legierung AZ91 signifikant verbessert werden [34]. SiC-
Beschichtungen haben sich für die Erhöhung der elektrochemischen Korrosionsbeständigkeit
von faserverstärktem Aluminium als erfolgreich erwiesen [35].
Die hier aufgeführten Beispiele zur Verbesserung der Eigenschaften von kohlenstofffaserver-
stärkten Verbundwerkstoffen beziehen sich auf die Beschichtung von Endlosfasern oder Fa-
sergeweben. In der Literatur sind keine Verfahren zur allseitigen Beschichtung von Kohlen-
stoffkurzfasern im technischen Maßstab bekannt. Für manche Anwendungen werden be-
schichtete endlose Kohlenstofffasern zu Kurzfasern geschnitten und als Verstärkungskompo-
nente in Verbundwerkstoffen eingesetzt [35]. Die beim Schneiden entstandenen ungeschütz-
ten Faserenden beeinflussen aber die Verbundeigenschaften negativ. Durch eine vollständige
Beschichtung der Kurzfasern ist es möglich, einerseits eine Reaktion der reaktiven Faserstirn-
flächen mit der Matrix sowie eine Oxidation zu vermeiden und andererseits eine verbesserte
Anbindung der Faserenden in der Matrix zu erreichen. Letzteres ist von Bedeutung, da oft-
mals an den Faserenden bei thermomechanischer Belastung Hohlräume entstehen, die schließ-
lich zum Versagen des Werkstoffes führen [36].
Um Kohlenstoffkurzfaserbündel effektiv und wirtschaftlich mit keramischen Materialien im
Nanometerbereich beschichten zu können, muss ein geeignetes Beschichtungsverfahren zum
Einsatz kommen. Dabei sind gewisse Anforderungen wie kontinuierlicher Betrieb des Verfah-
rens, kompakte und homogene Schichtausbildung auf allen Filamenten möglichst ohne Brü-
ckenbildung oder Zusammenwachsen der Faser und eine gute Reproduzierbarkeit des Verfah-
rens hinsichtlich Schichteigenschaften und Schichtdicke für den Prozess unerlässlich.
2.4 Abscheidungsverfahren zur Erzeugung dünner Schichten auf Fasern
Zur Erzeugung dünner keramischer Schichten auf Faserbündeln sind prinzipiell zwei Verfah-
ren geeignet. Dabei unterscheidet man die Abscheidung aus der Gas- und der Flüssigphase.
Die Beschichtung aus der Flüssigphase ist kostengünstiger durchzuführen, bereitet aber Prob-
leme bei der Ausbildung geschlossener und homogener Schichten. Weiterhin kann es zur
Brückenbildung und zu einem Zusammenwachsen der einzelnen Faserfilamente kommen. Bei
der Abscheidung aus der Gasphase unterscheidet man zwischen Physikalischer Gasphasenab-
scheidung (physical vapor deposition, PVD) und Chemischer Gasphasenabscheidung
(chemical vapor deposition, CVD). Während die CVD durch die hohe Streukraft des Prozes-

Grundlagen und Stand der Technik 20
ses gut für die Infiltration von Faserbündeln geeignet ist, beschränkt sich das PVD-Verfahren
auf die Beschichtung einfacher Geometrien. Eine Beschichtung einzelner Filamente in einem
Faserbündel mittels PVD ist nicht möglich. Trotz der höheren Verfahrenskosten im Vergleich
zur Beschichtung aus der Flüssigphase ist die CVD das gängigste Verfahren für die Beschich-
tung von Fasern mit Schichtstärken im Nanometerbereich.
2.4.1 Abscheidung aus der Flüssigphase
Für die Beschichtung von Endlosfasern aus der Flüssigphase kommen das Sol-Gel-Verfahren
und die Polymerpyrolyse zum Einsatz [37]. Die beiden Verfahren unterscheiden sich lediglich
in der Art der verwendeten Precursoren und der chemischen Reaktionen zur Schichtausbil-
dung.
2.4.1.1 Sol-Gel-Verfahren
Beim Sol-Gel-Verfahren werden für die Faserbeschichtung Metallalkoxide in einem organi-
schen Lösungsmittel gelöst. Die Faserbündel werden durch diese Beschichtungslösung gezo-
gen und danach einer chemischen Reaktion unterworfen, um das Schichtsystem zu erhalten
[38, 39]. In einer ersten Reaktion werden die aufgebrachten Precursormoleküle hydrolysiert.
Anschließend werden aus den hydrolysierten Molekülen durch Polykondensation vernetzte
molekulare Verbände auf der Faseroberfläche geformt. Beim Fortschreiten dieser Reaktion
wird der metallorganische Precursor über die Reaktionsschritte Nukleation und Wachstum in
eine Metalloxidschicht umgewandelt. Um Nitride zu erhalten, muss die Hydrolysereagenz
Wasser durch Ammoniak ersetzt werden. Um die nach der Schichtbildung noch enthaltenen
Lösungsmittel zu entfernen, werden die beschichteten Fasern einer Wärmebehandlung unter-
zogen. Hierfür werden die Faserbündel durch einen oder mehrere Trockenöfen gezogen. An
dieser Stelle können toxische Nebenprodukte entstehen.
Mit diesem Verfahren können Schichtdicken von 150 nm reproduzierbar hergestellt werden.
Für Schichtdicken >200 nm wird der Prozess mehrmals wiederholt. Dabei führen unterschied-
liche Prozessbedingungen und die bei der Verdampfung des Lösungsmittels auftretende
Schrumpfung sowie unterschiedliche thermische Ausdehnungskoeffizienten häufig zur Aus-
bildung von Rissen in der Schicht [37].

Grundlagen und Stand der Technik 21
2.4.1.2 Polymerpyrolyse
Bei dem Verfahren der Polymerpyrolyse werden statt der metallorganischen Precursoren or-
ganische Polymere oder Oligomere verwendet. Anstelle der Hydrolyse mit Wasser oder Am-
moniak wird bei der Polymerpyrolyse eine Polymerisationsreaktion zum Schichtaufbau ge-
nutzt. Durch die Wahl der organischen Precursoren kann die Zusammensetzung der Schichten
variiert werden. Mit dieser Technik können keramische Schichten auf Siliziumbasis und Koh-
lenstoffschichten aus Phenolharz oder Pech abgeschieden werden. Die für die Polymerpyroly-
se erforderlichen Apparaturen sind bis auf den Hydrolyseofen mit denen für das Sol-Gel-
Verfahren identisch [37].
Verschiedene Precursoren zur Abscheidung von SiC, SiCN, SiBCN, SiCO und Kohlenstoff
mit amorpher oder graphitischer Struktur aus der Flüssigphase wurden von Gadow et al. [40-
45] untersucht. Mit dem so genannten Continuous Liquid Phase Coating (CLPC) Verfahren
können in einer Pilotanlage 25 m/h Endloskohlenstofffasern beschichtet werden [43]. Die
erreichten Schichtdicken liegen dabei zwischen 100 und 500 nm [41]. Bei hohen Temperatu-
ren im Keramisierungsprozess der Schichten kommt es jedoch zu einem Aufrauen der
Schichtoberfläche und zur Ausbildung von Schichtdefekten [43]. Auch über das Zusammen-
wachsen der einzelnen Faserfilamente zu Minifaserkomposits bei zu hohen Precursorkon-
zentrationen wird berichtet [43]. Weiterhin ist das CLPC-Verfahren auf die Beschichtung von
Endlosfasern beschränkt. Eine Beschichtung aus der Gasphase bietet zudem auch die Mög-
lichkeit, die Zusammensetzung der abgeschiedenen Schichten zu variieren.
2.4.2 Physikalische Gasphasenabscheidung (PVD)
Beim Verfahren der PVD wird ein festes Ausgangsmaterial durch Einwirken physikalischer
Mechanismen in die Gasphase überführt und auf einem Substrat im Vakuum abgeschieden.
Das Ausgangsmaterial wird durch Verdampfen, Ionenbeschuss, Laserbeschuss oder eine
stromstarke elektrische Entladung in die Gasphase überführt. Nach einem Transport der Gas-
phasen-Spezies durch eine Vakuumkammer kommt es auf der Substratoberfläche zur Kon-
densation und anschließendem Schichtwachstum. Dabei können die einzelnen Prozessschritte
unabhängig voneinander variiert und gesteuert werden. Mit zunehmender Entwicklung der
grundlegenden Technologie haben sich viele Verfahrensvarianten ausgeformt, die einer der
folgenden drei Gruppen zugeordnet werden können [46]:

Grundlagen und Stand der Technik 22
• Aufdampfen
• Sputtern
• Ionenplattieren
Beim Aufdampfen wird das Schichtmaterial im Vakuum über seinen Siedepunkt erhitzt und
so in den gasförmigen Zustand überführt. Die zum Verdampfen benötigte Energie kann dabei
durch eine Widerstands- oder Induktionsheizung, einen Laser- oder Elektronenstrahl oder
durch einen Lichtbogen in das Material eingebracht werden. Das Schichtwachstum findet
durch Kondensation der Gasphasen-Spezies auf dem vergleichsweise kalten Substrat statt.
Das Verdampfungsverfahren zeichnet sich durch hohe Abscheidungsraten und gleichmäßige
Schichten aus. Jedoch ist das Haftungsvermögen der abgeschiedenen Schichten durch die
geringe Energie der auftreffenden Spezies auf dem Substrat beschränkt.
Beim Sputterprozess wird im Hochvakuum ein Plasma durch eine Gleich- oder Hochfre-
quenzspannung zwischen zwei Elektroden gezündet. Die positiv geladenen Gasionen (meist
Argonionen) werden Richtung Target, welches als Kathode geschalten ist, beschleunigt.
Durch ihre hohe kinetische Energie werden beim Aufprall auf die Kathode Atome aus dem
Target-Material durch Impulsübertragung herausgeschlagen und in Richtung Substrat be-
schleunigt. Durch den Sputterprozess können sehr gut haftende Schichten erzeugt werden.
Nachteilig sind die geringen Abscheidungsraten.
Das Ionenplattieren ist ein PVD-Prozess, bei dem die Substratoberfläche und der wachsende
Film mit hochenergetischen Ionen bombardiert werden, um den Wachstumsprozess und die
Schichteigenschaften zu beeinflussen. Die auftreffenden Ionen dienen zum kontinuierlichen
Reinigen der Substratoberfläche, können aber auch aktiv in die Schicht mit eingebaut werden.
Die abzuscheidende Schicht wird aus einer Verdampfer-Quelle zugeführt und im Plasma teil-
weise ionisiert. Durch eine negative Vorspannung am vorgeheizten Substrat werden die Ionen
auf dessen Oberfläche beschleunigt. Auf diese Weise wächst auf dem Substrat eine Schicht
des Target-Materials auf, während immer wieder ein Teil des Substrats bzw. der Schicht
durch den Ionenbeschuss abgetragen wird. Das Ionenplattieren vereinigt die Vorteile des Ver-
dampfungsverfahrens mit denen des Sputterprozesses. Der Prozess zeichnet sich durch relativ
hohe Abscheidungsraten und gute Schichthaftung aus.
Mit den verschiedenen PVD-Varianten können fast alle Metalle und auch Kohlenstoff in sehr
reiner Form abgeschieden werden. Führt man dem Prozess Reaktivgase wie Sauerstoff, Stick-
stoff oder Kohlenwasserstoffe zu, lassen sich auch Oxide, Nitride oder Karbide abscheiden.
Der gemeinsame Nachteil aller PVD-Verfahren ist die geringe Streukraft des Prozesses.

Grundlagen und Stand der Technik 23
Komplexe Substratgeometrien sind nicht oder nur mit sehr großem apparativen Aufwand
gleichmäßig zu beschichten. Zwar ist in der Literatur die Beschichtung von keramischen Fa-
sern [37, 47] und auch von Kohlenstofffasern [48] bekannt, jedoch ist eine homogene Be-
schichtung aller Filamente eines Faserbündels mit einem PVD-Verfahren nicht realisierbar.
2.4.3 Chemische Gasphasenabscheidung (CVD)
Die CVD-Technik hat ihren Ursprung Ende des 19. Jahrhunderts. Damals wurde sie von der
Glühlampenindustrie eingesetzt, um aus der Gasphase Wolfram auf Kohlefadenwendel abzu-
scheiden. Dadurch sollte die mechanische Festigkeit von Glühlampenfilamenten erhöht wer-
den. Der Begriff CVD wurde allerdings erst 1960 von J. M. Blocher geprägt. Mit diesem Beg-
riff sollte die chemische Gasphasenabscheidung von physikalischen Beschichtungsverfahren
unterschieden werden. Heute wird die CVD hauptsächlich zur Beschichtung und Veredelung
von Oberflächen eingesetzt. Dabei können auch Substrate mit komplexer Geometrie beschich-
tet werden. Typische Anwendungen sind im Bereich der Mikroelektronik, der Optik, des Kor-
rosionsschutzes und von faserverstärkten Werkstoffen zu finden.
Die CVD ist ein Verfahren, bei dem aus der Gasphase durch chemische Reaktionen feste
Schichten auf einem Substrat abgeschieden werden. Dabei werden feste oder flüssige Edukte,
so genannte Precursoren, verdampft oder direkt gasförmig dosiert und mittels eines Trägerga-
ses in den Reaktor eingebracht. Die Reaktionen werden durch Zuführung von Wärme oder
Strahlungsenergie initiiert. Wesentlich für die Durchführbarkeit der Reaktionen ist, dass ge-
eignete gasförmige Verbindungen für die Schichtbildung existieren. Als Produkte der Reakti-
onen entstehen wirtschaftlich nutzbare Feststoffüberzüge und flüchtige Nebenprodukte.
Die CVD hat mit der PVD als Gasphasenabscheidung atomistischer Natur viele Parallelen,
wesentliches Unterscheidungskriterium ist jedoch das Abscheiden mittels einer chemischen
Reaktion, während bei der PVD die abzuscheidende Spezies meist direkt vorliegt. Dadurch ist
der CVD-Prozess nicht auf eine zweidimensionale Beschichtung beschränkt. Durch die hohe
Streukraft, mit welcher die Gase in den Reaktor gelangen, können auch komplizierte Sub-
stratgeometrien homogen beschichtet werden. Ein weiterer Vorteil ist, dass der CVD-Prozess
keine Ultrahochvakuumeinheit benötigt. Somit sind CVD-Anlagen vergleichsweise wirt-
schaftlicher und flexibler als entsprechende PVD-Anlagen. Die große Limitierung der CVD-
Verfahren ist die relativ hohe Betriebstemperatur von über 900°C. Diese kann zwar mit den
Verfahren der Plasma-CVD oder der metallorganischen CVD (MOCVD) abgesenkt werden,
jedoch sind diese Verfahren auch kostspieliger.

Grundlagen und Stand der Technik 24
2.4.3.1 Precursoren
Precursoren sind Vorläufersubstanzen, welche die Schichtkomponenten entweder als fertiges
chemisches Strukturelement (”single source” Prinzip) oder unzusammenhängend in ihrer Mo-
lekülstruktur enthalten [49]. Die Precursoren sind thermisch instabile Verbindungen, die sich
durch Zufuhr von Energie zersetzen. Die am häufigsten als Precursoren verwendete Verbin-
dungsklasse für die CVD-Prozesse ist die der Halogenide. Sie enthalten keine Kohlenstoff-
atome und gehören zu den anorganischen Precursoren. Der große Vorteil der Halogenide ist
deren Flüchtigkeit. Sie haben jedoch den Nachteil hoher Aggressivität, besonders bei hohen
Abscheidungstemperaturen (> 700°C). In den letzten Jahren haben die metallorganischen
Verbindungen (MOCVD) an Bedeutung gewonnen. Darunter versteht man alle Verbindun-
gen, die organische Bestandteile besitzen, aber keine Kohlenstoff-Metall-Bindungen. Hierzu
gehören z.B. Alkyle, Alkoholate, Diketonate. Metallorganische Precursoren sind meistens
Verbindungen, die sich bei niedrigen Temperaturen zersetzen, sind aber toxisch und relativ
teuer. Die dritte große Gruppe ist die Gruppe der organometallischen Precursoren, die Metall-
Kohlenstoffverbindungen aufweisen. Typische Vertreter sind meist extrem toxische Verbin-
dungen wie z.B. Metallcarbonyle. Die Precursoren spielen eine wichtige Rolle in den CVD-
Prozessen. Die gewünschte Schicht soll aus dem gewählten Precursor so rein wie möglich
herstellbar sein und bei industriellen Anwendungen sicherheitstechnisch unbedenklich sowie
kostengünstig sein. Durch eine richtige Auswahl des Precursors ist eine gezielte Durchfüh-
rung des CVD-Prozesses möglich. Deswegen sollen die Precursoren folgende Voraussetzun-
gen erfüllen [49, 50]:
• leicht verdampfbar
• in hoher Reinheit verfügbar
• Zersetzung bei niedrigen Temperaturen
• langzeitstabil
• thermisch stabil während der Verdampfung
• selektive Reaktion zum Produkt
• nicht toxisch, korrosiv oder pyrophor
• keine Bildung umweltbedenklicher Nebenprodukte (Abgasentsorgung)
• kostengünstig, kommerziell und in technischen Mengen erhältlich

Grundlagen und Stand der Technik 25
Bei vielen CVD-Prozessen werden die zu reagierenden Gase nicht pur in den Reaktor geleitet,
sondern mit einem Trägergas verdünnt. Somit kann die Strömungsgeschwindigkeit gesteuert
und eine gleichmäßige Verteilung des Reaktionsgases im Reaktor erreicht werden.
2.4.3.2 Aktivieren der Reaktion
Da bei der CVD chemische Reaktionen ablaufen, muss eine Aktivierungsenergie eingebracht
werden, was drei verschiedene Varianten der CVD abgrenzt. So unterscheidet man die ther-
mischen, die Plasma- und die photonenaktivierten CVD-Verfahren [51].
• Plasma-CVD
Bei den Plasma-CVD-Verfahren erfolgt die Energiezufuhr durch die von einem Plasma er-
zeugten auf die Substratoberfläche treffenden Ionen oder Elektronen. Die Reaktionstempera-
tur kann somit auf 300 – 500°C gesenkt werden, was eine schonende Beschichtung für ther-
misch sensible Werkstoffe möglich macht. Es ist jedoch ein niedriger Anlagendruck von etwa
10-2 mbar und somit ein hoher apparativer Aufwand nötig, was sich in hohen Prozesskosten
niederschlägt.
• Photo-CVD
Mittels Lasern oder Lampen wird die Reaktion bei photonenaktiven CVD-Verfahren aktiviert.
Mit Lasern ist es möglich, auch lokal kontrolliert auf dem Substrat abzuscheiden, wenn durch
den Laser nur die gewünschte Fläche aktiviert wird. Man unterscheidet Laser-CVD-
Verfahren, bei denen das Substrat lokal erwärmt wird und Verfahren, bei denen die Energie
durch Adsorption des Laserlichtes durch die reaktiven Spezies übertragen wird.
• Thermisch induzierte CVD
Am weitesten verbreitet sind aufgrund des apparativ geringen Aufwands die thermischen
CVD-Verfahren. Durch direkte oder indirekte Beheizung auf Temperaturen über 750°C wird
die Aktivierungsenergie eingebracht. Die hohen Beschichtungstemperaturen sind ein Haupt-
nachteil der thermisch induzierten CVD. Jedoch kann mit moderaten Drücken gearbeitet wer-
den, wobei es auch spezielle Verfahren im Niederdruckbereich gibt. Man unterscheidet Heiß-
und Kaltwandreaktoren, je nach dem, ob der gesamte Reaktorraum oder nur das zu beschich-
tende Substrat beheizt wird. Der Heißwandreaktor ist von einem isothermen Ofen umgeben,
der durch eine Widerstandsheizung auf Reaktionstemperatur gebracht und gehalten wird.

Grundlagen und Stand der Technik 26
Heißwandreaktoren können sehr groß sein und so mit vielen Substraten bestückt werden. Sie
werden im Allgemeinen diskontinuierlich betrieben. Von Vorteil ist der einfache Aufbau und
die Betriebsweise. Durch die Möglichkeit der genauen Temperatureinstellung und der homo-
genen Temperaturverteilung können im Heißwandreaktor sehr gleichmäßige Schichten er-
zeugt werden. Heißwandreaktoren bieten einen einfachen Anlagenaufbau und eine einfache
Steuerung mit isothermer Temperaturführung sowie hohe Flexibilität. Von Nachteil ist je-
doch, dass auch die Reaktorwand mitbeschichtet wird. Dies kann später zu Verunreinigungen
führen, wenn die Beschichtung abplatzt und führt zu einem erhöhten Verbrauch an Precurso-
ren. Im Kaltwandreaktor wird das zu beschichtende Substrat direkt durch eine Widerstands-
oder Induktionsheizung beheizt. Da die meisten CVD-Reaktionen endotherm sind, findet die
Abscheidung bevorzugt auf dem heißen Substrat statt. Die kälteren Wände des Reaktors blei-
ben hingegen unbeschichtet. Dies hat eine hohe Precursorausnutzung zur Folge. Weiterhin
sinkt die Gefahr unerwünschter Gasphasenreaktionen, die zu einer Pulverbildung führen
könnten. In Kaltwandreaktoren dominiert wegen der schwierigen Temperaturkontrolle meist
die stofftransportlimitierte Prozessführung. Weiterhin entsteht bei Kaltwandreaktoren ein grö-
ßerer Temperaturgradient zwischen Gasphase und Substrat, was zur thermischen Diffusion
und einer Vergrößerung der Grenzschicht führt. Dies kann sich negativ auf die Schichteigen-
schaften auswirken. [49, 50, 52, 53]
2.4.3.3 Anwendung
Mittels CVD können gasdichte Schichten auf jegliche Substratgeometrie aufgebracht werden.
Über die Versuchsparameter kann man die Mikrostruktur der Schichten beeinflussen sowie
die Abscheidungsrate kontrollieren. Der Anlagenaufbau ist relativ einfach und setzt somit nur
geringe Investitionskosten voraus. Anwendungen liegen im Bereich der Pyrometallurgie, bei
elektronischen und optoelektronischen Materialien, Oberflächen modifizierenden Schichten
und keramischen Fasern sowie Keramik-Matrix-Verbundwerkstoffen. Beispielsweise werden
zur Steigerung der Abriebsfestigkeit 4 - 8 µm dicke Titannitrid-Schichten mittels CVD auf
Schneidwerkzeuge abgeschieden. Teile von Verbrennungsmotoren werden aus Gründen der
Leichtgängigkeit und Schmierung mit 4 - 10 µm dicken Molybdendisulfid-Schichten be-
schichtet. [52, 54]
Zur Beschichtung von Fasern kommen verschiedene CVD-Verfahren zum Einsatz. Neben der
thermisch induzierten CVD sind auch Laser- und Plasma-Verfahren von Bedeutung.

Grundlagen und Stand der Technik 27
Die thermisch induzierte CVD ist apparativ am einfachsten durchzuführen und wird zur Be-
schichtung unterschiedlichster Fasermaterialien eingesetzt. So werden z.B. Keramik- und
Kohlenstofffasern mit Interface-Schichten für CMCs [55-59] und MMCs [60, 61] beschichtet.
Auch die Abscheidung von Mehrschichtsystemen auf Kohlenstofffasern für die Anwendung
in MMCs ist möglich [34]. Metallorganischen Precursoren werden mit thermisch induzierter
MOCVD zur Beschichtung von Keramikfasern mit Aluminiumoxid und Chromoxid einge-
setzt [62].
Mittels Laser-CVD kann das Prinzip eines Kaltwandreaktors realisiert werden. Eingesetzt
wird dieses Verfahren unter anderem zur Hochgeschwindigkeitsbeschichtung von Fasern für
die Anwendung in CMCs [63]. Neben der kontinuierlichen Beschichtung von Kohlenstofffa-
sern [64, 65] wird auch von der Beschichtung von Keramikfaserbündeln berichtet [66].
Durch den Einsatz von Plasma-CVD ist die Beschichtung von Fasern bei geringen Substrat-
temperaturen möglich. Plasma-CVD wird sehr häufig zur Beschichtung optischer Fasern ein-
gesetzt [67-69]. Weitere Anwendungen liegen im Bereich der Abscheidung von Siliziumnitrid
und Zinnoxid auf Kohlenstoff- und Keramikfasern [70-72].
2.4.3.4 Anlagenaufbau
Eine CVD-Anlage kann grundsätzlich in die drei Hauptkomponenten, Dosiereinheit für Reak-
tanden und Trägergas, Reaktor und Vakuumeinheit eingeteilt werden, wie in Abbildung 2.6
dargestellt ist.
Abbildung 2.6: Schematischer Aufbau einer CVD-Anlage
Flüssige oder feste Precursoren müssen erst in den gasförmigen Zustand übergeführt werden.
Trägergase sind meist Helium, Argon und Stickstoff. Die Gase werden mit Steuer- und Re-
geleinheiten dosiert und vermischt dem Reaktor zugegeben. Im Reaktor erfolgt die Aktivie-
rung der Reaktion über die genannten Möglichkeiten des Energieeintrages, was zur Abschei-
Reaktanden Trägergas
CVD-Reaktor
Vakuumeinheit
Abgase
Dosiereinheit

Grundlagen und Stand der Technik 28
dung führt. Zum Absaugen der Abgase aus dem Reaktor wird eine Vakuumpumpe nachge-
schaltet. Aufgrund der oft toxischen und aggressiven Abgase ist eine Nachbehandlung und
Abgasreinigung meist nötig. Eine Wiederaufbereitung der Abgase kann bei teuren Precurso-
ren auch in Frage kommen. [50]
2.4.3.5 Kinetik und Stofftransport
In der CVD müssen im Allgemeinen zwei unterschiedliche Reaktionstypen betrachtet werden.
Es handelt sich dabei um homogene Gasphasenreaktionen und heterogene Oberflächenreakti-
onen.
Von homogener Gasphasenreaktion spricht man, wenn die chemische Reaktion des Precursors
bereits in der Gasphase stattfindet. Diese Art der Reaktion tritt bevorzugt bei hohen Tempera-
turen und hohen Konzentrationen des Reaktionsgemisches auf. Auch eine Limitierung der
heterogenen Reaktion durch Stofftransport kann die homogene Gasphasenreaktion begünsti-
gen.
Die heterogenen Reaktionen finden auf der Substratoberfläche statt. Sie haben einen Phasen-
wechsel vom gasförmigen in den festen Zustand zur Folge. Prinzipiell gilt es, beim CVD-
Prozess die heterogene Oberflächenreaktion zu begünstigen, um eine möglichst hohe Fest-
stoffabscheidung auf der Substratoberfläche zu erhalten. Allerdings kann in einem Heißwand-
reaktor eine Reaktion in der Gasphase nie ganz verhindert werden und ist im Falle eines Re-
aktionsverlaufs über reaktive Zwischenprodukte sogar nötig [49].
Unter der Annahme einer nicht porösen Substratoberfläche lässt sich die Makrokinetik des
CVD-Prozesses in folgende Teilschritte zusammenfassen (Abb. 2.7) [49, 50]:
1. Konvektiver Transport der Edukte
2. Vorgelagerte Gleichgewichtsreaktion in der Gasphase
3. Diffuser Transport der Edukte zur Substratoberfläche
4. Adsorption der Edukte auf der Oberfläche
5. Oberflächenreaktion
6. Keimbildung
7. Schichtaufbau und Wachstum
8. Desorption der gasförmigen Nebenprodukte
9. Diffuser Transport der gasförmigen Nebenprodukte durch den Grenzfilm
10. Konvektiver Transport der Nebenprodukte

Grundlagen und Stand der Technik 29
Abbildung 2.7: Teilschritte des CVD-Prozesses
Beim CVD-Prozess kann der Stofftransport, die homogene Gasphasenreaktion oder die hete-
rogene Oberflächenreaktion die Geschwindigkeit der Abscheidung limitieren.
Im Falle einer Limitierung des Prozesses durch den Stofftransport sind die Diffusion der
Reaktanden durch die Grenzschicht zur Substratoberfläche und der Abtransport der Neben-
produkte zurück in die Gasphase die langsamsten Schritte. Eine Limitierung durch Stofftrans-
port tritt häufig bei hohen Temperaturen und Drücken im Reaktor auf. Durch die hohe Tem-
peratur wird die Oberflächenreaktion begünstigt. Jedes auf der Substratoberfläche ankom-
mende Molekül reagiert sofort ab. Weiterhin ist durch den erhöhten Druck die Grenzschicht
verbreitert, was die Diffusion der Stoffe durch diese erschwert.
Ist ein stofftransportlimitierter Prozess unerwünscht, kann durch eine Erhöhung der Strö-
mungsgeschwindigkeit die Grenzschichtdicke verringert werden. Eine Abschätzung für die
laminare Grenzschichtdicke eines annähernd planaren Substrates kann mit folgender Glei-
chung durchgeführt werden [73]:
]m[Rex5≅δ (2.1)
mit: δ : laminare Grenzschichtdicke [m]
x : Abstand zum Reaktoreingang [m]
Re : Reynoldszahl [-]
Substrat
Gasphase
Grenzfilm
1 2
3
45 6
78
9
10
Schicht
10
Pulverbildung

Grundlagen und Stand der Technik 30
Dabei berechnet sich die Reynoldszahl folgendermaßen:
η
ρ ulRe aktorRe ⋅⋅
= (2.2)
mit: Re : Reynoldszahl [-]
ρ : Dichte der Gase [kg/m3]
lReaktor : Charakteristische Länge des Reaktors [m]
u : Strömungsgeschwindigkeit der Gase [m/s]
η : Viskosität der Gase [kg/(m⋅s)]
Aus den Formeln (2.1) und (2.2) ist ersichtlich, dass sich Grenzschichtdicke mit sinkender
Strömungsgeschwindigkeit und zunehmendem Abstand zum Reaktoreingang vergrößert.
Im Falle einer Kontrolle des CVD-Prozesses durch die Oberflächenreaktion ist die Abschei-
dungsrate von der Menge an verfügbarem Reaktionsgas abhängig. Eine Reaktionskontrolle
liegt oft bei niedrigen Temperaturen und Drücken vor. Durch den niedrigen Druck erhält man
eine dünne Grenzschicht, durch welche die Moleküle schnell zur Substratoberfläche diffun-
dieren können und dort ein Überangebot an reaktiven Spezies stellen. Gleichzeitig ergibt sich
durch die niedrige Temperatur eine langsam ablaufende Oberflächenreaktion.
Eine Kontrolle durch die homogene Gasphasenreaktion ist eher unerwünscht. Bei sehr hohen
Temperaturen kommt es zur Gasphasennukleation, was zu einer Bildung von festen Reakti-
onsprodukten in der Gasphase führt. Dadurch stehen nicht mehr ausreichend reaktive Spezies
an der Substratoberfläche zur Verfügung und es kommt zu einer Verminderung der Abschei-
dungsrate.
Zusammenfassend lässt sich sagen, dass bei hohen Temperaturen Stofftransportlimitierung
und bei niedrigeren Temperaturen Reaktionslimitierung vorliegt. Dieser Zusammenhang lässt
sich mit der Arrhenius-Gleichung darstellen:
⎥⎥⎦
⎤
⎢⎢⎣
⎡⋅⎟
⎠⎞
⎜⎝⎛⋅=
−⋅
sm
mmolekk
n1
3TR
E
0S
A
(2.3)
mit: kS : oberflächenbezogene Reaktionsgeschwindigkeitskonstante [(mol/m3)1-n (m/s)]
k0 : Präexponentieller Faktor [(mol/m3)1-n (m/s)]
EA : scheinbare Aktivierungsenergie der chemischen Reaktion [kJ/mol]
R : universelle Gaskonstante [8,3144⋅10-3 kJ/(mol⋅K)]
T : Temperatur [K]

Grundlagen und Stand der Technik 31
Durch Logarithmieren erhält man eine Geradengleichung:
TR
Ekk AS ⋅
−= )ln()ln( 0 (2.4)
Trägt man ln(kS) gegen 1/T in einem Arrhenius-Diagramm auf, erhält man 3 Bereiche:
Abbildung 2.8: Arrhenius-Diagramm Im Bereich A in Abbildung 2.8 ist der Prozess bei niedrigen Temperaturen durch die Oberflä-
chenreaktion limitiert. Es ergibt sich als Steigung die Aktivierungsenergie der Oberflächenre-
aktion, welche meist über 40 kJ/mol liegt. Die Abscheidungsrate ist in diesem Bereich stark
von der Temperatur abhängig. Im Bereich B ist die Reaktionsgeschwindigkeit aufgrund der
höheren Temperatur schneller, weswegen hier der Stofftransport durch Diffusion limitierend
wird. Es ergibt sich eine geringe Abhängigkeit von der Temperatur, aber eine starke Abhän-
gigkeit vom Partialdruck des Precursors. Bei sehr hohen Temperaturen im Bereich C findet
eine homogene Gasphasenreaktion statt, womit der Precursor bereits vor der Oberflächenreak-
tion verarmt und die Abscheidungsrate auf der Substratoberfläche sinkt. Dieser Bereich ist in
der Regel unerwünscht.
1/T
ln(k)
m = -EA/R
m = -E0/R
A
C
B

Grundlagen und Stand der Technik 32
2.4.3.6 Chemische Gasphaseninfiltration (CVI)
Das CVI-Verfahren ist eine Prozessvariante der CVD. Während bei der CVD definitionsge-
mäß äußere Oberflächen beschichtet werden, erstreckt sich der CVI-Prozess auch auf die in-
nere Oberfläche. Poröse Substrate werden mit dem Prozessgas infiltriert, was zu einer
Schichtabscheidung in den Poren führt. Die Teilschritte des CVD-Prozesses (Kapitel 2.4.3.5)
sind um die Diffusionsprozesse in den Poren erweitert (Abb. 2.9):
3’. Porendiffusion der Edukte
9’. Porendiffusion der Nebenprodukte
Abbildung 2.9: Teilschritte des CVI-Prozesses
Je nach Porengröße unterscheidet man verschiedene Bereiche der Diffusion in Poren. Bei Po-
ren mit einem Durchmesser von über 100 nm liegt eine Molekular-Diffusion vor. Der Diffu-
sionsstrom in die Pore eines Feststoffteilchens kann in diesem Fall analog wie im freien Gas-
raum durch das erste Ficksche Gesetz unter Anwendung eines effektiven Diffusionskoeffi-
zienten beschrieben werden. Bei kleineren Porendurchmessern stoßen die Moleküle häufiger
gegen die Porenwand, als dass sie mit anderen Molekülen zusammentreffen. Der Poren-
durchmesser dp ist also kleiner als die mittlere freie Weglänge λ eines Moleküls. Diesen Be-
reich der Diffusion nennt man Knudsen-Diffusion. Bei Porendurchmesser zwischen
0,3 - 1 nm spricht man von konfigureller Diffusion. Da die Porendurchmesser molekulare
Dimensionen erreichen, spricht man auch von „behinderter Diffusion“. Dieser Bereich zeich-
1 2
3
10
Pulverbildung
Schicht
Grenzfilm
2
4
5 6 78
3'
Gasphase
Poröses Substrat
9'
9

Grundlagen und Stand der Technik 33
net sich durch sehr kleine Diffusionskoeffizienten und hohe Aktivierungsenergien aus [74].
Die Porendiffusion ist oft der langsamste Teilschritt der Makrokinetik des CVI-Prozesses.
Die in dieser Arbeit beschichteten Kohlenstofffaserbündel können als poröse Substrate aufge-
fasst werden. Die Faserbündel bestehen aus mehreren tausend Einzelfilamenten, die basierend
auf einer Modellvorstellung als poröser Körper definiert werden können [36]. Für eine erfolg-
reiche Modifizierung des Faser-Matrix-Interfaces ist eine vollständige und gleichmäßige Be-
schichtung aller Faserfilamente erforderlich. Nur so können alle Fasern zum Verstärkungsef-
fekt im Verbundwerkstoff beitragen. Durch eine geeignete Wahl der CVI-Prozessparameter
wie Eduktkonzentrationen, Temperatur und Verweilzeit, kann eine möglichst homogene In-
filtration der Faserbündel erreicht werden.
2.5 Interface-Schichten auf C-Fasern
Durch geeignete Beschichtungen können die nachteiligen Eigenschaften von Kohlenstofffa-
sern wie geringe Scherfestigkeit senkrecht zur Faserachse, schlechte Benetzbarkeit durch die
meisten Matrixmaterialien und die chemische Instabilität gegenüber Metallschmelzen verbes-
sert werden. Weiterhin können die Schichten als Oxidationsschutz wirken und die Haftung
zum Matrixmaterial anpassen. Ein Überblick über mögliche Interface-Schichten und deren
Anwendung in Verbundwerkstoffen ist in Kapitel 2.3 gegeben.
In den folgenden Kapiteln werden die in dieser Arbeit abgeschiedenen Schichten und deren
Funktion in Verbundwerkstoffen näher erläutert.
2.5.1 Pyrolytischer Kohlenstoff (PyC)
Pyrolytischer Kohlenstoff (PyC) war bereits früh Bestandteil der Forschung in der Petroche-
mie. Bei Dehydrierungs- oder Crackreaktionen tritt pyrolytischer Kohlenstoff in Nebenreakti-
onen auf. Durch die Notwendigkeit, beim Raketenbau leichte und hochtemperaturbeständige
Graphitbauteile einzusetzen, wurde PyC technisch relevant. Die Abscheidung von pyrolyti-
schem Kohlenstoff mittels CVD und CVI erlangte hier besondere Bedeutung, da komplexe
Bauteile beschichtet werden können. Eine weitere frühe Anwendung liegt in der gasdichten
Einhüllung von Kernbrennstoffteilchen bei Kernreaktoren. Aufgrund der sehr guten Gewebe-
verträglichkeit wird pyrolytischer Kohlenstoff ebenfalls bei biomechanischen Implantaten
eingesetzt. PyC konnte sich auch bei der Beschichtung von Kohlenstofffasern durchsetzen.

Grundlagen und Stand der Technik 34
Durch Aufbringen einer PyC-Schicht können Oberflächendefekte und Kerben ausgeglichen
werden. Eine PyC-Schicht wird aus diesem Grund häufig als Untergrundschicht verwendet.
Bei metallischen Verbundwerkstoffen übernimmt der pyrolytische Kohlenstoff eine Schutz-
schichtfunktion auf der Faseroberfläche. Durch diese Schutzschicht finden chemische Reakti-
onen der Metallmatrix zu Carbiden nicht direkt an der Fasergrenzfläche, sondern an der PyC-
Schicht statt. [36, 75, 76]
Laut IUPAC ist pyrolytischer Kohlenstoff eine Schicht, die durch CVD aus gasförmigen Koh-
lenwasserstoffen bei 1000 bis 2500 K abgeschieden wird. Die Struktur der Schicht zählt man
zu parakristallinen Festkörpern der hexagonalen Kohlenstoffmodifikation. Je nach Precursor
und Abscheidungstemperatur kommt es zu unterschiedlich ausgeprägten Fehlstellen. Die
Dichte des PyC variiert deswegen stark von 1,3 bis 2,3 g/cm3. Eine niedrige Dichte wird bei
niedrigen Temperaturen und eine hohe Dichte bei hohen Temperaturen erreicht. Der Schicht-
ebenenabstand liegt für pyrolytischen Kohlenstoff bei 0,344 nm. Vergleicht man dies mit Di-
amant (0,154 nm) und Graphit (0,335 nm), so vergrößert sich der Schichtebenenabstand bei
PyC. Die Schichtebenen ordnen sich überwiegend parallel zur Substratoberfläche an. Aus
diesem Grund sind die Eigenschaften des pyrolytischen Kohlenstoffes stark von der betrachte-
ten Ausrichtung abhängig. Die thermische Ausdehnung ist in Schichtrichtung etwa 30-mal so
groß wie in senkrechter Ausrichtung. Dies führt zu thermischen Spannungen in der Schicht.
Durch ein Graphitisieren über 3000°C können Fehlstellen ausgeglichen werden. Je weniger
Fehlstellen die Schicht aufweist, desto mehr nähern sich die Eigenschaften denen von Graphit
an und nimmt der Schichtebenenabstand ab. Die Härte verringert sich dabei. Kohlenstoff-
schichten mit gestörtem Graphitgitter sind hingegen sehr hart und spröde. [77-80]
Eine erste Unterscheidung der Mikrostruktur des pyrolytischen Kohlenstoffes wurde von
Gray und Cathcart [81] eingeführt. Es wird isotroper Kohlenstoff, laminarer Kohlenstoff und
kolumnarer oder granularer Kohlenstoff unterschieden. Diefendorf und Tokarsky [82] führten
eine andere Unterteilung ein. Es wird hier unterschieden zwischen isotropem Kohlenstoff,
„Dark Laminar“ (DL), „Smooth Laminar“ (SL) und „Rough Laminar“ (RL) Schichten. Die
Einteilung beruht dabei auf der Messung des Extinktionswinkels bei der Polarisationsmikro-
skopie. Da diese Charakterisierung der unterschiedlichen PyC-Texturen aber auf die Wellen-
länge des Lichtes beschränkt ist und die Bezeichnungen DL, SL und RL teils irreführend sind,
wurde von Reznik und Hüttinger [83] eine weitere Klassifizierung vorgeschlagen. Hierfür
wird der so genannte Orientierungswinkel (OA) mit Hilfe von Elektronenbeugungsmustern
im Transmissionselektronenmikroskop bestimmt. Mit dieser Methode kann eine eindeutige
Aussage über die bevorzugte Orientierung der Graphitkristallite der PyC-Schicht gemacht

Grundlagen und Stand der Technik 35
werden. Ein weiterer Vorteil ist die Möglichkeit der Analyse im Submikron-Bereich wie z.B.
die Charakterisierung des Faser-Matrix-Interface von faserverstärkten Verbundwerkstoffen
[83]. Nachteilig ist jedoch der hohe präparative Aufwand für die Untersuchung im TEM. Ab-
bildung 2.10 zeigt den Zusammenhang zwischen gemessenen Orientierungswinkeln, PyC-
Textur und den vorgeschlagenen Bezeichnungen. Für hochorientierte Graphitkristallite wer-
den Orientierungswinkel kleiner 50° gemessen. Mit zunehmendem Orientierungswinkel
nimmt der Ordnungsgrad der Kristallite ab. Für den maximalen Orientierungswinkel von 180°
liegt isotropischer Pyrokohlenstoff vor.
Die Mikrostruktur von PyC kann überwiegend durch die CVD-Prozessparameter beeinflusst
werden. Einen großen Einfluss haben die Abscheidungstemperatur, die Verweilzeit der Gase
im Reaktor und die Precursorkonzentration [84-87]. Neben diesen zentralen Parametern wer-
den auch die Beschaffenheit der Substratoberfläche [88] und das Verhältnis von Oberfläche
zu Substratvolumen als Einflussgrößen diskutiert [89].
Abbildung 2.10: Klassifizierung von PyC-Mikrostrukturen nach Reznik und Hüttinger [83]
Pyrolytischer Kohlenstoff wird meist aus Methan, Propan oder Propen unter Zugabe von
Wasserstoff und Inertgas abgeschieden. Die Abscheidungstemperatur und Verweilzeit sinkt
bei der Verwendung von Propen, da dies ein Zwischenprodukt der Gasphasenreaktion ist. Bei
Verwendung von Methan steigt die Abscheidungstemperatur gegenüber Propan um etwa
250°C und auch die benötigte Verweilzeit vergrößert sich aufgrund der trägen Reaktivität.
Der Mechanismus der Abscheidung aus Methan ist nicht vollständig geklärt. Es wird jedoch
angenommen, dass zunächst in der Gasphase Dehydrierungs-, Crack- und Radikalreaktionen
stattfinden, die zu höherwertigen Kohlenwasserstoffen führen. Die Zwischenprodukte werden
adsorbiert und zu pyrolytischem Kohlenstoff umgewandelt. Bei der Abscheidung aus Propan
wird ein ähnlicher Mechanismus angenommen. Durch Radikalreaktionen werden lineare Zwi-
isotropic low medium high
OA = 180° 180° ≥ OA ≥ 80° OA ≤ 50° 80° ≥ OA ≥ 50°
Substratoberfläche
0,344 nm

Grundlagen und Stand der Technik 36
schenprodukte gebildet, welche anschließend zu monocyclischen Aromaten weiterreagieren
und absorbiert werden. [75, 89, 90]
Eine Beschichtung von Kohlenstofffasern mit PyC begünstigt den Faser-pull-out in faserver-
stärkten Verbundwerkstoffen und verbessert so die mechanischen Eigenschaften des Verbun-
des. Bertrand et al. berichten von deutlich gesteigerten Bruchfestigkeiten und schadenstole-
rantem Verhalten von kohlenstofffaserverstärkten Verbundwerkstoffen mit Aluminiummatrix
[91]. Auch für die Magnesiumlegierung AZ91 ist der positive Einfluss einer PyC-Interface-
Schicht bekannt [92]. In Verbundwerkstoffen mit Kohlenstoffmatrix konnten Sharma et al.
eine signifikante Steigerung der Biegefestigkeit durch ca. 80 nm starke PyC-Schichten auf
Kohlenstofffasern beobachten [93]. Hopfe et al. dokumentieren den Faser-pull-out für C/SiC-
Verbundwerkstoffe. Auch hier konnte die Biegefestigkeit der Verbunde durch 80 bis 100 nm
starke PyC-Schichten deutlich gesteigert werden [94].
2.5.2 Bornitrid (BN)
Bornitrid findet in der heutigen Werkstofftechnologie vielfach Anwendung. Eine Erklärung
für die zahlreichen technischen Anwendungen des Bornitrids ist seine vielfältige Struktur. BN
tritt in 4 Modifikationen auf. Neben hexagonalem h-BN gibt es noch rhomboedrisches r-BN
und die beiden diamantähnlichen Hochdruckmodifikationen, das kubische mit Zinkblende-
struktur c-BN und das dichtere hexagonale mit Wurzitstruktur w-BN [95]. Zwei besondere
Formen von h-BN sind das turbostratische Bornitrid t-BN und das pyrolytische Bornitrid p-
BN. Von all diesen Kristallstrukturen finden das hexagonale h-BN und das kubische c-BN die
meiste Anwendung.
Kubisches BN (c-BN) wird zum Beispiel wegen seiner chemischen Resistenz und extremen
Härte zur Vergütung von Werkzeugoberflächen verwendet. So werden Bohrkronen für die
Bohrungen nach Erdöl mit c-BN beschichtet. Gleiches gilt für die Oberflächenbehandlung
von Werkzeugen, wenn sie bei extrem harten oder zähen Materialien zum Einsatz kommen.
Eine Anwendung, bei der es weniger auf die Härte als vor allem auf die chemische Resistenz
der Oberflächenbeschichtung ankommt, ist die Auskleidung von Reaktionsgefäßen in der
chemischen Technik wie Reaktoren und Vakuumanlagen. Hierfür ist besonders die hexagona-
le Modifikation des Bornitrids geeignet.
Hexagonales Bornitrid ist inert gegen viele Säuren und Basen sowie bis zu 1500°C tempera-
turbeständig. Es ist aufgrund seiner Struktur relativ weich und wird daher häufig auch als
Schmiermittel eingesetzt. Bei elektronischen Anwendungen wird vor allem die hohe Tempe-

Grundlagen und Stand der Technik 37
raturbeständigkeit ausgenutzt. Aufgrund der hohen thermischen Stabilität wird hexagonales
Bornitrid als Hochtemperatur-Gleitmittel verwendet.
Auch als Interface-Schicht in Verbundwerkstoffen hat sich die hexagonale Modifikation des
Bornitrids bewährt. Dabei wird es überwiegend für SiC-Fasern in keramischen Matrizen ein-
gesetzt [96-101]. Durch seine guten Gleiteigenschaften führt die BN-Interface-Schicht zu dem
gewünschten Faser-pull-out und somit zu einer deutlichen Verbesserung der mechanischen
Eigenschaften des Verbundes. Rebillat et al. [98] berichten weiterhin von einer erhöhten Oxi-
dationsbeständigkeit von hochkristallinen h-BN-Schichten gegenüber Kohlenstoff-Interface-
Schichten in SiC/SiC-Verbundwerkstoffen. Neben SiC-Fasern werden auch Mullit- und Koh-
lenstofffasern für keramische Mullit-Matrizen mit h-BN beschichtet [102]. Die Wirkungswei-
se von h-BN Interface-Schichten auf Al2O3-Fasern in einer NiAl-Matrix wurde von Reichert
et al. [103] untersucht.
Im Folgenden wird die hexagonale Modifikation des Bornitrids ausführlicher vorgestellt.
2.5.2.1 Hexagonales Bornitrid (h-BN)
Hexagonales Bornitrid wird aufgrund der strukturellen Ähnlichkeit mit Graphit als „weißer
Graphit” bezeichnet. Bor und Stickstoff befinden sich links bzw. rechts vom Kohlenstoff im
Periodensystem. Ihre chemische Verbindung ist somit isoelektronisch zum Kohlenstoff und
weist auch ähnliche Strukturen auf. Graphit und h-BN weisen eine ähnliche Schichtstruktur
auf. Das Gitter von h-BN besteht aus übereinander liegenden B3N3-Sechserringen, die aus
abwechselnd sp2-hybridisiertem Bor und Stickstoff aufgebaut sind. Diese Hexagone bilden
dann die einzelnen Ebenen. Innerhalb der hexagonalen Ebenen ist die B-N-Bindung kovalent,
während zwischen den Ebenen nur schwache Van-der-Waals-Kräfte wirken. Daher können
die einzelnen Ebenen leicht gegeneinander verschoben werden, wodurch die gute Schmier-
wirkung von Graphit und h-BN erklärt werden kann. Die an den sp2-Hybridorbitalen nicht
beteiligten Valenzelektronen bilden π-Bindungen, die beim Graphit delokalisiert sind [78].
Bei h-BN sind die π- Elektronen aufgrund der größeren Elektronegativität des Stickstoffs an
diesem lokalisiert, wodurch eine zusätzliche Ionisierung der Bindung auftritt. Diese schwach
polare B-N-Bindung bewirkt einige Unterschiede zum Graphit. Zum einen ist h-BN aufgrund
der lokalisierten elektronischen Zustände elektrisch nicht leitend und zum anderen weist h-BN
eine andere Stapelfolge als Graphit auf (Abb. 2.11). Die Hexagone des Bornitrids sind im
Gegensatz zum Graphit nicht gegeneinander verschoben.

Grundlagen und Stand der Technik 38
Abbildung 2.11: Kristallgitter von h-BN (links) und Graphit (rechts)
Beim h-BN liegen die Hexagone genau übereinander, wobei sich Bor- und Stickstoffatome in
c-Richtung abwechseln (in Abb. 2.11 AA’-Stapelfolge). Somit liegen alle Boratome direkt
über den Stickstoffatomen der Nachbarschicht und umgekehrt. Liegt keine geordnete Schicht-
stapelung vor, so wird von turbostratischem Bornitrid t-BN gesprochen. Diese besondere
Form des Bornitrids besteht aus weitgehend parallel zueinander angeordneten perfekten
Schichtebenen mit konstanter Gitterkonstante a [95]. Das turbostratische Bornitrid unter-
scheidet sich vom hexagonalen BN nur dadurch, dass keine feste Stapelfolge der BN-
Hexagone vorliegt. Durch diese Nahordnung wird ein Gleiten der Ebenen erschwert, so dass
die Härte von t-BN deutlich höher als die von h-BN ist. Pyrolytisches Bornitrid ist eine spe-
zielle Form des turbostratischen Bornitrid, bei dem die Schichten weitgehend parallel zur Ab-
scheidungsfläche liegen [104].
2.5.2.2 Precursoren für die Abscheidung von hexagonalem Bornitrid
Durch das CVD-Verfahren wird Bornitrid auf chemischem Weg auf die Substratoberfläche
aufgebracht. Voraussetzung dafür ist das Vorhandensein von geeigneten Ausgangsmateria-
lien, die sich zu Bornitrid zersetzen. CVD-Schichten werden üblicherweise durch die Reakti-
on von Borhalogeniden mit Ammoniak (NH3) hergestellt.
Die Abscheidung aus dem System Bortrichlorid (BCl3) und NH3 erfolgt bei Temperaturen
zwischen 900 und 1300°C und ist in der Literatur häufig zu finden [105-107]. Probleme bei
diesem System bereitet die Gasphasenkeimbildung, welche bei hohen Prozesstemperaturen
verstärkt einsetzt. Die Gasphasenkeimbildung resultiert aus der Reaktivität von BCl3 und
A
A’
A A
A
B c
a
Bor Stickstoff Kohlenstoff

Grundlagen und Stand der Technik 39
NH3, die schon bei Raumtemperatur zu BCl3-NH3-Addukten reagieren [108]. Dies führt in
den CVD-Reaktoren zur Bildung von B-N-Subhalogeniden und bei höheren Temperaturen zu
BN und Ammoniumchlorid (NH4Cl) in der Gasphase. Für eine Beschichtung von Fasern im
technischen Maßstab ist dieses System aufgrund der entstehenden pulverförmigen Nebenpro-
dukte, welche die Faserbündel stark verunreinigen, nicht geeignet.
Eine Erniedrigung der Abscheidungstemperatur wird mit Diboran (B2H6) als Borquelle und
NH3 als Stickstoffquelle möglich. Wie Adams et al. [109] berichten, findet die Beschichtung
in einem Temperaturintervall von 250 bis 600°C mit einer Aktivierungsenergie von 83,7 bis
108,8 kJ/mol statt. Nachteil dieses Systems ist jedoch, dass Diboran ein extrem giftiges und
selbstentzündliches Gas ist.
Eine besondere Bedeutung als Precursoren für die Abscheidung von Bornitrid haben Borazin
(B3N3H6) und seine Derivate erlangt. Ein wichtiger Vorteil dieser Verbindungen ist, dass hier
nicht nur die Art und Anzahl der Atome die gleiche wie die in der abzuscheidenden Schicht
ist, sondern auch die Anordnung der Bor- und Stickstoffatome schon vorgegeben ist. Der
Nachteil ist die Handhabung, weil Borazin nur einige Wochen unzersetzt haltbar bleibt [110].
Eine Substitution der Wasserstoffatome durch Methylgruppen erhöht die thermische Stabilität
von Borazin, so dass diese Substanzen als CVD-Precursoren geeigneter sind. Die Reaktion
von 1,3,5-Tri(N-Methyl)Borazin mit Ammoniak und Wasserstoff erzeugt als Produkt tur-
bostratisches Bornitrid mit geringem Kohlenstoffanteil. Die Aktivierungsenergie dieser Reak-
tion beträgt 145 kJ/mol. Die Abscheidung ist unabhängig von der Ammoniak- und Wasser-
stoffkonzentration, wird aber trotzdem mit Ammoniaküberschuss zur Unterdrückung der
Gasphasennukleation durchgeführt [111]. Borazin ist jedoch für eine industrielle Beschich-
tung von Kurzfasern zu teuer (ca. 15 Euro/g).
Ein weiterer in der Literatur erwähnter Precursor ist Triethylboran (TEB). Die BN-
Abscheidung aus TEB findet in Ammoniakatmosphäre in einem Temperaturintervall von 750
bis 1200°C statt [112]. Die Reaktion verläuft mit einer Aktivierungsenergie von 156,5 kJ/mol.
Die erzeugten Schichten bestehen aus hexagonalem Bornitrid mit unterschiedlichen Farben,
die in großen Maßen von den Prozessparametern abhängig sind [112]. TEB ist jedoch selbst-
entzündlich an Luft und im Verhältnis zu anderen verfügbaren Precursoren relativ teuer (ca.
1,7 Euro/g).
Ein Stoffsystem, welches einfach in der Handhabung und relativ günstig verfügbar ist, stellt
Trimethoxyboran (TMOB 0,05 Euro/g) und NH3 dar. Dieses System ist in der Literatur nur
wenig beschrieben und soll im Folgenden näher dargestellt werden.

Grundlagen und Stand der Technik 40
2.5.2.3 BN-Abscheidung aus dem System TMOB/NH3
Trimethoxyboran ist unter Normalbedingungen eine farblose Flüssigkeit, die bei 69°C siedet,
einen Schmelzpunkt von -34°C besitzt und bis ca. 475°C stabil ist. Mit Wasser bzw. Luft-
feuchtigkeit reagiert TMOB zu Borsäure und Methanol. Eine partielle Hydrolyse führt zu Tri-
methoxyboroxin (−BOCH3−O−)3. Mit Aminen bildet Trimethoxyboran stabile und isolierba-
re Komplexe.
Untersuchungen zum Zersetzungsmechanismus von TMOB in Argon-, Wasserstoff- und
Ammoniakatmosphäre wurden von Nakamura [113] und Heinrich [114] durchgeführt. Als
Hauptprodukte in allen untersuchten Atmosphären wurden Kohlenmonoxid (CO) und Was-
serstoff (H2) nachgewiesen. Die Thermolyse in Argon und Wasserstoff beginnt ab ca. 650°C
und führt zu einer vermehrten Bildung von Dimethylether in der Gasphase. Dimethylether
zersetzt sich bei Temperaturen von 800°C vollständig zu Methan (CH4) und CO. Als Feststof-
fe werden in dieser Atmosphäre Boroxid (B2O3) und Kohlenstoff gebildet. Zur Abscheidung
von h-BN muss dem Reaktionsgas NH3 zugesetzt werden. Je nach NH3-Gehalt im Reaktions-
gas beginnt die Zersetzung von TMOB bei deutlich niedrigeren Temperaturen. Nakamura
berichtet bei einem Verhältnis NH3/TMOB = 10 von einer Zersetzung ab 350°C [113]. Bei
der Zugabe von NH3 werden im Reaktionsgas deutlich größere Mengen an Methanol und nur
noch geringe Mengen an Dimethylether nachgewiesen. Neben stöchiometrischem h-BN
kommt es auch zu einer Abscheidung von B2O3. Jedoch kann durch eine Erhöhung des NH3-
Anteiles der B2O3-Gehalt in der abgeschiedenen Schicht deutlich reduziert bzw. fast verhin-
dert werden [113, 114].
Hexagonale Bornitridschichten stellen eine viel versprechende Alternative zu pyrolytischem
Kohlenstoff als Interface-Material in faserverstärkten Verbundwerkstoffen dar [115]. Bor-
nitrid ist isoelektronisch zu Graphit und hat eine ähnliche Bindungsstruktur. Durch eine Be-
schichtung von Fasern mit h-BN kann ein ähnlicher Debonding-Effekt der Fasern im Ver-
bundmaterial erreicht werden wie mit einer PyC-Beschichtung. Jedoch bietet h-BN den Vor-
teil einer höheren Oxidationsbeständigkeit in oxidativer Atmosphäre, wodurch der Einsatzbe-
reich von kohlenstofffaserverstärkten Verbundwerkstoffen deutlich erweitert werden kann.

Grundlagen und Stand der Technik 41
2.5.3 Titandiborid (TiB2)
Titandiborid zeichnet sich durch hohe Festigkeit, extreme Härte, gute Hochtemperaturbestän-
digkeit und eine hohe elektrische Leitfähigkeit aus [116]. Interessant ist TiB2 auch durch seine
Beständigkeit gegenüber Aluminium- und anderen Metallschmelzen [117]. Diese Eigenschaft
kann in kohlenstofffaserverstärkten metallischen Verbundwerkstoffen genutzt werden, um die
Reaktion des Kohlenstoffes mit der umgebenden Metallschmelze zu vermeiden. Anderenfalls
würde durch Karbidbildung an den Grenzflächen unerwünschte Versprödung auftreten und
die in den Verbundwerkstoff eingebrachten Kohlenstofffasern würden ihre materialtypischen
mechanischen Eigenschaften einbüßen. Durch die Beschichtung mit TiB2 wird weiterhin die
Benetzbarkeit der Fasern durch die Metallschmelze erhöht [118].
Titandiborid wird üblicherweise aus dem Precursoren Titantetrachlorid (TiCl4) als Titanquelle
und Bortrichlorid (BCl3) als Borquelle abgeschieden. Dabei läuft die Reaktion nach folgender
Bruttoreaktionsgleichung ab:
TiCl4 + 2 BCl3 + 5 H2 → TiB2 + 10 HCl (2.5)
Über die Abscheidung von TiB2 nach Reaktionsgleichung 2.5 wurde erstmalig 1931 von
Moers [119] berichtet. Erst in den Sechziger Jahren folgten weitere Veröffentlichungen über
die Titandiboridabscheidung. Umfangreiche Untersuchungen auf den Gebieten der Thermo-
dynamik, Kinetik und Schichtmorphologie in Abhängigkeit der CVD-Parameter wurden von
Besmann und Spear [116, 120, 121] durchgeführt. Weitere Berichte zu dem Reaktionssystem
TiCl4/BCl3 finden sich bei Pierson und Randich [122], die metallische Substrate beschichtet
haben und bei Osterheld und Allendorf [123], die erstmals die Bildung von gasförmigem
BCl2H durch eine Oberflächenreaktion von adsorbiertem BCl3 und H2 aus der Gasphase
nachgewiesen haben.
Für die Abscheidung von TiB2 kann als Borquelle auch Bortribromid (BBr3) verwendet wer-
den [124]. Jedoch hat BBr3 einen niedrigeren Dampfdruck als BCl3 und weiterhin wird mit
Brom ein zusätzliches Element in das System eingebracht.
Durch die Verwendung von Diboran (B2H6) als Borquelle wird von Pierson und Mullendore
[125] über eine Erniedrigung der Abscheidungstemperatur und eine Reduzierung des Neben-
produktes HCl berichtet. Jedoch ist Diboran ein extrem giftiges und selbstentzündliches Gas.
Die wichtigsten physikalischen Eigenschaften von TiB2 sind in Tabelle 2.3 aufgeführt.

Grundlagen und Stand der Technik 42
Eigenschaft Einheit TiB2
Gitterstruktur hexagonal
Dichte [g/cm3] 4,53
Gitterkonstante [10-10 m] a 3,02 c 3,21
Schmelzpunkt [°C] 2900
Härte nach Vickers [kp/mm2] 3700
E-Modul [GPa] 560
Wärmeleitfähigkeit [W/(m⋅k)] 26
linearer Ausdehnungskoeffizient [K-1] 6,6 . 10-6
Tabelle 2.3: Physikalische Eigenschaften von TiB2 [126-128]
Als Interface-Schicht in faserverstärkten Verbundwerkstoffen kommt TiB2 vor allem für me-
tallische Matrizen zum Einsatz. In SiC-Faser verstärkten Titanlegierungen dient die TiB2-
Interface-Schicht als Diffusionsbarriere und verbessert so die mechanischen Eigenschaften
des Verbundes [129-132]. Auch in Aluminiummatrizen kommt TiB2 als Diffusionsbarriere
auf Kohlenstofffasern [133] und B4C-Partikel [134] zum Einsatz. Bertrand et al. [76] entwi-
ckelten eine PyC/TiB2-Doppelschicht auf Kohlenstofffasern für die Verwendung in einer
Aluminiummatrix. Während PyC als Debonding-Schicht fungiert und so den Faser-pull-out
erzeugt, dient die TiB2-Schicht als Diffusionsbarriere und verhindert die Bildung von Alumi-
niumkarbid an der Grenzfläche. Weiterhin wird durch TiB2 die Benetzung durch die Alumini-
umschmelze verbessert.

Experimentelles 43
3. Experimentelles
3.1 Versuchsaufbau
Um die in Kapitel 2.5 dargestellten PyC-, BN- und TiB2-Schichten erfolgreich auf Kohlen-
stoffkurzfasern abscheiden zu können, wurde der Abscheidungsprozess vorab in einer diskon-
tinuierlich betriebenen CVD-Anlage untersucht. Da diese Anlage deutlich kleiner als die halb-
kontinuierlich betriebene Kurzfaserbeschichtungsanlage ist (Querschnittsfläche des Reaktors
um Faktor acht kleiner), können die optimalen Abscheidungsbedingungen für eine spätere
Faserbeschichtung relativ schnell und Ressourcen schonend ermittelt werden. Als Substrate
werden in dieser Anlage quadratische Graphitplättchen verwendet, die eine einfache Charak-
terisierung der abgeschiedenen Schichten erlauben. Die Prozessparameter wurden bezüglich
der gewünschten Schichtzusammensetzung, hohen Abscheidungsraten und minimaler Bildung
von Nebenprodukten optimiert.
3.1.1 CVD-Anlage im diskontinuierlichen Betrieb
Die Abscheidung von PyC, BN und TiB2 wurde in der in Abbildung 3.1 gezeigten CVD-
Anlage untersucht.
Abbildung 3.1: Fließbild der diskontinuierlich betriebenen CVD-Anlage
Vakuum-pumpe
Abluft
Sättiger
Strömungsrohr
Dreizonenofen
Kühlfalle
PI
FRIC
He / H2
NH3
He
FRIC
FRIC

Experimentelles 44
Die diskontinuierlich betriebene Anlage kann in die drei Komponenten Gasdosierung, Heiß-
wandreaktor und Vakuumeinheit mit Abgasreinigung eingeteilt werden. Während Reaktor
und Vakuumeinheit für alle drei Stoffsysteme unverändert blieben, waren für die Abschei-
dung der verschiedenen Schichten Modifikationen in der Gasdosierung notwendig.
Abbildung 3.1 zeigt das Fließbild für die Abscheidung von BN. Die Gasdosierung erfolgt
mittels Massendurchflussreglern (MFC) der Firma Bronkhorst. Ein Teilstrom der Gase (Heli-
um) wird durch den temperierten Sättiger geleitet und gelangt danach in den Reaktor. Im Sät-
tiger wird das Helium durch flüssiges Trimethoxyboran geleitet. Dieser Trägergasstrom wird
so mit einer definierten Menge an TMOB beladen, wodurch der borhaltige Precursor in den
Reaktor gelangt. Durch Einstellung der Sättigertemperatur ist es möglich, den TMOB-
Partialdruck in der Gasphase konstant einzustellen. Die gewünschte Precursorkonzentration
im Reaktor wird durch die Sättigertemperatur und den Gasvolumenstrom durch den Sättiger
eingestellt. Das gasförmige Edukt Ammoniak wird mit dem Trägergas (Helium oder Wasser-
stoff) getrennt in den Reaktor dosiert. Das Trägergas dient zur Realisierung der erwünschten
Strömungsgeschwindigkeit oder zur Spülung des Reaktors während der Aufheiz- und Ab-
kühlphase. Die Gasströme können anstatt über den Reaktor auch über einen Bypass geleitet
werden.
Für die Abscheidung von TiB2 muss die Gasdosierung geringfügig verändert werden. Statt
NH3 wird hier BCl3 mit einem Chlor- und HCl-beständigen MFC aus Hastelloy in den Reak-
tor dosiert. Als Titan-Precursor wird flüssiges Titantetrachlorid (TiCl4) in den Sättiger gefüllt.
Als Trägergas wird nur H2 verwendet.
Pyrolytischer Kohlenstoff wird aus gasförmigen Precursoren abgeschieden. Der Sättiger
kommt dabei nicht zum Einsatz. Dosiert werden H2, He und C3H8 bzw. CH4 als unterschiedli-
che Kohlenstoffquellen.
Der Reaktor besteht aus einem 1300 mm langen Aluminiumoxidrohr mit einem Innendurch-
messer von 32 mm und einem Außendurchmesser von 40 mm. Das Reaktorrohr wird über
einen programmierbaren Dreizonenhochtemperaturofen der Firma Gero beheizt. Der Ofen hat
eine Länge von 1000 mm und eine maximale Betriebstemperatur von 1300°C. Für die Ab-
scheidung von PyC aus Methan wurden Temperaturen bis 1500°C benötigt. Für diese Versu-
che kam ein anderer Gero-Ofen mit einer Länge von 900 mm zum Einsatz. Zur Bestimmung
der Reaktionszone und für die Ermittlung kinetischer Daten wurde für alle verwendeten Tem-
peraturniveaus das Temperaturprofil der Öfen vermessen. Das Reaktorrohr wird innen für
jeden Versuch mit einer neuen Graphitfolie ausgekleidet. Somit wird eine Abscheidung und
dauerhafte Verschmutzung des Reaktorrohres vermieden, was auch zur Verunreinigung bei
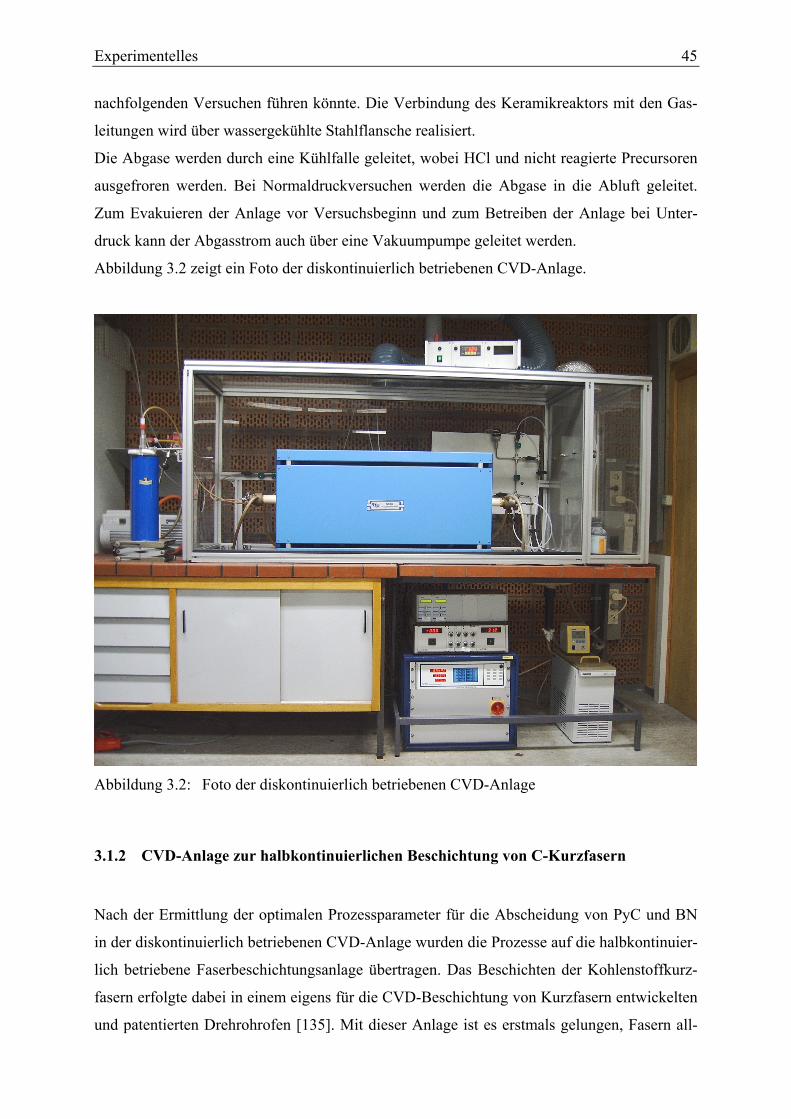
Experimentelles 45
nachfolgenden Versuchen führen könnte. Die Verbindung des Keramikreaktors mit den Gas-
leitungen wird über wassergekühlte Stahlflansche realisiert.
Die Abgase werden durch eine Kühlfalle geleitet, wobei HCl und nicht reagierte Precursoren
ausgefroren werden. Bei Normaldruckversuchen werden die Abgase in die Abluft geleitet.
Zum Evakuieren der Anlage vor Versuchsbeginn und zum Betreiben der Anlage bei Unter-
druck kann der Abgasstrom auch über eine Vakuumpumpe geleitet werden.
Abbildung 3.2 zeigt ein Foto der diskontinuierlich betriebenen CVD-Anlage.
Abbildung 3.2: Foto der diskontinuierlich betriebenen CVD-Anlage
3.1.2 CVD-Anlage zur halbkontinuierlichen Beschichtung von C-Kurzfasern
Nach der Ermittlung der optimalen Prozessparameter für die Abscheidung von PyC und BN
in der diskontinuierlich betriebenen CVD-Anlage wurden die Prozesse auf die halbkontinuier-
lich betriebene Faserbeschichtungsanlage übertragen. Das Beschichten der Kohlenstoffkurz-
fasern erfolgte dabei in einem eigens für die CVD-Beschichtung von Kurzfasern entwickelten
und patentierten Drehrohrofen [135]. Mit dieser Anlage ist es erstmals gelungen, Fasern all-

Experimentelles 46
seitig und im technischen Maßstab zu beschichten. Die Anlage kann wieder in Eduktdosie-
rung, Reaktor und Abgasentsorgung eingeteilt werden. Abbildung 3.3 zeigt ein Fließbild der
halbkontinuierlichen CVD-Anlage für die Abscheidung von BN. Für die Abscheidung von
PyC entfällt die Sättigerdosierung, da nur He, H2 und C3H8 bzw. CH4 dosiert werden.
Abbildung 3.3: Fließbild der halbkontinuierlichen CVD-Anlage
Sämtliche Gase werden über Gasflaschen eingespeist. Zum Dosieren von flüssigen Precurso-
ren wird ein temperierbarer Sättiger verwendet. Die Dosierung der Gase und des Trägergases
für den Sättiger erfolgt über digitale thermische Massendurchflussregler (MFCs) der Firma
Bronkhorst. Die gasförmigen Edukte werden in den Faservorratsbehälter zugegeben, während
die Gase aus dem Sättiger direkt in den oberen Teil des Reaktorrohres dosiert werden. Zum
Überwachen des Druckes vor dem Sättiger ist ein Druckaufnehmer vorhanden. In den Faser-
vorlagebehälter können bis zu 5 kg Fasern eingebracht werden. Dieser besteht aus einem 246
mm hohen Plexiglaszylinder mit einem Innendurchmesser von 441 mm, welcher oben und
unten von zwei Stahlplatten begrenzt wird (Abb. 3.4). In der Bodenplatte des Behälters ist
eine kreisrunde Öffnung mit 90 mm Durchmesser ausgespart, durch welche die Fasern durch
den Rührer in das obere Ende des Reaktorrohres befördert werden. Über dieser Öffnung ist in
20 mm Abstand parallel zum Boden ein Abstreifblech angebracht, welches ein direktes
Durchfallen der Fasern von oben durch die Öffnung verhindert. So können nur die Fasern, die
durch den Rührer seitlich unter das Abstreifblech gefördert werden, in den Reaktor fallen. Der
n
M
M
TI FRIC
FRIC
FRIC Rotorantrieb
Abluft
Drehrohrantrieb Dosierkolben
Auffangbehälter
Drehzahl-wächter
Sättiger Widerstandsofen
Abstreifblech
Faservorlage-behälter
PI
NH3
He

Experimentelles 47
Rührer besitzt drei Arme, welche am Boden des Zylinders über den kompletten Durchmesser
rotieren. Angetrieben wird der Rührer über einen regelbaren elektrischen Motor, der beliebig
getaktet vor- und rückwärts drehen kann. Über die Intervallzeit und die Wegstrecke kann die
dosierte Fasermenge eingestellt werden. Die in das Knie dosierten Fasern werden ca. alle 60
Sekunden mittels eines pneumatischen Kolbens in das Reaktorrohr befördert. Während der
Kolben ausfährt stoppt der Rotor, damit beim Zurückfahren in die Ausgangsposition keine
Fasern hinter den Kolben gelangen. Da sich die Kohlenstofffasern beim Rühren stark verdich-
ten, werden die Fasern in regelmäßigen Intervallen durch schnelles Rückwärtsdrehen des
Rührers wieder aufgelockert. Die Steuerung des Motors und des pneumatischen Kolbens er-
folgt über ein Logikmodul der Firma Siemens namens „Logo“.
Abbildung 3.4: Skizze der Kurzfaserdosierung
Für den Reaktor stehen zwei verschiedene Rohre zur Verfügung. Bis zu einer Temperatur von
1250°C und für HCl-freie Versuche wird ein 2000 mm langes Stahlrohr mit einem Innen-
durchmesser von 99 mm aus dem Werkstoff Kantahl verwendet. Für höhere Temperaturen
oder Versuche, bei denen HCl gebildet wird, steht ein Aluminiumoxidrohr mit 1800 mm Län-
ge und 92 mm Innendurchmesser zur Verfügung. Die Drehrohrdurchführung wird mit Gleit-
ringdichtungen vakuumdicht abgedichtet. Zum Ausgleich der Wärmeausdehnung sind zwei
Faltenbalge angebracht. Das Drehrohr wird über einen elektrischen Motor mit stufenloser
Drehzahlregulierung von 0 – 20 Umdrehungen pro Minute über eine Kette angetrieben. Zum

Experimentelles 48
Einbringen der erforderlichen Temperatur ist das Rohr in einen Dreizonenofen der Firma Linn
eingebracht. Die maximale Betriebstemperatur liegt bei 1600°C. Mit einem Thermoelement
wurde das Temperaturprofil für verschiedene Einstelltemperaturen bestimmt (siehe Anhang).
Die Länge der Reaktionszone beträgt etwa 70 cm.
Am Ende des Drehrohres befindet sich ein Knie, an dem die Abgase abgesaugt werden. An
das Knie wird ein Auffangbehälter für die beschichteten Kurzfasern angeflanscht. Ein Infra-
rotsensor gekoppelt mit einem Drehzahlwächter überwacht die Drehung des Rohres. Bei Un-
regelmäßigkeiten wird der Ofen ausgeschaltet und die Faser- und Gasdosierung gestoppt.
Abbildung 3.5 zeigt ein Foto der halbkontinuierlich betriebenen CVD-Anlage.
Abbildung 3.5: Foto der halbkontinuierlich betriebenen CVD-Anlage zur Kurzfaserbeschich-
tung

Experimentelles 49
3.2 Versuchsdurchführung
3.2.1 Diskontinuierlich betriebene CVD-Anlage
Die Versuche in der diskontinuierlich betriebenen CVD-Anlage wurden durchgeführt, um
geeignete Prozessparameter für die Abscheidung von PyC, BN und TiB2 bezüglich Schichtzu-
sammensetzung, Abscheidungsrate und Nebenprodukte zu bestimmen. Dabei wurden mög-
lichst stöchiometrische Schichten mit geringen Verunreinigungen und hohen Abscheidungsra-
ten verbunden mit einer geringen Menge an entstehenden festen Nebenprodukten angestrebt.
Weiterhin wurden für die Reaktionen der Abscheidung von BN und TiB2 formalkinetische
Parameter wie Reaktionsordnung, Aktivierungsenergie und Geschwindigkeitskonstanten be-
stimmt.
Für die Bestimmung formalkinetischer Parameter ist es wichtig, die genauen Werte für die
verschiedenen Prozessparameter in jedem Punkt des Reaktors zu kennen. Um die Abschei-
dung in jedem Punkt des Reaktors bestimmen zu können, wird das gesamte Reaktorrohr mit
Graphitfolie ausgekleidet. Dies wird für die Berechnung der gesamten Abscheidungsrate be-
nötigt, da in einem Heißwandreaktor auch die Wand mitbeschichtet wird. Auf diese Weise
werden wegen des gleichen Substrat- und Wandmaterials identische Bedingungen geschaffen.
Die Substrate bestehen aus halbrund gebogenen Graphitplättchen (30 x 20 x 0,5 mm). Durch
die Krümmung wird eine bessere Umströmung der Proben im Reaktor erzielt. Vor jedem Ver-
such werden 30 Graphitplättchen abgewogen und hintereinander versetzt auf der ebenfalls
halbrund gebogenen Reaktorauskleidung positioniert. Die Probenanordnung wird in Abbil-
dung 3.6 gezeigt.
Abbildung 3.6: Anordnung der Proben im Reaktor

Experimentelles 50
Nach dem Einbauen der Reaktorauskleidung mit den Proben in den Reaktor wird die Anlage
geschlossen und mit Hilfe der Vakuumpumpe evakuiert. Nach einer erfolgreichen Dichtig-
keitsprüfung wird die Anlage mit Helium auf Normaldruck gebracht und die Aufheizphase
des Ofens gestartet. Nach einer bestimmten Prozessdauer wird der Versuch beendet und es
beginnt die Abkühlphase. Nach dem Abkühlen der Anlage können die Proben zusammen mit
der Reaktorauskleidung herausgenommen werden. Danach werden die Proben noch einmal
gewogen. Durch diese gravimetrische Methode kann die Abscheidung in jedem Punkt des
Reaktors bestimmt werden.
3.2.1.1 Gravimetrische Versuchsauswertung
Die Menge an abgeschiedener Schichtsubstanz in der diskontinuierlichen Anlage wird gravi-
metrisch ermittelt. Die Substrate werden vor der Beschichtung in einer Analysewaage gewo-
gen. Nach der Beschichtung werden diese wieder eingewogen und die abgeschiedene Menge
als Differenz ermittelt. Ein Vorteil des diskontinuierlichen Anlagenaufbaues liegt darin, dass
die Abscheidungsprofile über die Reaktorlänge ermittelt werden können. Man erkennt
schnell, ob es eine starke Reaktion und Beschichtung am Eingang gibt oder eine eher ge-
wünschte gleichmäßige Beschichtung über die gesamte Reaktorlänge.
Da die Oberfläche der Substrate und die Beschichtungszeit und -menge bekannt ist und wenn
von einer gleichmäßigen Beschichtung der Substrate und umgebender Reaktorwand ausge-
gangen wird, kann eine Abscheidungsrate für jedes Substrat berechnet werden. Weiterhin
kann die Schichtdicke bei bekannter Dichte der Schicht abgeschätzt werden und der Umsatz-
grad der Precursoren bestimmt werden. Eine detaillierte Darstellung der hierfür benötigten
Berechnungen ist im Anhang zu finden.
3.2.1.2 Berechnung der Stoffströme
Die Abscheidungsbedingungen werden neben der Temperatur wesentlich durch die Stoff-
ströme eingestellt. Bei deren Berechnung ergeben sich einige Freiheitsgrade, die man variie-
ren kann und einige Größen, die durch die Bilanz festgesetzt werden. Im Anhang wird anhand
der Abscheidung von BN-Schichten gezeigt, wie die Stoffströme berechnet werden. Für die
Abscheidung von pyrolytischem Kohlenstoff und Titandiborid ergibt sich ein vergleichbarer
Rechenweg.

Experimentelles 51
3.2.2 CVD-Anlage zur halbkontinuierlichen Beschichtung von C-Kurzfasern
Bei Versuchen an der halbkontinuierlichen Kurzfaserbeschichtungsanlage wird zunächst der
Faservorlagebehälter mit bis zu fünf Kilogramm Fasern befüllt. Damit die Reaktorwand nicht
durch Beschichtungen verschmutzt, wird der Reaktor innen vor jedem Versuch mit Graphitfo-
lie ausgekleidet. Die Versuchsanlage wird mit einer Vakuumpumpe evakuiert und anschlie-
ßend mit Helium geflutet. Dies wird einmal wiederholt. Unter Heliumatmosphäre wird das
sich drehende Reaktorrohr mit einer Rate von 150°C/h aufgeheizt. Die niedrige Aufheizrate
wurde gewählt, um das Reaktorrohr zu schonen und starke Temperaturspannungen zu ver-
meiden. Ist die Reaktionstemperatur erreicht, werden die Eduktgase dosiert und die Kurzfa-
serdosierung gestartet. Die Beschichtung kann maximal solange durchgeführt werden, bis der
Vorratsbehälter an Kurzfasern leer läuft. Dies dauert etwa sieben Stunden. Ist der Versuch
beendet, wird die Faserdosierung deaktiviert. Die Eduktgase werden noch 15 Minuten dosiert,
bis die letzten Fasern das Drehrohr verlassen haben, was man am durchsichtigen Auffangbe-
hälter beobachten kann. Anschließend wird wieder Helium dosiert und mit langsamer Rate
abgekühlt.
Die Berechnung der Stoffströme erfolgt wie für die diskontinuierliche Anlage (siehe Anhang).
Einzig der größere Reaktordurchmesser muss berücksichtigt werden.
Eine Abschätzung der Schichtdicke mittels Gravimetrie wie bei den porenfreien Substraten ist
hier nicht möglich. Eine Charakterisierung der Fasern erfolgte mittels Rasterelektronenmikro-
skopie (REM), Raman-Spektroskopie und Thermogravimetrie.
3.3 Charakterisierungsmethoden
Um die abgeschiedenen Schichten bezüglich chemischer Zusammensetzung, Schichtdicke,
Oberflächenmorphologie, Mikrostruktur und Oxidationsbeständigkeit charakterisieren zu
können, wurden verschiedene analytische Methoden angewendet. Bei den auf porenfreien
Graphitplättchen in der diskontinuierlichen Anlage abgeschiedenen Substanzen handelt es
sich überwiegend um Schichten im µm-Bereich. Bei diesen stand eine Analyse der chemi-
schen Zusammensetzung im Vordergrund. Auf die Fasern aus der halbkontinuierlichen Anla-
ge wurden Schichten im nm-Bereich abgeschieden. Hier war besonders die Schichtdicke von
Interesse.

Experimentelles 52
Die folgenden Kapitel geben einen Überblick über die Funktionsweise und Limitierungen der
verschiedenen Methoden zur Charakterisierung dünner Schichten. Weiterhin werden die
Grundlagen des Drei-Punkt-Biegeversuchs erläutert, mit dem hergestellte Faserverbundwerk-
stoffe auf ihre mechanischen Eigenschaften hin untersucht wurden.
3.3.1 Rasterelektronenmikroskopie (REM)
Mit einem Elektronenmikroskop kann eine deutlich höhere Auflösung (derzeit etwa 0,1 nm)
erreicht werden als mit einem Lichtmikroskop (etwa 0,2 µm). 1924 erkannte Broglie den
Wellencharakter der Elektronen und schaffte somit die Grundvoraussetzung, anstelle von
sichtbarem Licht Elektronen zum Mikroskopieren zu verwenden. E. Ruska nutzte diesen Zu-
sammenhang und entwickelte 1931 das erste Elektronenmikroskop. [136-139]
Der geringste Abstand Δx, der bei der Mikroskopie noch aufgelöst werden kann, wird durch
folgende Gleichung bestimmt:
[ ]nm)sin(n
xα
λ⋅
=Δ (3.1)
Der Nenner wird auch als numerische Apertur bezeichnet und ist abhängig vom Brechungsin-
dex n und des Akzeptanzwinkels α des Objektives. Bei der Elektronenmikroskopie macht
man sich zunutze, dass die Wellenlänge der Elektronen um Größenordnungen niedriger liegt
als die des sichtbaren Lichtes (400 – 700 nm). Die Wellenlänge der Elektronen ist abhängig
von der Spannung, mit der sie beschleunigt werden. Gleichung 3.2 beschreibt den Zusam-
menhang. Elektronen, die mit einer Spannung von 100 kV beschleunigt werden, haben somit
eine Wellenlänge von 0,0038 nm. [136, 137, 139]
m10]V[U
226,1 9−⋅=λ (3.2)
Das Mikroskop eines REMs ist in einer Hochvakuumapparatur untergebracht. Dies ist nötig,
da ansonsten die freie Weglänge der Elektronen zu kurz ist und der Elektronenstrahl durch
Stöße in der Gasphase aufgeweitet wird. Als Strahlenquelle dient meist eine Glühkathode,
welche Elektronen emittiert, die durch eine entgegengesetzt liegende Anode beschleunigt
werden. Es werden zur Beschleunigung Hochspannungen bis zu 3 MV angelegt. Die Fokus-
sierung, die bei Lichtmikroskopen von Linsen wahrgenommen wird, erfolgt beim Elektro-

Experimentelles 53
nenmikroskop durch Elektrolinsen. Dies sind magnetische Linsen, die die Bahn der Elektro-
nen lenken. Beim Rasterelektronenmikroskop wird der Elektronenstrahl auf einen etwa 10 nm
kleinen Fleck fokussiert. Der Elektronenstrahl wird während der Aufnahme rasterförmig über
die Probe gelenkt, so dass punktuell ein Bild entsteht.
Dabei aus der Probe wieder austretende oder rückgestreute Elektronen werden anschließend
detektiert und steuern den Helligkeitswert des auf einem Monitor zusammengesetzten Bildes.
Die wichtigsten im REM zur Abbildung der Probenoberfläche genutzten Signale sind Sekun-
därelektronen (SE) und Rückstreuelektronen (BSE Back Scattered Electrons). [136-138]
Ein Teil der REM-Analysen dieser Arbeit wurden an einem Rasterelektronenmikroskop Hita-
chi S 4800 FEG (Field Emission Gun) am Lehrstuhl Werkstoffwissenschaften IV der FAU
Erlangen-Nürnberg durchgeführt. Weitere Aufnahmen wurden mit einem Jeol JSM 6320F der
EADS Deutschland GmbH gemacht.
Mit Hilfe der Rasterelektronenmikroskopie wurde die Oberflächentopographie der beschich-
teten Graphitsubstrate untersucht und die Dicke der abgeschiedenen Schichten auf Fasern
optisch bestimmt. Weiterhin konnten die Bruchflächen der faserverstärkten Verbundwerkstof-
fe aus den Biegeversuchen mittels REM charakterisiert werden.
3.3.2 Energie-Dispersive-Röntgenstrahlung (EDX)
Eine Möglichkeit zur quantitativen Untersuchung der Zusammensetzung von Schichten bietet
die Energie-Dispersive-Röntgenstrahlung (EDX). Das Analyseverfahren ist meist mit Elekt-
ronenmikroskopen gekoppelt, da es zur Anregung ebenfalls einen Elektronenstrahl unter
Hochvakuum benötigt.
Die beim REM genutzten Sekundärelektronen haben eine Austrittstiefe von weniger als
50 nm. Eventuell werden beim REM auch noch die Rückstreuelektronen detektiert und zur
Bilddarstellung genutzt. Der Elektronenstrahl dringt jedoch auch tief in die Probe ein, wobei
Wechselwirkungen mit den Hüllenelektronen der Atome in tieferen Lagen entstehen. Dies
führt unter anderem auch dazu, das Röntgenstrahlung emittiert wird, wobei einerseits die un-
gewünschte Röntgenbremsstrahlung entsteht und andererseits die gewollte charakteristische
Röntgenstrahlung. Die Energie der Strahlung ist laut dem Moseley'schen Gesetz abhängig von
der Ordnungszahl des Atoms, aus dem die Strahlung emittiert wurde. Somit ist eine Charakte-
risierung der Atomzusammensetzung möglich. Mittels eines Detektorkristalls wird die Ener-
gie der Strahlung gemessen und das Energiespektrum anschließend ausgewertet. [140-142]

Experimentelles 54
Ein Problem ergibt sich bei der parallelen Bestimmung von leichten Elementen wie Bor und
Stickstoff und schweren Elementen wie Titan. Schwerere Elemente werden besser detektiert,
womit sich die quantitative Analyse verzerrt. Der Grund hierfür ist, dass die Wahrscheinlich-
keit Röntgenstrahlung zu emittieren mit der Ordnungszahl zunimmt. Ebenso proportional
steigt die Durchdringungsfähigkeit der Röntgenstrahlung. Beide Effekte verschieben die Ver-
teilung hin zu schwereren Elementen. Bei der parallelen Bestimmung von leichten und schwe-
ren Elementen empfiehlt es sich, mit Standards bekannter Zusammensetzung Voruntersu-
chungen durchzuführen.
Da die emittierte Röntgenstrahlung bei EDX von Atomen bis etwa 1 µm Schichttiefe stammt,
können nicht nur die obersten Atomlagen charakterisiert werden, wie es bei XPS der Fall ist.
Dies ist vorteilhaft, wenn mit Oxidschichten zu rechnen ist. [141]
Der Vorteil der Kombination von REM und EDX-Detektor besteht darin, dass eine Probe
nicht nur integral als Gesamtheit analysiert werden kann, sondern auch die örtliche Verteilung
der Elementzusammensetzung bestimmt werden kann. Dazu wird während der EDX-Messung
die Strahlsteuerung des REM an den EDX-Detektor übergeben.
Das verwendete EDX war mit dem Rasterelektronenmikroskop Hitachi S 4800 FEG des
Lehrstuhls Werkstoffwissenschaften IV der FAU Erlangen-Nürnberg kombiniert. Es wurde in
Verbindung mit einem Standard zur Bestimmung der chemischen Zusammensetzung von
TiB2-Schichten auf Graphitsubstraten eingesetzt.
3.3.3 Röntgenphotoelektronenspektroskopie (XPS)
Das noch sehr junge Analyseverfahren der Röntgenphotoelektronenspektroskopie hat schnell
als Analysemethode der Oberflächenzusammensetzung eine herausragende Stellung einge-
nommen. Das Verfahren wurde zwischen 1955 und 1960 an der Universität Uppsala in
Schweden entwickelt. Ursprünglich wurde die Methode ESCA (Electron Spectroscopy for
Chemical Analysis) genannt. Aufgrund unterschiedlicher Anregungsmethoden wurde diese
jedoch noch weiter untergliedert. Bei der Photoelektronenspektroskopie wird die kinetische
Energie von Elektronen gemessen, die aus der äußeren oder inneren Bahn der Atome heraus-
gelöst worden sind. Die Anregung des Elektrons erfolgt hierbei durch UV- oder Röntgenlicht.
Je nach Anregungsquelle wird auch zwischen Ultraviolett-Photoelektronen-Spektroskopie
(UPS) und XPS unterschieden. [143-146]
Aufgrund der Anregung mit Photonen werden Elektronen von den Atomen, Molekülen oder
Festkörpern emittiert. Bei Anregung durch UV-Licht geht man von einer Anregungsenergie

Experimentelles 55
kleiner 100 eV aus und emittiert eher Valenzelektronen. Wird die Anregung höher, so ist man
im Bereich der Röntgenstrahlung und erreicht auch Rumpfelektronen. Die kinetische Energie
des emittierten Elektrons ist abhängig vom Energieniveau, auf dem sich das Elektron befun-
den hat. Misst man die Energien der Photoelektronen, so kann man für jedes Atom charakte-
ristische Energieniveaus herausfiltern. Die kinetische Energie des Elektrons ist jedoch auch
abhängig vom Bindungszustand, so dass sogar Aussagen über Bindungsverhältnisse gemacht
werden können. [147]
Die zu untersuchende Probe wird in einen Probenraum eingebracht, der anschließend bis zum
Ultrahochvakuum evakuiert wird. Als Anregungsquelle dient meistens Mg-Kα- (1253,6 eV)
oder Al-Kα- (1486,6 eV) Röntgenstrahlung. Da sich bei der Röntgenstrahlerzeugung zwei
Effekte überlagern, der unerwünschte Effekt der Röntgenbremsstrahlung und der gewollte
Effekt der Strahlung aus Stoßionisation, wird die Strahlung mit Absorptionsfiltern und even-
tuell mit Einkristallmonochromatoren gefiltert, bevor sie auf die Probe trifft. Die verwendete
so genannte weiche Röntgenstrahlung hat nur eine Eindringtiefe von etwa 3 nm, was die XPS
zu einer oberflächensensitiven Analyse macht. Die Photoelektronen werden mit einer Elekt-
ronenoptik auf den Detektor fokussiert. Magnetfelder lenken die Elektronen ab, je nach Stärke
des Magnetfeldes werden jedoch nur Elektronen einer bestimmten kinetischen Energie auf
den Detektor gelenkt. Somit kann durch Variation des Magnetfeldes ein Spektrum der detek-
tierten Elektronen über die kinetische Energie aufgenommen werden. Bei UPS werden Auflö-
sungen von 30 meV, bei XPS Auflösungen von 500 meV erreicht. [144, 145]
Die Untersuchungen wurden an einem Physical Electronics PHI 5600 ESCA System am
Lehrstuhl für Werkstoffwissenschaften IV der Universität Erlangen durchgeführt.
Die Röntgenphotoelektronenspektroskopie wurde zur Bestimmung der chemischen Zusam-
mensetzung an der Oberfläche abgeschiedener Bornitridschichten auf Graphitsubstraten he-
rangezogen.
3.3.4 Röntgenbeugungsdiffraktometrie (XRD)
Die XRD ist ein Verfahren, das Informationen über Kristallstruktur, kristalline Defekte, Sub-
stratorientierungen oder mechanische Spannungen im mikroskopischen Bereich liefert. Be-
reits 1912 wurde von Max von Laue die Beugung von Röntgenstrahlen an Kristallen bei der
Untersuchung von Kupfersulfatpentahydrat-Kristallen entdeckt. Eine Beugung der Röntgen-
strahlen ist nur möglich, da die Wellenlänge der Strahlen und die Gitterkonstanten der Kristal-

Experimentelles 56
le in einer gleichen Größenordnung von 0,2 – 20 Å liegen. Erst seit dieser Entdeckung ist es
möglich, die Struktur von Kristallen zu bestimmen. [148]
Veranschaulichen kann man sich die Beugung als Reflexion an der Netzebenenschar. In Ab-
bildung 3.7 ist ein phasengleiches Röntgenstrahlbündel zu sehen, das in D und F im Ein-
strahlwinkel α reflektiert wird. Je nach Gitterabstand d ergibt sich zwischen den zwei reflek-
tierten Strahlen ein Gangunterschied Γ. Es kommt zur Interferenz, wobei Verstärkung und
Auslöschung möglich sind. Der Winkel α wird auch als Glanzwinkel bezeichnet und meist
mit θ beschriftet.
Abbildung 3.7: Aufbau und Prinzip der Röntgenbeugungsdiffraktometrie [149]
Die Beziehung zwischen dem Gangunterschied und dem Glanzwinkel wird durch nachfol-
gende Gleichung beschrieben:
( )d2
sin⋅Γ
=Θ (3.3)
Ein Interferenzmaximum tritt nur auf, wenn der Gangunterschied Γ ein Vielfaches der Wel-
lenlänge λ ist, also Γ = nλ (n ist Ordnung der Interferenz). Es leitet sich die Braggsche Glei-
chung ab [150]:
( )Θ⋅⋅=⋅ sind2n λ (3.4)
Die Probe wird nach dem Bragg-Bretano-Prinzip in verschiedenen Einfallswinkeln bestrahlt
und die Intensität der Reflexion am Ort, an dem der Ausfallwinkel gleich dem Einfallwinkel
ist, gemessen. Je nach Beugungswinkel 2θ ergibt sich eine für die Kristallstruktur charakteris-
Probe
Röntgen-röhre
Soller- Blende
Soller- Blende
Monochromator
Divergenz- Blende
Detektor- Blende
Detektor
Anti-Streuungs- Blende
Receiving- Blende
α α D
F
d

Experimentelles 57
tische Interferenz und unterschiedlich starke Reflexion. Der Gitteraufbau eines Kristalls prägt
das Diffraktogramm wie einen Fingerabdruck und ist somit charakteristisch für die atomare
Zusammensetzung. Zur Auswertung der Diffraktogramme kann auf eine Softwaredatenbank
zurückgegriffen werden. Bei der Vermessung von Pulvern können sich Peaks überlappen, da
die Kristalle im Pulver statistisch verteilt sind. Bei Untersuchungen an Einkristallen ist dies
nicht der Fall. Der Strahlengang eines Pulverdiffraktometers, wie es in dieser Arbeit zur Ana-
lyse verwendet wurde, ist in Abbildung 3.7 schematisch dargestellt.
Die Schichten können nur mittels XRD untersucht werden, wenn sie kristallin sind. Amorphe
Strukturen wie zum Beispiel Glas haben keine geregelte Struktur und streuen nicht winkelab-
hängig. Je mehr eine kristalline Struktur vorliegt, desto intensiver werden die Reflexionen und
desto genauer die Diffraktogramme. Steigt das Grundrauschen, so liegt eine stark amorphe
Struktur vor. Überzählige Reflexe weisen auf Fremdphasen und Verunreinigungen hin. Un-
scharfe Peaks kommen meist von Fehlstellen im Gitteraufbau. [151, 152]
Die Messungen wurde an einem Philips X’Pert Diffraktometer durchgeführt, welches vom
Lehrstuhl für Chemische Reaktionstechnik der FAU zur Verfügung gestellt wurde. Als Mess-
strahlung wurde die Cu-Kα-Linie mit einer Wellenlänge von 1,54 Å verwendet.
Mit Hilfe der Röntgenbeugungsdiffraktometrie wurde die kristallographische Struktur abge-
schiedener BN- und TiB2-Schichten auf Graphitsubstraten untersucht.
3.3.5 Infrarot-Spektroskopie
Eine sehr wichtige Charakterisierungsmethode zur Identifizierung unbekannter Verbindungen
ist die Infrarotspektroskopie. Sie liefert wertvolle Hinweise über die Konstitution chemischer
Verbindungen. Bei der Infrarot-Spektroskopie erhält man durch die Bestrahlung der Probe mit
infrarotem Licht Informationen über charakteristische Baueinheiten wie z.B. OH-Gruppen
oder auch Oktaeder. Die Probe wird mit IR-Strahlung unterschiedlicher Wellenlänge bestrahlt
und die Absorption verschiedener Wellenlängen detektiert. Aus den Absorptionsbanden lässt
sich die Schwingungsenergie der verschiedenen Molekülbindungen ermitteln. Werden in der
Probe Gitterschwingungen angeregt, so führt dies zu einem für das Material der Probe typi-
schen Spektrum. Die Grundschwingungen unterteilt man in Valenzschwingungen und ver-
schiedene Arten von Deformationsschwingungen. Bei der Valenzschwingung ändern sich die
Abstände der Atome in Bindungsrichtung. Bei den verschiedenen Deformationsschwingungen
beruht die Schwingung auf Änderung des Bindungswinkels. Da jeder Schwingungsübergang
mit einer Änderung des Rotationszustandes des Moleküls verbunden ist, stellt das Infrarot-

Experimentelles 58
spektrum ein Rotationsschwingungsspektrum dar. Es hat sich gezeigt, dass Strukturelemente
bei einer für sie typischen Frequenz Strahlung absorbieren. Diese charakteristischen Absorp-
tionsfrequenzen können zur Strukturaufklärung herangezogen werden. IR-Spektren charakte-
risieren Rotationsschwingungsübergänge innerhalb der Moleküle der zu untersuchenden Ver-
bindungen. In der Regel liegen diese in einem Bereich von 400−4000 cm-1. Eine Molekül-
gruppe kann nur dann infrarote Strahlung aus einem elektromagnetischen Wechselfeld auf-
nehmen, wenn der damit verbundene Übergang in ein höheres Schwingungsniveau mit der
Änderung des elektrischen Dipolmoments der Molekülgruppe verbunden ist. Die Identifizie-
rung der Substanzen kann über Spektrenvergleich und durch Zuordnung der erhaltenen Ban-
den zu bestimmten Schwingungen erfolgen. [153-155]
Die IR-Messungen wurden am Lehrstuhl für Chemische Reaktionstechnik der Universität
Erlangen-Nürnberg an einem konventionellen FTIR-Spektrometer Paragon 1000 der Fa. Per-
kin-Elmer durchgeführt. In das IR-Spektrometer wurden ein Spiegelsystem „Praying Mantis”
der Fa. Harrick’s und ein MCT-Halbleiterdetektor eingebaut.
Die Infrarotspektroskopie wurde eingesetzt, um die Mikrostruktur abgeschiedener BN-
Schichten aufzuklären.
3.3.6 Raman-Spektroskopie
Die Raman-Spektroskopie zählt zu den schwingungsspektroskopischen Verfahren. Der Ra-
maneffekt entsteht durch Wechselwirkung von elektromagnetischer Strahlung und der Elekt-
ronenhülle der Molekel und ist im Gegensatz zur IR-Spektroskopie praktisch unabhängig von
der Wellenlänge der Erregerstrahlung. Bei der Raman-Spektroskopie werden die Wellenlän-
gen und die Intensitäten von inelastisch gestreuten Photonen der mit monochromatischem
Licht bestrahlten Probe gemessen. Hierzu werden die Moleküle mit Laserlicht der Frequenz
νL auf ein virtuelles Niveau angeregt. Sie befinden sich nur eine kurze Zeit in diesem Niveau,
von dem aus sie spontan auf ein Energieniveau ihres Termschemas unter Aussenden von Ra-
manstreulicht zurückspringen. Die Frequenz der emittierten Photonen ist gegenüber der ein-
gekoppelten Strahlung um den Betrag νR, der so genannten „Ramanverschiebung”, verscho-
ben. Trifft ein Photon auf ein Atom oder Molekül, so kann es zu elastischen oder inelastischen
Stößen kommen. Bei einem elastischen Stoß bleibt die Energie des Photons konstant und man
spricht dann von der Rayleigh-Streuung (ν = νL). Findet hingegen ein inelastischer Stoß statt,
so ändert das getroffene Atom oder Molekül seinen Schwingungszustand und nimmt dabei
Energie auf bzw. gibt Energie ab. Das bewirkt eine Ab- bzw. Zunahme der Frequenz des

Experimentelles 59
rückgestreuten Photons. Nimmt die Frequenz zu, spricht man vom Auftreten einer „Anti-
Stokes-Linie” (ν = νAS), bei Abnahme der Frequenz erscheint eine „Stokes-Linie” (ν = νS).
Diese Übergänge werden in Abbildung 3.8 gezeigt. [153, 156, 157]
Abbildung 3.8: Energiezustände bei Rayleigh- und Raman-Streuung [158]
Abbildung 3.9 zeigt den Aufbau eines Raman-Spektrometers. Zur Erzeugung der monochro-
matischen Strahlung wird häufig ein Gaslaser eingesetzt. Das Laserlicht wird über einen
Strahlteiler in ein Mikroskop eingekoppelt und über das Mikroskopobjektiv auf die Probe
fokussiert. Das gestreute Licht wird über dasselbe Objektiv gesammelt und aus dem Mikro-
skop ausgekoppelt. Da die detektierte Rayleigh-Streuung wesentlich stärker als die Raman-
Streuung ist, wird diese durch optische Filter entfernt. Über eine Linse wird die Streustrah-
lung auf den Eintrittsspalt eines Monochromators fokussiert, der mit einem holographischen
Gitter ausgestattet ist. Nachdem die Strahlung spektral zerlegt wurde, wird sie von einem Pho-
tomultiplier in ein elektrisches Signal umgewandelt.
Die Raman-Spektroskopie gibt neben der Materialidentifizierung auch Aufschluss über z.B.
die Kristallinität, Orientierung, Spannung und Temperatur der untersuchten Schichten, da
diese Eigenschaften die Breite, die Frequenz und die Intensität der Raman-Spektren beein-
flussen. Alle diese Eigenschaften lassen sich mit hoher Ortsauflösung bestimmen, da der La-
serfokus auf einige Mikrometer reduziert werden kann. Die Informationstiefe lässt sich durch
die Wahl der Laserwellenlänge zwischen einigen Atomlagen und vielen Mikrometern variie-
ren.
hνS hνAS hνL hνL hνL hνL
S0 S0 S0
S1 S1 S1
Stokes- Raman-Streuung
anti-Stokes- Raman-Streuung
Rayleigh- Streuung
N1
N2 N2
N1
N2
N1

Experimentelles 60
Abbildung 3.9: Aufbau eines Raman-Spektrometers [36]
Die Messungen wurden am Lehrstuhl für Werkstoffkunde und Technologie der Metalle
(WTM) der Universität Erlangen-Nürnberg an einem Raman-Spektrometer des Typs Renis-
haw Ramascope 2000 mit luftgekühltem Argon-Laser (λ = 514 nm) durchgeführt.
Mit Hilfe der Raman-Spektroskopie wurden auf Graphitsubstraten und Kohlenstofffasern ab-
geschiedene PyC- und BN-Schichten bezüglich ihrer Mikrostruktur charakterisiert.
3.3.7 Thermogravimetrie
Bei der Thermo-Gravimetrischen Analyse (TGA) wird das Gewicht einer Probe während ei-
ner Wärmebehandlung gemessen. Gewichtsänderungen treten bei vielen Materialien auf, z.B.
wenn Lösungsmittel aus Polymeren ausgast, wenn organische Materialien verbrennen oder
wenn Materialien oxidiert bzw. reduziert werden. „Virtuelle Gewichtsänderungen“ können
gemessen werden, wenn magnetische Materialien im Magnetfeld über ihre Curietemperatur
erhitzt werden. Oft wird die Thermogravimetrie mit der Differenz-Thermoanalyse (DTA)
oder der Wärmestrom-Kalorimetrie (DSC, differential scanning calorimetry) gekoppelt. In
diesem Fall spricht man von einer simultanen Thermoanalyse (STA). [159, 160]
Die Gewichtsänderung der Probe wird elektromagnetisch kompensiert. Die durch eine Ge-
wichtsänderung der Probe ausgelöste differentielle Deklination wird mit Hilfe eines indukti-
ven Wegaufnehmers und einer nachgeschalteten Trägerfrequenzmessbrücke erfasst. Der di-
rekt zur Gewichtsänderung proportionale Strom der Kompensationsspule wird durch das
Ausgangssignal des Wegaufnehmers geregelt. [161]
Probe
Strahlteiler mit Notch-Filter
Gas-Laser
Spektrometer
Blende
Linse
CCD- Detektor
Mikroskop

Experimentelles 61
Die Messungen wurden am Lehrstuhl für Chemische Reaktionstechnik der Universität Erlan-
gen-Nürnberg auf dem Simultan-Thermo-Analyse-Gerät STA 409 PC der Firma Netzsch-
Gerätebau GmbH durchgeführt.
Durch thermogravimetrische Messungen wurde die Oxidationsbeständigkeit von beschichte-
ten Kohlenstofffasern ermittelt.
3.3.8 Drei-Punkt-Biegeversuch
Der Biegeversuch wird vornehmlich bei metallischen, synthetischen (Kunststoffe) und kera-
mischen Werkstoffen durchgeführt. Es gibt verschiedene Arten des Biegeversuches, deren
Ablauf ähnlich ist und sich nur durch die Prüfvorrichtung unterscheidet. Beim Biegeversuch
wird die Probe durch nahezu statischen Druck beansprucht. Aus dem Spannungs-Dehnungs-
Diagramm werden verschiedene Kennwerte wie Biegefestigkeit, Bruchdehnung und Elastizi-
tätsmodul (E-Modul) ermittelt. [162]
Beim Drei-Punkt-Biegeversuch wird die Prüfprobe auf zwei Auflagen positioniert und in der
Mitte mit einem Prüfstempel belastet, wie in Abbildung 3.10 dargestellt.
Abbildung 3.10: Prinzip des Drei-Punkt-Biegeversuchs
Die Biegespannung σB berechnet sich bei einer Flachprobe wie folgt [163]:
⎥⎦⎤
⎢⎣⎡
⋅⋅⋅⋅
= 22B mmN
hb2LF3σ (3.5)
mit: F : aufgebrachte Last [kN]
L : Auflagerabstand [mm]
b : Probenbreite [mm]
h : Probendicke [mm]
F
L
Prüfkörper

Experimentelles 62
Die Biegefestigkeit ist definiert als die bis zum Bruch eines quaderförmigen Probenkörpers
mit definierten Abmessungen in einem 3-Punkt-Biegeversuch aufgetretene maximale Span-
nung, ausgedrückt in N/mm2 oder MPa.
Die Bruchdehnung ist ein Kennwert, der angibt, um wie viel Prozent sich ein Material plas-
tisch dehnen lässt, bevor es zum Bruch kommt.
Der E-Modul beschreibt den Zusammenhang zwischen Spannung und Dehnung bei der Ver-
formung eines festen Körpers bei linear elastischem Verhalten. Er ist als Steigung des Gra-
phen im Spannungs-Dehnungs-Diagramm innerhalb des linearen Elastizitätsbereichs definiert
[162, 164]:
⎥⎦⎤
⎢⎣⎡= 2mm
NddE
εσ (3.6)
Mit Hilfe von Drei-Punkt-Biegeversuchen wurden bei DaimlerChrysler die mechanischen
Eigenschaften der hergestellten kurzfaserverstärkten C/SiC-Verbundwerkstoffe bestimmt.

Ergebnisse und Diskussion 63
4. Ergebnisse und Diskussion
Um geeignete Prozessparameter für die Abscheidung von PyC, BN und TiB2 auf Kurzfasern
zu ermitteln, wurde für jedes Stoffsystem ein „Parameter Screening“ in der in Kapitel 3.1.1
beschriebenen diskontinuierlich betriebenen CVD-Anlage durchgeführt. Um die abgeschiede-
nen Schichten einfach und schnell charakterisieren zu können, wurden Graphitplättchen als
Substrate verwendet. Die in diesen Versuchen ermittelten Prozessparameter dienten als
Grundlage für die Parametereinstellungen bei der Beschichtung von Kohlenstoffkurzfasern in
der halbkontinuierlich betriebenen CVD-Anlage.
4.1 Beschichtung porenfreier Substrate
Die Abscheidung von PyC wurde aus den zwei Precursorsystemen Propan/Wasserstoff und
Methan/Wasserstoff vorgenommen, um unterschiedliche PyC-Mikrostrukturen zu erzeugen.
Ziel ist es, die verschiedenen Mikrostrukturen auf Kurzfasern aufzubringen und somit das
Faser-Matrix-Interface in keramischen Verbundwerkstoffen zu optimieren.
Bornitrid wurde aus den Precursoren Trimethoxyboran (TMOB) und Ammoniak abgeschie-
den. Bei diesem Precursorsystem entstehen vergleichsweise geringe Mengen an festen Ne-
benprodukten, wodurch eine homogene Faserbeschichtung mit nur geringen Verunreinigun-
gen ermöglicht wird.
Titandiborid kommt hauptsächlich als Diffusionsbarriere in faserverstärkten metallischen
Verbundwerkstoffen zum Einsatz. Die Abscheidung von Titandiborid wurde aus den Precur-
soren Bortrichlorid und Titantetrachlorid untersucht.
4.1.1 Chemische Gasphasenabscheidung von PyC aus Propan / Wasserstoff
Die chemische Gasphasenabscheidung von PyC aus Propan und Wasserstoff wurde bereits bei
Schmidt [36] ausführlich untersucht. Die Versuche wurden mit der in Kapitel 3.1.1 dargestell-
ten CVD-Anlage durchgeführt. Da die gewonnenen Erkenntnisse für die Beschichtung von
Kurzfasern innerhalb dieser Arbeit verwendet wurden, sind die wichtigsten Ergebnisse an
dieser Stelle kurz zusammengefasst.

Ergebnisse und Diskussion 64
Um den Einfluss der Prozessparameter auf die Abscheidungsrate und die Struktur der abge-
schiedenen PyC-Schichten zu untersuchen, wurde ein „Parameter Screening“ durchgeführt.
Dabei wurden die Temperatur, der Molenbruch von Propan, das Verhältnis von Wasserstoff
zu Propan, die Verweilzeit der Gase und der Gesamtdruck variiert. Tabelle 4.1 gibt einen
Überblick über den Größenbereich der untersuchten Parameter.
Prozessparameter variierter Bereich
Reaktortemperatur 800 - 1500°C Molenbruch C3H8 0,005 - 0,04
H2/C3H8-Verhältnis 0,5 - 6 Verweilzeit 1 - 16,5 s
Gesamtdruck 100 - 1000 mbar
Tabelle 4.1: Prozessparameter für die PyC-Abscheidung aus Propan/Wasserstoff
Die auf den Graphitplättchen abgeschiedenen PyC-Schichten wurden mittels Rasterelektro-
nenmikroskopie, Röntgenbeugungsdiffraktometrie und Raman-Spektroskopie bezüglich ihrer
Morphologie und Mikrostruktur untersucht. Als optimale Prozessparameter für die Abschei-
dung von PyC aus Propan und Wasserstoff auf nicht poröse Substrate wurde ein Temperatur-
bereich von T = 1050 - 1100°C, ein Propanmolenbruch xC3H8 = 0,02, ein Verhältnis von
Wasserstoff zu Propan H2/C3H8 = 3, ein Gesamtdruck von p = 1000 mbar und eine Verweil-
zeit der Gase von 2,85 s in der Reaktionszone gefunden. Bei diesen Parametern ergibt sich ein
Abscheidungsprofil entlang des Reaktors wie in Abbildung 4.1 dargestellt.
Durch die gewählten Prozessparameter wird eine homogene PyC-Abscheidung entlang des
Reaktors bis ca. 80 cm erreicht. Im letzten Fünftel des Reaktors kommt es zu einem sprung-
haften Anstieg der Abscheidungsrate, hervorgerufen durch eine verstärkte Abscheidung von
Rußpartikeln auf den Graphitplättchen. Diese Rußbildung ist unerwünscht, da sie bei der kon-
tinuierlichen Faserbeschichtung zu einer Verunreinigung der einzelnen Faserbündel führen
würde. Die Menge an entstehendem Ruß ist proportional zur Prozesstemperatur, Propankon-
zentration und der Verweilzeit. Eine vollständige Unterdrückung der Rußbildung ist nur bei
sehr geringen PyC-Abscheidungsraten möglich, welche aber für den kontinuierlichen Faser-
beschichtungsprozess nicht ausreichend sind. Da die Fasern nur eine Verweilzeit von ca.
10 min im Reaktorrohr haben, sind gerade hier hohe Abscheidungsraten notwendig, um aus-
reichend dicke PyC-Schichten auf den Fasern zu erzeugen. Die hier bestimmten Prozesspara-

Ergebnisse und Diskussion 65
meter stellen somit einen Kompromiss zwischen einer angemessenen PyC-Abscheidungsrate
und einer akzeptablen Rußbildung dar.
0,0E+00
5,0E-05
1,0E-04
1,5E-04
2,0E-04
2,5E-04
3,0E-04
3,5E-04
4,0E-04
0 10 20 30 40 50 60 70 80 90 100
Position [cm]
Abs
chei
dung
srat
e [m
ol/m
2 s]
0
200
400
600
800
1000
1200
Tem
pera
tur [
°C]
T = 1100°C xC3H8 = 0,02H2/C3H8 = 3τ = 2,85 sp = 1000 mbar
Abbildung 4.1: Abscheidungsprofil von PyC aus Propan/Wasserstoff
Die bei diesen Prozessparametern abgeschiedenen PyC-Schichten besitzen eine relativ niedri-
ge dreidimensionale Ordnung, wie mittels Raman-Spektroskopie und Röntgenbeugungs-
diffraktometrie gezeigt werden konnte. Höhere Prozesstemperaturen, die den Graphitisie-
rungsgrad der PyC-Schichten erhöhen würden, führen zu einer überproportionalen Zunahme
der Rußbildung.
Untersuchungen der Reaktionskinetik ergaben, dass bei Verweilzeiten von unter 5,7 s der
Prozess stofftransportlimitiert durch Konvektion ist. Trotzdem wurde bei Schmidt [36] eine
optimale Verweilzeit von 2,85 s für die Beschichtung von porenfreien Substraten festgelegt,
da die Rußbildung mit zunehmender Verweilzeit deutlich zunimmt. Da für die Beschichtung
von Fasern aber ein reaktionskontrollierter Prozess wünschenswert ist, um eine möglichst
tiefe Infiltration der Faserbündel zu gewährleisten, wurde der Anpassung der Verweilzeit für
den Faserbeschichtungsprozess unter Berücksichtigung der Rußbildung in Kapitel 4.2.1 be-
sondere Aufmerksamkeit geschenkt.

Ergebnisse und Diskussion 66
4.1.2 Chemische Gasphasenabscheidung von PyC aus Methan / Wasserstoff
Die Untersuchung der chemischen Gasphasenabscheidung von PyC aus Methan und Wasser-
stoff wurde ebenfalls bereits von Schmidt [36] durchgeführt. Um geeignete Parameter für die
Beschichtung von Fasern zu finden, wurden alle relevanten Parameter systematisch variiert
und die PyC-Abscheidung in der in Kapitel 3.1.1 beschriebenen diskontinuierlich betriebenen
CVD-Anlage untersucht. Einen Überblick über den Größenbereich der variierten Parameter
gibt Tabelle 4.2.
Prozessparameter variierter Bereich
Reaktortemperatur 1200 - 1500°C Molenbruch CH4 0,025 - 0,1
H2/CH4-Verhältnis 1 - 5 Verweilzeit 0,5 - 3 s
Gesamtdruck 100 - 1000 mbar
Tabelle 4.2: Variierte Prozessparameter für die PyC-Abscheidung aus Methan/Wasserstoff
Auch bei dem System Methan/Wasserstoff begrenzt die Rußbildung den möglichen Tempera-
turbereich der Abscheidung. Jedoch kann hier im Gegensatz zu Propan als Kohlenstoffquelle
bei höheren Temperaturen gearbeitet werden. Eine verstärkte Rußbildung setzt bei dem in
Tabelle 4.2 aufgeführten Parameterbereich erst ab ca. 1400°C ein. Als optimale Prozesspara-
meter für die Abscheidung von PyC aus Methan und Wasserstoff wurde ein Temperaturbe-
reich von T = 1300 - 1500°C, ein Methanmolenbruch xCH4 = 0,05, ein Verhältnis von Was-
serstoff zu Methan H2/CH4 = 3, ein Gesamtdruck von p = 1000 mbar und eine Verweilzeit der
Gase von 2,85 s in der Reaktionszone gefunden. Abbildung 4.2 zeigt das PyC-
Abscheidungsprofil über die Reaktorlänge bei diesen Prozessparametern.
Bei den oben erwähnten Prozessparametern setzt ab ca. 20 cm nach Reaktoreingang eine star-
ke PyC-Abscheidung ein. Im weiteren Verlauf kommt es zu einer Verarmung an Precursor
und die Abscheidungsrate nimmt kontinuierlich ab. Im letzten Reaktorabschnitt wird ein
scheinbares Ansteigen der Abscheidungsrate beobachtet, was aber lediglich auf eine uner-
wünschte Abscheidung von Rußpartikeln auf den Graphitplättchen zurückzuführen ist. Eine
Erhöhung der Methaneingangskonzentration könnte die Precursorverarmung verhindern und
somit ein homogenes Abscheidungsprofil erzeugen, jedoch führt diese Maßnahme zu einer
verstärkten Rußbildung. Wie schon bei dem System Propan/Wasserstoff stellen auch hier die

Ergebnisse und Diskussion 67
bestimmten Prozessparameter einen Kompromiss zwischen einer hohen PyC-
Abscheidungsrate und einer vertretbaren Rußbildung für die Faserbeschichtung dar.
0,0E+00
2,0E-05
4,0E-05
6,0E-05
8,0E-05
1,0E-04
0 10 20 30 40 50 60 70 80 90
Position [cm]
Abs
chei
dung
srat
e [m
ol/m
2 s]
0
200
400
600
800
1000
1200
1400
Tem
pera
tur [
°C]
T = 1300°C xCH4 = 0,05H2/CH4 = 3τ = 2,85 sp = 1000 mbar
Abbildung 4.2: Abscheidungsprofil von PyC aus Methan/Wasserstoff
Die Charakterisierung der PyC-Schichten mittels Raman-Spektroskopie und Röntgenbeu-
gungsdiffraktometrie zeigte eine höhere dreidimensionale Ordnung der einzelnen Kristallite
als bei den Schichten aus Propan/Wasserstoff. Durch die höheren Prozesstemperaturen wird
ein gesteigerter Graphitisierungsgrad der PyC-Schichten erzielt.
Im untersuchten Parameterbereich ist die PyC-Abscheidung aus Methan/Wasserstoff konvek-
tiv stofftransportlimitiert. Durch eine Erniedrigung der Prozesstemperatur unter 1200°C wird
der Übergangsbereich zur Reaktionskontrolle erreicht. Jedoch sind die Abscheidungsraten bei
diesen Bedingungen sehr gering. Um bei höheren Temperaturen den Prozess durch die Ab-
scheidungsreaktion zu limitieren, müssen Verweilzeiten von über 3 s eingestellt werden, was
eine erhöhte Rußbildung zur Folge hat. Für den Kurzfaserbeschichtungsprozess müssen Ver-
weilzeit und Temperatur genau aufeinander abgestimmt werden, um im reaktionslimitierten
Bereich arbeiten zu können.

Ergebnisse und Diskussion 68
4.1.3 Chemische Gasphasenabscheidung von Bornitrid (BN)
Die Abscheidung von BN wurde aus dem Precursorsystem Trimethoxyboran (TMOB) und
Ammoniak (NH3) vorgenommen. Im Gegensatz zu anderen Borquellen ist TMOB leicht zu
handhaben und kommerziell verfügbar. Weiterhin entstehen bei diesem System sehr wenig
feste Nebenprodukte, wodurch eine homogene Faserbeschichtung ermöglicht wird. Ziel dieses
„Parameter Screenings“ war es, formalkinetischen Parameter des Prozesses zu ermitteln und
daraus geeignete Prozessparameter für die Beschichtung von Kurzfasern mit BN festzulegen.
Mit Hilfe der formalkinetischen Parameter kann ein effektives Reaktionsgeschwindigkeitsge-
setz abgeleitet werden. Die Gültigkeit der effektiven Reaktionsgeschwindigkeit beruht auf der
Festlegung eines geschwindigkeitslimitierenden Teilschrittes (RDS). Durch Variation der
einzelnen Prozessparameter wird nach Bedingungen gesucht, unter denen die Oberflächenre-
aktion der langsamste und damit geschwindigkeitsbestimmende Teilschritt der Abscheidung
ist. Eine Limitierung durch den Stofftransport zur Substratoberfläche ist speziell bei porösen
Substraten unerwünscht, da in diesem Fall keine ausreichende Infiltration des Substrates statt-
finden kann. Ist die Oberflächenreaktion RDS, kann man die effektive Reaktionsgeschwin-
digkeit auf die bekannten Konzentrationen in der Hauptgasphase beziehen. Die Reaktionsge-
schwindigkeit kann im einfachsten Fall durch einen Potenzansatz beschrieben werden:
⎥⎦⎤
⎢⎣⎡
⋅⋅⎟
⎠⎞
⎜⎝⎛
⋅−
⋅= ∏ smmolc
TREexpkr 2
ni
A0
i (4.1)
mit: r : Reaktionsgeschwindigkeit [mol/(m2s)]
k0 : Präexponentialfaktor [(mol/m3)1-n (m/s)]
EA : Aktivierungsenergie [kJ/mol]
R : universelle Gaskonstante [8,3144⋅10-3 kJ/(mol⋅K)]
T : Reaktionstemperatur [K]
ci : Konzentration der Spezies i [mol/m3]
ni : Reaktionsordnung bezüglich der Spezies i [-]
Die Aktivierungsenergie EA wird durch Variation der Temperatur bei konstanter Gaszusam-
mensetzung, d.h. konstanten Konzentrationen und konstantem Gasvolumenstrom bestimmt.
Die Reaktionsordnungen werden durch Variation der Konzentrationen ermittelt.

Ergebnisse und Diskussion 69
In den folgenden Kapiteln wird der Einfluss der verschiedenen Parameter auf die gesamte
Abscheidung gezeigt. Die variierten Parameterbereiche sind Tabelle 4.3 zu entnehmen.
Prozessparameter variierter Bereich
Reaktortemperatur 800 - 1000°C Molenbruch TMOB 0,006 - 0,0092
NH3/TMOB-Verhältnis, γ 20 - 158 Verweilzeit 3,6 - 9 s H2-Anteil 0 - 35%
Gesamtdruck 1000 mbar
Tabelle 4.3: Variierte Prozessparameter für die BN-Abscheidung aus TMOB/NH3
Aus dem Vergleich der Versuchsreihen können die optimalen Beschichtungsparameter und
ihre Beziehung zu der effektiven Reaktionsgeschwindigkeit abgeleitet werden. Das Verhältnis
der Precursoren NH3 zu TMOB im Reaktionsgas wird im Folgenden mit γ = NH3/TMOB be-
zeichnet.
4.1.3.1 Einfluss der Strömungsgeschwindigkeit
Der Einfluss Strömungsgeschwindigkeit auf die Abscheidungsrate und den integralen Um-
satzgrad wurde im Bereich von 10 bis 25 cm/s untersucht. Bei einer Änderung der Strö-
mungsgeschwindigkeit ändert sich auch die Verweilzeit der Gase im Reaktor. Niedrige Strö-
mungsgeschwindigkeiten führen zu hohen Verweilzeiten und erhöhen die hydrodynamische
Grenzschicht über der Substratoberfläche. Abbildung 4.3 zeigt die Abscheidungsprofile bei
verschiedenen Strömungsgeschwindigkeiten.
Die Variation der Strömungsgeschwindigkeit bei konstanter TMOB Konzentration hat keinen
großen Einfluss auf die Abscheidungsrate. Alle Abscheidungsprofile zeigen ihr Maximum bei
einer Reaktorposition von ca. 18 cm und besitzen einen ähnlichen Verlauf. Die Erhöhung der
Abscheidungsrate am Ende des Reaktors (ab ca. 68 cm) ist auf ein Abscheiden von weißem
Pulver auf den Proben zurückzuführen. Die Analyse dieses Pulver hat gezeigt, dass es sich um
Ammoniumtetraborat handelt. Der Anstieg der Abscheidungsprofile am Ende des Reaktors ist
also proportional zu der Menge an gebildeten festen Nebenprodukten. Bei höheren Strö-
mungsgeschwindigkeiten steigt der Anteil an gebildetem Ammoniumtetraborat geringfügig.

Ergebnisse und Diskussion 70
Durch eine Erniedrigung der Strömungsgeschwindigkeit nimmt die Verweilzeit der Gase zu
und die integralen Umsätze steigen, da die Gase vollständig reagieren können.
0,0E+00
2,0E-05
4,0E-05
6,0E-05
8,0E-05
1,0E-04
1,2E-04
1,4E-04
1,6E-04
1,8E-04
2,0E-04
0 10 20 30 40 50 60 70 80 90
Position [cm]
Abs
chei
dung
srat
e [m
ol/m
2 s]
0
100
200
300
400
500
600
700
800
900
Tem
pera
tur [
°C]
u = 20 cm/s
u = 25 cm/s
u = 14 cm/su = 13 cm/su = 10 cm/s
T = 900°C
Abbildung 4.3: Abscheidungsrate von BN in Abhängigkeit der Strömungsgeschwindigkeit
(T = 900°C, xTMOB = 0,008, γ = 100)
In Abbildung 4.4 sind die integralen Umsätze bezüglich TMOB bis zu einer Reaktorlänge von
67 cm aufgetragen, um die Ergebnisse nicht durch die entstandenen Nebenprodukte zu verfäl-
schen. Der integrale Umsatz erreicht bei niedrigen Strömungsgeschwindigkeiten ein Maxi-
mum von eins. Es ist deutlich zu sehen, dass die Umsätze bei kleiner Änderung der Strö-
mungsgeschwindigkeit sehr eng nebeneinander liegen. Erst bei einer Erhöhung kommt es zu
größeren Unterschieden, wobei der Umsatz deutlich abfällt. Bei niedrigen Strömungsge-
schwindigkeiten nimmt die Grenzschichtdicke zu, wodurch der Stofftransport an die Oberflä-
che erschwert wird, was zur Stofftransportkontrolle durch Diffusion führt. Für die Faserbe-
schichtung ist aber ein reaktionskontrollierter Prozess erstrebenswert, um eine möglichst voll-
ständige Infiltration der Faserbündel zu erzielen. Alle weiteren Versuche wurden mit einer
Strömungsgeschwindigkeit von 14 cm/s durchgeführt, die ein Arbeiten im reaktionslimitierten
Bereich ermöglicht, wie in Kapitel 4.1.3.7 begründet wird.

Ergebnisse und Diskussion 71
0,0
0,2
0,4
0,6
0,8
1,0
1,2
0 10 20 30 40 50 60 70
Position [cm]
Um
satz
[-]
u = 20 cm/s
u = 25 cm/s
u = 14 cm/s
u = 13 cm/s
u = 10 cm/s
Abbildung 4.4: Integraler Umsatz von TMOB bei unterschiedlichen Strömungsgeschwindig-
keiten
4.1.3.2 Einfluss des TMOB-Molanteils
Der Einfluss des Molanteils an TMOB wurde im Bereich von xTMOB = 0,006 bis 0,0092 unter-
sucht. Bei niedrigen Konzentrationen wird auf der Reaktorwand eine geringere Abscheidung
als auf den Substraten beobachtet, was zu einer Verfälschung der weiteren Auswertung führt
und somit die Konzentration nach unten begrenzt. Eine Erhöhung der Konzentration an
TMOB über 1% führt zu einer Abscheidung von Dendriten auf den Probenkanten, die eben-
falls die kinetische Auswertung verfälschen. Die Abscheidungsraten dieser Versuchsreihe
sind in Abbildung 4.5 verglichen. In dieser Abbildung ist deutlich zu sehen, dass die Abschei-
dung in der temperaturkonstanten Zone relativ homogen ist. Alle Versuche zeigen eine
schwache Abnahme der Abscheidung entlang der temperaturkonstanten Zone. Dabei wird das
Maximum der Abscheidungsrate bei einer Reaktorposition von ca. 20 cm erreicht. Am Ende
des Reaktors wird bei höheren TMOB-Molanteilen eine vermehrte Bildung von Ammonium-
tetraborat beobachtet. Die höchste Abscheidungsrate wird mit der größten TMOB-
Eingangskonzentration erreicht. Bei dem Versuch mit einem Molanteil von 0,006 ist der Ver-
lauf des Abscheidungsprofils sehr homogen und die Bildung von festen Nebenprodukten mi-
nimal.

Ergebnisse und Diskussion 72
0,0E+00
2,0E-05
4,0E-05
6,0E-05
8,0E-05
1,0E-04
1,2E-04
1,4E-04
1,6E-04
1,8E-04
2,0E-04
0 10 20 30 40 50 60 70 80 90
Position [cm]
Abs
chei
dung
srat
e [m
ol/m
2 s]
0
100
200
300
400
500
600
700
800
900
Tem
pera
tur [
°C]
x = 0,0092x = 0,008
x = 0,007x = 0,006
T = 900°C
Abbildung 4.5: Abscheidungsrate von BN in Abhängigkeit des TMOB-Molanteils
(T = 900°C, u = 14 cm/s, γ = 100)
Wie erwartet, verhält sich der Umsatz von TMOB im Bezug auf die Abscheidungsrate gerade
umgekehrt. Der TMOB-Umsatz nimmt mit steigender Eingangskonzentration ab (Abb. 4.6).
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
0 10 20 30 40 50 60 70
Position [cm]
Um
satz
[-]
x = 0,0092
x = 0,008
x = 0,007
x = 0,006
Abbildung 4.6: Integraler Umsatz von TMOB bei unterschiedlichen Molanteilen
Der TMOB-Molanteil zeigt nur einen geringen Einfluss auf den integralen Umsatz. Erst in der
zweiten Hälfte des Reaktors wird ein Divergieren der Umsatzkurven beobachtet. Der kleinste

Ergebnisse und Diskussion 73
Umsatz von TMOB wird bei einem Molanteil von 0,0092 erzielt, da hier am meisten Ammo-
niumtetraborat gebildet wird, was bei der Berechnung der Umsätze nicht berücksichtigt wer-
den kann.
4.1.3.3 Einfluss der Temperatur
In Abbildung 4.7 sind die Abscheidungsraten bei verschiedenen Temperaturen gezeigt. Die
BN-Abscheidungsrate ist eindeutig temperaturabhängig. Vor Beginn der temperaturkonstan-
ten Zone steigt die Abscheidungsrate sehr schnell mit zunehmender Temperatur. Die Ab-
scheidungsmaxima werden bei Temperaturen über 900°C noch vor Beginn der isothermen
Zone erreicht. In der temperaturkonstanten Zone nehmen die Abscheidungsraten aller Versu-
che aufgrund der Eduktverarmung langsam ab. Je höher die Einstelltemperatur ist, desto
schneller fällt die Abscheidungsrate in dieser Zone ab. Gleichzeitig verschiebt sich auch das
Maximum der Abscheidung weiter in Richtung Reaktoranfang. Bei 800°C und 850°C ist ein
Maximum schwer zuzuordnen. Die Abscheidungsrate steigt bei diesen Temperaturen und
verläuft dann annähernd konstant in der temperaturkonstanten Zone. In diesem Fall kommt
eine Eduktverarmung nicht zum Tragen.
0,0E+00
2,0E-05
4,0E-05
6,0E-05
8,0E-05
1,0E-04
1,2E-04
1,4E-04
1,6E-04
1,8E-04
2,0E-04
0 10 20 30 40 50 60 70 80 90
Position [cm]
Abs
chei
dung
srat
e [m
ol/m
2 s]
-50
50
150
250
350
450
550
650
750
850
950
T = 950°C
T = 1000°C
T = 900°CT = 850°C
T = 800°C
Temperaturkonstante Zone
Abbildung 4.7: Abscheidungsrate von BN in Abhängigkeit der Temperatur
(u = 14 cm/s, xTMOB = 0,006, γ = 100)

Ergebnisse und Diskussion 74
Die zunehmende Abscheidungsrate bei höheren Temperaturen deutet auf einen kinetisch kon-
trollierten Prozess hin, da mit steigender Temperatur die Reaktion schneller ist. Im Extrem-
fall, bei einer Einstelltemperatur von 1000°C, ist die Eduktverarmung so groß, dass die ganze
Precursormenge schon in der Mitte des Reaktors verbraucht wird. Deswegen wird hier in der
zweiten Hälfte des Reaktors keine Beschichtung beobachtet und das Abscheidungsprofil für
1000°C endet bei einer Reaktorposition von ca. 40 cm.
Für die Abschätzung der Eduktverarmung während der Beschichtung werden die einzelnen
Umsätze verglichen (Abb. 4.8). Der integrale Umsatz ist als Summe aus den differentiellen
Umsätzen in jedem Reaktorabschnitt definiert (Gl. A.15). Ein integraler Umsatz im Bereich
von eins zeigt einen vollständigen Umsatz der eingesetzten TMOB-Menge zu BN an. Bei
Temperaturen bis 850°C wird der Precursor nicht vollständig ausgenutzt. Erst ab Temperatu-
ren von 900°C erreicht der Umsatzgrad den Wert 1, was für einen wirtschaftlichen Beschich-
tungsprozess spricht. Bei einer Temperatur von 1000°C ist der Umsatz aufgrund der großen
Menge an entstandenen Nebenprodukten, welche zum Teil aus dem Reaktor ausgetragen
wurden, kleiner eins.
0,0
0,2
0,4
0,6
0,8
1,0
1,2
0 10 20 30 40 50 60 70
Position [cm]
Um
satz
[-]
T = 950°C
T = 1000°C
T = 900°C
T = 850°CT = 800°C
Abbildung 4.8: Integraler Umsatz von TMOB bei unterschiedlichen Temperaturen

Ergebnisse und Diskussion 75
4.1.3.4 Einfluss des NH3/TMOB-Verhältnisses
Diese Versuchsreihe dient dazu, den Einfluss des Ammoniak-Gehaltes relativ zur TMOB-
Eingangskonzentration auf den Reaktionsverlauf zu untersuchen. Bei den anderen Versuchs-
reihen wird das Verhältnis konstant auf NH3/TMOB = γ = 100 gehalten. In Abbildung 4.9
sind die Abscheidungsraten bei verschiedenen NH3/TMOB-Verhältnissen gezeigt. Der Am-
moniak-Gehalt im Reaktionsgas beeinflusst die BN-Abscheidung deutlich. Bei γ = 20 durch-
läuft die Abscheidungsrate ein Maximum und fällt sehr schnell ab. Bei größeren Verhältnis-
sen ist die Beschichtung im ganzen Reaktor deutlich homogener. Je mehr Ammoniak dosiert
wird, desto gleichmäßiger ist das Abscheidungsprofil.
Die Menge an entstandenem Ammoniumtetraborat ist bei diesen Prozessparametern relativ
unabhängig vom Ammoniakanteil, wie an den ähnlichen Anstiegen der Abscheidungsprofile
am Ende des Reaktors erkannt werden kann. Es bildet sich immer eine Mindestmenge an
Ammoniumtetraborat unabhängig vom eingestellten NH3/TMOB-Verhältnis.
0,0E+00
2,0E-05
4,0E-05
6,0E-05
8,0E-05
1,0E-04
1,2E-04
1,4E-04
1,6E-04
1,8E-04
2,0E-04
0 10 20 30 40 50 60 70 80 90
Position [cm]
Abs
chei
dung
srat
e [m
ol/m
2 s]
0
100
200
300
400
500
600
700
800
900
Tem
pera
tur [
°C]
γ = 158
T = 900°C
γ = 100
γ = 60
γ = 20
Abbildung 4.9: Abscheidungsrate von BN in Abhängigkeit des NH3/TMOB-Verhältnisses
(T = 900°C, u = 14 cm/s, xTMOB = 0,006)
Die Unterschiede, die bei der Abscheidungsrate festgestellt wurden, sind auch am integralen
Umsatz (Abb. 4.10) zu sehen. Auffällig ist, dass mit einer Erhöhung der Ammoniakmenge der
integrale Umsatz abnimmt. Dies weist auf eine Beteiligung des Ammoniaks an der Abschei-
dung von BN hin.

Ergebnisse und Diskussion 76
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1,4
1,6
1,8
0 10 20 30 40 50 60 70
Position [cm]
Um
satz
[-]
γ = 20
γ = 60
γ = 100γ = 158
Abbildung 4.10: Integraler Umsatz von TMOB bei unterschiedlichen NH3/TMOB-
Verhältnissen
In dieser Versuchsreihe wurde der Einfluss des verwendeten Substrates untersucht. Neben
Graphit wurden hier auch andere Substrate beschichtet. In der Abbildung 4.11 sind die Ab-
scheidungsraten zweier Versuche mit Graphit- und Al2O3-Substraten verglichen. Die anderen
Prozessparameter wurden entsprechend gleich gehalten.
0,0E+00
2,0E-05
4,0E-05
6,0E-05
8,0E-05
1,0E-04
1,2E-04
1,4E-04
1,6E-04
1,8E-04
2,0E-04
0 10 20 30 40 50 60 70 80 90
Position [cm]
Abs
chei
dung
srat
e [m
ol/m
2 s]
Al2O3 (γ = 158)Graphit (γ = 158)
Al2O3 (γ = 20)
Graphit (γ = 20)
Abbildung 4.11: Vergleich der Abscheidungsraten auf verschiedenen Substraten
(T = 900°C, u = 14 cm/s, xTMOB = 0,006)

Ergebnisse und Diskussion 77
Der Verlauf der Abscheidungsprofile bei unterschiedlichen Substraten ist ähnlich und der
Unterschied liegt im Rahmen der Messfehler. Somit ist der Einfluss der verwendeten Substra-
te bezüglich der Abscheidungsrate vernachlässigbar, jedoch treten bei der Charakterisierung
der Schichten deutlich größere Abweichungen zwischen den verschiedenen Substratmateria-
lien auf, wie in Kapitel 4.1.3.9 näher erläutert wird.
4.1.3.5 Einfluss des Wasserstoffanteiles
Bei den vorangegangenen Versuchsreihen wurden neben TMOB nur die Gase NH3 und He in
den Reaktor dosiert. Da Wasserstoff eines der Hauptprodukte bei der Zersetzung von TMOB
in NH3-Atmosphäre ist (siehe Kapitel 2.5.2.3), soll diese Versuchsreihe einen möglichen Ein-
fluss des Wasserstoffs auf die Abscheidung von BN klären. Dazu wird zusätzlich Wasserstoff
zu den anderen Gasen in den Reaktor geleitet. Abbildung 4.12 zeigt die Abscheidungsprofile
mit verschiedenen Wasserstoffanteilen im Reaktionsgas.
0,0E+00
1,0E-05
2,0E-05
3,0E-05
4,0E-05
5,0E-05
6,0E-05
7,0E-05
8,0E-05
9,0E-05
1,0E-04
0 10 20 30 40 50 60 70 80 90
Position [cm]
Abs
chei
dung
srat
e [m
ol/m
2 s]
0
100
200
300
400
500
600
700
800
900
Tem
pera
tur [
°C]
35 %
T = 900°C
10 %
5 %0 %
Abbildung 4.12: Abscheidungsrate von BN in Abhängigkeit des Wasserstoffanteiles
(T = 900°C, u = 14 cm/s, xTMOB = 0,006, γ = 100)
Die Abscheidungsraten zeigen bei allen Wasserstoffanteilen den gleichen Verlauf und befin-
den sich in derselben Größenordnung. Nach Erreichen eines Maximums sinkt die Abschei-
dungsrate bei allen Versuchen langsam entlang des Reaktors ab. Die geringen Unterschiede

Ergebnisse und Diskussion 78
im Verlauf der Profile sprechen für eine Unabhängigkeit der Abscheidung vom Wasserstoff-
anteil. Dieses Ergebnis wird auch beim Vergleich der integralen Umsätze (Abb. 4.13) bestä-
tigt. Die Abweichungen liegen im Bereich der Schwankungen und der Messfehler.
0,0
0,2
0,4
0,6
0,8
1,0
1,2
0 10 20 30 40 50 60 70
Position [cm]
Um
satz
[-]
10 %
0 %
5 %
35 %
Abbildung 4.13: Integraler Umsatz von TMOB bei unterschiedlichen Wasserstoffanteilen
4.1.3.6 Zusammenfassung der Ergebnisse aus den verschiedenen Versuchsreihen
Aus den Ergebnissen der BN-Abscheidung aus dem System TMOB/NH3 werden folgende
Rückschlüsse gezogen:
• Durch eine Erhöhung der Strömungsgeschwindigkeit nimmt die Abscheidungsrate nur
geringfügig zu. Dies deutet darauf hin, dass der Prozess bei diesen Parametern reaktions-
kontrolliert ist, da bei einer Limitierung durch Stofftransport die Abscheidungsrate
wesentlich von der Grenzschichtdicke und somit von der Strömungsgeschwindigkeit
beeinflusst wird.
• Die Abscheidungsrate nimmt mit einer Erhöhung der TMOB-Eingangskonzentration zu.
Jedoch wird durch den höheren TMOB-Anteil im Reaktionsgas auch die Bildung von fes-
ten Nebenprodukten wie Ammoniumtetraborat begünstigt, was sich ungünstig auf den
Faserbeschichtungsprozess auswirken würde.

Ergebnisse und Diskussion 79
• Durch eine Erhöhung der Prozesstemperatur steigt die Abscheidungsrate deutlich. Diese
starke Temperaturabhängigkeit der Abscheidung deutet ebenfalls auf reaktionslimitierten
Prozess hin.
• Ammoniak hat eine inhibierende Wirkung auf die BN-Abscheidungsrate. Durch eine
Erhöhung des Ammoniak-Anteiles wird eine homogenere Abscheidung entlang des Re-
aktors erreicht.
• Die Natur des Substrates bewirkt keine deutliche Änderung in der Abscheidungsrate.
• Die Zugabe von Wasserstoff im Reaktionsgas hat keinen Einfluss auf die Abscheidungsra-
te.
4.1.3.7 Bestimmung des limitierenden Teilschrittes des Abscheidungsprozesses
Auch wenn der Mechanismus der Abscheidung von BN aus TMOB und Ammoniak nicht
vollständig aufgeklärt ist, so kann man die Teilprozesse der Chemischen Gasphasenabschei-
dung nach Abbildung 2.7 unterscheiden. Der limitierende Teilschritt kann bei der Oberflä-
chenreaktion, der Sorption und dem Stofftransport liegen.
Wird die Abscheidung durch die Oberflächenreaktion limitiert, d.h. ist die Reaktionsge-
schwindigkeit langsamer als die Stofftransportgeschwindigkeit, so arbeitet man meist bei
niedrigen Temperaturen und niedriger Verweilzeit. In diesem Bereich kann eine eindeutige
Temperaturabhängigkeit festgestellt werden und die scheinbare Aktivierungsenergie ergibt
sich zu 80 - 500 kJ/mol. Eine Druckabhängigkeit ist nur gering zu erkennen. [74]
Liegt der limitierende Teilschritt bei der Sorption der Spezies, so kann eine signifikante
Druckabhängigkeit festgestellt werden. Der Temperatureinfluss richtet sich nach der Art der
Sorption. Bei Physisorption ist dieser gering, es ergibt sich eine Aktivierungsenergie von
5 - 40 kJ/mol. Bei Chemisorption liegt die Aktivierungsenergie jedoch über 40 kJ/mol. [74]
Die Limitierung durch den Stofftransport kann auch auf zwei Ursachen zurückgeführt wer-
den, nämlich auf die Konvektion oder die Diffusion. Bei beiden kann eine proportionale Ab-
hängigkeit der Abscheidungsrate von den Eingangsmassenströmen festgestellt werden. Der
Umsatz steigt bei Stofftransportlimitierung durch Diffusion mit der Strömungsgeschwindig-
keit, da sich die Turbulenz erhöht und der laminare Grenzfilm verringert. Die scheinbare Ak-
tivierungsenergie liegt bei Limitierung durch Konvektion bei 10 - 40 kJ/mol, bei Limitierung
durch Diffusion unter 10 kJ/mol. [74]

Ergebnisse und Diskussion 80
Durch die Analyse der experimentell erhaltenen Daten der BN-Abscheidung sollen im Fol-
genden die limitierenden Teilschritte in Abhängigkeit von Verweilzeit, Temperatur und
TMOB-Konzentration ermittelt werden.
In Abbildung 4.14 ist die Abhängigkeit des integralen TMOB-Umsatzes von der Verweilzeit
der Gase im Reaktor dargestellt.
0,0
0,2
0,4
0,6
0,8
1,0
1,2
2 3 4 5 6 7 8 9 10
Verweilzeit [s]
Um
satz
[-]
Stofftransportkontrolle
Reaktionskontrolle
u = 25 cm/s
u = 20 cm/s
u = 15 cm/s
u = 10 cm/su = 13 cm/s
u = 14 cm/s
Abbildung 4.14: Abhängigkeit des integralen TMOB-Umsatzes von der Verweilzeit
Bei höheren Strömungsgeschwindigkeiten (ab 15 cm/s) bzw. niedrigen Verweilzeiten (bis 6 s)
findet die Beschichtung im Bereich der Stofftransportkontrolle durch Konvektion statt. Der
Umsatz sinkt deutlich mit zunehmenden Strömungsgeschwindigkeiten, da zum Teil nicht um-
gesetzter Precursor aus dem Reaktor ausgetragen wird. Bei niedrigen Strömungsgeschwindig-
keiten (unter 15 cm/s) bzw. höheren Verweilzeiten (über 6 s) liegt Reaktionskontrolle vor. In
diesem Bereich ist die Steigung der Umsatzkurve deutlich geringer.
Die Strömungsgeschwindigkeit u = 14 cm/s, mit der die Versuche durchgeführt wurden, ge-
währleistet eine relativ hohe Abscheidungsrate und sichert, dass sich der Prozess immer noch
im reaktionskontrollierten Bereich befindet. Es wird davon ausgegangen, dass bei einer Be-
schichtungstemperatur von 900°C und Strömungsgeschwindigkeiten von 10 bis 14 cm/s der
Prozess durch die Oberflächenreaktion limitiert wird.
Abbildung 4.15 zeigt den Arrhenius-Plot für die Abscheidung von BN. Mit zunehmender
Temperatur wird eine lineare Steigerung der Abscheidungsrate beobachtet. Bei Temperaturen
über 950°C kann der Übergang zur Stofftransportkontrolle beobachtet werden, was an der

Ergebnisse und Diskussion 81
Tendenz der Werte, die Geradensteigung zu verkleinern, erkennbar ist. In diesem Übergangs-
bereich nimmt die Geschwindigkeit der Oberflächenreaktion zu und der Stofftransport wird
zum geschwindigkeitsbestimmenden Teilschritt. Ein optimaler Arbeitsbereich für die Faser-
beschichtung liegt somit bei Temperaturen unterhalb von 950°C.
-11,5
-11,0
-10,5
-10,0
-9,5
-9,0
-8,5
0,00076 0,00080 0,00084 0,00088 0,00092 0,00096
1/T [1/K]
ln (r
[mol
/m2 s]
)
T = 950°C
Reaktionskontrolle
Stofftransport-kontrolle
Abbildung 4.15: Temperaturabhängigkeit der Abscheidungsrate von BN
Die Diagramme in diesem Kapitel zeigen für die zwei wichtigsten Parameter bezüglich des
limitierenden Teilschrittes, die Verweilzeit und die Prozesstemperatur, die Parameterbereiche
für eine reaktions- und stofftransportkontrollierte Abscheidung von BN aus dem Precursor-
system TMOB und Ammoniak. Der Großteil der Versuche des „Parameter Screenings“ wurde
bei 900°C und einer Strömungsgeschwindigkeit von 14 cm/s durchgeführt und somit durch
die Oberflächenreaktion limitiert.
4.1.3.8 Kinetikmodell für die Abscheidung von BN
In den meisten praktischen Fällen hängt die Reaktionsgeschwindigkeit von mehr als zwei
unabhängigen Variablen ab. In der Regel ist das Ziel jeder kinetischen Untersuchung, aus den
experimentellen Daten eine Geschwindigkeitsgleichung der Form r = f (c, T, ...) aufzustellen.
Zur Ermittlung einer zutreffenden Geschwindigkeitsgleichung wird man entsprechend dem
Typ der betreffenden Reaktionen (homogen, heterogen) als Hypothese eine oder mehrere
mögliche Modellgleichungen formulieren und mit Hilfe bestimmter Kriterien prüfen, welche

Ergebnisse und Diskussion 82
der Modellgleichungen die experimentellen Daten am besten wiedergeben kann. Das Prinzip
der effektiven Reaktionsgeschwindigkeit ist von der heterogenen Katalyse bekannt und kann
direkt wegen der Analogie auf die chemische Gasphasenabscheidung übertragen werden [74].
Der Vorteil bei diesem Prinzip ist, dass außer der chemischen Reaktion auch die physikali-
schen Transportvorgänge erfasst werden. Wie bereits festgestellt wurde, befindet sich der Ab-
scheidungsprozess von BN im untersuchten Parameterfenster im reaktionskontrollierten Be-
reich, womit durch die einfachste Form der Geschwindigkeitsgleichung, dem Potenzsatz, die
Abschätzung des kinetischen Modells erfolgt. Die allgemeine Reaktionsgeschwindigkeit wird
bei dem Potenzansatz mit Gleichung 4.1 beschrieben. Der Potenzansatz beschreibt den kom-
plexen Reaktionsmechanismus in einer sehr einfachen Form. Die Konzentrationsabhängigkeit
wird als ein Produkt aus den zur Verfügung stehenden Molmengen beschrieben. Die Tempe-
raturabhängigkeit der Abscheidungsrate kann über die logarithmierte Auftragung des Arrhe-
nius-Diagrammes dargestellt werden. Für die Gasphasenabscheidung von Bornitrid aus
TMOB und Ammoniak lautet der Potenzansatz:
( ) ( ) =⋅⋅= )NH(nNH
)TMOB(nTMOBeff
3
3cckr
( ) ( ) ⎥⎦⎤
⎢⎣⎡
⋅⋅⋅⎟
⎠⎞
⎜⎝⎛
⋅−
⋅=sm
molccTR
Eexpk 2)NH(n
NH)TMOB(n
TMOBA
03
3 (4.2)
mit: r : Reaktionsgeschwindigkeit [mol/(m2s)]
keff : effektive Reaktionsgeschwindigkeitskonstante [(mol/m3)1-n (m/s)]
cTMOB : TMOB Konzentration [mol/m3]
cNH3 : NH3 Konzentration [mol/m3]
n(TMOB) : Reaktionsordnung bezüglich TMOB [-]
n(NH3) : Reaktionsordnung bezüglich NH3 [-]
k0 : Präexponentialfaktor [(mol/m3)1-n (m/s)]
EA : Aktivierungsenergie [kJ/mol]
R : universelle Gaskonstante [8,3144⋅10-3 kJ/(mol⋅K)]
T : Reaktionstemperatur [K]
Durch Logarithmieren von Gleichung 4.2 erhält man unter der Voraussetzung, dass sich je-
weils ein Reaktionspartner im Überschuss befindet, folgende Geradengleichungen:

Ergebnisse und Diskussion 83
)clog()TMOB(n)klog()rlog( TMOBeff,1 ⋅+= (4.3)
)clog()NH(n)klog()rlog(3NH3eff,2 ⋅+= (4.4)
Durch das Auftragen von log (r) über log (c) können die Reaktionsordnungen bezüglich
TMOB und NH3 graphisch bestimmt werden (Abb. 4.16 und 4.17):
-4,35
-4,30
-4,25
-4,20
-4,15
-4,10
-4,05
-4,00
-1,40 -1,35 -1,30 -1,25 -1,20 -1,15 -1,10 -1,05 -1,00
log (cTMOB [mol/m3])
log
(r [m
ol/(m
2 s)])
y = -3,0653 + 0,9062•xlog(r) = log(k1,eff) + n(TMOB)•log(cTMOB)R2 = 0,9308k1,eff = 0,00086n(TMOB) = 0,9062 ≈ 1
Abbildung 4.16: Bestimmung der Reaktionsordnung bezüglich TMOB
-5,00
-4,80
-4,60
-4,40
-4,20
-4,00
-3,80
-3,60
0,00 0,20 0,40 0,60 0,80 1,00 1,20
log (cNH3 [mol/m3])
log
(r [m
ol/(m
2 s)])
y = -4,0695 - 0,2283•xlog(r) = log(k2,eff) + n(NH3)•log(cNH3)R2 = 0,7630k2,eff = 0,000085n(NH3) = -0,2283
Abbildung 4.17: Bestimmung der Reaktionsordnung bezüglich NH3

Ergebnisse und Diskussion 84
Durch die Gleichung 4.3 wird die Reaktionsordnung bezüglich TMOB bestimmt. Dabei wer-
den alle konstanten Parameter in der Konstante k1,eff zusammengefasst. Auf die gleiche Weise
wird auch die Reaktionsordnung bezüglich NH3 ermittelt (Gl. 4.4). Die Steigungen der beiden
Geraden ergeben die Reaktionsordnungen und mit Hilfe des Ordinatenabschnittes können die
jeweiligen effektiven Geschwindigkeitskonstanten k1,eff und k2,eff berechnet werden. Es ergibt
sich eine Reaktionsordnung bezüglich TMOB von n(TMOB) = 0,9062 und eine Reaktions-
ordnung bezüglich NH3 von n(NH3) = −0,2283. Im Rahmen der Messgenauigkeiten kann be-
züglich TMOB eine Reaktionsordnung von n = 1 angenommen werden. Nur in seltenen Fäl-
len entspricht eine Reaktion erster Ordnung einer Elementarreaktion. Häufiger verläuft sie
über Zwischenstufen, die zunächst bei einer umfassenden kinetischen Betrachtung zu berück-
sichtigen sind. Vielfach kann ein komplexer Ansatz unter gewissen Annahmen so vereinfacht
werden, dass eine Reaktion erster Ordnung resultiert. Die negative Reaktionsordnung bezüg-
lich NH3 deutet an, dass die Reaktionsgeschwindigkeit durch NH3 verlangsamt wird. Wie
auch in Kapitel 4.1.3.4 zu sehen ist, wird durch eine größere Menge an Ammoniak die Ab-
scheidungsrate verringert. Für die Berechnung der effektiven Geschwindigkeitskonstante keff
werden die experimentellen Werte der Abscheidungsrate und der Konzentrationen in den Po-
tenzansatz (Gl. 4.2) mit den ermittelten Reaktionsordnungen für TMOB und NH3 eingesetzt.
Auf diese Weise wird eine mittlere effektive Geschwindigkeitskonstante gebildet. Die Ergeb-
nisse sind in Tabelle 4.4 zusammengefasst.
TR [°C] keff (mittel) [(mol0,322m0,034)/s]
800 0,000346 850 0,000637 900 0,001102 950 0,001705
Tabelle 4.4: Werte für die mittlere effektive Geschwindigkeitskonstante bei verschiedenen
Reaktionstemperaturen
Die mittleren effektiven Geschwindigkeitskonstanten, die bei verschiedenen Versuchen ermit-
telt wurden, werden in die logarithmierte Arrhenius-Gleichung (Gl. 4.5) zur graphischen Be-
stimmung der scheinbaren Aktivierungsenergie EA und des Präexponentialfaktors k0 einge-
setzt. Es ergibt sich eine Gerade mit der Steigung -EA/R und dem Logarithmus des Präexpo-
nentialfaktors k0 als Ordinatenabschnitt (Abb. 4.18).

Ergebnisse und Diskussion 85
⎟⎠⎞
⎜⎝⎛ ⋅−=
T1
RE)kln()kln( A
0eff (4.5)
Aus der Auftragung ergibt sich eine Aktivierungsenergie von EA = 111,06 kJ/mol und ein
Präexponentialfaktor von k0 = 100,26 (mol0,322m0,034)/s. Die Aktivierungsenergie zeigt einen
typischen Wert für eine reaktionskontrollierte Abscheidung und stimmt sehr gut mit einem in
der Literatur zitierten Wert von 113 kJ/mol überein [113].
-9,00
-8,50
-8,00
-7,50
-7,00
-6,50
-6,00
-5,50
-5,00
0,00075 0,00080 0,00085 0,00090 0,00095 0,00100
1/T [1/K]
ln (k
eff [
(mol
0,32
2 m0,
034 )/s
])
y = 4,6078 - 13357,47•xln(keff) = ln(k0) - (EA/R)·(1/T)R2 = 0,9752k0 = 100,26 (mol0,322m0,034)/sEA = 111,06 kJ/mol
Abbildung 4.18: Arrhenius-Diagramm für die Abscheidung von BN
Die Geschwindigkeitsgleichung für die Abscheidung von BN aus TMOB und NH3 ergibt sich
aufgrund der Berechnungen zu:
( ) ( ) 23,0NHTMOB
034,0322,0
BN 3cc
TR111060exp
smmol26,100r −⋅⋅⎟
⎠⎞
⎜⎝⎛
⋅−
⋅= (4.6)
Diese Gleichung ist im Temperaturbereich 800 - 1000°C, für Molenbrüche von TMOB zwi-
schen 0,006 und 0,0092, γ > 60 und bei Normaldruck gültig. Um die Genauigkeit dieser Glei-
chung zu überprüfen, wird eine Signifikanzanalyse durchgeführt. Dafür werden die theoreti-
schen Abscheidungsraten mit Hilfe dieser Gleichung berechnet und mit den aus den Ver-
suchsergebnissen erhaltenen Abscheidungsraten verglichen. Die Ergebnisse werden in einem
Paritätsdiagramm (Abb. 4.19) graphisch dargestellt. Die maximale Abweichung der theoreti-

Ergebnisse und Diskussion 86
schen Werte von den experimentellen beträgt ca. 20%. Eine größere Abweichung wird bei
kleineren Ammoniakmengen (γ < 60) beobachtet, weswegen diese Ergebnisse nicht in das
Modell mit einbezogen wurden.
0,0E+00
1,0E-05
2,0E-05
3,0E-05
4,0E-05
5,0E-05
6,0E-05
7,0E-05
8,0E-05
9,0E-05
1,0E-04
0,0E+00 1,0E-05 2,0E-05 3,0E-05 4,0E-05 5,0E-05 6,0E-05 7,0E-05 8,0E-05 9,0E-05 1,0E-04
Abscheidungsrate experimentell [mol/(m2s)]
Abs
chei
dung
srat
e M
odel
l [m
ol/(m
2 s)]
- 20 %Toleranz
+ 20 %Toleranz
Abbildung 4.19: Paritätsdiagramm für die Abscheidung von BN
4.1.3.9 Charakterisierung der abgeschiedenen BN-Schichten
Um Aussagen über die Zusammensetzung und Struktur der abgeschiedenen BN-Schichten
machen zu können, wurden die beschichteten Proben mit verschiedenen Charakterisierungs-
methoden untersucht. Da die im „Parameter Screening“ verwendeten Graphitsubstrate auf-
grund ihrer ähnlichen Kristallstruktur zu BN nicht für alle Analysen geeignet sind, wurden
auch andere Substrate wie Silizium (Si) oder Aluminiumoxid (Al2O3) beschichtet und charak-
terisiert. Das größte Interesse gilt jedoch den beschichteten Graphitproben, da diese eine ähn-
liche Struktur wie die zu beschichtenden Kohlenstofffasern besitzen. Auf anderen Substratma-
terialien wurde zum Teil ein verändertes Schichtwachstum gegenüber Graphit beobachtet.
Trotzdem oder gerade deswegen tragen diese Ergebnisse zum Verständnis der BN-
Schichtbildung bei.

Ergebnisse und Diskussion 87
4.1.3.9.1 Morphologie der Oberfläche
Die Morphologie der Oberfläche der mit Bornitrid beschichteten Proben wurde mittels Ras-
terelektronenmikroskopie (REM) untersucht. Für eine Anwendung der Schichten in Ver-
bundwerkstoffen ist eine homogene Beschichtung der Fasern im Nanometerbereich anzustre-
ben. In Abbildung 4.20 wird der Einfluss der Gaszusammensetzung, der Temperatur und des
Substratmaterials auf die Schichtoberfläche gezeigt.
Die REM-Aufnahme einer bei TR = 900°C, xTMOB = 0,006 und γ = 100 abgeschiedenen
Schicht zeigt eine sehr glatte und fein strukturierte Oberfläche (Abb. 4.20 a).
Abbildung 4.20: REM-Aufnahmen abgeschiedener BN-Schichten
(a) (b)
(c) (d)
(e)
T = 900°C, xTMOB = 0,0092, γ = 100 T = 900°C, xTMOB = 0,006, γ = 100
T = 1000°C, xTMOB = 0,006, γ = 100 T = 900°C, xTMOB = 0,006, γ = 158
T = 900°C, xTMOB = 0,006, γ = 158 Al2O3-Substrat

Ergebnisse und Diskussion 88
Eine Erhöhung der TMOB-Konzentration auf xTMOB = 0,0092 bewirkt ein deutliches Aufrau-
en der Oberfläche (Abb. 4.20 b). Glatte Schichten sind nur bei geringen Precursorkonzentrati-
onen möglich. Hohe Konzentrationen bewirken hingegen Dendritenwachstum an den Kanten
der Substrate und führen zu Gasphasenkeimbildung.
Eine Erhöhung des NH3-Molanteils führt ebenfalls zu rauen Schichten mit einer sehr grob-
körnigen Struktur (Abb. 4.20 c).
Auch durch eine Erhöhung der Prozesstemperatur erhält man rauere Schichten (Abb. 4.20 d),
was auf die höheren Abscheidungsraten und das hiermit verbundene schnellere Schichtwachs-
tum zurückzuführen ist.
Abbildung 4.20 (e) zeigt eine Bornitridschicht auf einem Al2O3-Substrat. Die sichtbaren Kör-
ner auf der Oberfläche sind größer und kantiger als auf den Graphitsubstraten (Abb. 4.20 a-d).
Die Schichten unterscheiden sich auch in ihrer Farbe. Während auf Graphitsubstraten eine
graue bis schwärzliche Färbung beobachtet wird, sind die Schichten auf Al2O3 transparent bis
milchig. Wie sich bei den späteren XRD-Untersuchungen herausgestellt hat, handelt es sich
bei dem abgeschiedenen BN auf Al2O3 um kristallines, hexagonales BN. Auf diesen Unter-
schied wird in Kapitel 4.1.3.9.4 näher eingegangen.
Die REM-Untersuchungen der Oberflächenmorphologie haben gezeigt, dass für glatte und
gleichmäßige Schichten niedrige Precursorkonzentrationen und niedrige Prozesstemperaturen
benötigt werden. Kristalline BN-Schichten konnten nur auf Al2O3-Substraten erzeugt werden.
4.1.3.9.2 Raman-Spektroskopie
Mit Hilfe der Ramanspektroskopie wurde eine erste qualitative Analyse der abgeschiedenen
Schichten durchgeführt. Abbildung 4.21 stellt die Ramanspektren von BN-Schichten dar, die
auf verschiedenen Substraten abgeschieden wurden.
Hexagonales Bornitrid zeigt eine starke Raman-Linie bei 1366 cm-1, die einer „inplane“-
Schwingung (E2g) entspricht [165]. Durch Boroxol-Ringe (B3O6), die in Dibortrioxid (B2O3)
vorhanden sind, wird eine Raman-Linie bei ~801 cm-1 hervorgerufen [166]. Die Spektren in
Abbildung 4.21 und 4.22 zeigen eine zu höheren Wellenzahlen verschobene, intensive Ra-
man-Linie für hexagonales Bornitrid und eine sehr schwache Raman-Linie für B2O3. Die Ver-
schiebung des E2g-Peaks zu höheren Frequenzen wird durch verkleinerte Kristallite gegenüber
reinem h-BN hervorgerufen und deutet ein gestörtes h-BN-Kristallgitter an, wie es z.B. in
turbostratischem BN vorliegt [167].

Ergebnisse und Diskussion 89
Die auf dem Graphit abgeschiedenen Schichten zeigen zwei zusätzliche Raman-Linien bei
1579 cm-1 (G-Bande) und 2715 cm-1 (G’-Bande) (Abb. 4.21). Diese zwei Ramanbanden sind
dem Graphitsubstrat zuzuordnen.
100
150
200
250
300
350
400
450
450 950 1450 1950 2450 2950
Wellenzahl [cm-1]
Ram
an-In
tens
ität [
-]
1368 h-BN
2715 G'-bande~795 B2O3
1579 G-Bande
Graphit-Substrat
Abbildung 4.21: Raman-Spektrum von abgeschiedenem BN auf Graphit
Abbildung 4.22 zeigt eine auf ein Siliziumsubstrat abgeschiedene BN-Schicht. Hier werden
die beiden Kohlenstoffbanden nicht gefunden. Jedoch treten bei diesem Substrat die für Sili-
zium spezifischen Raman-Linien in Erscheinung.
0
200
400
600
800
1000
1200
1400
1600
450 950 1450 1950 2450 2950
Wellenzahl [cm-1]
Ram
an-In
tens
ität [
-]
1368 h-BN
520 Si
~800 B2O3
934-963 Si
Silizium-Substrat
Abbildung 4.22: Raman-Spektrum von abgeschiedenem BN auf Silizium

Ergebnisse und Diskussion 90
Die für das jeweilige Substrat charakteristischen Ramanbanden werden bei den relativ dünnen
BN-Schichten immer gefunden. Eine höhere Schichtdicke führt zur Verringerung der Intensi-
täten der Substratbanden im Vergleich zur Bornitridbande.
Die Ergebnisse der Ramanspektroskopie haben gezeigt, dass die aus der Gasphase abgeschie-
denen BN-Schichten auf Graphit und Silizium eine gestörte, hexagonale Kristallstruktur be-
sitzen. Eine genaue Zuordnung der vorliegenden Mikrostruktur erfolgt in den nächsten zwei
Kapiteln.
4.1.3.9.3 Infrarot-Spektroskopie
Die Infrarot-Spektroskopie ist eine sehr häufig angewandte Charakterisierungsmethode für
Bornitridschichten, da über die Verschiebung der Absorptionsbanden genaue Aussagen über
die Mikrostruktur gemacht werden können. In Abbildung 4.23 ist das IR-Spektrum einer bei
900°C abgeschiedenen BN-Schicht im Wellenzahlbereich von 4000 cm-1 bis 700 cm-1 darge-
stellt.
10
15
20
25
30
35
40
70010001300160019002200250028003100340037004000
Wellenzahl [cm-1]
Tran
smis
sion
[%]
1396 t-BN
B-ON-Hx
Hintergrund
796 t-BN
Graphit-Substrat
Abbildung 4.23: IR-Spektrum einer abgeschiedenen BN-Schicht
Rein hexagonales Bornitrid besitzt eine starke Bande bei 1367 cm-1 und eine schwache Bande
bei 783 cm-1 [168]. Die untersuchten Schichten zeigen im Infrarotspektrum zu höheren Wel-
lenzahlen hin verschobene Absorptionsbanden, die auf Fehlstellen im h-BN Gitter schließen
lassen. Das IR-Spektrum der in dieser Arbeit abgeschiedenen Schichten zeigt eine Absorpti-
onsbande bei 1396 cm-1 und eine bei 796 cm-1. Der erste Peak wird durch eine B-N-

Ergebnisse und Diskussion 91
Streckschwingung in der Ebene der Hexagone („in-plane”) und der zweite Peak durch eine
B−N−B-Biegeschwingung („out-plane”) parallel zur Schichtnormalen hervorgerufen. Die
Verschiebung zu den höheren Wellenzahlen ist für eine Nahordnung der turbostratischen BN-
Modifikation (t-BN) charakteristisch [169]. Die Lage der B-N-B-Biegeschwingung ist dabei
für die verschiedenen BN-Modifikationen strukturspezifisch. Der Wert von 796 cm-1 liegt
zwischen 795 und 810 cm-1, was eine turbostratische Struktur belegt [170, 171]. Die tur-
bostratische Struktur ist ein Resultat aus der Verschiebung (Translation oder Rotation) der
BN-Hexagone in den einzelnen Atomebenen. Viele Untersuchungen anderer Autoren zeigen,
dass aus der Gasphase abgeschiedenes BN häufig eine turbostratische Struktur aufweist. Bei t-
BN ist der Abstand zwischen den Ebenen in der c-Richtung (Abb. 2.10) größer als bei h-BN.
Der Begriff „turbostratische Struktur” steht für eine ungeordnete dreidimensionale Struktur,
die trotzdem zweidimensionale Ordnung besitzt.
In Übereinstimmung mit den anderen Analysemethoden sind auch im IR-Spektrum schwache
Banden sauerstoffhaltiger Gruppen (B-O-Schwingung bei 1000 bis 1150 cm-1) zu erkennen.
Die Bande bei 3410 cm-1 wird durch N-Hx-Gruppen hervorgerufen.
4.1.3.9.4 Röntgendiffraktometrie (XRD)
In Abbildung 4.24 ist ein Röntgendiffraktogramm einer auf einem Aluminiumoxidsubstrat
abgeschiedenen BN-Schicht dargestellt.
0
200
400
600
800
1000
1200
1400
1600
20 30 40 50 60 70 80
2Θ [°]
rela
tive
Inte
nsitä
t [-]
h-BN
Al2O3
Al2O3-SubstratAl2O3
Al2O3
Al2O3
Al2O3
Al2O3
Al2O3 Al2O3 Al2O3
h-BN
Abbildung 4.24: Diffraktogramm einer auf Al2O3 abgeschiedenen BN-Schicht

Ergebnisse und Diskussion 92
Neben den Reflektionen des Al2O3-Substrates konnten zwei Peaks identifiziert werden, die h-
BN zugeordnet werden. Der Peak bei 26,614 enspricht der (002)-Reflektion und der bei
41,769 der (100)-Reflektion (Abb. 4.24). Aufgrund der hohen Röntgentransparenz von Bor-
nitrid und der geringen Schichtdicke stammt jedoch ein Großteil der Röntgenreflexe vom
Substrat.
Die BN-Schichten, welche auf den Graphitsubstraten abgeschieden wurden, zeigen nur sehr
diffuse Reflexionen unter Winkeln von ca. 27° und 42°. Da auch bei diesen Proben mit Sub-
stratreflexen gerechnet werden muss, ist keine eindeutige Aussage bezüglich der BN-
Mikrostruktur zu machen. Denn aufgrund der sehr ähnlichen Kristallstrukturen von BN und
Graphit kommt es fast zu einer vollständigen Überlappung der Reflexe. Jedoch kann von den
diffusen Reflexen eine rein hexagonale BN-Modifkation, wie sie auf Al2O3 abgeschieden
wurde, ausgeschlossen werden. Das beobachtete Reflexionsverhalten lässt auf eine turbostra-
tische Struktur schließen, wie auch schon die IR-Ergebnisse gezeigt haben.
4.1.3.9.5 Röntgenphotoelektronenspektroskopie (XPS)
Die chemische Zusammensetzung der abgeschiedenen Schichten wurde mittels XPS be-
stimmt. Dieses Verfahren wird allgemein für die Identifizierung und Quantifizierung von
Elementen auf Oberflächen eingesetzt. Mit dieser Methode wurden mehrere Proben unter-
sucht, die bei verschiedenen Prozessparametern beschichtet wurden. In Abbildung 4.25 wird
von ausgewählten Versuchsreihen das Verhältnis von Stickstoff, Sauerstoff und Kohlenstoff
zu Bor in den Schichten gezeigt.
Die abgeschiedenen BN-Schichten enthalten sehr wenig Kohlenstoff. Die aus dem kohlen-
stoffhaltigen TMOB abgeschiedenen Schichten sollen möglichst kohlenstoffarm sein, da
Mischkristalle aus Bornitrid und Kohlenstoff aufgrund ihrer Härte als Faser-Matrix-Interface
ungeeignet erscheinen. Der Kohlenstoffgehalt liegt zwischen 2 und 4 at.% weitestgehend un-
abhängig von den Abscheidungsparametern. Im Gegensatz dazu ist der Sauerstoffgehalt rela-
tiv hoch. Die detektierten Sauerstoffanteile von 9,9 bis 13,7 at.% entsprechen B2O3-Anteilen
von 13,6 bis 20,1%. Ein geringer Sauerstoffgehalt in der Schicht wird durch hohe Beschich-
tungstemperaturen und Ammoniakmengen und durch geringe TMOB-Konzentrationen be-
günstigt. Durch die Wahl dieser Parameter nähert sich gleichzeitig das Verhältnis von N/B
dem Idealwert von eins, der stöchiometrischem BN entspricht. Da aber in der Schicht selbst
bei optimierten Prozessparametern immer noch B2O3 gefunden wurde, liegt das N/B-
Verhältnis unter eins, da Bor-Atome in Form von B2O3 in der Schicht gebunden sind.

Ergebnisse und Diskussion 93
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
Ato
mar
es V
erhä
ltnis
[-] N/B
O/B
C/B
Abbildung 4.25: Schichtzusammensetzung für unterschiedliche Prozessparameter
4.1.3.10 Festlegung der optimalen Beschichtungsparameter von Bornitrid
Die Ergebnisse der letzten Kapitel ermöglichen genaue Aussagen über die Abscheidung von
Bornitrid aus dem Precursorsystem TMOB/NH3. Es wurde der Bereich der reaktionskontrol-
lierten Abscheidung festgelegt und ein kinetischer Ansatz abgeleitet, der den Beschichtungs-
prozess unter den gegebenen Bedingungen gut beschreibt. Außerdem sind die Morphologie,
die Kristallstruktur und die chemische Zusammensetzung der Schichten bei verschiedenen
Prozessparametern bekannt. Auf Graphitsubstraten werden im untersuchten Parameterbereich
turbostratische Bornitrid-Schichten erzeugt, die einen Sauerstoffanteil von ca. 10 at.% und
eine gräuliche Färbung besitzen. Auf Al2O3-Substraten wachsen bei gleichen Parametern
transparente, kristalline h-BN-Schichten. Für den Faserbeschichtungsprozess werden auf-
grund der Strukturähnlichkeit zu Graphit turbostratische BN-Schichten auf den C-Fasern er-
wartet. Schichten aus turbostratischem Bornitrid sind in besonderem Maße als Gleitschicht
zwischen Fasern und Matrix in CMCs geeignet und ermöglichen durch Verbesserung der
Risszähigkeit den gewünschten pull-out-Effekt. Eine höhere kristalline Ordnung, wie sie bei
h-BN vorliegt, hat stärkere Bindungskräfte zwischen den Basisebenen des hexagonalen Git-
T = 900°C xTMOB = 0,0092 γ = 100 u = 14 cm/s
T = 900°C xTMOB = 0,006 γ = 100 u = 14 cm/s
T = 900°C xTMOB = 0,006 γ = 158 u = 14 cm/s
T = 950°C xTMOB = 0,006 γ = 100 u = 14 cm/s

Ergebnisse und Diskussion 94
ters zur Folge und scheint daher für das Erzeugen einer Sollbruchstelle zwischen Faser und
Matrix weniger gut geeignet [101, 172].
Basierend auf diesen Erkenntnissen sind die optimalen Abscheidungsparameter von BN auf
porenfreien Substraten wie folgt festgelegt:
• Strömungsgeschwindigkeit: 14 cm/s
Höhere Strömungsgeschwindigkeiten liegen im stofftransportlimitierten Bereich (Konvek-
tion). Strömungsgeschwindigkeiten zwischen 10 und 15 cm/s ermöglichen die Reaktions-
kontrolle des Prozesses verbunden mit hohem Umsatz und hoher Abscheidungsrate.
• Molanteil von TMOB: 0,006 bis 0,008
Durch die gemäßigten TMOB-Konzentrationen werden glatte und homogene Schichten
bei relativ hohen Abscheidungsraten erzeugt. Ein höherer TMOB-Molanteil führt zu
Dendritenwachstum.
• Beschichtungstemperatur: 900 bis 950°C
Die höhere Temperatur begünstigt zwar die stöchiometrische Schichtzusammensetzung,
fördert aber gleichzeitig die Gasphasennukleation mit Bildung fester Nebenprodukte.
• NH3/TMOB-Verhältnis: γ = 100
Der hohe Überschuss an Ammoniak unterdrückt die Gasphasennukleation, reduziert den
Sauerstoffgehalt in den Schichten und ermöglicht eine homogene Beschichtung im ganzen
Reaktor. Jedoch nimmt bei einer weiteren Erhöhung dieses Verhältnisses die Abschei-
dungsrate stark ab.
4.1.4 Chemische Gasphasenabscheidung von Titandiborid (TiB2)
Titandiborid wurde aus dem Precursorsystem Bortrichlorid (BCl3) und Titantetrachlorid
(TiCl4) abgeschieden. Durch das „Parameter Screening“ sollten geeignete Prozessparameter
für die Beschichtung von C-Kurzfasern bestimmt werden. Die Versuche wurden in der unter
3.1.1 beschriebenen diskontinuierlich betriebenen CVD-Anlage durchgeführt. Als Substrate
dienten, wie schon bei der Abscheidung von PyC und BN, porenfreie Graphitplättchen, die
entlang des Reaktors positioniert wurden. Tabelle 4.5 zeigt die Größenbereiche der variierten
Prozessparameter.

Ergebnisse und Diskussion 95
Prozessparameter variierter Bereich
Reaktortemperatur 700 - 900°C Molenbruch TiCl4 0,003 - 0,024
BCl3/TiCl4-Verhältnis, δ 0,5 - 8 Verweilzeit 3 - 30 s
Gesamtdruck 1000 mbar
Tabelle 4.5: Variierte Prozessparameter für die TiB2-Abscheidung aus BCl3/TiCl4
Durch die Versuche sollte lediglich ein Parameterfenster für die Abscheidung von TiB2 im
reaktionskontrollierten Bereich festgelegt werden. Hierfür wurde auch die Aktivierungsener-
gie bestimmt, da diese ein wichtiges Kriterium für den Arbeitsbereich darstellt. Das Verhält-
nis der Precursoren BCl3 zu TiCl4 im Reaktionsgas wird im Folgenden mit δ = BCl3/TiCl4
bezeichnet.
4.1.4.1 Einfluss der Strömungsgeschwindigkeit
Um den Einfluss der Strömungsgeschwindigkeit auf die Abscheidungsrate von TiB2 zu ermit-
teln, wurde diese im Bereich von 3 bis 30 cm/s variiert. Um den gesamten Bereich bei sonst
identischen Parametern untersuchen zu können, musste aus apparativen Gründen für diese
Experimente ein relativ kleiner TiCl4-Molenbruch von xTiCl4 = 0,006 gewählt werden. Abbil-
dung 4.26 zeigt den Einfluss der Strömungsgeschwindigkeit auf die Abscheidungsrate entlang
des Reaktors.
Die Abscheidungsraten zeigen bei Strömungsgeschwindigkeiten unter 10 cm/s einen steilen
Anstieg, durchlaufen ein Maximum und fallen danach wieder stark ab. Ab der Mitte des Re-
aktors sind die Proben fast unbeschichtet, was durch eine Verarmung an TiCl4 zu erklären ist,
da dieses unterstöchiometrisch dosiert wird.
Ab einer Strömungsgeschwindigkeit von 10 cm/s ist das Abscheidungsmaximum breiter und
in Strömungsrichtung verschoben. Mit zunehmender Strömungsgeschwindigkeit verläuft der
anschließende Abfall weniger steil und die Schichtdicke wird gleichmäßiger entlang des Re-
aktors, was diesen Abscheidungsbereich attraktiv macht.

Ergebnisse und Diskussion 96
0,0E+00
2,0E-05
4,0E-05
6,0E-05
8,0E-05
1,0E-04
1,2E-04
1,4E-04
1,6E-04
1,8E-04
2,0E-04
0 10 20 30 40 50 60 70 80 90
Position [cm]
Abs
chei
dung
srat
e [m
ol/m
2 s]
0
100
200
300
400
500
600
700
800
Tem
pera
tur [
°C]
u = 15 cm/s
u = 20 cm/s
u = 10 cm/su = 5 cm/s
u = 3 cm/s
T = 750°C
u = 30 cm/s
Abbildung 4.26: Abscheidungsrate von TiB2 in Abhängigkeit der Strömungsgeschwindigkeit
(T = 750°C, xTiCl4 = 0,006, δ = 4)
Für die maximale Strömungsgeschwindigkeit von 30 cm/s wird ein verarmungsbedingter Ab-
fall hinter dem Maximum nicht mehr beobachtet. In diesem Fall wird ein beträchtlicher Teil
des Precursors wieder aus dem Reaktor ausgetragen. Das Sinken der Abscheidungsrate im
Bereich der letzten 10 cm im Reaktor ist auf den Abfall der Temperatur zurückzuführen. Aus
Gründen der Wirtschaftlichkeit ist dieser Bereich ungeeignet.
4.1.4.2 Einfluss des TiCl4-Molanteils
Der TiCl4-Molanteil wurde zwischen xTiCl4 = 0,003 und 0,024 variiert. Abbildung 4.27 zeigt
den Verlauf der Abscheidungsprofile entlang des Reaktors.
Mit zunehmender TiCl4-Eingangskonzentration steigt erwartungsgemäß die Abscheidungsra-
te. Nach Erreichen einer maximalen Abscheidung im ersten Viertel des Reaktors fallen die
Abscheidungsprofile im weiteren Verlauf mehr oder weniger steil ab. Die gleichmäßigste
Beschichtung mit erkennbarer Schichtbildung auf 80% des Reaktionsbereiches ergibt sich bei
einem TiCl4-Molenbruch von xTiCl4 = 0,012.

Ergebnisse und Diskussion 97
0,0E+00
2,0E-04
4,0E-04
6,0E-04
8,0E-04
1,0E-03
1,2E-03
1,4E-03
1,6E-03
1,8E-03
0 10 20 30 40 50 60 70 80 90
Position [cm]
Abs
chei
dung
srat
e [m
ol/m
2 s]
0
100
200
300
400
500
600
700
800
Tem
pera
tur [
°C]
xTiCl4 = 0,024
xTiCl4 = 0,012
xTiCl4 = 0,006
xTiCl4 = 0,003
T = 800°C
Abbildung 4.27: Abscheidungsrate von TiB2 in Abhängigkeit des TiCl4-Molanteiles
(T = 800°C, u = 10 cm/s, δ = 4)
4.1.4.3 Einfluss der Temperatur
Der Einfluss der Prozesstemperatur auf die Abscheidung wurde zwischen 700 und 900°C un-
tersucht und ist in Abbildung 4.28 dargestellt.
0,0E+00
2,0E-04
4,0E-04
6,0E-04
8,0E-04
1,0E-03
1,2E-03
1,4E-03
1,6E-03
1,8E-03
2,0E-03
0 10 20 30 40 50 60 70 80 90
Position [cm]
Abs
chei
dung
srat
e [m
ol/m
2 s]
0
100
200
300
400
500
600
700
800
Tem
pera
tur [
°C]
T = 900°C
T = 800°C
T = 750°C
T = 700°C
Temperaturkonstante Zone
Abbildung 4.28: Abscheidungsrate von TiB2 in Abhängigkeit der Temperatur
(u = 10 cm/s, xTiCl4 = 0,012, δ = 4)

Ergebnisse und Diskussion 98
Im untersuchten Bereich ist die Reaktionsgeschwindigkeit deutlich temperaturabhängig. Bis
750°C ist die Beschichtung gleichmäßig und besitzt über die Reaktorlänge eine nur unwesent-
liche Veränderung der Schichtdicke. Ab 800°C bilden sich deutliche Abscheidungsmaxima
aus, die mit Erhöhung der Temperatur ausgeprägter werden. Bei einer Reaktionstemperatur
von 900°C findet eine Abscheidung nur über knapp der Hälfte der Reaktorlänge statt.
4.1.4.4 Einfluss des BCl3/TiCl4-Verhältnisses
Das Precursorenverhältnis hat einen großen Einfluss auf die Abscheidungsrate, wie in Abbil-
dung 4.29 zu erkennen ist. Mit zunehmendem BCl3-Gehalt im Reaktionsgas werden deutlich
höhere Abscheidungsraten erreicht. Bei sehr hohen (δ = 8) und bei sehr niedrigen Precursor-
verhältnissen (δ = 0,5) erreicht die Abscheidungsrate ein Maximum, das im vorderen Viertel
der Reaktionszone liegt und fällt danach steil ab. Die hinteren zwei Drittel der Reaktionszone
sind nicht beschichtet. Grund hierfür ist in beiden Fällen eine Verarmung des jeweiligen Re-
aktionspartners.
0,0E+00
2,0E-04
4,0E-04
6,0E-04
8,0E-04
1,0E-03
1,2E-03
1,4E-03
0 10 20 30 40 50 60 70 80 90
Position [cm]
Abs
chei
dung
srat
e [m
ol/m
2 s]
0
100
200
300
400
500
600
700
800
Tem
pera
tur [
°C]
δ = 8
δ = 4
δ = 2
δ = 0,5
T = 800°C
Abbildung 4.29: Abscheidungsrate von TiB2 in Abhängigkeit des BCl3/TiCl4-Verhältnisses
(T = 800°C, u = 10 cm/s, xTiCl4 = 0,004)
Durch Einstellung von mittleren Precursorenverhältnissen wird eine homogenere Abschei-
dung entlang des Reaktors erzielt. Zwar verlaufen die Abscheidungsraten für diese Verhält-

Ergebnisse und Diskussion 99
nisse ebenfalls über ein Maximum, fallen aber im hinteren Bereich des Reaktors deutlich
schwächer ab. Da bei einem Verhältnis δ = 4 ein höherer Umsatzgrad erreicht wird als bei
stöchiometrischer Zugabe der Precursoren (δ = 2) und kein Unterschied in der Schichtzu-
sammensetzung festgestellt werden konnte, sind die anderen Versuche des „Parameter
Screenings“ mit der vierfachen Molmenge BCl3 gegenüber TiCl4 durchgeführt worden.
4.1.4.5 Bestimmung des limitierenden Teilschrittes der TiB2-Abscheidung
Um den limitierenden Teilschritt der TiB2-Abscheidung aus dem System BCl3/TiCl4 zu
bestimmen, wird der integrale BCl3-Umsatzgrad in Abhängigkeit der Verweilzeit aufgetragen
(Abb. 4.30). Bei höheren Strömungsgeschwindigkeiten (ab 15 cm/s) bzw. niedrigen Verweil-
zeiten (bis 6 s) sinkt der Umsatz deutlich, da nicht umgesetzter Precursor aus dem Reaktor
ausgetragen wird, bevor er vollständig reagieren kann. In diesem Bereich ist der Prozess
durch Konvektion stofftransportlimitiert. Bei niedrigeren Strömungsgeschwindigkeiten zwi-
schen 5 und 10 cm/s liegt dagegen Reaktionskontrolle vor. In diesem Bereich ist die Steigung
der Umsatzkurve deutlich geringer. Bei Strömungsgeschwindigkeiten unter 5 sind die Umsät-
ze wieder leicht rückläufig, was den Übergang zur Limitierung des Prozesses durch Diffusion
andeutet [74].
0,0
0,1
0,2
0,3
0,4
0 5 10 15 20 25 30
Verweilzeit [s]
Um
satz
[-]
Stofftransport-kontrolle
Reaktionskontrolleu = 30 cm/s
u = 20 cm/s
u = 15 cm/s u = 10 cm/su = 3 cm/s
u = 5 cm/s
Abbildung 4.30: Abhängigkeit des integralen BCl3-Umsatzes von der Verweilzeit

Ergebnisse und Diskussion 100
Die Strömungsgeschwindigkeit u = 10 cm/s, mit der die meisten Versuche durchgeführt wur-
den, gewährleistet eine relativ hohe Abscheidungsrate im reaktionskontrollierten Bereich. Es
wird davon ausgegangen, dass bei einer Beschichtungstemperatur von 750°C und Strömungs-
geschwindigkeiten von 5 bis 10 cm/s der Prozess durch die Oberflächenreaktion limitiert
wird.
4.1.4.6 Bestimmung der Aktivierungsenergie
Wie bereits in Kapitel 4.1.3.7 dargestellt, ist der Betrag der Aktivierungsenergie ein weiteres
Kriterium für die Bestimmung des geschwindigkeitslimitierenden Schrittes des Prozesses. Um
zu prüfen, ob im untersuchten Prozessparameterbereich Reaktionskontrolle vorliegt, wird
durch Auftragen der logarithmierten Abscheidungsrate über die inverse, absolute Temperatur
die scheinbare Aktivierungsenergie ermittelt. Hierzu wird der Potenzansatz (Gl. 4.2) loga-
rithmiert:
( ) ( )( )T1
RE
cckln)rln( A)BCl(nBCl
)TiCl(nTiCl0
3
3
4
4⋅−⋅⋅= (4.7)
mit: r : Reaktionsgeschwindigkeit [mol/(m2s)]
cTiCl4 : TiCl4 Konzentration [mol/m3]
cBCl3 : BCl3 Konzentration [mol/m3]
n(TiCl4) : Reaktionsordnung bezüglich TiCl4 [-]
n(BCl3) : Reaktionsordnung bezüglich BCl3 [-]
k0 : Präexponentialfaktor [(mol/m3)1-n (m/s)]
EA : Aktivierungsenergie [kJ/mol]
R : universelle Gaskonstante [8,3144⋅10-3 kJ/(mol⋅K)]
T : Reaktionstemperatur [K]
Für einen durch die Oberflächenreaktion limitierten Prozess sind scheinbare Aktivierungs-
energien im Bereich von 80 - 500 kJ/mol zu beobachten [74]. In Abbildung 4.31 ist ln(r) über
1/T für die Bestimmung der scheinbaren Aktivierungsenergie aufgetragen:

Ergebnisse und Diskussion 101
-11,0
-10,0
-9,0
-8,0
-7,0
-6,0
-5,0
0,00080 0,00085 0,00090 0,00095 0,00100 0,00105 0,00110
1/T [1/K]
ln (r
[mol
/m2 s]
)
y = 6,1235 - 14983,2•xln(r) = ln(k0·cTiCl4
n(TiCl4)·cBCl3n(BCl3)) - (EA/R)·(1/T)
R2 = 0,9036EA = 124,6 kJ/mol
Abbildung 4.31: Bestimmung der Aktivierungsenergie für die TiB2-Abscheidung
Aus der Auftragung ergibt sich eine Aktivierungsenergie von EA = 124,6 kJ/mol. Dieser Wert
stimmt gut mit einem in der Literatur gefundenen von 110 kJ/mol [128] überein und bestätigt
die Oberflächenreaktion als limitierenden Schritt bei der Abscheidung von TiB2 aus TiCl4 und
BCl3 im untersuchten Parameterbereich.
4.1.4.7 Charakterisierung der abgeschiedenen TiB2-Schichten
4.1.4.7.1 Morphologie der Oberfläche
Um den Einfluss verschiedener Prozessparameter auf die Morphologie der abgeschiedenen
TiB2-Schichten beurteilen zu können, wurden die beschichteten Graphitsubstrate mittels REM
untersucht. Abbildung 4.32 zeigt den Einfluss des Precursorenverhältnisses δ auf die Oberflä-
chenstruktur der TiB2-Schichten. Bei einem BCl3/TiCl4-Verhältnis von 0,5 bildet sich eine
relativ raue, knotig strukturierte Oberfläche aus (Abb. 4.32 a). Durch die Erhöhung des BCl3-
Anteiles im Reaktionsgas erscheinen die TiB2-Schichten zunehmend kristalliner. Bei stöchi-
ometrischer Dosierung der beiden Precursoren (δ = 2) sind deutlich kantige, mehrere µm
große Kristalle auf der Oberfläche erkennbar (Abb. 4.32 b). Diese kristalline Struktur wird
durch eine weitere Erhöhung des BCl3-Anteiles (δ = 8) beigehalten, jedoch sind die erhalte-
nen Kristalle deutlich kleiner und die Oberfläche erscheint weniger rau (Abb. 4.32 c).

Ergebnisse und Diskussion 102
Abbildung 4.32: REM-Aufnahmen abgeschiedener TiB2-Schichten: Einfluss des Precursoren-
verhältnisses auf die Morphologie
Den Einfluss der Prozesstemperatur auf die Schichtmorphologie zeigt Abbildung 4.33:
Abbildung 4.33: REM-Aufnahmen abgeschiedener TiB2-Schichten: Einfluss der Temperatur
T = 800°C, xTiCl4 = 0,006, δ = 0,5, u = 10 cm/s T = 800°C, xTiCl4 = 0,006, δ = 2, u = 10 cm/s
T = 800°C, xTiCl4 = 0,006, δ = 8, u = 10 cm/s
(b) (a)
(c)
T = 750°C, xTiCl4 = 0,012, δ = 4, u = 10 cm/s
(a) (b)
T = 900°C, xTiCl4 = 0,012, δ = 4, u = 10 cm/s

Ergebnisse und Diskussion 103
Bei einer Abscheidungstemperatur von 750°C entsteht eine blumenkohlartige Oberflächen-
struktur (Abb. 4.33 a). Durch eine Erhöhung der Temperatur auf 900°C bei sonst identischen
Prozessparametern bilden sich ca. 20 µm große, scharfkantige Kristalle auf der Oberfläche
(Abb. 4.33 b). Durch die Prozesstemperatur kann erwartungsgemäß die Kristallinität der ab-
geschiedenen TiB2-Schichten gesteuert werden.
4.1.4.7.2 Chemische Zusammensetzung
Für die parallele quantitative Bestimmung von leichten und schweren Elementen wie Bor und
Titan ist EDX nur beschränkt einsetzbar (s. Kapitel 3.3.2). Jedoch können mit EDX tiefer
gelegene Atomlagen analysiert werden, in denen keine adsorbierten Elemente oder Verbin-
dungen vorhanden sind. Um eine Verfälschung der Ergebnisse aufgrund der sehr unterschied-
lichen Atommassen von Titan und Bor zu vermeiden, wurden die hier durchgeführten EDX-
Analysen mit einem TiB2-Standard abgeglichen. Abbildung 4.34 zeigt das mit EDX bestimm-
te Verhältnis von Titan zu Bor in TiB2-Schichten, die bei verschiedenen Prozessparametern
abgeschieden wurden.
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
Ato
mar
es V
erhä
ltnis
B /
Ti [-
]
Abbildung 4.34: Schichtzusammensetzung für unterschiedliche Prozessparameter
T = 800°C xTiCl4 = 0,006 δ = 2 u = 10 cm/s
T = 800°C xTMOB = 0,006 δ = 8 u = 10 cm/s
T = 750°C xTMOB = 0,012 δ = 4 u = 10 cm/s
T = 900°C xTMOB = 0,012 δ = 4 u = 10 cm/s

Ergebnisse und Diskussion 104
Die EDX-Analysen zeigen für die untersuchten Schichten ein nahezu konstantes Bor- zu Ti-
tan-Verhältnis von ca. 2,5. Die Zusammensetzung ist unabhängig vom gewählten BCl3/TiCl4-
Verhältnis und von der Prozesstemperatur. Ein Sauerstoffanteil von ca. 4 at.% konnte ledig-
lich bei einer Prozesstemperatur von 900°C festgestellt werden. Alle anderen untersuchten
Proben waren frei von Sauerstoff.
Der Bor-Überschuss in den Schichten muss entweder auf die Analysemethode oder auf eine
Koabscheidung von elementarem Bor zurückgeführt werden. Die Koabscheidung von Bor
wurde in der Literatur allerdings erst ab BCl3/TiCl4-Verhältnissen größer acht [173, 174] beo-
bachtet oder für Temperaturen über 1200°C [122] vorhergesagt. Weiteren Aufschluss über die
Schichtzusammensetzung sollen Untersuchungen mittels Röntgendiffraktometrie liefern.
4.1.4.7.3 Röntgendiffraktometrie (XRD)
Die kristallographische Struktur der abgeschiedenen Schichten wurde mittels Röntgendiffrak-
tometrie untersucht. Abbildungen 4.35 und 4.36 zeigen die Diffraktogramme für verschiedene
Abscheidungstemperaturen. In beiden Diffraktogrammen werden ausschließlich die Reflexe
für TiB2 und Kohlenstoff gefunden, wobei letzterer dem Graphitsubstrat zuzuordnen ist. Für
eine Prozesstemperatur von 900°C (Abb. 4.36) werden deutlich schärfere Reflexe gefunden
als bei einer Temperatur von 800°C (Abb. 4.35), was für eine Proportionalität zwischen Ab-
scheidungstemperatur und Kristallinität spricht. Der Einfluss der Temperatur auf die gebilde-
ten Kristalle wurde auch schon bei den REM-Untersuchungen festgestellt (Abb. 4.33). Ein
Einfluss der anderen Prozessparameter bezüglich der gefundenen Phasen oder auf den Kristal-
linitätsgrad konnten trotz zahlreicher weiterer Untersuchungen nicht nachgewiesen werden.
Eventuell eingelagertes Bor in die Schichten kann mit XRD jedoch nur schwer detektiert wer-
den, da es wahrscheinlich amorph vorliegen würde und zudem keine ausreichende Wechsel-
wirkung mit Röntgenstrahlung aufweist [128].
Die bevorzugte kristallographische Orientierung ist bei niedrigen Temperaturen (100), woge-
gen bei höheren Temperaturen eine (101)-Richtung bevorzugt wird.

Ergebnisse und Diskussion 105
0
10
20
30
40
50
60
70
80
90
100
20 30 40 50 60 70 80
2Θ [°]
rela
tive
Inte
nsitä
t [-]
C (002)
TiB2
(100)
TiB2
(101)TiB2
(110)TiB2
(111) TiB2
(201)TiB2
(200)
Abbildung 4.35: Diffraktogramm (T = 800°C, xTiCl4 = 0,012, δ = 4, u = 10 cm/s)
0
50
100
150
200
250
20 30 40 50 60 70 80
2Θ [°]
rela
tive
Inte
nsitä
t [-]
C (002)
TiB2
(001)TiB2
(100)
TiB2
(101)
TiB2
(002) TiB2
(110)
TiB2
(111)
TiB2
(200) TiB2
(201)
Abbildung 4.36: Diffraktogramm (T = 900°C, xTiCl4 = 0,012, δ = 4, u = 10 cm/s)
4.1.4.8 Festlegung der optimalen Parameter für die Abscheidung von TiB2
Um geeignete Prozessparameter für die Beschichtung von Kohlenstofffasern mit TiB2 aus
dem Precursorsystem BCl3 und TiCl4 zu bestimmen, wurde die Abscheidung in einem weiten
Parameterbereich untersucht. Die Bestimmung des integralen BCl3-Umsatzes in Abhängigkeit
von der Strömungsgeschwindigkeit ermöglichte die Festlegung von Prozessparametern, die

Ergebnisse und Diskussion 106
eine durch die Oberflächenreaktion kontrollierte Abscheidung zur Folge haben. Weiterhin
wurde im Temperaturbereich von 700 bis 900°C eine scheinbare Aktivierungsenergie von
124,6 kJ/mol ermittelt. In allen abgeschiedenen Schichten wurde ein nahezu konstantes ato-
mares Verhältnis von Bor zu Titan von ca. 2,5 gefunden, unabhängig von den Prozessparame-
tern im untersuchten Bereich. Das ermittelte Verhältnis weist auf die Einlagerung von gerin-
gen Mengen freien Bors in die TiB2-Schicht hin. Mit Hilfe von REM-Aufnahmen und XRD-
Untersuchungen konnte eine deutliche Steigerung der Kristallinität der abgeschiedenen
Schichten mit zunehmender Prozesstemperatur nachgewiesen werden.
Nach diesen Erkenntnissen sind die optimalen Beschichtungsparameter wie folgt festgelegt:
• Strömungsgeschwindigkeit: 10 cm/s
Höhere Strömungsgeschwindigkeiten liegen im stofftransportlimitierten Bereich (Konvek-
tion). Für niedrigere Strömungsgeschwindigkeiten werden geringere Abscheidungsraten
erreicht, welche für die kontinuierliche Kurzfaserbeschichtung zu geringen Schichtdicken
führen würden.
• Molanteil von TiCl4: 0,006 bis 0,012
Für diesen Bereich werden homogene Abscheidungsprofile entlang des Reaktors erzielt.
• Beschichtungstemperatur: 750°C
Die relativ niedrige Abscheidungstemperatur ist für einen durch die Oberflächenreaktion
limitierten Prozess notwendig. Höhere Temperaturen beschleunigen die Oberflächenreak-
tion und führen zu einer schlechteren Infiltration bei porösen Substraten. Weiterhin er-
möglicht eine Temperatur von 750°C ein homogenes Abscheidungsprofil. Sind jedoch
kristalline TiB2-Schichten gefordert, muss die Abscheidungstemperatur auf 900°C erhöht
werden.
• BCl3/TiCl4-Verhältnis (δ) von 4
Durch die überstöchiometrische Zugabe von BCl3 zum Reaktionsgas werden geringfügig
höhere Abscheidungsraten erzielt. Weiterhin kann dadurch die Kristallinität der Schichten
erhöht und die Oberflächenrauigkeit vermindert werden.

Ergebnisse und Diskussion 107
4.2 Beschichtung von Kohlenstoffkurzfasern
Mit der in Kapitel 3.1.2 dargestellten CVD-Anlage war es erstmals möglich, Kurzfasern im
semikontinuierlichen Betrieb allseitig mit keramischen Schichten unterschiedlicher Zusam-
mensetzung zu beschichten. Mit Hilfe der durchgeführten „Parameter Screenings“ in der dis-
kontinuierlich betriebenen CVD-Anlage (Kapitel 4.1) konnten optimierte Prozessparameter
für die Abscheidung von PyC, BN und TiB2 auf Graphitsubstraten bestimmt werden. Die er-
mittelten Parameterfenster dienten als Grundlage für die Abscheidung dieser Schichten auf
Kohlenstoffkurzfasern. Durch die deutlich größere zu beschichtende Oberfläche der Faser-
bündel im Vergleich zu den nicht porösen Graphitsubstraten musste die Eingangskonzentrati-
on der Precursoren zum Teil erhöht werden. Dabei gilt es, die entstehenden festen Nebenpro-
dukte zu kontrollieren, die zu einer Verunreinigung der einzelnen Faserbündel führen würden.
Die folgenden Kapitel zeigen die Charakterisierung von beschichteten C-Kurzfasern mit un-
terschiedlichen Methoden. Der Schwerpunkt der Charakterisierung lag auf der Ermittlung der
Schichtdicke, der Oxidationsbeständigkeit und der Mikrostruktur der abgeschiedenen Schicht.
Beschichtet wurden Fasern der Firma AKZO mit der Bezeichnung Tenax-J HTA 5131. Die
Fasern haben eine Länge von 6 mm und sind durch eine Schlichte zu Bündeln mit je 6000
Einzelfilamenten zusammengefasst. Da die Schlichte eine direkte Beschichtung der Fasern
verhindert, wurde diese in einem thermischen Entschlichtungsprozess entfernt. Die Faserbün-
del bleiben aber trotz der Entschlichtung weitestgehend erhalten. Um auch die Filamente im
Inneren des Bündels zu beschichten, muss eine Infiltration des Faserbündels erreicht werden.
Hierfür ist ein reaktionskontrollierter Prozess von Vorteil.
Während des halbkontinuierlichen Beschichtungsprozesses werden die Faserbündel durch
Rotation durch das Reaktorrohr transportiert. Die Verweilzeit der Fasern im Reaktor ist ab-
hängig von der Rotationsgeschwindigkeit des Reaktorrohres. Für die in den folgenden Kapi-
teln charakterisierten Fasern betrug die Verweilzeit ca. sieben Minuten.
4.2.1 C-Kurzfaserbeschichtung mit PyC aus Propan / Wasserstoff
Für eine homogene Infiltration der Kurzfaserbündel und Beschichtung der Filamente mit PyC
aus Propan und Wasserstoff wurden die in Kapitel 4.1.1 für die Beschichtung von Graphitsub-
straten als optimal ermittelten Parameter leicht modifiziert. Die Verweilzeit der Reaktionsgase
wurde auf 6,7 s erhöht, was einer Strömungsgeschwindigkeit von 15 cm/s entspricht. Durch

Ergebnisse und Diskussion 108
die Erhöhung der Verweilzeit kann im reaktionslimitierten Bereich gearbeitet werden und
somit eine möglichst tiefe Infiltration der Faserbündel erreicht werden. Weiterhin wird durch
diese Maßnahme der Gasverbrauch und somit die Prozesskosten maßgeblich gesenkt.
Nachteilig ist jedoch die erhöhte Bildung von Ruß am Reaktorausgang. Um der großen zu
beschichtenden Oberfläche Rechnung zu tragen, wurde der Propanmolenbruch von
xC3H8 = 0,02 auf 0,03 erhöht. Tabelle 4.6 zeigt die für die Kurzfaserbeschichtung mit PyC aus
Propan und Wasserstoff optimierten Prozessparameter.
Prozessparameter Einstellwert
Reaktortemperatur 1100°C Molenbruch C3H8 0,03
H2/C3H8-Verhältnis 3 Verweilzeit 6,7 s
Gesamtdruck 1000 mbar
Tabelle 4.6: Prozessparameter für die Faserbeschichtung mit PyC aus Propan/Wasserstoff
Mit den in Tabelle 4.6 gezeigten Prozessparametern wurden ca. 35 kg Kohlenstoffkurzfasern
mit PyC beschichtet. Die folgenden Kapitel geben Aufschluss über Schichtdicke, Mikrostruk-
tur und Oxidationsbeständigkeit der abgeschiedenen Schichten.
4.2.1.1 Schichtdicke
Um die Schichtdicke der abgeschiedenen PyC-Schicht zu ermitteln, wurden REM-
Aufnahmen der beschichteten Fasern gemacht. Hierfür wurden die Fasern mittels elektrisch
leitendem Klebstoff auf den Probenträger geklebt und anschließend mit Platin besputtert. Um
den nötigen Kontrast zwischen dem Kohlenstoff der Faser und der PyC-Schicht zu erzeugen,
wurden die Fasern mit einer Schere geschnitten, um die Sicht auf die Faserstirnfläche frei-
zugeben und ein partielles Abplatzen der Schicht zu erzwingen. Abbildung 4.37 zeigt eine
abgeschiedene PyC-Schicht auf einer Kohlenstofffaser. Die Schichtdicke wurde optisch zu ca.
100 nm bestimmt. Weiterhin ist gut zu sehen, wie die abgeschiedene Schicht die Oberflächen-
topographie der Faser nachbildet, was ein typisches Merkmal des CVD-Prozesses darstellt.
Neben der gezeigten Aufnahme wurden noch weitere Fasern untersucht, die eine ähnliche
Schichtdicke aufweisen.

Ergebnisse und Diskussion 109
Abbildung 4.37: REM-Aufnahme einer PyC-Schicht aus Propan/Wasserstoff auf einer
C-Faser [175]
4.2.1.2 Mikrostruktur
Um die Mikrostruktur der abgeschiedenen PyC-Schicht zu ermitteln, wurden die beschichte-
ten Fasern mittels Raman-Spektroskopie untersucht. Die Raman-Spektroskopie eignet sich
sehr gut zur Untersuchung der Mikrostruktur verschiedener Kohlenstoffmaterialien. Die cha-
rakteristischen Banden im Spektrum erster Ordnung von polykristallinem Kohlenstoff sind
die G-Bande bei 1575 cm-1 und die D-Bande bei 1355 cm-1. Die G-Bande (nach „graphite“)
wird durch sp2-hybridisierte Kohlenstoffatome verursacht, die ein Netzwerk von perfekt an-
einander geketteten aromatischen Ringen in gleicher Ebene aufspannen. Die D-Bande (nach
„defekt“) entsteht aus randständigen Kohlenstoffatomen der Graphen-Ebene. Tuinstra und
König [176] berichten 1970 erstmalig von einem Zusammenhang zwischen den Raman-
Intensitäten der beiden Linien und der Ausdehnung der Graphen-Ebene La. Sie beobachteten
eine indirekte Proportionalität zwischen dem Quotienten der Intensitäten von D- und G-Bande
ID/IG (Q-Faktor) und der Ausdehnung der Graphen-Ebene La. Der Q-Faktor stellt somit ein
Maß für den Graphitisierungsgrad des Kohlenstoffes dar. Für graphitähnliche Kohlenstoffmo-
difikationen wird ein kleiner Q-Faktor erhalten. Reiner Graphit hat einen Q-Faktor von Null.
Neben dieser quantitativen Bestimmung des Graphitisierungsgrades werden auch die Halb-
wertsbreiten der beiden Banden zur qualitativen Bestimmung des zweidimensionalen Ord-
nungsgrades herangezogen [177-179].

Ergebnisse und Diskussion 110
Mit Hilfe des Spektrums zweiter Ordnung kann die dreidimensionale Ordnung des Graphit-
Gitters nachgewiesen werden [179, 180]. Die Banden des Spektrums zweiter Ordnung befin-
den sich bei Wellenzahlen von 2700 cm-1 und 2970 cm-1. Bei einer ungenügenden Ausbildung
des dreidimensionalen Graphitgitters tritt das Spektrum zweiter Ordnung nicht in Erschei-
nung. Bei reinem Graphit hingegen tritt nur die Bande bei 2700 cm-1 auf, die in diesem Fall
als Doublet aufgelöst wird.
Um die Mikrostruktur der abgeschiedenen PyC-Schicht qualitativ beurteilen zu können, wur-
den die Raman-Spektren von beschichteten und unbeschichteten Fasern verglichen (Abb.
4.38).
0
100
200
300
400
500
600
700
800
500 1000 1500 2000 2500 3000
Wellenzahl [cm-1]
Ram
an In
tens
ität [
-] D-Bande
G-Bande
PyC beschichtete Faser (Propan)
unbeschichtete Faser
Spektrum2. Ordnung
Abbildung 4.38: Raman-Spektren einer unbeschichteten und einer mit PyC aus Propan
beschichteten C-Faser [181]
Vergleicht man die beiden Spektren in Abbildung 4.38, erkennt man die deutlich intensivere
G-Bande der mit PyC-beschichteten Faser gegenüber der unbeschichteten. Das Spektrum
zweiter Ordnung ist bei beiden Fasern nur sehr schwach ausgeprägt. Jedoch tritt es bei der
beschichteten Faser stärker in Erscheinung, was für eine höhere dreidimensionale Ordnung
des Graphitgitters spricht. Um den Q-Faktor und die Halbwertsbreiten für die beiden Kohlen-
stoffbanden zu berechnen, wurde mit Hilfe einer Pseudo-Voigt Funktion eine Kurvenanpas-
sung für die beiden Graphen durchgeführt. Für die unbeschichtete Faser wurde ein ID/IG-
Verhältnis von 0,98 ermittelt. Die PyC-beschichtete Faser zeigt einen deutlich kleineren Wert
von 0,74. Dieser Wert indiziert eine deutlich größere Ausdehnung der Graphen-Ebenen. Auch

Ergebnisse und Diskussion 111
die reduzierten Halbwertsbreiten beider Banden gegenüber der unbeschichteten Faser spre-
chen für einen höheren zweidimensionalen Ordnungsgrad der PyC-Schicht.
Durch die Beschichtung der Fasern mit PyC aus Propan und Wasserstoff konnte eine Kohlen-
stoffschicht auf die Faser aufgebracht werden, die deutlich größere graphitische Domänen in
der Ebene und eine geringfügig höhere dreidimensionale Ordnung aufweist als die turbostrati-
sche Kohlenstoffstruktur an der ursprünglichen Faseroberfläche.
4.2.1.3 Oxidationsverhalten
Da eine geänderte Mikrostruktur an der Faseroberfläche ein unterschiedliches Oxidationsver-
halten aufweisen sollte, wurden beschichtete und unbeschichtete Fasern einem Oxidationstest
unterworfen. Hierzu wurden ca. 60 mg der Fasern in einer Thermowaage unter Luftzufuhr
von 80 ml/min mit 0,5 K/min auf 1050°C erhitzt. Abbildung 4.39 zeigt den normierten Ge-
wichtsverlust der beiden Faserchargen in einem Temperaturbereich zwischen 400 und 550°C.
99,0
99,2
99,4
99,6
99,8
100,0
100,2
400 410 420 430 440 450 460 470 480 490 500 510 520 530 540 550
Temperatur [°C]
norm
iert
es G
ewic
ht [%
]
423°C
unbeschichtete Fasern
PyC beschichtete Fasern (Propan)
459°C
Abbildung 4.39: Oxidationsverhalten unbeschichteter und PyC aus Propan beschichteter
Fasern
Während die unbeschichteten Fasern ab etwa 423°C beginnen Gewicht zu verlieren, setzt der
Oxidationsprozess bei den mit PyC-beschichteten Fasern erst ab 459°C ein. Dies ist auf den
höheren Graphitisierungsgrad der PyC-Schicht zurückzuführen, der eine Reaktion mit Sauer-

Ergebnisse und Diskussion 112
stoff erschwert. Nach der Oxidation der ca. 100 nm dicken PyC-Schicht zeigen die ursprüng-
lich beschichteten Fasern die gleiche Oxidationsgeschwindigkeit wie die unbeschichteten Fa-
sern auf.
4.2.2 C-Kurzfaserbeschichtung mit PyC aus Methan / Wasserstoff
Für die Beschichtung von Kurzfasern mit PyC aus Methan und Wasserstoff wurden die in
Kapitel 4.1.2 ermittelten Parameter für den halbkontinuierlichen Faserbeschichtungsprozess
angepasst. Die Verweilzeit der Gase im Reaktor wurde wie schon bei der Abscheidung aus
Propan auf 6,7 s erhöht, um im reaktionslimitierten Bereich arbeiten zu können und um den
Gasverbrauch zu minimieren. Da eine relativ niedrige Abscheidungstemperatur von 1300°C
gewählt wurde, konnte der Methanmolenbruch auf 10% erhöht werden, ohne dabei eine un-
tragbare Rußbildung zu erzeugen. In Tabelle 4.7 sind die Prozessparameter für die Beschich-
tung von C-Kurzfasern mit PyC aus Methan und Wasserstoff zusammengefasst. Mit diesen
Parametern wurden ca. 15 kg C-Kurzfasern beschichtet.
Prozessparameter Einstellwert
Reaktortemperatur 1300°C Molenbruch CH4 0,1
H2/CH4-Verhältnis 3 Verweilzeit 6,7 s
Gesamtdruck 1000 mbar
Tabelle 4.7: Prozessparameter für die Faserbeschichtung mit PyC aus Methan/Wasserstoff
4.2.2.1 Schichtdicke
Die Schichtdicke der abgeschiedenen PyC-Schichten wurde wieder mittels mehrerer REM-
Aufnahmen bestimmt. In Abbildung 4.40 ist eine ca. 65 nm dicke PyC-Schicht auf einer C-
Faser zu sehen. Die erreichten Schichtdicken sind etwas geringer als bei PyC aus Propan und
Wasserstoff, was auf die relativ niedrige Prozesstemperatur für den Methan-Precursor zurück-
zuführen ist. Jedoch wurde aus apparativen Gründen vorerst auf höhere Abscheidungstempe-
raturen verzichtet.

Ergebnisse und Diskussion 113
Abbildung 4.40: REM-Aufnahme einer PyC-Schicht aus Methan/Wasserstoff auf einer
C-Faser [175]
4.2.2.2 Mikrostruktur
Um die Mikrostruktur der abgeschiedenen PyC-Schicht aus Methan und Wasserstoff beurtei-
len zu können, wurden die beschichteten Fasern mit Raman-Spektroskopie untersucht. In Ab-
bildung 4.41 sind die Raman-Spektren von unbeschichteten und PyC-beschichteten Fasern
gezeigt.
0
100
200
300
400
500
600
700
800
900
1000
500 1000 1500 2000 2500 3000
Wellenzahl [cm-1]
Ram
an In
tens
ität [
-]
D-BandeG-Bande
PyC beschichtete Faser (Propan)
unbeschichtete Faser
Spektrum2. Ordnung
PyC beschichtete Faser (Methan)
Abbildung 4.41: Raman-Spektren von unbeschichteten und PyC-beschichteten C-Fasern [175]

Ergebnisse und Diskussion 114
Neben dem Spektrum der PyC-Schicht aus Methan ist in Abbildung 4.41 auch das Spektrum
der PyC-Schicht aus Propan (Kapitel 4.2.1.2) dargestellt. Somit ist ein direkter Vergleich der
beiden erzeugten PyC-Mikrostrukturen möglich.
Die PyC-Schicht aus Methan zeigt eine intensive D-Bande mit einer geringen Halbwertsbreite
von 77 cm-1. Weiterhin tritt bei Wellenzahlen von 2700 und 2970 cm-1 ein klar definiertes
Spektrum zweiter Ordnung in Erscheinung. Aufgrund der hohen Intensität der D-Bande ergibt
sich ein hohes ID/IG-Verhältnis von 1,1. Dieser Wert ist sogar höher als bei der unbeschichte-
ten Faser (ID/IG = 0,98) und spricht für eine relativ kleine Ausdehnung der Graphen-Ebenen.
Diese scheinen jedoch eine hohe dreidimensionale Ordnung zu besitzen, wie durch das Spekt-
rum zweiter Ordnung belegt wird. Tabelle 4.8 zeigt die bestimmten Raman-Parameter für
unbeschichtete und mit PyC aus Propan und Methan beschichtete C-Fasern.
Faser ID/IG FWHM G-Bande
FWHM D-Bande
Spektrum 2. Ordnung
unbeschichtet 0,98 94 216 undefiniert PyC beschichtet aus Propan 0,74 65 197 sehr schwach PyC beschichtet aus Methan 1,1 71 77 definiert
Tabelle 4.8: Raman-Parameter für unbeschichtete und PyC-beschichtete Fasern [175]
Die ermittelten Raman-Parameter lassen auf unterschiedliche Kohlenstoffmikrostrukturen auf
den unbeschichteten und PyC-beschichteten Fasern schließen. Durch die Beschichtung mit
PyC aus Propan bei 1100°C werden größere Graphen-Ebenen erhalten, die aber nur eine ge-
ringfügig höhere dreidimensionale Ordnung als die Kohlenstoffstruktur an der unbeschichte-
ten Faseroberfläche besitzen. Durch eine Beschichtung mit PyC aus Methan bei 1300°C wer-
den deutlich kleinere Graphen-Ebenen erzeugt, die aber eine hohe dreidimensionale Ordnung
aufweisen. Für eine weitere Aufklärung der Kristallanordnung der PyC-Schichten wären
XRD-Untersuchungen notwendig, die aber aufgrund eines Faserdurchmessers von 7 µm und
einer Schichtdicke von unter 100 nm nicht sinnvoll sind, da eine Erfassung des Faserkernma-
terials zu erwarten ist.
Gegenüber der unbeschichteten Faser konnten durch die Beschichtung mit PyC zwei deutlich
verschiedene Kohlenstoffmikrostrukturen auf der Faseroberfläche erzeugt werden, von denen
ein unterschiedliches Verhalten in Verbundwerkstoffen erwartet wird. Ob die unterschiedli-
chen Mikrostrukturen auf den Precursor oder die Prozesstemperatur zurückzuführen sind,
konnte bei diesen Experimenten nicht festgestellt werden, da eine Beschichtung der Fasern
bei identischen Temperaturen nicht möglich ist. Bei gleicher Prozesstemperatur ist bei der

Ergebnisse und Diskussion 115
Abscheidung aus Propan die Rußbildung zu stark und bei der Abscheidung aus Methan die
Abscheidungsrate zu gering.
4.2.2.3 Oxidationsverhalten
Um das Oxidationsverhalten der mit PyC aus Methan beschichteten Fasern zu untersuchen,
wurden analog Kapitel 4.2.1.3 ca. 60 mg der Fasern in einer Thermowaage unter Luftzufuhr
von 80 ml/min mit 0,5 K/min auf 1050°C erhitzt. Abbildung 4.42 zeigt den Oxidationsverlauf
von unbeschichteten und mit PyC aus Methan und Propan beschichteten Fasern.
99,0
99,2
99,4
99,6
99,8
100,0
100,2
400 410 420 430 440 450 460 470 480 490 500 510 520 530 540 550
Temperatur [°C]
norm
iert
es G
ewic
ht [%
]
423°C
unbeschichtete Fasern
PyC beschichtete Fasern (Propan)
459°C
PyC beschichtete Fasern (Methan)
Abbildung 4.42: Oxidationsverhalten unbeschichteter und PyC beschichteter Fasern [175]
Wie bereits in Kapitel 4.2.1.3 festgestellt wurde, beginnen die mit PyC aus Propan beschichte-
ten Fasern ab 459°C an Gewicht zu verlieren, während unbeschichtete Fasern bereits ab
423°C zu oxidieren beginnen. Die mit PyC aus Methan beschichteten Fasern zeigen ebenfalls
ab 459°C einen ersten Massenverlust, jedoch fällt der Gewichtsverlust für höhere Temperatu-
ren etwas geringer aus als für PyC aus Propan beschichtete Fasern. Dieses geringfügig unter-
schiedliche Oxidationsverhalten ist auf die verschiedenen PyC-Mikrostrukturen auf der Fa-
seroberfläche zurückzuführen.

Ergebnisse und Diskussion 116
4.2.3 C-Kurzfaserbeschichtung mit BN
Die Beschichtung von Kurzfasern mit BN erfolgte in Anlehnung an die in Kapitel 4.1.3.10
ermittelten Prozessparameter für die Abscheidung auf porenfreien Substraten. Um jedoch die
gewünschten Schichtdicken im Bereich von 50 - 200 nm auf den Fasern zu erzeugen, musste
der TMOB-Molenbruch auf xTMOB=0,028 erhöht werden. Bei dieser Eingangskonzentration
konnte ein maximales NH3/TMOB-Verhältnis von γ = 25 realisiert werden, ohne die Strö-
mungsgeschwindigkeit von 15 cm/s zu überschreiten. Dieses relativ niedrige NH3/TMOB-
Verhältnis fördert zwar die Bildung von festen Nebenprodukten, erhöht aber gleichzeitig die
Abscheidungsrate. Tabelle 4.9 zeigt die Prozessparameter für die Beschichtung von C-
Kurzfasern mit BN aus TMOB und Ammoniak.
Prozessparameter Einstellwert
Reaktortemperatur 950°C Molenbruch TMOB 0,028
NH3/TMOB -Verhältnis, γ 25 Verweilzeit 7,1 s
Gesamtdruck 1000 mbar
Tabelle 4.9: Prozessparameter für die Faserbeschichtung mit BN
Mit diesen Parametern wurden ca. 5 kg Kurzfasern beschichtet. Die folgenden Kapitel sollen
Aufschluss über die Schichtdicke, über die Zusammensetzung der Schicht und über das Oxi-
dationsverhalten beschichteter Fasern geben.
4.2.3.1 Schichtdicke
Um die BN-Schichtdicken zu bestimmen, wurden die Fasern mittels Rasterelektronenmikro-
skopie untersucht. Wie schon bei der Charakterisierung der PyC-beschichteten Fasern muss-
ten auch hier die Fasern vorher geschnitten werden, um die Sicht auf eine durch die Präparati-
on abgeplatzte BN-Schicht zu ermöglichen. Abbildung 4.43 zeigt eine halbkontinuierlich mit
BN beschichtete C-Kurzfaser. Die Schichtdicke konnte optisch zu ca. 200 nm bestimmt wer-
den.

Ergebnisse und Diskussion 117
Abbildung 4.43: REM-Aufnahme einer BN-Schicht auf einer C-Faser
4.2.3.2 Mikrostruktur
Um die abgeschiedenen BN-Schichten hinsichtlich ihrer Mikrostruktur zu charakterisieren,
wurden die beschichteten Fasern mittels Raman-Spektroskopie untersucht. Die Raman-
Spektren einer unbeschichteten und einer mit BN beschichteten Faser sind in Abbildung 4.44
dargestellt.
0
500
1000
1500
2000
2500
3000
3500
500 1000 1500 2000 2500 3000
Wellenzahl [cm-1]
Ram
an In
tens
ität [
-]
unbeschichtete Faser
BN beschichtete Faser
1368 cm-1 (h-BN)
~794 cm-1 (B2O3)
∼1355 cm-1 D-Bande∼1575 cm-1 G-Bande
Abbildung 4.44: Raman-Spektren von unbeschichteten und BN-beschichteten C-Fasern

Ergebnisse und Diskussion 118
Das Spektrum der unbeschichteten Faser zeigt eine typisch polykristalline graphitische Struk-
tur, die durch die G-Bande bei 1575 cm-1 und die D-Bande bei 1355 cm-1 gekennzeichnet ist.
Durch die relativ dünne Beschichtung im nm-Bereich, ist die G- und D-Bande auch nach der
Beschichtung noch im Raman-Spektrum sichtbar. Jedoch verschiebt sich die Bande bei
1350 cm-1 zu 1368 cm-1 und indiziert damit hexagonales bzw. turbostratisches Bornitrid. Wei-
terhin nimmt die Intensität im Vergleich zur G-Bande deutlich zu und die Halbwertsbreite
verringert sich.
Im Spektrum der beschichteten Faser erscheint bei einer Wellenzahl von 794 cm-1 zusätzlich
ein kleiner Peak, welcher geringen Mengen Boroxid zugeordnet werden kann. Da der Precur-
sor Trimethoxyboran sauerstoffhaltig ist, lassen sich geringe Mengen an Boroxid in der
Schicht nicht vermeiden. Jedoch wurden die Prozessparameter bei den Voruntersuchungen
(Kapitel 4.1.3) so optimiert, dass die nachgewiesene Menge an Boroxid minimal ist.
4.2.3.3 Oxidationsverhalten
Wesentliches Ziel der BN-Beschichtung war es, die Oxidationsbeständigkeit der Fasern zu
verbessern. Turbostratisches BN beginnt ab 850°C zu Boroxid (B2O3) zu oxidieren. Boroxid
bildet eine glasartige Schicht um die Fasern und verhindert so eine weitere Oxidation des
Kohlenstoffs der Faser. Um das Oxidationsverhalten der beschichteten Fasern zu untersuchen,
wurden ca. 60 mg Fasern unter Luftzufuhr von 80 ml/min mit 2,5 K/min auf 1050°C erhitzt
und anschließend bei dieser Temperatur 30 min isotherm gehalten. Abbildung 4.45 zeigt das
Oxidationsverhalten von BN-beschichteten Fasern im Vergleich zu unbeschichteten. Aus dem
Diagramm ist ersichtlich, dass die BN-beschichteten Fasern erst bei höheren Temperaturen
merklich an Gewicht verlieren. Auch der weitere Gewichtsverlust während der Oxidation
zwischen 700°C und 900°C fällt gegenüber den unbeschichteten Fasern geringer aus. Letzt-
endlich ist ab ca. 900°C eine Restmasse erreicht, die auch nach weiterer Temperaturzunahme
keinen Gewichtsverlust mehr zeigt. Diese Restmasse besteht aus Kohlenstofffasern, die kom-
plett von glasartigem B2O3 umhüllt sind und somit nicht weiter oxidiert werden können.

Ergebnisse und Diskussion 119
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
400 500 600 700 800 900 1000
Temperatur [°C]
norm
iert
es G
ewic
ht [%
]
unbeschichtete Fasern
BN beschichtete Fasern
Abbildung 4.45: Oxidationsverhalten von unbeschichteten und BN-beschichteten Fasern
4.2.4 C-Kurzfaserbeschichtung mit TiB2
Die Beschichtung von Kurzfasern mit TiB2 wurde innerhalb des in Kapitel 4.1.4.8 ermittelten
Parameterfensters durchgeführt. Der TiCl4-Molenbruch wurde auf xTiCl4 = 0,012 eingestellt,
um hohe Abscheidungsraten und ein homogenes Abscheidungsprofil entlang des Reaktors zu
erhalten. Tabelle 4.10 zeigt die Prozessparameter für die Beschichtung von C-Kurzfasern.
Prozessparameter Einstellwert
Reaktortemperatur 750°C Molenbruch TiCl4 0,012
BCl3/TiCl4-Verhältnis, δ 4 Verweilzeit 10 s
Gesamtdruck 1000 mbar
Tabelle 4.10: Prozessparameter für die Faserbeschichtung mit TiB2

Ergebnisse und Diskussion 120
4.2.4.1 Schichtdicke
Die Bestimmung der TiB2-Schichtdicke auf der Faseroberfläche wurde, wie schon bei den
vorangegangenen Untersuchungen, mit Hilfe von REM-Aufnahmen durchgeführt. Abbildung
4.46 zeigt eine ca. 200 nm dicke TiB2-Schicht, welche mit den in Tabelle 4.10 aufgeführten
Prozessparametern auf einer C-Kurzfaser abgeschieden werden konnte. Bemerkenswert ist die
ausgezeichnete Haftung der TiB2-Schicht. Selbst durch die unsanfte Faserpräparation mittels
Schere konnten keine Abplatzungen der Schicht entlang der Fasermantelfläche beobachtet
werden.
Abbildung 4.46: REM-Aufnahme einer TiB2-Schicht auf C-Faser
4.2.4.2 Oxidationsverhalten
Titandiborid beginnt ab ca. 400°C zu oxidieren [182]. Um das Oxidationsverhalten der be-
schichteten Fasern zu untersuchen, wurden analog Kapitel 4.2.3.3 ca. 60 mg beschichteter
Fasern unter Luftzufuhr aufgeheizt. Abbildung 4.47 zeigt die Gewichtsänderung der beschich-
teten Fasern während der Oxidation im Vergleich zu unbeschichteten. Die mit TiB2 beschich-
teten Fasern zeigen eine erste deutliche Gewichtszunahme ab ca. 500°C, welche überwiegend
auf die Bildung von B2O3 und TiBO3 und die damit verbundene Sauerstoffaufnahme zurück-
zuführen ist [183]. Zwischen 550 und 650°C wird keine größere Änderung der Masse beo-
bachtet. Erst ab ca. 670°C wird eine weitere Gewichtszunahme erkennbar. Diese wird durch
die verstärkte Bildung von TiO2 verursacht [182, 183]. Die Bildung von TiO2 aus TiB2 hat

Ergebnisse und Diskussion 121
eine Volumenvergrößerung des Schichtmaterials zur Folge, wodurch Risse in der Oxidschicht
um die Faser entstehen. Durch die entstandenen Risse kann Sauerstoff zur Faser diffundieren
und den Kohlenstoff der Faser oxidieren. Dies erklärt den Gewichtsverlust der beschichteten
Fasern ab ca. 720°C.
0,0
20,0
40,0
60,0
80,0
100,0
400 500 600 700 800 900 1000
Temperatur [°C]
norm
iert
es G
ewic
ht [%
]
unbeschichtete Fasern
TiB2 beschichtete Fasern
Abbildung 4.47: Oxidationsverhalten von unbeschichteten und TiB2-beschichteten Fasern
Durch die bei der Oxidation entstehenden Risse in der Schicht eignet sich eine TiB2-
Beschichtung nur bedingt als Oxidationsschutz. Interessant ist TiB2 vor allem wegen seiner
Beständigkeit gegenüber Aluminium- und anderen Metallschmelzen [117]. Wie bereits in
Kapitel 2.5.3 erwähnt, kann die TiB2-Schicht eine Reaktion des Faserkohlenstoffes mit einer
umgebenden Metallschmelze in faserverstärkten metallischen Verbundwerkstoffen vermei-
den.
4.3 Charakterisierung hergestellter Faserverbundwerkstoffe
Für die Herstellung kurzfaserverstärkter Verbundwerkstoffe kamen die mit PyC aus Propan
und Wasserstoff beschichteten Fasern zum Einsatz. Die PyC-Schichtdicke auf diesen Fasern
betrug ca. 100 nm (siehe Kapitel 4.2.1.1). Mit 10 kg dieser Fasern wurden von dem Projekt-
partner DaimlerChrysler C/SiC-Verbundwerkstoffe hergestellt und auf ihre mechanischen
Eigenschaften hin untersucht.

Ergebnisse und Diskussion 122
Die Herstellung der C/SiC-Verbundwerkstoffe erfolgte nach einem Standard-Prozess. Hierfür
wurden die Fasern zunächst in einem Mischer mit Phenolharz beschichtet und karbonisiert.
Die so geschützten Fasern wurden anschließend in die Pressmasse eingebracht und mit dieser
nochmals verkokt. Durch eine abschließende Flüssigsilizierung entsteht letztendlich der ferti-
ge C/SiC-Werkstoff mit einer Dichte von ca. 2,2 g/cm3.
Um die mechanischen Eigenschaften der hergestellten keramischen Verbundwerkstoffe zu
bestimmen, wurden aus den C/SiC-Platten kleine Quader mit den Abmessungen
110 x 10 x 5 mm herausgeschnitten und in Drei-Punkt-Biegeversuchen getestet. Abbildung
4.48 zeigt den Verlauf der Spannungs-Dehnungs-Kurven für CMCs mit unbeschichteten und
PyC aus Propan beschichteten Fasern.
0
10
20
30
40
50
60
70
0 0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,45 0,5
Dehnung [%]
Span
nung
[N/m
m2 ]
CMC mit PyC aus Propan beschichteten Fasern
CMC mit unbeschichteten Fasern
Abbildung 4.48: Spannungs-Dehnungs-Diagramm für CMCs [184]
Die CMCs mit unbeschichteten Fasern zeigen ein sprödes Bruchverhalten. Die Biegefestigkeit
erreicht nur 45,9 N/mm2 und die Dehnung des Werkstoffes bis zum Bruch beträgt lediglich
0,03 %. Aus der Steigung des Graphen ergibt sich für die CMCs mit unbeschichteten Fasern
ein relativ hoher E-Modul von über 93 kN/mm2. Durch die PyC-Beschichtung der Fasern
wird eine deutliche Duktilisierung des Verbundwerkstoffes erzielt. Die mit beschichteten Fa-
sern hergestellten CMCs erreichen eine höhere Biegefestigkeit von 60,4 N/mm2, was eine
Steigerung um über 30 % bedeutet. Die Bruchdehnung konnte sogar um das neunfache auf
0,27 % gesteigert werden. Für diese CMCs errechnet sich ein deutlich kleinerer E-Modul von
32,3 kN/mm2. Tabelle 4.11 zeigt die mechanischen Kennwerte der CMCs mit unbeschichteten
und PyC beschichteten Fasern. Dabei handelt es sich um Mittelwerte aus je 8 Biegeversuchen.

Ergebnisse und Diskussion 123
Mechanische Eigenschaft unbeschichtet PyC beschichtet
Biegefestigkeit [N/mm2] 45,9 60,4
Bruchdehnung [%] 0,03 0,27
E-Modul [N/mm2] 93362 32331
Tabelle 4.11: Mechanische Eigenschaften von CMCs, hergestellt mit unbeschichteten und
PyC aus Propan beschichteten C-Kurzfasern
Um die CMCs weiter zu charakterisieren und das unterschiedliche Verhalten während der
Drei-Punkt-Biegeversuche zu erklären, wurden die Bruchflächen der CMCs nach den Biege-
versuchen im Rasterelektronenmikroskop untersucht. Abbildung 4.49 zeigt REM-Aufnahmen
der Bruchflächen von CMCs mit unbeschichteten (Abb. 4.49a) und PyC-beschichteten Fasern
(Abb. 4.49b).
Abbildung 4.49: REM-Aufnahmen der Bruchstellen von getesteten CMCs a) mit unbeschichteten C-Fasern b) mit PyC-beschichteten C-Fasern
Die Bruchfläche des CMCs mit unbeschichteten Fasern zeigt deutlich abgescherte Faserenden
bzw. entstandene Hohlräume um die Faserenden (Abb. 4.49a). Die beschichteten Fasern hin-
gegen werden aus dem CMC herausgezogen (Abb. 4.49b). Dieser so genannte "pull-out-
Effekt" kommt durch die PyC-Schicht auf den Fasern zustande, da die Haftung zwischen Fa-
sern und Matrix durch die Schicht vermindert wird. Die Fasern scheren unter Last nicht ab,
sondern werden aus dem Verbundwerkstoff herausgezogen. Dabei kommt es zur Energiedis-
sipation aufgrund der Reibungswirkung an der Grenzfläche, wodurch Rissenergie abgebaut
werden kann.
Durch die PyC-Beschichtung der Fasern wird der angestrebte Faser-pull-out-Effekt im kera-
mischen Verbundwerkstoff erzielt und damit eine deutliche Duktilisierung des Werkstoffes
erreicht.
(a) (b)

Zusammenfassung und Ausblick 124
5. Zusammenfassung und Ausblick
Hauptziel dieser Arbeit war es, erstmals Kohlenstoffkurzfasern im technischen Maßstab all-
seitig mit keramischen Substanzen zu beschichten. Die Fasern werden als Verstärkungskom-
ponente in Keramiken oder Metallen eingearbeitet und sorgen dort für eine Verbesserung der
mechanischen Eigenschaften der Verbundwerkstoffe. Durch die Beschichtung der Fasern
wird primär die Anbindung der Fasern an das Matrixmaterial gesteuert. Je nach Matrix ist
eine andere Bindungsstärke erforderlich, welche durch Verwendung unterschiedlicher Schich-
ten eingestellt werden kann. Weiterhin kann die Beschichtung die Fasern vor chemischen Re-
aktionen mit dem Matrixmaterial schützen, welche die einzigartigen mechanischen Eigen-
schaften der Fasern beeinträchtigen können. Ist ein Einsatz des Faserverbundwerkstoffes bei
hohen Temperaturen in der Gegenwart von Sauerstoff vorgesehen, können auch Oxidations-
schutzschichten auf die Fasern aufgebracht werden, um die Fasern zu schützen und die me-
chanischen Eigenschaften des Verbundwerkstoffes zu erhalten.
Eine bei Kohlenstoffendlosfasern für keramische Verbundwerkstoffe sehr häufig und erfolg-
reich zum Einsatz kommende Schicht ist pyrolytischer Kohlenstoff. Durch die Prozessbedin-
gungen kann die Mikrostruktur von pyrolytischem Kohlenstoff beeinflusst werden und somit
die Anbindung der Fasern an die Matrix verändert werden. Ein Ziel dieser Arbeit war es, un-
terschiedliche PyC-Mikrostrukturen auf Kurzfasern zu erzeugen und zu charakterisieren.
Ähnliche Eigenschaften wie pyrolytischer Kohlenstoff hat Bornitrid. Zudem ist Bornitrid
deutlich oxidationsbeständiger. Um Kurzfasern erfolgreich und wirtschaftlich mit BN zu be-
schichten, kam im Rahmen dieser Arbeit das noch wenig untersuchte Precursorsystem Tri-
methoxyboran und Ammoniak zum Einsatz.
Eine viel versprechende Schutzschicht für Kohlenstofffasern in metallischen Verbundwerk-
stoffen ist Titandiborid. Durch seine Beständigkeit gegenüber Metallschmelzen verhindert es
Reaktionen der Kohlenstofffaser mit der Metallmatrix während der Herstellung des Ver-
bundwerkstoffes.
Um die hier genannten Interface-Schichten erfolgreich auf Fasern aufbringen zu können,
wurde die Abscheidung aus den jeweiligen Stoffsystemen vorab in einer diskontinuierlich
betriebenen CVD-Anlage auf porenfreien Substraten untersucht. Auf diese Weise konnten
Ressourcen schonend optimale Prozessparameter für die Abscheidung der gewünschten
Schicht bestimmt werden. Mit den so ermittelten Parametern wurden die Schichten anschlie-

Zusammenfassung und Ausblick 125
ßend in einer halbkontinuierlich betriebenen CVD-Anlage auf Kohlenstoffkurzfasern aufge-
bracht.
Abschließend konnten erste keramische Verbundwerkstoffe mit PyC beschichteten Fasern
von DaimlerChrysler hergestellt werden und auf ihre mechanischen Eigenschaften hin unter-
sucht werden.
Die folgenden Kapitel geben einen Überblick über die im Rahmen dieser Arbeit erreichten
Ziele.
5.1 CVD auf porenfreien Substraten
Für die Abscheidung von Bornitrid (BN) wurde das Precursorsystem Trimethoxyboran und
Ammoniak verwendet. Das in der Literatur nur wenig bekannte System bietet den Vorteil
einer geringen Produktion von festen Nebenprodukten, wodurch eine homogene Faserbe-
schichtung ohne Verunreinigungen der Faserbündel ermöglicht wird. Mit Hilfe des durchge-
führten „Parameter Screenings“ konnte der Bereich der reaktionskontrollierten Abscheidung
festgelegt und eine scheinbare Aktivierungsenergie von 111,06 kJ/mol bestimmt werden.
Weiterhin wurde ein kinetischer Ansatz abgeleitet, der den Beschichtungsprozess unter den
gegebenen Bedingungen gut beschreiben kann. Auf den verwendeten Graphitsubstraten wur-
den turbostratische BN-Schichten mit einem Kohlenstoffanteil von 2 at.% und einem Sauer-
stoffanteil von ca. 10 at.% erzeugt. Der Sauerstoffanteil in der Schicht kann durch hohe Reak-
tionstemperaturen und hohe Ammoniakanteile im Reaktionsgas minimiert werden. Die für die
Abscheidung von BN als optimal ermittelten Parameter sind Kapitel 4.1.3.10 zu entnehmen.
Eine weitere Zusammenfassung der hier gewonnenen Erkenntnisse ist bei Strakov et al. [185]
gegeben.
Für die Abscheidung von Titandiborid (TiB2) wurde das Precursorsystem Bortrichlorid und
Titantetrachlorid in einem weiten Parameterbereich untersucht. Dabei wurde eine scheinbare
Aktivierungsenergie von 124,6 kJ/mol bestimmt und Prozessparameter festgelegt, die den
Prozess durch die Oberflächenreaktion limitieren. In den abgeschiedenen Schichten wurde
freies Bor nachgewiesen, das unabhängig von den gewählten Prozessparametern in die
Schicht eingelagert wird. Die Kristallinität der TiB2-Schichten kann durch eine Erhöhung der
Prozesstemperatur auf 900°C deutlich gesteigert werden. Eine Zusammenfassung der optima-
len Parameter für die Abscheidung von TiB2 ist in Kapitel 4.1.4.8 zu finden.

Zusammenfassung und Ausblick 126
Die Abscheidung von pyrolytischem Kohlenstoff aus den beiden Precursorsystemen Pro-
pan/Wasserstoff und Methan/Wasserstoff wurde bereits bei Schmidt [36] untersucht. Die er-
mittelten Prozessparameter wurden zum Teil überprüft und in dieser Arbeit kurz zusammen-
gefasst.
5.2 Beschichtung von C-Kurzfasern
Die Beschichtung von Kohlenstoffkurzfasern erfolgte in einem eigens für die CVD-
Beschichtung von Kurzfasern entwickelten und patentierten Verfahren. Mit dieser Anlage ist
es erstmals möglich, Fasern allseitig und im technischen Maßstab zu beschichten.
Bei der PyC-Abscheidung aus Propan und Wasserstoff bei 1100°C wurde eine Schichtdicke
von ca. 100 nm auf den Fasern erreicht. Die erzeugte PyC-Mikrostruktur ist durch relativ gro-
ße Graphen-Ebenen, welche aber eine geringe dreidimensionale Ordnung aufweisen, charak-
terisiert. Durch die PyC-Beschichtung weisen die Fasern eine höhere Oxidationsbeständigkeit
auf.
Die Beschichtung der Fasern mit pyrolytischem Kohlenstoff aus Methan und Wasserstoff
erfolgte bei 1300°C. Mit Hilfe von REM-Aufnahmen wurde eine Schichtdicke von ca. 65 nm
bestimmt. Bei diesen Prozessparametern werden relativ kleine Graphen-Ebenen erzeugt, die
aber eine sehr hohe dreidimensionale Ordnung besitzen. Die Oxidationsbeständigkeit dieser
Fasern konnte gegenüber den aus Propan und Wasserstoff beschichteten nochmals geringfü-
gig verbessert werden.
Deutlich dickere Schichten von ca. 200 nm können durch die Abscheidung von BN erzeugt
werden. Bei den Schichten handelt es sich um turbostratisches BN mit geringen Mengen an
Boroxid. Die Oxidationsbeständigkeit konnte gegenüber den unbeschichteten und PyC be-
schichteten Fasern deutlich verbessert werden. Während des Oxidationsprozesses bildet sich
Boroxid, welches eine glasartige Schicht um die Fasern bildet und diese vor der Totaloxidati-
on schützt. Aufgrund des ähnlichen Aufbaus wird von den turbostratischen BN-Schichten ein
ähnlicher Debonding-Effekt der Fasern in keramischen Verbundwerkstoffen erwartet wie von
einer PyC-Beschichtung.
Die Beschichtung von Kurzfasern mit Titandiborid wurde bei 750°C und einem BCl3/TiCl4-
Verhältnis von δ = 4 durchgeführt. Mit diesen Prozessparametern werden sehr gut haftende
ca. 200 nm dicke TiB2-Schichten erzeugt. Thermogravimetrische Untersuchungen zeigen eine
zunächst zweistufige Gewichtszunahme, welche auf die Bildung von B2O3 und TiBO3 bei

Zusammenfassung und Ausblick 127
niedrigeren Temperaturen und auf die Bildung von TiO2 bei höheren Temperaturen zurückzu-
führen ist. Da die Bildung von TiB2 zu einer Volumenvergrößerung des Schichtmaterials
führt, entstehen Risse in der Schicht, welche eine partielle Oxidation der Fasern zur Folge
haben.
Interessant ist die TiB2-Beschichtung daher weniger als Oxidationsschutz, sondern viel mehr
als Schutzschicht für Kohlenstofffasern in metallischen Verbundwerkstoffen, da TiB2 bestän-
dig gegen Metallschmelzen ist.
5.3 Eigenschaften hergestellter Verbundwerkstoffe
Für die Herstellung kurzfaserverstärkter keramischer Verbundwerkstoffe wurden ca. 10 kg
Fasern mit PyC aus Propan und Wasserstoff bei 1100°C beschichtet. Dabei konnte eine
Schichtdicke auf den Fasern von ca. 100 nm erzeugt werden. Anschließend wurden von dem
Projektpartner DaimlerChrysler C/SiC-Werkstoffe hergestellt und mit Hilfe von Drei-Punkt-
Biegeversuchen auf ihre mechanischen Eigenschaften untersucht.
Im Vergleich zu CMCs mit unbeschichteten Fasern konnte durch die PyC-Beschichtung die
Biegefestigkeit um ca. 30 % auf 60,4 N/mm2 gesteigert werden. Die Bruchdehnung lag bei
0,27 % und damit deutlich höher als bei den CMCs mit unbeschichteten Fasern. Die gestei-
gerten Werte führen zu einem deutlich kleineren E-Modul von ca. 32 kN/mm2.
REM-Aufnahmen der Bruchflächen nach den Biegeversuchen zeigen für die CMCs mit unbe-
schichteten Fasern glatte Bruchstellen mit abgescherten Faserenden. Da die Anbindung der
Fasern an die SiC-Matrix ohne Beschichtung zu stark ist, können die Fasern unter Last keine
Rissenergie abbauen, was letztendlich zum Sprödbruch des Werkstoffes führt. Bei den CMCs
mit beschichteten Fasern hingegen konnte ein Faser-pull-out beobachtet werden, welcher die
deutliche Duktilisierung des Verbundwerkstoffes erklärt. Durch die reduzierte Haftung zwi-
schen Fasern und Matrix kommt es zur Energiedissipation aufgrund der Reibungswirkung an
der Faser-Matrix-Grenzfläche, wodurch Rissenergie abgebaut werden kann.
5.4 Ausblick
Im Rahmen dieser Arbeit wurden erstmalig Kohlenstoffkurzfasern im technischen Maßstab
allseitig mit pyrolytischem Kohlenstoff, Bornitrid und Titandiborid beschichtet. Die eigens
dafür entwickelte halbkontinuierlich betriebene CVD-Anlage ist in der Lage, mehrere Kilo-

Zusammenfassung und Ausblick 128
gramm Fasern pro Tag zu beschichten. Somit sind die Voraussetzungen für eine seriennahe
Produktion von kurzfaserverstärkten Verbundwerkstoffen mit beschichteten Fasern mit dieser
Arbeit geschaffen worden.
Erste hergestellte C/SiC-Werkstoffe mit PyC aus Propan beschichteten Fasern zeigen eine
signifikante Verbesserung der mechanischen Kennwerte. Um den Einfluss der PyC-
Mikrostruktur auf die Eigenschaften der CMCs zu untersuchen, müssen die in dieser Arbeit
mit PyC aus Methan beschichteten Fasern noch in C/SiC-Werkstoffe eingearbeitet werden.
Nach Bestimmung der besser geeigneten Mikrostruktur kann eine weitere Optimierung der
Prozessparameter, insbesondere der Temperatur, erfolgen, um die mechanischen Eigenschaf-
ten weiter zu verbessern.
Weiterhin ist die Eignung von Bornitrid beschichteten Fasern für CMCs zu überprüfen. Neben
den mechanischen Eigenschaften ist hier vor allem die Oxidationsbeständigkeit der hergestell-
ten Verbunde von Interesse.
Die Beschichtung von Fasern mit Titandiborid erfolgte für die Anwendung in metallischen
Verbundwerkstoffen. Für die Einbringung der Fasern in die Metallschmelze während der
MMC-Herstellung fehlen zum jetzigen Zeitpunkt allerdings noch ausgereifte Konzepte. Hier
steht die Entwicklung eines geeigneten Herstellungsverfahrens für kurzfaserverstärkte MMCs
im Vordergrund.
Im Bereich der Faserbeschichtung ist die Abscheidung von Mehrschichtsystemen denkbar, die
neben der Verbesserung der mechanischen Eigenschaften zu einer erhöhten Oxidationsbe-
ständigkeit führen sollen. Viel versprechend sind hierfür Doppelschichten aus z.B. BN/PyC
oder PyC/SiC, die den Anwendungsbereich kohlenstoffkurzfaserverstärkter Verbundwerkstof-
fe auf den oxidativen Hochtemperaturbereich ausdehnen würden.

Literaturverzeichnis 129
Literaturverzeichnis
[1] Griffith A.A. The phenomenon of rupture and flow in solids Philosophical Transactions of the Royal Society of London; 1920; A (221);
S. 163-198. [2] Krenkel W. Keramische Verbundwerkstoffe Wiley-VCH; Weinheim; 2003. [3] Bowman K.J. Handbook on discontinuously reinforced ceramic matrix composites Ceramics Information Analysis Center; West Lafayette, IN; 1995. [4] Neitzel M., Mitschang P., Beresheim G. Handbuch Verbundwerkstoffe. Werkstoffe, Verarbeitung, Anwendung Hanser; München [u.a.]; 2004. [5] Ehrenstein G.W. Faserverbund-Kunststoffe. Werkstoffe, Verarbeitung, Eigenschaften Carl Hanser Verlag; München; 2006. [6] Schürmann H. Konstruieren mit Faser-Kunststoff-Verbunden Springer Verlag; Berlin; 2005. [7] Chung D.D.L. Cement reinforced with short carbon fibers: A multifunctional material Composites, Part B: Engineering; 2000; 31B (6/7); S. 511-526. [8] Ali M.A., Majumdar A.J., Rayment D.L. Carbon fiber reinforcement of cement Cement and Concrete Research; 1972; 2 (2); S. 201-212. [9] Ohama Y. Carbon-cement composites Carbon; 1989; 27 (5); S. 729-737. [10] Akihama S., Suenaga T., Nakagawa H. Carbon fiber reinforced concrete Concrete International: Design & Construction; 1988; 10 (1); S. 40-47. [11] Larson B.K., Drzal L.T., Sorousian P. Carbon fiber-cement adhesion in carbon fiber-reinforced cement composites Composites; 1990; 21 (3); S. 205-215.

Literaturverzeichnis 130
[12] Kainer U.K. Metallische Verbundwerkstoffe Wiley-VCH; Weinheim; 2003. [13] Fitzer E., Kleinholz R., Tiesler H., Stacey M.H., De Bruyne R., Lefever I. Ullmann's encyclopedia of industrial chemistry in Fibers, 5. Synthetic Inorganic 7. Ausgabe, Wiley-VCH; Berlin; 2004. [14] Helmer T. Einfluss einer Faserbeschichtung auf die mechanischen Eigenschaften von Endlosfa-
sern und C/SiC-Verbundwerkstoffen Dissertation; Fakultät Chemie; Stuttgart; 1992. [15] Donnet J.B., Fitzer E., Köchling K.H. Proposed Terminology for carbon fibres Proceedings of 4th International Carbon Conference (Carbon '86); 1986; S. 701-705. [16] Boeder H., Goelden D., Rose P., Wuermseher H. Carbon fibers - production, properties and applications Zeitschrift für Werkstofftechnik; 1980; 11 (8); S. 275-281. [17] Holleman A.F., Wiberg E. Holleman-Wiberg. Lehrbuch der Anorganischen Chemie de Gruyter; New York; 1976. [18] Gmelin L. Gmelin-Handbuch der anorganischen Chemie, Band 14, Kohlenstoff Springer; Berlin [u.a.]; 1968. [19] Vohler O., Collin G., Sturm F., Wege E. Ullmann's encyclopedia of industrial chemistry in Carbon, 3. Graphite 7. Ausgabe, Wiley-VCH; Berlin; 2004. [20] Bennett S.C., Johnson D.J., Murray R. Structural characterization of a high-modulus carbon fibre by high-resolution
electron microscopy and electron diffraction Carbon; 1976; 14 (2); S. 117-122. [21] Johnson W. The structure of PAN-based carbon fibers and relationship to physical properties Handbook of Composites; 1985; 1; S. 389-443. [22] Flemming M., Ziegmann G., Roth S. Faserverbundbauweisen Springer; Berlin; 2003. [23] Katzman H.A. Fiber coatings for composite fabrication Materials and Manufacturing Processes; 1990; 5 (1); S. 1-15.

Literaturverzeichnis 131
[24] Zok F.W., Evans A.G., Mackin T.J. Handbook on continuous fiber-reinforced ceramic matrix composites Ceramics Information Analysis Center; West Lafayette, IN; 1995. [25] DiCarlo J.A., Dutta S. Handbook on continuous fiber-reinforced ceramic matrix composites Ceramics Information Analysis Center; West Lafayette, IN; 1995. [26] Wurm D. Einfluß einer Faserbeschichtung auf die Eigenschaften von kohlenstofflangfaserver-
stärkten Magnesiumlegierungen Dissertation; Friedrich-Alexander-Universität; Erlangen; 1998. [27] Schmidt D.L., Hawkins H.T. Filamentous Carbon and Graphite Technical Report; 1965; AFML-TR-65-160. [28] Kilin V.S., Cherednik E.M., Shcheglova L.N., Ostrovskii V.S., Dergunova V.S. Oxidation resistance of carbon fibers with protective coatings Poroshkovaya Metallurgiya (Kiev); 1975 (2); S. 44-47. [29] Argon A.S., Gupta V., Landis H.S., Cornie J.A. Intrinsic toughness of interfaces between silicon carbide coatings and substrates of
silicon or carbon fiber Journal of Materials Science; 1989; 24 (4); S. 1207-1218. [30] Honjo K., Shindo A. Interfacial behavior of aluminum matrix composites reinforced with ceramics-coated
carbon fibers Proceedings of the 1st International Conference on Composite Interfaces (ICCI-I),
Cleveland, Ohio, May 27-30; 1986; S. 101-107. [31] Kerans R.J., Hay R.S., Parthasarathy T.A., Cinibulk M.K. Interface design for oxidation-resistant ceramic composites Journal of the American Ceramic Society; 2002; 85 (11); S. 2599-2632. [32] Naslain R. Design, preparation and properties of non-oxide CMCs for application in engines and
nuclear reactors: an overview Composites Science and Technology; 2003; 64 (2); S. 155-170. [33] Körner C., Schäff W., Ottmüller M., Singer R.F. Carbon Long Fiber Reinforced Magnesium Alloys Advanced Engineering Materials; 2000; 2 (6); S. 327-337. [34] Körner C., Ottmüller M., Singer R.F., Popovska N., Schmidt S., Gerhard H. Optimization of carbon long fiber/AZ91 composites through a pyroC/TiN double
coating Verbundwerkstoffe und Werkstoffverbunde, Tagung, Chemnitz, Germany, Sept. 5-7;
2001; S. 121-126.

Literaturverzeichnis 132
[35] Wielage B., Dorner A. Investigation of the corrosion behavior of aluminum reinforced with coated carbon
fibers ECCM-8, European Conference on Composite Materials: Science, Technologies and
Applications, 8th, Naples, June 3-6; 1998; 4; S. 255-262. [36] Schmidt S. Beschichtung von Kohlenstofffasern durch Chemische Gasphasenabscheidung Dissertation; Lehrstuhl für Chemische Reaktionstechnik der FAU Erlangen-Nürnberg;
Erlangen; 2004. [37] Than E., Leonhardt G., Nowik W. Coating ceramic fibers Metallische Verbundwerkstoffe; 1994; S. 65-100. [38] Lannutti J.J., Clark D.E. Sol-gel derived coatings on silicon carbide and silicate fibers Ceramic Engineering and Science Proceedings; 1984; 5 (7-8); S. 574-582. [39] Pierre A.C. Sol-gel processing of ceramic powders American Ceramic Society Bulletin; 1991; 70 (8); S. 1281-1288. [40] Kern F., Gadow R. Deposition of ceramic layers on carbon fibers by continuous liquid phase coating Surface and Coatings Technology; 2004; 180-181; S. 533-537. [41] Gadow R., Kern F., Ulutas H. Mechanical properties of ceramic matrix composites with siloxane matrix and liquid
phase coated carbon fiber reinforcement Journal of the European Ceramic Society; 2004; 25 (2-3); S. 221-225. [42] Gadow R., Kern F. A continuous liquid phase coating process for protective ceramic layers on carbon
fibers - process optimization for oxidation protection and tensile strength Ceramic Engineering and Science Proceedings; 2003; 24 (4, 27th International Cocoa
Beach Conference on Advanced Ceramics and Composites, 2003, Part B); S. 239-246. [43] Gadow R., Kern F. Liquid-phase coating of carbon fibers with pre-ceramic polymer precursors: process
and applications Advanced Engineering Materials; 2002; 4 (11); S. 883-886. [44] Kern F., Gadow R. Liquid phase coating process for protective ceramic layers on carbon fibers Surface and Coatings Technology; 2002; 151-152; S. 418-423. [45] Gadow R., Kneip S., Schafer G.W. Fluid coating process for protective coatings of carbon fibers Ceramic Engineering and Science Proceedings; 1999; 20 (4, 23rd Annual Conference
on Composites, Advanced Ceramics, Materials, and Structures: B, 1999); S. 571-577.

Literaturverzeichnis 133
[46] Mattox D.M. Handbook of physical vapor deposition (PVD) processing film formation, adhesion,
surface preparation and contamination control Noyes Publ.; Westwood, NJ; 1998. [47] Sandhu S., Tsakiropoulos P., Brydson R., Wood M., Ward-Close C.M. Characterization of PVD processed SiC reinforced titanium aluminide composites Titanium '95: Science and Technology, Proceedings of the World Conference on
Titanium, 8th, Birmingham, UK, Oct. 22-26; 1995; 2; S. 1852-1859. [48] Hua W., Chen D., Li B., Zhang J. Coating silicon carbide on carbon fibers by PVD Hangkong Cailiao Xuebao; 1998; 18 (4); S. 36-39. [49] Pierson H.O. Handbook of chemical vapor deposition (CVD) Noyes; Park Ridge, NJ; 1992. [50] Bunshah R.F. Handbook of deposition technologies for films and coatings science, technology and
applications Noyes; Westwood, NJ; 1994. [51] Pritzlaff D., Lautner V. CVD-Beschichtungstechnik Leuze; Saulgau; 1997. [52] Choy K.L. Chemical vapor deposition of coatings Progress in Materials Science; 2003; 48 (2); S. 57-170. [53] Kodas T.T., Hampden-Smith M.J. The chemistry of metal CVD VCH; Weinheim [u.a.]; 1994. [54] Wahl G., Davies P.B., Bunshah R.F., Joyce B.A. Ullmann's encyclopedia of industrial chemistry in Thin Films 7. Ausgabe, Wiley-VCH; Berlin; 2004. [55] Griffin C.J., Kieschke R.R. CVD processing of fiber coatings for CMCs Ceramic Engineering and Science Proceedings; 1995; 16 (4); S. 425-432. [56] Veitch L.C. Processing effects on chemically vapor deposited SiC coatings on silicon carbide
fibers NASA Conference Publication; 1994; 3235 (Pt. 1, 17th Conference on Metal Matrix,
Carbon, and Ceramic Matrix Composites, 1993); S. 253-265.

Literaturverzeichnis 134
[57] Nyutu E.K., Suib S.L. Experimental design in the deposition of BN interface coatings on SiC fibers by
chemical vapor deposition Surface and Coatings Technology; 2006; 201 (6); S. 2741-2748. [58] Suzuki M., Tanaka Y., Inoue Y., Miyamoto N., Sato M., Goda K. Properties of BN coating on SiC fiber by continuous CVD process Ceramic Transactions; 2002; 144 (Advanced SiC/SiC Ceramic Composites:
Developments and Applications in Energy Systems); S. 165-172. [59] Yan L., Song M., Wang T., Zou W. The pretreatment of carbon fibers for 3D C/SiC composites Science and Engineering of Composite Materials; 2002; 10 (1); S. 55-58. [60] Popovska N., Gerhard H., Emig G., Wurm D., Singer R.F. Chemical vapor deposition of silicon carbide and titanium nitride on continuous
carbon fibers as a protective layer in metal matrix composites Advances in Science and Technology (Faenza, Italy); 1999; 22 (Advanced Structural
Fiber Composites); S. 71-78. [61] Popovska N., Gerhard H., Wurm D., Poscher S., Emig G., Singer R.F. Chemical vapor deposition of titanium nitride on carbon fibers as a protective layer in
metal matrix composites Materials & Design; 1998; 18 (4/6); S. 239-242. [62] Nable J.C., Gulbinska M.K., Kmetz M.A., Suib S.L., Galasso F.S. Aluminum Oxide and Chromium Oxide Coatings on Ceramic Fibers via MOCVD Chemistry of Materials; 2003; 15 (25); S. 4823-4829. [63] Hopfe V. Laser CVD - status and industrial potential for coating on fibres Vakuum in Forschung und Praxis; 2002; 14 (4); S. 206-212. [64] Hopfe V., Jaeckel R., Tehel A., Boehm S., Schulze A. Laser CVD on carbon fibers: structure of layers and tensile strength of fibers Thin Films, Proceedings 11th Conf. High Vac., Interfaces Thin Films; 1993;
S. 208-211. [65] Schoenfeld K., Hopfe V., Jaeckel R., Ekenhorst B. Pyro-C coating of C fibers with laser CVD to optimize the interface in C fiber
composites Verbundwerkstoffe und Werkstoffverbunde, Vortragstexte der Tagung, Bayreuth,
Germany, Oct. 24-25, 1995; 1996; S. 367-370. [66] Hopfe V., Schoenfeld K., Dresler B., Leparoux M., Leupolt B., Graehlert W. Continuous coating of ceramic fibres by industrial-scale laser driven CVD: fibre
modification and structure of interfaces Advances in Science and Technology (Faenza, Italy); 1999; 22 (Advanced Structural
Fiber Composites); S. 95-104.

Literaturverzeichnis 135
[67] Kashima T., Matsuda Y., Fujiyama H. Development of the quadrupole plasma chemical-vapor deposition method for low-
temperature, high-speed coating on an optical fiber Materials Science & Engineering, A: Structural Materials: Properties, Microstructure
and Processing; 1991; A139; S. 79-84. [68] Verbrugge V., Segers L., Winand R., Charasse M.N., Quinty C., Pesant J.P.L. Carbon coatings on optical fibres by PECVD Journal de Physique IV: Proceedings; 1993; 3; S. 1377-1382. [69] Dowling D.P., Donnelly K., O'Brien T.P., O'Leary A., Kelly T.C., Neuberger W. Application of diamond-like carbon films as hermetic coatings on optical fibers Diamond and Related Materials; 1996; 5 (3-5); S. 492-495. [70] Stinespring C.D., Collazos D.F., Gupta R.K., Braski D.N. Plasma-enhanced chemical vapor deposition of silicon nitride on silicon carbide
fibers Ceramic Transactions; 1994; 46; S. 803-813. [71] Harding D.R., Blanquet E., Eldridge J., Bhatt R. Low temperature deposition of silicon nitride coatings on fibers for CMCs Ceramic Engineering and Science Proceedings; 1994; 15 (5); S. 753-759. [72] Inal O.T., Bengisu M., Guardian J. Plasma-assisted chemical vapor deposition of tin oxide coatings Journal of Materials Science; 1993; 28 (5); S. 1155-1160. [73] Mersmann A. Stoffübertragung Springer; Berlin [u.a.]; 1986. [74] Baerns M., Hofmann H., Renken A. Chemische Reaktionstechnik Thieme; Stuttgart [u.a.]; 1999. [75] Benzinger W., Becker A., Hüttinger K.J. Chemistry and kinetics of chemical vapor deposition of pyrocarbon: I. Fundamentals
of kinetics and chemical reaction engineering Carbon; 1996; 34 (8); S. 957-966. [76] Bertrand P., Vidal-Setif M.H., Mevrel R. The CVD of pyrolytic carbon and titanium diboride coatings on carbon fiber yarns for
use in aluminum-based composites Surface and Coatings Technology; 1997; 96 (2-3); S. 283-292. [77] Bargel H.-J. Werkstoffkunde; 6. Auflage VDI-Verlag; Düsseldorf; 1994.

Literaturverzeichnis 136
[78] Riedel R. Handbook of ceramic hard materials Wiley-VCH; Weinheim [u.a.]; 2000. [79] Fitzer E., Kehr D. Pyrolytischer Kohlenstoff Haus der Technik-Vortragsveröffentlichungen; 1974; 338; S. 29-39. [80] Fitzer E., Fritz W., Kehr D. Struktur und Eingenschaften von CVD-Schichten VDI-Zeitschrift; 1972; 114 (16); S. 1221-1228. [81] Gray R.J., Cathcart J.V. Polarized light microscopy of pyrolytic carbon deposits Journal of Nuclear Materials; 1966; 19 (1); S. 81-89. [82] Diefendorf R.J., Tokarsky E.W. The relationships of structure to properties in graphite fibers Air Force Report; 1971; AF33(615)-70-C-1530. [83] Reznik B., Hüttinger K.J. On the terminology for pyrolytic carbon Carbon; 2002; 40 (4); S. 621-624. [84] Feron O., Langlais F., Naslain R., Thebault J. On kinetic and microstructural transitions in the CVD of pyrocarbon from propane Carbon; 1999; 37 (9); S. 1343-1353. [85] De Pauw V., Reznik B., Kalhofer S., Gerthsen D., Hu Z.J., Hüttinger K.J. Texture and nanostructure of pyrocarbon layers deposited on planar substrates in a
hot-wall reactor Carbon; 2003; 41 (1); S. 71-77. [86] Reznik B., Gerthsen D., Hüttinger K.J. Micro- and nanostructure of the carbon matrix of infiltrated carbon fiber felts Carbon; 2001; 39 (2); S. 215-229. [87] Reznik B., Popovska N., Hackl G. Transmission electron microscopy of pyrolytic carbon coatings deposited in a hot-wall
reactor: preferred orientation and stacking character of graphitic crystallites Proceedings - Electrochemical Society; 2005; 2005-09 (EUROCVD-15); S. 408-414. [88] De Pauw V., Kalhofer S., Gerthsen D. Influence of the deposition parameters on the texture of pyrolytic carbon layers
deposited on planar substrates Carbon; 2004; 42 (2); S. 279-286. [89] Hu Z.J., Zhang W.G., Hüttinger K.J., Reznik B., Gerthsen D. Influence of pressure, temperature and surface area/volume ratio on the texture of
pyrolytic carbon deposited from methane Carbon; 2003; 41 (4); S. 749-758.
Literaturverzeichnis 137
[90] Vignoles G.L., Langlais F., Reuge N., Le Poche H., Descamps C., Mouchon A. From pyrocarbon CVD to pyrocarbon CVI Elektrochemical Society Proceedings; 2003; 8; S. 144-153. [91] Bertrand P., Vidal-Setif M.H., Mevrel R. LPCVD pyrocarbon coating on unidirectional carbon fiber yarns. An efficient inter-
phase for aluminum matrix composites Journal de Physique IV; 1995; 5 (C5); S. 769-776. [92] Dorner-Reisel A., Nishida Y., Klemm V., Nestler K., Marx G., Mueller E. Investigation of interfacial interaction between uncoated and coated carbon fibres and
the magnesium alloy AZ91 Analytical and Bioanalytical Chemistry; 2002; 374 (4); S. 635-638. [93] Sharma S.P., Lakkad S.C., Gaunkar G.V.P. Role of surface treatment of carbon fibers on mechanical properties of carbon fiber-
reinforced composites Surface Engineering in Materials Science III, Proceedings of a Symposium held at the
TMS Annual Meeting, San Francisco, CA, United States, Feb. 13-17; 2005; S. 61-74. [94] Hopfe V., Brennfleck K., Weiss R., Meistring R., Schoenfeld K., Jaeckel K., Dietrich
G., Goller R. Laser CVD vs. hot wall CVD. Coating of fibers for ceramic composites Journal de Physique IV; 1995; 5 (C5); S. 647-654. [95] Gmelin L. Gmelin-Handbuch der anorganischen Chemie, Band 13, Borverbindungen Springer-Verlag; Berlin; 1975. [96] Le Gallet S., Rebillat F., Guette A., Bourrat X., Doux F. Influence of a multilayered matrix on the lifetime of SiC/BN/SiC minicomposites Journal of Materials Science; 2004; 39 (6); S. 2089-2097. [97] Gonczy S.T., Butler E.P., Khasgiwale N.R., Tsakalakos L., Cannon W.R., Danforth
S.C. Blackglas-Nicalon composites with CVD boron nitride fiber interface coatings Ceramic Engineering and Science Proceedings; 1995; 16 (4); S. 433-441. [98] Rebillat F., Guette A., Espitalier L., Debieuvre C., Naslain R. Oxidation resistance of SiC/SiC micro and minicomposites with a highly crystallized
BN interphase Journal of the European Ceramic Society; 1998; 18 (13); S. 1809-1819. [99] Kmetz M.A., Laliberte J.M., Willis W.S., Suib S.L., Galasso F.S. Synthesis, characterization, and tensile strength of CVI silicon carbide/boron
nitride/silicon carbide composites Ceramic Engineering and Science Proceedings; 1991; 12 (9-10); S. 2161-2174. [100] Naslain R., Dugne O., Guette A., Sevely J., Brosse C.R., Rocher J.P., Cotteret J. Boron nitride interphase in ceramic-matrix composites Journal of the American Ceramic Society; 1991; 74 (10); S. 2482-2488.

Literaturverzeichnis 138
[101] Bender B., Shadwell D., Bulik C., Incorvati L., Lewis D. Effect of fiber coatings and composite processing on properties of zirconia-based
matrix silicon carbide fiber composites American Ceramic Society Bulletin; 1986; 65 (2); S. 363-369. [102] Singh R.N., Brun M.K. Effect of boron nitride coating on fiber-matrix interactions Ceramic Engineering and Science Proceedings; 1987; 8 (7-8); S. 636-643. [103] Reichert K., Wen K., Cremer R., Hu W., Neuschutz D., Gottstein G. Influence of BN fiber coatings on the interfacial structure of sapphire fiber reinforced
NiAl composites Applied Surface Science; 2001; 179 (1-4); S. 150-155. [104] Belforti D., Blum S., Bovarnick B. Highly oriented Boron Nitride Nature; 1961; 190; S. 901. [105] Pierson H.O. Boron Nitride composites by chemical vapor deposition Journal of Composite Materials; 1975; 9 (July); S. 228-240. [106] Patibandla N., Luthra K.L. Chemical vapor deposition of boron nitride Journal of the Electrochemical Society; 1992; 139 (12); S. 3558-3565. [107] Allendorf M.D., Osterheld T.H. Chemical reactions in the CVD of boron nitride from BCl3 and NH3 Proceedings - Electrochemical Society; 1996; 96-5 (Chemical Vapor Deposition);
S. 16-22. [108] Kapralova G.A., Suchkova T.V., Chaikin A.M. Effect of donor-acceptor interaction on the kinetics of gas-phase chemical reactions Mendeleev Communications; 1993 (3); S. 118-120. [109] Adams A.C., Capio C.D. The chemical deposition of boron-nitrogen films Journal of the Electrochemical Society; 1980; 127 (2); S. 399-405. [110] Steubing T. Versuche zur Synthese potentieller Precursoren für die CVD-Abscheidung von Bor-
nitrid, Siliciumnitrid sowie Chrom-, Molybdän- und Wolframsiliciden Dissertation; Universität zu Köln; Köln; 1993. [111] Joerg, Neuschuetz D., Zimmermann E. Kinetics of chemical vapor deposition of boron nitride from a gas mixture of
trimethylborazine, ammonia, and hydrogen at 900 to 50 °C and 1 bar total pressure Journal de Physique IV; 1995; 5 (C5); S. 167-174.

Literaturverzeichnis 139
[112] Nakamura K. Preparation and properties of boron nitride films by metal organic chemical vapor
deposition Journal of the Electrochemical Society; 1986; 133 (6); S. 1120-1123. [113] Nakamura K. Preparation of boron nitride thin films by chemical vapor deposition Materials Science Forum; 1990; 54-55 (Synth. Prop. Boron Nitride); S. 111-140. [114] Heinrich J. Untersuchungen zur Thermolyse der CVD-Precursoren Methyltrichlorsilan und Tri-
methoxyboran Dissertation; Technische Universität; Chemnitz; 2000. [115] Pippel E., Woltersdorf J., Dietrich D., Stockel S., Weise K., Marx G. CVD-coated boron nitride on continuous silicon carbide fibres: structure and
nanocomposition Journal of the European Ceramic Society; 2000; 20 (11); S. 1837-1844. [116] Besmann T.M., Spear K.E. Morphology of chemical vapor deposited titanium diboride Journal of Crystal Growth; 1975; 31; S. 60-65. [117] Becker A.J., Blanks J.H. Titanium boride (TiB2)-coated cathodes for aluminum smelting cells Thin Solid Films; 1984; 119 (3); S. 241-246. [118] Besmann T.M., Miller J.H., Cooley K.M., Lowden R.A. Chemical vapor infiltration of TiB2-matrix composites Journal of the American Ceramic Society; 1994; 77 (9); S. 2395-2400. [119] Moers K. Methods for the preparation of pure high-melting carbides, nitrides and borides and a
description of a few of their properties. II. The preparation of pure carbides, nitrides and borides by the method of growth and a description of a few of their properties
Zeitschrift für anorganische und allgemeine Chemie; 1931; 198; S. 243-261. [120] Besmann T.M., Spear K.E. Analysis of the chemical vapor deposition of titanium diboride. I. Equilibrium
thermodynamic analysis Journal of the Electrochemical Society; 1977; 124 (5); S. 786-790. [121] Besmann T.M., Spear K.E. Analysis of the chemical vapor deposition of titanium diboride. II. Modeling the
kinetics of deposition Journal of the Electrochemical Society; 1977; 124 (5); S. 790-797. [122] Pierson H.O., Randich E. The coating of metals with titanium diboride by chemical vapor deposition Proceedings - Electrochemical Society; 1977; 77-5 (Chemical Vapor Deposition);
S. 304-317.

Literaturverzeichnis 140
[123] Osterheld T.H., Allendorf M.D. The chemistry of boron and titanium diboride formation: decomposition of TiCl4 and
BCl3 in hydrogen and helium Materials Research Society Symposium Proceedings; 1996; 410 (Covalent Ceramics
III - Science and Technology of Non-Oxides); S. 465-470. [124] Dekker J.P., Van Der Put P.J., Schoonman J., Veringa H.J. Chemical vapor deposition of titanium diboride using boron tribromide, titanium tet-
rachloride, and hydrogen Journal of Chemical Vapor Deposition; 1993; 1 (4); S. 317-332. [125] Pierson H.O., Mullendore A.W. The Chemical Vapor Deposition of TiB2 from Diborane Thin Solid Films; 1980; 72; S. 511-516. [126] Gmelin L. Gmelin-Handbuch der anorganischen Chemie, System-Nr. 41, Titan, Springer; Berlin [u.a.]; 1951. [127] Pierson H.O., Mullendore A.W. Thick boride coatings by chemical vapor deposition Thin Solid Films; 1982; 95 (2); S. 99-104. [128] Cheol H.Y. Kinetik der Titandiboridabscheidung mittels CVD aus Titantetra- und Bortrichlorid Shaker Verlag; Aachen; 2000. [129] Werner A., Dudek H.J., Mogilevsky P., Hemptenmacher J., Leucht R. Interface stabilization in titanium matrix fiber composites by titanium boride coatings Werkstoff- und Verfahrenstechnik, Symposium 6, Werkstoffwoche '96, Stuttgart;
1997; S. 1011-1016. [130] Mogilevsky P., Werner A., Dudek H.J. Investigation of interdiffusion in the C-TiB2-TiAl system Realising Their Commercial Potential, European Conference on Composite Materials,
7th, London, May 14-16; 1996; 1; S. 487-492. [131] Choy K.L., Derby B. Evaluation of the efficiency of TiB2 and TiC as protective coatings for SiC
monofilament in titanium-based composites Journal of Materials Science; 1994; 29 (14); S. 3774-3780. [132] Choy K.L., Derby B. The CVD of ceramic protective coatings on SiC monofilaments for use in titanium
based composites Materials and Manufacturing Processes; 1994; 9 (5); S. 885-900.

Literaturverzeichnis 141
[133] Leonhardt G., Kieselstein E., Podlesak H., Than E., Hofmann A. Interface problems in aluminum matrix composites reinforced with coated carbon
fibers Materials Science & Engineering, A: Structural Materials: Properties, Microstructure
and Processing; 1991; A135; S. 157-160. [134] Kim S.H., Han K.R., Shim K.B., Kim C.S. Effect of TiB2 coating on the mechanical properties of B4C/Al composites prepared by
infiltration process Journal of the Korean Ceramic Society; 2003; 40 (8); S. 777-783. [135] Linn H., Rebstock K., Emig G., Gerhard H., Popovska N., Wunder V. Process for producing coated short fibers Patent, EP0967190, US6143376; Germany; 1999. [136] Alexander H. Physikalische Grundlagen der Elektronenmikroskopie Teubner; Stuttgart; 1997. [137] Römpp H., Falbe J. CD-Römpp Chemie-Lexikon; Elektronenmikroskop; 9. Auflage Georg Thieme Verlag; Stuttgart; 1995. [138] Flegler S.L., Heckman J.W., Klomparens K.L. Elektronenmikroskopie Spektrum Akad. Verl.; Heidelberg [u.a.]; 1995. [139] Heimendahl M.v. Einführung in die Elektronenmikroskopie Vieweg; Braunschweig; 1970. [140] Goodhew P.J., Humphreys J.F. Elektronenmikroskopie Grundlagen und Anwendung McGraw-Hill; London [u.a.]; 1991. [141] Eggert F. Standardfreie Elektronenstrahl-Mikroanalyse mit dem EDX im Rasterelektronenmik-
roskop Books on Demand; Norderstedt; 2005. [142] Hornbogen E., Skrotzki B. Werkstoff-Mikroskopie direkte Durchstrahlung mit Elektronen zur Analyse der Mikro-
struktur Springer; Berlin [u.a.]; 1993. [143] Schwedt G., Schreiber J. Taschenatlas der Analytik Thieme; Stuttgart; 1992.

Literaturverzeichnis 142
[144] Grasserbauer M., Dudek H.J., Ebel M.F. Angewandte Oberflächenanalyse mit SIMS, Sekundär-Ionen-Massenspektrometrie,
AES, Auger-Elektronen-Spektrometrie, XPS, Röntgen-Photoelektronen-Spektrometrie Springer; Berlin [u.a.]; 1986. [145] Bubert H., Rivière J.C. Ullmann's encyclopedia of industrial chemistry in Surface and Thin-Film Analysis 7. Ausgabe, Wiley-VCH; Berlin; 2004. [146] Woodruff D.P., Delchar T.P. Modern techniques of surface science Cambridge Univ. Press; Cambridge [u.a.]; 1999. [147] Moulder J.F., Chastain J. Handbook of X-ray photoelectron spectroscopy a reference book of standard spectra
for identification and interpretation of XPS data Perkin-Elmer; Eden Prairie, Minn.; 1992. [148] Borchardt-Ott W. Kristallographie Springer; Berlin [u.a.]; 1993. [149] Wölfel E.R. Theorie und Praxis der Röntgenstrukturanalyse eine Einführung für Naturwissen-
schaftler Vieweg; Braunschweig [u.a.]; 1987. [150] Eberhart J.P. Structural and chemical analysis of materials X-ray, electron and neutron diffraction;
X-ray, electron and ion spectrometry; electron microscopy Wiley; Chichester [u.a.]; 1991. [151] Paulus E.F., Gieren A. Ullmann's encyclopedia of industrial chemistry in Structure Analysis by Diffraction 7. Ausgabe, Wiley-VCH; Berlin; 2004. [152] Glocker R. Materialprüfung mit Röntgenstrahlen Springer; Berlin; 1971. [153] Weidlein J., Müller U., Dehnicke K. Schwingungsspektroskopie eine Einführung Thieme; Stuttgart [u.a.]; 1988. [154] Hediger H.J. Infrarotspektroskopie Grundlagen, Anwendungen, Interpretation Akad. Verl.-Ges.; Frankfurt, M.; 1971. [155] Kemmner G. Infrarot-Spektroskopie Grundlagen, Anwendung, Methoden Franckh; Stuttgart; 1969.

Literaturverzeichnis 143
[156] Smith E., Dent G. Modern Raman spectroscopy a practical approach Wiley; Chichester [u.a.]; 2005. [157] Grasselli J.G., Snavely M.K., Bulkin B.J. Applications of Raman spectroscopy North-Holland; Amsterdam; 1980. [158] Szymanski H.A. Raman spectroscopy theory and practice Plenum Press; New York; 1967. [159] Hemminger W., Cammenga H.K. Methoden der thermischen Analyse Springer; Berlin [u.a.]; 1989. [160] Römpp H., Falbe J. CD-Römpp Chemie-Lexikon; Thermogravimetrie; 9. Auflage Georg Thieme Verlag; Stuttgart; 1995. [161] Netzsch Gerätebau Kurzbeschreibung Thermogravimetrie-Anlage STA 409 PC Selb; 2003. [162] Heine B. Werkstoffprüfung Ermittlung von Werkstoffeigenschaften Hanser; München [u.a.]; 2003. [163] Saechtling H., Oberbach K. Saechtling-Kunststoff-Taschenbuch Hanser; München [u.a.]; 2004. [164] Macherauch E. Praktikum in Werkstoffkunde Vieweg; Wiesbaden; 1992. [165] Kuzuba T., Era K., Ishii T., Sato T. A low frequency Raman-active vibration of hexagonal boron nitride Solid State Communications; 1978; 25 (11); S. 863-865. [166] Walrafen G.E., Samanta S.R., Krishnan P.N. Raman investigation of vitreous and molten boric oxide Journal of Chemical Physics; 1980; 72 (1); S. 113-120. [167] Nemanich R.J., Solin S.A., Martin R.M. Light scattering study of boron nitride microcrystals Physical Review B: Condensed Matter and Materials Physics; 1981; 23 (12);
S. 6348-6356.

Literaturverzeichnis 144
[168] Geick R., Perry C.H., Rupprecht G. Normal modes in hexagonal boron nitride Physical Review; 1966; 146 (2); S. 543-547. [169] Thamm T., Baumann W., Dietrich D., Meyer N., Stoeckel S., Marx G. Preparation of boron nitride thin films by microwave PECVD and their analytical
characterisation Physical Chemistry Chemical Physics; 2001; 3 (23); S. 5150-5153. [170] Rozenberg A.S., Sinenko Y.A., Chukanov N.V. I.R. spectroscopy characterization of various types of structural irregularities in
pyrolytic boron nitride Journal of Materials Science; 1993; 28 (20); S. 5675-5678. [171] Demin V.N., Asanov I.P., Akkerman Z.L. Chemical vapor deposition of pyrolytic boron nitride from borazine Journal of Vacuum Science & Technology, A: Vacuum, Surfaces, and Films; 2000;
18 (1); S. 94-98. [172] Veltri R.D., Galasso F.S. Chemical-vapor-infiltrated silicon nitride, boron nitride, and silicon carbide matrix
composites Journal of the American Ceramic Society; 1990; 73 (7); S. 2137-2140. [173] Becht J.G.M., Van Dieten V.E.J., Schoonman J. Chemical vapor deposition of titanium diboride on molybdenum and titanium nitride-
coated molybdenum substrates Materials and Manufacturing Processes; 1991; 6 (3); S. 423-432. [174] Takahashi T., Kamiya H. Chemical vapor deposition of titanium diboride Journal of Crystal Growth; 1974; 26 (2); S. 203-209. [175] Hackl G., Gerhard H., Popovska N. Coating of carbon short fibers with thin ceramic layers by chemical vapor deposition Thin Solid Films; 2006; 513 (1-2); S. 217-222. [176] Tuinstra F., Koenig J.L. Characterization of graphite fiber surfaces with Raman spectroscopy Journal of Composite Materials; 1970; 4 (Oct.); S. 492-499. [177] Cuesta A., Dhamelincourt P., Laureyns J., Martinez-Alonso A., Tascon J.M.D. Raman microprobe studies on carbon materials Carbon; 1994; 32 (8); S. 1523-1532. [178] Bourrat X., Fillion A., Naslain R., Chollon G., Brendle M. Regenerative laminar pyrocarbon Carbon; 2002; 40 (15); S. 2931-2945.

Literaturverzeichnis 145
[179] Chieu T.C., Dresselhaus M.S., Endo M. Raman studies of benzene-derived graphite fibers Physical Review B: Condensed Matter and Materials Physics; 1982; 26 (10);
S. 5867-5877. [180] Lespade P., Marchand A., Couzi M., Cruege F. Raman microspectrometric characterization of carbonaceous materials Carbon; 1984; 22 (4-5); S. 375-385. [181] Popovska N., Hackl G., Gerhard H. Coating of carbon short fibers with PyC, SiC and TiN in a large scale CVD reactor Proceedings - Electrochemical Society; 2005; 2005-09 (EUROCVD-15); S. 356-363. [182] Tampieri A., Bellosi A. Oxidation of monolithic titanium diboride and of alumina-titanium diboride composite Journal of Materials Science; 1993; 28 (3); S. 649-653. [183] Kulpa A., Troczynski T. Oxidation of TiB2 powders below 900 DegC Journal of the American Ceramic Society; 1996; 79 (2); S. 518-520. [184] Hackl G., Gerhard H., Schmidt S., Popovska N. Reinforcing Effect of Carbon Short Fibers Coated with Pyrolytic Carbon in Ceramic
Matrix Composites Journal of Composite Materials; 2007; in press. [185] Strakov H., Hackl G., Popovska N., Gerhard H. Kinetics and film properties of boron nitride derived from trimethoxyborane/ammonia
by CVD Chemical Vapor Deposition; 2004; 10 (6); S. 325-330. [186] Perry R.H., Green D.W. Perry's chemical engineers' handbook McGraw-Hill; New York [u.a.]; 1997. [187] Christopher P.M., Shilman A. Vapor pressures of trialkyl borates Journal of Chemical and Engineering Data; 1967; 12 (3); S. 333-335. [188] Lee W.Y., Lackey W.J., Agrawal P.K. Kinetic analysis of chemical vapor deposition of boron nitride Journal of the American Ceramic Society; 1991; 74 (10); S. 2642-2648.

Symbolverzeichnis 146
Symbolverzeichnis
A: Fläche [cm2]
b: Probenbreite [mm]
c: Konzentration [mol/m3]
cp: Wärmekapazität [J/(g⋅K)]
d: Schichtdicke [µm], Netzebenenabstand [m]
dP: Porendurchmesser [m]
E: E-Modul [N/mm2]
EA: Aktivierungsenergie [kJ/mol]
F: Kraft [N]
h: Probendicke [mm]
I: Intensität [-]
k0: Präexponentieller Faktor [(mol/m3)1-n (m/s)]
keff: effektive Reaktionsgeschwindigkeitskonstante [(mol/m3)1-n (m/s)]
ks: oberflächenbezogene Reaktionsgeschwindigkeitskonstante [(mol/m3)1-n (m/s)]
L: Auflagerabstand [mm]
La: Ausdehnung der Graphen-Ebene [nm]
LS: Länge eines Substrates [cm]
l: Länge [m]
M: Molare Masse [mg/mol]
m: Masse [kg]
n: Brechungsindex [-], Reaktionsordnung [-], Ordnung der Interferenz [-]
n& : Molenstrom [mol/h]
p: Druck [Pa]
R: universelle Gaskonstante [8,3144⋅10-3 kJ/(mol⋅K)]
Re: Reynoldszahl [-]
r: Abscheidungsrate [mol/(m2⋅s)]
rR: Innenradius des Reaktors [cm]
T: Temperatur [K]
t: Reaktionsdauer [h]
U: Spannung [V]
u: Strömungsgeschwindigkeit [m/s]

Symbolverzeichnis 147
Vmol: Molarvolumen [22,414 Nl/mol]
V& : Volumenstrom [m3/h]
X: Umsatzgrad [-]
x: Ortskoordinate [m], Molenbruch [-]
α: Glanzwinkel [°]
αt: thermischer Ausdehnungskoeffizient [10-6m/(m⋅k)]
Γ: Gangunterschied [nm]
γ : Volumenstromverhältnis von NH3 zu TMOB [-]
δ: Volumenstromverhältnis von BCl3 zu TiCl4 [-], laminare Grenzschichtdicke [m]
η: dynamische Viskosität [kg/(m⋅s)]
Θ: Beugungswinkel [°]
λ: Wärmeleitfähigkeit [W/(m K)], Wellenlänge [m]
λ : mittlere freie Weglänge [m]
ν : stöchiometrischer Faktor [-], Frequenz [1/s]
ρ: Dichte [g/cm3]
σB: Biegespannung [N/mm2]
τ: Verweilzeit [s]

Abkürzungsverzeichnis 148
Abkürzungsverzeichnis
BSE: Back Scattered Electron
CFC: Carbon Fiber Reinforced Carbon
CFCR: Carbon Fiber Reinforced Concrete
CLPC: Continuous Liquid Phase Coating
CMC: Ceramic Matrix Composite
CVD: Chemical Vapor Deposition
CVI: Chemical Vapor Infiltration
c-BN: cubic Boron Nitride
DSC: Differential Scanning Calorimetry
DTA: Differential Thermo Analysis
EDX: Energy Dispersive X-Ray Analysis
ESCA: Electron Spectroscopy for Chemical Analysis
FEG: Field Emission Gun
FTIR: Fourier Transform Infrared
GfK: Glasfaserverstärkter Kunststoff
HM: High Modulus
HT: High Tenacity
h-BN: hexagonal Boron Nitride
IM: Intermediate Modulus
IR: Infrarot
IUPAC: International Union of Pure and Applied Chemistry
KF: Konversionsfaktor
LPI: Liquid Polymer Infiltration
LSI: Liquid Silicon Infiltration
MFC: Mass Flow Controller
MMC: Metal Matrix Composite
MOCVD: Metal Organic Chemical Vapor Deposition
MPP: Mesophase Pitch
PAN: Polyacrylnitril
PVD: Physical Vapor Deposition
PyC: Pyrolytic Carbon

Abkürzungsverzeichnis 149
p-BN: pyrolytic Boron Nitride
RDS: Rate Determining Step
REM: Rasterelektronenmikroskop
r-BN: rhombohedral Boron Nitride
SE: Secondary Electron
STA: Simultaneous Thermal Analysis
TEB: Triehtylboran
TGA: Thermo Gravimetric Analysis
TMOB: Trimethoxyboran
t-BN: turbostratic Boron Nitride
UHM: Ultra High Modulus
UPS: Ultraviolet Photoelectron Spectroscopy
w-BN: wurtzite Boron Nitride
XPS: X-Ray Photoelectron Spectroscopy
XRD: X-Ray Diffraction

Anhang 150
Anhang
A.1 Dampfdrücke von TiCl4 [186] und TMOB [187]:
TiCl4 TMOB
T [°C] p [hPa] T [°C] p [hPa] -13,9 1,3 31,2 239,9 9,4 6,7 38,0 325,7
21,3 13,3 45,0 433,2 34,2 26,6 50,2 528,1 48,4 53,2 54,1 618,5 58,0 79,8 56,7 682,6 71,0 133,0 60,4 786,2 90,5 266,0 63,4 881,4 112,7 532,0 67,4 1006,9 136,0 1010,8
A.2 Temperaturprofil der CVD-Kurzfaserbeschichtungsanlage:
0
200
400
600
800
1000
1200
1400
0 10 20 30 40 50 60 70 80 90 100
Reaktorposition [cm]
Tem
pera
tur [
°C]
T = 850°C
T = 1050°C
T = 1250°C
Abbildung A.1: Temperaturprofile im halbkontinuierlich betriebenen Reaktor

Anhang 151
A.3 Berechnungen zur gravimetrischen Auswertung
Um die abgeschiedene Masse eines Stoffes auf einem Substrat zu bestimmen, werden die
Graphitplättchen vor und nach der Beschichtung gewogen. Zur Berechnung der Abschei-
dungsrate und der Schichtdicke muss weiterhin die Substratoberfläche möglichst genau be-
stimmt werden. Diese wird mit Hilfe eines Konversionsfaktors (KF) über das Anfangsgewicht
der Proben bestimmt. Der Faktor wurde experimentell ermittelt und beträgt 17,4864 mg/cm2.
Damit errechnet sich die Substratoberfläche durch folgende Gleichung:
[ ]2i,Si,S cm
KFm
A = (A.1)
mit: AS,i : Substratoberfläche des i-ten Substrates [cm2]
mS,i : Anfangsgewicht des i-ten Substrats [mg]
KF : Konversionsfaktor [mg/cm2]
Die entsprechende Wandoberfläche ist die Mantelfläche eines Reaktorsegmentes mit dem
Radius des Reaktors (rR = 1,6 cm) und dem Abschnitt, der zu jedem Substrat (LS,i = 3 cm)
gehört. Mit der Fläche der Reaktorwand (Gl. A.2) wird das Verhältnis Wandoberfläche zu
Substratoberfläche ermittelt (Gl. A.3).
[ ]2i,SRi,R cmLr2A ⋅⋅⋅= π (A.2)
i,S
i,SR
i,S
i,R
ALr2
AA ⋅⋅⋅
=π
(A.3)
mit: AR,i : Oberfläche der inneren Reaktorwand [cm2]
rR : Innenradius des Reaktors [cm]
LS,i : Länge des i-ten Substrates [cm]
Bei der Ermittlung der Gewichtszunahme wird die Differenz zwischen Substratgewicht vor
und nach dem Versuch bestimmt. Die Gesamtabscheidung wird durch Addition der Ge-
wichtszunahme jedes Substrates ΔmS,i mit der berechneten Wandabscheidung ΔmR,i erhalten.

Anhang 152
[ ]mgmAA
mmmm i,Si,S
i,Ri,Si,Ri,Si,Gesamt Δ⋅+Δ=Δ+Δ=Δ (A.4)
mit: ΔmGesamt,i : gesamte Abscheidung pro Reaktorabschnitt [mg]
ΔmS,i : Gewichtsänderung auf Substrat i [mg]
ΔmR,i : Gewichtsänderung pro Reaktorabschnitt [mg]
Die gesamte Abscheidung pro Reaktorabschnitt ΔmGesamt,i dient zur Berechnung der differen-
tiell abgeschiedenen Molmenge der abgeschiedenen Schicht. Im Folgenden wird dies am Bei-
spiel der BN-Abscheidung exemplarisch dargestellt.
Die abgeschiedene Molmenge BN berechnet sich mit Gleichung A.5:
⎥⎦⎤
⎢⎣⎡
⋅
Δ=
hmol
tMm
nBN
i,Gesamti,BN& (A.5)
mit: i,BNn& : differentiell abgeschiedene Molmenge BN [mol/h]
MBN : Molare Masse von BN [mg/mol]
t : Reaktionsdauer [h]
Mit Hilfe der stöchiometrischen Faktoren von TMOB, NH3 und BN können nun die ver-
brauchten Molmengen der Precursoren TMOB und NH3 berechnet werden:
⎥⎦⎤
⎢⎣⎡⋅=
hmolnn i,BN
BN
TMOBi,reagiert,TMOB &&
νν
(A.6)
⎥⎦⎤
⎢⎣⎡⋅=
hmolnn i,BN
BN
NHi,reagiert,NH
3
3&&
νν
(A.7)
mit: i,reagiert,TMOBn& : verbrauchte Molmenge TMOB am i-ten Substrat [mol/h]
i,reagiert,NH3n& : verbrauchte Molmenge NH3 am i-ten Substrat [mol/h]
TMOBν : stöchiometrischer Faktor von TMOB [-]
3NHν : stöchiometrischer Faktor von NH3 [-]
BNν : stöchiometrischer Faktor von BN [-]

Anhang 153
Der Reaktionsmechanismus der Abscheidung von BN aus TMOB und NH3 ist noch nicht
vollständig aufgeklärt. Jedoch wurden bis jetzt keine stickstoffhaltigen oder borhaltigen Ne-
benprodukte im Reaktionsgas gefunden (siehe Kapitel 2.5.2.3). Daher ist anzunehmen, dass
aus einem Mol TMOB und einem Mol NH3 ein Mol BN gebildet wird. Somit sind die stöchi-
ometrischen Faktoren für die zu berechnenden Komponenten vom Betrag her alle eins.
Die integral verbrauchten Molmengen an einer Reaktorposition x werden durch Aufaddieren
der differentiell verbrauchten Molmengen berechnet:
⎥⎦⎤
⎢⎣⎡= ∑ hmoln)x(n i,reagiert,TMOBreagiert,TMOB && (A.8)
⎥⎦⎤
⎢⎣⎡= ∑ hmoln)x(n i,reagiert,NHreagiert,NH 33
&& (A.9)
mit: )x(n reagiert,TMOB& : verbrauchte Molmenge TMOB an Reaktorposition x [mol/h]
)x(n reagiert,NH3& : verbrauchte Molmenge NH3 an Reaktorposition x [mol/h]
Zur Berechnung der Abscheidungsrate ri wird das Verhältnis der abgeschiedenen Masse auf
dem Substrat i zur Substratoberfläche AS und die Reaktionszeit t verwendet:
⎥⎦⎤
⎢⎣⎡
⋅⋅
Δ=
hcmg
tAm
r 2i,S
i,Si (A.10)
mit: ir : Abscheidungsrate auf dem i-ten Substrat [g/(cm2⋅h)]
Die Schichtdicke wird über die Dichte von Bornitrid abgeschätzt. Der Korrekturfaktor am
Ende der Gleichung A.11 wird nur zur Darstellung in den entsprechenden Einheiten angege-
ben.
[ ]µmcm1
µm10000A
md
BNi,S
i,S ⋅⋅
Δ=
ρ (A.11)
mit: d : Schichtdicke BN [µm]
ρBN : Dichte von BN [g/cm3]

Anhang 154
Da die Dichte der durch CVD abgeschiedenen Schichten sich deutlich von der theoretischen
Dichte von Bornitrid unterscheidet [188], wird die Schichtdicke in dieser Arbeit mit einem
Mittelwert von 1,6 g/cm3 berechnet.
Für die Berechnung des differentiellen Umsatzgrades von TMOB müssen einige vereinfa-
chende Annahmen gemacht werden. Die erste Annahme ist, dass der Sättigergasstrom gesät-
tigt ist. Weiterhin wird angenommen, dass die abgeschiedene Schicht stöchiometrisch ist.
Nach diesen Annahmen wird der differentielle Umsatzgrad als Verhältnis zwischen abreagier-
ter Stoffmenge an Edukt in einem Reaktorabschnitt und der zur Verfügung stehenden Menge
an Edukt in demselben Reaktorabschnitt definiert. Da sich nach jedem Abschnitt die theore-
tisch abscheidbare Molmenge an Precursor verringert, muss die abreagierte Molmenge im
vorhergehenden Abschnitt von der zur Verfügung stehenden Menge abgezogen werden:
⎥⎦⎤
⎢⎣⎡−= −− hmolnnn 1i,reagiert,TMOB1i,theor,TMOBi,theor,TMOB &&& (A.12)
mit: i,theor,TMOBn& : theoretisch abscheidbare Molmenge auf Substrat i [mol/h]
1i,theor,TMOBn −& : theoretisch abscheidbare Molmenge auf Substrat i-1 [mol/h]
1i,reagiert,TMOBn −& : bereits abgeschiedene Molmenge auf Substrat i-1 [mol/h]
Dabei liegt die Annahme zugrunde, dass die am ersten Substrat (i = 1) vorhandene Molmenge
an TMOB gleich der Molmenge ist, die den Sättiger verlässt:
⎥⎦⎤
⎢⎣⎡=
hmolnn S,TMOB1,theor,TMOB && (A.13)
mit: 1,theor,TMOBn& : theoretisch abscheidbare Molmenge auf Substrat 1 [mol/h]
S,TMOBn& : Molmenge aus dem Sättiger [mol/h]
Die Gleichung für den differentiellen Umsatzgrad in jedem Reaktorabschnitt lautet:
i,theor,TMOB
i,reagiert,TMOBi n
nX
&
&= (A.14)

Anhang 155
Die differentiell abgeschiedenen und theoretisch abscheidbaren Molmengen werden entspre-
chend mit Gleichung A.6 und A.12 beschrieben. Der integrale Umsatzgrad lässt sich durch
Summieren der einzelnen Umsätze in jedem Reaktorabschnitt berechnen:
∑= iGesamt XX (A.15)
Für den gesamten Umsatzgrad geht die Summe von 1 bis 30, da 30 Proben entlang dem Reak-
tor angeordnet werden.
Für die Ermittlung der formalkinetischen Parameter sind weiterhin die Konzentrationen der
Edukte an jedem Punkt des Reaktors wichtig. Die Anfangskonzentrationen der Precursoren
(NH3, TMOB) sind über die Volumenströme (bei TMOB auch Sättigertemperatur) bekannt.
Mit Hilfe der gemessenen Temperaturprofile im Reaktor (Abb. A.2) können die Eduktkon-
zentrationen an jeder Position im Reaktor mit Gleichung A.16 berechnet werden:
⎥⎦⎤
⎢⎣⎡−
= −3
i
1i,reagiert,TMOB1,theor,TMOBi,TMOB m
molVnn
c&&
(A.16)
mit: cTMOB,i : Konzentration im Bereich des i-ten Substrates [mol/m3]
Vi : Volumenstrom im Bereich des i-ten Substrates [m3/h]
Da der Druck im Reaktor konstant ist, berechnet sich der Volumenstrom mit der vereinfach-
ten idealen Gasgleichung (Gl. A.17):
⎥⎦
⎤⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛⋅=
hm
TT
VV3
N
iNi&& (A.17)
mit: NV& : Volumenstrom bei Normalbedingungen [m3/h]
Ti : Temperatur im Bereich des i-ten Substrates [K]
TN : Temperatur bei Normalbedingungen [K]
Abbildung A.2 zeigt exemplarisch einige Temperaturprofile des Reaktors.

Anhang 156
500
600
700
800
900
1000
1100
0 10 20 30 40 50 60 70 80 90
Reaktorposition [cm]
Tem
pera
tur [
°C]
T = 1000°C
T = 800°C
T = 850°C
T = 900°C
T = 950°C
Abbildung A.2: Temperaturprofile im diskontinuierlich betriebenen Reaktor
A.4 Berechnung der Stoffströme
Die Berechnung der Stoffströme ist im Folgenden anhand der BN-Abscheidung in der diskon-
tinuierlich betriebenen CVD-Anlage dargstellt. Ein vergleichbarer Rechenweg ergibt sich für
die Abscheidung von pyrolytischem Kohlenstoff und Titandiborid. Für die Berechnung der
Stoffströme in der kontinuierlich betriebenen Anlage müssen die entsprechenden geometri-
schen Daten des Reaktorrohres abgeändert werden.
Als freie Variablen dienen die Strömungsgeschwindigkeit u im Reaktor, der Molenbruch
xTMOB an Trimethoxyboran im Eduktgas und das Volumenstromverhältnis γ von NH3 zu
TMOB, welches wie folgt definiert ist:
TMOB
NH
VV
3
&
&=γ (A.18)
Weiterhin können gewählt werden: Die Temperatur des TMOBs im Sättiger TS, die Tempera-
tur T im Reaktor und die Versuchsdauer t. Gegeben ist die Reaktorgeometrie mit Länge der
Reaktionszone L = 80 cm und Durchmesser d = 3,2 cm, die Geometrie und Anordnung nach
Kapitel 3.2.1 der Substrate mit Länge l = 3 cm und Breite b = 2 cm sowie der beim Versuch
herrschende Druck p = 1013 hPa.

Anhang 157
Der Gesamtvolumenstrom durch den Reaktor ergibt sich aus der Querschnittsfläche und der
Strömungsgeschwindigkeit nach Gleichung A.19. Der Volumenstrom muss für die Dosierung
erst noch in einen Normvolumenstrom umgerechnet werden, was nach Gleichung A.20 ge-
schieht.
⎥⎦⎤
⎢⎣⎡⋅=hlAuV RRBRB
& (A.19)
⎥⎦⎤
⎢⎣⎡
⎟⎟⎠
⎞⎜⎜⎝
⎛⋅⎟⎟
⎠
⎞⎜⎜⎝
⎛⋅=
hNl
TT
pp
VVRB
N
N
RBRBN&& (A.20)
mit: V& : Volumenstrom [l/h]
uRB : Strömungsgeschwindigkeit der Gase bei Reaktionsbedingungen [cm/s]
AR : Querschnittsfläche des Reaktors [cm2]
p : Druck [Pa]
T : Temperatur [K]
Index RB : Reaktionsbedingungen
Index N : Normalbedingungen
Die Normalbedingungen sind als 1013,25 Pa für den Druck und 293 K für die Temperatur
definiert. Subtrahiert man den Volumenstrom an TMOB, welcher aus dem Sättiger zudosiert
wird, von dem Gesamtnormvolumenstrom, erhält man den Normvolumenstrom der restlichen
Gase:
( ) ⎥⎦⎤
⎢⎣⎡−⋅=
hNlx1VV TMOBNGase,N
&& (A.21)
mit: xTMOB : Molenbruch von TMOB [-]
Der anteilige Normvolumenstrom der einzelnen Komponenten wird mit Hilfe des Molanteils
an TMOB und des NH3/TMOB-Verhältnisses berechnet:
⎥⎦⎤
⎢⎣⎡⋅=
hNlxVV TMOBGase,NTMOB,N
&& (A.22)

Anhang 158
⎥⎦⎤
⎢⎣⎡⋅⋅=
hNlxVV TMOBGase,NNH,N 3
γ&& (A.23)
⎥⎦⎤
⎢⎣⎡−−=
hNlVVVV
3NH,NTMOB,NGase,NHe,N&&&& (A.24)
Da TMOB über einen Sättiger dosiert wird, ist der Trägergasstrom zu bestimmen, der durch
den Sättiger geleitet werden muss, damit sich die zuvor berechnete Menge an TMOB anrei-
chert. Der benötigte Trägergasstrom ist stark vom Dampfdruck des TMOB und somit von der
Temperatur im Sättiger abhängig. Der Dampfdruck von TMOB im Sättiger bei verschiedenen
Temperaturen ist aus der Literatur bekannt [187] und im Anhang A1 aufgeführt. Aus der
Dampfdruckkurve kann durch Logarithmieren Gleichung A.25 zur Berechnung des Dampf-
druckes dargestellt werden.
⎟⎟⎠
⎞⎜⎜⎝
⎛−
−=29T192,147674371,4)plog(
STMOB (A.25)
mit: pTMOB : Dampfdruck von TMOB [Pa]
TS : Sättigertemperatur [K]
Als Trägergas wird Helium durch den Sättiger geleitet. Um diesen Volumenstrom zu bestim-
men, wird um den Sättiger ein Bilanzraum gelegt. Aus dem Sättiger tritt der summierte Vo-
lumenstrom des Trägergases und des angereicherten TMOBs aus. Geht man davon aus, dass
sich im Sättiger ein Gleichgewicht eingestellt hat, so ist der Partialdruck an TMOB gerade der
Dampfdruck. Unter der Annahme, dass sich TMOB wie ein ideales Gas verhält, kann die
TMOB-Konzentration in der Gasphase des Sättigers mit Gleichung A.26 berechnet werden.
⎥⎦⎤
⎢⎣⎡
⋅= 3
S
TMOBTMOB,S m
molTR
pc (A.26)
mit: cS,TMOB : Konzentration von TMOB in der Gasphase des Sättigers [mol/m3]
R : universelle Gaskonstante [8,3144⋅10-3 kJ/(mol⋅K)]

Anhang 159
Mit Hilfe des molaren Volumens errechnet sich der Molenstrom an TMOB, der am Reaktor-
eingang benötigt wird, mit Gleichung A.27:
⎥⎦⎤
⎢⎣⎡=
hmol
VV
nmol
TMOB,NTMOB,R
&& (A.27)
mit: TMOB,Rn& : Molenstrom an TMOB am Reaktoreingang [mol/h]
Vmol : Molarvolumen (22,414 Nl/mol)
Somit ergibt sich der benötigte Trägergasstrom durch den Sättiger mit Gleichung A.28:
⎥⎦⎤
⎢⎣⎡=
hNl
cn
VTMOB,S
TMOB,RGes,S
&& (A.28)
mit: Ges,SV& : Gesamtvolumenstrom durch den Sättiger [Nl/h]
Der restliche Anteil des mit Gleichung A.21 berechneten Volumenstroms der zu dosierenden
Gase wird direkt in den Reaktor geleitet und berechnet sich mit Gleichung A.29:
⎥⎦⎤
⎢⎣⎡−=
hNlVVV Ges,SGase,NGes,R
&&& (A.29)
mit: Ges,RV& : Gesamtvolumenstrom durch den Reaktor [Nl/h]
Um den Einfluss des Wasserstoffanteils ermitteln zu können, wurden einige Versuche zur
BN-Abscheidung mit verschiedenen Anteilen an H2 im Reaktionsgas durchgeführt. Hierzu
wurde der H2-Volumenstrom prozentual zum Gesamtvolumenstrom eingestellt.

Anhang 160
A.5 Schaltplan des Siemens Logikmoduls „LOGO!“ zur Steuerung der
Kurzfaserdosierung:
(Verbindungen sind über die Enden fortgesetzt) Abbildung A.3: Schaltplan des Siemens Logikmoduls „Logo!“

Lebenslauf
Persönliche Daten
Name: Gerrit Hackl
Geburtsdatum: 24.11.1975
Geburtsort: Nürnberg
Staatsangehörigkeit: deutsch
Schulausbildung
09/82 - 07/86 Grundschule Kalchreuther Straße, Nürnberg
09/86 - 07/95 Labenwolf-Gymnasium, Nürnberg
Hochschulausbildung
11/96 - 04/02 Studium der Fachrichtung Chemieingenieurwesen
an der Friedrich-Alexander-Universität Erlangen-Nürnberg
Erworbener Akademischer Grad: Diplom-Ingenieur Univ.
Berufstätigkeit
11/02 - 05/06 Wissenschaftlicher Mitarbeiter
am Lehrstuhl für Chemische Reaktionstechnik
der Friedrich-Alexander-Universität Erlangen-Nürnberg
seit 07/06 Mitarbeiter der Firma Leonhard Kurz GmbH & Co. KG, Fürth
















![Titanium diboride ceramics for solar thermal absorbers · 2017. 6. 23. · hardness and superior mechanical properties [12-15], which have implied their successful use for aerospace,](https://img.dokumen.tips/doc/110x75/60f8654a9cd8ef0efc7b30c7/titanium-diboride-ceramics-for-solar-thermal-absorbers-2017-6-23-hardness-and.jpg)
![Investigation on the Eff ect of Titanium Addition on ... · Titanium diboride is added to iron matrix materials to provide high abrasion resistance [8-10]. In this study, the effect](https://img.dokumen.tips/doc/110x75/5e22092f844b8e61537c289d/investigation-on-the-eff-ect-of-titanium-addition-on-titanium-diboride-is-added.jpg)











