Embed Size (px)
Citation preview

Optimal Operation of an Industrial-Scale Parex Process for theRecovery of p-Xylene from a Mixture of C8 Aromatics
Anjushri S. Kurup, K. Hidajat, and Ajay K. Ray*
Department of Chemical and Biomolecular Engineering, National University of Singapore,4 Engineering Drive 4, Singapore 117576
Multi-objective optimization for the operation and design of an industrial-scale Parex processfor the recovery of p-xylene from a mixture of C8 aromatics has been studied using a state-of-the-art optimization technique: the Elitist Nondominated Sorting Genetic Algorithm withJumping Genes (NSGA-II-JG, binary coded). An industrial-scale Parex process, which is basedon simulated moving bed (SMB) technology, was simulated using an available mathematicalmodel. The simulation results were verified with the reported industrial data. Subsequently,few two-objective optimization problems were solved to determine the optimum number ofcolumns, the length of each column, and the column distribution in different zones. Significantimprovement in the recovery of p-xylene using less solvent was obtained when a suitable columnlength and appropriate distribution of columns in various zones was chosen. Optimization studywas also extended for the Varicol operation mode, which is based on a nonsynchronous switching,contrary to the synchronous switching used in traditional SMB systems. It was observed thatthe performance of the Varicol process is much superior to that of a SMB process, in terms ofrecovering more p-xylene while consuming less eluent. Results are presented and discussed indetail. The optimum results are also explained using equilibrium theory by locating them inthe pure separation region.
Introduction
The Parex process is an innovative adsorptive separa-tion method for the recovery of p-xylene (1,4-dimethylbenzene) from a mixture of C8 aromatic isomers (con-sisting of ethyl benzene, as well as o-xylene, m-xylene,and p-xylene). The boiling points for these isomers areso similar that separating them via conventional distil-lation is not practical. The primary end use of p-xyleneis for the production of fibers, films, or resins, includingpolyester fibers that are used for household fabrics,carpets, and clothing. This is accomplished through theoxidation of the p-xylene to terephthalic acid (TPA) ordimethyl terephthalate (DMT), which are then reactedwith ethylene glycol to produce poly(ethylene tere-phthalate) (PET). PET is a raw material for mostpolyesters. The use of polyester films and fibers isincreasing rapidly, mainly in the Pacific Rim countries.
The Parex process is a continuous process based onsimulated moving bed (SMB) technology.1 SMB helpsto achieve the separation performance of a true movingbed while avoiding the difficulties in the movement ofa solid phase. Separation is achieved by exploiting thedifferences in affinity of the adsorbent (e.g., solid zeoliticadsorbent) that is selective for p-xylene and is designedto recover >97 wt % of the p-xylene from the feed in asingle pass while delivering a product purity of g99.9wt %. The SMB technique implies a simulated counter-current contact between the mobile fluid phase and the
stationary adsorbent phase. There are many advantagesof the SMB technology,2 compared to the classicalpreparative chromatography, namely, overcoming prob-lems associated with solid handling, efficient utilizationof adsorbent/catalyst, continuous mode of operation, areduction in solvent consumption (with up to 90%savings, compared to classical preparative chromatog-raphy), a reduction in downtime (because separationand regeneration occur concurrently), the possibility ofscaling up to a large-scale production unit (because ofthe simplicity in the mechanical design), etc. A sche-matic representation of a SMB system is illustrated inFigure 1, which consists of a number of packed (withadsorbent) columns of uniform cross-section connectedin a circular array, each of length Lcol. The two incomingstreams (the feed F, and the desorbent D) and the twooutgoing streams (the raffinate Ra, and the extract Ex)divide the system into four sections (zones), namely P,Q, R, and S, each of which is comprised of p, q, r, and scolumns, respectively. The flow rates in sections P, Q,R, and S are designated as QP, QQ, QR, and QS,respectively, whereas those of the feed, raffinate, des-orbent, and extract are designated as QF, QRa, QD, andQEx, respectively. However, only four of the aforemen-tioned eight flow rates are independent; the remainingfour are determined from the mass balance at points(nodes) A, B, C, and D (see Figure 1). Even though theParex process works on the same principle as thatshown in Figure 1, the actual configuration is somewhatdifferent (see Figure 2). In this case, the adsorbent isnot contained in discrete columns (beds) separated byswitch valves; instead, they are contained in a singlebed that is divided into a number of segments. Theintroduction and withdrawal of fluid from each segment
* Corresponding author. Contact details (starting July 1,2005): Department of Chemical and Biochemical Engineering,University of Western Ontario, London, Ontario N6A 5B9,Canada. Tel: +1 519 661 2111. Fax: +1 519 661 3498.E-mail: [email protected].
5703Ind. Eng. Chem. Res. 2005, 44, 5703-5714
10.1021/ie0488694 CCC: $30.25 © 2005 American Chemical SocietyPublished on Web 06/23/2005

is performed by specially designed flow distributors. Apump recirculates fluid from the bottom to the top ofthe column. At any time, only four of the connectionsto the packed bed are utilized. A rotary valve connectedto each stream advances the two inlet and the two outletpoints (feed, desorbent, extract, and raffinate) by onesegment in the direction of fluid flow and thus simulatesthe solid motion in the opposite direction. The valve alsopasses the extract and the raffinate streams to therespective ancillary distillation columns to remove thedesorbent, which is recycled back to the process.2
Recently, the Varicol process,3 which is a modificationof SMB technology, is also being widely addressed,because of its enhanced performance, compared to SMB.In the Varicol operation,3 a nonsynchronous shift of theinlet and outlet ports is used within a switching periodcontrary to the synchronous switching scheme used inthe SMB system. The switching period and sequence isdecided a priori and maintained constant. During one
global switching period, there are different columnconfigurations for sub-time intervals, because of thelocal switching. Given the total number of columns usedin a Varicol process, the number of columns in each zonevaries with time within a global switching period. How-ever, the number of columns in each zone recovers tothe starting value at the end of the global switchingperiod and the aforementioned switching process isrepeated. Therefore, the locations of input/output ports(note that a port is implied at the beginning/end of eachcolumn in each section) in the Varicol process are quitedifferent from those of the SMB process, because theports are not shifted concurrently. Moreover, a port mayshift more than once during one global switching period,either in the forward direction or even in the backwarddirection. As a result, the Varicol process can have sev-eral column configurations, which gives it more flex-ibility, compared to the more-rigid traditional SMBprocess. Note that the Varicol process does not add anyadditional fixed cost. Application as well as rigorous op-timization of this particular mode of operation has beenextensively studied for various separation processes,4,5
including reactive separation processes.6,7 The detailsof the Varicol operation can be obtained elsewhere.3-7
Several other industrial processes for the separationof the C8 aromatic isomers have been developed in thepast. These are usually coupled with an isomerizationprocess that is intended to transform some or all of theother isomers into p-xylene. The earliest processes forthe separation of these C8 aromatic isomers were basedon crystallization.8 The adsorption of xylenes on ion-exchanged faujasite-type zeolites have been studiedextensively in the liquid,9-13 as well as in the vaporphase.14-20 A detailed analysis of the design and opti-mization of a four-section SMB unit for separation ofthis C8 aromatic mixture operating on liquid and vaporphases has been presented by Storti et al.,21 in whichappropriate flow-rate ratios for each section were es-tablished from equilibrium theory. An industrial-scaleSMB unit for the separation of the same was studiedby Minceva and Rodrigues22 through simulation studies.
Despite being such an old and established industrialprocess, there is no work reported in the open literaturethat involves the rigorous optimization of the Parexprocess. The performance of the SMB (as well as theVaricol) process is strongly dependent on the complexinterplay of different operating, as well as design,parameters. The optimization problem is complicatedby the relatively large number of decision variables,including continuous variables, such as flow rates andlengths, as well as discontinuous variables, such ascolumn number and configuration. Moreover, it isimportant to reformulate the optimization problem asmultiobjective,23 because, usually, the factors that affectthe economy of a given separation process are multipleand are often in conflict with each other. A typicalexample is the maximum recovery of p-xylene usingminimum solvent. The principle of multicriterion opti-mization with conflicting objectives is different from thatof single objective optimization. Instead of trying to findthe unique and best (global) optimum design solution,the goal of multiobjective optimization is to find a setof equally good solutions, which are known as Paretooptimal solutions.23,24 A Pareto set is such that, whenone moves from any one point to another within the set,at least one objective function improves while at leastone other deteriorates. The importance of multiobjective
Figure 1. Schematic diagram of an eight-column simulatedmoving bed (SMB) system.
Figure 2. Schematic flow diagram showing the operation of theParex process.
5704 Ind. Eng. Chem. Res., Vol. 44, No. 15, 2005

optimization and the improvement in performanceachieved in the SMB and Varicol processes for variousapplications have been studied systematically in theliterature25-27 and are not reported here, for the sakeof brevity.
In this paper, multiobjective optimization study isperformed for the Parex process. The industrial dataprovided by Minceva and Rodrigues22 were used forverification of the mathematical model. The feed isconsidered to be a typical C8 aromatics mixture contain-ing 23.6% p-xylene, 49.7% m-xylene, 12.7% o-xylene,and 14% ethylbenzene. Completely potassium-exchangedY-zeolite is used as the adsorbent, whereas the desor-bent used is solvent p-diethyl benzene (pDEB). Toluenecan also be used as a desorbent for this separationprocess. However, pDEB is less volatile than the xyleneisomers.2 This is very advantageous because, in theancillary product separation, the desorbent is recoveredas the bottom product, and, because the desorbent isgenerally in excess, this reduces the heat load on thedistillation column. This leads to a more economicalprocess operation. Details of the other operating condi-tions and design parameters are listed in Table 1. Theoptimization study is directed toward improving therecovery of p-xylene, using minimum solvent consump-tion. Furthermore, by comparing the performance of theVaricol process with an equivalent SMB process, thiswork tries to determine to what extent operation of aSMB system can be improved by applying nonsynchro-nous switching with varying zone lengths.
Mathematical Model
As discussed previously, in SMB, the counter-currentmotion of fluid and solid is mimicked by a discreteshifting of injection and collection points in the directionof the fluid phase. The SMB system then consists of a
set of identical fixed-bed columns, which are connectedin series. Model equations for the SMB result from themass balance over a volume element of the bed andinside the particle. Axial dispersion for the bulk fluidphase is included and the linear driving force ap-proximation is used to describe the intraparticle mass-transfer rate. The mathematical model used here issimilar to that described by Pais et al.28 The differentialtransient mass balance equations, along with the bound-ary conditions, are as follows:
The nonstoichiometric Langmuir isotherm was used todescribe the multicomponent adsorption equilibria:
where ø ) z/Lcol and θ ) t/ts. The boundary conditionsare
The initial conditions are given as
and
The dimensionless parameters used in the aforemen-tioned equations are given as
and
The mass balance at the node is then
except if the column follows feed or desorbent port. Inthat case,
Table 1. Details of the Industrial Parex Unit, along withModel Parameters and Operating Conditionsa
parameter value
SMB Unit GeometryNcol 24Lcol 1.135 mdcol 4.117 mΩ 6/9/6/3Vc 15.1 m3
Operating ConditionsT 453 K (liquid phase)ts 1.16 minQF 1.45 m3/minQEx 1.65 m3/minQRa 2.69 m3/minQD 2.89 m3/minQS 5.39 m3/min
Model ParametersPe 2000kh 2 min-1
dp 9.2 × 10-4 mε 0.39F 1.39 × 103 kg/m3
qmPX(m-X;o-X;EB) 0.1303 kg/kgKpX 1.0658 m3/kgKm-X 0.2299 m3/kgKo-X 0.1884 m3/kgKEB 0.3037 m3/kgqmpDEB 107.7 kg/kgKpDEB 1.2935 m3/kg
a Data taken from ref 22.
∂Ci,k
∂θ+ υ
∂qji,k
∂θ)
ψk
Pek
∂2Ci,k
∂ø2- ψk
∂Ci,k
∂ø(1)
∂qji,k
∂θ) R(qji,k
/ - qji,k) (2)
qji,k/ )
qmiKiCik
1 + ∑l)1
NC
KiClk
(3)
Ci,øin ) Ci,k(0,θ) - 1
Pek
∂Ci,k
∂ø(4)
∂Ci,k
∂ø(1,θ) ) 0 (5)
Ci,k(ø,0) ) Ci,k0 (ø) (6a)
qji,k(ø,0) ) qji,k0 (ø) (6b)
ψk )UFz
ts
Lcol(7a)
R ) khts (7b)
Pek )UFk
Lcol
Daxk(7c)
Ci,kin ) Ci,k-1(1,θ) (8)
Ci,kin )
QFCi,F + QSCi,k-1(1,θ)QP
(9a)
Ind. Eng. Chem. Res., Vol. 44, No. 15, 2005 5705

and
respectively. These equations are then slightly modifiedto account for the changes involved in the Varicoloperation. The details pertaining to the adsorptionisotherms and the experimental setup are summarizedin Table 1. The equilibrium data for o-xylene, m-xylene,p-xylene, ethyl benzene, and p-dimethylbenzene at 453K were taken from the work of Azevedo et al.12
Two different numerical solution approaches wereused to solve these set of partial differential equations(PDEs), along with their boundary conditions. In thefirst method, the PDEs were discretized in space usingthe Finite Difference Method (FDM) to convert theminto a system of coupled ODE-IVPs (Method of Lines,MOL).29 The number of theoretical plates used was 50.These stiff initial value ODEs were solved using thesubroutine, DIVPAG (based on Gear’s method), in theIMSL library. In the second approach, an OrthogonalCollocation on Finite Elements (OCFE) method wasused to discretize the axial domain. In this case, eachcolumn was divided into six equal finite elements andeach element was discretized with two internal colloca-tion points to convert them again to a system of coupledODE-IVPs, as done previously. These were againsolved using the subroutine DIVPAG subroutine of theIMSL library. Because periodic switching is imposed onthe system, the separators always work under transientconditions. However, a cyclic (periodic) steady state witha period equal to the global switching time is eventuallyreached after several switching. For both the SMB andVaricol processes, the periodic steady state was attainedafter about 40 switching cycles around the unit. Table2 compares the simulation results obtained using thetwo numerical approaches used in this study withsimulation results reported by Minceva and Rodrigues.22
The operating conditions used for all these simulationruns are the same as that reported in Table 1. Table 2also shows the computational time taken for one simu-lation run by each method. The simulations in our studywere performed on a Cray J916 supercomputer. Thetable clearly shows that the OCFE method works muchfaster than that of the MOL method, which is under-standable, because of the drastic reduction in the totalnumber of equations in the former case. Figure 3compares the steady-state internal concentration pro-files obtained using the two numerical methods for theparameter values listed in Table 1. The separationperformance was evaluated by calculating the recovery(Rec) and purity (Pur) achieved at the extract port,
because the objective in the Parex process is to obtainpure p-xylene. These quantities were defined as follows:
and
The emphasis of this study is on performing a rigorousmultiobjective optimization of the Parex process inrecovering high-purity p-xylene from the C8 aromaticmixture, using an adaptation of Genetic Algorithm. Toobtain global Pareto optimal solution, one must perform
Table 2. Comparison of Simulation Results Obtained to Reported Literature
method Rec_pX (%) Pur_pX (%) CPU time (min) platform
Method of Lines, MOLa 98.16 98.96 18.5 Cray J916Orthogonal Collocation on Finite Elements, OCFEa 98.29 99.51 1.2 Cray J916general process modelling system, gPROMSb 98.2 99.78 510 Pentium IIIa From this work. b Results reported by Minceva and Rodrigues22 using gPROMS, which is a general purpose process modeling,
simulation, and optimization software program.
Ci,kin )
QQCi,k-1(1,θ)QR
(9b)
Figure 3. Comparison of steady-state concentration profiles fordifferent components for simulation of industrial point (see Table1 for data) obtained from two different numerical solution tech-niques (namely, Method of Lines (MOL) and Orthogonal Colloca-tion on Finite Elements (OCFE). Legend is as follows: A, p-xylene;B, m-xylene; C, o-xylene; and D, ethyl benzene.
Purity of p-xylene in the extract (%):
Pur_pX )CEx
pX
CExpX + CEx
mX + CExoX + CEx
EB× 100 (10)
Recovery of p-xylene (%):
Rec_pX )CEx
pXQEx
CFpXQF
× 100 (11)
5706 Ind. Eng. Chem. Res., Vol. 44, No. 15, 2005

a large number of simulations (often >2500 simulations,consisting 50 chromosomes for 50 generations). In sucha scenario, it is very important that we use a simulationmethod that is less time-consuming. The results shownin the next section are obtained by using either of thesemethods. The MOL method was used in solving the case1 optimization problem, whereas the OCFE method wasused in solving the optimization problems described incases 2 and 3.
Optimization of the SMB and Varicol Systems
It is quite well-known that one of the most seriousproblems associated with chromatographic processes isthat, although they are efficient in separation, theresultant product streams are dilute, because of the highdesorbent requirement. Even if the desorbent is inex-pensive, it is desirable to have concentrated productstreams, because dilute streams result in higher opera-tional cost (viz. heat requirement) in the subsequentdownstream separation processes, such as distillation.Moreover, as can be seen from Table 1, the operatingflow rates are very high; as a result, the downstreamseparation processes would have to handle high volumesof material and, therefore, would be very energy-intensive. Therefore, reducing the desorbent consump-tion can help in regard to improving the economics ofthe overall process. Hence, one of the intents for theoptimization of the Parex process is to improve thep-xylene recovery while reducing the total desorbent(pDMB) consumption.
In this work, a few two-objective function optimiza-tions have been performed. Note that there is no end tothe variety of multiobjective optimization problems thatcould be formulated and studied. In this article, only afew simple examples have been addressed, to illustratethe concept, technique, and interpretation of results.One can, of course, consider more than two-objectivefunctions but the analysis of those results becomescumbersome, because one must involve Pareto surfaces.In this study, a new state-of-the-art optimization tech-nique based on Genetic Algorithm, which is a binarycoded Nondominated Sorting Genetic Algorithm withJumping Genes (NGSA-II-JG),30 is utilized, which is anadd-on novelty in the field of evolutionary algorithms24
and allows handling of these complex optimizationproblems. In addition to the sorting and sharing mech-anism introduced in the Elitist Nondominated SortingGenetic Algorithm (NSGA-II),31 which is the recentmodification with jumping genes,30 improves the diver-sity of the mating pool, leading to a much betterspreading of solution at increased convergence speed.The jumping gene operations are performed by amacro-macro-mutation operator, and the concept is
borrowed from the working of jumping genes (or trans-posons) in natural genetics. McClintock32 suggested inthe 1940s that jumping genes are DNAs that could jumpin and out of chromosomes and can generate geneticdiversity in natural populations, which is exploited inNSGA-II-JG. Details of the methodology and applica-tions of different adaptations of NSGA-I in chemicalengineering can be obtained elsewhere.33
In all optimization runs presented in this work, 50chromosomes (solutions) were considered and resultsare presented after 50 generations. Note that optimiza-tion problems involved continuous variables such ascolumn length, flow rates and switching, and discretevariables such as number of columns and their distribu-tion in various sections. Several optimization problemswere formulated and solved to determine the optimaloperating conditions of the SMB for this p-xyleneseparation. Table 3 describes the list of the optimizationproblems solved in this study.
Problem 1a: Determination of Optimal ColumnLength (Lcol). The first multiobjective optimizationproblem solved is maximization of the recovery ofp-xylene (Rec_pX) with simultaneous minimization ofthe desorbent consumption (QD). To compare our resultswith those of Minceva and Rodrigues,22 we fixed thediameter (dcol) and total number of columns (Ncol), thenumber of columns in each section (Ω ) p/q/r/s), the feedflow rate (QF) and its concentration, the flow rate insection S (QS), and temperature (T), as given in Table1. Four decision (manipulative) variables were used,namely, the raffinate (QRa) and the desorbent (QD) flowrates, the switching time (ts), and length of each column(Lcol). Only four flow rates can be selected freely; theother four are determined by mass balance aroundnodes A-D (see Figure 1). Therefore, the remaining twoflow rates were used as decision variables, namely, theraffinate (QRa) and the desorbent (QD) flow rates. Thethird decision variable is the switching time ts, whichclearly has a strong influence on the performance of theSMB system. The bounds for ts lie between the break-through times of the two components for the specificadsorbent. The fourth decision variable used is thelength of each column Lcol, because it is impossible todetermine the optimal column length only throughsimulation. The optimization formulation and the boundsof the decision variables are summarized in Table 3 (seeProblem 1a). It is to be noted that a very narrow rangeis used for the bounds. This is required to obtainmeaningful optimum solutions, because of the existenceof narrow “windows” for the decision variables. Suchboundaries can be estimated very conveniently usingequilibrium theory and some preliminary sensitivity
Table 3. Description of the Multiobjective Optimization Problems Solved in This Study
problem objective function decision variables constraints fixed parameters
1a (SMB) Max Rec_pX,Min QD
1 min e ts e 2 min;2 m3/min e QRa e 3 m3/min;2 m3/min e QD e 3.5 m3/min;1 m e Lcol e 1.15 m
Rec_pX g 92%,Pur_pX g 98%
dcol ) 4.117 m;Ncol ) 24, Ω (p/q/r/s) ) 6/9/6/3;QF ) 1.45 m3/min;QS ) 5.39 m3/min
1b (SMB) Max Rec_pX,Min QD
same as Problem 1a except5 e p, r e 8, 1 e s e 4
Rec_pX g 92%,Pur_pX g 98%
same as Problem 1a exceptp, r, s are decision variables
1c (SMB) Max Rec_pX,Min QD
same as Problem 1a except6 e p, r e 9, 2 e s e 5
Rec_pX g 92%,Pur_pX g 98%
same as Problem 1a exceptNcol ) 28 and p, r, s are decision variables
2 (Varicol) Max Rec_pX,Min QD
same as Problem 1a except Ωhas 32 possible combinations
Rec_pX g 92%,Pur_pX g 98%
same as Problem 1a exceptp, r, s are decision variables
3 (SMB) Max Rec_pX,Max Pur_pX
same as Problem 1b Rec_pX g 92%,Pur_pX g 98%
same as Problem 1a exceptp, r, s are decision variables
Ind. Eng. Chem. Res., Vol. 44, No. 15, 2005 5707
analysis of the model.34 The formulation can be math-ematically represented as follows:
which are subject to the conditions
and
and has the decision variables and fixed parameters of
The SMB model equations are given by eqs 1-9.The inequality constraints on recovery and purity (eqs
12c and 12d) were imposed to restrict optimal solutionsthat satisfy at least the minimum (industrial) acceptableproductivity and purity values. The optimization prob-lem was solved using an adaptation of Genetic Algo-rithm, the Elitist Nondominated Sorting Genetic Algo-rithm with Jumping Genes (NSGA-II-JG), which wasdiscussed previously. Details of the algorithm are avail-able elsewhere.30
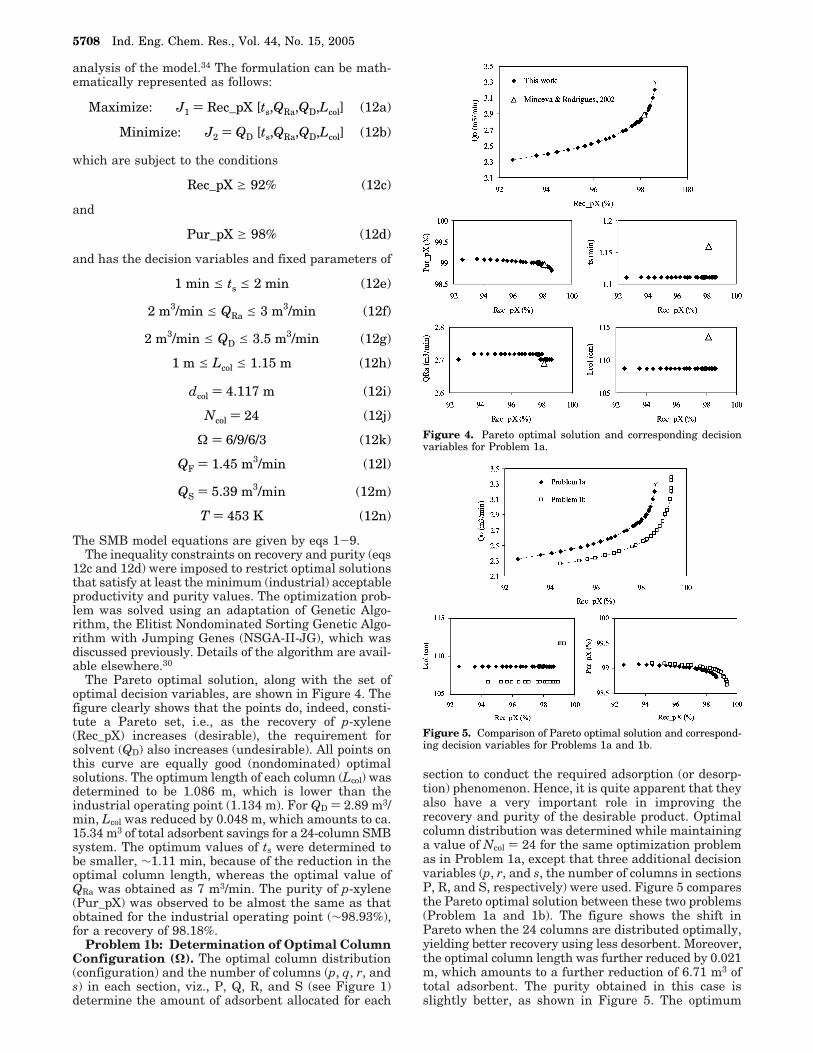
The Pareto optimal solution, along with the set ofoptimal decision variables, are shown in Figure 4. Thefigure clearly shows that the points do, indeed, consti-tute a Pareto set, i.e., as the recovery of p-xylene(Rec_pX) increases (desirable), the requirement forsolvent (QD) also increases (undesirable). All points onthis curve are equally good (nondominated) optimalsolutions. The optimum length of each column (Lcol) wasdetermined to be 1.086 m, which is lower than theindustrial operating point (1.134 m). For QD ) 2.89 m3/min, Lcol was reduced by 0.048 m, which amounts to ca.15.34 m3 of total adsorbent savings for a 24-column SMBsystem. The optimum values of ts were determined tobe smaller, ∼1.11 min, because of the reduction in theoptimal column length, whereas the optimal value ofQRa was obtained as 7 m3/min. The purity of p-xylene(Pur_pX) was observed to be almost the same as thatobtained for the industrial operating point (∼98.93%),for a recovery of 98.18%.
Problem 1b: Determination of Optimal ColumnConfiguration (Ω). The optimal column distribution(configuration) and the number of columns (p, q, r, ands) in each section, viz., P, Q, R, and S (see Figure 1)determine the amount of adsorbent allocated for each
section to conduct the required adsorption (or desorp-tion) phenomenon. Hence, it is quite apparent that theyalso have a very important role in improving therecovery and purity of the desirable product. Optimalcolumn distribution was determined while maintaininga value of Ncol ) 24 for the same optimization problemas in Problem 1a, except that three additional decisionvariables (p, r, and s, the number of columns in sectionsP, R, and S, respectively) were used. Figure 5 comparesthe Pareto optimal solution between these two problems(Problem 1a and 1b). The figure shows the shift inPareto when the 24 columns are distributed optimally,yielding better recovery using less desorbent. Moreover,the optimal column length was further reduced by 0.021m, which amounts to a further reduction of 6.71 m3 oftotal adsorbent. The purity obtained in this case isslightly better, as shown in Figure 5. The optimum
Figure 4. Pareto optimal solution and corresponding decisionvariables for Problem 1a.
Figure 5. Comparison of Pareto optimal solution and correspond-ing decision variables for Problems 1a and 1b.
Maximize: J1 ) Rec_pX [ts,QRa,QD,Lcol] (12a)
Minimize: J2 ) QD [ts,QRa,QD,Lcol] (12b)
Rec_pX g 92% (12c)
Pur_pX g 98% (12d)
1 min e ts e 2 min (12e)
2 m3/min e QRa e 3 m3/min (12f)
2 m3/min e QD e 3.5 m3/min (12g)
1 m e Lcol e 1.15 m (12h)
dcol ) 4.117 m (12i)
Ncol ) 24 (12j)
Ω ) 6/9/6/3 (12k)
QF ) 1.45 m3/min (12l)
QS ) 5.39 m3/min (12m)
T ) 453 K (12n)
5708 Ind. Eng. Chem. Res., Vol. 44, No. 15, 2005

column configuration (Ω) was determined to be 7/6/7/4for lower QD range, whereas a value of Ω ) 8/6/8/2 wasobserved for higher values of QD (compared to Ω ) 6/9/6/3, which was used for the industrial operating point22).The optimal configuration implies that more adsorbentis needed in sections P and R. Sections P and R involve,respectively, the desorption and adsorption of thestrongly adsorbing component (p-xylene). Hence, forhigher recovery and purity of the desired product (p-xylene) at a lower desorbent flow rate (QD), more solidadsorbent is required.
Problem 1c: Determination of Optimal Numberof Columns (Ncol). In some cases, there is a possibilityof achieving better performance by increasing the totalnumber of columns (Ncol) but having a reduced length(Lcol). This is possible because more columns wouldprovide additional flexibility for operation. Hence, a newoptimization problem with Ncol ) 28 was formulated andsolved to determine if better performance can beachieved, compared to the 24 columns used in Problems1a and 1b. Figure 6 compares the Pareto optimalsolution, which shows a marginal shift (improvement)in Pareto, although there is slight increase in the purityof p-xylene (for example, Pur_pX ) 99.12% when Ncol) 28, compared to 98.96% for the 24-column SMBsystem for Rec_pX ) 98.7%). However, the results showthat 24 probably is the optimum number of columns andwith further addition of columns, the improvement inthe performance of the system is insignificant.
Problem 2: Comparison of the Performancesbetween the SMB and Varicol Systems. Ludemann-Hombourger et al.3 showed experimentally that theVaricol system can perform better than its equivalentSMB system, because of the flexibility in its operation.
It could even aid in the reduction of the total volume ofthe adsorbent required. Hence, the optimization studywas extended to a four-sub-interval, 24-column Varicolsystem to determine the extent of improvement that canbe achieved over an equivalent 24-column SMB system.With Ncol ) 24 in the Varicol unit, there would be a verylarge number of possible column configurations. Toreduce the computation time, extensive simulationstudies were performed to determine the configurationsthat would lead to better performance of the system.From the results of the simulation study, 32 possibleconfigurations were selected for the optimization studythat could lead to better values of the objective func-tions. The optimization formulation is provided in Table3 (Problem 2).
The Pareto optimal solution of the 24-column Varicolsystem is compared with the equivalent 24-column SMBsystem in Figure 7. The figure clearly shows that 100%recovery of p-xylene is possible, using a reasonableamount of eluent, and it evidently elucidates theperformance improvement in the Varicol process, be-cause of its greater flexibility, compared to the rigidSMB system. For example, for QD ) 2.57 m3/min, theVaricol process shows almost 100% recovery, whereasSMB shows only 98.21% recovery of p-xylene. Further-more, the optimal Lcol is further reduced by 0.054 m,which helps in achieving a further reduction of ∼17.36m3 of adsorbent, which is remarkably high. The opti-mum switching time (ts) obtained was 1.05 min. Theoptimal column configuration for the entire range ofPareto for the Varicol system was determined to be agrouping of five different combinations of column dis-tribution, which is listed in Table 4. Three differentoptimal column configurations for the four-sub-interval,
Figure 6. Comparison of Pareto optimal solution and corresponding decision variables for Problems 1b and 1c.
Ind. Eng. Chem. Res., Vol. 44, No. 15, 2005 5709

24-column Varicol system were obtained. For the lowerdesorbent flow rate region (QD < 2.23 m3/min), theoptimal configuration obtained was B-D-A-E, whichmeans the following: for the first sub-time interval (0-1/4ts), the column distribution is B [≡ 5/8/8/3]; for thesecond sub-time interval (1/4ts-1/2ts), the column distri-bution is D [≡ 8/5/8/3]; for the third time interval (1/2ts-3/4ts), the optimal column distribution is A [≡ 8/5/7/4]; and for the last sub-time interval (3/4ts-ts), theoptimal column distribution is E [≡ 8/4/8/4]. For 2.23m3/min < QD < 2.43 m3/min, the optimal configurationobtained was B-A-A-E, whereas for QD > 2.43 m3/min,the optimal configuration obtained was B-A-C-E. Theseconfigurations imply that, to increase the recovery ofp-xylene while satisfying the desired purity constraint,sections P and R always require more columns. This canbe easily understood by recalling the earlier discussionfor Problem 1b, that these sections involve the adsorp-tion and desorption of p-xylene and, hence, require moresolid adsorbents.
Problem 3: Simultaneous Maximization of thePurity and Recovery of p-Xylene. In Problems 1 and2, simultaneous maximization of p-xylene recovery witha minimization of desorbent consumption was studied.In this problem, both the recovery and purity of p-xyleneare maximized simultaneously. Such types of multiob-jective problems have been solved earlier,7,25 and it hasbeen observed that these two objective functions alwayscontradict each other. The decision variables and theirbounds used for this case are same as those consideredfor Problem 1b. A mathematical description of thisproblem is given in Table 3. The Pareto optimal solution
is shown in Figure 8. The figure shows that the Paretois very sensitive near the region of high p-xylenerecovery. For p-xylene recovery from 92% to ∼98.8%,the purity of p-xylene remains very high (∼100%).Beyond this recovery value, the purity decreases verysharply and decreases to as low as 98.6% for a p-xylenerecovery value of 99.5%. The corresponding optimaldecision variables are also shown in Figure 8. OptimalQRa values are constant at low recovery values butslowly decrease at higher values of p-xylene recovery.The optimal values of QD steadily increase as thep-xylene recovery increases but become insensitive tothe maximization of objective functions thereafter.Hence, the plot of QD shows scattered points at higherp-xylene recovery values. It is observed that few vari-ables (particularly QD) show insensitivity toward objec-tive function values as long as QD above a minimumvalue is provided. However, the switching time ts andthe length of each column Lcol are related. Therefore,multiple combinations can lead to the same objectivefunction values. When the number of decision variablesis increased, the decision variable plots become signifi-cantly scattered, in comparison to the smooth variationof the Pareto. The reason behind the scatter (whichnormally depicts a lesser influence of the variable onthe objectives) is a compensating effect of the decisionvariables to generate similar, or the same, objectivevalues.36 This has recently been discussed.37
The optimum column length varies according to therecovery of p-xylene; however, the most dominatingvalue of Lcol chosen was ∼1.05 m and the optimum tschosen was that according to Lcol. The optimum columnconfigurations obtained were Ω ) 5/7/8/4 for the lowerrecovery values and Ω ) 8/4/8/4 for the higher range ofp-xylene recovery. The desorbent consumption in thiscase is certainly higher than that in earlier cases(Problems 1-2), because QD is not one of the objectivefunctions in this case and certainly, to maximize purity,one needs higher desorbent flow rates. For example, forProblem 1b, the desorbent requirement was only 2.58m3/min for a recovery of 98.26%, whereas for this case,the value of QD needed was 2.93 m3/min for the samerecovery. However, the purity is now 99.95%, as com-pared to 99.0% for Problem 1b for the same recovery.Figure 9 compares the concentration profile betweenProblem 1b and Problem 3 for a p-xylene recovery of98.26%.
Prediction of the Separation Regions and theProcess Performance from EquilibriumTriangle Theory
To understand the reliability of the optimizationresults, it is worthwhile to discuss the results usingequilibrium triangle theory35 applied to counter-currentchromatography. Storti et al.35 showed that the unitbehavior can be explained in terms of the flow rate ratioparameters relative to the four zones of the unit (seeFigure 1):
In particular, the flow rate ratio parameter (mP) mustbe larger than a critical value to achieve completeregeneration of the solid phase from the strongly ad-sorbed component, whereas the value of mS must besmaller than a critical value to achieve complete regen-
Figure 7. Comparison of Pareto optimal solution for Problem 1b(SMB process) and Problem 2 (Varicol process).
Table 4. Optimum Column Configurationsa
(Distribution) for Ncol ) 24
Ω column configuration
A 8/5/7/4B 5/8/8/3C 7/6/8/3D 8/5/8/3E 8/4/8/4
a Column distribution Ω ) A implies the number of columns insections P, Q, R, and S are 8, 5, 7 and 4, respectively, for the SMB.Column distributions Ω ) B, D, A, and E have the followingimplications for the Varicol process: t/ts ) 0-0.25 for Ω ) B; t/ts) 0.25-0.5 for Ω ) D; t/ts ) 0.5-0.75 for Ω ) A; and t/ts ) 0.75-1for Ω ) E. Note that only the optimal column configuration isshown here out of many possible column distributions for Ncol )24.
mæ )Qæ
SMBts - Vcolε
Vcol(1 - ε)(for æ ) P, Q, R, S) (13)
5710 Ind. Eng. Chem. Res., Vol. 44, No. 15, 2005

eration of the liquid phase from the weakly adsorbedcomponent. When both of these conditions are satisfied,it is possible to identify in the mQ-mR parameter plane,which is a triangular region that includes all pairs ofvalues leading to complete separation or where bothcomponents are recovered pure in the extract and in theraffinate, respectively. Also noteworthy is the fact thatthe distance from the diagonal of a point in the (mQ-mR) plane is directly proportional to the productivity andinversely proportional to the desorbent requirements.The vertex of the complete separation triangular regionthus gives the optimal operating point, with respect tosuch process performance. This region is dependent onlyon the adsorption isotherms and the feed concentrations.
To interpret the results of the optimization, we havereplotted the optimal values of the decision variablesin Figure 4 for Problem 1b, in terms of the four flowrate ratio parameters mæ (calculated from eq 13), asshown in Figure 10. This figure reveals that all operat-ing points on the Pareto correspond to a substantiallyconstant value of mP, in agreement with the equilibriumtheory that predicts a constant lower bound for such aparameter. We observe an increase in mP only for thepoints corresponding to the higher recovery rate of p-
xylene. This is due to the necessity to improve the solidregeneration in zone P to avoid the heavier componententering zone S and then polluting the raffinate. Thisalso indicates that zone P is critical in controlling therecovery of p-xylene beyond a certain value. One mustcontrol the regeneration of the solid from the heavycomponent in zone P better. On the other hand, mSundergoes smaller changes, indicating that zone S ismuch less critical to achieve the desired separationperformance in the particular case under examination.It is seen that the values of mQ and mR obtained in eachcase change very little as the recovery rate increases.This is consistent with the equilibrium theory result,which indicates that the optimal operating point (thevertex of the triangle) is independent of the feed andeluent flow rates. Moreover, the values of mQ and mRshould not vary greatly, according to equilibrium theory,which would see them constant and corresponding tothe vertex of the complete separation region. However,because of dispersion phenomena, the same change inmQ and mR is observed, and, actually, they both have atendency to decrease, as moving along the Pareto.
Figure 11 shows the mQ-mR plot. The diagonal mQ) mR corresponds to a zero feed flow rate; therefore,
Figure 8. Pareto optimal solution and corresponding decision variables for Problem 3.
Ind. Eng. Chem. Res., Vol. 44, No. 15, 2005 5711
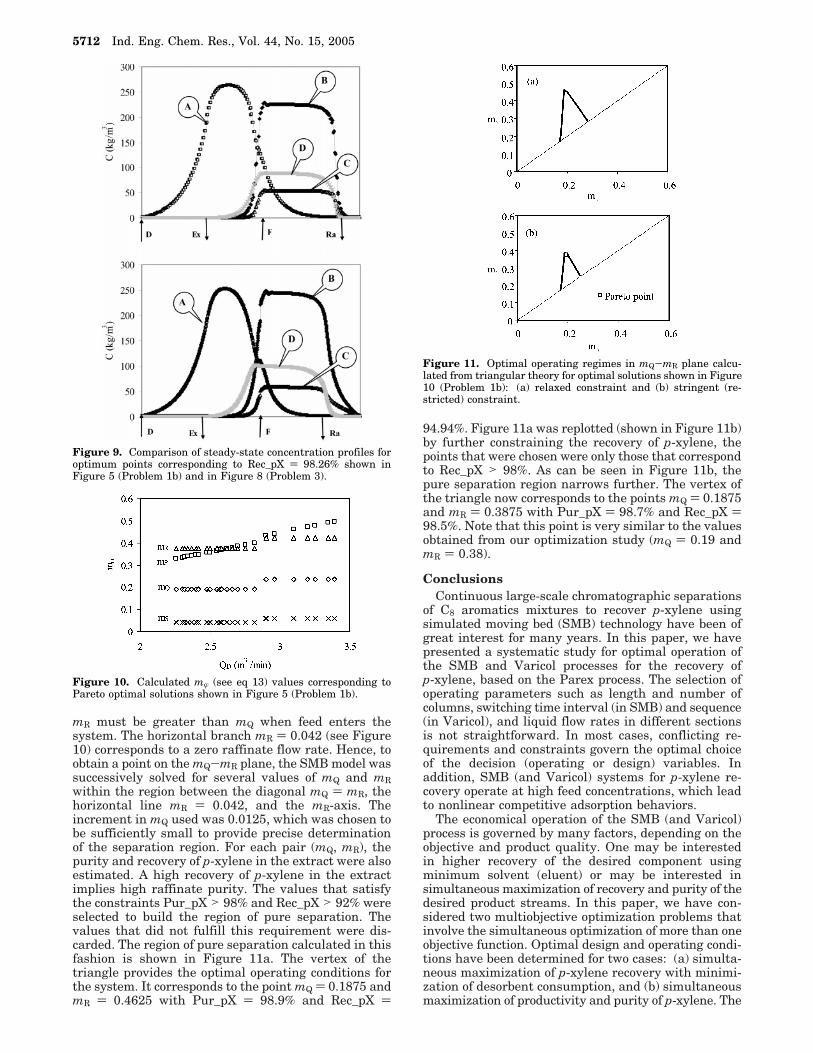
mR must be greater than mQ when feed enters thesystem. The horizontal branch mR ) 0.042 (see Figure10) corresponds to a zero raffinate flow rate. Hence, toobtain a point on the mQ-mR plane, the SMB model wassuccessively solved for several values of mQ and mRwithin the region between the diagonal mQ ) mR, thehorizontal line mR ) 0.042, and the mR-axis. Theincrement in mQ used was 0.0125, which was chosen tobe sufficiently small to provide precise determinationof the separation region. For each pair (mQ, mR), thepurity and recovery of p-xylene in the extract were alsoestimated. A high recovery of p-xylene in the extractimplies high raffinate purity. The values that satisfythe constraints Pur_pX > 98% and Rec_pX > 92% wereselected to build the region of pure separation. Thevalues that did not fulfill this requirement were dis-carded. The region of pure separation calculated in thisfashion is shown in Figure 11a. The vertex of thetriangle provides the optimal operating conditions forthe system. It corresponds to the point mQ ) 0.1875 andmR ) 0.4625 with Pur_pX ) 98.9% and Rec_pX )
94.94%. Figure 11a was replotted (shown in Figure 11b)by further constraining the recovery of p-xylene, thepoints that were chosen were only those that correspondto Rec_pX > 98%. As can be seen in Figure 11b, thepure separation region narrows further. The vertex ofthe triangle now corresponds to the points mQ ) 0.1875and mR ) 0.3875 with Pur_pX ) 98.7% and Rec_pX )98.5%. Note that this point is very similar to the valuesobtained from our optimization study (mQ ) 0.19 andmR ) 0.38).
ConclusionsContinuous large-scale chromatographic separations
of C8 aromatics mixtures to recover p-xylene usingsimulated moving bed (SMB) technology have been ofgreat interest for many years. In this paper, we havepresented a systematic study for optimal operation ofthe SMB and Varicol processes for the recovery ofp-xylene, based on the Parex process. The selection ofoperating parameters such as length and number ofcolumns, switching time interval (in SMB) and sequence(in Varicol), and liquid flow rates in different sectionsis not straightforward. In most cases, conflicting re-quirements and constraints govern the optimal choiceof the decision (operating or design) variables. Inaddition, SMB (and Varicol) systems for p-xylene re-covery operate at high feed concentrations, which leadto nonlinear competitive adsorption behaviors.
The economical operation of the SMB (and Varicol)process is governed by many factors, depending on theobjective and product quality. One may be interestedin higher recovery of the desired component usingminimum solvent (eluent) or may be interested insimultaneous maximization of recovery and purity of thedesired product streams. In this paper, we have con-sidered two multiobjective optimization problems thatinvolve the simultaneous optimization of more than oneobjective function. Optimal design and operating condi-tions have been determined for two cases: (a) simulta-neous maximization of p-xylene recovery with minimi-zation of desorbent consumption, and (b) simultaneousmaximization of productivity and purity of p-xylene. The
Figure 9. Comparison of steady-state concentration profiles foroptimum points corresponding to Rec_pX ) 98.26% shown inFigure 5 (Problem 1b) and in Figure 8 (Problem 3).
Figure 10. Calculated mæ (see eq 13) values corresponding toPareto optimal solutions shown in Figure 5 (Problem 1b).
Figure 11. Optimal operating regimes in mQ-mR plane calcu-lated from triangular theory for optimal solutions shown in Figure10 (Problem 1b): (a) relaxed constraint and (b) stringent (re-stricted) constraint.
5712 Ind. Eng. Chem. Res., Vol. 44, No. 15, 2005

optimization has been performed using a very robust,AI-based technique called the Elitist NondominatedSorting Genetic Algorithm with Jumping Genes (NSGA-II-JG). A Pareto optimal curve, which provides a set ofoptimal solutions that are equally good, is obtained forboth the SMB and Varicol systems. It was determinedthat significant improvement could be obtained for SMBperformance when column length and its distributionin various sections are selected appropriately. Moreover,Varicol process operation could lead to 100% p-xylenerecovery, which is not possible with an equivalent SMBsystem. Systematic optimization resulted in betteroperating points, in terms of treating and recoveringmore p-xylene through the use of less eluent over theindustrial operating point. Optimization results werealso explained, using equilibrium theory.
NomenclatureC ) fluid phase concentration (kg/m3)Dax ) axial diffusivity (m2/s)d ) diameter (m)K ) adsorption equilibrium constant (m3/kg)kh ) mass-transport coefficient (min-1)L ) length (m)m ) fluid-to-solid velocity ratiosN ) numberPe ) Peclet numberPur ) purity (%)q ) adsorbed concentration averaged over the particle
volume (kg/m3)qj* ) concentration at the particle surface in equilibrium
with bulk fluid (kg/m3)qm ) adsorbed phase saturation concentration (kg/kg of
solid)Q ) flow rate (m3/min)R ) radius of the pore (m)Rec ) recovery (%)t ) time (min)T ) temperature (K)UF ) fluid interstitial velocity (m/min)
Greek Letters
R ) number of mass-transfer units for a homogeneousadsorbent particle (LDF)
ν ) solid-to-fluid volume ratioø ) dimensionless lengthψ ) dimensionless velocityθ ) dimensionless timeΩ ) column configuration
Subscripts/Superscripts
col ) columnD ) desorbent, eluent, solventEB ) ethylbenzeneEx ) extractF ) feedi ) species ik ) column kNC ) number of componentspX ) p-xyleneRa ) raffinates ) switching
Literature Cited(1) Broughton, D. B.; Gerhold, C. G. Continuous Sorption
Process Employing Fixed Bed of Sorbent and Moving Inlets andOutlets, U.S. Patent No. 2,985,589, 1961.
(2) Ruthven, D. M.; Ching, C. B. Countercurrent and simulatedcountercurrent adsorption separation processes. Chem. Eng. Sci.1989, 44, 1011.
(3) Ludemann-Hombourger, O.; Nicoud, R. M.; Bailly, M. The“VARICOL” process: a new multicolumn continuous chromato-graphic process. Sep. Sci. Technol. 2000, 35, 1829.
(4) Zhang, Z.; Hidajat, K.; Ray, A. K.; Morbidelli, M. Multiob-jective optimization of simulated moving bed system and varicolprocess for chiral separation. AIChE J. 2002, 48, 2800.
(5) Subramani, H. J.; Hidajat, K.; Ray, A. K. Optimization ofsimulated moving bed and varicol processes for glucose-fructoseseparation. Chem. Eng. Res. Des. 2003, 81, 549.
(6) Yu, W.; Hidajat, K.; Ray, A. K. Optimization of reactivesimulated moving bed and varicol systems. J. Chem. Technol.Biotechnol. 2003, 78, 287.
(7) Subramani, H. J.; Hidajat, K.; Ray, A. K. Optimization ofreactive SMB and Varicol system. Comput. Chem. Eng. 2003, 27,1883.
(8) Fabri, J.; Greaser, U.; Simo, T. A. Xylenes production,separation and further processing. In Ullmann’s Encyclopedia ofIndustrial Chemistry; Wiley-VCH GmbH: Weinheim, Germany,2001.
(9) Santacesaria, E.; Morbidelli, M.; Danise, P.; Mercenari, M.;Carra, S. Separation of Xylenes on Y-Zeolite. 1. Determination ofthe adsorption equilibrium parameters, selectivities and masstransfer coefficients through finite bath experiments. Ind. Eng.Chem. Process Des. Dev. 1982, 21, 440.
(10) Santacesaria, E.; Morbidelli, M.; Servida, A.; Storti, G.;Carra, S. Separtion of Xylenes on Y-Zeolite. 2. Breakthroughcurves and their interpretation. Ind. Eng. Chem. Process Des. Dev.1982, 21, 446.
(11) Carra, S.; Santacesaria, E.; Morbidelli, M.; Storti, G.;Gelosa, D. Separtion of Xylenes on Y-Zeolite. 3. Pulse curves andtheir interpretation. Ind. Eng. Chem. Process Des. Dev. 1982, 21,451.
(12) Azevedo, D. C. S.; Neves, S. B.; Ravagnani, S. P.; Caval-cante, C. V., Jr.; Rodrigues, A. E. The influence of dead zones ofsimulated moving bed units. In Fundamentals of Adsorption 6;Elsevier: Amsterdam, The Netherlands, 1998; p 521.
(13) Hsiao, H. S.; Yih, S. M.; Li, M. H. Adsorption equilibriumof xylene isomers and p-diethylbenzene in the liquid phase on aY-zeolite. Adsorpt. Sci. Technol. 1989, 6, 64.
(14) Santacesaria, E.; Geloza, D.; Danise, P.; Carra, S. Separa-tion of Xylenes on Y-Zeolite in the Vapor Phase. 1. Determinationof the Adsorption Equilibrium Parameters and of the KineticRegime. Ind. Eng. Chem. Process Des. Dev. 1985, 24, 78.
(15) Morbidelli, M.; Santacesaria, E.; Storti, G.; Carra, S.Separation of Xylenes on Y-Zeolite in the Vapor Phase. 2.Breakthrough and Pulse Curves and Their Interpretation. Ind.Eng. Chem. Process Des. Dev. 1985, 24, 83.
(16) Storti, G.; Santacesaria, E.; Morbidelli, M.; Carra, S.Separation of Xylenes on Y-Zeolite in the Vapor Phase. 3. Choiceof the Suitable Desorbent. Ind. Eng. Chem. Process Des. Dev. 1985,24, 89.
(17) Ruthven, D. M.; Goddard, M. Sorption and diffusion of C8aromatic hydrocarbons in Faujasite type zeolites. I. Equlilbriumisotherms and separation factor. Zeolites 1986, 6, 275.
(18) Goddard, M.; Ruthven, D. M. Sorption and diffusion of C8aromatic hydrocarbons in Faujasite type Zeolites. II. Sorptionkinetics and intracrystalline diffusivities. Zeolites 1986, 6, 282.
(19) Paludetto, R.; Storti, G.; Gamba, G.; Carra, S.; Morbidelli,M. On Multicomponent Adsorption Equilibria of Xylene Mixtureon Zeolite. Ind. Eng. Chem. Res. 1987, 26, 2250.
(20) Cavalcante, C. L., Jr.; Lima, V. E.; Sousa, L. G.; Alsina,O. L. S. Sorption kinetics of aromatics in Y-zeolite pellets usingthe gravimetric method. Braz. J. Chem. Eng. 1997, 14, 191.
(21) Storti, G.; Masi, M.; Carra, S.; Morbidelli, M. Optimaldesign of multicomponent countercurrent adsorption separationprocesses involving nonlinear equilibria. Chem. Eng. Sci. 1989,44, 1329.
(22) Minceva, M.; Rodrigues, A. E. Modeling and simulation ofa simulated moving bed for the separation of p-xylene. Ind. Eng.Chem. Res. 2002, 41, 3454.
(23) Bhaskar, V.; Gupta, S. K.; Ray, A. K. Applications ofmultiobjective optimization in chemical engineering. Rev. Chem.Eng. 2000, 16, 1.
(24) Deb, K. Multi-objective Optimization Using EvolutionaryAlgorithms; Wiley: Chichester, U.K., 2001.
(25) Zhang, Z.; Hidajat, K.; Ray, A. K. Multiobjective Optimiza-tion of Simulated Countercurrent Moving-Bed ChromatographicReactor (SCMCR) for MTBE Synthesis. Ind. Eng. Chem. Res. 2002,41, 3213.
Ind. Eng. Chem. Res., Vol. 44, No. 15, 2005 5713

(26) Yu, W.; Hidajat, K.; Ray, A. K. Application of multi-objective Optimization in the Design and Operation of ReactiveSMB and Its Experimental Verification. Ind. Eng. Chem. Res.2003, 42, 6823.
(27) Yan, Z.; Hidajat, K.; Ray, A. K. Optimal design andoperation of SMB bioreactor: production of high fructose syrupby isomerization of glucose. Biochem. Eng. J. 2004, 21, 111.
(28) Pais, L. S.; Loureiro, J. M.; Rodrigues, A. E. Modelingstrategies for the enantiomers separation by SMB chromatogra-phy. AIChE J. 1998, 44, 561.
(29) Ray, A. K.; Gupta, S. K. Mathematical Methods in Chemi-cal and Environmental Engineering, 2nd Edition, Revised; Thom-son Learning: Singapore, 2004.
(30) Kasat, R. B.; Gupta, S. K. Multiobjective optimization ofan industrial fluidized bed catalytic cracking unit (FCCU) usinggenetic algorithm (GA) with the jumping genes operator. Comput.Chem. Eng. 2003, 27, 1785.
(31) Kasat, R.; Kunzru, D.; Saraf, D. N.; Gupta, S. K. Multi-objective Optimization of Industrial FCC Units Using Elitist Non-dominated Sorting Genetic Algorithm. Ind. Eng. Chem. Res. 2002,41, 4765.
(32) McKlintock, B. The Discovery and Characterization ofTransposable ElementssThe Collected Papers of BarbaraMcKlintock; Garland: New York, 1987.
(33) Nandasana, A. D.; Ray, A. K.; Gupta, S. K. Applicationsof the nondominated sorting genetic algorithm (NSGA) in chemicalreaction engineering. Int. J. Chem. Reactor Eng. 2003, 1 (R2), 1.
(34) Wongso, F.; Hidajat, K.; Ray, A. K. Optimal operating modefor enantioseparation of SB-553261 racemate based on SMBtechnology. Biotechnol. Bioeng. 2004, 87, 704.
(35) Storti, G.; Baciocchi, R.; Mazzotti, M.; Morbidelli, M.Design of Optimal Operating Conditions of Simulated Moving BedAdsorptive Separation Units. Ind. Eng. Chem. Res. 1995, 34, 288.
(36) Tarafder, A.; Rangaiah, G. P.; Ray, A. K. Multiobjectiveoptimization of an industrial styrene manufacturing process.Chem. Eng. Sci. 2005, 60, 347.
(37) Tarafder, A.; Rangaiah, G. P.; Ray, A. K. A study ofneighbourhood multimodal multi-objective (nM3O) solutions inchemical process optimization. Comput. Chem. Eng. submitted,2005.
Received for review November 23, 2004Revised manuscript received May 6, 2005
Accepted May 23, 2005
IE0488694
5714 Ind. Eng. Chem. Res., Vol. 44, No. 15, 2005






















![Large Scale Optimal Control Problems - [email protected]](https://img.dokumen.tips/doc/110x75/6207513a49d709492c303981/large-scale-optimal-control-problems-emailprotected.jpg)





