Embed Size (px)
Citation preview

Optim QL/QL1 quenched and temperedstructural steelsQuenched and tempered Optim™ 700 QL/QL1 structural steels improve the performance, durability and safety of vehicles,lifting equipment and steel structures. They are easy to weld, bend and cut. With Optim 700 QL/QL1 steels structures canbe made lighter increasing payload and energy efficiency. These extra highstrength, quenched and tempered (Q), lowtemperature tough (L) structural steels meet the EN 100256 requirements. Optim 700 QL corresponds to S690QL gradeand Optim 700 QL1 corresponds to S690QL1 grade. Typical applications are demanding loadbearing structures.
S960QL grade plates now also available from Ruukki. For more information, please contact your local Ruukkirepresentative.
Applications:• Machine building
• Steel constructions
• Framework structures
• Lifting and mobile equipment
• Vehicles and transport equipment
The information on our web site is accurate to the best of our knowledge and understanding. Although every effort has been made to ensureaccuracy, the company cannot accept any responsibility for any direct or indirect damages resulting from possible errors or incorrect
application of the information of this publication. We reserve the right to make changes.
Copyright © 2014 Rautaruukki Corporation. All rights reserved.
Document printed on 28.10.2014 www.ruukki.com
Dimensions
The steel is delivered as heavy plates.
Heavy plates
Thickness mm Width mm Length m
6 7.99 2000 3050 2 12.5
8 30 2000 3200 2 12.5
30.01 40 2000 3200 2 12
40.01 601) 2000 3050 2 12
40.01 552) 2000 3050 2 12
55.01 602) 2000 2600 2 12
1) Optim 700 QL2) Optim 700 QL1
Plates longer than 12.5m (12m) can be delivered by separate agreement.
Tolerances
Tolerances on dimensions and shapes:
• Heavy plates, EN 10029.
• Thickness tolerances EN 10029 Class A.
• Flatness EN 10029 Class N, steel type H.
Smaller tolerances can be agreed upon at the time of order.
Surface quality
Suface quality: EN101632 Class A 3.
Plates can be delivered in asrolled or shopprimed condition.
Properties
Materials testing
Materials testing and sampling are carried out in compliance with EN 100256.
Mechanical properties
Optim 700 QL and Optim 700 QL1. Transverse tensile test.
Thicknessmm
Rp0.2 or ReHMPa Minimum
Rm MPa A % Minimum
6 50 690 770 940 14
50.01 60 650 760 930 14
Optim 700 QL and Optim 700 QL1. Impact strength test on longitudinal Charpy V specimens1).
Ruukki Optim Optim 700 QL Optim 700 QL1
Testing temperature 40 °C 60 °C
Impact energy, 10x10mm 30J minimum 30J minimum
Optim QL/QL1 quenched and tempered structuralsteels
2
Ruukki Optim Optim 700 QL Optim 700 QL1
Standard equivalence S690QL EN 100256 S690QL1 EN 100256
1) If agreed at the time of order, ChV 27J transverse minimum (according to EN 100256 option 30).
Chemical composition
Optim 700 QL and Optim 700 QL1. Chemical composition, content % (ladle analysis), maximum. The steel is grainrefined
C Si Mn P S Cr Cu Ni Mo B
0.20 0.80 1.70 0.020 0.010 1.50 0.50 2.00 0.70 0.005
Carbon equivalent values (CEV)
CEV = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
Optim 700 QL and Optim 700 QL1. CEV
Thickness mm: 6 12 (12) 35 (35) 40 (40) 60
CEV maximum 0.43 0.53 0.63 0.63
CEV typical 0.40 0.50 0.56 0.58
Prefabrication services
A wide variety of prefabrication choices is available for heavy plates, such as cut shapes, bent plates and precision cutplates with edge bevels.
Wide flats
Wide flats from plate are ready for assembly and dimensionally accurate. They speed up the manufacture of steel structuresand assembly, and avoid wasting material. Thanks to the extensive range available, steel grades best suited for theapplication in question can be used.
Bevelling
Precision cut plates with a bevelled edge are components that can be delivered directly to the installation site, which savestime and reduces transport and storage costs. The dimensionally accurate groove ensures uninterrupted automated weldingand fitting.
Bent plate products
Bent plate products are components that are ready to be delivered to the installation site, which is beneficial in terms ofschedule as well as transport and storing costs. If needed, the products can also be ordered as shopprimed, furnished withwelding bevels, and cut to shape. Premarked matchmarks facilitate installation.
Processing instructions
Optim 700 QL steel grade is designed to facilitate all the workshop processes, such as cutting, bending, welding andmachining. Due to its high yield strength, the quenched and tempered steel requires special care during plate processing. Ingeneral, the processing technique of the customer has a crucial role in achieving good performance for the productsmanufactured of quenched and tempered steels. For example, it is recommended to bring plates stored in cold placeindoors 24h prior to processing.
Optim QL/QL1 quenched and tempered structuralsteels
3
Bending
Optim 700 QL and Optim 700 QL1. Minimum permissible bend radius, bend angle 90°
Thickness (t) mm Minimum permissible inside bend radius R
≤ 20 2.5 x t
No limitations on bending direction.
Welding
The weldability is good, and all common manual and automatic welding processes can be used. Welding has to be carriedout in accordance with EN 100256 and EN 10112 (Welding. Recommendations for welding of metallic materials. Part 2:Arc welding of ferritic steels). The best result is obtained using low hydrogen welding methods and consumables (weldmetal hydrogen content HD is a maximum of 5 ml/100g). The surfaces to be welded must be dry and clean to eliminateremnants of rust, flaking, grease, or paint, as well as rough edges from flame cutting.
Download information about welding.
Working temperature
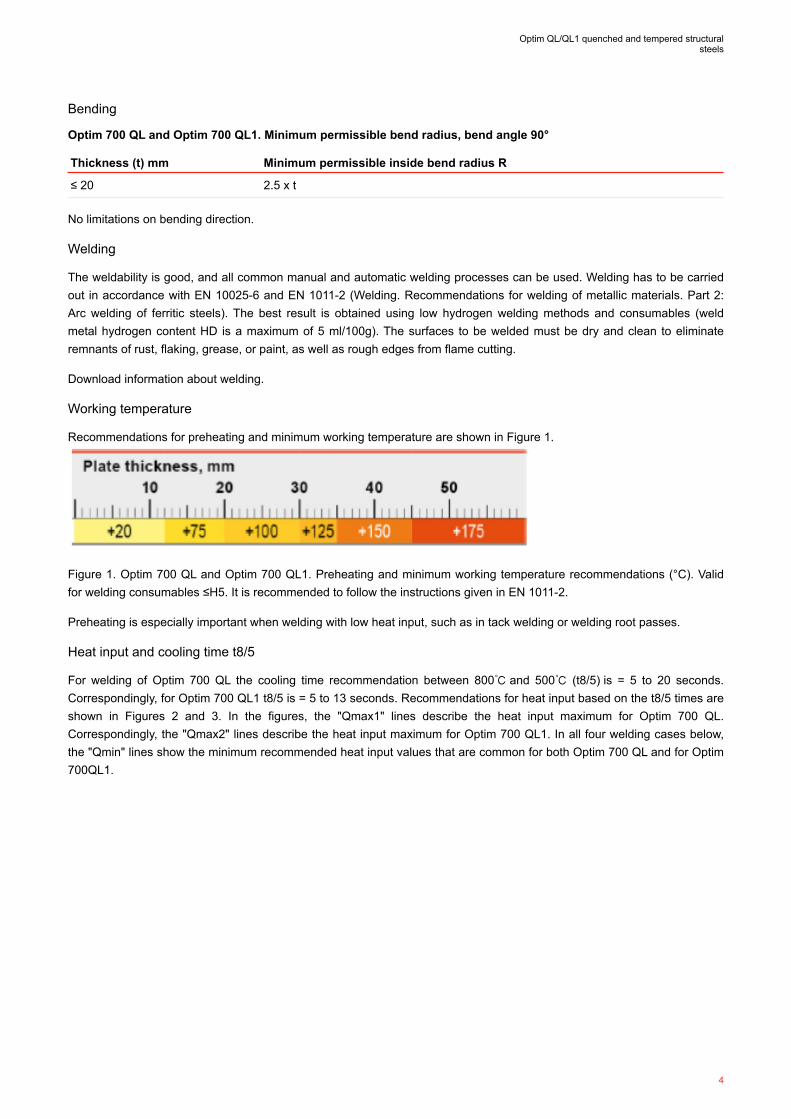
Recommendations for preheating and minimum working temperature are shown in Figure 1.
Figure 1. Optim 700 QL and Optim 700 QL1. Preheating and minimum working temperature recommendations (°C). Validfor welding consumables ≤H5. It is recommended to follow the instructions given in EN 10112.
Preheating is especially important when welding with low heat input, such as in tack welding or welding root passes.
Heat input and cooling time t8/5
For welding of Optim 700 QL the cooling time recommendation between 800℃ and 500℃ (t8/5) is = 5 to 20 seconds.Correspondingly, for Optim 700 QL1 t8/5 is = 5 to 13 seconds. Recommendations for heat input based on the t8/5 times areshown in Figures 2 and 3. In the figures, the "Qmax1" lines describe the heat input maximum for Optim 700 QL.Correspondingly, the "Qmax2" lines describe the heat input maximum for Optim 700 QL1. In all four welding cases below,the "Qmin" lines show the minimum recommended heat input values that are common for both Optim 700 QL and for Optim700QL1.
Optim QL/QL1 quenched and tempered structuralsteels
4

Figure 2. Optim 700 QL and Optim 700 QL1. Butt welds. General heat input (Q) recommendations. Valid with matching orundermatching consumables with hydrogen content of ≤H5.
Figure 3. Optim 700 QL and Optim 700 QL1. Fillet weld in T joints. General heat input (Q) recommendations. Valid withmatching or undermatching consumables with hydrogen content of ≤H5.
Four notes regarding heat input in Figures 2 and 3:
NOTE 1) A general recommendation for Optim 700 QL, heat input = Q min – Q max1 (t8/5= 5 to 20 seconds). NOTE 2) Ageneral recommendation for Optim 700 QL1, heat input = Q min – Q max2 (t8/5= 5 to 13 seconds).
Moreover, the heat input limit Q min – Q max2 is recommended for Optim 700 QL when the application requires optimizedweld joint strength and toughness.
NOTE 3) In multirun welding, using the recommended heat put of figures 2 and 3, the maximum interpass temperature isas follows:
Optim QL/QL1 quenched and tempered structuralsteels
5
• +100°C, thickness 6 mm ≤ t ≤ 12 mm
• +125°C, thickness 12 mm < t ≤ 20 mm
• +175°C, thickness 20 mm < t ≤ 25 mm
• +225°C, thickness 25 mm < t ≤ 60 mm.
NOTE 4) In case when higher interpass temperature than above is needed, the maximum allowable heat input is lower thanthat in figures 2 and 3. The maximum allowable heat input is casespecific, and a welding procedure test is recommendedto be carried out in order to define it. However, the interpass temperature should not be higher than +300°C.
Welding consumables
To eliminate the risk of cold cracking, the hydrogen content of the weld joint must be kept as low as possible. This meansthat lowhydrogen welding consumables (HD ≤ 5 ml/100g) are recommended. The consumables have to be protectedagainst any absorption of moisture during transport, storage and use. If necessary, the consumables (welding fluxes, basiccovered electrodes) have to be redried according to the manufacturer’s instructions immediately before welding.
The consumables shown in the table below are matching. Matching consumables provide structures that lead to the samestrength level as in the base material.
Consumables for welding of Optim 700 QL/QL1
Welding process / Consumables EN Classification AWS Classification
MIG/MAG solid wire EN ISO 16834 SFA / AWS A5.28
OK AristoRod 69, Union NiMoCr,LNM MoNiVa, X70IG, NiMoCrIG
G Mn3Ni1CrMo ER110SG
MIG/MAG metal cored wire EN ISO 18276 / EN ISO17632 SFA / AWS A5.28
OK Tubrod 14.03 T 69 4 Mn2NiMo M M 2 H5 E110CG
MIG/MAG flux cored wire EN ISO 18276 / EN ISO 17632 SFA / AWS A5.28
OK Tubrod 15.09, Megafil 742 M,Fluxofil M42, Union MV NiMoCr
T 69 4 Z P M 2 H50 E111T1K3MJH4
MMA, electrode EN ISO 18275 / EN ISO 2560 SFA / AWS A5.5
OK 75.75, FOX EV 85, TENACITO 80,Conarc 85
E 69 4 Mn2NiCrMoB 42 H5 E 69 4 Mn2NiCrMoB 42 H5
SAW wire + flux EN ISO 26304 / 14171 SFA / AWS A5.23
OK Autrod 13.43+OK Flux 10.62,Union S 3 NiMoCr + UV 421 TT
S 69 6 FB S3Ni2.5CrMo F11A8EGG / F11A8EGG
Consumables for welding of Optim 700 QL/QL1. Lowtemperature (60°C)
MIG/MAG, Solid wire: NiCrMo 2,5IG, Union NiMoCr
MMA, Electrode: FOX EV 85
SAW, Wire + Flux: 3 NiCrMo 2,5UP + BB 24, Union S 3 NiMoCr + UV 421 TT
The selection tables above are not exclusive and should not be taken as any deprecation of the suitability of othercorresponding consumables. Corresponding consumables from other suppliers/manufacturers are equally applicable. Thevalidity of any recommendations should be verified with the manufacturer before welding.
Optim QL/QL1 quenched and tempered structuralsteels
6

Undermatching consumables (softer than the base material) may be used in certain applications. These lower alloyedconsumables are suitable for joints subjected to lower loads. Particularly root passes and singlepass fillet welds undergoan alloying through dilution with the parent steel. For these welds lower alloyed consumables are more often used than forthe filling and capping passes. The benefit of the lower alloyed consumables is that the ductility of the weld metal is betterthan that of the higher strength consumables.
Thermal cutting
The Optim 700 QL and Optim 700 QL1 steel grades are designed to facilitate all thermal cutting processes, including flame,plasma and laser cutting. Under normal conditions thermal cutting can be carried out without any difference compared tocutting of low alloyed structural steels. Anyway, experience has shown that a slight preheating may be beneficial for flamecutting in workshop circumstances: +50°C for plate thicknesses 20 to 50 mm and +100°C for thicknesses 50 to 60 mm.
Heat treatment
Heat treatment is mainly used in order to reduce residual stresses after welding and other workshop fabrication. Heattreatment is not normally used nor recommended for quenched and tempered highstrength steels. Optim QL/QL1steels can be heat treated when this is specified in the design instructions of the steel construction. The generalrecommended procedure for stressrelieving is as follows:
• Holding temperature +550 to +580°C
• Heating and cooling rate maximum 100°C/h
• Holding time 2 min/mm of single plate thickness, minimum 30 minutes.
Please note, that the strength and toughness properties in the welded joints as well as in the parent metal may be reduceddue to heat treatment. The exact changes of mechanical properties depend on how the heat treatment process is carriedout.
Hot working
The steel’s mechanical properties are achieved by a quenching and tempering process. Optim QL/QL1 steel grades are notsuited for applications requiring hot working at temperatures above +550°C since the material may lose its guaranteedmechanical properties.
Flame straightening
Flame straightening should be carried out under consideration of the mechanical properties of the steel. The hot spottemperature must not exceed +550°C, as this could lead to local softening and strength reduction. Particular care must betaken if the structure is subject to dynamic loads and thus fatigue damage.
Optim QL/QL1 quenched and tempered structuralsteels
7
Safety instructions
Highstrength quenched and tempered steels must be processed with special care in the engineering workshop. Steelsupplier instructions and good engineering workshop practices form an essential part of work quality and safety. Appropriatehealth and safety precautions must be taken when welding, cutting, grinding or otherwise working highstrength Optim QL/QL1 steels. New employees must receive proper induction to their duties.
The content of this document has been created from web page last updated 31 Aug 2014Our sales and technical support are happy to give you more information. Visit www.ruukki.com/contactus.
Optim QL/QL1 quenched and tempered structuralsteels
8












![Lenovo H50 SeriesHardware Maintenance Manual · Lenovo H50 Series Hardware Maintenance Manual Machine Types: 90C1 [H50-00]; 90BH [H50-05]; 90B6 [H50-50 ES]; 90B7 [H50-50 Non-ES];](https://img.dokumen.tips/doc/110x75/5f059c037e708231d413cfc0/lenovo-h50-serieshardware-maintenance-manual-lenovo-h50-series-hardware-maintenance.jpg)
















