Embed Size (px)
Citation preview

Optics and Laser Technology 100 (2018) 165–175
Contents lists available at ScienceDirect
Optics and Laser Technology
journal homepage: www.elsevier .com/locate /opt lastec
Review
[INVITED] Computational intelligence for smart laser materialsprocessingq
https://doi.org/10.1016/j.optlastec.2017.10.0110030-3992/� 2017 Elsevier Ltd. All rights reserved.
q Invited article by the Associate Editor: Giampaolo Campana.E-mail address: [email protected]
Giuseppe CasalinoLaboratory for Computational Intelligence in Manufacturing, DMMM, Politecnico di Bari, Bari 70126, Italy
a r t i c l e i n f o
Article history:Received 9 April 2017Received in revised form 8 September 2017Accepted 11 October 2017Available online 7 November 2017
Keywords:Computational intelligenceSoft computingLaser materials processing
a b s t r a c t
Computational intelligence (CI) involves using a computer algorithm to capture hidden knowledge fromdata and to use them for training ‘‘intelligent machine” to make complex decisions without humanintervention. As simulation is becoming more prevalent from design and planning to manufacturingand operations, laser material processing can also benefit from computer generating knowledge throughsoft computing.This work is a review of the state-of-the-art on the methodology and applications of CI in laser mate-
rials processing (LMP), which is nowadays receiving increasing interest from world class manufacturersand 4.0 industry. The focus is on the methods that have been proven effective and robust in solvingseveral problems in welding, cutting, drilling, surface treating and additive manufacturing using the laserbeam.After a basic description of the most common computational intelligences employed in manufacturing,
four sections, namely, laser joining, machining, surface, and additive covered the most recent applicationsin the already extensive literature regarding the CI in LMP. Eventually, emerging trends and futurechallenges were identified and discussed.
� 2017 Elsevier Ltd. All rights reserved.
Contents
1. Lasers in manufacturing processes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1652. Computational intelligence (CI). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 166
2.1. Artificial neural networks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1662.2. Fuzzy logic and adaptive neuro-fuzzy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1672.3. Metaheuristic. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1682.4. Solving problems with CI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 169
3. Applications in laser joining . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1694. Applications in laser machining and micromachining . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1715. Applications in surface engineering . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1726. Applications in rapid prototyping and additive manufacturing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1737. Emerging trends and future opportunities for CI in LMP. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 174
References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 174
1. Lasers in manufacturing processes
Since the early industrial applications, which have focused onprocesses such as welding, machining, and heat treatment, the
laser materials processing has evolved and included laser forming,shock peening, laser additive fabrication, micromachining, andnanoprocessing [1]. New opportunities for the application of lasersin materials processing have been following the development ofnew high-power laser sources with new wavelengths such assemiconductor lasers (800–1000 nm), Neodymium doped YAG(Nd: YAG) lasers (1064 nm) and Excimer (126–351 nm). The laser

166 G. Casalino /Optics and Laser Technology 100 (2018) 165–175
power increases steadily whereas the power consumption of lasersystems decreases. The ability to move the laser focus very quickover the work piece surface has improved the performance andaccuracy and many laser manufacturing processes have beenimproved (e.g. laser-welding, forming, hardening, prototyping,lithography) [2]. Therefore, lasers have proved to be versatile andhave reached a growing success among the world classmanufacturers.
All laser material processing operations can be controlled by anappropriate combination of power density and interaction time.Those processes are divided into three major classes, namely, heat-ing without melting or vaporizing like in surface hardening, melt-ing without vaporizing like in cladding and vaporizing like incutting [3]. Many process parameters play major roles in designand realization of a laser manufactured product. The working con-ditions can affect the laser machine performance, the beam stabil-ity, and the operation precision and repeatability. Given thecomplexity of handling the laser material interaction in an indus-trial site, the computer has gained a leading position in conduction,correction, and optimization of every laser application to manufac-turing. Soft computing is becoming the leading tool for engineeringsystems handling. In the case of laser systems, it can be exploitedfor the selection of process parameters and monitoring that arerequired to achieve the desired results in terms of processingspeed, efficiency, quality and reproducibility.
Computational intelligence represents a large growing slice ofsoft computing techniques. They are consolidated tools for model-ing, characterization, and forecasting in material engineering [4].The most used but not limited-to CIs are artificial neural network(ANN), genetic algorithm (GA), fuzzy logic (FL), metaheuristicmethods. They are highly result oriented, smarter, useful and lessexpensive than conventional computational techniques.
They can help solving out problems entangled with processinvestigation, modeling, optimization, and control, also in collabo-ration with statistics, numerical and analytical tools. Amongnumerical methods, Finite element method (FEM) is one of themost popular methods in solving partial differential equations(PDEs) governing domains with irregular geometries. While highlyaccurate, FEM can be computationally slow when applied to com-plex problems like laser materials interaction. The application ofexisting models of computation from the artificial intelligencecommunity, however, can greatly simplify program development,ease the burden of maintenance, and result in a more robust sys-tem. There are several applications in the field of manufacturingthat demonstrate the synergy between the two numerical tech-niques [5–7].
Statistical approach is a general term governing the applicationof a statistical model in the selected field in which it revolves a
Fig. 1. Biological neurons representation (
probability distribution built to facilitate deductions made fromavailable data. A basic statistical approach is based on the designof experiment [8]. Hybrid CI-statistics design strategy for thedetermination of the optimum laser parameters which simultane-ously meets the requirements for several quality characteristicscan be determined. The optimal parameter settings that yield themaximal synthetic performance measure can be determined [9].
The applications covered in this paper group into four sections,namely, laser joining, laser machining and micromachining, lasersurfacing engineering, and laser prototyping and additive. Besidesbriefly discussing the scope and principle of these processes, eachsection gives a picture of the most recent references related withthe application of CI to laser materials processing (LMP).
Finally, the emerging trends and future challenges in the appli-cation of CI simulation to LMP were identified and discussed.
2. Computational intelligence (CI)
The use of computers for better understanding and interpreta-tion of processes is spread through human activities so are thecomputational intelligences. This paragraph provides a briefdescription of the computational intelligences that were used inthe laser materials processing that are collected in this paper.Those CI are just a part of the large world of available intelligentalgorithms. However, it is reasonable to limit the survey to artifi-cial neural networks, fuzzy logic and adaptive neuro-fuzzy (ANF),metaheuristic techniques.
2.1. Artificial neural networks
Artificial neural networks (ANN) are the most popular artificiallearning tool in computer science and other research disciplines.These systems are self-learning and trained, rather than explicitlyprogrammed, and excel in areas where the solution or featuredetection is difficult to express in a traditional computer program.
They act like a biological brain whose basic unit is the neuron.Each neural unit links many others, and it can enhance or inhibitthe activation state of adjoining neural units. Each individual neu-ral unit computes using summation function (R) the weighted (w)signal (x) coming from the unit ahead. There may be a thresholdfunction or limiting function on each connection and on the unit(bias) such that the signal must surpass the limit before propagat-ing to other neurons (y) (Fig. 1).
The computational neural units are stored in layers so the signalpath traverses from the first (input), to the last (output) layer ofneural units. Neural networks typically consist of multiple layersand the signal path traverses from the first (input), to the last (out-put) layer of neural units (Fig. 2).
left) and mathematical model (right).

Fig. 2. Multilayer neural network.
G. Casalino / Optics and Laser Technology 100 (2018) 165–175 167
The weights (ws) of classical neural network are calculated dur-ing the training phase. In that phase a forward stimulus, which canbe the process parameters, is elaborated from the input layer andthe output, which can be the piece features or properties, is pro-duced from the output layer. A backpropagation error signal is cal-culated as a function of the difference between the network outputand the actual result, which is known in advance, and the weightsare updated in an upstream fashion using the error or ‘‘loss” func-tion. The cycle is repeated until a desired small error between theoutput and the actual result is obtained. After training, a set of goodweights and bias values have been found. When a new set of data ispresented to the input layer, the trained network will respond cal-culating the output as the neurons have learned to recognize duringtheir training phase. In this is the way, the feed-forward back prop-agation neural network generates new knowledge.
There are some variations of the back-propagation learningtechnique, they are batch, incremental and Levenberg-Marquardtback propagation. In the batch mode, the weights and biases ofthe network are updated only after the entire training set has beenapplied to the network. The gradients calculated at each trainingexample are added together to determine the change in theweights and biases [10]. The ‘‘incremental backpropagation learn-ing network”, employs bounded weight modification and struc-tural adaptation learning rules and applies initial knowledge toconstrain the learning process. It is especially crucial for a learningsystem which continually receives input and must process it in areal-time manner [11]. The Levenberg-Marquardt (LM) algorithmis an iterative technique that locates the minimum of a functionthat is expressed as the sum of squares of nonlinear functions. Ithas become a standard technique for nonlinear least-squares prob-lems and can be thought of as a combination of steepest descentand the Gauss-Newton method [10].
Backpropagation is a supervised learning method, whichrequires a known, desired output for each input value for the learn-ing phase. ‘‘Unsupervised” machine learning is the machine learn-ing task of inferring a function to describe hidden structure from‘‘unlabeled” data (a classification or categorization is not includedin the observations). Among neural network models, the self-organizing map (SOM) and adaptive resonance theory (ART) arecommonly used unsupervised learning algorithms.
Often, a form of reinforcement learning can be used for unsu-pervised learning. This kind of learning can be powerful becauseit assumes no pre-discovered classification of examples. In somecases, for example, our classifications may not be the best possible.A second type of unsupervised learning is called clustering. In thistype of learning, the goal is not to maximize a utility function, but
simply to find similarities in the training data. The assumption isoften that the clusters discovered will match reasonably well withan intuitive classification [12].
The radial basis function (RBF) is a variant for neural networkcomputing. A radial basis function is a real-valued function whosevalue depends only on the distance from the origin. The input in anRBF is non-linear while the output is linear. RBF have non-linearapproximation properties that enable them to model complexmappings, while linear classifier like perceptron can only modelby means of multiple intermediary layers. Radial basis ANNs areembedded in two layers [13].
The dynamic neural network is the evolution of the static neuralnetwork. While in the static (feedforward) neural network the out-put is calculated directly from the input through feedforward con-nections, the output of a dynamic network depends not only on thecurrent input, but also on the current or previous inputs, outputs,or states of the network. Dynamic neural networks not only dealwith nonlinear multivariate behavior, but also include the learningof time-dependent behavior such as various transient phenomenaand delay effects. Techniques to estimate a system processfrom observed data fall under the general category of systemidentification [14].
In recent years, deep artificial neural networks (DNN) havegained noticeably attention. A deep neural network is an ANN withmultiple hidden layers of units between the input and output lay-ers, which are composed of multiple linear and non-linear transfor-mations. DNN can model complex non-linear relationships andperform very rapid calculation [15]. Both supervised and unsuper-vised learning method are possible with DNN. Deep learning is partof a broader family of machine learning methods based on learningdata representations. Some of the representations are inspired byadvances in neuroscience and are loosely based on interpretationof information processing and communication patterns in a ner-vous system, such as neural coding which attempts to define arelationship between various stimuli and associated neuronalresponses in the brain [16].
2.2. Fuzzy logic and adaptive neuro-fuzzy
Fuzzy Logic (FL) is a method of reasoning that resembles humanreasoning. The approach of FL imitates the way of decision makingin humans that involves intermediate possibilities between digitalvalues YES and NO that are the fuzzy sets. Instead of precision andaccuracy, fuzzy logic carries a level of tolerance for imprecision,which can result from inexact measurements or gained fromimperfectly codifying expert knowledge [17]. Therefore, fuzzy logic

Fig. 3. Structure of fuzzy logic. Fig. 4. Structure of ANFIS algorithm.
168 G. Casalino /Optics and Laser Technology 100 (2018) 165–175
lets to rely on the experience of people who already know the pro-cess, which is different to neural networks, which takes trainingdata and generates close, impermeable models.
A Fuzzy Logic Systems Architecture (FLSA) has four main partsas shown in Fig. 3.
The fuzzification module (fuzzifier) transforms the systeminputs, which are crisp (defined) numbers, into fuzzy sets. Theknowledge base module (rules) stores IF-THEN rules, which areprovided either by measurements or experts. The inference engine(intelligence) simulates the human reasoning process by makingfuzzy inference on the inputs and IF-THEN rules. The defuzzifica-tion module (defuzzifier) transforms the fuzzy set obtained bythe inference engine into a crisp value. A membership functionsallow to be quantifying linguistic term and represent a fuzzy setgraphically. It quantifies the degree of membership of the inputelements to the fuzzy sets. The parameters of the membershipfunction are chosen arbitrarily and the rule structure is essentiallypredetermined by the user’s interpretation of the characteristics ofthe variables in the model [18].
Two major types of fuzzy rules exist, namely, Mandeni fuzzyrule and Takagi-Suen-Kang (TSK) one. Mamdani’s fuzzy inferencemethod is the most commonly seen fuzzy methodology. The basicstructure of Mamdani fuzzy inference system is a model that mapsinput characteristics to input membership functions, input mem-bership functions to rules, rules to a set of output characteristics,output characteristics to output membership functions, and theoutput membership functions to a single-valued output or a deci-sion associated with the output. TSK is like the Mamdani method inmany respects. The first two parts of the fuzzy inference process,fuzzifying the inputs and applying the fuzzy operator, are thesame. The main difference between Mamdani and Sugeno is thatthe TSK output membership functions are either linear or constant,which can suit excellently for modeling nonlinear systems byinterpolating between multiple linear models [19].
Fuzzy logic can apply to a variety of issues in manufacturing tomodel the functional dependencies between operational and deci-sional characteristics [17].
An adaptive neuro-fuzzy inference system (ANFIS) is a kind ofartificial neural network that is based on Takagi–Sugeno fuzzyinference system. The technique was developed in the early1990s. It integrates both neural networks and fuzzy logic principlesand has the potential to capture the benefits of both in a singleframework. ANFIS can predict input/output relationship of givenset of data that can be continuously updated. These systems havethe potential to adaptively control manufacturing processes.
The neuro-adaptive learning method works similarly to that ofneural networks. Neuro-adaptive learning techniques provide amethod for the fuzzy modeling procedure to learn informationabout a data set. It computes the membership function parametersthat best allow the associated fuzzy inference system to track thegiven input/output data. ANFIS constructs a fuzzy inference system(FIS) from given input/output data set, whose membership func-tion parameters are adjusted using either a backpropagation algo-
rithm alone or in combination with a least squares type of method.This adjustment allows the fuzzy systems to learn from the datathey are modeling.
The membership functions can be tailored to the input/outputdata to account for variations in the data values. Collection ofinput/output data can be used for modeling, model-following, orsome similar scenario.
Fig. 4 shows the structure of ANFIS that is composed of fivefunctional blocks.
2.3. Metaheuristic
In computer science and mathematical optimization, a meta-heuristic is a higher-level procedure or heuristic designed to find,generate, or select a heuristic (partial search algorithm) that mayprovide a sufficiently satisfactory solution to an optimizationproblem,
A metaheuristic is formally defined as an iterative generationprocess which guides a subordinate heuristic, which is an aid tolearning, discovery, or problem-solving by experimental and espe-cially trial-and-error methods, by combining intelligently differentconcepts for exploring and exploiting the search space, learningstrategies are used to structure information to find efficientlynear-optimal solutions [20].
They are strategies that ‘‘guide” the search process whose goalis to efficiently explore the search space to find near-optimal solu-tions. The techniques which constitute metaheuristic are algo-rithms that range from simple local search procedures tocomplex learning processes. They are approximate and usuallynon-deterministic and may provide a sufficiently satisfactory solu-tion to an optimization problem. They are often nature-inspired.
There are a wide variety of metaheuristics [21]. In laser materi-als processing, metaheuristics such as genetic algorithms (GA),particle swarm optimization (PSO), simulated annealing (SA) havebeen employed.
GA are commonly used to generate high-quality solutions tooptimization and search problems by relying on bio-inspiredgenetic operators such as mutation, crossover and selection of achromosome. The evolution usually starts from a population ofrandomly generated individuals, and is an iterative process, withthe population in each iteration called a generation. In each gener-ation, the fitness of every individual in the population is evaluated;the fitness is usually the value of the objective function in the opti-mization problem being solved. A typical genetic algorithmrequires a genetic representation of the solution domain and a fit-ness function to evaluate the solution domain.
Once the genetic representation and the fitness function aredefined, a GA proceeds to initialize a population of solutions andthen to improve it through repetitive application of the mutation,crossover, inversion and selection operators. Many applicationsoperate more effectively using a hybrid systems approach. Forinstance, GA can be coupled with ANFIS. The best parameters for

G. Casalino / Optics and Laser Technology 100 (2018) 165–175 169
the membership function can be obtained by genetic algorithms[22].
PSO is an evolutionary algorithm that optimizes a problem byiteratively trying to improve a candidate solution about a givenmeasure of quality. It solves a problem by having a population ofcandidate solutions, here dubbed particles, and moving these par-ticles around in the search-space according to simple mathemati-cal formulae over the particle’s position and velocity. It makesfew or no assumptions about the problem being optimized andcan search very large spaces of candidate solutions. However,metaheuristics such as PSO do not guarantee an optimal solutionis ever found. It works simulating social behavior as a stylized rep-resentation of the movement of organisms in a bird flock or fishschool [23].
SA is a probabilistic technique for approximating the globaloptimum of a given function. For problems where finding anapproximate global optimum is more important than finding a pre-cise local optimum in a fixed amount of time, simulated annealingmay be preferable. The name and inspiration come from annealingin metallurgy, a technique involving heating and controlled coolingof a material to increase the size of its crystals and reduce theirdefects. As the metal cools its new structure becomes fixed, conse-quently causing the metal to retain its newly obtained properties.In simulated annealing, a temperature variable simulates this heat-ing process. The temperature is set initially high and then it slowscool as the algorithm runs. While this temperature variable is highthe algorithmwill be allowed, with more frequency, to accept solu-tions that are worse than our current solution. This gives the algo-rithm the ability to jump out of any local optimums it finds itself inearly on in execution.
As the temperature is reduced so is the chance of acceptingworse solutions. The algorithm gradually focuses in on an areaof the search space in which hopefully, a close to optimum solu-tion can be found. This gradual ’cooling’ process is what makesthe simulated annealing algorithm remarkably effective at findinga close to optimum solution when dealing with large problemswhich contain numerous local optimums. The simulated anneal-ing algorithm is excellent at avoiding getting stuck in localoptimums [24].
2.4. Solving problems with CI
Problems in engineering applications are numerous but theyhave some very common features like inferring relationshipbetween the input and output of the process, recognition and clas-sification of properties and objects, identifying membership, selec-tion of the optimal parameters and optimization of process, flexiblereconfiguration of manufacturing machines. Table 1 shows at-a-glance the applicability of computational intelligence to thoseproblems.
Then, the most recent applications of CI to laser materials pro-cessing are presented. The list is not complete but wishes to givethe reader the stimulus to investigate further the subject of thisreview and discover how these tools can help to overcome the
Table 1Most common applications of computational intelligence in engineering problems.
Algorithm INFERENCE CLASSIFICATION ID
ANN * * *FUZZY * *ANFIS * * *GA *PSOSA * *
ever-rising difficulties in the investigation and industrializationof the laser material processes.
3. Applications in laser joining
Laser joining includes welding, brazing, soldering, and micro-welding. The laser is capable of fusion joining many materials withdifferent properties and geometries for conventional and non-conventional applications. The properties of the focused beamand the keyhole produce the advantages of laser welding in com-parison with conventional fusion welding processes. Deep penetra-tion, small heat affected zones with limited residual stresses anddistortion, rapid cooling rates, which produce fine solidificationmicrostructures, precise control over the weld-bead location, workin the atmospheric pressure with a proper shroud, are the mostnoticeable features of laser joining [25].
Defocused beam and laser conduction welding work with lowerthan 106W/cm2 power density, which can represent a solution toinstability, keyhole oscillation, and intermittent closure of the key-hole that often leads to porosity. Low weldable materials such asaluminum alloys can be laser-welded via defocused laser welding[26].
Pulsed or CW Nd:YAG or CO2 laser and recently the diode andfiber lasers are the commonly used lasers for joining. The main pro-cess variables in laser assisted joining are laser power, beam diam-eter, beam configuration, travel speed of the workpiece, roughnessand temperature of the substrate, filler type and feed rate, alloycomposition and thermos-physical properties of the workpiece [3].
Laser coupled with other welding technique like arc, plasma,and friction stir welding can be used for hybrid welding [27]. Thehybrid welding overcomes many of the shortfalls of the singleprocess [28].
Laser joining of steel, magnesium alloys, aluminum alloys, tita-nium alloys, and dissimilar materials are being applied in variousindustrial fields like automotive and aerospace ones [29–31].
CI have been extensively employed for classification, evalua-tion, and prediction of laser welding performances.
The magneto optical (MO) imaging technique for seam trackingof micro gap weld during butt-joint laser welding of steel plateswere investigated using Kalman filtering (KF) technology withradial basis function (RBF) neural network. The weld detection byan MO sensor was applied to track the weld center position. TheRBF neural network was applied to the KF technique to compen-sate for the weld tracking errors. The neural network restrainedthe divergence filter and improved the system robustness [32].
A multifunctional predictive method for simultaneous determi-nation of the weld geometry and temperature distribution duringthe laser welding of Ti6Al4V was obtained by ANN modeling.Two feed-forward back propagation neural networks were devel-oped for progressive prediction of the weld pool temperature dis-tribution and weld geometry and optimum process parameters[33].
To achieve prediction accuracy and optimization quality of laserbrazing of DP590 galvanized steel, experimental trials were
ENTIFICATION OPTIMIZATION RECONFIGURATION
** ***

Table 2Clusters center points [46].
Crown (mm) Depth (mm) WE�1 (kJ/mm3)
Good 0.8908 0.1180 0.0287Average 1.7438 0.2281 0.0303Poor 2.7791 0.4666 0.0664
170 G. Casalino /Optics and Laser Technology 100 (2018) 165–175
conducted to collect data to build a prediction model of top andbottom width of weld bead and further establish an optimizationmodel by a novel hybrid extreme learning machine (ELM) andgenetic algorithm (GA) method. In fact, the integrated ELM-GAapproach is utilized to achieve the optimal process parameters[34].
During the fiber laser welding (FLW), the weld bead integrity isdetermined by process parameters that play a significant role inthe welding quality of low carbon steel (Q235) and stainless steel(SUS301L-HT). The relationships between the weld bead integrityand the process parameters can be developed by the genetic algo-rithm optimized back propagation neural network (GA-BPNN). Theparticles warm optimization (PSO) algorithm is useful for optimiz-ing the predicted outputs from GA-BPNN for the objective [35].
The investigation of Ytterbium:Yttrium aluminums garnet (Yb:YAG) laser welding of NiTinol sheet was done using artificial neuralnetwork in four learning algorithms namely batch back propaga-tion, quick propagation, incremental back propagation andLevenberg-Marquardt back propagation. A comparison was madebetween these learning algorithms and it was found that basedon least error, Levenberg-Marquardt model was the best learningalgorithm. GA was implemented for predicting the optimized laserwelding parameters, which was done with good agreement withthe experimental data [36].
A monitoring system for the aluminum laser welding processbased on plasma light signals was developed by combining a neu-ral network model for the prediction of tensile strength fromplasma emission and a fuzzy multi-feature pattern recognitionalgorithm for the weld quality classification, which improved thepredictability of the system [37].
A multi-sensor fusion system was applied to monitor the disklaser welding status of austenitic stainless steel. It consisted ofauxiliary illumination sensing, ultraviolet and visible sensing, andphotodiode sensing. The features that were extracted from thesensing signals were processed by a backpropagation (BP) neuralnetwork. The defined keyhole, plume spatter characteristic param-eters were applied as inputs of BP neural network to calculate the-oretical weld bead width [38].
The optimization of the weld bead geometry of the laser brazingis a high nonlinear problem. Therefore, a multi-objective optimiza-tion method was established using back propagation neural net-work (BPNN) and non-dominated sorting genetic algorithm(NSGA-II). The model proved to be feasible and useful to guidethe welding process of laser brazing of stainless steel [39].
Deep auto-encoding neural network can extract salient, low-dimensional features from real high-dimensional laser weldingdata that can be the input to an intelligent laser-welding architec-ture that combines representation, prediction, and control learning[40].
The particle swarm optimization and back propagation neuralnetwork (PSO-BPNN) has proved to be good modeling for estab-
Fig. 5. Flow chart of the l
lishing the mathematical model and the defects reduction in fiberlaser butt welding of dissimilar materials [41].
The backpropagation artificial neural network and the Taguchiapproach to the design of the experiment were applied to findthe optimum levels of the welding speed, the laser power andthe focal position for CO2 keyhole laser welding of medium carbonsteel butt weld. The optimal solution is valid in the ranges of thewelding parameters that were used for training the neuralnetworks [42].
CO2 and diode laser welding processes were investigated forTi6Al4V alloy sheet joining using either lap or butt configurationsby ANN. The incomplete experimental data were integrated bythe results of the neural network and then the analysis of the vari-ance (ANOVA) and the Taguchi analysis of the means were per-formed [43].
An Adaptive Neuro-Fuzzy Inference System (ANFIS) was trainedfor the prediction of weld bead geometry of the macrostructure ofNd:YAG laser of Lean Duplex Stainless Steel. The relationshipbetween the laser welding parameters and the weld bead geome-try was established and the weld bead geometry was predicted[44].
A multi-layer perceptron (MLP) based feed-forward ANN whichuses backpropagation learning algorithm, was applied to investi-gate the main effects of process parameters on the high brightnessYb fiber laser welding of aluminum alloy 5754. The model provideda deeper understanding of the welding process [45].
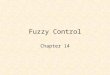
A neuro-fuzzy model for the inference and classification of thedefects in the fused zone of Ti6A14V grade 5 annealed laser weld-ede sheets was built up using experimental data. In fact, welddefects and efficiency were connected to the welding parametersby a feed forward neural network. Then the imperfections wereclustered using the C-means fuzzy clustering algorithm. Fig. 5shows the flow chart of the learning process.
The cluster centers are listed in Table 2. The ‘‘good” cluster hasthe minimum value for the crown, the toe, i.e. the weld’s depthminus the joint’s thickness, and the inversion of the welding effi-ciency (kJ/mm3) Oppositely, the ‘‘poor” one has the highest centerpoint for the crown and toe and the inversion of the welding effi-ciency [46].
Using the same algorithm, the clusters were determined follow-ing the ISO standard classification of the levels of imperfection forelectron and laser beam welding of Ti6A14V. The definition of
earning process [46].

G. Casalino / Optics and Laser Technology 100 (2018) 165–175 171
three quality levels produced by the fuzzy logic applicationenabled a convenient classification of the level of imperfectionfor each defect within the acceptable range.
Through a ‘‘the-smaller-the-better” index, which was built bythe membership of an imperfection to one of the levels previouslydefined, enabled the confrontation between two or more welds[47].
4. Applications in laser machining and micromachining
Laser machining is a thermal separation process in which thehigh-energy depth in the focus point of the laser beam causesthe material to melt and evaporate. By using an active or neutralprocess gas, for example, oxygen, nitrogen, or argon, the meltedmaterial is blown out. If the work piece or laser beam is nowmoved, a cut is created. As the laser beam can be focused on a verysmall diameter for high precision, fine cuts are possible. The heataffected zone (HAZ) along the cut can be very small, which meansthat deformations of the parts to be processed can be avoided.Laser machining processes are cutting, drilling, grooving, milling,marking.
Laser micro-machining creates very small features such as holesinto a metal, ceramic, semiconductor or polymer sheet/film bylaser ablation with an unmatched precision, accuracy and speed.
The HAZ of laser cut glass fiber reinforced plastic composite wasanalyzed in [48]. The purpose of the research was to develop andapply the Extreme Learning Machine (ELM), which is a feedforwardneural network for classification or regression with a single layer ofhidden nodes, to predict the HAZ. The ELM results were comparedwith GA and ANN.
ANN and FL can predict the kerf width obtained in CO2 laser cut-ting of AISI 304 stainless steel. However, fuzzy logic model showedthe best overall prediction results, while developed ANN modelbest generalization capability [49].
An integrated GA-ANN model has been developed andemployed for the prediction and optimization of cut quality of alu-minum alloy sheets with pulsed Nd:YAG laser where trained ANNis used for computation of fitness value. By means of this model,the optimal process parameters were found [50].
The thermal stresses at the leading and trailing edges of theglass sheet for varying thickness and laser cutting speed were cal-culated by ANN then compared with the finite element method(FEM) calculation. ANN model was then used to investigate theeffect of the laser cutting speed for the varying glass thickness toobtain stress fields at the leading and trailing edge of the glass.The predictions were validated against the experimental data andit was revealed that the results from ANN are better than thoseof FEM [51].
Pulsed Nd:YAG laser cutting may be used to machining preciseand complex shapes which may not be obtained with conventionalmachining. The optimization of heat affected zone in Nd:YAG lasercutting of aluminum–copper alloy sheet was performed by aHybrid Approach of Multiple Regression Analysis (MRA) and GA.Different process parameters such as gas pressure, pulse width,pulse frequency and scanning speed were studied with the aimof minimizing the HAZ. The significant factors were found andthe weld quality was improved by the proper control of differentprocess parameters like the gas pressure, pulse width, pulse fre-quency and scanning speed [52].
The prediction of the laser cutting process behavior of Ti alloy(Ti-6Al-4 V) sheet was accomplished by a fuzzy expert system. Ahybrid approach of ANN and FL theory was applied to developthe fuzzy expert system to predict the kerf width and kerf devi-ation. The predicted results were compared with the experimen-tal data and found appropriate. The effects of significant process
parameters on the different quality characteristics such as kerfwidths and kerf deviation have been discussed. The kerf taperand surface roughness values were considerably reduced [53].
The surface roughness in CO2 laser nitrogen cutting of stainlesssteel was modeled and optimized by an ANN model, which wasexpressed as an explicit nonlinear function. The final goal of theexperimental study was the determination of the optimal lasercutting parameters for the minimization of surface roughness.Since the solution space of the developed ANNmodel was complex,and the possibility of many local solutions was great, the simulatedannealing algorithm was used as a method for the optimization ofthe roughness [54].
The HAZ forecasting of glass fiber reinforced plastic compositeswas solved by ANFIS (adaptive neuro fuzzy inference system).ANFIS showed very good learning and forecasting capability toselect the most influential process parameters that affect theHAZ. The ANFIS was used to eliminate the vagueness in the HAZand produced the best forecasting conditions. The proposed modelconverted the complicated multiple performance characteristicsinto a single multi response performance index [55].
FL analytic hierarchy process (AHP) method [56] was used inthis study to select between plasma cutting and laser cutting forcutting workpieces to be used in manufacturing the bearing standof the tractor back lifting stand system. Decision-making criteriawere determined by considering expert opinions [57].
A fuzzy expert system which can reliably predict groove depthin laser cutting of silicon nitride at relatively low computationalcosts was developed by calculation of deep grooves by the finiteelement method (FEM). The Mamdani’s fuzzy inference methodwas used for the fuzzy tool. The integration of fuzzy predictionmodel and finite element model can be a useful tool for manufac-turing engineers in decision making and adjusting process param-eters in laser cutting of silicon nitride [58].
The optimization of the laser milling process enhances and sur-face roughness the productivity of the process in terms of maxi-mization of the material removal rate [59]. The laser millingprocess of aluminum alloy 5754 was modeled by means of aback-propagation artificial neural network. Then, an iterative algo-rithm, based on the previous trained neural network, permitted tocalculate the scanning velocity and pulse frequency thatapproached for the best the preset ablation depth. The machineused was equipped with an Nd:YVO4 laser source. After the ANNnetwork was built, a trial-and-error algorithm was implementedto select the optimum levels of the working input for the laser,i.e., speed (v) and pulse frequency (Fp), for a desired ablation depth(Dzt). The optimization had the purpose to improve the speed ofthe process; thus, the maximum values of the parameter v weresearched for each value of (Dzt). The model works by searchingconvergence to a preset value. The preset value is the error E% thatwas calculated as a function of Dzt and Dzs which was calculatedby the neural network (ANN) [60] (see Fig. 6).
In [61] the application of an artificial neural network computingtechnique to predict the depth and the surface roughness in lasermilling tests of poly-methyl-methacrylate was carried out adopt-ing a CO2 laser working in continuous and pulsed wave mode.Compared to the result presented by the same authors in [62],where a semi-empirical model based on energy considerationswas adopted, the results obtained in [61] showed a better perfor-mance in roughness forecasting. As a matter of fact, despite thethermal degradation that occurs on the PMMA surface, it wasfound that neural network processing offers an effective methodfor the prevision of roughness parameters as a function of theadopted process parameters. The optimum input parameters forNd:YAG laser percussion drilling of a stainless steel 304 sheetswith a thickness of 2.5 mm were specified using the genetic algo-rithm (GA) method whose output gave the optimum process

Fig. 6. Flow chart of the inference of the optimal input for laser milling through ANN [60].
172 G. Casalino /Optics and Laser Technology 100 (2018) 165–175
parameters. The output parameters include the hole entrancediameter, circularity of entrance and exit holes, hole exit diameterand taper angle of the hole [63].
In laser trepan drilling, the laser beam pierces the center of thehole and then move around the hole circumference in a spiral man-ner. A computer-aided genetic algorithm-based multi-objectiveoptimization (CGAMO) methodology for simultaneous optimiza-tion of multiple quality characteristics of laser trepan drilling ofInconel718 sheet was developed [64].
The quality of micro-holes, which are drilled by Yb:KGW laserend-pumped by high-power diode bars includes hole roundness,hole taper and variation in hole entrance diameter. The metallurgi-cal factors include recast layer and micro-cracks. Optimum holecharacteristics on stainless steel sheet were studied by the ANOVAanalysis and an ANN. This approach provided better insight intothe best conditions for process adjustment, making possible simul-taneous optimization of multiple responses [65].
Modeling and optimizing process parameters in pulsed lasermicromachining was performed by Nd:YAG laser system using AISIH13 hardened tool steel as work material. The relation betweenprocess parameters and quality characteristics has been modeled
with artificial neural networks (ANN). Predictions with ANNs havebeen compared with experimental work. Multi-objective particleswarm optimization (PSO) of process parameters for minimumsurface roughness and minimum volume error was carried out.This result showed that proposed models and swarm optimizationapproach were suitable to identify optimum process settings [66].
5. Applications in surface engineering
Lasers can produce localized surface modification. However,they can perform versatile surface treatments with great precision,controlled heating, low heat input (and therefore with low distor-tion) and fast cycle time. Laser surface engineering such as harden-ing, shock peening, cladding and alloying, with its high processingspeed and minimal thermal effects on the underlying substrate(because of its precise control of heat input and material addition)is a technique highly suited for customizing surface properties andlocalized repair of damaged parts [67].
A comprehensive approach based on ANN was developed todesign an effective prediction model for hardness profile in

G. Casalino / Optics and Laser Technology 100 (2018) 165–175 173
Nd:Yag laser surface transformation hardening process of AISI4340steel. The experimental validation confirmed the feasibility andefficiency of the proposed approach leading to an accurate and reli-able hardness profile prediction model [68].
Analysis reveals that carbon nanotube reinforcement composi-tion (%) plays a significant role in reducing the wear depth of thelaser engineering titanium coatings. A new evolutionary GAapproach is proposed for formulating the functional relationshipof wear depth of the laser engineering titanium coatings. To vali-date the robustness of the proposed model, sensitivity and para-metric analyses were conducted, and the impact of each inputvariable on the wear depth was studied [69].
An experimental study, where P420 steel cladding powder wasdeposited on low carbon structural steel plates using the coaxialpowder flow laser cladding method, was used to build a ANNmodel of the relationship between the bead shape and the processparameter [70].
For the sake of getting optimum process parameters and reduc-ing the times of process experiments in practical engineeringapplication, a backpropagation ANN model was established to pre-dict the optimum process parameters for the laser cladding of 304stainless steel by high power diode laser [71].
The finite element analysis (FEA) combined with particle swarmoptimization (PSO) method to predict the magnitude and distribu-tion of optimized multiple laser shock peening impacts on 304stainless steel. The results of the simulation clearly showed thatoptimized multiple laser shock peening can mitigate residual stres-ses loss in the center of the single impact zone and generate homo-geneous compressive residual stresses at the surface and in thedepth [72].
A feed-forward neural network with a back-propagation learn-ing function was designed and its performances evaluated for themetal sheet laser bending process. This technique proved to beeffective and efficient and figured out the process parameters fora desired bending angle [73].
Shaped surface modeling by laser forming process consists inmany irradiations along a surface path with different parametersof heating. This surface requires thickening and bending to getrequired shapes. Adaptive neuro-fuzzy inference system (ANFIS)and variable selection procedure was used to determine theparameters, i.e. circular and radial laser scan, laser spot diameter,laser power and scan speed, influence on the bending and thicken-ing of the shaped surface [74].
In Nd:YAG laser shock peening, ANNs were used to build theprocess model directly from data collected during the experiments,and SA was utilized to find the optimal process parameters settingin a global continual space of solutions. During the experiment,specific values of controllable laser parameters were chosen forvoltage, focus position and pulse duration. The quality features ofthe process like grain size and roughness were used to calculatean index, which was called process performance measure (SPM).The combinations of the process parameters values were theANN input and the output was the corresponding SPM value.
A feed-forward network with sigmoid hidden neurons and lin-ear output neurons was used.
The ANNmodel presents an objective function for the simulatedannealing (SA) algorithm. SA is used to obtain the optimal param-eters combination from all viable solutions in a continual scalewithin the respective boundaries [75].
6. Applications in rapid prototyping and additivemanufacturing
Rapid prototyping and additive manufacturing are topics ofconsiderable on-going interest, with forecasts predicting it to have
major impact on industry in the future [76]. Near net shape struc-tures are built from powder and wire by coupling laser with com-puter controlled positioning stages and computer aidedengineering design [3].
The empirical CI modeling of major rapid prototyping (RP) pro-cesses such as fused deposition modeling (FDM), selective lasersintering (SLS) and stereolithography (SL) has attracted the atten-tion of researchers in view of their contribution to the reductionof design and production costs [77]. These additive manufacturingprocesses can directly create physical models from virtual model ofcomplex shape. The virtual-model-building capacity of fractalgeometry and the physical-model-building capacity of additivemanufacturing can be integrated [78].
An application of a neuro-fuzzy method (ANFIS) to laser solidfreeform fabrication (LSFF) is presented. The laser solid freeformfabrication process was a complex manufacturing technique thatcannot be modeled analytically due to non-linear behaviors ofthe physical phenomena involved in the process. A neuro-fuzzymodel was proposed to predict the clad height (coating thickness)as a function of laser pulse energy, laser pulse frequency, and tra-verse speed in a dynamic fashion [79].
It was demonstrated the use of fuzzy logic and intelligent con-trol for process optimization of DMD in the development of pro-duction of dense metal molds from the ground up usingpowdered metal. The feasibility study allowed to conclude thatdeposits obtained in final runs would be free from pores and cracks[80].
The effects of process parameters, namely, laser power, scan-ning speed, hatch spacing, layer thickness and powder tempera-ture, on the tensile strength for selective laser sintering (SLS) ofpolystyrene (PS) were studied by an ANN model that developedmathematical relationships between the process parameters andthe output variable of the sintering strength. The results showedthat ANN had high processing speed, the abilities of error-correcting and self-organizing [81].
Soft computing methods such as GA and ANN were exploited informulating the laser power-based-open porosity models in theselective laser sintering. It is found that GP evolved the best modelthat predicted open porosity satisfactorily based on given values oflaser power [82].
According to the nonlinear and multitudinous processingparameter feature of SLS, the theory and the algorithms of the neu-ral network were applied for studying its process parameters. Inthis application, the neural network related the process parametersto the part shrinkage behavior.
Then, the optimum process parameters, which were layer thick-ness, hatch spacing, laser power, scanning speed, work surround-ings temperature, interval time, and scanning mode wereobtained by adopting the genetic algorithm based on the neuralnetwork model [83].
The flow chart in Fig. 7 shows the way of function of the GA.Once the initial population of process parameters was generatedin the search space, the neural network calculated the fitness ofchromosome through its modification, i.e. mutation crossoverselection, and so its capability of generating a new population.The GA terminated if the maximum number of iteration, i.e. gener-ation, was reached without reaching the minimum for the partshrinkage. Otherwise, a new generation of process parameterslevels was generated.
Additive manufactured parts can be classified on the severity oftheir dimensional variation from laser-scanned coordinate mea-surements (3D point cloud. Spectral graph Laplacian eigenvaluesas an extracted feature from the laser-scanned 3D point cloud datain conjunction with various machine learning techniques weresuccessfully used. This result reduces the measurement burdenfor postprocess quality assurance in AM - parts can be

Fig. 7. Flow chart for the optimization of process parameters using GA [83].
174 G. Casalino /Optics and Laser Technology 100 (2018) 165–175
laser-scanned and their dimensional variation quickly assessed onthe shop floor. Six machine learning approaches are juxtaposed:sparse representation, k-nearest neighbors, neural network, naiveBayes, support vector machine, and decision tree [84].
7. Emerging trends and future opportunities for CI in LMP
In this paper, the most popular algorithms of soft computationalintelligences were described in their essential features and manyreferenceworkswere briefly presented as their applications in lasermaterials processing. The latter were grouped in four categoriesthat recalled the most important current fields of LMP. i.e. joining,machining, surface engineering, and additive manufacturing.
Within the limits of such an approach, the works presenteddemonstrate the capability of CI to forecasting, modeling, optimiz-ing and improving the performance of the most important lasermaterial processes and the final product quality. The effects ofthe process parameters on the manufacturing and operating ofweld, cut, surface treatment and additive manufactured part canbe modeled by means of CI. When it comes to map the processparameters and product features relationship, the ANN providesthe most simple and effective tool. Fuzzy logic is most suitable inthe classification and gradation of product quality. Metaheuristicalgorithms prove to be efficient at process/product optimization.Moreover, CI well interact and couple with other numerical tech-niques like finite element analysis and statistics.
Therefore, every aspect of LMP can highly benefit from the rapiddeveloping of computer hardware and software and their combi-nation, which can provide more opportunities for the success oflaser manufacturing in the digitalized industry. The data gatheredfrom multi-sensors data collection can be stored, integrated andanalyzed by CI for selecting the most suitable course of action,which include changes and unexpected situations. Moreover, olddatabase can be revisited and elaborated with neural networks,
fuzzy logic, metaheuristic and any conceivable combinations ofthem, to extrapolate additional knowledge.
That knowledge will help the comprehension of the underlyingphysical phenomena and enabling advanced process optimizationand control. Those features make the CI a powerful tool for the suc-cess of LMP in the 4.0 industry and world-class manufacturing.
References
[1] Elijah Kannatey-Asibu Jr., Principles of Laser Materials Processing, John Wiley& Sons, Inc., Hoboken, New Jersey, 2009.
[2] Joachim Aichinger, Progress in conventional laser manufacturing processes.Advanced laser materials processing, OMICS Group International, Argelas -Austrian Laser Association, Gmunden, Austria, September, Omics e-bookgroup, 2014.
[3] J. Dutta Majumdar, I. Manna, Laser material processing, Int. Mater. Rev. 56 (5–6) (2011) 341–388.
[4] L.A. Dobrzanski, J. Trzaska, A.D. Dobrzanska-Danikiewicz, Use of neuralnetworks and artificial intelligence tools for modeling, characterization, andforecasting in material engineering, Comprehensive Mater. Process. 2 (2014)161–198 (Elsevier Ltd).
[5] J. Edwin Raja Dhas, K. Somasundaram, Modeling and prediction of HAZ usingfinite element and neural network modeling, Adv. Prod Eng. Manage. 8 (1)(2013) 13–24.
[6] G. Casalino, S.J. Hu, W. Hou, Deformation prediction and quality evaluation ofthe gas metal arc welding butt weld, Proc. Inst. Mech. Eng., Part B: J. Eng.Manuf. 217 (11) (2003) 1615–1622.
[7] Pedram Parandoush, Altab Hossain, A review of modeling and simulation oflaser beam machining, Int. J. Mach. Tools Manuf. 85 (2014) 135–145.
[8] Shukor Sivarao, T.J.S. Anand, Ammar, DOE based statistical approaches inmodeling of laser processing – review & suggestion, Int. J. Eng. Technol. 10(2010) 04.
[9] Tatjana V. Sibalija, Sanja Z. Petronic, Vidosav D. Majstorovic, Radica Prokic-Cvetkovic, Andjelka Milosavljevic, Multi-response design of Nd:YAG laserdrilling of Ni-based superalloy sheets using Taguchi’s quality loss function,multivariate statistical methods and artificial intelligence, Int. J. Adv. Manuf.Technol. 54 (2011) 537–552.
[10] Kevin L. Priddy, Paul E. Keller, Artificial Neural Networks: An Introduction, SPIEPress, Bellingham, Washington, USA, 2005.
[11] LiMin Fu, Hui-Huang Hsu, Jose C. Principe, Incremental backpropagationlearning networks, IEEE Trans. Neural Netw. 1 (3) (1996) 757–761.
[12] Alex Smola, S.V.N. Vishwanathan, Introduction to Machine Learning,Cambridge University Press, 2008.
[13] N.B. Karayiannis, G.W. Mi, Growing radial basis function neural networks:merging supervised and unsupervised learning with network growthtechniques, IEEE Trans. Neural Netw. 6 (1999) 1492–1506.
[14] Madan Gupta, Liang Jin, Noriyasu Homma, Static and Dynamic NeuralNetworks: From Fundamentals to Advanced Theory, Wiley-IEEE Press, NewJersey, USA, 2003.
[15] Jürgen Schmidhuber, Deep learning in neural networks: an overview, NeuralNetw. 61 (2015) 85–117.
[16] B.A. Olshausen, Emergence of simple-cell receptive field properties by learninga sparse code for natural images, Nature 381 (6583) (1996) 607–609.
[17] Arash Azadegan, Lejla Porobic, Sepehr Ghazinoory, Parvaneh Samouei, AmirSaman Kheirkhah, Fuzzy logic in manufacturing: a review of literature and aspecialized application, Int. J. Prod. Econ. 132 (2011) 258–270.
[18] Timothy J. Ross, Fuzzy Logic with Engineering Applications, third ed., JohnWiley & Sons, Singapore, 2009.
[19] Jyh-Shing Roger Jang, Chuen-Tsai Sun, Eiji Mizutani, Neuro-Fuzzy and SoftComputing: A Computational Approach to Learning and Machine Intelligence,Prentice Hall, New York, USA, 1996.
[20] I.H. Osman, G. Laporte, Metaheuristics: a bibliography, Ann. Oper. Res. 63 (5)(1996) 511–623.
[21] Leonora Bianchi, Marco Dorigo, Luca Maria Gambardella, Walter J. Gutjahr, Asurvey on metaheuristics for stochastic combinatorial optimization, Nat.Comput. 8 (2009) 239–287.
[22] Olympia Roeva (Ed.), Real-World Applications of Genetic Algorithms, InTech,Chapters published, 2012.
[23] Maurice Clerc, Particle Swarm Optimization, Wiley-ISTE, London W1T 5DX,UK, 2006.
[24] R.A. Rutenbar, Simulated annealing algorithms: an overview, IEEE CircuitsDevices Mag. 5 (1) (1989) 19–26.
[25] Z. Sun, J.C. Ion, Review: laser welding of dissimilar metal combinations, J.Mater. Sci. 30 (1995) 4205–4214.
[26] E. Assuncao, S. Ganguly, D. Yapp, S. Williams 1, Conduction mode - Broadeningthe range of applications for laser welding, in: 63rd Annual Assembly &International Conference of the International Institute of Welding, 11–17 July2010, Istanbul, Turkey, pp. 705–709.
[27] S.L. Campanelli, G. Casalino, C. Casavola, V. Moramarco, Analysis andcomparison of friction stir welding and laser assisted friction stir welding ofaluminum alloy, Materials 6 (12) (2013) 5923–5941.
[28] Choon-Man Lee 1, Wan-Sik Woo, Dong-Hyeon Kim, Won-Jung Oh, Nam-SeokOh, Laser-assisted hybrid processes: a review, Int. J. Precision Eng. Manuf. 17(2) (2016) 257–267.

G. Casalino / Optics and Laser Technology 100 (2018) 165–175 175
[29] Kyung-Min Hong, Yung C. Shin, Prospects of laser welding technology in theautomotive industry: a review, J. Mater. Process. Technol. 245 (2017) 46–69.
[30] Choon-Man Lee 1, Wan-Sik Woo, Jong-Tae Baek, Eun-Jung Kim, Laser and arcmanufacturing processes: a review, Int. J. Precision Eng. Manuf. 17 (7) (2016)973–985.
[31] G. Casalino, M. Mortello, P. Peyre, Modeling and experimental analysis of fiberlaser offset welding of Al-Ti butt joints, Int. J. Adv. Manuf. Technol. 83 (2016)89–98.
[32] Xiangdong Gao, Yuquan Chen, Deyong You, Zhenlin Xiao, Xiaohui Chen,Detection of microgap weld joint by using magneto-optical imaging andKalman filtering compensated with RBF neural network, Mech. Syst. SignalProcess. 84 (2017) 570–583.
[33] Mohammad Akbaria, Seyfolah Saedodin, Afshin Panjehpour, Mohsen Hassania,Masoud Afranda, Mohammad Javad Torkamany, Numerical simulation anddesigning artificial neural network for estimating melt pool geometry andtemperature distribution in laser welding of Ti6Al4V alloy, Optik 127 (2016)11161–11172.
[34] Youmin Rong, Guojun Zhang, Yong Chang, Yu Huang, Integrated optimizationmodel of laser brazing by extreme learning machine and genetic algorithm,Int. J. Adv. Manuf. Technol. 87 (2016) 2943–2950.
[35] Yuewei Ai, Xinyu Shao, Ping Jiang, Peigen Li, Yang Liu, Wei Liu, Welded jointsintegrity analysis and optimization for fiber laser welding of dissimilarmaterials, Opt. Lasers Eng. 86 (2016) 62–74.
[36] T. Deepan, Bharathi Kannan, T. Ramesh, P. Sathiy, Application of artificialneural network modelling for optimization of Yb:YAG laser welding of nitinol,Trans. Indian Inst. Met. (2016) 1–9.
[37] Jiyoung Yu, Yongho Sohn, Young Whan Park, Jae-Seob Kwak, The developmentof a quality prediction system for aluminum laser welding to measure plasmaintensity using photodiodes, J. Mech. Sci. Technol. 30 (10) (2016) 4697–4704.
[38] Xiangdong Gao, Yan Sun, Deyong You, Zhenlin Xiao, Xiaohui Chen, Multi-sensor information fusion for monitoring disk laser welding, Int. J. Adv. Manuf.Technol. 85 (2016) 1167–1175.
[39] Youmin Rong, Qi Zhou, Yu Huang, Yong Chang, Guojun Zhang, Xinyu Shao,Multi-objective optimization of laser brazing with the crimping joint usingANN and NSGA-II, Int. J. Adv. Manuf. Technol. 85 (2016) 1239–1247.
[40] Johannes Günther, Patrick M. Pilarski, Gerhard Helfrich, Hao Shen, KlausDiepold, Intelligent laser welding through representation, prediction, andcontrol learning: an architecture with deep neural networks andreinforcement learning, Mechatronics 34 (2016) 1–11.
[41] Yuewei Ai, Ping Jiang, Xinyu Shao, Chunming Wang, Peigen Li, Gaoyang Mi,Yang Liu, Wei Liu, A defect-responsive optimization method for the fiber laserbutt welding of dissimilar materials, Mater. Des. 90 (2016) 669–681.
[42] A.G. Olabi, G. Casalino, K.Y. Benyounis, M.S.J. Hashmi, An ANN and Taguchialgorithms integrated approach to the optimization of CO2 laser welding, Adv.Eng. Softw. 37 (10) (2006) 643–648.
[43] G. Casalino, F. Curcio, F.M.C. Minutolo, Investigation on Ti6Al4V laser weldingusing statistical and Taguchi approaches, J. Mater. Process. Technol. 167 (2005)422–428.
[44] G. Sivakumar, S. Saravanan, K. Raghukandan, Intelligent and integrated softcomputing techniques for the prediction and graphical generation of Nd:YAGlaser weldment macrostructure, Optik 127 (2016) 9727–9733.
[45] G. Casalino, F. Facchini, M. Mortello, G. Mummolo, ANN modelling to optimizemanufacturing processes: the case of laser welding, IFAC-Papers On Line 49(12) (2016) 378–383.
[46] G. Casalino, F.M.C. Minutolo, A model for evaluation of laser welding efficiencyand quality using an artificial neural network and fuzzy logic, Proc. Inst. Mech.Eng., Part B: J. Eng. Manuf. 218 (6) (2004) 641–646.
[47] G. Casalino, S.L. Campanelli, F.M.C. Minutolo, Neuro-fuzzy model for theprediction and classification of the fused zone levels of imperfections inTi6Al4V alloy butt weld, Adv. Mater. Sci. Eng. (2013) (Article ID 952690).
[48] Obrad Anicic, Srdan Jovic, Hivzo Skrijelj, Bogdan Nedi, Prediction of lasercutting heat affected zone by extreme learning machine, Opt. Lasers Eng. 88(2017) 1–4.
[49] M. Madic, Z. Cojbašic, M. Radovanovic, Comparison of fuzzy logic, regressionand ANN laser kerf width models, UPB Sci. Bull. Ser. D: Mech. Eng. 78 (1)(2016) 197–212.
[50] Sudipto Chaki, Sujit Ghosal, Ravi N. Bathe, Kerf quality prediction andoptimisation for pulsed Nd:YAG laser cutting of aluminium alloy sheetsusing GA-ANN hybrid model, Int. J. Mechatronics Manuf. Syst. (IJMMS) 5(2012) 263–279.
[51] Muhammad Bilal Kadria, Salman Nisar, Sohaib Zia Khanc, Waqar A. Khan,Comparison of ANN and finite element model for the prediction of thermalstresses in diode laser cutting of float glass, Optik 126 (2015) 1959–1964.
[52] G. Norkey, A.K. Dubey, S. Agrawal, Artificial intelligence based modeling andoptimization of heat affected zone in Nd:YAG laser cutting of duralumin sheet,J. Intell. Fuzzy Syst. 27 (2014) 1545–1555.
[53] A.K. Pandey, A.K. Dubey, Fuzzy expert system for prediction of kerf qualities inpulsed laser cutting of titanium alloy sheet, Mach. Sci. Technol. 17 (2013) 545–574.
[54] M. Madic, M. Radovanovic, B. Nedic, Modeling and simulated annealingoptimization of surface roughness in CO2 laser nitrogen cutting of stainlesssteel, Tribol. Ind. 35 (2) (2013) 167–176.
[55] Dalibor Petkovic, Vlastimir Nikolic, Miloš Milovancevic, Lyubomir Lazov,Estimation of the most influential factors on the laser cutting process heataffected zone (HAZ) by adaptive neuro-fuzzy technique, Infrared Phys.Technol. 77 (2016) 12–15.
[56] Zeki Ayag, R.G. Özdemir, A fuzzy AHP approach to evaluating machine toolalternatives, J. Intell. Manuf. 17 (2006) 179–190.
[57] A.B. S�engül, Fuzzy AHP in selecting cutting technology for AISI 1040 steel usedin manufacturing the tractor back lifting stand system, High Temp. Mater.Processes (New York) 19 (2015) 265–290.
[58] Pedram Parandoush, Altab Hossain, Nukman Yusoff, Numerical and intelligentanalysis of silicon nitride laser grooving, Int. J. Adv. Manuf. Technol. 79 (2015)1849–1859.
[59] S.L. Campanelli, G. Casalino, N. Contuzzi, Multi-objective optimization of lasermilling of 5754 aluminum alloy, Opt. Laser Technol. 52 (2013) 48–56.
[60] S.L. Campanelli, G. Casalino, A.D. Ludovico, C. Bonserio, An artificial neuralnetwork approach for the control of the laser milling process, Int. J. Adv.Manuf. Technol. 66 (2013) 1777–1784.
[61] D.M. D’Addona, S. Genna, C. Leone, D. Matarazzo, Prediction of poly-methyl-methacrylate laser milling process characteristics based on neural networksand fuzzy data, Proc. CIRP 41 (2016) 981–986.
[62] S. Genna, C. Leone, V. Lopresto, V. Tagliaferri, An experimental study on thesurface mechanisms formation during the laser milling of PMMA, Polym.Compos. 36 (6) (2015) 1063–1071.
[63] Majid Ghoreishi, O.B. Nakhjavani, Optimisation of effective factors ingeometrical specifications of laser percussion drilled holes, J. Mater. Process.Technol. 196 (2008) 303–310.
[64] Sanjay Kumar, Avanish Kumar Dubey, Arun Kumar Pandey, Computer-aidedgenetic algorithm based multi-objective optimization of laser trepan drilling,Int. J. of Prec. Eng. Manuf. 14 (7) (2013) 1119–1125.
[65] G. Casalino, A.M. Losacco, A. Arnesano, F. Facchini, M. Pierangeli, C. Bonserio,Statistical analysis and modelling of an Yb: KGW femtosecond laser micro-drilling process, Proc. CIRP 62 (2017) 275–280.
[66] J. Ciurana, G. Arias, T. Ozel, Neural network modeling and particle swarmoptimization (PSO) of process parameters in pulsed laser micromachining ofhardened AISI H13 steel, Mater. Manuf. Processes 24 (3) (2009) 358–368.
[67] Jonathan Lawrence, D. Waugh, Laser Surface Engineering: Processes andApplications, first ed., Woodhead Publishing Series in Electronic and OpticalMaterials, 2004.
[68] M. Hadhri, A. El Ouafi, N. Barka, Prediction of the hardness profile of an AISI4340 steel cylinder heat-treated by laser - 3D and artificial neural networksmodelling and experimental validation, J. Mech. Sci. Technol. 31 (2017) 615–623.
[69] A. Garg, V.A. Vijayaraghavan, K.A. Tai, M.M. Savalani, A novel evolutionaryapproach in modeling wear depth of laser engineering titanium coatings, Proc.Inst. Mech. Eng., Part B: J. Eng. Manuf. 230 (6) (2016) 1066–1075.
[70] S. Saqiba, R.J. Urbanica, K. Aggarwal, Analysis of laser cladding beadmorphology for developing additive manufacturing travel paths, Proc. CIRP17 (2014) 824–829.
[71] S. Guo, Z. Chen, D. Cai, Q. Zhang, V. Kovalenko, J. Yao, Prediction of simulatingand experiments for co-based alloy laser cladding by HPDL, Phys. Proc. 50(2013) 375–382.
[72] Optimization of residual stresses induced by multiple laser shock processing.American Society of Mechanical Engineers, Pressure Vessels and PipingDivision (Publication) PVP, 2013, 6A, Code 102840.
[73] G. Casalino, A.D. Ludovico, Parameter selection by an artificial neural networkfor a laser bending process, Proc. Inst. Mech. Eng., Part B: J. Eng. Manuf. 216(11) (2002) 1517–1520.
[74] Srdan Jovic, Slobodan Makragic, Milivoje Jovanovic, Parameters influence oflaser forming on shaped surface by soft computing technique, Optik - Int. J.Light Electron Opt. 142 (2017) 451–454.
[75] Tatjana V. Sibalija, Sanja Z. Petronic, Vidosav D. Majstorovic, AndjelkaMilosavljevic, Modelling and optimisation of laser shock peening using anintegrated simulated annealing-based method, Int. J. Adv. Manuf. Technol. 73(2014) 1141–1158.
[76] Andrew J. Pinkerton, Lasers in additive manufacturing, Opt. Laser Technol. 78(2016) 25–32.
[77] A. Garg, K. Tai, M.M. Savalani, State-of-the-art in empirical modelling of rapidprototyping processes, Rapid Prototyping J. 20 (2) (2014) 164–178.
[78] A.M.M. Sharif Ullah, D.M. D’Addona, Khalifa H. Harib, T. Lin, Fractals andadditive manufacturing, Int. J. Automation Technol. 10 (3) (2016) 222–230.
[79] Masoud Alimardani, Ehsan Toyserkani, Prediction of laser solid freeformfabrication using neuro-fuzzy method, J. Appl. Soft Comput. 8 (1) (2008) 316–323.
[80] Jaby Mohammed, Application of fuzzy system and intelligent control forimproving DMD process, Int. J. Eng. Res. Innovations 4 (2012) 34–39.
[81] C.-Y. Wang, N. Jiang, Z.-L. Chen, Y. Chen, Q. Dong, Prediction of sinteringstrength for selective laser sintering of polystyrene using artificial neuralnetwork, J. Donghua Univ. (Eng. Ed.) 32 (31) (2015) 825–830.
[82] A. Garg, Jasmine Siu Lee Lam, Measurement of environmental aspect of 3-Dprinting process using soft computing methods, Measurement 75 (2015) 210–217.
[83] W. Rong-Ji, L. Xin-Hua, W. Qing-Ding, W. Lingling, Optimizing processparameters for selective laser sintering based on neural network and geneticalgorithm, Int. J. Adv. Manuf. Technol. 42 (2009) 1035–1042.
[84] M.S. Tootooni, A. Dsouza, R. Donovan, P.K. Rao, Z.J. Kong, P. Borgesen,Classifying the dimensional variation in additive manufactured parts fromlaser-scanned three-dimensional point cloud data using machine learningapproaches, J. Manuf. Sci. Eng., Trans. ASME 139(9) (2017) 091005 (1).

















![Chapter 3: Fuzzy Rules & Fuzzy Reasoning513].pdf · CH. 3: Fuzzy rules & fuzzy reasoning 1 Chapter 3: Fuzzy Rules & Fuzzy Reasoning ... Application of the extension principle to fuzzy](https://img.dokumen.tips/doc/110x75/5b3ed7b37f8b9a3a138b5aa0/chapter-3-fuzzy-rules-fuzzy-513pdf-ch-3-fuzzy-rules-fuzzy-reasoning.jpg)









