Embed Size (px)
Citation preview

Don't work harder. Work smarter.
MIG-135 Solid Wire and Flux Cored Welder
Revision: AB Issue Date: March 2011 Manual No.: 0-MIG1350311
Operating Manual

We Appreciate Your Business. Thank you and congratulations on choosing Smarter Tools. Now you can stop working harder and start working smarter. This Operating Manual has been designed to instruct you on the correct use and operation of your Smarter Tools’ product. Your satisfaction with this product and its safe operation is our ultimate concern. Therefore please take the time to read the entire manual, especially the Safety Precautions. They will help you to avoid potential hazards that may exist when working with this product.
WARNING! READ AND UNDERSTAND ALL SAFETY PRECAUTIONS IN THIS MANUAL BEFORE OPERATING. FAILURE TO COMPLY WITH INSTRUCTIONS IN THIS MANUAL COULD RESULT IN PERSONAL INJURY, PROPERTY DAMAGE, AND/ OR VOIDING OF YOUR WARRANTY. SMARTER TOOLS WILL NOT BE LIABLE FOR ANY DAMAGE BECAUSE OF FAILURE TO FOLLOW THESE INSTRUCTIONS.
Operating Manual Number 0-CUT400311 Smarter Tools MIG-135 135A MIG Welder Part No. MIG-135 Published by: Smarter Tools, Inc. 12195 Harley Club Drive Ashland, VA 23005 (804) 798.8588 www.usesmartertools.com Copyright © 2011 by Smarter Tools, Inc. Reproductions of this work, in whole or in part, without written permission of the publisher are strictly prohibited. The publisher does not assume and herby disclaims any liability to any party for any loss or damage caused by any error or omission in this Manual, whether such error results from negligence, accident, or any other cause. Publication Date: 03.30.11

Table of Contents SECTION 1: SAFETY INSTRUCTIONS AND WARNINGS .......................... 1-1 1.1 Symbol Usage ......................................................................................... 1-1 1.2 Arc Welding Hazards ............................................................................... 1-2 1.3 Additional Symbols for Installation, Operation, and Maintenance ............ 1-7 1.4- California Prop 65………………………………………………………………1-9 1.5 Principal Safety Standards ...................................................................... 1-9 1.6 Eye Protection ......................................................................................... 1-9 1.7 Protective Clothing .................................................................................. 1-10 1.8 EMF Information ...................................................................................... 1-13 1.9 General Precautionary Label ................................................................... 1-14 SECCIÓN 1: INSTRUCCIONES DE SEGURIDAD Y ADVERTENCIAS ...... 1-1A 1.1 Símbolo de uso ....................................................................................... 1-1A 1.2 Riesgos de soldadura por arco ............................................................... 1-2A 1.3 Símbolos adicionales para instalación, operación y mantenimiento ........ 1-7A 1.5 Principales normas de seguridad……………………………………………1-9A 1.6 Protección de los ojos………………………………………………………...1-10A 1.7 Ropa de protección ................................................................................. 1-12A 1.8 Información del EMF ............................................................................... 1-13A 1.9 Etiqueta General de precaución .............................................................. 1-14A SECTION 2: INTRODUCTION AND SPECIFICATIONS .............................. 2-1 2.1 Equipment Identification .......................................................................... 2-1 2. 2 Description ............................................................................................. 2-1 2.3 Specifications .......................................................................................... 2-2 2.4 Duty Cycle ............................................................................................... 2-3 2.5 Transportation Methods ........................................................................... 2-3 SECTION 3: INSTALLATION ....................................................................... 3-1 3.1 Selecting a Location ................................................................................ 3-1 3.2 Environment ............................................................................................ 3-2 3.3 Electrical Input Power .............................................................................. 3-2 3.4 Electromagnetic Compatibility ................................................................. 3-3 3.5 Setup for Welding .................................................................................... 3-5 3.6 MIG (GMAW) Setup ................................................................................ 3-5 3.7 Flux Core (FCAW) Setup ......................................................................... 3-6 3.8 Changing Between Processes……………………………………………….3-7 3.9 Installing Wire Rolls ................................................................................. 3-7 SECTION 4: OPERATION ............................................................................ 4-1 4.1 General Operation ................................................................................... 4-1 4.2 Front Panel/Controls................................................................................ 4-2 4.3 Selecting Wire Types............................................................................... 4-3 4.4 Back Panel/ Gas Connector .................................................................... 4-5 4.5 Holding & Positioning Welding Gun ......................................................... 4-6 Sección 4: Operación .................................................................................. 4-1A 4.1 Funcionamiento general .......................................................................... 4-1A 4.2 Panel Frontal / Controles ......................................................................... 4-2A 4.3 Selección de tipos de cables ............................................................... 4-3A 4.4 Panel trasero / conector de gas ............................................................... 4-5A 4.5 Explotación y la pistola de soldadura de posicionamiento....................... 4-6A SECTION 5: MAINTENANCE AND TROUBLESHOOTING ........................ 5-1 5.1 Maintenance ............................................................................................ 5-1

5.2 Troubleshooting ....................................................................................... 5-1 5.3 System Schematic ................................................................................... 5-3 5.4 Parts List ................................................................................................. 5-4 SECCIÓN 5: MANTENIMIENTO Y RESOLUCIÓN DE PROBLEMAS ......... 5-1A 5.1 Mantenimiento ......................................................................................... 5-1A 5.2 Solución de problemas ........................................................................... 5-1A 5.3 Esquema del sistema .............................................................................. 5-3A 5.4 Lista de piezas ........................................................................................ 5-4A

1-1
SECTION 1: SAFETY INSTRUCTIONS AND WARNINGS 1.1 Symbol Usage This manual contains important information that you need to know and understand in order to assure YOUR SAFETY and PROPER OPERATION OF EQUIPMENT. The following symbols help you recognize this information. Please read the manual and pay attention to these sections.
Save These Important Safety Instructions! Read and understand all of these safety instructions. Be sure to retain them for future use.
WARNING! WARNINGS INDICATE A CERTAINTY OR STRONG POSSIBILITY OF PERSONAL INJURY OR DEATH IF INSTRUCTIONS ARE NOT FOLLOWED.
CAUTION: CAUTIONS INDICATE A POSSIBILITY OF EQUIPMENT DAMAGE IF INSTRUCTIONS ARE NOT FOLLOWED PROPERLY.
Note: Notes give helpful information
Welding products and welding processes can cause serious injury or death, or damage to other equipment or property, if the operator does not strictly observe all safety rules and take precautionary actions. Safe practices are outlined in the American National Standard Z49.1 entitled: SAFETY IN WELDING AND CUTTING. This publication and other guides to what you should learn before operating this equipment are listed at the end of these safety precautions. HAVE ALL INSTALLATION, OPERATION, REPAIR WORK, AND MAINTENANCE PERFORMED BY QUALIFIED PROFESSIONALS.

1-2
1.2 Arc Welding Hazards The symbols shown below are used throughout this manual to call attention to and identify possible hazards. When you see the symbol, watch out, and follow the related instructions to avoid the hazard. The safety information given below is only a summary of the more complete safety information found in the Safety Standards listed in Section 1-4. Read and follow all Safety Standards. Electric Shock can kill.
Touching live electrical parts can cause fatal shocks or severe burns. The electrode and work circuit is electrically live whenever the output is on. The input power circuit and machine internal circuits are also live when power is on. In semiautomatic or automatic wire welding, the wire, wire reel, drive roll housing, and all metal parts touching the welding wire are electrically live. Incorrectly installed or improperly grounded equipment is a hazard.
• Do not touch live electrical parts. • Wear dry, hole-free insulating gloves and body protection. • Insulate yourself from work and ground using dry insulating mats or covers
big enough to prevent any physical contact with the work or ground. • Do not use AC output in damp areas, if movement is confined, or if there is a
danger of falling. • Use AC output ONLY if required for the welding process. • If AC output is required; use remote output control if present on unit. • Disconnect input power or stop engine before installing or servicing this
equipment. Lockout/tagout input power according to OSHA 29 CFR 1910.147 (see Safety Standards).
• Properly install and ground this equipment according to its Owner’s Manual
and national, state, and local codes. • Always verify the supply ground – check and be sure that input power cord
ground wire is properly connected to ground terminal in disconnect box or that cord plug is connected to a properly grounded receptacle outlet.
• When making input connections attach proper grounding conductor first –
double-check connections. • Frequently inspect input power cord for damage or bare wiring – replace
cord immediately if damaged – bare wiring can kill. • Turn off all equipment when not in use. • Do not use worn, damaged, undersized, or poorly spliced cables.

1-3
• Do not drape cables over your body. • If earth grounding of the work-piece is required, ground it directly with a
separate cable. • Do not touch electrode if you are in contact with the work, ground, or another
electrode from a different machine. • Use only well-maintained equipment. Repair or replace damaged parts at
once. Maintain unit according to manual. • Wear a safety harness if working above floor level. • Keep all panels and covers securely in place. • Clamp work cable with good metal-to-metal contact to work-piece or
worktable as near the weld as practical. • Insulate work clamp when not connected to work-piece to prevent contact
with any metal object. • Do not connect more than one electrode or work cable to any single weld
output terminal. SIGNIFICANT DC VOLTAGE exists after removal of input power. • Turn Off inverter, disconnect input power, and discharge input capacitors
according to instructions in Maintenance Section before touching any parts. FUMES AND GASES can be hazardous.
Welding produces fumes and gases. Breathing these fumes and gases can be hazardous to your health.
• Keep your head out of the fumes. Do not breathe the fumes. • If inside, ventilate the area and/or use exhaust at the arc to remove welding
fumes and gases. • If ventilation is poor, use an approved air-supplied respirator. • Read the Material Safety Data Sheets (MSDSs) and the manufacturer’s
instructions for metals, consumables, coatings, cleaners, and degreasers.

1-4
• Work in a confined space only if it is well ventilated, or while wearing an air-
supplied respirator. Always have a trained watchperson nearby. Welding fumes and gases can displace air and lower the oxygen level causing injury or death. Be sure the breathing air is safe.
• Do not weld in locations near degreasing, cleaning, or spraying operations.
The heat and rays of the arc can react with vapors to form highly toxic and irritating gases.
• Do not weld on coated metals, such as galvanized, lead, or cadmium plated
steel, unless the coating is removed from the weld area, the area is well ventilated, and if necessary, while wearing an air-supplied respirator. The coatings and any metals containing these elements can give off toxic fumes if welded.
• Shut off shielding gas supply when not in use. ARC RAYS can burn eyes and skin.
Arc rays from the welding process produce intense visible and invisible (ultraviolet and infrared) rays that can burn eyes and skin. Sparks fly off from the weld.
• Wear a welding helmet fitted with a proper shade of filter to protect your face
and eyes when welding or watching (see ANSI Z49.1 and Z87.1 listed in Safety Standards 1.4).
• Wear approved safety glasses with side shields under your helmet. • Use protective screens or barriers to protect others from flash and glare;
warn others not to watch the arc. • Wear protective clothing made from durable, flame-resistant material
(leather and wool) and foot protection. WELDING can cause fire or explosion.
Welding on closed containers, such as tanks, drums, or pipes, can cause them to blow up. Sparks can fly off from the welding arc. The flying sparks, hot work-piece, and hot equipment can cause fires and burns. Accidental contact of electrode to metal objects can cause sparks, explosion, overheating, or fire. Check and be sure the area is safe before doing any welding.

1-5
• Protect yourself and others from flying sparks and hot metal. • Do not weld where flying sparks can strike flammable material. • Remove all flammables within 35 ft (10.7 m) of the welding arc. If this is not
possible, tightly cover them with approved covers. • Be alert that welding sparks and hot materials from welding can easily go
through small cracks and openings to adjacent areas. • Watch for fire, and keep a fire extinguisher nearby. • Be aware that welding on a ceiling, floor, bulkhead, or partition can cause
fire on the hidden side. • Do not weld on closed containers such as tanks, drums, or pipes, unless
they are properly prepared according to AWS F4.1 (see Safety Standards). • Connect work cable to the work as close to the welding area as practical to
prevent welding current from traveling long, possibly unknown paths and causing electric shock and fire hazards.
• Do not use welder to thaw frozen pipes. • Remove stick electrode from holder or cut off welding wire at contact tip
when not in use. • Wear oil-free protective garments such as leather gloves, heavy shirt, cuff
less trousers, high shoes, and a cap. • Remove any combustibles, such as butane lighters or matches, from your
person before doing any welding. FLYING METAL can injure eyes.
• Welding, chipping, wire brushing, and grinding cause sparks
and flying metal. As welds cool, they can throw off slag. • Wear approved safety glasses with side shields even under
your welding helmet.
HOT PARTS can cause severe burns.
• Do not touch hot parts bare handed. • Allow cooling period before working on gun or torch.

1-6
MAGNETIC FIELDS can affect pacemakers.
• Pacemaker wearers keep away. • Wearers should consult their doctor before going near arc
welding, gouging, or spot welding operations.
NOISE can damage hearing.
• Excessive noise from some processes or equipment can
damage hearing. • Wear approved ear protection if noise level is high.
CYLINDERS can explode if damaged. Shielding gas cylinders contain gas under high pressure. If damaged, a cylinder can explode. Since gas cylinders are normally part of the welding process, be sure to treat them carefully.
• Protect compressed gas cylinders from excessive heat,
mechanical shocks, slag, open flames, sparks, and arcs. • Install cylinders in an upright position by securing to a
stationary support or cylinder rack to prevent falling or tipping.
• Keep cylinders away from any welding or other electrical circuits. • Never drape a welding torch over a gas cylinder. • Never allow a welding electrode to touch any cylinder. • Never weld on a pressurized cylinder – explosion will result. • Use only correct shielding gas cylinders, regulators, hoses, and fittings
designed for the specific application; maintain them and associated parts in good condition.

1-7
• Turn face away from valve outlet when opening cylinder valve. • Keep protective cap in place over valve except when cylinder is in use or
connected for use. • Read and follow instructions on compressed gas cylinders, associated
equipment, and CGA publication P-1 listed in Safety Standards. 1.3 Additional Symbols for Installation, Operation, and Maintenance FIRE OR EXPLOSION hazard.
• Do not install or place unit on, over, or near combustible surfaces.
• Do not install unit near flammables. • Do not overload building wiring – be sure power supply system
is properly sized, rated, and protected to handle this unit. FALLING UNIT can cause injury.
• Use lifting eye to lift unit only, NOT running gear, gas cylinders,
or any other accessories. • Use equipment of adequate capacity to lift and support unit. • If using lift forks to move unit, be sure forks are long enough to
extend beyond opposite side of unit.
OVERUSE can cause OVERHEATING
• Allow cooling period; follow rated duty cycle. • Reduce current or duty cycle before starting to weld again. • Do not block or filter airflow to unit.
STATIC (ESD) can damage PC boards.
• Put on grounded wrist strap BEFORE handling boards or parts. • Use proper static-proof bags and boxes to store, move, or ship
PC boards.

1-8
MOVING PARTS can cause injury.
• Keep away from moving parts. • Keep away from pinch points such as drive rolls.
WELDING WIRE can cause injury.
• Do not press gun trigger until instructed to do so. • Do not point gun toward any part of the body, other people, or
any metal when threading welding wire.
MOVING PARTS can cause injury.
• Keep away from moving parts such as fans. • Keep all doors, panels, covers, and guards closed and
securely in place.
H.F. RADIATION can cause interference. • High-frequency (H.F.) can interfere with radio navigation,
safety services, computers, and communications equipment. • Have only qualified persons familiar with electronic equipment
perform this installation. • The user is responsible for having a qualified electrician
promptly correct any interference problem resulting from the installation.
• If notified by the FCC about interference, stop using the equipment at once. • Have the installation regularly checked and maintained. • Keep high-frequency source doors and panels tightly shut, keep spark gaps
at correct setting, and use grounding and shielding to minimize the possibility of interference.

1-9
ARC WELDING can cause interference. • Electromagnetic energy can interfere with sensitive electronic
equipment such as computers and computer-driven equipment such as robots.
• Be sure all equipment in the welding area is
electromagnetically compatible. • To reduce possible interference, keep weld cables as short as
possible, close together, and down low, such as on the floor. • Locate welding operation 100 meters from any sensitive electronic
equipment. • Be sure this welding machine is installed and grounded according to this
manual. • If interference still occurs, the user must take extra measures such as
moving the welding machine, using shielded cables, using line filters, or shielding the work area.
1-4. California Proposition 65 Warning • Welding or cutting equipment produces fumes or gases which contain
chemicals known to the State of California to cause birth defects and, in some cases, cancer. (California Health & Safety Code Section 25249.5 et seq.)
1.5 Principal Safety Standards
Safety in Welding and Cutting, ANSI Standard Z49.1, from American Welding Society, 550 N.W. LeJeune Rd., Miami, FL 33126. Safety and Health Standards, OSHA 29 CFR 1910, from Superintendent of Documents, U.S. Government Printing Office, Washington, D.C. 20402. Recommended Safe Practices for the Preparation for Welding and Cutting of Containers That Have Held Hazardous Substances, American Welding Society Standard AWS F4.1, from American Welding Society, 550 N.W. LeJeune Rd., Miami, FL 33126. National Electrical Code, NFPA Standard 70, from National Fire Protection Association, Batterymarch Park, Quincy, MA 02269. Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1, from Compressed Gas Association, 1235 Jefferson Davis Highway, Suite 501, Arlington, VA 22202. Code for Safety in Welding and Cutting, CSA Standard W117.2, from Canadian Standards Association, Standards Sales, 178 Rexdale Blvd, Rexdale, Ontario, Canada M9W 1R3. Safe Practices for Occupation and Educational Eye and Face Protection, ANSI Standard Z87.1, from American National Standards Institute, 1430 Broadway, New York, NY 10018. Cutting and Welding Processes, NFPA Standard 51B, from National Fire Protection Association, Batterymarch Park, Quincy, MA 02269

1-10
1.6 Eye Protection Eye and face protectors for welding and related tasks, such as grinding and chipping, should comply with the requirements of ANSI Z87.1. Look for labels or markings indicating compliance. Depending on the specific work task, appropriate eye/face protection may include safety glasses with side protection (side shields or wrap-around frames), goggles, face shields, welding helmets, curtains, or combinations of the above. • Choose a tight fitting helmet to help reduce light reflection into the helmet
through the space between the shell and the head. • Wear the helmet correctly. Do not use it as a hand shield. • Protect the shade lens from impact and sudden temperature changes that
could cause it to crack. • Use a cover lens to protect the filter shade lens. Replace the cover lens if it
gets scratched or hazy. • Make sure to replace the gasket periodically if your helmet uses one. • Replace the clear retaining lens to protect your eyes from broken pieces. • Clean lenses periodically. • Discard pitted or damaged lenses.
1-11
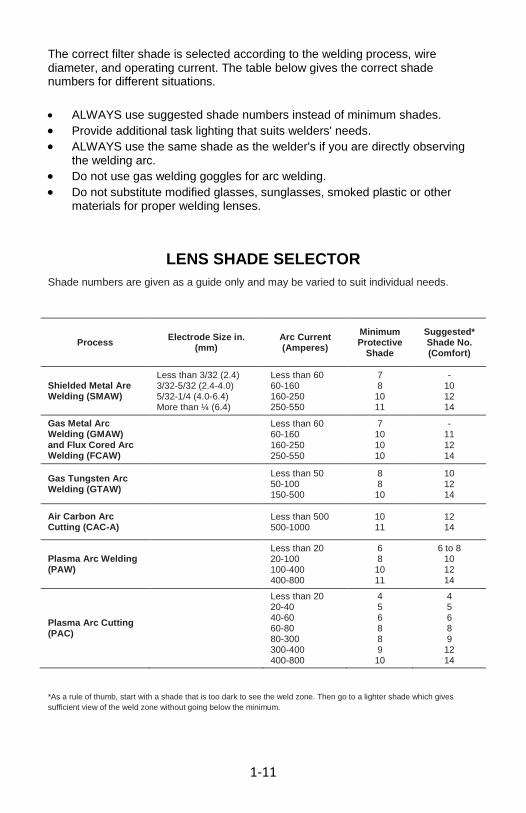
The correct filter shade is selected according to the welding process, wire diameter, and operating current. The table below gives the correct shade numbers for different situations.
• ALWAYS use suggested shade numbers instead of minimum shades. • Provide additional task lighting that suits welders' needs. • ALWAYS use the same shade as the welder's if you are directly observing
the welding arc. • Do not use gas welding goggles for arc welding. • Do not substitute modified glasses, sunglasses, smoked plastic or other
materials for proper welding lenses.
LENS SHADE SELECTOR
Shade numbers are given as a guide only and may be varied to suit individual needs.
*As a rule of thumb, start with a shade that is too dark to see the weld zone. Then go to a lighter shade which gives sufficient view of the weld zone without going below the minimum.
Process Electrode Size in. (mm)
Arc Current (Amperes)
Minimum Protective
Shade
Suggested* Shade No. (Comfort)
Shielded Metal Are Welding (SMAW)
Less than 3/32 (2.4) 3/32-5/32 (2.4-4.0) 5/32-1/4 (4.0-6.4) More than ¼ (6.4)
Less than 60 60-160 160-250 250-550
7 8
10 11
- 10 12 14
Gas Metal Arc Welding (GMAW) and Flux Cored Arc Welding (FCAW)
Less than 60 60-160 160-250 250-550
7 10 10 10
- 11 12 14
Gas Tungsten Arc Welding (GTAW)
Less than 50 50-100 150-500
8 8
10
10 12 14
Air Carbon Arc Cutting (CAC-A) Less than 500
500-1000 10 11
12 14
Plasma Arc Welding (PAW)
Less than 20 20-100 100-400 400-800
6 8
10 11
6 to 8 10 12 14
Plasma Arc Cutting (PAC)
Less than 20 20-40 40-60 60-80 80-300 300-400 400-800
4 5 6 8 8 9
10
4 5 6 8 9
12 14

1-12
1.7 Protective Clothing Like other jobs or careers, welders must wear suitable protective equipment. In general, Personal Protective Equipment (PPE) must protect against hazards such as burns, sparks, spatter, electric shock, and radiation. The use of PPE is a good safe practice and may be required by regulatory agencies. • Wear clothing made from heavyweight, tightly woven, 100% wool or cotton
to protect from UV radiation, hot metal, sparks and open flames. Flame retardant treatments become less effective with repeated laundering.
• Keep clothing clean and free of oils, greases and combustible contaminants. • Wear long-sleeved shirts with buttoned cuffs and a collar to protect the neck.
Dark colors prevent light reflection. • Tape shirt pockets closed to avoid collecting sparks or hot metal or keep
them covered with flaps. • Pant legs must not have cuffs and must cover the tops of the boots. Cuffs
can collect sparks. • Repair all frayed edges, tears or holes in clothing. • Wear high top boots fully laced to prevent sparks from entering into the
boots. • Use fire-resistant boot protectors or spats strapped around the pant legs and
boot tops, to prevent sparks from bouncing in the top of the boots. • Remove all ignition sources such as matches and butane lighters from
pockets. Hot welding sparks may light the matches or ignite leaking lighter fuel.
• Wear gauntlet-type cuff leather gloves or protective sleeves of similar material, to protect wrists and forearms. Leather is a good electrical insulator if kept dry.
• Direct any spark spray away from your clothing. • Wear leather aprons to protect your chest and lap from sparks when
standing or sitting. • Wear layers of clothing. To prevent sweating, avoid overdressing in cold
weather. Sweaty clothes cause rapid heat loss. Leather welding jackets are not very breathable and can make you sweat if you are overdressed.
• Wear a fire-resistant skull cap or balaclava hood under your helmet to protect your head from burns and UV radiation.
• Wear a welder's face shield to protect your face from UV radiation and flying particles.
• DO NOT wear rings or other jewelry. • DO NOT wear clothing made from synthetic or synthetic blends. The
synthetic fabric can burn vigorously, melt and produce bad skin burns.

1-13
Protect all areas of your body from injury during welding or cutting by wearing the proper protective clothing and equipment. Do not weld or cut unless wearing the necessary PPE as specified in this manual and in ANSI Z49.1.
1.8 EMF Information Considerations about Welding and the Effects of Low Frequency Electric and Magnetic Fields Welding current, as it flows through welding cables, will cause electromagnetic fields. There has been and still is some concern about such fields. However, after examining more than 500 studies spanning 17 years of research, a special blue ribbon committee of the National

1-14
Research Council concluded that: “The body of evidence, in the committee’s judgment, has not demonstrated that exposure to power-frequency electric and magnetic fields is a human-health hazard.” However, studies are still going forth and evidence continues to be examined. Until the final conclusions of the research are reached, you may wish to minimize your exposure to electromagnetic fields when welding or cutting. To reduce magnetic fields in the workplace, use the following procedures:
1. Keep cables close together by twisting or taping them. 2. Arrange cables to one side and away from the operator. 3. Do not coil or drape cables around your body. 4. Keep welding power source and cables as far away from operator
as practical. 5. Connect work clamp to work-piece as close to the weld as
possible. About Pacemakers: Pacemaker wearers consult your doctor first. If cleared by your doctor, then following the above procedures is recommended. 1.9 General Precautionary Label Found on unit and packaging. Do not attempt to remove, destroy, or cover label.

1-1A
SECCIÓN 1: INSTRUCCIONES DE SEGURIDAD Y ADVERTENCIAS 1.1 Símbolo de uso Este manual contiene información importante que necesita conocer y comprender a fin de garantizar su seguridad y funcionamiento adecuado del equipo. Los símbolos siguientes le ayudarán a reconocer esta información. Por favor, lea el manual y prestar atención a estas secciones.
Guarde estas instrucciones de seguridad importantes! Lea y entienda todas las instrucciones de seguridad. Asegúrese de mantenerlas para su uso futuro.
ADVERTENCIA! Las advertencias indican una gran posibilidad de certeza o de lesiones personales o la muerte si no sigue las instrucciones.
ATENCIÓN: PRECAUCIONES INDICAN UNA POSIBILIDAD DE DAÑOS AL EQUIPO Si las instrucciones no se siguen correctamente.
Nota: Toma nota de dar información útil Productos de soldadura y procesos de soldadura puede causar lesiones graves o la muerte, o daños a otros equipos
o la propiedad, si el operador no tiene que observar estrictamente las normas de seguridad y tomar medidas de precaución.
Las normas de seguridad se describen en la Norma Nacional Americana Z49.1 titulado: SEGURIDAD EN LA SOLDADURA Y CORTE. Esta publicación y otras guías sobre lo que usted debe aprender antes de hacer funcionar este equipo se encuentra al final de las medidas de seguridad. TIENE TODAS LAS DE INSTALACIÓN, OPERACIÓN DE TRABAJO DE REPARACIÓN Y MANTENIMIENTO realizado por profesionales calificados.

1-2A
1.2 Riesgos de soldadura por arco Los símbolos se muestra a continuación se utilizan en este manual para llamar la atención e identificar los posibles peligros. Cuando vea el símbolo, tenga cuidado, y siga las instrucciones correspondientes para evitar el peligro. La información de seguridad dada abajo es solamente un resumen de la información de seguridad más completo que se encuentra en los estandares de seguridad en la Sección 1.4. Lea y siga todas las normas de seguridad.
Una descarga eléctrica puede matar. Tocar partes eléctricas vivas puede causar un toque fatal o quemaduras severas. El circuito de electrodo y trabajo está vivo eléctricamente cuando la salida está activada. El circuito de entrada y los circuitos internos de la máquina también están vivos cuando el aparato está encendido. En la soldadura con alambre semiautomática o automática, el alambre, carrete de
alambre, la vivienda rodillos de alimentación y todas las partes de metal que tocan el alambre de soldadura están vivos eléctricamente. Incorrectamente instalados o inadecuadamente a tierra es un peligro. • No tocar las partes eléctricas. • Use guantes de aislamiento secos y sin huecos y protección del cuerpo.
• Aislar a ti mismo del trabajo y la tierra usando alfombras o cubiertas o
cubiertas suficientemente grande como para prevenir cualquier contacto físico con el trabajo o tierra.
• No use la salida de corriente alterna en áreas húmedas, si el movimiento se limita, o si existe el peligro de caer.
• Use la salida CA SOLAMENTE si lo requiere el proceso de soldadura. • Si la salida de CA se requiere utilizar el control remoto si hay uno presente
en la unidad.
• Desconecte la corriente de entrada o pare el motor antes de instalar o dar servicio a este equipo. Bloqueo y etiquetado de alimentación de entrada de acuerdo con OSHA 29 CFR 1910.147 (ver normas de seguridad).
• Instale el suelo y este equipo de acuerdo a sus códigos Manual de instrucciones y nacionales, estatales y locales.
• Siempre verifique el suministro de tierra - chequee y asegúrese que la potencia de entrada alambre de tierra esté correctamente conectado al terminal de tierra en la caja de desconexión o que su enchufe esté conectado a una toma de toma de tierra adecuada.
• Cuando haga las conexiones de entrada adjuntar conductor de puesta a tierra primero - doble chequee sus conexiones.
• Frecuentemente inspeccione el cordón de entrada de potencia por daño o
por alambre desnudo - reemplace el cordón inmediatamente si está dañado

1-3A
un alambre desnudo puede matarlo.
• Apague todo equipo cuando no esté en uso.
• No utilice desgastados, rotos, o mal los cables empalmados.
• No envuelva los cables alrededor de su cuerpo.
• Si toma de tierra de la pieza de trabajo se requiere conexión de tierra con un cable separado.
• No toque el electrodo si usted está en contacto con la obra, tierra u otro
electrodo de una máquina diferente.
• Use solamente equipo bien mantenido. Repare o reemplace las piezas dañadas a la vez. Unidad de acuerdo al manual.
• Use un arnés de seguridad si se trabaja sobre el nivel del suelo.
• Mantenga todos los paneles y cubiertas en su sitio.
• El cable de la pinza de trabajo con un buen contacto metal-metal a la pieza
de trabajo o mesa de trabajo lo más cerca de la soldadura como sea posible.
• Aísle la abrazadera cuando no están conectados a la pieza de trabajo para
evitar el contacto con cualquier objeto de metal
• No conecte más de un electrodo o el cable de trabajo a cualquier terminal de salida de soldadura única.
IMPORTANTE DC VOLTAJE existe después de la eliminación de la potencia de entrada. • Apague el inversor, desconecte la corriente de entrada y descarga de
condensadores de entrada de acuerdo a las instrucciones de la sección de mantenimiento antes de tocar cualquier pieza.
HUMOS Y GASES pueden ser peligrosos. Soldadura produce humos y gases. Respirando estos humos y gases pueden ser peligrosos para su salud.
• Mantenga su cabeza fuera del humo. No respirar los vapores. • Si está adentro, ventile el área y / o el uso de escape en el arco para
eliminar los humos y gases de soldadura.

1-4A
• Si la ventilación es mala, use un respirador aprobado con suministro de aire.
• Lea las hojas de seguridad (MSDS) y las instrucciones del fabricante para
los metales, consumibles, recubrimientos, limpiadores y desengrasantes.
• Trabajar en un espacio cerrado solamente si está bien ventilado o mientras esté usando un respirador con suministro de aire. Tenga siempre un watchperson capacitados cerca. Los humos y gases pueden desplazar el aire y bajar el nivel de oxígeno causando daño o la muerte. Asegúrese de que el aire respirable es seguro.
• No suelde en lugares cerca de desengrase, limpieza o las operaciones de
pulverización. El calor y los rayos del arco pueden hacer reacción con los vapores y formar gases altamente tóxicos e irritantes.
• No suelde en materiales de recubrimientos, como galvanizado, plomo o
acero cadmiado, a menos que el revestimiento se elimina del área de soldadura, la zona está bien ventilada, y si es necesario, mientras esté usando un respirador con suministro de aire. Los recubrimientos de cualquier metal que contiene estos elementos pueden emanar humos tóxicos cuando se sueldan.
• Apague el protector cuando no suministro de gas en uso.
RAYOS DEL ARCO pueden quemar los ojos y la piel. Los rayos del arco del proceso de soldadura producen intensa visible e invisible (ultravioleta e infrarroja) que los rayos pueden quemar los ojos y la piel. Chispas se escapan de la soldadura.
• Use una careta de soldar que tenga un matiz apropiado de filtro para proteger su cara y ojos mientras esté soldando o mirando (véase la norma ANSI Z49.1 y Z87.1 estándares de seguridad 1.4).
• Use anteojos de seguridad con protección lateral debajo de su casc • Use pantallas de protección o barreras para proteger a otros del
destello y el brillo, alerte a otros que no miren el arco. • Use ropa protectora hecha de un material resistente, resistente al fuego
(de cuero y lana) y protección para los pies. SOLDAR puede causar fuego o explosión.
Soldando en un envase cerrado, como tanques, tambores o tubos, puede causar a volar. Las chispas pueden volar de un arco de soldadura. Las chispas que vuelan, el trabajo en caliente pieza, y el equipo caliente pueden causar fuegos y quemaduras. El contacto accidental del electrodo a objetos de metal puede

1-5A
causar chispas, explosión, sobrecalentamiento, o fuego. Revise y asegúrese que el área es segura antes de comenzar a soldar. • Protéjase y proteja a otros de las chispas y metal caliente.
• No suelde donde las chispas pueden impactar material inflamable.
• Quite todo material inflamable dentro de 35 pies (10,7 m) de la soldadura al
arco.
• Si esto no es posible, cúbralo apretadamente con cubiertas aprobadas.
• Esté alerta de que chispas de soldar y materiales calientes de la soldadura puede pasar fácilmente a través de pequeñas grietas y aberturas en las zonas adyacentes.
• Tenga cuidado con el fuego, y mantenga un extinguidor de fuego cerca.
• Tenga en cuenta que la soldadura en el techo, piso, pared o partición puede causar fuego en la cara oculta.
• No suelde en receptáculos cerrados como tanques, tambores o tubería, a
menos que estén debidamente preparados de acuerdo con AWS F4.1 (véase normas de seguridad).
• Conecte el cable de trabajo a la labor tan cerca de la zona de soldadura
como sea posible para evitar que la corriente de soldadura de viajar rutas de largo, posiblemente por partes desconocidas causando una descarga eléctrica y peligro de incendio.
• No use una soldadora para descongelar tubos helados.
• Retire electrodo de varilla de soporte o corte el alambre de soldadura
cuando no en la punta de contacto en el uso.
• Use ropa protectiva sin aceite como guantes de cuero, camisa gruesa, gemelos menos los pantalones, los zapatos de bebé, y una gorra.
• Retire todo material combustible, tales como encendedores de butano o
fósforos, de su persona antes de comenzar a soldar.
METAL QUE VUELA pueden lesionar los ojos. • soldar, picar, cepillar con alambre, y las chispas causa de pulido y metal que vuele. Como se enfrían las sueldas, estás pueden soltar escoria. • Use anteojos de seguridad con resguardos laterales hasta debajo de su careta.
1-6A
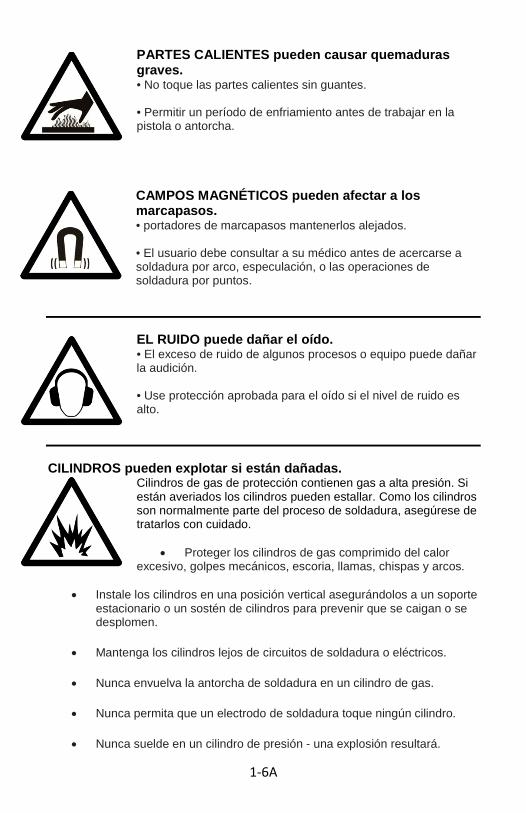
PARTES CALIENTES pueden causar quemaduras graves. • No toque las partes calientes sin guantes. • Permitir un período de enfriamiento antes de trabajar en la pistola o antorcha.
CAMPOS MAGNÉTICOS pueden afectar a los marcapasos. • portadores de marcapasos mantenerlos alejados. • El usuario debe consultar a su médico antes de acercarse a soldadura por arco, especulación, o las operaciones de soldadura por puntos.
EL RUIDO puede dañar el oído. • El exceso de ruido de algunos procesos o equipo puede dañar la audición. • Use protección aprobada para el oído si el nivel de ruido es alto.
CILINDROS pueden explotar si están dañadas.
Cilindros de gas de protección contienen gas a alta presión. Si están averiados los cilindros pueden estallar. Como los cilindros son normalmente parte del proceso de soldadura, asegúrese de tratarlos con cuidado.
• Proteger los cilindros de gas comprimido del calor excesivo, golpes mecánicos, escoria, llamas, chispas y arcos.
• Instale los cilindros en una posición vertical asegurándolos a un soporte
estacionario o un sostén de cilindros para prevenir que se caigan o se desplomen.
• Mantenga los cilindros lejos de circuitos de soldadura o eléctricos.
• Nunca envuelva la antorcha de soldadura en un cilindro de gas.
• Nunca permita que un electrodo de soldadura toque ningún cilindro.
• Nunca suelde en un cilindro de presión - una explosión resultará.

1-7A
• Use solamente gas protectivo correcto, reguladores, mangueras y accesorios diseñados para la aplicación específica, mantenerlos y sus partes en buen estado.
• Gire la cara lejos de la salida de la válvula cuando la válvula de cilindro. • Mantenga la tapa protectora en su lugar sobre la válvula excepto cuando el
cilindro está en uso o conectado para ser usado. • Lea y siga las instrucciones de los cilindros de gas comprimido, equipo
asociado, y la publicación P-1 que figuran en las normas de seguridad. 1.3 Símbolos adicionales para instalación, operación y
mantenimiento Incendio o explosión.
• No ponga la unidad encima de, sobre o cerca de superficies combustibles.
• No instale la unidad cerca de materiales inflamables.
• No sobrecarga a los alambres edificio - asegure que su sistema de alimentación es del tamaño adecuado, capacidad y protegido para manejar esta unidad.
UNIDAD QUE CAE puede causar lesiones.
• Utilizar los ojos de elevación para levantar la unidad, NO con tren de rodaje, cilindros de gas, o cualquier otro accesorio.
• Use equipo de capacidad adecuada para levantar y soporte de la unidad.
• Si usa montacargas para mover la unidad, asegure que los dedos son bastante largas para extender más allá al lado opuesto de la unidad.
SOBREUSO puede causar
• Permitir un período de enfriamiento, siga el ciclo de trabajo nominal.
• Reduzca la corriente o ciclo de trabajo antes de comenzar a soldar de nuevo.
• No bloquee o filtre el flujo de aire a la unidad.
ESTÁTICA (ESD) puede dañar las placas de PC. • Ponga los tirantes aterrizados de muñeca ANTES de tocar los
tableros o partes.

1-8A
• Uso adecuado bolsas anti-estáticas y cajas para almacenar, mover o enviar tarjetas impresas de circuito.
PARTES QUE SE MUEVEN pueden causar lesiones.
• Manténgase alejado de las piezas móviles.
• Aléjese de todo punto que pellizque, tal como rodillos de
arrastre.
ALAMBRE de SOLDAR puede causar lesiones.
• No presione el gatillo de la pistola hasta que se lo indiquen.
• No apunte la pistola hacia cualquier parte del cuerpo, otras personas, o cualquier otro metal cuando esté pasando el alambre de soldadura.
PARTES QUE SE MUEVEN pueden causar lesiones. • Manténgase alejado de las piezas móviles, tales como
ventiladores.
• Mantenga todas las puertas, paneles, cubiertas y guardas cerrados y en su lugar.
H. F. puede causar interferencia.
• Alta frecuencia (HF) puede interferir con la navegación de
radio, servicios de seguridad, computadoras y equipos de comunicaciones.
• Consiga que sólo personas calificadas, familiarizadas con los equipos electrónicos realizar esta instalación.
• El usuario es responsable de tener a un electricista calificado corregir
rápidamente cualquier problema causado por la instalación.
• Si se notifica por la FCC sobre la interferencia, deje de usar el equipo a la vez.
• Asegure que la instalación revisan regularmente y se mantiene.

1-9A
• Mantenga las puertas de alta frecuencia de la fuente y los paneles cerradas completamente, mantenga los platinos en su fijación correcta y haga tierra y blindaje para minimizar la posibilidad de interferencia.
SOLDADURA DE ARCO puede causar interferencia. • La energía electromagnética puede interferir con equipos
electrónicos sensibles, tales como computadoras y equipo de cómputo basada en como los robots
• Asegúrese de que todos los equipos en el área de soldadura sea electromagnéticamente compatible.
• Para reducir la posible interferencia, mantenga los cables de soldadura lo
más breve posible, juntos, y muy abajo, como en el suelo. • Ponga su operación de soldadura de 100 metros de cualquier equipo
electrónico sensible. • Asegúrese que la máquina de soldar esté instalada y conectada a tierra de
acuerdo a este manual. • Si todavía ocurre interferencia, el usuario debe tomar medidas adicionales,
tales como mover la máquina de soldar, usar cables blindados, usar filtros de línea o blindar el área de trabajo.
1.4 Proposición 65 de California Advertencia • para soldar o cortar, produce humo o gases que contienen sustancias
químicas que el Estado de California para causar defectos de nacimiento y, en algunos casos, cáncer. (Salud de California y la Sección 25249.5 del Código de Seguridad y ss.)
1.5 Principales normas de seguridad La seguridad en cortar y soldar, estándar ANSI Z49.1, de la American Welding Society, 550 NW LeJeune Rd., Miami, FL 33126. Normas de seguridad y salud, OSHA 29 CFR 1910, del Superintendente de Documentos, EE.UU. Government Printing Office, Washington, DC 20402. Prácticas Seguras Recomendadas para la Preparación de soldadura y corte de los envases que han contenido sustancias peligrosas, la American Welding Society Norma AWS F4.1, de la American Welding Society, 550 NW LeJeune Rd., Miami, FL 33126. Código Eléctrico Nacional, NFPA estándar 70, de la National Fire Protection Association, Batterymarch Park, Quincy, MA 02269. Manejo seguro de gases comprimidos en cilindros, pamfleto CGA P-1, de la Compressed Gas Association, 1235 Jefferson Davis Highway, Suite 501, Arlington, VA 22202. Código para seguridad en cortar y soldar, estándar CSA W117.2, de la Asociación Canadiense de Estándares, Normas de ventas, 178 Rexdale Blvd, Rexdale, Ontario, Canadá M9W 1R3. Prácticas Seguras para la Ocupación y la Educación de ojos y cara Protección, estándar ANSI Z87.1 del American National Standards Institute, 1430 Broadway, Nueva York, NY 10018. Procesos de corte y soldadura, estándar NFPA 51B de la National Fire Protection Association, Batterymarch Park, Quincy, MA 02269

1-10A
1.6 Protección de los ojos Los ojos y la cara para la soldadura y tareas relacionadas, tales como la molienda y saltar, deberá cumplir con los requisitos de la norma ANSI Z87.1. Busque las etiquetas o marcas que indiquen el cumplimiento. Dependiendo de la tarea de trabajo específica, adecuada para los ojos / la cara pueden incluir gafas de seguridad con protección lateral (protección lateral o una envoltura-alrededor de los marcos), gafas, máscaras, cascos de la soldadura, las cortinas, o combinaciones de las anteriores.
• Escoja un casco que cierre bien para ayudar a reducir el reflejo de luz en el casco a través del espacio entre el depósito y la cabeza.
• Use el casco correctamente. No lo utilice como un escudo a mano. • Proteja la lente de la sombra de los cambios de temperatura y repentino
impacto que podría agrietarse. • Use una cubierta de lente para proteger los lentes oscuros. Vuelva a
colocar la cubierta de la lente si se raya o nebulosa. • Asegúrese de reemplazar la junta periódicamente si el casco usa. • Vuelva a colocar la lente transparente de contención para proteger sus
ojos de piezas rotas. • Limpie periódicamente las lentes. • Deseche picados o dañados lentes.

1-11A
La sombra del filtro adecuado se selecciona de acuerdo con el proceso de soldadura, diámetro del alambre, y la operación actual. La siguiente tabla muestra los números de tono correcto para diferentes situaciones.
• Use SIEMPRE sugerido números de la cortina en lugar de tonos mínimo. • Proveer iluminación de la tarea adicional que se adapte a las necesidades
de los soldadores. • SIEMPRE use el mismo tono que el soldador, si usted es la observación
directa de la soldadura al arco. • No use gafas de gas de soldadura para la soldadura de arco. • No sustituya los lentes modificadas, gafas de sol, ahumado plástico u otros
materiales para las lentes de soldadura adecuada.
LENTE selector del grado de Números de sombra se dan únicamente a título orientativo y puede variar para adaptarse a las necesidades individuales..
* Como regla general, comience con un tono que es demasiado oscuro para ver la zona de soldadura. Luego ir a un tono más claro que le dé suficiente vista de la zona de soldadura sin pasar por debajo del mínimo.
Process Electrode Size in. (mm)
Arc Current (Amperes)
Minimum Protective
Shade
Suggested* Shade No. (Comfort)
Shielded Metal Are Welding (SMAW)
Less than 3/32 (2.4) 3/32-5/32 (2.4-4.0) 5/32-1/4 (4.0-6.4) More than ¼ (6.4)
Less than 60 60-160 160-250 250-550
7 8
10 11
- 10 12 14
Gas Metal Arc Welding (GMAW) and Flux Cored Arc Welding (FCAW)
Less than 60 60-160 160-250 250-550
7 10 10 10
- 11 12 14
Gas Tungsten Arc Welding (GTAW)
Less than 50 50-100 150-500
8 8
10
10 12 14
Air Carbon Arc Cutting (CAC-A) Less than 500
500-1000 10 11
12 14
Plasma Arc Welding (PAW)
Less than 20 20-100 100-400 400-800
6 8
10 11
6 to 8 10 12 14
Plasma Arc Cutting (PAC)
Less than 20 20-40 40-60 60-80 80-300 300-400 400-800
4 5 6 8 8 9
10
4 5 6 8 9
12 14

1-12A
1.7 Ropa de protección Al igual que otros trabajos o carreras, los soldadores deberán usar equipo de protección adecuado. En general, Equipo de Protección Personal (EPP) debe proteger contra riesgos tales como quemaduras, chispas, salpicaduras, descargas eléctricas y radiación. La utilización de los EPI es una buena práctica segura y puede ser requerido por las agencias reguladoras.
• Use ropa hecha de peso pesado, de tejido apretado, 100% lana o de algodón para protegerse de la radiación UV, metal caliente, chispas y llamas. Tratamientos ignífugos se vuelven menos efectivos con el lavado repetido.
• Mantenga la ropa limpia y libre de aceites, grasas y contaminantes de los combustibles.
• Use camisas de manga larga con puños abotonados y un collar para proteger el cuello. Los colores oscuros prevenir la reflexión de la luz.
• bolsillos de la camisa cierre con cinta adhesiva para evitar la recolección de las chispas o metal caliente o mantenerlos cubiertos con solapas.
• las piernas del pantalón no debe tener los puños y debe cubrir la parte superior de las botas. Puños puede recoger las chispas.
• Reparación de todos los bordes deshilachados, roturas o agujeros en la ropa.
• Use botas altas arriba totalmente atado para evitar que las chispas entren en las botas.
• Utilice protectores de arranque resistentes al fuego o polainas atadas alrededor de las piernas del pantalón y las botas, para evitar que las chispas de rebote en la parte superior de las botas.
• Eliminar todas las fuentes de ignición tales como fósforos y los encendedores de butano de los bolsillos. Soldadura en caliente chispas pueden encender los fósforos o encendedor encender fugas de combustible.
• Use guante de tipo manguito guantes de cuero o las mangas de protección de material similar, para proteger las muñecas y los antebrazos. El cuero es un buen aislante eléctrico si se mantiene seco.
• Dirigir el chorro hacia cualquier chispa de su ropa. • Use un mandil de cuero para proteger su pecho y piernas de chispas al
estar de pie o sentado. • Use varias capas de ropa. Para evitar la sudoración, evite demasiada
ropa cuando hace frío. Ropa sudada causar pérdida rápida del calor. Chaquetas de piel de soldadura no son muy transpirable y puede hacer que usted suda si están demasiado abrigados.
• Use un gorro resistente al fuego o una campana de pasamontañas debajo del casco para protegerse la cabeza contra las quemaduras y la radiación UV.
• Use protector de un soldador de la cara para protegerse la cara de la radiación UV y partículas volantes.
• No llevar anillos u otras joyas. • NO use ropa hecha de mezclas sintéticas o sintéticas. El tejido sintético
puede arden con gran fuerza, se funden y producen quemaduras graves de piel.

1-13A
Proteger a todas las áreas de su cuerpo de las lesiones durante la soldadura o el corte con el uso de la ropa adecuada y equipo de protección. No suelde o corte a menos que use el PPE necesario tal como se especifica en este manual y en la norma ANSI Z49.1.
1.8 Información del EMF Consideraciones sobre la soldadura y los efectos de baja frecuencia Campos Eléctricos y Magnéticos Corriente de soldadura, a medida que fluye a través de cables de soldadura, hará que los campos electromagnéticos. No ha sido y sigue siendo cierta preocupación acerca de estos campos. Sin embargo, después de examinar más de 500 estudios sobre el transcurso de 17 años de investigación, un comité especial de la cinta azul de la Nacional Consejo de Investigación concluyó que: "El cuerpo de la evidencia, a juicio del comité, no ha demostrado que la exposición a la energía-frecuencia los campos

1-14A
eléctricos y magnéticos es un peligro para la salud humana." Sin embargo, los estudios todavía están haciéndose y la evidencia continua siendo examinada. Hasta que las conclusiones finales de la investigación se alcanzan, es posible que desee reducir al mínimo su exposición a los campos electromagnéticos en la soldadura o de corte. To reduce magnetic fields in the workplace, use the following procedures:
1. Mantenga los cables lo más juntos posible torcer o cinta adhesiva. 2. Los cables a un lado y lejos del operador. 3. No envuelva o cuelgue cables alrededor de su cuerpo. 4. Mantenga la fuente de poder de soldadura y los cables lo más lejos del operador como sea posible. 5. Conecte la pinza de trabajo a la pieza de trabajo lo más cerca posible de la soldadura como sea posible.
Sobre los Marcapasos: Portadores de marcapasos consulte a su médico. Si su doctor lo permite, entonces siga los procedimientos arriba indicados. 1.8 Etiqueta de precaución General Que se encuentran en la unidad y el envasado. No trate de remover, destruir, o la cubierta de la etiqueta.

2-1
SECTION 2: INTRODUCTION AND SPECIFICATIONS 2.1 Equipment Identification The unit’s identification number (specification or part number), model, and serial number usually appear on a nameplate attached to the machine. Equipment which does not have a nameplate attached to the machine is identified only by the specification or part number printed on the shipping container. Record these numbers for future reference.
20A-135A
X 20% 60% 100%
U0 V 73
I2 90A 52A 40A
U2 18.5V 16.6V 16V
1 ~ 60Hz
U1 V 115
I1 max A 21
I1 eff A 14.7
IP21S UL 60974-1
2.2 Description The Smarter Tools™ MIG-135 is the perfect choice for projects and repairs around the home and auto body shop. This MIG welder will produce a cleaner bead with less splatter than a regular flux core wire welder. The welder runs off of a 115 volt outlet and produces an output range or 30-90 amps. It uses standard flux-core wire (E71-GS) or steel wire 0.6mm – 0.8mm in diameter and has four heat settings to easily adjust the output according to the thickness of metal you’re welding. The welder can easily switch between MIG and Flux welding by changing the polarity and welds steel from 24 gauge to 3/16”. It also includes 2 extra contact tips, a 2lb spool of flux wire, a 2lb spool of MIG wire, and an adjustable gas regulator with a hose.
S

2-2
2.3 Specifications Welding Output Welding Current Range 20-135 Amps Nominal DC Open Circuit Voltage (OCV) 33V
Welding Output, 104º F (40º C), 10 min. (quoted figures refer to SMAW output)
40A /16V @ 100% 52A /16.6V @ 60% 90A /18.5V @ 20%
Rated Input Current (A) for MIG Welding 9A [email protected] Iο = 90A@ 18.5V
Rated Output for MIG Welding 90A / 18.5V @ 20% Duty Cycle (%) 20% @ 90A / 18.5V Welder Type MIG Welder Output Terminal Type Direct Wire Mains Power Number of Phases Single Phase Nominal Supply Voltage 115V Nominal Supply Frequency 60 Hz Effective Input Current (l1eff) 9 Amps Maximum Input Current (l1 max) Δ 21 Amps Classification Protection Class IP21S Standards UL 551 Cooling Method Fan Cooled Dimensions and Weight Welding Power Source Mass 50 lb. (22.7 kg) Welding Power Source Dimensions (Height x Width x Depth)
H 19" x W 12.6" x D 15.5" (H 483mm x W 320mm x D 394mm)
The recommended time delay fuse or circuit breaker size is 30 amp. An individual branch circuit capable of carrying 30 amperes and protected by fuses or circuit breaker is recommended for this application. Fuse size is based on not more than 200 percent of the rated input amperage of the welding power source (Based on Article 630, National Electrical Code).
Smarter Tools continuously strives to produce the best product possible and therefore reserves the right to change, improve or revise the specifications or design of this or any product without prior notice. Such updates or changes do not entitle the buyer of equipment previously sold or shipped to the corresponding changes, updates, improvements or replacement of such items.
The values specified in the table above are optimal values, your values may differ. Individual equipment may differ from the above specifications due to in part, but not exclusively, to any one or more of the following; variations or changes in manufactured components, installation location and conditions and local power grid supply conditions

2-3
2.4 Duty Cycle The rated duty cycle of a Welding Power Source, is a statement of the time it may be operated at its rated welding current output without exceeding the temperature limits of the insulation of the component parts. To explain the 10 minute duty cycle period the following example is used. Suppose a Welding Power Source is designed to operate at a 20% duty cycle, 90 amperes at 18.5 volts. This means that it has been designed and built to provide the rated amperage (90A) for 2 minutes, i.e. arc welding time, out of every 10 minute period (20% of 10 minutes is 2 minutes). During the other 8 minutes of the 10 minute period the Welding Power Source must idle and allowed to cool.
Duty cycle is percentage of 10 minutes that unit can weld at rated load without overheating. Exceeding duty cycle can damage unit and void warranty.
GMAW (MIG): 20% Duty Cycle at 90 A AC/DC
2.5 Transportation Methods
Electric Shock can kill. DO NOT TOUCH live electric parts. Disconnect input power conductors from de-energized supply line before moving the welding power source.
Lift unit with handle on top of case. Use handcart or similar device of adequate capacity. If using a fork lift vehicle, place secure unit on a proper skid before transporting.

3-1
SECTION 3: INSTALLATION 3.1 Selecting a Location Be sure to locate the welder according to the following guidelines: • In areas, free from moisture and dust. • Ambient temperature between 32°F (0°C) to 104° F (40° C). • In areas, free from oil, steam and corrosive gases. • In areas, not subjected to abnormal vibration or shock. • In areas, not exposed to direct sunlight or rain. • Place at a distance of 12” – 18” (300 - 460mm) or more from walls or similar
that could restrict natural air flow for cooling 3.2 Environment These units are designed for use in environments with increased hazard of electric shock. Examples of environments with increased hazards are: A. In locations in which freedom of movement is restricted, so that the operator is
forced to perform the work in a cramped (kneeling, sitting or lying) position with physical contact with conductive parts.
B. In locations which are fully or partially limited by conductive elements, and in
which there is a high risk of unavoidable or accidental contact by the operator. C. In wet or damp hot locations where humidity or perspiration considerably
reduces the skin resistance of the human body and the insulation properties of accessories.
Environments with increased hazard of electric shock do not include places where electrically conductive parts in the near vicinity of the operator, which can cause increased hazard, have been insulated.
3.3 Electrical Input Power The MIG-135 is a three-wire grounded device (hot-neutral-ground) rated for 125 V maximum.

3-2
THE MIG-135 SHOULD BE OPERATED FROM A SINGLE-PHASE 60Hz, AC POWER SUPPLY. THE INPUT VOLTAGE SHOULD MATCH THE ELECTRICAL INPUT VOLTAGES SHOWN ON THE INPUT DATA LABEL ON THE UNIT NAMEPLATE. SEE SECTION 2.1 FOR EXAMPLE
DO NOT ATTEMPT TO CUT OFF THE GROUND PIN TO FIT IT TO A 1–15R OUTLET OR EXTENSION CORD. BY DOING SO, THE LIVE/NEUTRAL POLARITY IS LOST AND WILL INCREASE THE RISK OF SHOCK.
The time-delay fuses or circuit breaker of an individual branch circuit may trip when welding with this product due to the amperage rating of the time-delay fuses or circuit breaker.
The recommended time-delay fuses or circuit breaker size is 30 amperes. Fuse/circuit breaker size is based on not more than 200 percent of the rated input amperage of the welding power source (Based on Article 630, National Electrical Code).
An individual branch circuit capable of carrying 30 amperes and time-delay fuses or circuit breaker protection is recommended for this application.
Each unit incorporates an INRUSH circuit. When the MAIN CIRCUIT SWITCH is turned on, the inrush circuit provides pre-charging for the input capacitors. A relay in the Power Control Assembly (PCA) will turn on after the input capacitors have charged to operating voltage (after approximately 5 seconds) Damage to the PCA could occur if 133 VAC or higher is applied to the Primary Power Cable.
Primary Circuit Sizes to Achieve Maximum Current.
Model Primary Supply
Lead Size (Factory Fitted)
Minimum Primary
Current Size (Volt/Amps)
Current and Duty Cycle
MIG (GMAW)
MIG-135 12 AWG (3.3mm2) 115V/30A 90A/18.5V @ 20%

3-3
3.4 Electromagnetic Compatibility Extra precautions for Electromagnetic Compatibility may be required when this Welding Power Source is used in a domestic situation.
A. Installation and Use - Users Responsibility
The user is responsible for installing and using the welding equipment according to the manufacturer’s instructions. If electromagnetic disturbances are detected then it shall be the responsibility of the user of the welding equipment to resolve the situation with the technical assistance of the manufacturer. In some cases this remedial action may be as simple as earthing the welding circuit, see NOTE below. In other cases it could involve constructing an electromagnetic screen enclosing the Welding Power Source and the work, complete with associated input filters. In all cases, electromagnetic disturbances shall be reduced to the point where they are no longer Trouble-some.
B. Assessment of Area
Before installing welding equipment, the user shall make an assessment of potential electromagnetic problems in the surrounding area. The following shall be taken into account.
1. Other supply cables, control cables, signaling and telephone cables; above, below and adjacent to the welding equipment.
2. Radio and television transmitters and receivers.
3. Computer and other control equipment.
4. Safety critical equipment, e.g. guarding of industrial equipment.
5. The health of people around, e.g. the use of pace-makers and hearing aids.
6. Equipment used for calibration and measurement.
7. The time of day that welding or other activities are to be carried out.
8. The immunity of other equipment in the environment: the user shall ensure that other equipment being used in the environment is compatible: this may require additional protection measures.
The size of the surrounding area to be considered will depend on the structure of the building and other activities that are taking place. The surrounding area may extend beyond the boundaries of the premises.
C. Methods of Reducing Electromagnetic Emissions
1. Mains Supply

3-4
Welding equipment should be connected to the mains supply according to the manufacturer’s recommendations. If interference occurs, it may be necessary to take additional precautions such as filtering of the mains supply. Consideration should be given to shielding the supply cable of permanently installed welding equipment in metallic conduit or equivalent. Shielding should be electrically continuous throughout its length. The shielding should be connected to the Welding Power Source so that good electrical contact is maintained between the conduit and the Welding Power Source enclosure.
2. Maintenance of Welding Equipment
The welding equipment should be routinely maintained according to the manufacturer’s recommendations. All access and service doors and covers should be closed and properly fastened when the welding equipment is in operation. The welding equipment should not be modified in any way except for those changes and adjustments covered in the manufacturer’s instructions. In particular, the spark gaps of arc striking and stabilizing devices should be adjusted and maintained according to the manufacturer’s recommendation.
3. Welding Cables
The welding cables should be kept as short as possible and should be positioned close together, running at or close to the floor level.
4. Equipotential Bonding
Bonding of all metallic components in the welding installation and adjacent to it should be considered. However, metallic components bonded to the work piece will increase the risk that the operator could receive a shock by touching the metallic components and the electrode at the same time. The operator should be insulated from all such bonded metallic components.
5. Earthing of the Work Piece
Where the work piece is not bonded to earth for electrical safety, nor connected to earth because of its size and position, e.g. ship’s hull or building steelwork, a connection bonding the work piece to earth may reduce emissions in some, but not all instances. Care should be taken to prevent the earthing of the work piece increasing the risk of injury to users, or damage to other electrical equipment. Where necessary, the connection of the work piece to earth should be made by direct connection to the work piece, but in some countries where direct connection is not permitted, the bonding should be achieved by suitable capacitance, selected according to national regulations.
6. Screening and Shielding
Selective screening and shielding of other cables and equipment in the surrounding area may alleviate problems of interference. Screening the entire welding installation may be considered for special applications.

3-5
3.5 Setup for Welding Conventional operating procedures apply when using the Welding Power Source, i.e. connect work lead directly to work piece and electrode lead is used to hold electrode. Wide safety margins provided by the design ensure that the Welding Power Source will withstand short-term overload without adverse effects. The welding current range values should be used as a guide only. Current delivered to the arc is dependent on the welding arc voltage, and as welding arc voltage varies between different classes of electrodes, welding current at any one setting would vary according to the type of electrode in use. The operator should use the welding current range values as a guide then fine tune the welding current to suit the application.
3.6 MIG (GMAW) Setup This set up is known as DC Electrode Positive (straight polarity). This is commonly used for DC MIG welding on most materials such as steel and stainless steel.
THE MIG-135 SHIPS IN THE DC ELECTRODE POSITIVE CONFIGURATION. HOWEVER, IT IS A GOOD IDEA TO OPEN THE LEFT SIDE PANEL (WHEN FACING THE FRONT OF THE WELDER) TO ACCESS THE TERMINALS AND VERIFY THE PROPER CONNECTION.
Ground Clamp
Negative Terminal
Positive Terminal
MIG Torch

3-6
3.7 Flux Core (FCAW) Setup This set up is known as DC Electrode Negative (reverse polarity). This is commonly used for DC Flux Core welding on most materials such as steel and stainless steel.
THE MIG-135 SHIPS IN THE DC ELECTRODE POSITIVE CONFIGURATION. BEFORE ATTEMPTING TO WELD USING FLUX CORE WIRE YOU WILL NEED TO CHANGE THE POLARITY FOR FCAW SETUP.
Negative Terminal
Positive Terminal
MIG Torch
Ground Clamp

3-7
3.8 Changing Between Processes The MIG (GMAW) and Flux Core (FCAW) processes utilize different polarities (DCEP and DCEN). To change between them follow these instructions:
1. Make sure the machine is unplugged from the power receptacle. 2. Open the door to the machine. 3. Remove the polarity terminal knobs. 4. Set up the polarity (as per graphics above) by removing the leads from
the terminals and reversing them if necessary. Refer to Sections 3.6 and 3.7.
5. Replace the polarity terminal knobs. NOTE ENSURE THAT POLARITY TERMINAL KNOBS ARE TIGHTLY SECURED AND THAT THERE IS NO CONNECTION BETWEEN POSITIVE AND NEGATIVE TERMINALS.
3.9 Installing Wire Rolls To select the appropriate wire refer to Section 4.3 for guidance.
1. Open the left side panel (when facing the front of the welder) 2. Remove the Thumbscrew Spool Lock 3. Remove the Spring and the Spool Retainer 4. Place the Welding Wire Spool on the Spindle.
5. Load the wire as shown in the diagram on the following page. 6. Once the wire is in the feed position, close the side panel and turn on the
welder. 7. Use the MIG gun trigger to advance the wire through the torch until it
reaches a 1/4 to 3/8 stickout (electrode extending from the tip of the contact tube.). (See Diagram 1 on the following page)

3-8

4-1
SECTION 4:
OPERATION 4.1 General Operation Conventional operating procedures apply when using the Welding Power Source, i.e. connect work lead directly to work piece and electrode lead is used to hold the electrode. The welding current range values should be used as a guide only. Current delivered to the arc is dependent on the welding arc voltage, and as welding arc voltage varies between different classes of electrode, welding current at any one setting would vary according to the type of electrode in use. The operator should use the welding current range values as a guide then fine tune the welding current to suit the specific application. Refer to the electrode manufacture's literature for further information.
4.2 Front Panel/Controls Familiarize yourself with the location and purpose of the controls on this unit before attempting to operate.
A) Amp Adjustment Switches
C) Wire Feed Control D) Power Switch
B) Over Heat Indicator

4-2
A) Amp Adjustment Switches The Amp Adjustment Switches allow for adjustment between four different amp settings.
Switch Settings Welding Current in Volts
MAX-2 34V
MAX-1 28V
MIN-2 24V
MIN-1 21V
B) Over Heat Indicator The welding power source is protected by a self resetting thermostat. The indicator will illuminate if the duty cycle of the power source has been exceeded. If the Over Heat light illuminates wait for the Over Heat light to extinguish before resuming welding.
C) Wire Feed Control The wire feed speed is increased by turning the Wire Feed Control knob clockwise or decreased by turning the Wire Feed Control knob counterclockwise. The wire feed speed should be set according to the specific application. Refer to the wire manufacture's literature for further information.
D) Power Switch The Power Switch turns on and off the power supply to the welding power source.

4-3
4.3 Selecting Wire Types For thin metals, use a smaller diameter wire. For thicker metal use a larger wire and a larger machine. See machine recommendations for welding capacity.
Use the correct wire type for the base metal being welded. Use stainless steel wires for stainless steel, aluminum wires for aluminum, and steel wires for steel. For steel, there are two common wire types. Use an AWS classification ER70S-3 for all purpose, economical welding. Use ER70S-6 wire when more deoxidizers are needed for welding on dirty or rusty steel.
4-4
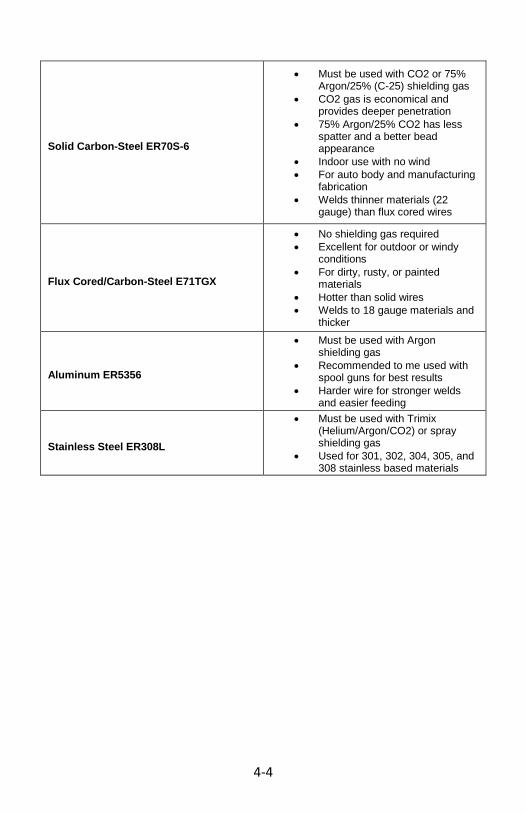
Solid Carbon-Steel ER70S-6
• Must be used with CO2 or 75% Argon/25% (C-25) shielding gas
• CO2 gas is economical and provides deeper penetration
• 75% Argon/25% CO2 has less spatter and a better bead appearance
• Indoor use with no wind • For auto body and manufacturing
fabrication • Welds thinner materials (22
gauge) than flux cored wires
Flux Cored/Carbon-Steel E71TGX
• No shielding gas required • Excellent for outdoor or windy
conditions • For dirty, rusty, or painted
materials • Hotter than solid wires • Welds to 18 gauge materials and
thicker
Aluminum ER5356
• Must be used with Argon shielding gas
• Recommended to me used with spool guns for best results
• Harder wire for stronger welds and easier feeding
Stainless Steel ER308L
• Must be used with Trimix (Helium/Argon/CO2) or spray shielding gas
• Used for 301, 302, 304, 305, and 308 stainless based materials

4-5
4.4 Back Panel/Gas Connector When using the MIG (GMAW) welding process (solid wire) a shielding gas is required. Familiarize yourself with the location of the “Back Panel” tapered nozzle Gas Connector before attempting to operate.
A stainless steel hose clamp is recommended to ensure a leak-proof connection.
Gas Connector
4-6
1. Using a secured GMAW shielding gas cylinder, slowly crack open then close the cylinder valve while standing off to the side of the valve. This will remove any debris that may be around the valve & regulator seat area.
2. Install the regulator and tighten with a wrench. 3. Connect the gas hose to the outlet of the regulator, and tighten with a
wrench. 4. Connect the other end of the gas hose to the “Gas Connector” on the
rear panel of the welder. (See image on previous page) A stainless steel hose clamp is recommended to ensure a leak-proof connection.
5. Be sure the gas valve on the torch is closed, and slowly open the cylinder valve to the fully open position.
6. Connect the ground clamp to your work piece. 7. Plug the power cable into the appropriate outlet, and turn the switch to
the “ON” position. The power L.E.D. light should illuminate. 8. Set the “Adjustment Switched” to the desired voltage. 9. You are now ready to begin MIG Welding
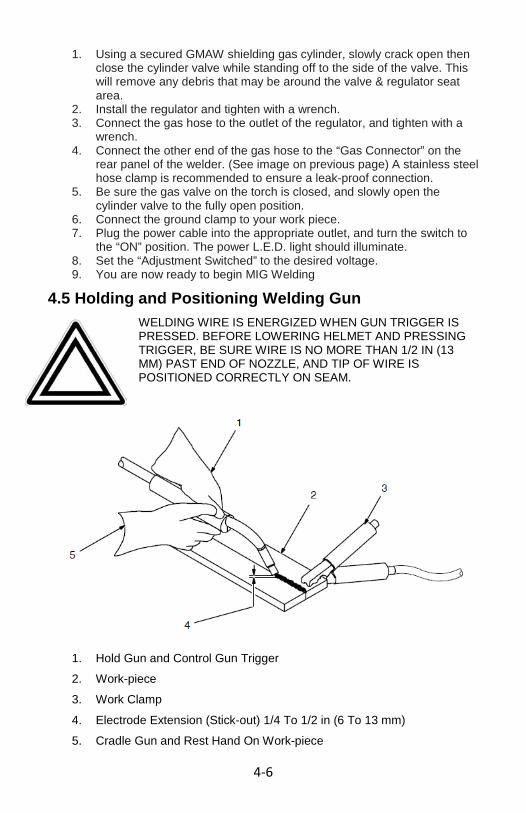
4.5 Holding and Positioning Welding Gun WELDING WIRE IS ENERGIZED WHEN GUN TRIGGER IS PRESSED. BEFORE LOWERING HELMET AND PRESSING TRIGGER, BE SURE WIRE IS NO MORE THAN 1/2 IN (13 MM) PAST END OF NOZZLE, AND TIP OF WIRE IS POSITIONED CORRECTLY ON SEAM.
1. Hold Gun and Control Gun Trigger
2. Work-piece
3. Work Clamp
4. Electrode Extension (Stick-out) 1/4 To 1/2 in (6 To 13 mm)
5. Cradle Gun and Rest Hand On Work-piece

4-1A
Sección 4: Operación
4.1 Funcionamiento General Los procedimientos convencionales de servicio son aplicables cuando se utiliza la fuente de energía de la soldadura, el trabajo de conectar es decir, conducen directamente a la pieza de trabajo y el cable del electrodo se utiliza para sostener el electrodo. Los valores de corriente de soldadura rango se debe utilizar sólo como guía. Corriente suministrada al arco depende de la tensión de soldadura de arco, y como el voltaje de soldadura por arco varía entre las diferentes clases de electrodos, la corriente de soldadura a cualquier nivel de una variable en función del tipo de electrodo en uso. El operador debe utilizar los valores de corriente de soldadura gama de guía a continuación, ajustar la corriente de soldadura para adaptarse a la aplicación específica. Refiérase a la literatura a la fabricación de electrodos para más información.
4.2 del panel frontal / controles Familiarícese con la ubicación y finalidad de los controles en esta unidad antes de intentar operar.
C) Wire Feed Control D) Power Switch
4-2A
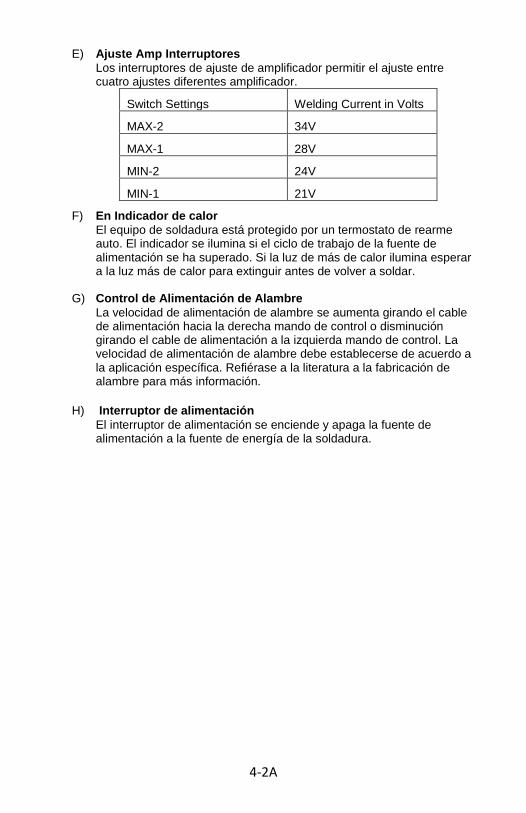
E) Ajuste Amp Interruptores Los interruptores de ajuste de amplificador permitir el ajuste entre cuatro ajustes diferentes amplificador.
Switch Settings Welding Current in Volts
MAX-2 34V
MAX-1 28V
MIN-2 24V
MIN-1 21V
F) En Indicador de calor El equipo de soldadura está protegido por un termostato de rearme auto. El indicador se ilumina si el ciclo de trabajo de la fuente de alimentación se ha superado. Si la luz de más de calor ilumina esperar a la luz más de calor para extinguir antes de volver a soldar.
G) Control de Alimentación de Alambre La velocidad de alimentación de alambre se aumenta girando el cable de alimentación hacia la derecha mando de control o disminución girando el cable de alimentación a la izquierda mando de control. La velocidad de alimentación de alambre debe establecerse de acuerdo a la aplicación específica. Refiérase a la literatura a la fabricación de alambre para más información.
H) Interruptor de alimentación El interruptor de alimentación se enciende y apaga la fuente de alimentación a la fuente de energía de la soldadura.

4-3A
4.3 Selección de tipos de cablesPara los metales delgado, utilice un cable de menor diámetro. Para más gruesas de metal utilizar un cable más grande y una máquina más grande. Véanse las recomendaciones de la máquina para la capacidad de soldadura.
Utilice el tipo de cable correcto para ser la base de metal soldada. Utilice cables de acero inoxidable para el acero inoxidable, cables de aluminio de aluminio y alambres de acero para el acero. Para el acero, hay dos tipos de cable común. Use un ER70S clasificación AWS-3 para todos los efectos, soldadura económica. Utilice ER70S-6 cable cuando más se necesitan desoxidantes para soldadura en acero sucio u oxidado.
4-4A
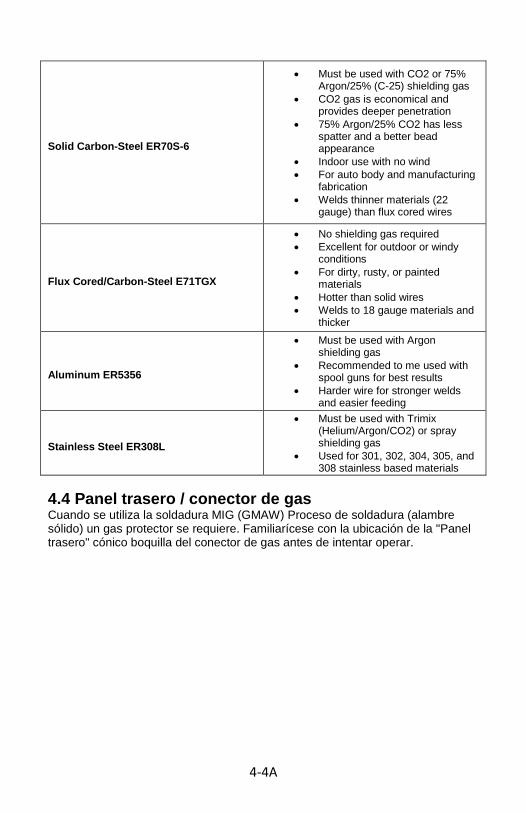
Solid Carbon-Steel ER70S-6
• Must be used with CO2 or 75% Argon/25% (C-25) shielding gas
• CO2 gas is economical and provides deeper penetration
• 75% Argon/25% CO2 has less spatter and a better bead appearance
• Indoor use with no wind • For auto body and manufacturing
fabrication • Welds thinner materials (22
gauge) than flux cored wires
Flux Cored/Carbon-Steel E71TGX
• No shielding gas required • Excellent for outdoor or windy
conditions • For dirty, rusty, or painted
materials • Hotter than solid wires • Welds to 18 gauge materials and
thicker
Aluminum ER5356
• Must be used with Argon shielding gas
• Recommended to me used with spool guns for best results
• Harder wire for stronger welds and easier feeding
Stainless Steel ER308L
• Must be used with Trimix (Helium/Argon/CO2) or spray shielding gas
• Used for 301, 302, 304, 305, and 308 stainless based materials
4.4 Panel trasero / conector de gas Cuando se utiliza la soldadura MIG (GMAW) Proceso de soldadura (alambre sólido) un gas protector se requiere. Familiarícese con la ubicación de la "Panel trasero" cónico boquilla del conector de gas antes de intentar operar.

4-5A
Una abrazadera de manguera de acero inoxidable se recomienda para asegurar una conexión a prueba de fugas.
1. El uso de un blindaje garantizado GMAW cilindro de gas, poco a poco grieta abierta a continuación, cierre la válvula del cilindro, mientras que de pie a un lado de la válvula. Esto quitará cualquier residuo que puede ser alrededor de la válvula y zona de asiento del regulador.
2. Instale el regulador y apriete con una llave. 3. Conecte la manguera de gas a la salida del regulador, y apriete con una
llave. 4. Conecte el otro extremo de la manguera de gas a la "toma de gas" en
el panel posterior de la soldadora. (Ver imagen en la página anterior) Una abrazadera de manguera de acero inoxidable se recomienda para asegurar una conexión a prueba de fugas.
5. Asegúrese de que la válvula de gas de la antorcha se cierra y abra lentamente la válvula del cilindro a la posición totalmente abierta.
6. Conecte la pinza de masa a la pieza de trabajo. 7. Conecte el cable de alimentación a la toma de caso, y gire el interruptor
en la posición "ON". El poder L.E.D. la luz debe iluminar 8. Establezca el "Ajuste de conmutación" a la tensión deseada. 9. Ahora está listo para comenzar la soldadura MIG
Gas Connector

4-6A
4.5 Holding y la pistola de soldadura de posicionamiento
ALAMBRE DE SOLDADURA se activa cuando PISTOLA es presionado. ANTES DE DESCENSO DE CASCO Y oprimir el gatillo, CABLE SE QUE HAY MÁS DE 1 / 2 pulg (13 mm) FIN PASADO DE PUNTA Y PUNTA DE ALAMBRE está colocado correctamente en la costura.
1. Mantenga la pistola y dispare la pistola de control 2. Pieza de trabajo 3. Pinza de trabajo 4. Extensión del electrodo (stick-out) 1 / 4 a 1 / 2 (6 a 13 mm) 5. Cuna de la pistola y la mano descanse sobre la pieza de trabajo
5-1
SECTION 5: MAINTENANCE AND TROUBLESHOOTING 5.1 Maintenance The only routine maintenance required is a thorough cleaning and inspection, with frequency being dependent upon the usage and the operating environment.
THIS PRODUCT CONTAINS EXREMELY DANGEROUS VOLTAGES. TURN OFF THE POWER SWITCH, UNPLUG THE POWER CABLE FROM THE OUTLET, AND ALLOW AT LEAST 2 MINUTES FOR THE PRIMARY CAPACITORS TO DISCHARGE BEFORE PERFORMING MAINTENANCE OR ATTEMPTING TO OPEN THE ENCLOSURE.
To clean the unit, open the enclosure and use a vacuum cleaner or blow gun to remove any accumulated dirt and dust. Avoid direct contact with electrical boards. Ensure that all fans and exhaust vents are clean and clear.
The unit should also be wiped clean, if necessary; with solvents that are recommended for cleaning electrical appliances.
MAINTENANCE SCHEDULE Maintain more often if used under extremely dusty or severe conditions.
EACH USE: Visual inspection of regulator, pressure, and consumable parts.
WEEKLY: Visual inspection of torch body, consumables, cables, and leads. Replace or repair as needed.
3 MONTHS: Clean exterior of power supply. Clean and tighten weld terminals.
6 MONTHS: Blow out or vacuum and accumulated dust/dirt from the interior.
5.2 Troubleshooting If you are experiencing trouble with your unit, please refer to the following table for assistance. If you are experiencing issues that are not addressed in the following please contact Smarter Tools Customer Service for help in resolving your issue.

5-2
Trouble Remedy
No weld output; fan does not run.
Place power switch in On position (see Section 4.3).
Reset circuit breaker at electrical panel (see Section 3.3).
Check for proper input power connections (see Section 3.3).
No weld output; fan on.
Unit overheated. Duty Cycle Exceeded. Allow unit to cool (see Section 1.3).
Loose cable connections. Check cable setup. (see Section 3.6-3.7)
Fan not operating; weld output available.
Check for and remove anything blocking fan movement.
Have Factory Authorized Service Agent check fan motor.
Welding current reduces when welding.
Pour work lead connection. Ensure that the work lead has a secure, unobstructed
connection to the work piece.
Circuit breaker or fuse trips/blows during welding.
Under sized breaker (or fuse) (see Section 3.3)

5-1A
SECCIÓN 5: MANTENIMIENTO Y RESOLUCIÓN DE PROBLEMAS 5.1 Mantenimiento
El único mantenimiento de rutina a una limpieza a fondo y de inspección, con la frecuencia que depende del uso y el entorno operativo.
ESTE PRODUCTO CONTIENE TENSIONES exremely PELIGROSO. Apague el interruptor de alimentación, desenchufe el cable de alimentación de la toma, y por lo
menos 2 MINUTOS PARA LA DESCARGA DE CONDENSADORES PRIMARIA PARA ANTES DE MANTENIMIENTO DE REALIZAR O INTENTAR ABRIR LA CAJA.
Para limpiar la unidad, abra la caja y el uso de una aspiradora o con pistola de aire comprimido para eliminar la suciedad y el polvo acumulado. Evite el contacto directo con los tableros eléctricos. Asegúrese de que todos los fans y orificio de salida se limpia y clara.
La unidad también se debe limpiar, si es necesario, con los solventes que se recomiendan para la limpieza de los aparatos eléctricos.
PROGRAMA DE MANTENIMIENTO
Mantener con más frecuencia si se utiliza bajo condiciones de mucho polvo o grave.
CADA USO: La inspección visual del regulador, la presión y piezas de desgaste.
SEMANA: La inspección visual del cuerpo de la antorcha, consumibles, cables y conductores. Reemplazar o reparar según sea necesario.
3 MESES: Limpie el exterior de la fuente de alimentación. Limpiar y apretar las
terminales de soldadura. 6 MESES: a golpe o el vacío y la acumulación de polvo o suciedad del interior.
5.2 Solución de problemas Si usted está experimentando problemas con su unidad, por favor consulte la tabla siguiente para obtener ayuda. Si usted está experimentando problemas que no se abordan en las siguientes póngase en contacto con Smarter Tools Servicio al cliente para ayudar a resolver el problema.

5-2A
Trouble Remedy
No hay salida de soldadura; ventilador no funciona.
Coloque el interruptor en posición de encendido
(ver sección 4.3).
Reajuste el disyuntor en el panel eléctrico (ver sección 3.3).
Verifique las conexiones de entrada de energía
(ver sección 3.3).
No hay salida de soldadura; ventilador.
Unidad de sobrecalentamiento. El ciclo de trabajo ha superado. Deje enfriar la unidad
(véase la sección 1.3). Conexiones de los cables sueltos.
Compruebe configuración de cable. (ver Sección 3.6 a 3.7)
El ventilador no funciona, y la salida disponibles soldadura.
Verificar y retirar algo bloqueando el movimiento del ventilador.
Autorizado de la Fábrica de verificación Servicio agente motor del ventilador.
Corriente de soldadura reduce al soldar.
Vierta el trabajo cable de conexión. Asegúrese de que el cable de trabajo tiene una conexión segura y sin obstáculos a la
pieza de trabajo.
El disyuntor o fusible viajes / golpes durante la soldadura.
Bajo el interruptor de tamaño (o fusible) (ver sección 3.3)





























