Embed Size (px)
Citation preview

Engineering Failure Analysis 15 (2008) 440–444
www.elsevier.com/locate/engfailanal
On the bimodal grain growth in zirconium grade 702 alloy
N. Rodriguez, T. Dickinson, D. Huy Nguyen, E. Park, J. Foyos, R. Sutherlin,S. Sparkowich, F. Hogue, P. Stoyanov, J. Ogren, E. Plotkin, O.S. Es-Said *
Mechanical Engineering Department, Loyola Marymount University, 1 LMU Dr. Los Angeles, CA 90045-8145, United States
Received 30 April 2007; accepted 20 May 2007Available online 2 June 2007
Abstract
This study is built upon previously published work that involved bimodal grain growth in cold worked and annealedsamples of zirconium 702 alloy. Similar to the earlier study, the new zirconium 702 alloy samples were rolled and bent atdifferent percentages of cold work and then annealed at 1375 �F. While bimodal grain growth did occur in the previoussamples under bending when annealed above 1275 �F, no bimodal grain growth was observed in any of the new samples.This result is attributed to the different weight percent of alloying elements in the two samples. Additionally, a recoveryanneal was performed on the old samples in an effort to inhibit grain growth in the alloy system. Although the recoveryanneal did not prevent bimodal grain growth, it did significantly reduce the degree to which it occurred.� 2007 Elsevier Ltd. All rights reserved.
Keywords: Zr 702 alloy; Bimodal grain growth; Extended recovery anneal; Sulfuric acid corrosion
1. Introduction
Zirconium’s excellent corrosion resistance makes it useful in the chemical and petrochemical industry whenstrong acids, caustics, salt solutions or organics are involved [1,2]. Zirconium 702 (UNS R60702) is generallysuitable as a material of construction in the absorption of hydrocarbons by sulfuric acid in the production ofisopropyl alcohol (IPA) and secondary butyl alcohol (SBA).
However, welded zirconium pipes were found to stress corrosion crack (SCC) in 64–69% sulfuric acid whichis the typical range of this acid’s use in the production of the IPA and SBA. The cracks developed are asso-ciated with a bimodal grain structure of coarse grains surrounded by fine grains. The root cause of the SCC inzirconium pipes is due to mechanical failure of the ZrO2 film due to a non-homogenous bimodal microstruc-ture caused by press brake forming and subsequent heat treatment of the pipes [3].
The formation of the bimodal grain structure resulted from press brake formation followed by the recrys-tallization and grain growth in the deformed plastic zone during pipe heat treatments at around 1400 �F [3].
1350-6307/$ - see front matter � 2007 Elsevier Ltd. All rights reserved.
doi:10.1016/j.engfailanal.2007.05.004
* Corresponding author. Present address: Hogue Metallography, 15201 De Pauw Street, Pacific Palisades, CA 90272, United States.Tel.: +1 310 338 2829; fax: +1 310 338 2391.
E-mail address: [email protected] (O.S. Es-Said).

N. Rodriguez et al. / Engineering Failure Analysis 15 (2008) 440–444 441
The bimodal grain structure produces a metallurgical notch where coarse grains accumulate strain due to theirweakness. The strain acts to produce slip and twinning in the microstructure eventually resulting in the SCC.
The objectives of this study were (1) to study the effect of alloy composition on the development of bimodalgrain growth and (2) to explore the possibility of preventing bimodal grain growth by an extended recoveryanneal.
Recovery annealing reduces the variation in stress due to bending, which is believed to be the cause ofbimodal grain growth in previously tested samples [4]. Non-uniform deformation in bending creates a gradientwith higher stresses at the surfaces as compared to the center. The kinetics of recrystallization after annealingis faster at the surfaces. Accordingly, the center only experiences recrystallization while the surfaces experienceboth recrystallization and grain growth [4]. Bending creates a large rise in stress energy due to an increase inlike-sign edge dislocations oriented parallel to the slip plane. During a recovery anneal many of these edgedislocations are annihilated and the remaining ones slip along the planes and climb to form new tilt bound-aries that are normal to the slip plane. These new boundaries are of low mobility and curvature creating struc-tures that are unfavorable for recrystallization [5,6]. This process lowers the stress gradient in the material andshould prevent or reduce significantly the bimodal grain growth by lowering the driving force forrecrystallization.
2. Experimental procedure
The as-received batch of zirconium 702 alloy samples were four cold rolled plates (15%, 18%, 20% and 25%)and four sets of bent strips (5 T, 6 T, 8 T and 10 T). These samples will be referred to as Batch B to differen-tiate them from samples of slightly different composition, Batch A, that were used in the previous study [4].From the four cold rolled plates, samples of 1 in. by 1/2 in. were cut in both longitudinal and transverse direc-tions (i.e. 2 longitudinal sections and 1 transverse section for each cold rolled plate), making a total of 12 sam-ples cut. The bent samples were cut to 1 in. by 1/2 in. in the longitudinal direction with two samples for eachbent radius, making a total of 8 samples. Also, one straight end section of the 10 T bent sample was cut to 1 in.by 1/2 in. Out of these 21 samples, eight samples were annealed at 1375 �F (i.e. 1 longitudinal section fromeach of the cold rolled plates, 1 bent section from each bent radius). The remaining 13 samples were usedto study the microstructure in the as-received condition.
In addition, the 5 T samples from Batch A that exhibited bimodal grain growth [4] were given intermediatestress relief heat treatments at 700 �F for 96 h and 144 h before final annealing at 1475 �F for 1 h in an attemptto inhibit bimodal grain growth.
After these procedures were completed, optical micrographs were taken for each sample to examine theirgrain structures.
3. Results and discussion
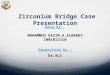
As previously mentioned, bimodal grain growth was only found in Batch A samples that were bent andannealed above 1275 �F. This was attributed to non-uniform cold work developed during bending (i.e. highstress at the surface and low stress at the neutral axis). No evidence of bimodal grain growth was found inany of the 21, Batch B samples that were cold rolled or cold bent and then annealed. Fig. 1 shows a contrastin micrographs of Batch A and Batch B samples that were cold bent to a 5 T radius and annealed at 1475 �F.Bimodal grain growth can be clearly seen in Batch A [4], but not in Batch B.
It appears that bimodal grain growth was found in Batch A samples but not in Batch B because of the dif-fering solute concentrations in the two batches. Specifically, the Batch B samples had an excess amount ofoxygen and carbon and a decrease in the amount of iron (Table 1). All of the carbon, oxygen and iron weresupposed to be in solid solution according to phase diagrams [7]. It is probable, however, that second phaseparticles like oxides and carbides were present and immobilized the grain boundaries and prevented bimodalgrain growth. The exact cause of very fine grains in the Batch B samples of the zirconium 702 alloy and theabsence of bimodal grain growth is not clear.
The differing solute concentrations (Table 1) also affected the hardness of the zirconium samples. It wasfound that Batch B had larger average hardness values (8 points) than Batch A. The larger hardness in Batch

Fig. 1. Bimodal grain growth (·200). (Photographs depict zirconium 702 alloy samples. Batch A shows bimodal grain growth, while BatchB had a uniform grain structure).
Table 1Composition of zirconium samples
Element Batch A (ppm) Batch B (ppm) Percent difference (%)
C 60 144 140Cr 73 81 11Fe 1460 700 �52H 9 9 0N 43 53 23Ni <35 <35O 890 1490 67Sn <100 0.16
442 N. Rodriguez et al. / Engineering Failure Analysis 15 (2008) 440–444
B is likely attributed to the increase of oxygen, which is a very potent strengthening element and might haveprevented the bimodal grain growth.
Stress relief heat treatments were performed at 700 �F for 96 h and 144 h for Batch A. It was found thatbimodal grain growth was not prevented (Figs. 2–5); however, the degree of bimodal grain growth was signif-icantly reduced. It can be seen that the thickness of the band of fine grains in the neutral axis was expanded.Also, the portions that previously had very large grain growth without an extended time recovery anneal, werereplaced by grains of a smaller size.
Fig. 2. Comparison of a Batch A 5 T sample to a stress relief heat treated sample (50·).

Fig. 3. Comparison of a Batch A 5 T sample to a stress relief heat treated sample (15·).
Fig. 4. Comparison of a Batch A 5 T sample to a stress relief heat treated sample (50·).
Fig. 5. Comparison of a Batch A 5 T sample to a stress relief heat treated sample (15·).
N. Rodriguez et al. / Engineering Failure Analysis 15 (2008) 440–444 443
4. Conclusions
It was found that bimodal grain growth did not develop in zirconium 702 alloy with higher concentrationsof oxygen and carbon and a lower concentration of iron. As expected the 5 T bend radius samples annealed at1475 �F displayed bimodal grain growth in Batch A. The stress relief heat treatments performed at 700 �F for

444 N. Rodriguez et al. / Engineering Failure Analysis 15 (2008) 440–444
96 and 144 h did not prevent bimodal grain growth. However, the degree of bimodal grain growth in batch A[4] was significantly reduced. For future work, stress relief heat treatments at 700 �F for more than 144 h andat higher temperatures (930–1030 �F) for shorter periods of time should be performed to redistribute the resid-ual stresses uniformly and prevent bimodal grain growth.
Acknowledgements
This work was funded by the National Science Foundation (NSF), Grant No. EEC0353668, ResearchExperience for Undergraduates (REU) Program, Ms. Esther Bolding is the manager of this program.
References
[1] Zirconium uses. <http://www.webelements.com/weblements/text/Zr/uses.html>.[2] ASM Handbook (vol. 13b Corrosion: Materials) Corrosion of Zirconium and Zirconium Alloys, ASM International, 2005, p. 300–24.[3] Fitzgerald BJ, Webber RG. Issues around the use of zirconium in alcohol production. In: Proceedings of the zirconium/organics
conference, Gleneden Beach, Oregon, September 8–10; 1997. p. 41–7.[4] Sarrail B, Schrupp C, Babakhanyan S, Muscare K, Foyos J, Ogren J, et al. Annealing and anomalous (bimodal) grain growth of Zr
702. Eng. Failure Anal. J. 2007;14:652–7.[5] Gorelik SS. Recrystallization in metals and alloys. MIR Publishers; 1981. p. 77–9.[6] Reed-Hill Robert E. Physical metallurgy principles. D.Van Nostrand Company; 1964. p. 182–9.[7] Hansen Max. Constitution of binary alloys. New York: McGraw-Hill; 1958. p. 393, 741, 1078.