Embed Size (px)
DESCRIPTION
Örtülü Elektrot İle Ark Kaynağında Kaynak Parametrelerinin Seçimi. - PowerPoint PPT Presentation
Citation preview

1
Örtülü Elektrot İle Ark Örtülü Elektrot İle Ark Kaynağında Kaynak Kaynağında Kaynak
Parametrelerinin SeçimiParametrelerinin Seçimi

2
Kaynak parametreleri kaynak işleminin ve Kaynak parametreleri kaynak işleminin ve elde edilen kaynak bağlantısının kalitesini elde edilen kaynak bağlantısının kalitesini belirleyen en önemli etmenlerdir; bunlar belirleyen en önemli etmenlerdir; bunlar kaynaklanan metal veya alaşım ile kaynak kaynaklanan metal veya alaşım ile kaynak metalinin türü ve kaynak ağız ve parça metalinin türü ve kaynak ağız ve parça geometrisi göz önünde bulundurularak geometrisi göz önünde bulundurularak saptanırlar. Bu parametrelerin uygun saptanırlar. Bu parametrelerin uygun seçimi, kaynakçının çalışma koşullarını seçimi, kaynakçının çalışma koşullarını kolaylaştırdığı gibi gereken özelikte kaynak kolaylaştırdığı gibi gereken özelikte kaynak bağlantısı elde edebilme olasılığını da bağlantısı elde edebilme olasılığını da arttırır.arttırır.
3
Kaynak parametreleri, Kaynak parametreleri, kaynak öncesi kaynak öncesi saptanansaptanan ve ve kaynak süresince kaynak süresince değiştirilmesi mümkün olmayan değiştirilmesi mümkün olmayan parametreler ile birinci parametreler ile birinci ve ve ikinci ikinci dereceden ayarlanabilir parametrelerdereceden ayarlanabilir parametreler olmak üzere üç ayrı grupta incelenebilir. olmak üzere üç ayrı grupta incelenebilir. Kaynak öncesi saptanan parametrelerKaynak öncesi saptanan parametreler elektrot türü, elektrot çapı ve kaynak elektrot türü, elektrot çapı ve kaynak akım türüdürakım türüdür ve bunları ve bunları kaynağa kaynağa başladıktan sonra değiştirmekbaşladıktan sonra değiştirmek mümkün mümkün değildir.değildir.

4
Birinci derecede ayarlanabilirBirinci derecede ayarlanabilir diye diye adlandırılan ikinci gruba giren adlandırılan ikinci gruba giren parametreler parametreler kaynak dikişini kontrol kaynak dikişini kontrol altında tutan dikişin biçimini, altında tutan dikişin biçimini, boyutlarını, ark stabilitesiniboyutlarını, ark stabilitesini etkileyen etkileyen değişkenlerdir. Bu parametreler kolaylıkla değişkenlerdir. Bu parametreler kolaylıkla ölçülebildiği ölçülebildiği gibi, gerektiğinde işlemi gibi, gerektiğinde işlemi daha etkin bir biçimde kontrol altına daha etkin bir biçimde kontrol altına alabilmek için ayarlanabilirler. Bu alabilmek için ayarlanabilirler. Bu parametreler parametreler akım şiddeti, ark boyu ve akım şiddeti, ark boyu ve kaynak hızıdırkaynak hızıdır. .

5
Üçüncü gruba giren parametreler kaynak Üçüncü gruba giren parametreler kaynak işlemi esnasında değiştirilebilenişlemi esnasında değiştirilebilen, , dikişin dikişin biçimini etkileyen, buna karşın ölçülmeleri biçimini etkileyen, buna karşın ölçülmeleri zor olan parametrelerdirzor olan parametrelerdir ki, örtülü elektrot ile ki, örtülü elektrot ile ark kaynağında bunlar, kaynak esnasında ark kaynağında bunlar, kaynak esnasında elektrodun konumunu belirleyen elektrodun konumunu belirleyen çalışma ve çalışma ve hareket açılarıdır.hareket açılarıdır.
Örtülü elektrot ile ark kaynağında Örtülü elektrot ile ark kaynağında dikişin dikişin nüfuziyeti, biçimi ve elektrodun erime gücünüfuziyeti, biçimi ve elektrodun erime gücü en önemli üç karakteristiktir ve kaynak en önemli üç karakteristiktir ve kaynak parametreleri daima bunlar göz önünde parametreleri daima bunlar göz önünde bulundurularak saptanır.bulundurularak saptanır.

6
Kaynak Öncesi Saptanan Kaynak Öncesi Saptanan ParametrelerParametreler

7
Elektrot TürüElektrot Türü
Elektrot türünü seçerken Elektrot türünü seçerken kaynaklanacak malzemenin türükaynaklanacak malzemenin türü, , kalınlığı, geometrisi, bulunduğu kalınlığı, geometrisi, bulunduğu ortam, kaynağın uygulanma ortam, kaynağın uygulanma biçimibiçimi göz önüne alınarak belirlenir. göz önüne alınarak belirlenir.

8
Elektrot örtüsünün karakterinin kaynak Elektrot örtüsünün karakterinin kaynak dikişinin nüfuziyeti, biçimi ve elektrodun dikişinin nüfuziyeti, biçimi ve elektrodun erime gücü üzerine ihmal edilemez etkisi erime gücü üzerine ihmal edilemez etkisi vardır. Örneğin selülozik örtülü elektrotların vardır. Örneğin selülozik örtülü elektrotların nüfuziyetleri diğerlerine nazaran daha nüfuziyetleri diğerlerine nazaran daha derindir; erime gücü, demir özlü elektrotlarda derindir; erime gücü, demir özlü elektrotlarda daha yüksektir, ayrıca örtüsünde yüksek daha yüksektir, ayrıca örtüsünde yüksek miktarda demir tozu içeren elektrotlar daha miktarda demir tozu içeren elektrotlar daha yüksek akım şiddeti ile yüklenebilirler ve yüksek akım şiddeti ile yüklenebilirler ve erime süreleri kısadır, buna karşın ince örtülü erime süreleri kısadır, buna karşın ince örtülü elektrotların erime gücü daha zayıftır.elektrotların erime gücü daha zayıftır.

9
Dikişin biçimi de elektrot örtü karakterinin Dikişin biçimi de elektrot örtü karakterinin etkisi altındadır; demir tozlu elektrotlar ile etkisi altındadır; demir tozlu elektrotlar ile daha yaygın ve geniş dikişler elde edilir, daha yaygın ve geniş dikişler elde edilir, demir tozu veya potasyum bileşikleri içeren demir tozu veya potasyum bileşikleri içeren rutil örtülü elektrotların nüfuziyetleri rutil örtülü elektrotların nüfuziyetleri zayıftır; bazik ve rutil karakterli örtülü zayıftır; bazik ve rutil karakterli örtülü elektrotlar ise orta derece nüfuziyetli elektrotlar ise orta derece nüfuziyetli dikişler verir.dikişler verir.

10

11
Elektrot ÇapıElektrot Çapı
Belirli bir iş için elektrot çapı seçimi Belirli bir iş için elektrot çapı seçimi kaynaklanacak parçanın kalınlığıkaynaklanacak parçanın kalınlığı ve ve kaynak pozisyonunakaynak pozisyonuna göre göre saptanır. Kalın çaplı elektrotlar yüksek saptanır. Kalın çaplı elektrotlar yüksek akım şiddeti ile kullanıldıklarından akım şiddeti ile kullanıldıklarından kalın parçalara uygulanır ve bu şekilde kalın parçalara uygulanır ve bu şekilde hem kaynak ağzında gereken tam hem kaynak ağzında gereken tam erime sağlandığı gibi toplam kaynak erime sağlandığı gibi toplam kaynak süresi de kısalır.süresi de kısalır.

12
Yatay oluk pozisyonu dışında yapılan Yatay oluk pozisyonu dışında yapılan kaynak işlemlerinde, kaynak banyosu yer kaynak işlemlerinde, kaynak banyosu yer çekimi etkisi ile akmaya yatkındır ve çekimi etkisi ile akmaya yatkındır ve kaynak banyosunun büyümesi bu olayı kaynak banyosunun büyümesi bu olayı şiddetlendirir. Gerek ark kuvvetlerinin şiddetlendirir. Gerek ark kuvvetlerinin etkisi, gerekse de özel manipülasyonlar etkisi, gerekse de özel manipülasyonlar ile banyonun dik tavan ve korniş ile banyonun dik tavan ve korniş pozisyonlarında akmasına etkin bir pozisyonlarında akmasına etkin bir biçimde mani olabilmek içi daha küçük biçimde mani olabilmek içi daha küçük çaplı elektrotlar ile çalışılmalıdır.çaplı elektrotlar ile çalışılmalıdır.

13
Bazı tür malzemelerin kaynağında ısı Bazı tür malzemelerin kaynağında ısı girdisinin belirli bir aralıkta tutulması girdisinin belirli bir aralıkta tutulması gereklidir, bu da ancak uygun elektrot çapı gereklidir, bu da ancak uygun elektrot çapı seçimi ile sağlanabilir.seçimi ile sağlanabilir.
V alın birleştirmelerin kök pasolarında V alın birleştirmelerin kök pasolarında manipülasyonun kobaylaştırılması ve kök manipülasyonun kobaylaştırılması ve kök aralığına kaynak metalinin işleyebilmesi için aralığına kaynak metalinin işleyebilmesi için küçük çaplı elektrotlar kullanılır; kapak ve küçük çaplı elektrotlar kullanılır; kapak ve dolgu pasolarında ise iş parçasının dolgu pasolarında ise iş parçasının kalınlığının, türünün ve kaynak pozisyonunun kalınlığının, türünün ve kaynak pozisyonunun elverdiği en büyük elektrot çapı seçilir. Aşırı elverdiği en büyük elektrot çapı seçilir. Aşırı kalın çaplı elektrot kullanarak gerektiğinden kalın çaplı elektrot kullanarak gerektiğinden daha kalın kaynak dikişleri yapmak ekonomik daha kalın kaynak dikişleri yapmak ekonomik olmadığı gibi, çarpılma ve iç gerilme olmadığı gibi, çarpılma ve iç gerilme oluşumunu artırdığından bu konuda dikkatli oluşumunu artırdığından bu konuda dikkatli olunmalıdır.olunmalıdır.

14
Akım TürüAkım Türü
Örtülü elektrot ile ark kaynağında uygun Örtülü elektrot ile ark kaynağında uygun elektrot ile doğru akım, gerekse de alternatif elektrot ile doğru akım, gerekse de alternatif akım kullanılabilmektedir. Kaynak akım türü, akım kullanılabilmektedir. Kaynak akım türü, kutuplama ve elektrot örtü bileşimi, erime kutuplama ve elektrot örtü bileşimi, erime gücü ve dikişin nüfuziyetini etkileyen önemli gücü ve dikişin nüfuziyetini etkileyen önemli faktörlerdir.faktörlerdir.
Genel olarak verilmiş bir elektrot için erime Genel olarak verilmiş bir elektrot için erime gücü kaynak akımının arka sağladığı ısı enerjisi gücü kaynak akımının arka sağladığı ısı enerjisi ile orantılıdır; bu enerjinin bir kısmı elektrodun ile orantılıdır; bu enerjinin bir kısmı elektrodun ve örtüsünün, diğer kısmı da ¡ş parçasının ve örtüsünün, diğer kısmı da ¡ş parçasının kaynak ağzının erimesinde kullanılmaktadır.kaynak ağzının erimesinde kullanılmaktadır.

15
Doğru akım her türlü elektrot ile daha stabil bir Doğru akım her türlü elektrot ile daha stabil bir ark oluşturur ve kaynak metali taşınımı ark oluşturur ve kaynak metali taşınımı alternatif akımdan daha yumuşak bir biçimde alternatif akımdan daha yumuşak bir biçimde gerekleşir, sıçrama kayıpları azdır, buna karşın gerekleşir, sıçrama kayıpları azdır, buna karşın ark üflemesi tehlikesi vardır. En derin nüfuziyet ark üflemesi tehlikesi vardır. En derin nüfuziyet doğru akımda ters kutuplama (elektrot pozitif) doğru akımda ters kutuplama (elektrot pozitif) ile elde edilir, bunu azalan sıra ile alternatif ile elde edilir, bunu azalan sıra ile alternatif akım ve doğru akım düz kutuplama (elektrot akım ve doğru akım düz kutuplama (elektrot negatif) takip eder. Buna karşın doğru akım negatif) takip eder. Buna karşın doğru akım düz kutuplama en yüksek, doğru akım ters düz kutuplama en yüksek, doğru akım ters kutuplama ise en az erime gücü sağlar.kutuplama ise en az erime gücü sağlar.

16
Birinci Derecede Ayarlanabilir Birinci Derecede Ayarlanabilir ParametrelerParametreler

17
Kaynak Akım ŞiddetiKaynak Akım Şiddeti
Kaynak dikişinin karakteristiklerinin Kaynak dikişinin karakteristiklerinin belirlenmesinde en önemli faktör belirlenmesinde en önemli faktör kaynak akım şiddetidir. Her çaptaki kaynak akım şiddetidir. Her çaptaki elektrot için kaynak akım şiddeti elektrot için kaynak akım şiddeti belirli bir ayar aralığına sahiptir; bu belirli bir ayar aralığına sahiptir; bu aralık içinde uygun değerin aralık içinde uygun değerin seçilmesinde elektrot örtü tür ve seçilmesinde elektrot örtü tür ve kalınlığı, kaynak pozisyonu ile kaynak kalınlığı, kaynak pozisyonu ile kaynak ağız biçimi en önemli etkenlerdir.ağız biçimi en önemli etkenlerdir.

18
Kaynak akım şiddetinin artması, Kaynak akım şiddetinin artması, diğer diğer değişkenler sabit kalmak koşuludeğişkenler sabit kalmak koşulu ile eriyen ile eriyen metal miktarının, dikişin nüfuziyeti ile metal miktarının, dikişin nüfuziyeti ile boyutlarının artmasına neden olur.boyutlarının artmasına neden olur.
Akım şiddetinin aşırı yükselmesi sıçramanın Akım şiddetinin aşırı yükselmesi sıçramanın çoğalmasına, yanma oluklarının oluşumuna ve çoğalmasına, yanma oluklarının oluşumuna ve düzgün olmayan bir kaynak dikişi elde edilmesine düzgün olmayan bir kaynak dikişi elde edilmesine neden olur ve ayrıca dikişte çatlaklar ortaya neden olur ve ayrıca dikişte çatlaklar ortaya çıkabilir akım şiddetinin fazla yükseltilmesi çıkabilir akım şiddetinin fazla yükseltilmesi özellikle ince örtülü elektrotlarda, elektrodun özellikle ince örtülü elektrotlarda, elektrodun ısınıp kızarmasına ve örtünün ark bölgesine ısınıp kızarmasına ve örtünün ark bölgesine gelmeden yanmasına neden olur.gelmeden yanmasına neden olur.

19
Kaynak akım şiddetinin azalması da, Kaynak akım şiddetinin azalması da, diğer değişkenler sabit kalmak diğer değişkenler sabit kalmak koşulu ile eriyen metal miktarının ve koşulu ile eriyen metal miktarının ve nüfuziyetin azalmasına neden olur. nüfuziyetin azalmasına neden olur. Çok düşük akım esas metalde erime Çok düşük akım esas metalde erime oluşmaz ve kaynak metali esas metal oluşmaz ve kaynak metali esas metal ile yeterli bir birleşme yapamaz.ile yeterli bir birleşme yapamaz.

20
Ark Gerilimi (Ark Boyu)Ark Gerilimi (Ark Boyu)
Ark boyu kaynak esnasında erimiş banyosunun Ark boyu kaynak esnasında erimiş banyosunun yüzeyi elektrot telinin ucu arasındaki uzaklıktır yüzeyi elektrot telinin ucu arasındaki uzaklıktır ve ark gerilimini belirleyen etmendir, ark boyu ve ark gerilimini belirleyen etmendir, ark boyu uzadıkça ark gerilimi de yükselir.uzadıkça ark gerilimi de yükselir.
Ark boyu, dolayısı ile de ark gerilimi, Örtülü Ark boyu, dolayısı ile de ark gerilimi, Örtülü elektrot ile ark kaynağında dikişin biçim ve elektrot ile ark kaynağında dikişin biçim ve kalitesi bakımından en önemli etmenlerden bir kalitesi bakımından en önemli etmenlerden bir tanesidir; bu kaynak yönteminde ark boyu tanesidir; bu kaynak yönteminde ark boyu kaynakçı tarafından ayarlandığından ve sabit kaynakçı tarafından ayarlandığından ve sabit tutulduğundan bu konuda kaynakçının el tutulduğundan bu konuda kaynakçının el melekesi çok önemlidir.melekesi çok önemlidir.

21
Ark boyunun uzaması, yani ark geriliminin Ark boyunun uzaması, yani ark geriliminin artması geniş ve yaygın bir kaynak dikişinin artması geniş ve yaygın bir kaynak dikişinin ortaya çıkmasına neden olur ve ark üfleme ortaya çıkmasına neden olur ve ark üfleme tehlikesi artar; ark boyunun daha fazla artması tehlikesi artar; ark boyunun daha fazla artması düzgün olmayan çok az nüfuziyetli kaynak düzgün olmayan çok az nüfuziyetli kaynak dikişine ve aşırı sıçramaya neden odur. Ayrıca dikişine ve aşırı sıçramaya neden odur. Ayrıca kaynak banyosu örtünün yanması sonucu kaynak banyosu örtünün yanması sonucu oluşan koruyucu gaz tarafından havanın oluşan koruyucu gaz tarafından havanın olumsuz etkilerinden korunamaz ve ark olumsuz etkilerinden korunamaz ve ark enerjisinin büyük bir kısmı etrafa yayılır. enerjisinin büyük bir kısmı etrafa yayılır. Normal olarak bazik karakterli elektrotlar Normal olarak bazik karakterli elektrotlar hariç, bütün örtülü elektrot türlerinde ark hariç, bütün örtülü elektrot türlerinde ark boyu, elektrot tel çapı kadar, bazik boyu, elektrot tel çapı kadar, bazik elektrotlarda ise tel çapının yarısı kadar elektrotlarda ise tel çapının yarısı kadar tutulmalıdır.tutulmalıdır.

22
Kaynak HızıKaynak Hızı
Kaynak hızı da, kaynak dikişinin Kaynak hızı da, kaynak dikişinin biçimini ve nüfuziyetini etkileyen biçimini ve nüfuziyetini etkileyen önemli elementlerden bir tanesidir. önemli elementlerden bir tanesidir. Örtülü elektrot ark kaynağında Örtülü elektrot ark kaynağında kaynak hızı kaynakçı tarafından kaynak hızı kaynakçı tarafından ayarlanır ve sabit tutulur; hızın ayarlanır ve sabit tutulur; hızın sabitliği kaynakçının el melekesine sabitliği kaynakçının el melekesine bağlıdır.bağlıdır.

23
Kaynak hızının artması, diğer değişkenler sabit Kaynak hızının artması, diğer değişkenler sabit kalmak koşutu ile kaynak dikişinin genişliğinin kalmak koşutu ile kaynak dikişinin genişliğinin azalmasına ve optimum bir değere kadar azalmasına ve optimum bir değere kadar nüfuziyetin artmasına neden olur; bu hız değeri nüfuziyetin artmasına neden olur; bu hız değeri aşıldıktan sonra nüfuziyet de azalmaya başlar. aşıldıktan sonra nüfuziyet de azalmaya başlar. Kaynak hızının aşırı artması çok küçük kesitli ve Kaynak hızının aşırı artması çok küçük kesitli ve kenarları düzgün olmayan bir kaynak dikişinin kenarları düzgün olmayan bir kaynak dikişinin ortaya çıkmasına neden olur. Kaynak hızının ortaya çıkmasına neden olur. Kaynak hızının aşırı azalması aşın derecede kaynak metalinin aşırı azalması aşın derecede kaynak metalinin ağız üzerine, kenarlarda erime yapmadan ağız üzerine, kenarlarda erime yapmadan yığılmasına ve emniyetsiz bir dikiş oluşumuna yığılmasına ve emniyetsiz bir dikiş oluşumuna neden olur.neden olur.

24

25

26
İkinci Derecede Ayarlanabilir İkinci Derecede Ayarlanabilir ParametrelerParametreler

27
Elektrot AçılarıElektrot Açıları
Kaynak elektrotunun iş parçasına Kaynak elektrotunun iş parçasına nazaran konumu, kaynak dikişinin nazaran konumu, kaynak dikişinin biçimini etkileyen önemli biçimini etkileyen önemli etmenlerden bir tanesidir.etmenlerden bir tanesidir.

28
Alın ve iç köşe birleştirmelerde elektrodun çalışma ve hareket açıları.

29
Kaynak doğrultusuna dik düzleme Kaynak doğrultusuna dik düzleme çalışma çalışma düzlemidüzlemi, bu düzlem üzerinde elektrodun iz , bu düzlem üzerinde elektrodun iz düşümü ile kaynak yapılan parçanın üst yüzü düşümü ile kaynak yapılan parçanın üst yüzü arasındaki açıya arasındaki açıya çalışma açısıçalışma açısı denir, kaynak denir, kaynak doğrultusu ve elektrottan geçen düzleme de doğrultusu ve elektrottan geçen düzleme de hareket düzlemihareket düzlemi adı verilir; elektrodun bu adı verilir; elektrodun bu düzlemde bulunan ve kaynak doğrultusuna düzlemde bulunan ve kaynak doğrultusuna dik olan doğru ile yaptığı açı da dik olan doğru ile yaptığı açı da hareket hareket açısıaçısı olarak tanımlanır ve elektrodun ucu olarak tanımlanır ve elektrodun ucu kaynak yönünde olursa bu açı kaynak yönünde olursa bu açı negatifnegatif aksi aksi yönde olursa yönde olursa pozitif pozitif olarak gösterilir.olarak gösterilir.

30
Elektrodun hareket açısının dikişin biçimine etkisi (şematik)

31
Örtülü elektrot ile ark Örtülü elektrot ile ark kaynağında uygun elektrot kaynağında uygun elektrot
açılarıaçılarıBirleştirme
türüKaynak pozisyonu
Çalışma açısı (Derece)
Hareket açısı (Derece)
AlınAlınAlınAlın
İç Köşeİç Köşeİç Köşe
Yatay OlukKorniş
Dik (aşağıdan yukarıya)Tavan
Yatay olukDik (aşağıdan yukarıya)
Tavan
9080 – 100
909045
35 – 5530 – 45
5 – 205 – 20- 5 – - 105 – 205 – 20- 5 – - 205 – 20

32
Elektrodun iş parçasına nazaran açısal konumu Elektrodun iş parçasına nazaran açısal konumu kaynak dikişinin kalitesini büyük çapta etkiler; kaynak dikişinin kalitesini büyük çapta etkiler; cüruf kalıntıları, tek taraflı yanma oluğu, dikişin cüruf kalıntıları, tek taraflı yanma oluğu, dikişin düzgünlüğü ve asimetrikliği hep yanlış açıların düzgünlüğü ve asimetrikliği hep yanlış açıların neden olduğu kaynak hatalarıdır. Hareket açısının neden olduğu kaynak hatalarıdır. Hareket açısının pozitif yönde büyümesi dikiş yüksekliğinin pozitif yönde büyümesi dikiş yüksekliğinin artmasına ve nüfuziyetin azalmasına neden olur.artmasına ve nüfuziyetin azalmasına neden olur.
Çalışma açısının küçülmesi tek yanda yanma Çalışma açısının küçülmesi tek yanda yanma oluğunun oluşmasına ve kök pasolarda cüruf oluğunun oluşmasına ve kök pasolarda cüruf kalıntısına ve soğuk kalmış bölgelerin ortaya kalıntısına ve soğuk kalmış bölgelerin ortaya çıkmasına neden olur.çıkmasına neden olur.
Özellikle bazik karakterli örtülü elektrotlar halinde, Özellikle bazik karakterli örtülü elektrotlar halinde, açıların önemi büyüktür, burada çalıma açısı 90açıların önemi büyüktür, burada çalıma açısı 90 olmalı, hareket açısı da 5 dereceyi aşmamalıdır.olmalı, hareket açısı da 5 dereceyi aşmamalıdır.

33
Kaynak yapılan düzlemin eğiminin dikişin biçimine etkisi (şematik)
34
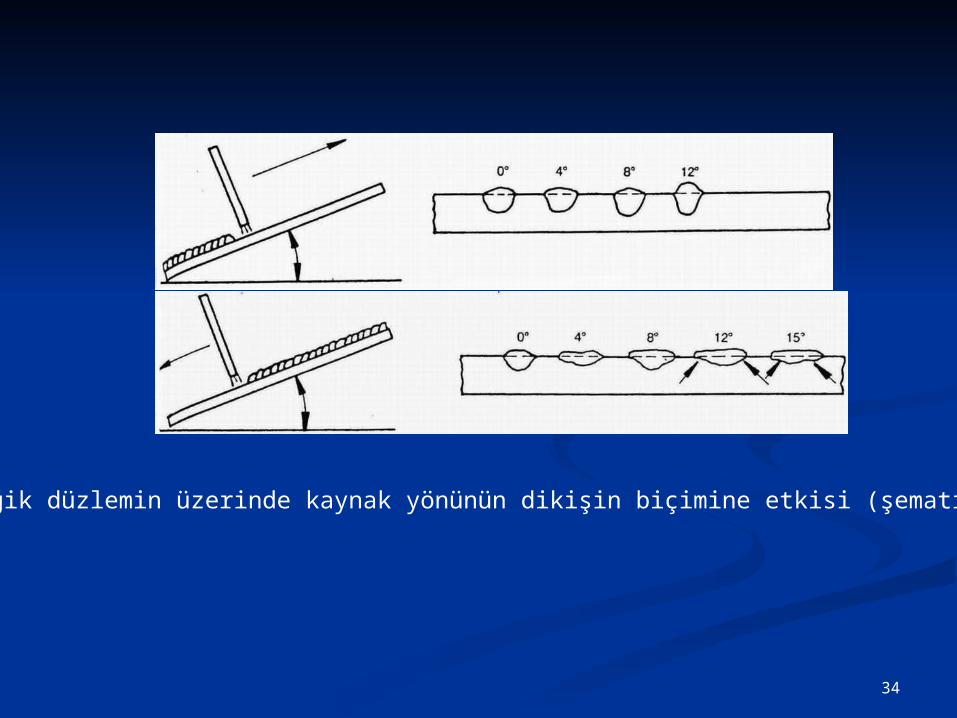
Eğik düzlemin üzerinde kaynak yönünün dikişin biçimine etkisi (şematik)

35
Kaynak yapılan düzlemin eğimi de dikişin Kaynak yapılan düzlemin eğimi de dikişin biçimini etkileyen önemli etmenlerdendir; biçimini etkileyen önemli etmenlerdendir; ayrıca eğik düzlem üzerinde kaynak yönünün ayrıca eğik düzlem üzerinde kaynak yönünün de etkisi oldukça şiddetlidir.de etkisi oldukça şiddetlidir.
Örtülü elektrot ile ark kaynağı, donanımının Örtülü elektrot ile ark kaynağı, donanımının ucuzluğu çok çeşitli türde malzemenin kaynak ucuzluğu çok çeşitli türde malzemenin kaynak edilebilirliği ve kaliteli kaynak bağlantıları edilebilirliği ve kaliteli kaynak bağlantıları nedeni ile yaygın bir uygulama alanına sahip nedeni ile yaygın bir uygulama alanına sahip bir kaynak yöntemidir. Kaynaklı bağlantıdan bir kaynak yöntemidir. Kaynaklı bağlantıdan beklenen kalite ve özelikler ancak doğru beklenen kalite ve özelikler ancak doğru seçilmiş kaynak parametreleri ile sağlanabilir.seçilmiş kaynak parametreleri ile sağlanabilir.

36
Ark Kaynağındaki Akım ve Ark Kaynağındaki Akım ve Hıza Bağlı Kaynak HatalarıHıza Bağlı Kaynak Hataları

37
AMPERAMPERKAYNAK KAYNAK
HIZIHIZIHATALARHATALAR
NORMALNORMAL NORMALNORMALDiğer genişliği ve düzeyi düzgün. Nüfuziyet yeterli ve belirgin. Arkın sesi, Diğer genişliği ve düzeyi düzgün. Nüfuziyet yeterli ve belirgin. Arkın sesi,
düzgün hışırtılı şekilde ve çatırtı sesi az.düzgün hışırtılı şekilde ve çatırtı sesi az.
FAZLAFAZLA NORMALNORMALDikiş yayılmış halde. Dikiş kalınlığı çok az ve düzgün olmayan bir görünümü Dikiş yayılmış halde. Dikiş kalınlığı çok az ve düzgün olmayan bir görünümü
olur. Çok fazla sıçrantı ve kenar yanıkları oluşur. Krater uzun ve derindir. Ark olur. Çok fazla sıçrantı ve kenar yanıkları oluşur. Krater uzun ve derindir. Ark dengesiz patlamalı sesler çıkarır.dengesiz patlamalı sesler çıkarır.
DÜŞÜKDÜŞÜK NORMALNORMALDikiş dar ve yüksek olur. Nüfuziyet yetersiz ve sınırları belirsizdir. Düzensiz Dikiş dar ve yüksek olur. Nüfuziyet yetersiz ve sınırları belirsizdir. Düzensiz
sıçramalar görünür. Elektrod yavaş yanar, ark çatırdamalı bir sesle yanar.sıçramalar görünür. Elektrod yavaş yanar, ark çatırdamalı bir sesle yanar.
NORMALNORMAL YAVAŞYAVAŞDikiş genişliği fazladır. Kenarlarda aşırı kaynak metali yığılması vardır. Ana Dikiş genişliği fazladır. Kenarlarda aşırı kaynak metali yığılması vardır. Ana
metal ve kaynak metalinin aşırı ısındığı ve krater bölgesini oyulmuş olduğu metal ve kaynak metalinin aşırı ısındığı ve krater bölgesini oyulmuş olduğu gözlemlenir.gözlemlenir.
NORMALNORMAL FAZLAFAZLAKenarlarda yanma olukları mevcuttur. Kaynak dikişi dar ve düzgün değildir. Ark Kenarlarda yanma olukları mevcuttur. Kaynak dikişi dar ve düzgün değildir. Ark
sesi normaldir. (yanıltabilir.)sesi normaldir. (yanıltabilir.)

38
Diğer Kaynak Hataları:Diğer Kaynak Hataları:

39
SIÇRANTISIÇRANTI
Ark üflemesiArk üflemesi
Akım yüksekAkım yüksek
Ark boyu fazla Ark boyu fazla
Hatalı elektrot Hatalı elektrot

40
ERGİMEERGİME NOKSANLIĞINOKSANLIĞI
Yanlış Kaynak HızıYanlış Kaynak Hızı
Akım ayar yanlışlığıAkım ayar yanlışlığı
Yanlış kaynak ağzıYanlış kaynak ağzı
Elektrot çapı yanlış Elektrot çapı yanlış

41
YETERSİZYETERSİZ NÜFUZİYETNÜFUZİYET
Kaynak hızı fazla Kaynak hızı fazla
Elektrot çapı büyük Elektrot çapı büyük
Akım düşükAkım düşük
Hatalı kaynak ağzı Hatalı kaynak ağzı

42
GÖZENEK VEGÖZENEK VE BOŞLUKLARBOŞLUKLAR
Kısa ark boyuKısa ark boyu Kısa katılaşma süresiKısa katılaşma süresi
Ana metalin kirliliğiAna metalin kirliliği
Elektrot kalitesinin düşük olması Elektrot kalitesinin düşük olması

43
YANMA OLUĞUYANMA OLUĞU
Yanlış elektrot hareketiYanlış elektrot hareketi
Yanlış elektrotYanlış elektrot
Yüksek akım değeri Yüksek akım değeri

44
GERİLMEGERİLME
Hatalı kaynakHatalı kaynak
Yanlış kaynak sırasıYanlış kaynak sırası
İş parçasının çok sıkı bağlanması İş parçasının çok sıkı bağlanması

45
ÇARPILMAÇARPILMA
Düzensiz ısınmaDüzensiz ısınma
Yanlış kaynak sırasıYanlış kaynak sırası
Kaynak metalinin kendini çekmesi Kaynak metalinin kendini çekmesi

46
BÜKÜLMEBÜKÜLME
Kaynak metalinin Kaynak metalinin kendini kendini çekmesiçekmesi
Hatalı kaynak ağzıHatalı kaynak ağzı
Parçaların yanlış bağlanmasıParçaların yanlış bağlanması
Aşırı ısınma Aşırı ısınma

47
KAYNAKTA ÇATLAMA KAYNAKTA ÇATLAMA
Yanlış elektrotYanlış elektrot
Hatalı kaynak işlemiHatalı kaynak işlemi
Yanlış kaynak ağzı Yanlış kaynak ağzı
Parçanın sıkı bağlanması Parçanın sıkı bağlanması

48
KAYNAKTA KIRILGANLIK KAYNAKTA KIRILGANLIK
Yanlış elektrotYanlış elektrot
Yanlış tavlamaYanlış tavlama
Sıcak metalin havayla temasta Sıcak metalin havayla temasta sertleşmesi sertleşmesi

49
Kaynak ağız açısı küçük- Doğru kaynak ağız açısı 40°-60°
Kök yüksekliği ve aralığı fazla
Köşe kayması büyük

50
Aşırı yüksek kaynak dikişlerinin üzerinden kaynak çekmek. Kaynaktan önce kaynak dikişini oluk biçiminde taşlamak
Düşük ark gücünden dolayı erimemiş bölge, birleşme yeri taşlanmamış, çok az bindirme ile kaynatılmış.
Kaynak dikiş sonunu taşlayın, dikiş öncesinde elektrodu yakın ve kaynağa devam edin
Sarkan kökler

51
Yanma olukları
Özellikle geçiş bölgelerinde Gözenekler
Paso geçişlerinde birleşme çatlakları

52
Aşırı dikiş yüksekliği
Köşe kaynaklarda asimetriklik

53
Elektrik Ark Kaynağında İş Elektrik Ark Kaynağında İş GüvenliğiGüvenliği
Elektrik ark kaynağında kazalara Elektrik ark kaynağında kazalara neden olan faktörleri üç ana grupta neden olan faktörleri üç ana grupta toplamak mümkündür. Bunlar:toplamak mümkündür. Bunlar:
Teknik faktörlerTeknik faktörler Beşeri (insana bağlı) faktörlerBeşeri (insana bağlı) faktörler Diğer faktörlerDiğer faktörler

54
Teknik FaktörlerTeknik Faktörler: :
Makine ve teçhizatın yeterli Makine ve teçhizatın yeterli derecede koruyucu olmaması veya derecede koruyucu olmaması veya arızalı çalıştırılması. Çalışılan arızalı çalıştırılması. Çalışılan ortamın iyi olmayan şartları bu ortamın iyi olmayan şartları bu kapsama girmektedir.kapsama girmektedir.

55
Beşeri FaktörlerBeşeri Faktörler: :
Yeterli teknik bilgiye sahip olmayan, Yeterli teknik bilgiye sahip olmayan, işe uyumsuz olan, yeteneksiz işe uyumsuz olan, yeteneksiz kişilerin çalıştırılması. Çalışanların kişilerin çalıştırılması. Çalışanların ailevi sorunlarının olması bu gruba ailevi sorunlarının olması bu gruba girmektedir girmektedir

56
Diğer FaktörlerDiğer Faktörler: :
Aslında beşeri faktörlerle iç içe olan bir Aslında beşeri faktörlerle iç içe olan bir gruptur. Bu kapsamda genel başlıklarla gruptur. Bu kapsamda genel başlıklarla şu hatalar görülmektedir. Araç ve şu hatalar görülmektedir. Araç ve gereçleri hatalı kullanmak, gereksiz gereçleri hatalı kullanmak, gereksiz şakalar yapmak, tezgâh koruyucularını şakalar yapmak, tezgâh koruyucularını kaldırmak veya bu koruyucuları kaldırmak veya bu koruyucuları yetersiz hale sokmak, kişisel yetersiz hale sokmak, kişisel koruyucuları (örneğin, iş gözlüğü, iş koruyucuları (örneğin, iş gözlüğü, iş eldiveni vb.) kullanmamak gibi.eldiveni vb.) kullanmamak gibi.

57
Elektrik ark kaynağında kısa ve uzun Elektrik ark kaynağında kısa ve uzun vadede kaza veya olumsuzluk vadede kaza veya olumsuzluk oluşturan olaylar ise şu başlıklar da oluşturan olaylar ise şu başlıklar da belirtilebilir.belirtilebilir.

58
Yangın TehlikesiYangın Tehlikesi: :
Kaynak esnasında sıçrayan Kaynak esnasında sıçrayan kıvılcımlar eğer çevrede yanıcı kıvılcımlar eğer çevrede yanıcı maddeler var ise yangına sebebiyet maddeler var ise yangına sebebiyet verebilirler. Kaynağa başlamadan verebilirler. Kaynağa başlamadan önce mutlaka çevrenin kâğıt, bez, önce mutlaka çevrenin kâğıt, bez, üstübü, odun talaş benzin, plastik, üstübü, odun talaş benzin, plastik, yağ, boya, solvent gibi kolay yağ, boya, solvent gibi kolay tutuşabilecek maddelerden tutuşabilecek maddelerden temizlenmiş olması gerekir.temizlenmiş olması gerekir.

59
Cüruf Sıçramaları:Cüruf Sıçramaları:
Kaynak metalinin yavaş soğuması amacı Kaynak metalinin yavaş soğuması amacı ile kaynaktan hemen sonra kaynak ile kaynaktan hemen sonra kaynak metalini örten cüruf, soğuma sırasında metalini örten cüruf, soğuma sırasında veya soğuduktan sonra sert ve gevrektir. veya soğuduktan sonra sert ve gevrektir. Cüruf çekici ile kırma sırasında küçük Cüruf çekici ile kırma sırasında küçük parçalar halinde sıçrarlar. Eğer kaynakçı parçalar halinde sıçrarlar. Eğer kaynakçı beyaz camlı cüruf gözlüğü kullanmıyorsa beyaz camlı cüruf gözlüğü kullanmıyorsa kendisine, çevresindeki kişilere dikkat kendisine, çevresindeki kişilere dikkat etmiyorsa çevresindekilere de, (özellikle etmiyorsa çevresindekilere de, (özellikle göz bölgelerinde) zarar verecektir.göz bölgelerinde) zarar verecektir.

60
Ark Kaynak Işınları:Ark Kaynak Işınları:
Kaynak yaparken Kaynak yaparken meydana gelen meydana gelen elektrik arkının elektrik arkının ortaya çıkardığı ortaya çıkardığı ışınlar toplam ışınlar toplam enerjinin %15’ini enerjinin %15’ini oluşturur. Bu oluşturur. Bu ışınlar, Ultraviole, ışınlar, Ultraviole, Parlak ve Enfraruj Parlak ve Enfraruj ışınlardır.ışınlardır.

61
Ultraviole Işınlar:Ultraviole Işınlar:
Gözlerde yanma, Gözlerde yanma, sulanma ve ışığa sulanma ve ışığa karşı aşırı karşı aşırı duyarlılık şeklinde duyarlılık şeklinde ortaya çıkar. İyi ortaya çıkar. İyi kalite koruyucu kalite koruyucu camlar bütün camlar bütün ultraviole ışınları ultraviole ışınları emer.emer.

62
Parlak Işınlar:Parlak Işınlar: Gözleri kamaştırarak Gözleri kamaştırarak
geçici görme geçici görme bozukluklarına neden bozukluklarına neden olurlar. Uzun zaman olurlar. Uzun zaman bu ışınlara karşı bu ışınlara karşı korumasız kalan korumasız kalan gözlerde Katarak gözlerde Katarak denen ve ancak bazı denen ve ancak bazı durumlarda durumlarda ameliyatla düzelebilen ameliyatla düzelebilen bir rahatsızlık ortaya bir rahatsızlık ortaya çıkabilir.çıkabilir.

63
Enfraruj Işınlar:Enfraruj Işınlar:
Bu ışınlar sıcaklık Bu ışınlar sıcaklık verir. Kaynakçı verir. Kaynakçı vücudunun açık vücudunun açık kısımlarının kısımlarının ısınmasıyla bu ısınmasıyla bu ışınların tesirini ışınların tesirini hisseder.hisseder.

64
Bu ışınlara karşı kaynakçının Bu ışınlara karşı kaynakçının alacağı önlemler su şekilde alacağı önlemler su şekilde
olmalıdır:olmalıdır: Kaynak esnasında Kaynak esnasında
bütün vücut giyinik bütün vücut giyinik olmalıdır.olmalıdır.
Gözler koruyucu Gözler koruyucu camlar ile camlar ile korunmalıdır. DIN korunmalıdır. DIN 4647 bu konuda 4647 bu konuda normları normları kapsamaktadır.kapsamaktadır.

65
Yanıklar:Yanıklar:
Kaynak esnasında Kaynak esnasında etrafa sıçrayan etrafa sıçrayan kıvılcımlar, çıplak kıvılcımlar, çıplak cilde yapışınca ağır cilde yapışınca ağır yanıklara neden yanıklara neden olur. olur.

66
Deri kaynakçı önlüğü Deri kaynakçı önlüğü kullanmak, yine deri kullanmak, yine deri eldiven kullanmak, eldiven kullanmak, özellikle tavan özellikle tavan pozisyonlarında kaynak pozisyonlarında kaynak yaparken şapka yaparken şapka kullanmak, diğer kullanmak, diğer personelin kaynak personelin kaynak edilmiş sıcak parçalara edilmiş sıcak parçalara temaslarını önlemek, temaslarını önlemek, önlem olarak önlem olarak uygulanacak uygulanacak davranışlardır.davranışlardır.

67
Duman TehlikesiDuman Tehlikesi: : Kaynak işlemi Kaynak işlemi
sırasında yüksek sırasında yüksek sıcaklık dolayısı ile sıcaklık dolayısı ile manganez ark manganez ark atmosferinde buhar atmosferinde buhar halinde bulunur. Su halinde bulunur. Su metal buharı çevreye metal buharı çevreye temas edince temas edince havadaki oksijenle havadaki oksijenle reaksiyona girer, bu reaksiyona girer, bu surette demir oksit ve surette demir oksit ve manganez oksit manganez oksit meydana gelir. meydana gelir.

68
Bu oksitler kaynak Bu oksitler kaynak dumanının esasını dumanının esasını teşkil ederler. teşkil ederler. Günümüzde kullanılan Günümüzde kullanılan elektrik ark kaynağı elektrik ark kaynağı elektrotlarında elektrotlarında zehirlenme tehlikesi zehirlenme tehlikesi olmamakla birlikte, olmamakla birlikte, çalışılan ortama taze çalışılan ortama taze hava verilip ortamdaki hava verilip ortamdaki duman ve gazlar da duman ve gazlar da emilmelidir.emilmelidir.

69
Elektrik Çarpması:Elektrik Çarpması: Ark kaynağında elektrik Ark kaynağında elektrik
çarpması büyük bir çarpması büyük bir tehlike oluşturmaktadır. tehlike oluşturmaktadır. Elektrik çarpması olayı Elektrik çarpması olayı kaynak makinesi boşta kaynak makinesi boşta çalışırken meydana çalışırken meydana gedmektedir. Çünkü gedmektedir. Çünkü genelde kaynak genelde kaynak yaparken ark gerilimi yaparken ark gerilimi 20–30 Volttur. Boşta 20–30 Volttur. Boşta çalışma anında ise çalışma anında ise genelde 65–100 Volttur. genelde 65–100 Volttur.

70
Ayrıca AC akım DC Ayrıca AC akım DC akıma göre çok daha akıma göre çok daha fazla tehlikelidir. fazla tehlikelidir. Çünkü DC akım Çünkü DC akım adale kramplarına adale kramplarına neden olmaz dolayısı neden olmaz dolayısı ile herhangi bir ile herhangi bir şekilde elektrik şekilde elektrik çarpmasına maruz çarpmasına maruz kalan personel kalan personel kendini anlık zaman kendini anlık zaman süreleri içinde süreleri içinde kurtarabilir. kurtarabilir.

71
Oysa AC akımda Oysa AC akımda kalp yöresinden kalp yöresinden geçen akım, kalbin geçen akım, kalbin düzensiz düzensiz çarpmasına ve çarpmasına ve durmasına neden durmasına neden olabilir. olabilir.

72
Bu tür kaza olasılıklarına Bu tür kaza olasılıklarına karşı alınacak önlemler, karşı alınacak önlemler,
Çıplak vücut ile kaynak yapmamak,Çıplak vücut ile kaynak yapmamak, iyi yalıtılmış pense kullanmak. iyi yalıtılmış pense kullanmak. Yalıtkan bir maddeden yapılmış Yalıtkan bir maddeden yapılmış
eldiven kullanmak ve bunun ıslak eldiven kullanmak ve bunun ıslak olmamasına dikkat etmek. olmamasına dikkat etmek.
Topraklamanın (bağlantıların) çok iyi Topraklamanın (bağlantıların) çok iyi yapılmış olmasına dikkat etmek, yapılmış olmasına dikkat etmek,
metalik malzeme üzerine keçe ve atlık metalik malzeme üzerine keçe ve atlık konulmadan oturmamak gibi konulmadan oturmamak gibi sıralanabilir.sıralanabilir.

73
Kaynak ve Kesme Kaynak ve Kesme Uygulamalarında Sağlık ve Uygulamalarında Sağlık ve
Güvenlik ÖnlemleriGüvenlik Önlemleri Kaynak ve kesme işlemleri esnasında Kaynak ve kesme işlemleri esnasında
kaynakçının sağlığını etkileyebilecek dumanlar, kaynakçının sağlığını etkileyebilecek dumanlar, tozlar ve gazlar oluşur. Kaynak, kesme ve ilgili tozlar ve gazlar oluşur. Kaynak, kesme ve ilgili işlemlerdeki sağlık ve güvenlik kurallarında işlemlerdeki sağlık ve güvenlik kurallarında (UVV 26.0) belirtildiği şekilde kaynakçı, oluşan (UVV 26.0) belirtildiği şekilde kaynakçı, oluşan bu zararlı maddelerden kendisini korumalıdır. bu zararlı maddelerden kendisini korumalıdır. Bu nedenle çalışma alanları, kaynak yöntemine, Bu nedenle çalışma alanları, kaynak yöntemine, malzemelere ve uygulama koşullarına göre, malzemelere ve uygulama koşullarına göre, zararlı maddelerden arındırılmış temiz hava zararlı maddelerden arındırılmış temiz hava teneffüs etmeyi sağlayacak şekilde planlanmış teneffüs etmeyi sağlayacak şekilde planlanmış ve aşağıdaki şekilde donatılmış olmalıdır. ve aşağıdaki şekilde donatılmış olmalıdır.

74
Kaynak dumanı Kaynak dumanı oluştuğu noktadan oluştuğu noktadan dışarı atılmalıdır,dışarı atılmalıdır,
Teknik Teknik havalandırma havalandırma sağlanmalıdır, sağlanmalıdır,
Normal bir Normal bir havalandırma havalandırma yapılmalıdır, yapılmalıdır,

75
Kaynak malzemesinin içeriği dışında, Kaynak malzemesinin içeriği dışında, kaynak ark ısısı ile birlikte de zararlı kaynak ark ısısı ile birlikte de zararlı maddeler de oluşabilir. Bu zararlı maddeler de oluşabilir. Bu zararlı maddeler aşağıdaki nedenlerden maddeler aşağıdaki nedenlerden oluşabilir: oluşabilir:
Metalik kaplamalar, galvaniz (çinko), Metalik kaplamalar, galvaniz (çinko), kurşun gibi, kurşun gibi,
Boyalar, çinko ve kurşun boyalar Boyalar, çinko ve kurşun boyalar Yüzey koruyucu bileşikler, yağ, gres gibi Yüzey koruyucu bileşikler, yağ, gres gibi
kirlilikler kirlilikler

76
Kurşun, kadmiyum, çinko, krom içeren Kurşun, kadmiyum, çinko, krom içeren metalleri kaynak yaparken özel bir dikkat metalleri kaynak yaparken özel bir dikkat gösterilmelidir. Çünkü bu elementler gösterilmelidir. Çünkü bu elementler zararlı ve zehirli maddeler oluşturur. Bu zararlı ve zehirli maddeler oluşturur. Bu yüzeyinde plastik, yağ ve gres içeren yüzeyinde plastik, yağ ve gres içeren malzemeler için de doğrudur. Yüzeyinde malzemeler için de doğrudur. Yüzeyinde hidroklorik-asit veya hidrokarbonlu hidroklorik-asit veya hidrokarbonlu bileşikler bulunan iş parçaları, kaynak bileşikler bulunan iş parçaları, kaynak öncesi bu bileşiklerden arındırılmalıdır. öncesi bu bileşiklerden arındırılmalıdır. Çünkü kaynak esnasında zehirli phosgene Çünkü kaynak esnasında zehirli phosgene (MAK: 0,1 ml/m3) oluşumuna neden (MAK: 0,1 ml/m3) oluşumuna neden olurlar. olurlar.

77
FOSJEN [ FOSJEN [ PhosgenePhosgene] ] Renksiz, tahriş edici Renksiz, tahriş edici gaz.gaz.
DEPHOSGENE: DEPHOSGENE: Akciğerleri etkiliyor. Akciğerleri etkiliyor. 3 saat içinde 3 saat içinde öldürüyor.öldürüyor.
PHOSGENE: PHOSGENE: Akciğerleri etkiliyor. Akciğerleri etkiliyor. 1 ve 16 saat arasında 1 ve 16 saat arasında öldürüyor.öldürüyor.

78
Havalandırma:Havalandırma: Çalışma ortamındaki solunacak havada MAK- Çalışma ortamındaki solunacak havada MAK-
değerlerine ulaşmamak için doğal veya teknik değerlerine ulaşmamak için doğal veya teknik bir havalandırma mutlaka yapılmalıdır. Bu bir havalandırma mutlaka yapılmalıdır. Bu havalandırma şekli, Tablo 1 ve 2’de verilen havalandırma şekli, Tablo 1 ve 2’de verilen şartları yerine getirmelidir. şartları yerine getirmelidir.
Tablo 1’deki havalandırma yöntemleri, Tablo 1’deki havalandırma yöntemleri, kullanılan kaynak malzemelerindeki veya örtü kullanılan kaynak malzemelerindeki veya örtü türlerindeki sağlığa zararlı maddelerin türlerindeki sağlığa zararlı maddelerin konsantrasyonuna göreceli olarak listelenmiştir. konsantrasyonuna göreceli olarak listelenmiştir. Tablo 2’deki havalandırma yöntemleri ise, ana Tablo 2’deki havalandırma yöntemleri ise, ana metaldeki veya örtü türündeki zararlı metaldeki veya örtü türündeki zararlı maddelerin konsantrasyonuna göreceli olarak maddelerin konsantrasyonuna göreceli olarak listelenmiştir. listelenmiştir.

79
YöntemYöntem
Kaynak malzemesiKaynak malzemesi
Kaplamalı çeliklerin Kaplamalı çeliklerin kaynağıkaynağı
alaşımsız ve hafif alaşımsız ve hafif alaşımlı çelikler, alaşımlı çelikler, alüminyum alüminyum alaşımlarıalaşımları
yüksek alaşımlı çelikler, yüksek alaşımlı çelikler, demir-dışı metaller demir-dışı metaller (alüminyum (alüminyum alaşımları hariç)alaşımları hariç)
kk uu kk uu kk uu
Gaz ergitme kaynağıGaz ergitme kaynağı sabitsabit taşınabilirtaşınabilir
FFFF
TTTT
TTFF
AAAA
TTFF
AAAA
Örtülü elektrot kaynağıÖrtülü elektrot kaynağı sabitsabit taşınabilirtaşınabilir
TTFF
AATT
AATT
AAAA
AATT
AAAA
MIG/MAG kaynağı MIG/MAG kaynağı sabitsabit taşınabilirtaşınabilir
TTFF
AAT T
AATT
AAAA
AATT
AAAA
TIG kaynağıTIG kaynağı sabitsabit taşınabilirtaşınabilir
FFFF
TTFF
FFFF
TTTT
FFFF
TTTT
Tozaltı kaynağıTozaltı kaynağı sabitsabit taşınabilirtaşınabilir
FFFF
TTFF
TTFF
TTTT
TTFF
TTTT
Toz püskürtmeToz püskürtme AA AA AA AA -- --
Tablo 1. Kullanılan kaynak yöntemine ve kaynak malzemesine göreceli olarak havalandırma şekli

80
Tablo 2. Kaynak malzemesi Tablo 2. Kaynak malzemesi kullanmayan yöntemlerde kullanmayan yöntemlerde havalandırma methodlarıhavalandırma methodları

81
Yöntem
Kaynak malzemesi
Kaplamalı çeliklerin kaynağıalaşımsız ve hafif alaşımlı çelikler, alüminyum alaşımları
yüksek alaşımlı çelikler, demir-dışı metaller (alüminyum alaşımları hariç)
k u k u k u
Alevle tavlama,Alevle doğrultma
F T F T F T
Alevle sertleştirme F T - - - -
Alevle şekillendirme F T - - - -
Alevle kesme sabit taşınabilir
FF
TT
AT
AA
TT
TT
Oyma F T - - T T
Alevle tufal temizleme sabit taşınabilir
AF
AT
AA
AA
--
--
TIG kaynağı sabit taşınabilir
FF
TF
FF
TT
FF
TT
Plazma kesme sabit taşınabilir
AF
AT
AT
AA
AT
AT
Ark-oksijen kesme,Ark-hava kesme sabit taşınabilir
TF
AT
AT
AA
TF
AT
Alın kaynağı T A A A T A
Diğer direnç kaynak yöntemleri F F F T F T

82
Havalandırma şekli aynı zamanda alevin yanma Havalandırma şekli aynı zamanda alevin yanma süresine veya ark süresine de bağlıdır. “Kısa süresine veya ark süresine de bağlıdır. “Kısa süre”tanımından anlaşılması gereken günde ½ süre”tanımından anlaşılması gereken günde ½ saat veya haftada 2 saatlik alev veya ark saat veya haftada 2 saatlik alev veya ark süresidir. “Uzun süre” tanımından anlaşılması süresidir. “Uzun süre” tanımından anlaşılması gereken ise bu değerleri aşan sürelerdir. gereken ise bu değerleri aşan sürelerdir.
Açık havada kaynak yaparken de zararlı Açık havada kaynak yaparken de zararlı maddelerin solunulan havaya girmediğinden maddelerin solunulan havaya girmediğinden emin olunmalıdır. Dar ve kapalı alanlarda emin olunmalıdır. Dar ve kapalı alanlarda kaynak yaparken, UVV 26,0’un 29 maddesinde kaynak yaparken, UVV 26,0’un 29 maddesinde belirtildiği gibi, kirli havanın dışarıya atılması belirtildiği gibi, kirli havanın dışarıya atılması veya temiz hava ile çalışma alanını veya temiz hava ile çalışma alanını havalandırması yapılmalıdır. havalandırması yapılmalıdır.

83
Havalandırma ihtiyaçlarına göre Havalandırma ihtiyaçlarına göre çalışma alanlarına çeşitli havalandırma çalışma alanlarına çeşitli havalandırma ekipmanlarını seçmek mümkündür. ekipmanlarını seçmek mümkündür. Örneğin; Kaynak torcundan, kaynak Örneğin; Kaynak torcundan, kaynak maskesinden veya baş maskesinden maskesinden veya baş maskesinden duman emme sistemi, Taşınabilen duman emme sistemi, Taşınabilen duman emme sistemleri ,İş parçasına duman emme sistemleri ,İş parçasına veya çalışma bölgesine yaklaştırılabilen veya çalışma bölgesine yaklaştırılabilen ve monte edilebilen duman emme ve monte edilebilen duman emme bacalarıbacaları

84

85
Kapalı alanların tanımı:Kapalı alanların tanımı: UVV 26.0, madde 29’a göre; 100 m3’ten daha az hava hacmine UVV 26.0, madde 29’a göre; 100 m3’ten daha az hava hacmine
sahip veya Uzunluğu, genişliği ve yüksekliği 2 metre’den az sahip veya Uzunluğu, genişliği ve yüksekliği 2 metre’den az olan ve doğal bir hava akımı olmayan alanları “kapalı alanlar” olan ve doğal bir hava akımı olmayan alanları “kapalı alanlar” diye adlandırabiliriz. diye adlandırabiliriz.
Kapalı alanlar; penceresiz bodrum alanları, dehlizler, boru Kapalı alanlar; penceresiz bodrum alanları, dehlizler, boru hattı, kuyular, tanklar, kazanlar, konteynerler, gemi inşasında hattı, kuyular, tanklar, kazanlar, konteynerler, gemi inşasında hücre ve tank bölümleridir. Kapalı alanlarda kaynak yaparken hücre ve tank bölümleridir. Kapalı alanlarda kaynak yaparken zehirli maddelerin oluşmaması, yanıcı gazların birikmemesi ve zehirli maddelerin oluşmaması, yanıcı gazların birikmemesi ve oksijenin azalmaması için duman emme sistemleri veya yapay oksijenin azalmaması için duman emme sistemleri veya yapay havalandırma yöntemleri kullanılmalıdır. Duman emme veya havalandırma yöntemleri kullanılmalıdır. Duman emme veya teknik bir havalandırmanın mümkün olmadığı yerlerde, uygun teknik bir havalandırmanın mümkün olmadığı yerlerde, uygun solunum ekipmanları kullanılmalıdır. Kapalı alanlarda, nitrik-solunum ekipmanları kullanılmalıdır. Kapalı alanlarda, nitrik-oksitlerin oluşumu kabul edilebilir sınırların üzerine çıkmasına oksitlerin oluşumu kabul edilebilir sınırların üzerine çıkmasına neden olabilecek oksi-gaz kaynağı, alevle kesme ve ısıtma neden olabilecek oksi-gaz kaynağı, alevle kesme ve ısıtma işlemlerinde yaparken havalandırmaya özel bir dikkat işlemlerinde yaparken havalandırmaya özel bir dikkat sarfedilmelidir. sarfedilmelidir.
Yanma nedeniyle ciddi kazalara neden olacağı için kapalı Yanma nedeniyle ciddi kazalara neden olacağı için kapalı alanlarda oksijen kullanılarak havalandırma yapılmasına izin alanlarda oksijen kullanılarak havalandırma yapılmasına izin verilmez. verilmez.

86

87
Solunumun korunması:Solunumun korunması:
Havalandırmanın yetersiz olduğu Havalandırmanın yetersiz olduğu durumlarda, kaynak işlemine uygun durumlarda, kaynak işlemine uygun koruyucu solumun cihazları kullanılmalıdır. koruyucu solumun cihazları kullanılmalıdır. Kaynak işlemine uygun koruyucu solunum Kaynak işlemine uygun koruyucu solunum cihazları;cihazları;
Hortumlu solumun cihazları Hortumlu solumun cihazları Basınçlı hava içeren solunum cihazlarıdırBasınçlı hava içeren solunum cihazlarıdırÇalışma alanındaki atmosfer, en az %17 Çalışma alanındaki atmosfer, en az %17
oksijen içeriyorsa, ihtiyaca göre koruma oksijen içeriyorsa, ihtiyaca göre koruma özelliğine sahip filtre kullanımı yararlı olur. özelliğine sahip filtre kullanımı yararlı olur. Fakat bu filtrelerin konteyner, boru hattı, Fakat bu filtrelerin konteyner, boru hattı, tank, vagon v.b. kapalı alanlarda tank, vagon v.b. kapalı alanlarda kullanılmasına izin verilmez. kullanılmasına izin verilmez.

88
Hava Besleme:Hava Besleme: Çalışma bölgesinden emilen hava, ancak Çalışma bölgesinden emilen hava, ancak
zararlı maddelerden arındırıldıktan sonra zararlı maddelerden arındırıldıktan sonra geri beslenebilir. Eğer sağlığa zararlı geri beslenebilir. Eğer sağlığa zararlı maddelerin konsantrasyonu, göreceli maddelerin konsantrasyonu, göreceli MAK-değerlerinin ¼’ünü aşmazsa, geri MAK-değerlerinin ¼’ünü aşmazsa, geri beslenen hava zararlı maddelerden beslenen hava zararlı maddelerden yeterince arındırılmış olarak kabul yeterince arındırılmış olarak kabul edilebilir. Kaynak dumanı kanserojen edilebilir. Kaynak dumanı kanserojen oranda nikel- bileşikleri veya krom- oranda nikel- bileşikleri veya krom- bileşikleri gibi maddeler içeriyorsa, özel bileşikleri gibi maddeler içeriyorsa, özel şartlara göre havalandırma ve hava şartlara göre havalandırma ve hava besleme yapılmalıdır. besleme yapılmalıdır.

89
Kişisel Korunma Kişisel Korunma Ekipmanları:Ekipmanları:
Tablo 3’de UVV 26.0 “Kaynak, Tablo 3’de UVV 26.0 “Kaynak, Kesme ve İlgili İşlemler”e göre Kesme ve İlgili İşlemler”e göre çeşitli kaynak ve kesme yöntemleri çeşitli kaynak ve kesme yöntemleri ile çalışan personelin kullanması ile çalışan personelin kullanması gereken kişisel ekipmanlar gereken kişisel ekipmanlar verilmiştir.verilmiştir.

90
Kişisel korunma ekipmanları (kural Kişisel korunma ekipmanları (kural olarak)olarak)
YöntemYöntem
Kaynakçı koruyucu Kaynakçı koruyucu maske cam filtresimaske cam filtresi
DIN 4646DIN 4646DIN 4647 T.1DIN 4647 T.1Koruma derecesiKoruma derecesi
Kaynakçı Kaynakçı gözlüğügözlüğü
DIN 58211DIN 58211VwB 6, 7VwB 6, 7
Yüz ve baş Yüz ve baş maskesimaskesi
DIN 58214DIN 58214VwB 6, 7VwB 6, 7
Kaynakçı Kaynakçı eldivenieldiveni
DIN 4841DIN 4841Bölüm 4 Bölüm 4
Deri önlük veya SeSDeri önlük veya SeS
Örtülü elektrod kaynağıÖrtülü elektrod kaynağı 9 – 149 – 14 -- XX XX XX
MIG/MAG kaynağıMIG/MAG kaynağı 10 – 1510 – 15 -- XX XX XX
TIG, plazma kaynağıTIG, plazma kaynağı 5 – 145 – 14 -- XX XX (X)(X)
Ark-kesmeArk-kesme 10 – 1510 – 15 -- XX XX XX
Plazma kesmePlazma kesme 11 – 1311 – 13 -- XX XX XX
X = gereklidir SeS = yanmaz koruyucu giysi(X) =bazı durumlarda gerekir VwB = uygulama alanı - = önerilmez
Tablo 3.Tablo 3. Farklı kaynak yöntemleri için koruyucu ekipmanların Farklı kaynak yöntemleri için koruyucu ekipmanların
koordinasyonukoordinasyonu

91
Kaynak Ağzı ŞekilleriKaynak Ağzı Şekilleri

92
DIN 8551’e göre kaynak DIN 8551’e göre kaynak ağzı şekilleri ağzı şekilleri

93
Saç kalınlığıS(mm)
Birleştirme şekli
Birleştirmenin adı
Ölçüler
Düşünceler
(c)
bmm
cmm
hmm
2’e kadar
Kıvrık alın – – – – İlave mal kullanmadan
3’e kadar
Küt alın – S – – Altlıklı (tek taraf)
5’e kadar
Küt alın –S/
2– – Çift taraflı
3 ilâ 20
V – alın 60 2 – –
Altlıklı tek taraflı
5 ilâ 20Kök tersten işlenecek.İki taraflı
10> Açık – V –106–10
– – Altlıklı
16 ilâ 40 X – alın 60 2 – 5/2 –
8 ilâ 20 Y – alın 60 0–24–2
–Kök pasosu tersten işlenerek
kaynak edilecek

94
16>U ilâ Alın
10
2
3
–Tek taraflı (küçük
parçalarda)
0–2
3
–Kök pasosu işlenerek ters
taraftan kaynak edilecek(çift taraflı)
30> Çift U10
0–3
3
S/2 –
3 ilâ 16 HV –
Alın
45–
60
0–3
– –
Tek taraflı
6 – 16 Çift taraflı
Saç kalınlığıS(mm)
Birleştirme şekli
Birleştirmenin adı
Ölçüler Düşünceler

95
Saç kalınlığıS(mm)
Birleştirme şekli
Birleştirmenin adı
Ölçüler Düşünceler
16> –30–
15
6–10
– – Altlıklı
16 – 40
K – Alın 45–
60
0–2
– – –
16> j – Alın 20
22
– –
30> Çift j20
22
– –

96
Bazı Alaşımların Fiziksel Bazı Alaşımların Fiziksel ÖzellikleriÖzellikleri

97
Alaşım Yoğunluk(gr / cm3)
Ergime Noktası (˚C)
Çekme Mukavemeti(N/mm2)
Çelik 7,7 – 7,85 1450 – 1520 340 – 1800
Gri dökme demir 7,1 – 7,3 1150 – 1250 150 – 400
Östenitik paslanmaz çelik 7,8 – 7,9 1440 – 1460 600 – 800
Mg- alaşımları 1,8 – 183 590 – 650 180 – 300
Al- alaşımları 2,6 – 2,85 570 – 655 100 – 400
Zn- alaşımları 5,7 – 7,2 380 – 420 140 – 300
Pirinç 8,25 900 – 950 250 – 600
Bronz 8,56 – 8,9 880 – 1040 200 – 300

98
BAZI ELEMENTLERİN FİZİKSEL ÖZELLİKLERİBAZI ELEMENTLERİN FİZİKSEL ÖZELLİKLERİ

99
Element Sembol Yoğunluk(gr / cm3)
Ergime Noktası(˚C)
Kaynama Noktası(˚C)
Alüminyum Al 2,7 660 2060
Antimon Sb 6,62 630,5 1440
Berilyum Be 1,82 1280 2770
Bizmut Bl 9,8 271,3 1420
Boron B 3,3 2300 2550
Kadmiyum Cd 8,65 321 765
Karbon C 3,51 3500 -
Krom Cr 7,19 1890 2500
Kobalt Co 8,9 1495 2900
Bakır Cu 8,96 1083 2600
Altın Au 19,32 1063 2970
İndiyum In 7,306 156 2075
İridyum Ir 22,5 2454 5300
Demir Fe 7,87 1539 2740
Kurşun Pb 11,34 327,4 1740
Lityum Li 0,53 186 1370
Magnezyum Mg 1,74 650 1110

100
Mangan Mn 7,43 1245 2150
Civa Hg 13,55 -38,87 357
Molibden Mo 10,2 2625 4800
Nikel Ni 8,90 1455 2730
Paladyum Pa 12,0 1554 4000
Fosfor P 1,82 44 282
Platin Pt 21,45 1773,5 4410
Gümüş Ag 10,49 960,5 2210
Silis Si 2,33 1430 2300
Strontiyum Sr 2,6 770 1380
Kükürt S 2,05 112,8 444,6
Tantal Ta 16,6 3000 5300
Kalay Sn 7,298 231,9 2270
Titanyum Ti 4,54 1730 -
Tungsten W 19,3 3410 5930
Vanadyum V 6,0 1735 3400
Çinko Zn 7,136 419,5 906
Zirkon Zr 6,5 1750 2900

101

102

103
1ÖRTÜLÜ ELEKTROT
2 ARK3
KAYNAK BANYOSU
4
KAYNAK DUMANI
5
KAYNAK METALI
6
CÜRUF

104

105

106

107

108

109

110

111

112

113

114

115





























