Embed Size (px)
DESCRIPTION
Ocean water
Citation preview

Separation and Purification Technology 144 (2015) 90–96
Contents lists available at ScienceDirect
Separation and Purification Technology
journal homepage: www.elsevier .com/locate /seppur
Membrane-free electrodeionization using strong-type resins for highpurity water production
http://dx.doi.org/10.1016/j.seppur.2015.02.0231383-5866/� 2015 Elsevier B.V. All rights reserved.
⇑ Corresponding author. Tel.: +86 57187951239; fax: +86 57187952771.E-mail address: [email protected] (X. Chen).
Jiayuan Hu a, Zhixing Fang b, Xiaping Jiang a, Tianjun Li a, Xueming Chen a,⇑a Environmental Engineering Department, Zhejiang University, 866 Yuhangtang Road, Hangzhou 310058, Chinab Zhejiang Zheneng Energy Saving Technology Co, Ltd, 2 Miduqiao Road, Hangzhou 310005, China
a r t i c l e i n f o a b s t r a c t
Article history:Received 29 December 2014Received in revised form 13 February 2015Accepted 17 February 2015Available online 24 February 2015
Keywords:Membrane-free electrodeionizationDesalinationHigh purity waterResins regenerationWater dissociation
A promising membrane-free electrodeionization (MFEDI) process has been proposed for high puritywater (HPW) production in our previous work. However, the employ of a large number of weak-acidresins in MFEDI limits this process for purifying the reverse osmosis (RO) permeate of tap water witha pH value below 6.0. In this work, a MFEDI system filled only with mixed strong-acid and strong-baseresins was tested to desalinate the synthetic acidic RO permeate. Results demonstrated that the resinsregeneration was achieved mainly by electrically enhancing water dissociation after a high current den-sity was imposed to the resin layer. Both good purification and effective regeneration were achieved. Theconductivity of effluent was 0.060–0.062 lS/cm only. The energy consumption fluctuated in the range of0.35–0.41 kW h/m3 water and the water recovery reached 93.1%. The mixed concentrate collected duringregeneration, with an average conductivity of 145 lS/cm and a pH value of 6.5, could be returned to apretreatment unit for recovery. No chemical was needed and no wastewater was produced. Repetitiveexperimental results showed the MFEDI system could work stably.
� 2015 Elsevier B.V. All rights reserved.
1. Introduction
High purity water (HPW) is now broadly used in a number ofindustrial applications, such as electric power generation, semi-conductor manufacturing and chemical laboratories [1–3]. Thewater source of most HPW equipments is the tap water that hasundergone pre-treatment in non-coastal areas, especially in China[1,4,5]. Ion exchange desalination, composing of two-bed (cation–anion) ion exchange and mixed bed ion exchange (MBIE), has beenused for decades in HPW production [6]. Although it has satisfacto-ry efficacy and reliable performance, the ion exchange process alsofaces many drawbacks. The chemical regeneration of resins con-sumes hazardous chemicals with strong corrosive property, pro-duces secondary wastewater containing high concentration ofacid, alkali and salt, and demands a plenty of auxiliary facilitiesfor chemicals storage and wastewater treatment, which is labori-ous, costly and non-environmentally friendly.
With the development of membrane desalination technology, ahybrid separation process, consisting of reverse osmosis (RO) andMBIE, has been applied for HPW production since 1970s [7].Usually, individual RO membrane can reject 95–98% of the total
dissolved solids (TDS) in influent, reducing the ionic species loadof the following MBIE greatly [8]. This can lower the frequency ofregenerating resins, save chemicals and reduce wastewater dis-charge. But the periodic chemical regeneration of MBIE is stillneeded, which means that the original problems associated withresin regeneration such as chemicals usage and wastewater dis-charge are not solved thoroughly. Electrodeionization (EDI), ahybrid separation process consisting of ion exchange and electro-dialysis, is now used as an alternative technique for MBIE in pro-duction of HPW [2,9]. Since the exhausted resins can beregenerated continuously using H+/OH� ions produced throughthe electrically enhanced water dissociation, the chemical regen-eration is not required for EDI which is considered as an environ-mentally friendly process [10,11]. When processing RO permeateof tap water, EDI can achieve over 99.5% salt rejection, and theresistivity of effluent can reach up to 18 MX cm [3–5]. That isthe reason why RO and EDI are often taken as complementarytechnologies, and the RO–EDI process is now broadly used to pro-duce HPW from fresh water [4,12,13].
Although EDI has many advantages including no chemicalrequired, no wastewater discharge and easy operation [4,14], it ismuch less popular than MBIE in many large scale applicationsdue to its complex configuration, expensive investment and lowyield of HPW [10,15]. Besides, EDI device contains many

J. Hu et al. / Separation and Purification Technology 144 (2015) 90–96 91
semi-permeable ion exchange membranes, which may result insome membrane-associated problems such as concentration polar-ization and metal ions precipitation [10,16,17]. In our previouswork, a novel membrane-free electrodeionization (MFEDI) process,combining the advantages of MBIE and EDI, was investigated andtested successfully for HPW production [18–20]. Since it does notneed any ion exchange membrane, MFEDI shows many advantagessuch as simple configuration, convenient operation and easy main-tenance. In the previous work, a large number of weak-acid resinswere used in MFEDI. They have features of good conductivity andeasy regeneration when they are saturated [18,20], nevertheless,their deionization efficacy is very poor and the salt ions are alsoprone to be desorbed from them in acidic solution [21]. WhenMFEDI was used to purify the acidic RO permeate, the saturationdegree of the weak-acid resins in MFEDI was very low, usually lessthan 3% [22], resulting in low desalination performance and poorregeneration efficiency which was positive correlation with thesaturation degree of resins [23]. Besides, overly high energy con-sumption was accompanied by the MFEDI regeneration owing tothe very high resistivity of the H-type weak-acid resins [20,22].In other words, the employ of weak-acid resins in MFEDI greatlylimited the MFEDI process to desalinate the acidic RO permeateof tap water whose pH value is below 6.0.
In the previous work, mixed strong-acid and strong-base resins,which have excellent desalination performance over a broad bandof influent pH [21], also showed a significant electrical regen-eration performance under a high current intensity of 200 A/m2
[18]. In view of this, in this work, we proposed and tested a MFEDIsystem filled only with strong-acid and strong-base resins to purifythe slightly-acidic RO permeate. The major objectives of this workare to explore the voltage–current relationship, to investigate thepurification and regeneration performances, and to examine theoperational stability of the MFEDI system filled with the mixedstrong-acid and strong-base resins.
4
Spring
Electrode
Cation resin
Gas
Anion resin
2
HPW
2. Materials and methods
2.1. Resins and solutions
The main characteristics of the ion exchange resins used in thiswork are presented in Table 1. Before use, the gel-type strong-acidcation resins (650C, Dow, Shanghai, China) and the gel-typestrong-base anion resins (550A, Dow, Shanghai, China) werewashed with deionized water until the conductivity of the solutionwas below 2 lS/cm.
The conductivity of the RO permeate of tap water is usuallylower than 10 lS/cm [4,13,14,22]. Thus, the synthetic RO permeatewith a conductivity of 10 lS/cm was taken as the feed water ofMFEDI in this work. The feed water was prepared by dissolving2.82 mg/L NaCl (AR, 99.5%, Aladdin, Shanghai, China), 1.11 mg/LCaCl2 (AR, 96.0%, Aladdin, Shanghai, China) and 1.68 mg/L NaHCO3
(AR, 99.5%, Aladdin, Shanghai, China) in slightly-acidic deionizedwater firstly, making the hardness of the influent reached1.0 mg/L in term of CaCO3; then its pH was adjusted to 5.6–6.0by adding some dilute hydrochloric acid into it.
Table 1Properties of ion exchange resins.
Designation 650C 550A
Type Strong-acid Strong-baseMatrix structure Polystyrene PolystyreneFunction group Sulfo group Quaternary aminePorosity Gel GelExchange capacity P2.0 eq/L P1.1 eq/L
2.2. Electrode preparation
Reticular Ti/Pt electrodes, both with an effective area of 7.1 cm2,were used as the anode and cathode in MFEDI. The Ti/Pt electrodeswere fabricated using a thermal decomposition method taking tita-nium mesh, 3 cm in diameter, as substrates. The precursor solutionwas prepared by dissolving H2PtCl6�H2O (99%, Adamas Reagent Co.,Shanghai, China) in isopropanol (99.5%, Adamas Reagent Co.,Shanghai, China) with a concentration of 0.5 M. After ultrasoniccleaning, the titanium substrate was brushed with the precursorsolution, dried at 80 �C for 5 min, and then calcinated at 500 �Cfor 5 min. This procedure was repeated for about 15 times, andfinally the electrode was annealed at 500 �C for an hour.
2.3. MFEDI system
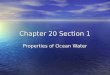
The MFEDI system is shown in Fig. 1 schematically. The heightand the inner diameter of the MFEDI column are 30 cm and 3 cm,respectively. Mutually mixed 650C resins and 550A resins with aratio of 1:2 were packed compactly between the electrodes inthe column. A spring was used to compress the resin layer.
MFEDI system was operated in a batch mode, alternating withpurification and regeneration. In the purification step, valves 1and 2 were open, while valves 3 and 4 were closed; feed waterentered the system through valve 1 and passed the ion exchangebed upward; then HPW came out through valve 2. MFEDI startedthe regeneration when the conductivity of HPW was beyond0.066 lS/cm (25 �C). In the regeneration step, valve 1 was closedand valves 2–4 were open; HPW entered MFEDI through valve 2and passed the ion exchange bed downward. At the same time,direct-current (DC) electricity was supplied by an external powersource to regenerate the exhausted resins, and simultaneouslythe salt ions desorbed by resins were taken away by the concen-trate stream. In order to achieve equally effective regenerationfor both anion resins and cation resins and to neutralize the con-centrate, the electrode polarity was reversed during regeneration:the top electrode worked as an anode in the initial 10 min, whereas
1
Influent
Electrode
3
Concentrate
Fig. 1. MFEDI system.

92 J. Hu et al. / Separation and Purification Technology 144 (2015) 90–96
it worked as a cathode in the latter 10 min. The gases generated atthe anode and the cathode were exhausted through valve 4 usingits buoyant fore and taken away by the concentrate streamthrough valve 3, respectively.
2.4. Analysis methods
Solution conductivity was measured using a Sension 5 conduc-tivity meter (Hach, OH, resolution: 0.01 lS/cm); Ca2+ and Na+ con-centrations were analyzed with an atomic absorptionspectrophotometer (AA-6300, Shimadzu, Japan); pH value wasmeasured using a pH/ISE meter (Orion Dual StarTM, Thermo Scien-tific, Singapore).
3. Results and discussion
3.1. Purification performance of MFEDI using new resins
The purification performance of the MFEDI system filled withnew resins was investigated, and the experiment results are shownin Fig. 2. It could be found that the change trends of HPW conduc-tivities were similar under different flow velocities investigated.When the flow velocity was 15 m/h, the conductivity of HPWwas �0.055 lS/cm in the initial 48 h, then increased gradually,and reached to �0.066 lS/cm at the end of service. This serviceprogress was a conventional deionization process of ion exchange,which could be illustrated below:
R—Hþ Naþ ! R—NaþHþ ð1Þ
2R—Hþ Ca2þ ! R2—Caþ 2Hþ ð2Þ
R—OHþ Cl� ! R—Clþ OH� ð3Þ
R—OHþHCO�3 ! R—HCO3 þ OH� ð4Þ
where R–H and R–OH represent H-type 650C resins and OH-type550A resins, respectively. Such HPW, with a resistivity of 15.2–18.2 MX cm, proved the excellent purification performance ofMFEDI for the synthetic acidic RO permeate. The saturations of650C cation resins and 550A anion resins were calculated to be38.7% and 35.1%, respectively with the considerations of theexchange capacity of resins, the influent salinity and the volumeof HPW produced in the service process.
0 10 20 30 40 50 60 70 80 90 100 1100.050
0.055
0.060
0.065
0.070
0.075
Con
duct
ivity
, µS
/cm
Time, h
10 m/h 15 m/h 20 m/h
Fig. 2. Purification performance of the MFEDI using new resins at an influentconductivity of 10 lS/cm under various flow velocities.
3.2. Voltage–current relationship of MFEDI
After adsorption, the MFEDI system needed to be electricallyregenerated. In order to explore the electrical characteristic ofthe specially designed MFEDI process, the voltage–current (V–I)relationship of this MFEDI system was investigated and the resultsare shown in Fig. 3. It was observed that, the shape of the V–I curveof MFEDI was very similar to that of EDI, demonstrating that theionic transport and water dissociation phenomena also appearedin the MFEDI process after different current intensities wereapplied to the resin layer [2,10,24]. Three main regions appearedin the V–I curve, and the corresponding turning points of currentdensity were 50 A/m2 and 130 A/m2, respectively. The low currentdensity region (Region I) contained a high resistance representedthe electrical transport region of salt ions; whereas the high cur-rent density region (Region III) had a low resistance representedthe water dissociation region in MFEDI [2,25,26]. A curvatureregion (Region II) existed between those two linear regions (RegionI and Region III), which demonstrated the water dissociation inMFEDI took place and became dominant gradually due to theinsufficient migration number of salt ions [10,25]. The critical cur-rent density was estimated to be around 75 A/m2 for this MFEDIsystem. A significant water dissociation phenomenon was neededfor MFEDI in order to obtain a high regeneration degree of resins,which meant that a higher current density should be imposed tothe resin layer than the critical current density. Good regenerationeffects could be obtained under the high current conditions, never-theless, this lowered the current efficiency and increased the ener-gy consumption [10,27]. Based on such considerations, the currentintensity of 200 A/m2 was selected for the MFEDI regeneration inthis work.
3.3. Regeneration performance of MFEDI system
To better understand the regeneration performance of MFEDI,the conductivity and pH value of the concentrate, the cation ionsconcentrations in the concentrate stream and the voltage requiredwere recorded and analyzed systematically during electro-regeneration.
Fig. 4(a) shows the concentrate conductivity variations duringregeneration. The concentrate conductivity decreased slowly from173 lS/cm to 146 lS/cm in the initial 10 min, then declined to108 lS/cm sharply at 11 min of regeneration; subsequently, it rosegradually and remained around 135 lS/cm at the end of regen-eration. The conductivity of the mixed concentrate was 145 lS/cm, indicating that the exhausted resins were regenerated
0 50 100 150 200 250 300 3500
100
200
300
400
500
600
Region
Region
Vol
tage
, V
Current density, A/m2
Critical current density
Region
Fig. 3. Voltage–current curve of the MFEDI system.

0 2 4 6 8 10 12 14 16 18 20 2260
80
100
120
140
160
180
200
220C
ondu
ctiv
ity, µ
S/c
m
Time, min
(a)
0 2 4 6 8 10 12 14 16 18 20 220
5
10
15
20
25
30
35
Con
cent
ratio
n of
Cat
ion
(mg/
L)
Time, min
Na+
Ca2+
(b)
0 2 4 6 8 10 12 14 16 18 20 223
4
5
6
7
8
9
10
pH
Time, min
(c)
0 2 4 6 8 10 12 14 16 18 20 22340
350
360
370
380
390
400
410
420
Volta
ge, V
Time, min
(d)
Fig. 4. Regeneration performance of MFEDI under a current density of 200 A/m2 and a flow velocity of 15 m/h. (a) Conductivity variations; (b) Na+ and Ca2+ concentrationsvariations; (c) pH value variations; and (d) voltage variations.
J. Hu et al. / Separation and Purification Technology 144 (2015) 90–96 93
effectively by the H+ and OH� ions produced through the waterelectrolysis [18] and the electrically enhanced water dissociation[10,28]. The following reactions were believed to occur at the elec-trodes and on the contact surface of resins:
2H2O� 4e! 4Hþ þ O2 " at the anode ð5Þ
2H2Oþ 2e! 2OH� þH2 " at the cathode ð6Þ
H2O! Hþ þ OH� water dissociation ð7Þ
Hþ þ R—Na! R—Hþ Naþ cation resins regeneration ð8Þ
2Hþ þ R2—Ca! 2R—Hþ Caþ cation resins regeneration ð9Þ
OH� þ R—Cl! R—OHþ Cl� anion resins regeneration ð10Þ
OH� þ R—HCO3 ! R—OH
þHCO�3 anion resins regeneration ð11Þ
where R–Na, R2–Ca, R–Cl and R–HCO3 represent Na-type 650C resin,Ca-type 650C resin, Cl-type 550A resin and HCO3-type 550A resin,respectively. The slow decrease of the concentrate conductivity dur-ing the initial 10 min represented a reduction in the concentrationof the salt ions desorbed from resins by electricity, due to a decreaseof the salt ions concentration in resin phase during regeneration[20]. When the electrodes polarity was reversed, the sharp decline
in the concentrate conductivity indicated the desorption processof salt ions from the resin particles to the liquid was hindered tem-porarily. Soon later, the concentrate conductivity recovered to thevalue as high as that before the electrode polarity reversion, mean-ing that a new ion migration process was reconstructed graduallyduring 11–14 min of regeneration. In the latter 5 min, the regen-eration process of resins tended to be stabilized.
The Na+ and Ca2+ concentrations, which varied with time simi-lar to the concentrate conductivity, are shown in Fig. 4(b). Theaverage concentrations of Na+ ions and Ca2+ ions measured were23.2 mg/L and 5.6 mg/L, respectively in the concentrate. Since thevolume of concentrate stream was 3.55 L during regeneration foreach operational cycle, the total amount of the cation ions releasedfrom 650C resins to aqueous phase was calculated to be4.58 � 10�3 moles, which meant that around 7.6% of the exhausted650C resins were regenerated and more than 4.58 � 10�3 moles H+
ions were generated during each regeneration. During the initial10 min of regeneration, the top electrode worked as an anodecould produce H+ ions for the exhausted 650C resins regeneration.The amount of H+ ions generated at the top electrode could be cal-culated using Eq.(12) according to Faraday’s law.
m ¼ ItF
ð12Þ
where m is the amount of H+ ions, moles; I is the current, A; t is theelectrolysis time, s. In this work, I was 0.142 A, t was 600 s, and thusm was estimated to be 0.88 � 10�3 moles. Therefore, it could be

94 J. Hu et al. / Separation and Purification Technology 144 (2015) 90–96
calculated that the water electrolysis reaction occurred at the topelectrode only supplied less than 19.2% H+ ions for cation resinsregeneration. More than 80.8% H+ ions was provided by the electri-cally enhanced water dissociation reaction occurred on the contactsurface of resins [10,28]. In other words, the exhausted resinsregeneration was mainly contributed by the electrically enhancedwater dissociation in MFEDI under a high current density.
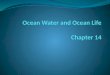
When the top electrode worked as an anode, the regenerationprocess of MFEDI could be illustrated in Fig. 5(a). On the one hand,the H+ ions, produced by the water electrolysis on the anode, werereleased to the solution to regenerate the exhausted 650C resins.On the other hand, under the electrostatic force of a DC electricalfield, the cation ions (Na+ and Ca2+ ions) in 650C resins migrateddownward; while the anion ions (Cl� and HCO3
� ions) in 550Aresins migrated upward. This process resulted in a rapid depletionof the ions absorbed at the interfaces of the cation and anion resinparticles and caused water to split there. Subsequently, the H+ andOH� ions produced by water dissociation could substitute the saltions in the exhausted resins and realize resins regeneration. Duringthe initial 10 min, H+ ions were produced together by Reactions (5)and (7) for cation resins regeneration. Correspondingly, as shownin Fig. 4(b), the relatively high concentrations of Na+ and Ca2+ ionswere detected in the concentrate stream during this stage. After-ward, the polarity of electrodes was reversed, causing the changeof ions migrating direction in resin particles. When the anodewas on the top of the resin layer, the Na+ and Ca2+ ions were accu-mulated in the lower side of cation resin particles. After the elec-trodes polarity was reversed, these cation ions moved upwardthe upper side of cation resin particles owing to the electrostaticforce [2]. The sudden change of ions migration direction caused atemporary negative effect on the cation ions desorbed from theresins to the solution, resulting in a sharp decrease in the cationions concentrations detected at 11 min of regeneration. As illus-trated in Fig. 5(b), a new ion migration balance (adsorption–des-orption equilibrium) could be reestablished soon after theelectrode polarity reversion, which made the concentrations ofthe cation ions desorbed from the resin phase tend to be stabilized.In the latter 10 min, the H+ ions for cation resins regeneration wereproduced only by Reaction (7), resulting in a decrease in the con-centrations of the cation ions desorbed from cation resins.
The pH variation during regeneration is shown in Fig. 4(c). Theconcentrate collected during the initial 10 min of regeneration wasalkali, with a pH value around 8.0. This was because the
HCO3-
Ca2+
Cl-
Water flow
Na+
Cl-
Cl-
Anode
Na+
Cl-
HCO3-
Cathode
H+
Na+
Cl-
: Water-splitting
(a)
Na+ Cl-HCO3-
Ca2+
HCO3-
Na+,Ca2+,Cl-,HCO3-,OH-
2H2O+2e 2OH-+H2
2H2O-4e 4H++O2
Na+
Fig. 5. Electro-regeneration process of MFEDI. (a) A
regeneration of cation resins was more favorable and completethan anion resins, when the top electrode worked as an anode.As shown in Fig. 5(a), a part of OH� ions generated in the cathodewere taken away by the concentrate stream before they regenerat-ed the anion resins, resulting in the concentrate kept alkali. Afterthe electrode polarity was reversed, the top electrode worked asa cathode, and thus the regeneration of the anion resins wasenhanced. As illustrated in Fig. 5(b), a part of H+ ions generatedin the anode was taken away by the concentrate, leading to anacidic concentrate with a pH value about 5.0. The mixed concen-trate collected during the whole regeneration had a pH value of6.5, was near neutral, indicating that the equally effective regen-eration for both anion resins and cation resins was achieved. Themixed concentrate could be returned to a pretreatment unit, suchas RO, for recovery in real applications without the need of chemi-cal neutralization.
Fig. 4(d) shows the variation of the regeneration voltage. It canbe seen clearly that the voltage decreased gradually from 407 V to352 V during regeneration. In MFEDI column, the resin layer con-sists of densely packed resins and surrounded liquid. Since the con-ductivity of the resins is much superior to that of the liquid [29],the voltage required for MFEDI is mainly determined by the con-ductive capacity of resins. As regeneration proceeded, the cationresins with Na+ and Ca2+ forms in MFEDI changed gradually to theirH+ forms, while the exhausted anion resins with Cl� and HCO3
�
forms changed simultaneously to their OH� forms. Thus, it canbe inferred that the decrease in the regeneration voltage abovewas directly related to the reduction in the resins resistivity owingto the change of their forms. To investigate the resin resistivity ofdifferent forms, the correlation of voltage with current densityfor different resin forms was examined, and the results are shownin Fig. 6. It was calculated that the resistivity of R–H, R–Na, R2–Ca,R–OH, R–Cl and R–HCO3 are 0.64 X m, 5.52 X m, 19.34 X m,1.16 X m, 3.99 X m and 6.32 X m, respectively. The resistivity dif-ference above was essentially attributed to the different bondingforce between the ions (salt ions) and the fixed sites of the resins.Since both the conductivity of R–H and R–OH is superior to that ofR–Na/R2–Ca and R–Cl/R–HCO3, respectively, the resistance of theresin layer in MFEDI should decrease as the regeneration proceed-ed, which explained why the voltage required decreased graduallyduring regeneration under a constant current. Moreover, it wasfound that the average regeneration voltage required for thisMFEDI system was only 380 V, much lower than that required
HCO3-
Ca2+
Cl-
Water flow
Na+
Cl-
Cl-
Anode
2H2O-4e 4H++O2
Na+
Cl-
HCO3-
2H2O+2e 2OH-+H2Cathode
Na+,Ca2+,Cl-,HCO3-,H+
OH-
Na+
Cl-
: Water-splitting
(b)
Na+ Cl-HCO3-
Ca2+
Cl-
HCO3-
node is on the top; (b) cathode is on the top.

0 50 100 150 200 250 3000
300
600
900
1200
1500Vo
ltage
, V
Current density, A/m2
650C-H 650C-Na 650C-Ca
(a)
0 50 100 150 200 250 3000
100
200
300
400
500
600
Volta
ge, V
Current density, A/m2
550A-OH 550A-Cl 550A-HCO3
(b)
Fig. 6. Voltage–current correlations of the resins in different forms: (a) 650C cationresin and (b) 550A anion resin.
J. Hu et al. / Separation and Purification Technology 144 (2015) 90–96 95
for the MFEDI system using weak-acid resins [18–20]. This phe-nomenon showed the excellent electrical conductivity of the mixedstrong-types resins, which was beneficial to reduce energy con-sumption for MFEDI regeneration.
3.4. Purification performance of MFEDI after regeneration
After regeneration, the MFEDI system could turn to serviceimmediately. As shown in Fig. 7, the effluent conductivity of MFEDI
0 50 100 150 200 250 3000.050
0.055
0.060
0.065
0.070
0.075
Con
duct
ivity
, µS
/cm
Time, min
Fig. 7. Effluent conductivity variation of the MFEDI after resin regeneration at aninfluent conductivity of 10 lS/cm and a flow velocity of 15 m/h.
after regeneration kept constant at �0.059 lS/cm in the initial160 min, revealing that the exhausted resins had resumed theirdeionization ability during electro-regeneration. Nevertheless,the effluent quality of MFEDI after regeneration was not as goodas that using new resins. This was because that the resins in MFEDIwere regenerated partially and the regenerated resins distributedhaphazardly throughout the whole resin layer as shown in Fig. 5.As expected, the effluent conductivity then increased slowly asthe service time increased. After 290 min (4.83 h), the conductivityof HPW reached �0.066 lS/cm, indicating that the MFEDI systemneeded to be regenerated again. This meant that the MFEDI systemused in this work produced a total of 51.5 L of HPW during serviceand consumed 3.55 L of HPW during regeneration for each opera-tional cycle. It should be noted that the service time of MFEDI wasshortened after regeneration, in comparison with that using newresins. This is understandable because only 7.6% of the exhaustedresins in MFEDI resumed their deionization ability during 20 minregeneration. The regeneration degree of resins could be improvedcontinuously as the regeneration time passed. However, the regen-eration efficiency of resins decreased gradually with regenerationtime, as shown in Fig. 4(a). Therefore, the proper time for regener-ating was determined to be 20 min in this work, and the resinswere only partially regenerated for the energy saving purpose.The total amount of the cation ions absorbed by MFEDI was calcu-lated to be 4.53 � 10�3 moles according to the HPW volume andthe ions concentrations of influent, in good agreement with theamount of Na+ and Ca2+ ions (about 4.58 � 10�3 moles) desorbedform resins during regeneration, demonstrating the desalting capa-city of resins was unchanged after electro-regeneration.
The energy consumption and the water recovery could be calcu-lated according to Eqs. (13) and (14), respectively.
E ¼ UItV1 � V2
ð13Þ
R ¼ V1 � V2
V1� 100% ð14Þ
where E is the energy consumption of MEEDI, kW h/m3 water; U isthe average regeneration voltage, V; I is the current, A; t is the regen-eration time, h; V1 is the total volume of HPW, L; V2 is the HPWvolume consumed for regeneration, L; R is the water recovery ofMFEDI, %. In this work, U = 380 V, I = 0.142 A, t = 0.33 h, V1 = 51.5 Land V2 = 3.55 L. Using Eqs.(13) and (14), the energy consumption(E) and the water recovery (R) were calculated to be 0.38 kW h/m3
water and 93.1%, respectively. In contrast, it was reported that theenergy consumptions for EDI were 0.39–0.90 kW h/m3 water at afeed water conductivity of 15 lS/cm [12], 0.60 kW h/m3 water at afeed water conductivity of 2.3 lS/cm [14] and 0.70 kW h/m3 waterat a feed water conductivity of 5–20 lS/cm [30], respectively. Obvi-ously, the MFEDI system used in this work is lower in energy con-sumption than EDI.
3.5. Operation stability of MFEDI
In order to know if frequent regeneration could cause a dete-rioration in MFEDI performance, the average conductivity of efflu-ent and the energy consumption variations were investigated for atotal of 30 operational cycles, and the results are shown in Fig. 8.The average conductivity of effluent was found to be only 0.060–0.062 lS/cm, with the resistivity of effluent reaching up to 16.1–16.7 MX cm. There was no deterioration tendency in the HPWquality after 30 operational cycles, which proved the MFEDI wasstill very effective in ions removal after repeated regeneration. Fur-thermore, it was noticed that the energy consumption fluctuated inthe range of 0.35–0.41 kW h/m3 water, and yet no increase in ener-

0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 320.050
0.055
0.060
0.065
0.070
0.075
0.080
Average conductivity Energy consumption
Operational cycles
Effl
uent
con
duct
ivity
, µS
/cm
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
Ene
rgy
cons
umpt
ion,
kW
h/m
3 wat
er
Fig. 8. Effluent conductivity and energy consumption variations in 30 operationalcycles.
96 J. Hu et al. / Separation and Purification Technology 144 (2015) 90–96
gy consumption appeared in these operational cycles. The resultsabove demonstrated the good purification performance and highstability of the MFEDI system.
4. Conclusions
The MFEDI filled only with mixed strong-acid and strong-baseresins was tested successfully to purify the synthetic acidic RO per-meate of tap water. Water dissociation reaction could occur on thecontact face of the cation and anion resins after the MFEDI systemwas supplied with a current density higher than the critical currentdensity, 75 A/m2. Good purification and effective regenerationwere achieved. After desalination, the conductivity of the syntheticRO permeate was reduced from original 10 lS/cm to 0.060–0.062 lS/cm. After regeneration, the exhausted resins couldresume their ability to desalinate. The energy consumption andthe water recovery were 0.35–0.41 kW h/m3 water and 93.1%,respectively. The mixed concentrate collected during regeneration,with an average conductivity of 145 lS/cm and a pH value of 6.5,could be returned to a pretreatment unit, such as RO, for recovery.No chemical was needed and no wastewater was produced. Repe-titive experimental results showed the MFEDI system could workstably without any performance decay detected after long-termfrequent regeneration.
Acknowledgement
The authors are grateful for the financial support from ChinaPostdoctoral Science Foundation (2014M561763).
References
[1] R. Singh, Production of high-purity water by membrane processes, Desalin.Water Treat. 3 (2009) 99–110.
[2] L. Alvarado, A.C. Chen, Electrodeionization: principles, strategies andapplications, Electrochim. Acta 132 (2014) 583–597.
[3] J. Lu, Y.X. Wang, Y.Y. Lu, G.L. Wang, L. Kong, J. Zhu, Numerical simulation of theelectrodeionization (EDI) process for producing ultrapure water, Electrochim.Acta 55 (2010) 7188–7198.
[4] J.Y. Wang, S.C. Wang, M.R. Jin, A study of the electrodeionization process –high-purity water production with a RO/EDI system, Desalination 132 (2000)349–352.
[5] A. Grabowski, G.Q. Zhang, H. Strathmann, G. Eigenberger, Production of high-purity water by continuous electrodeionization with bipolar membranes:influence of concentrate and protection compartment, Sep. Purif. Technol. 60(2008) 86–95.
[6] I.G. Wenten, F. Arfianto, Bench scale electrodeionization for high pressureboiler feed water, Desalination 314 (2013) 109–114.
[7] C. Fritzmann, J. Lowenberg, T. Wintgens, T. Melin, State-of-the art of reverseosmosis desalination, Desalination 216 (2007) 1–76.
[8] A. Bennett, Water processes and production: high purity and ultra-high puritywater, Filtr. Separat. 46 (2009) 24–27.
[9] R.M. Wen, S.Q. Deng, Y.F. Zhang, The removal of silicon and boron from ultra-pure water by electrodeionization, Desalination 181 (2005) 153–159.
[10] J.H. Song, K.H. Yeon, S.H. Moon, Effect of current density on ionic transport andwater dissociation phenomena in a continuous electrodeionization (CEDI), J.Membr. Sci. 291 (2007) 165–171.
[11] J.W. Lee, K.H. Yeon, J.H. Song, S.H. Moon, Characterization ofelectroregeneration and determination of optimal current density incontinuous electrodeionization, Desalination 207 (2007) 276–285.
[12] O. Arar, U. Yuksel, N. Kabay, M. Yuksel, Demineralization of geothermal waterreverse osmosis (RO) permeate by electrodeionization (EDI) with mixed bedconfiguration, Desalination 342 (2014) 23–28.
[13] J.H. Song, K.H. Yeon, J.W. Cho, S.H. Moon, Effects of the operating parameterson the reverse osmosis-electrodeionization performance in the production ofhigh purity water, Korean J. Chem. Eng. 22 (2005) 108–114.
[14] A. Grabowski, G.Q. Zhang, H. Strathmann, G. Eigenberger, The production ofhigh purity water by continuous electrodeionization with bipolar membranes:influence of the anion-exchange membrane permselectivity, J. Membr. Sci. 281(2006) 297–306.
[15] J. Wood, J. Gifford, J. Arba, M. Shaw, Production of ultrapure water bycontinuous electrodeionization, Desalination 250 (2010) 973–976.
[16] J.S. Park, J.H. Song, K.H. Yeon, S.H. Moon, Removal of hardness ions from tapwater using electromembrane processes, Desalination 202 (2007) 1–8.
[17] W. Rukapan, B. Khananthai, C. Chiemchaisri, W. Chiemchaisri, T. Srisukphun,Short-and long-term fouling characteristics of reverse osmosis membrane atfull scale leachate treatment plant, Water Sci. Technol. 65 (2012) 127–134.
[18] W.Q. Su, R.Y. Pan, X.M. Chen, Membrane-free electrodeionization for highpurity water production, Desalination 329 (2013) 86–92.
[19] W.Q. Su, T.J. Li, X.P. Jiang, X.M. Chen, Membrane-free electrodeionizationwithout electrode polarity reversal for high purity water production,Desalination 345 (2014) 50–55.
[20] X.L. Shen, T.J. Li, X.P. Jiang, X.M. Chen, Desalination of water with highconductivity using membrane-free electrodeionization, Sep. Purif. Technol.128 (2014) 39–44.
[21] I.M. Abrams, Cation exchange resins having phosphorus acid functional groupsand method of preparation thereof, U.S. Patent 2,844,546, July 1958.
[22] R.Y. Pan, RO/MFEDI for High Purity Water Production, Zhejiang University,Hangzhou, 2014 (In Chinese).
[23] K.H. Yeon, J.H. Song, S.H. Moon, A study on stack configuration of continuouselectrodeionization for removal of heavy metal ions from the primary coolantof a nuclear power plant, Water Res. 38 (2004) 1911–1921.
[24] L. Fu, J.Y. Wang, Y.L. Su, Removal of low concentrations of hardness ions fromaqueous solutions using electrodeionization process, Sep. Purif. Technol. 68(2009) 390–396.
[25] L. Alvarado, I.R. Torres, A.C. Chen, Integration of ion exchange andelectrodeionization as a new approach for the continuous treatment ofhexavalent chromium wastewater, Sep. Purif. Technol. 105 (2013) 55–62.
[26] Y.L. Su, J.Y. Wang, L. Fu, Pure water production from aqueous solutioncontaining low concentration hardness ions by electrodeionization, Desalin.Water Treat. 22 (2010) 9–16.
[27] K.E. Bouhidel, A. Lakehal, Influence of voltage and flow rateon electrodeionization (EDI) process efficiency, Desalination 193 (2006)411–421.
[28] H. Meng, C.S. Peng, S.X. Song, D. Deng, Electro-regeneration mechanismof ion-exchange resins in electrodeionization, Surf. Rev. Lett. 11 (2004) 599–605.
[29] K. Vuorilehto, A. Tamminen, Application of a solid ion-exchange electrolyte inthree-dimensional electrodes, J. Appl. Electrochem. 27 (1997) 749–755.
[30] Y.Q. Li, S. Guan, E.Q. Tang, Development of a spacer for the dilutingcompartment of EDI-LB (electrodeionization-layered bed) device, J. Sustain.Dev. 3 (1) (2010) 202–207.