Embed Size (px)
Citation preview

Metrologija
koordinatni merilnik
http://jet-engine-lab.technion.ac.il/6thsmp/shacam.pdf

načela koordinatnega merjenja
• koordinatni merilnik je zelo natančen univerzalni merilni stroj.
• namenjen je za natančna merjenja izdelkov tako pri posamični kot tudi serijski izdelavi.
• s koordinatnim merilnikom merimo tako, da se s tipalon dotaknemo merjenca na več mestih, ki jih vnaprej definiramo in so pomembna za določitev geometrijskih prototipov
5 6 4 3
najmanjše število točk za popolno določitev telesa
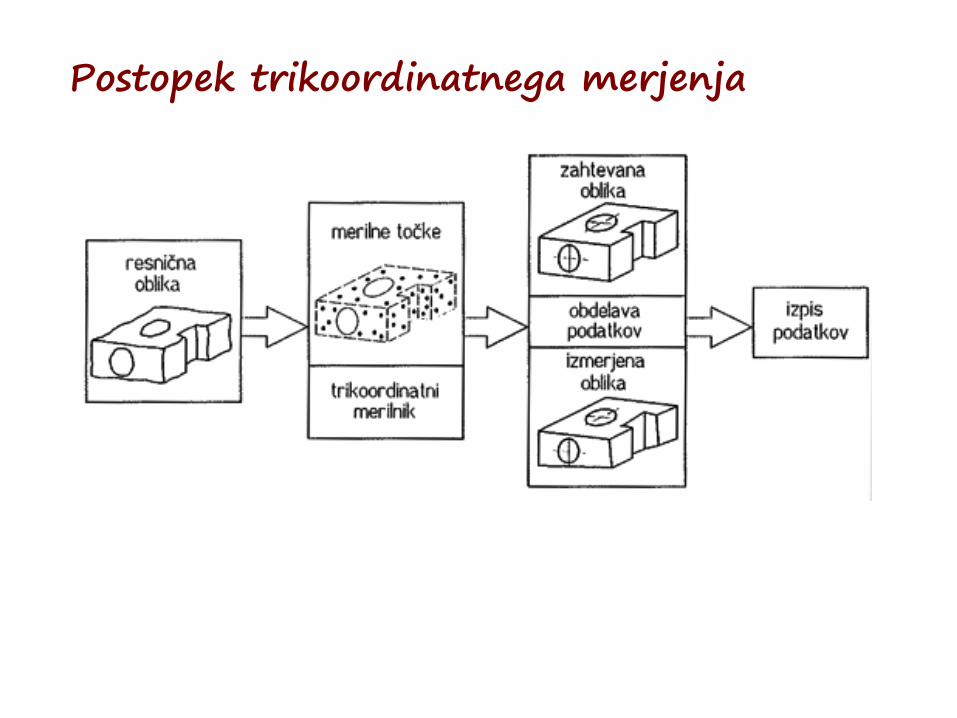
Postopek trikoordinatnega merjenja
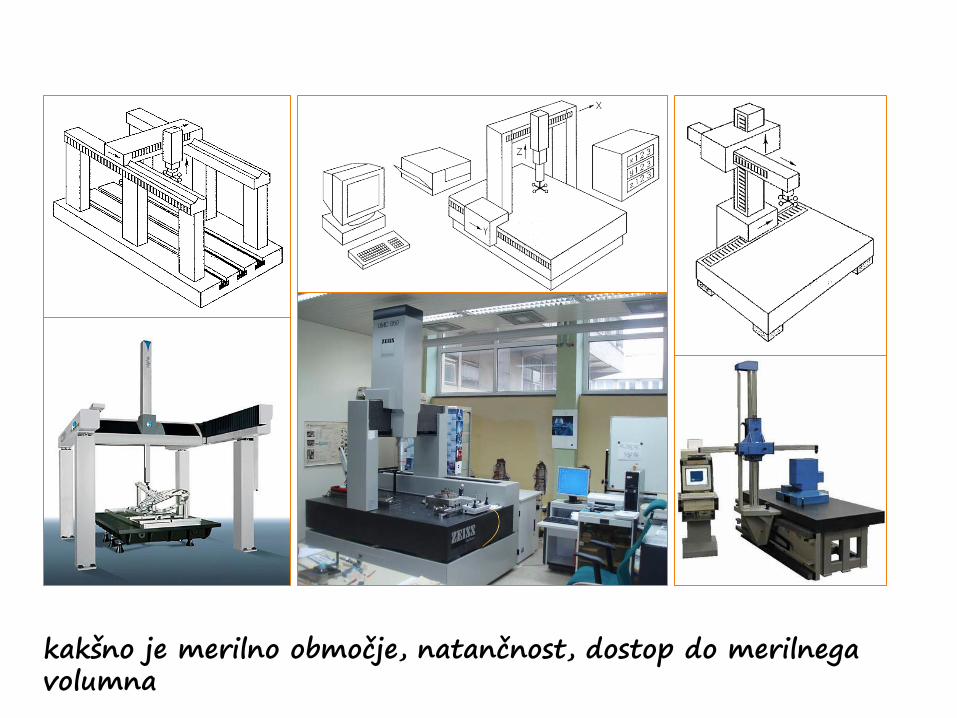
kakšno je merilno območje, natančnost, dostop do merilnega volumna
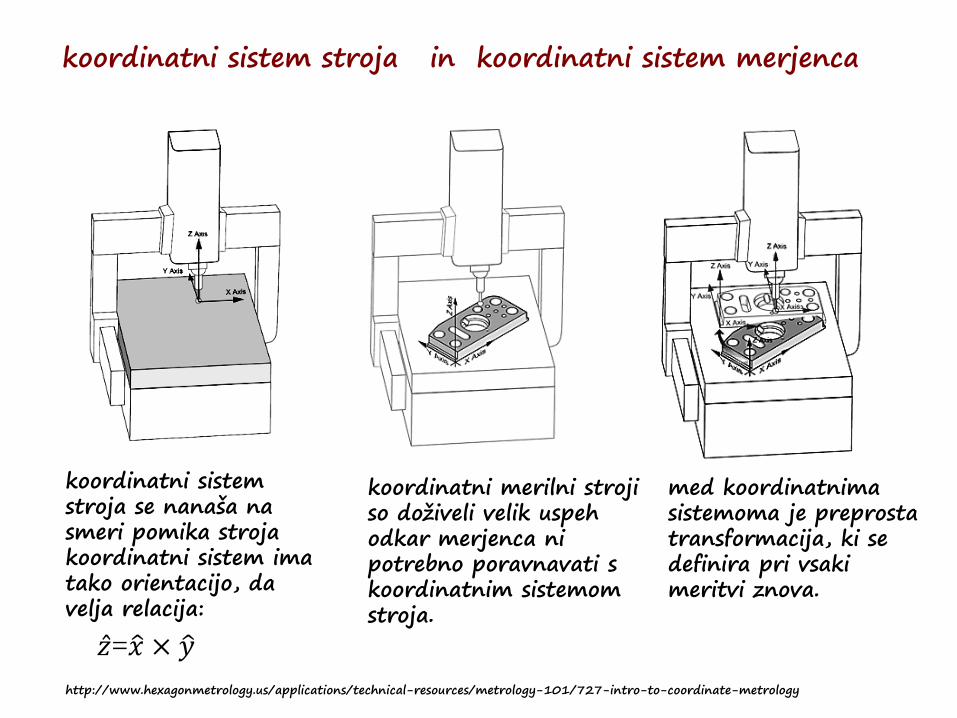
koordinatni sistem stroja in koordinatni sistem merjenca
http://www.hexagonmetrology.us/applications/technical-resources/metrology-101/727-intro-to-coordinate-metrology
koordinatni sistem stroja se nanaša na smeri pomika stroja koordinatni sistem ima tako orientacijo, da velja relacija:
𝑧 =𝑥 × 𝑦
koordinatni merilni stroji so doživeli velik uspeh odkar merjenca ni potrebno poravnavati s koordinatnim sistemom stroja.
med koordinatnima sistemoma je preprosta transformacija, ki se definira pri vsaki meritvi znova.

povezava med koordinatnim sistem stroja in koordinatnim sistem merjenca

V metrologiji je referenca določena značilnost na izdelku oz. obdelovancu, kot npr. izvrtina, površina ali kanal. Pri merjenju ugotavljamo, ali so dimenzije značilnih oblik in razdalje med njimi ustrezne = znotraj toleranc.
ref. krog
ref. točka
referenčna površina
ref. linija
REFERENČNE ZNAČILNOSTI

translacija in rotacija
da bi izmerili oddaljenost štirih lukenj od luknje na sredini, najprej izmerimo to luknjo, določimo njeno središče in prenesemo staro koordinatno izhodišče v središče te luknje ( translacija ).
prejšnje izhodišče
novo izhodišče
ko smo prenesli izhodišče koordinatnega sistema v novo izhodišče zasukamo koordinatni sistem za 45o in vzdolž nove osi y izmerimo razdaljo do sredine luknje.
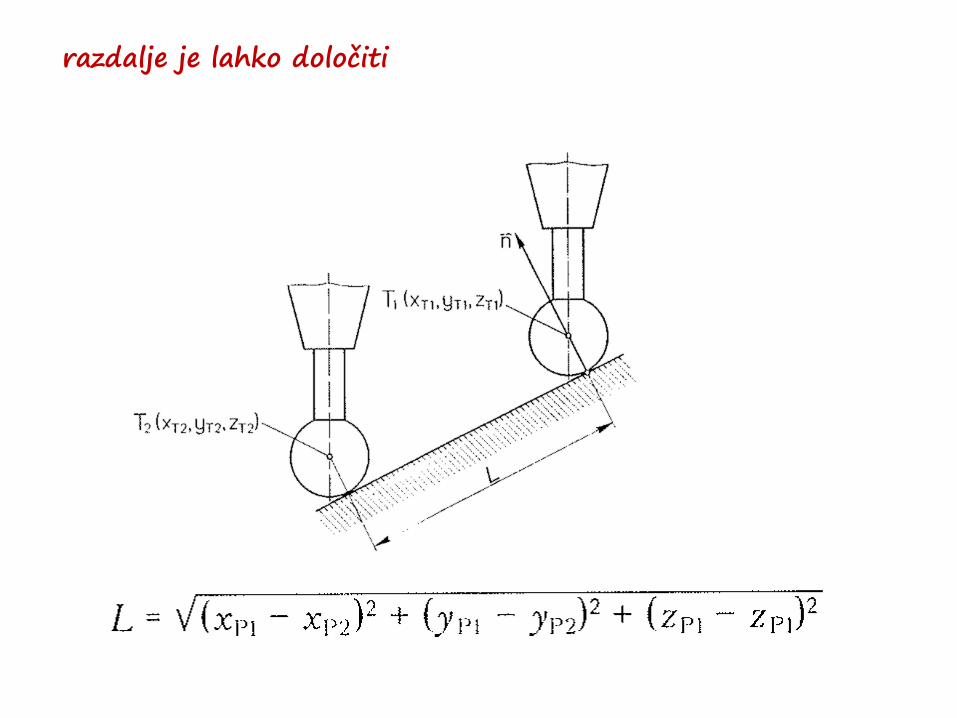
razdalje je lahko določiti

Merilna negotovost CMM
Število prostostnih stopenj geometrijskega pogreška 6 prostostnih stopenj v vsaki osi: skupaj 18 p.s. 3 odstopanja pravokotnosti med osmi Skupaj 21 prostostnih stopenj
PROSTOSTNE STOPNJE ZA ENO OS

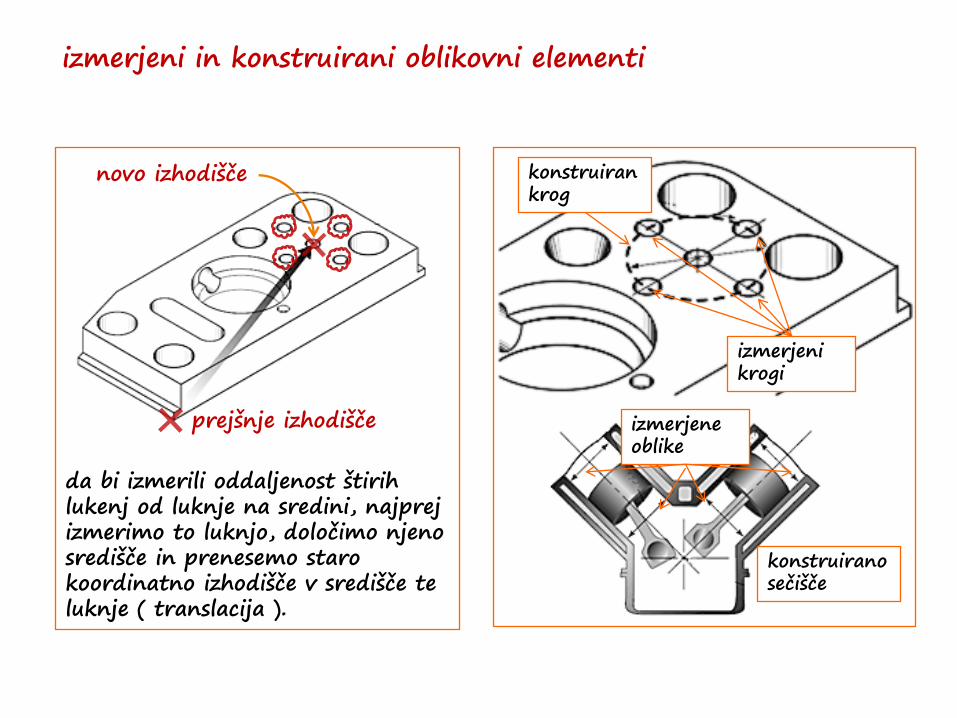
izmerjeni in konstruirani oblikovni elementi
da bi izmerili oddaljenost štirih lukenj od luknje na sredini, najprej izmerimo to luknjo, določimo njeno središče in prenesemo staro koordinatno izhodišče v središče te luknje ( translacija ).
prejšnje izhodišče
novo izhodišče
izmerjeni krogi
konstruiran krog
izmerjene oblike
konstruirano sečišče

prehod od izmerkov h konstruiranim značilnostim elementov
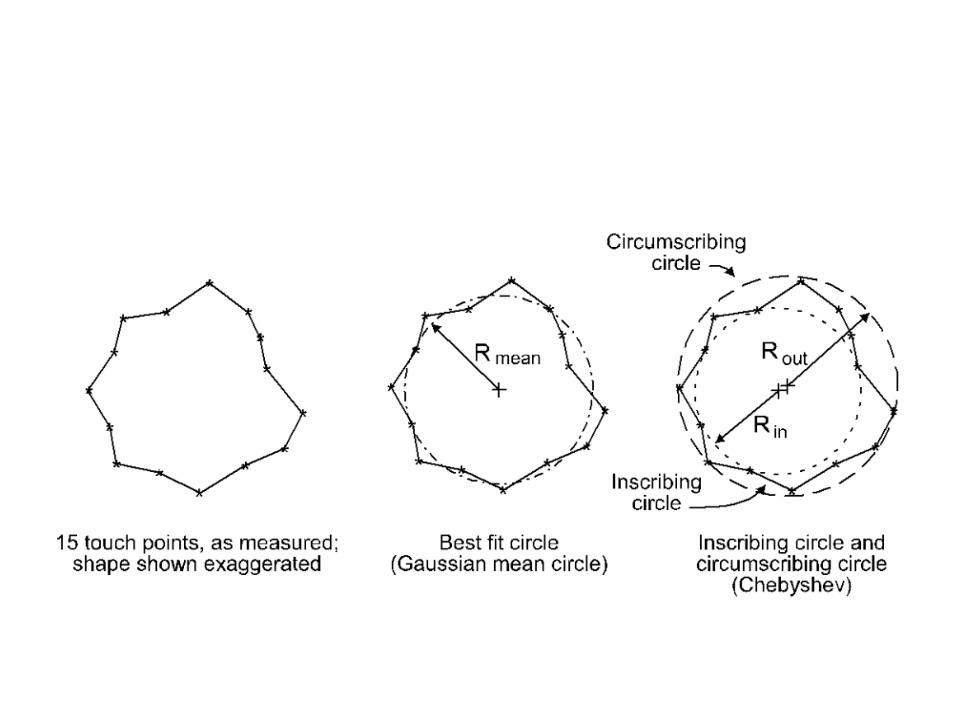
da bi določili premer luknje, potipamo površino v nekaj točkah, nato je potrebno konstruirati krog in določiti radij prilagojenega kroga
optimizacijski kriterij
po Gaussu
po Čebiševu
maksimalna metrična razdalja
metoda najmanjših kvadratov
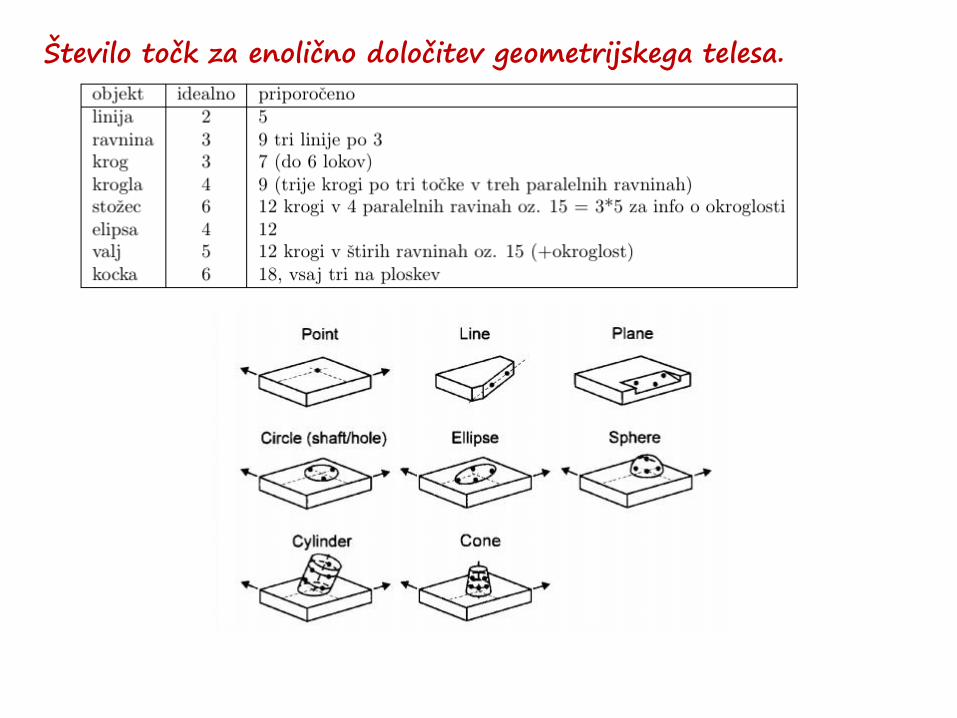
Število točk za enolično določitev geometrijskega telesa.

obdelava meritev z metodo najmanjših kvadratov
za primer premice zaplete se za primer bolj kompleksnih geometrij metoda je občutljiva na začetne pogoje in lahko najde namesto globalnega le lokalni minimum
kriterijska funkcija S je kvadratna funkcija, ki ima vedno rešitev

obdelava meritev z metodo najmanjših kvadratov na primeru krožnice
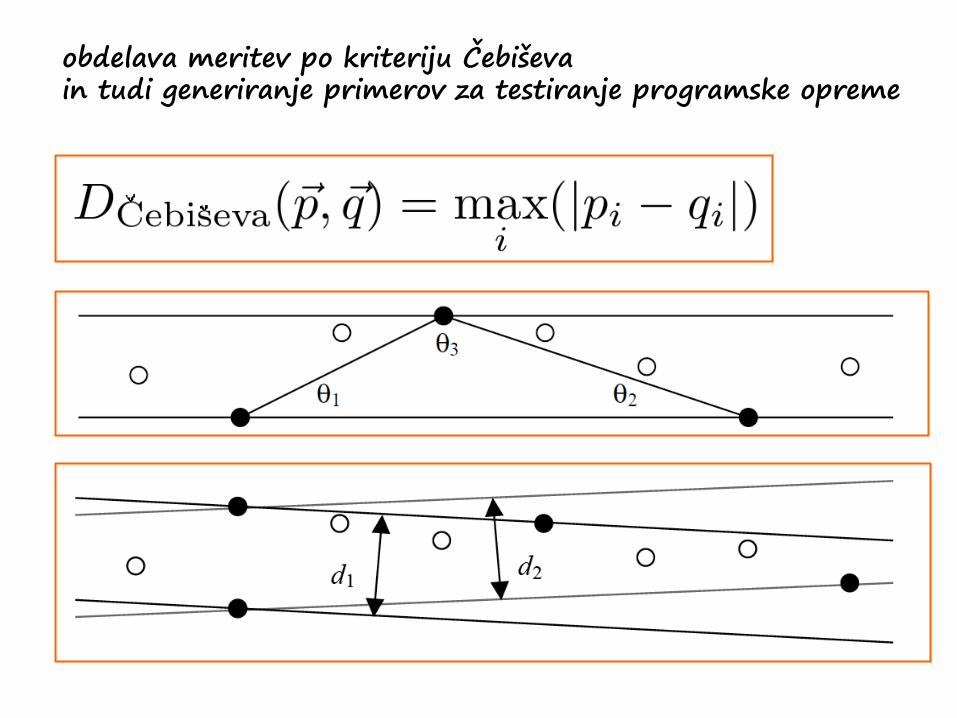
obdelava meritev po kriteriju Čebiševa in tudi generiranje primerov za testiranje programske opreme
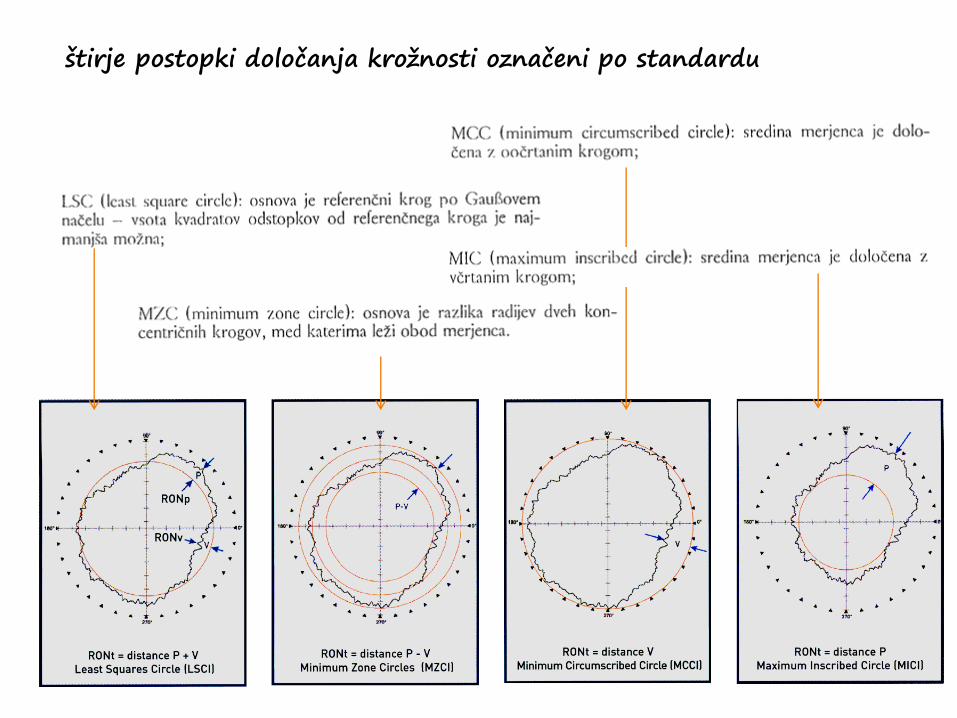
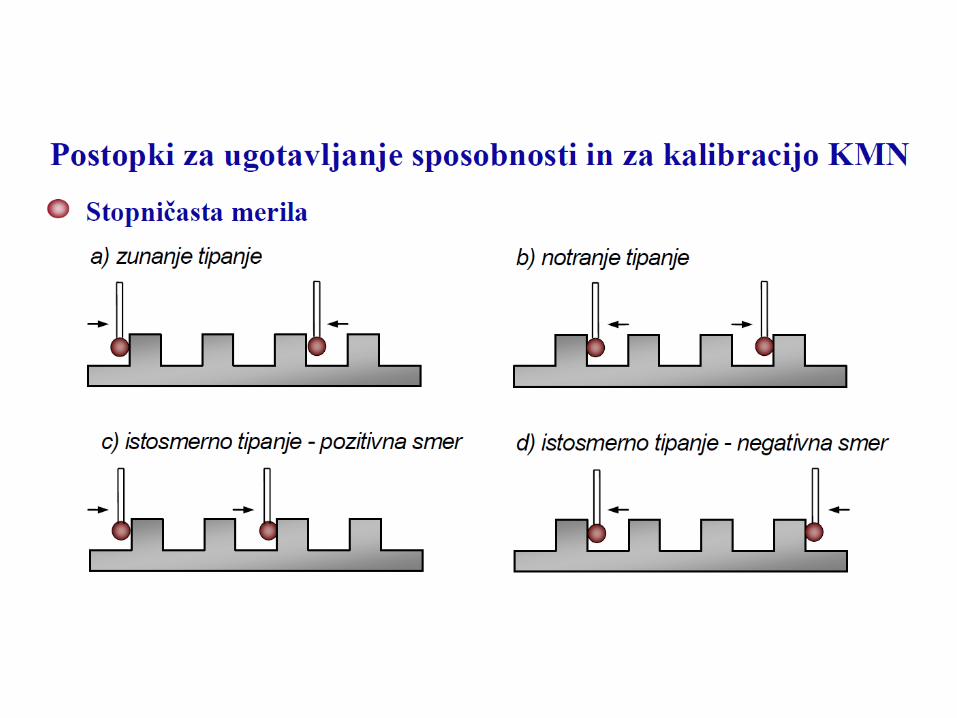
štirje postopki določanja krožnosti označeni po standardu
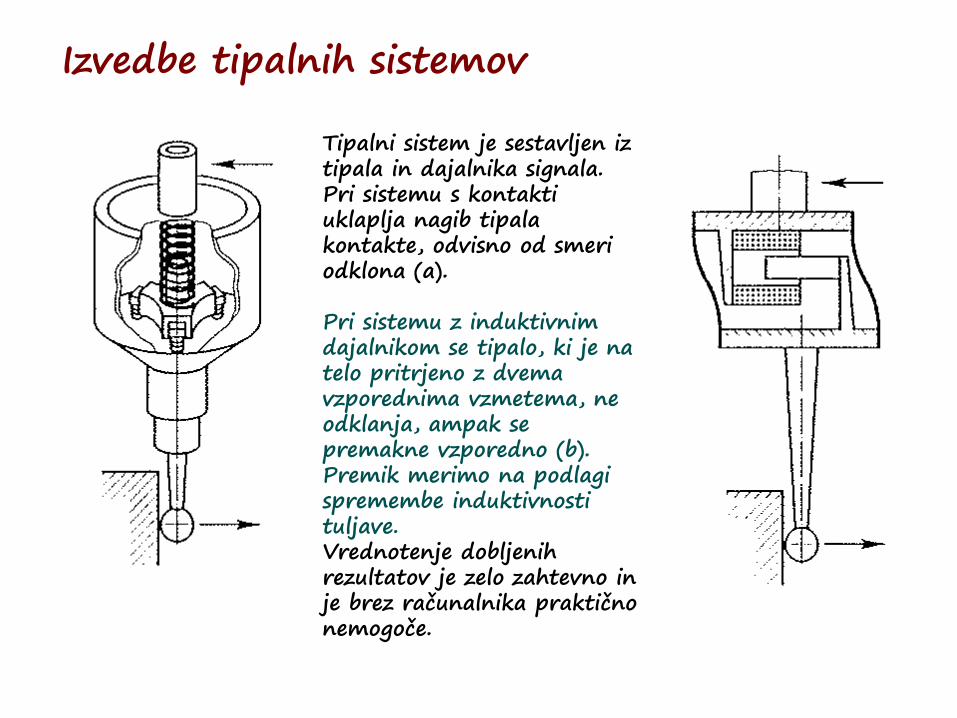
Izvedbe tipalnih sistemov
Tipalni sistem je sestavljen iz tipala in dajalnika signala. Pri sistemu s kontakti uklaplja nagib tipala kontakte, odvisno od smeri odklona (a). Pri sistemu z induktivnim dajalnikom se tipalo, ki je na telo pritrjeno z dvema vzporednima vzmetema, ne odklanja, ampak se premakne vzporedno (b). Premik merimo na podlagi spremembe induktivnosti tuljave. Vrednotenje dobljenih rezultatov je zelo zahtevno in je brez računalnika praktično nemogoče.
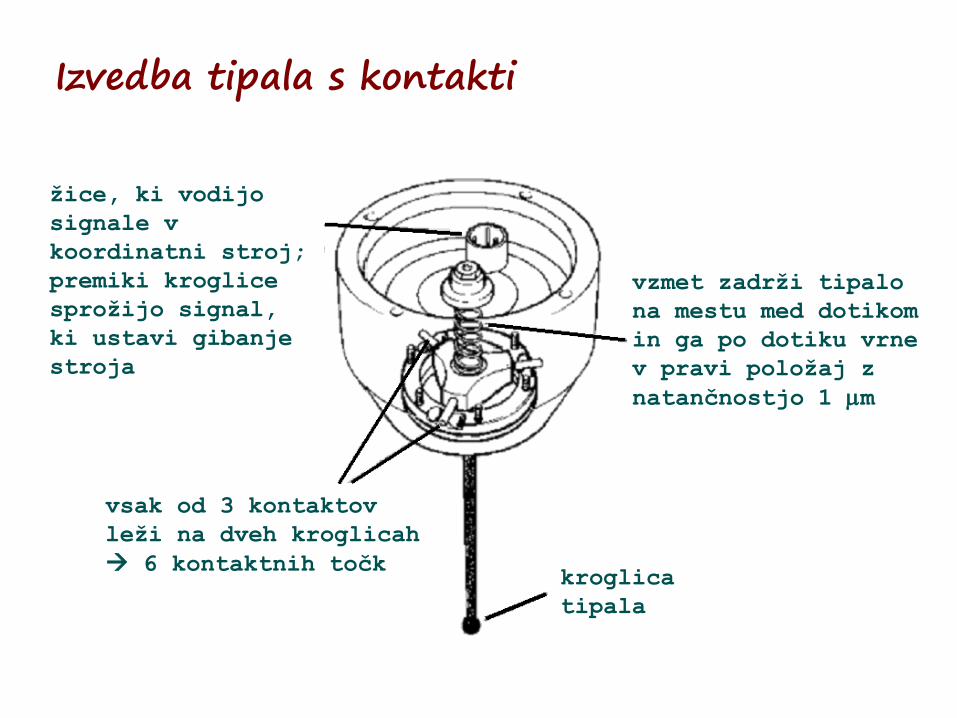
Izvedba tipala s kontakti
vzmet zadrži tipalo
na mestu med dotikom
in ga po dotiku vrne
v pravi položaj z
natančnostjo 1 mm
kroglica
tipala
vsak od 3 kontaktov
leži na dveh kroglicah
6 kontaktnih točk
žice, ki vodijo
signale v
koordinatni stroj;
premiki kroglice
sprožijo signal,
ki ustavi gibanje
stroja
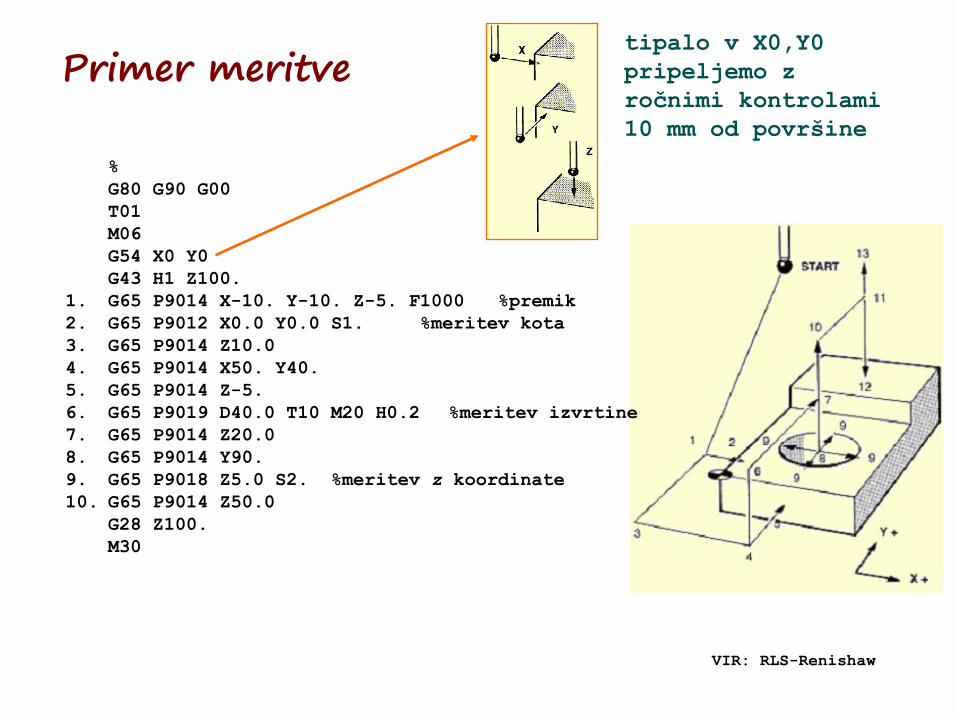
Primer meritve
%
G80 G90 G00
T01
M06
G54 X0 Y0
G43 H1 Z100.
1. G65 P9014 X-10. Y-10. Z-5. F1000 %premik
2. G65 P9012 X0.0 Y0.0 S1. %meritev kota
3. G65 P9014 Z10.0
4. G65 P9014 X50. Y40.
5. G65 P9014 Z-5.
6. G65 P9019 D40.0 T10 M20 H0.2 %meritev izvrtine
7. G65 P9014 Z20.0
8. G65 P9014 Y90.
9. G65 P9018 Z5.0 S2. %meritev z koordinate
10. G65 P9014 Z50.0
G28 Z100.
M30
tipalo v X0,Y0
pripeljemo z
ročnimi kontrolami
10 mm od površine
VIR: RLS-Renishaw
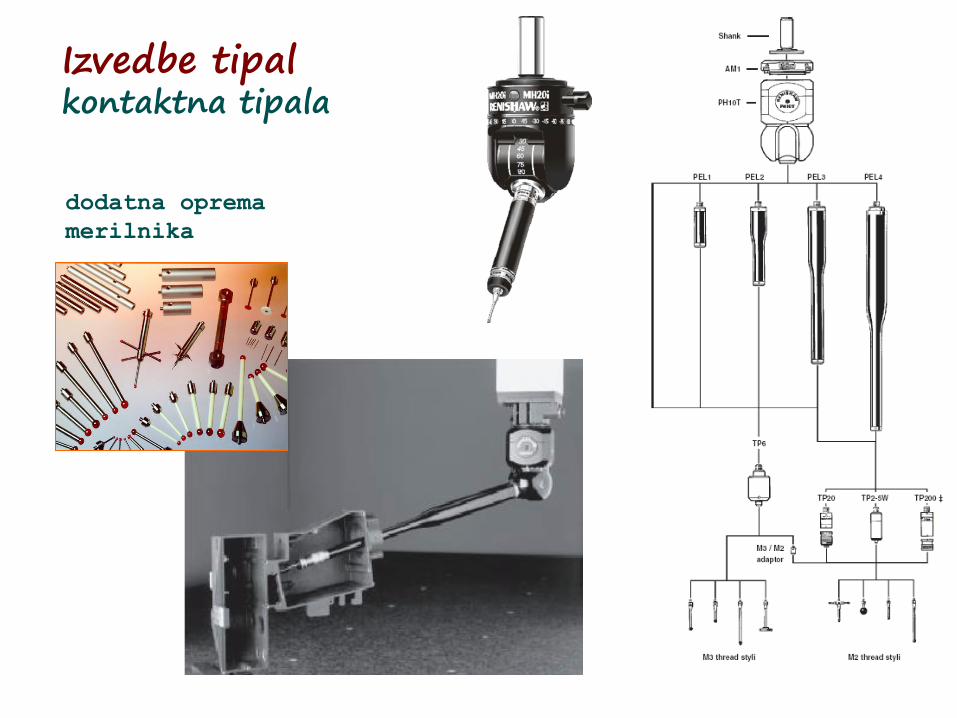
Izvedbe tipal kontaktna tipala
dodatna oprema
merilnika
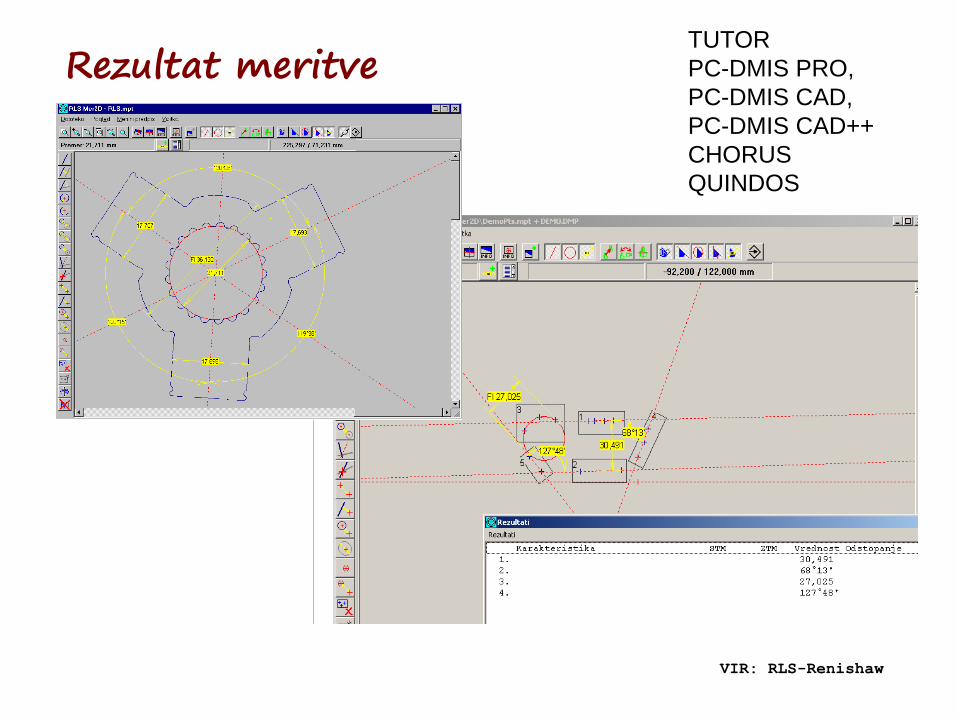
Rezultat meritve
VIR: RLS-Renishaw
TUTOR
PC-DMIS PRO,
PC-DMIS CAD,
PC-DMIS CAD++
CHORUS
QUINDOS
















