Embed Size (px)
Citation preview

NTUU “KPI”, UFU, PWI TQC E1813-01 Ponomarev V., Slivinsky A.
MIG/MAG short-circuitingmetal transfer
- Welding conditions for this metal transfer mode
- Its advantages and limitations

NTUU “KPI”, UFU, PWI TQC E1813-01 Ponomarev V., Slivinsky A.
Short-circuiting
Globular Streaming rotating
Streaming
Spray
MIG-Pulsed
Transfer modes versus welding current and arc voltage
Ua
Iw
Transition current
CO2, or argon based mixtures Argon based mixtures

NTUU “KPI”, UFU, PWI TQC E1813-01 Ponomarev V., Slivinsky A.
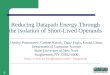
Principle of MIG/MAG short-circuitingmetal transfer
0
50
100
150
200
0
10
20
30
40
50
0 10 20
Ua (V)
t (ms)
Ua
Iw (A)
Iw

NTUU “KPI”, UFU, PWI TQC E1813-01 Ponomarev V., Slivinsky A.
Examples of MIG/MAGshort-circuiting metal transfer
In an argon based shielding atmosphere with a restricted short-circuit current
MAG-CO2
welding
In an argon based shielding atmosphere with a low inductance of the welding circuit
MAG-CO2 optimised metal transfer

NTUU “KPI”, UFU, PWI TQC E1813-01 Ponomarev V., Slivinsky A.
Welding conditions and application sphere of the short-circuiting transfer
Short-circuiting transfer welding conditions:
1. Low and moderate welding current;2. Low arc voltage;3. Shielding: CO2 or argon based mixtures.
Application spheres:
1. Welding of thin materials (due to a low heat input);
2. Out-of-position welding.