Embed Size (px)
Citation preview

THIRD ANGLE PROJECTION
.150
.1250MEASURE USING A .1250 GUAGE PIN
2.027
1.014
.800PROGRAMMING
DIMENSION
A
CL
1.2.
.2510±.0005
.625±.020
BB
C
CL
CL
4.
2XR.015 MAX
2X.010 MAX
45°
DETAIL A SCALE 4 : 1
.150 SLOT DEPTH
SECTION B-B SCALE 1.5 : 1
.560+-.000.050
*INSPECTION DIMENSION
.686+-.000.050
*PROGRAMMING DIMENSION
DETAIL C
CL
3.
3.
D362 DOVETAIL STOCK PREPARATION
D
C
B
AA
B
C
D
12345678
8 7 6 5 4 3 2 1
QA ENG.
MFG. ENG.
7140 ENGINEER ROAD, SAN DIEGO, CA 92111PH (858) 505-0432 FX (858) 505-0432
PART NO.MATERIAL:
FINISH:
DRAWN BY
SIZE
BREV
WEIGHT:SCALE 1:1 SHEET 1 OF 1DO NOT SCALE DRAWING
CUSTOMER
DESCRIPTION
TOLERANCESMETRIC INCH
ANGULAR DIMENSIONS ± 0.5°
X ± 0.1.X ± 0.05.XX ± 0.01.XXX ± 0.005
.XX ± 0.13
.X ± 0.3X ± 1.0
INCHPROPRIETARY AND
CONFIDENTIALTHE INFORMATION CONTAINED IN THIS DRAWING IS THE SOLE PROPERTY OF FIFTH AXIS, INC. ANY REPRODUCTION IN PART OR AS A WHOLE WITHOUT THE WRITTEN PERMISSION OF FIFTH AXIS, INC. IS PROHIBITED.
ENG. MGR.
UNLESS OTHERWISE NOTED
APPROVALS2/1/2018
23
®
D362 DOVETAIL STOCK PREPDSP-D362 A
C BANKS
NOTES:DOVETAIL WIDTH WILL NOT WILL NOT CHANGE WITH VARYING DOVETAIL DEPTH.1.
USE .010" EDGE BREAK ON DOVETAIL POINT.2.
SLOT DIMENSION TO THE CENTERLINE IS CRITICAL, IF DIMENSION IS TOO LARGE, STOCK MAY REST3. AGAINST LOCATING PIN INSTEAD OF DOVETAIL CUT SURFACES.
IF STOCK IS OVERSIZE, THIS TOLERANCE INCREASES BY HALF OF THE EXTRA STOCK.4.

CLEARANCE INCORNERS
CLEARANCE INCORNERS
CLEARANCE AT BOTTOM
When a proper dovetail is used, jaw/dovetail fixture acts as a wedge
trying to split the material in the corner.
Material is clamped only once or twice and is therefore
resistant to fracturing.
We recommend dovetail width should not be less than75% of the width of the stock.
This is a general ratio, not a rule.If in doubt, stick to 75%.
Dovetail width should be narrow enough to support the part after materialis removed.
CLAMPING
FORCE
REMOVEDMATERIAL
WEDGE
CLAMPING
FORCE
SUPPORTINGMATERIAL
1
MATERIAL SHOULD REST ON TOP OF THE JAW / FIXTUREAND ON THE 45° FACE.
PROPER DOVETAIL
For narrow parts, position the dovetail as close as possibleto the finished part’s center of mass.
common mistakes!
Locating on bottom step causesmaterial to become a wedge
trying to split the jaw.This can break the jaw!
A thin tab and/or insufficientmaterial on the top locating surface will allow the partto move during machining.
THERE IS NO SIMPLE ANSWER TO HOW MUCH SUPPORT IS NEEDED.
CLAMPING
FORCE
REMOVEDMATERIAL
CLEARANCEAT TOP
CONTACT
CLEARANCEAT TOP
WEDGE
CLAMPING
FORCE
REMOVEDMATERIAL
REMOVEDMATERIAL
THIN TABWILL BEND!
1. DOVETAIL TOO DEEP
Clamping with a dovetail should never cause the material to locate on the bottom step of the jaw.
2 3
2. FINISHED PART UNSUPPORTED
SUPPORTING MATERIAL
150mm
112.5mm(75%)
If more support is needed,Decrease dovetail width or increase tab thickness
REMOVEDMATERIAL
REMOVEDMATERIAL
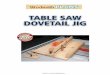
The information in this document is applicable to ALL 5th Axis products with a dovetail feature.
Both vises AND dovetail fixtures should follow these rules.
TM
DOVETAILTROUBLESHOOTING
GUIDE
Even though this part has tabs thick enough to prevent breaking,the dovetail is not properly positioned under the part.
This may result in excessive vertical vibration.
4. EXCESSIVELY WIDE DOVETAIL
REMOVEDMATERIAL
REMOVEDMATERIAL
CLEARANCE
CLEARANCE
CONTACTINGRADIUS
5. EXCESSIVELY NARROW DOVETAIL
WORN EDGE
°
3. OVERSIZED CORNER RADIUS
This issue is caused when dovetail cutter inserts / flutesare worn or broken.
4 5
An overly wide inside corner radius allows material to contact the corner of the jaw, preventing it
from locating correctly.
This will call excessive vibration during machining.
Excessively narrow dovetail will concentrate supportat the center of the stock and potentially cause chatter.
Keep in mind how and where force is applied to stockduring machining.

























![Dovetail Questions 03142013[1]](https://img.dokumen.tips/doc/110x75/55cf9883550346d03398121a/dovetail-questions-031420131.jpg)