Embed Size (px)
Citation preview

Non-Autoclave (Prepreg) Manufacturing
Technology
Gary G. Bond, John M. Griffith, Gail L. HahnThe Boeing Company
Chris Bongiovanni, Jack BoydCytec Engineered Materials
9 September 2008
Approved for Public Release, Distribution Unlimited WPAFB 08-5055, DISTAR 12044

Report Documentation Page Form ApprovedOMB No. 0704-0188
Public reporting burden for the collection of information is estimated to average 1 hour per response, including the time for reviewing instructions, searching existing data sources, gathering andmaintaining the data needed, and completing and reviewing the collection of information. Send comments regarding this burden estimate or any other aspect of this collection of information,including suggestions for reducing this burden, to Washington Headquarters Services, Directorate for Information Operations and Reports, 1215 Jefferson Davis Highway, Suite 1204, ArlingtonVA 22202-4302. Respondents should be aware that notwithstanding any other provision of law, no person shall be subject to a penalty for failing to comply with a collection of information if itdoes not display a currently valid OMB control number.
1. REPORT DATE SEP 2008
2. REPORT TYPE N/A
3. DATES COVERED -
4. TITLE AND SUBTITLE Non-Autoclave (Prepreg) Manufacturing Technology
5a. CONTRACT NUMBER
5b. GRANT NUMBER
5c. PROGRAM ELEMENT NUMBER
6. AUTHOR(S) 5d. PROJECT NUMBER
5e. TASK NUMBER
5f. WORK UNIT NUMBER
7. PERFORMING ORGANIZATION NAME(S) AND ADDRESS(ES) The Boeing Company
8. PERFORMING ORGANIZATIONREPORT NUMBER
9. SPONSORING/MONITORING AGENCY NAME(S) AND ADDRESS(ES) 10. SPONSOR/MONITOR’S ACRONYM(S)
11. SPONSOR/MONITOR’S REPORT NUMBER(S)
12. DISTRIBUTION/AVAILABILITY STATEMENT Approved for public release, distribution unlimited
13. SUPPLEMENTARY NOTES The original document contains color images.
14. ABSTRACT
15. SUBJECT TERMS
16. SECURITY CLASSIFICATION OF: 17. LIMITATION OF ABSTRACT
UU
18. NUMBEROF PAGES
18
19a. NAME OFRESPONSIBLE PERSON
a. REPORT unclassified
b. ABSTRACT unclassified
c. THIS PAGE unclassified
Standard Form 298 (Rev. 8-98) Prescribed by ANSI Std Z39-18

Boeing Engineering Operations & Technology
Copyright © 2008 Boeing. All rights reserved.
AeroStructures, Manufacturing & Support Technologies
2
Acknowledgements
Non-Autoclave Manufacturing Technology is jointly accomplished by a Boeing-led team and the U.S. Government (Defense Advanced Research Projects Agency Defense Science Office, DARPA/DSO) under the guidance of the U.S. Air Force through FA8650-07-2-7716 (Period of Performance July 2007 – January 2010)
The authors would like to acknowledge the guidance and support of
Dr. Bill Coblenz of DARPA/Defense Science Office (DSO)
Dr. Katie Thorp of AFRL/RXBP
Mr. Bart Moenster, Director of Boeing Phantom Works Manufacturing Technology Approved for Public Release, Distribution Unlimited
WPAFB 08-5055, DISTAR 12044

Boeing Engineering Operations & Technology
Copyright © 2008 Boeing. All rights reserved.
AeroStructures, Manufacturing & Support Technologies
3
Introduction - Why? Addressing Technical Challenges to Enable Disruptive, Pervasive Use of Non-Autoclave Manufacturing
• Autoclave-Like Properties With an Initial Cure Temperature of 93°C with Vacuum Pressure Only and a Free Standing Post Cure @ 177°C
• Large, Void Free Components • Material Family for Monolithic, Co-cured, Co-bonded
Unitized and Sandwich Structures• Structural Life >5,000 Hours• Reduced Cost/Span Time Tooling Family for Use in 10-
25 Units• Processing and Tooling to Match Production
Approved for Public Release, Distribution UnlimitedWPAFB 08-5055, DISTAR 12044

Boeing Engineering Operations & Technology
Copyright © 2008 Boeing. All rights reserved.
AeroStructures, Manufacturing & Support Technologies
4
Targets for Third Generation Vacuum-Bag-Only Prepreg Processing
Wet Tg
Cure Temp
Out Time
% Porosity
Tooling
MechanicalProperties
1st Gen Non-Autoclave2nd Gen Non-AutoclaveCurrent AutoclaveProposed 3rd Gen. Non-Autoclave (X5320)
Relative Qualitative Rankings;Best is Outermost, Worst is Center
Approved for Public Release, Distribution UnlimitedWPAFB 08-5055, DISTAR 12044

Boeing Engineering Operations & Technology
Copyright © 2008 Boeing. All rights reserved.
AeroStructures, Manufacturing & Support Technologies
5
Program Approach
TRL 1 TRL 2 TRL 3 TRL 4 TRL 5 TRL 6
Initial Material & Processing
Guidelines and Properties
Processing /Manufacturing
and Material Optimization and Limits
Part Configuration
Limits
• Full Size Demo Parts @ Fab Companies
• Draft Specs & Guidelines
Transition Candidate
SubcomponentEvaluation
Technology Transition Candidate
Demonstration
Phase I Phase II
Composite Design Options• Individual Monolithic Skins and Stiffeners (I’s, C’s
and/or Z’s) Secondarily Attached• Sandwich Skins and Stiffeners (I’s, C’s and/or Z’s)
Secondarily Attached• Cocured/Cobonded Hat Stiffened Skins and Stiffeners
(I’s, C’s and/or Z’s) Secondarily Attached• Unitized Skin and Stiffeners
Composite Design Options• Individual Monolithic Skins and Stiffeners (I’s, C’s
and/or Z’s) Secondarily Attached• Sandwich Skins and Stiffeners (I’s, C’s and/or Z’s)
Secondarily Attached• Cocured/Cobonded Hat Stiffened Skins and Stiffeners
(I’s, C’s and/or Z’s) Secondarily Attached• Unitized Skin and Stiffeners
Cross-ply, quasi-isotropic panels15 and 30 day out time discriminator panels
Rabbet panel
Freezer lifeProcessing variations – ramp rate,
Temperature, vacuum, debulk, damming, cure and post cure
Z, T, hats, honeycomb, syncore,Thick, large, ramps, complex contour
Equipment studies – ovens, vacuum pumps
Approved for Public Release, Distribution UnlimitedWPAFB 08-5055, DISTAR 12044

Boeing Engineering Operations & Technology
Copyright © 2008 Boeing. All rights reserved.
AeroStructures, Manufacturing & Support Technologies
6
Materials – Candidate C Properties for the Unidirectional Intermediate Modulus Fiber 145gsm Product Form
Approved for Public Release, Distribution UnlimitedWPAFB 08-5055, DISTAR 12044
0.0
200.0
400.0
600.0
800.0
1000.0
1200.0
1400.0R
TD
-54°
C/D
ry
RTD
104°
C/W
et*
RTD
-54°
C/D
ry
RTD
104°
C/W
et*
RTD
104°
C/W
et*
RTD
104°
C/W
et*
Unnotched Tension UnnotchedCompression
Open Hole Tension Open HoleCompression
Interlaminar Shear Pin Bearing
Faili
ng S
tres
s (M
Pa)
T40-800B/X5320 145gsm Unitape
*Moisturized at 88 °C/82%RH to Equilibrium.
UNT, UNC – [(902,02)2]sOHT, OHC, ILS, PB – [(+452,02,-452,902)2]s

Boeing Engineering Operations & Technology
Copyright © 2008 Boeing. All rights reserved.
AeroStructures, Manufacturing & Support Technologies
7
Typical Cure Cycle for X5320TE
MPE
RAT
UR
E
TIME
Heat up 0.3 to 3°C/minute(based on lagging thermocouple)
Cool down 0.1 to3°C/minute to 60°C(based on leadingthermocouple)
93 ± 5°C for480 ± 5 minutes(based on laggingthermocouple)
Vacu
um
Maintain at least67 kPa during cool-down
Minimum 91 kPa vacuum pressure
No requirementsbelow 60°C
Approved for Public Release, Distribution UnlimitedWPAFB 08-5055, DISTAR 12044
Was 960

Boeing Engineering Operations & Technology
Copyright © 2008 Boeing. All rights reserved.
AeroStructures, Manufacturing & Support Technologies
8
Typical Freestanding Post-Cure Cycle for X5320TE
MPE
RAT
UR
E
TIME
Heat up 0.3 to 1.7°C/minute(based on lagging thermocouple)
Cool down 0.1 to3°C/minute to 93°C(based on leadingthermocouple)
180 ± 5°C for360 ± 5 minutes(based on laggingthermocouple)
No requirementsbelow 93°C
Approved for Public Release, Distribution UnlimitedWPAFB 08-5055, DISTAR 12044

Boeing Engineering Operations & Technology
Copyright © 2008 Boeing. All rights reserved.
AeroStructures, Manufacturing & Support Technologies
9
Cross Section of Boeing’s Post-Cure Configuration for Processing Studies
Approved for Public Release, Distribution UnlimitedWPAFB 08-5055, DISTAR 12044

Boeing Engineering Operations & Technology
Copyright © 2008 Boeing. All rights reserved.
AeroStructures, Manufacturing & Support Technologies
10
X5320 Candidate B Quasi-Isotropic Panel after Post Cure
Approved for Public Release, Distribution UnlimitedWPAFB 08-5055, DISTAR 12044

Boeing Engineering Operations & Technology
Copyright © 2008 Boeing. All rights reserved.
AeroStructures, Manufacturing & Support Technologies
11
X5320 Degree of Cure(All Cures: 16-Hours)
90.0
95.8
27.0
58.0
67.0
98.5
91.8
38.0
20
30
40
50
60
70
80
90
100
X5320CA X5320CB X5320CC X5320 290GSM
Deg
ree
of C
ure
(%)
Cured & Post-CuredCured Only; Not Post-Cured
Approved for Public Release, Distribution UnlimitedWPAFB 08-5055, DISTAR 12044

Boeing Engineering Operations & Technology
Copyright © 2008 Boeing. All rights reserved.
AeroStructures, Manufacturing & Support Technologies
12
X5320 30-Day Out-Time ComparisonAttenuation versus Void Content
R2 = 0.9942
R2 = 0.9942
0
10
20
30
40
50
60
70
80
90
100
0.00 0.50 1.00 1.50 2.00 2.50 3.00 3.50 4.00
Ave. Void Content (%)
Ave
. dB
Atte
nuat
ion
Thin ~0.176Thick ~0.264"Linear (Thin ~0.176)Linear (Thick ~0.264")
Candidate ACandidate A
Candidate BCandidate B
Candidate CCandidate C
290gsm290gsm
Expected Porosity Range for 290gsm
290gsm290gsm
Approved for Public Release, Distribution UnlimitedWPAFB 08-5055, DISTAR 12044

Boeing Engineering Operations & Technology
Copyright © 2008 Boeing. All rights reserved.
AeroStructures, Manufacturing & Support Technologies
13
Tooling Concepts and Replication
Selected tooling used for fabrication will be demonstrated to show acceptable repeated use for 10-25 units. Thermal cycling will include temperatures greater than the material processing temperatures (chosen to account for variability and still show robustness).
Brake Formed PolycarbonateHybrid Concept with Surface Master™ 905M ECS
Approved for Public Release, Distribution UnlimitedWPAFB 08-5055, DISTAR 12044

Boeing Engineering Operations & Technology
Copyright © 2008 Boeing. All rights reserved.
AeroStructures, Manufacturing & Support Technologies
14
New Tooling Concept for Cure Tools
Approved for Public Release, Distribution UnlimitedWPAFB 08-5055, DISTAR 12044
Boeing Engineering Operations & Technology
Copyright © 2008 Boeing. All rights reserved.
AeroStructures, Manufacturing & Support Technologies
15
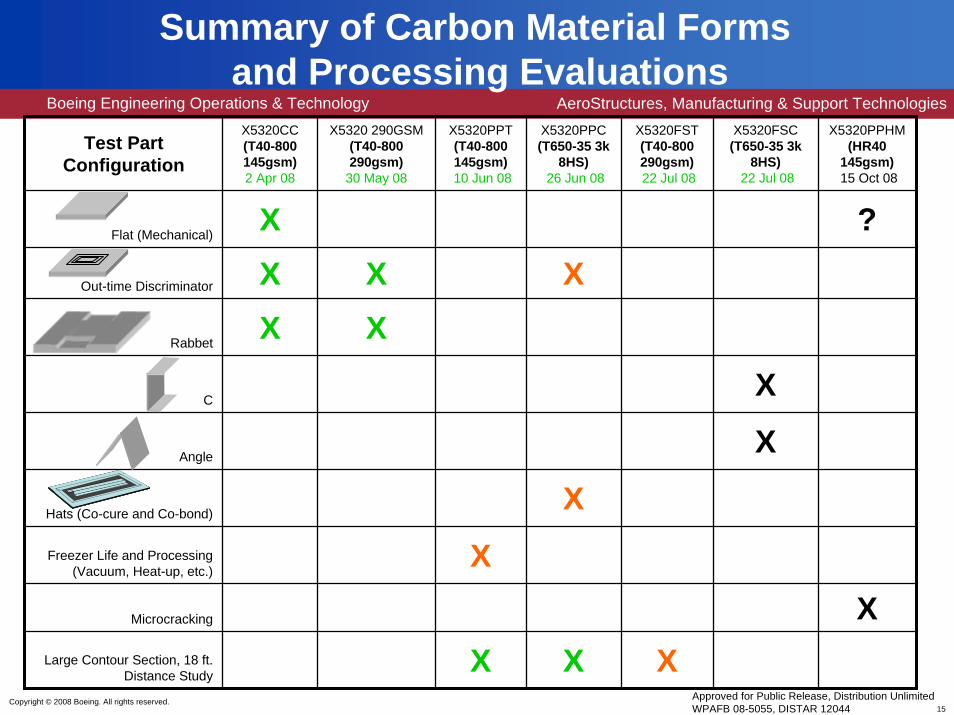
Test Part Configuration
X5320CC(T40-800 145gsm)2 Apr 08
X5320 290GSM(T40-800 290gsm)
30 May 08
X5320PPT(T40-800 145gsm)10 Jun 08
X5320PPC(T650-35 3k
8HS)26 Jun 08
X5320FST(T40-800 290gsm)22 Jul 08
X
XFreezer Life and Processing
(Vacuum, Heat-up, etc.)X
X XX
X5320FSC(T650-35 3k
8HS)22 Jul 08
X5320PPHM(HR40
145gsm)15 Oct 08
Flat (Mechanical)X ?
Out-time Discriminator X X
Rabbet X X
CX
Angle X
Hats (Co-cure and Co-bond)
Microcracking XLarge Contour Section, 18 ft.
Distance Study
Summary of Carbon Material Forms and Processing Evaluations
Approved for Public Release, Distribution UnlimitedWPAFB 08-5055, DISTAR 12044

Boeing Engineering Operations & Technology
Copyright © 2008 Boeing. All rights reserved.
AeroStructures, Manufacturing & Support Technologies
16
Test Part ConfigurationFM 209M
(Epoxy Film Adhesive)26 Jun 08
FM 300-2K(Epoxy Film Adhesive)5 Sep 08
FM 490A(Epoxy
Foaming Adhesive)12 Sep 08
X5320PPQ(Quartz
4581 8HS)1 Aug 08
XX
SyntacticX
X
FM 381(Epoxy
Syntactic Core)
12 Sep 08
Flat (Mechanical)
Honeycomb X X
TX
Hats (Co-cure and Co-bond)X X
Summary of Other Materials and Processing Evaluations
Approved for Public Release, Distribution UnlimitedWPAFB 08-5055, DISTAR 12044

Boeing Engineering Operations & Technology
Copyright © 2008 Boeing. All rights reserved.
AeroStructures, Manufacturing & Support Technologies
17
Feature Dissection
Part(s) of representative scale will be used to verify thatrepresentative key features can be acceptably producedwith the materials, processes, and tools of this program via:
– Dissection and photomicrographic evaluation– Limited static testing of features, and– Engineering evaluation of fatigue on critical details
The 20 month demonstration article was fabricated by Boeing. Additional articles will be fabricated by subcontracted fabricators.
Hats and Blades
3 ft x 5 ft Stiffened SkinRabbet Detail
Approved for Public Release, Distribution UnlimitedWPAFB 08-5055, DISTAR 12044

Boeing Engineering Operations & Technology
Copyright © 2008 Boeing. All rights reserved.
AeroStructures, Manufacturing & Support Technologies
18
More Information
• Non-Autoclave (Prepreg) Manufacturing Technology -http://www.darpa.mil/dso/thrusts/materials/novelmat/disman/index.htm
• In addition, we have been surveying the industry to evaluate priorities in non-autoclave manufacturing technology and with regard to industry specifications for these materials, please feel welcome to contact the authors for more information or a survey.
• 3’ x 5’ X5320 Co-Cured Stiffened Skin is on display in the US Air Force AFRL/RX exhibit space (323) until 4PM tomorrow.
Approved for Public Release, Distribution UnlimitedWPAFB 08-5055, DISTAR 12044






















![Prepreg technology[1]](https://img.dokumen.tips/doc/110x75/5550156eb4c90535638b4d56/prepreg-technology1.jpg)






