Embed Size (px)
Citation preview

J. Inst. Brew., January-February, 1986, Vol. 92,pp. 73-80 73
NITROSAMINES IN MALT AND BEER
By T. Wainwright
(Brewing Research Foundation, Lyttel Hall, Nutfield. Surrey RHl 4HY)
Received 2J March 1985
A brief account is given of the co-operation between the malting and brewing industries and theMinistry of Agriculture, Fisheries and Food in solving the NDMA problem in beer. The formation and
removal of NDMA during processing is discussed with emphasis on methods used commerciallyto limit
NDMA in the products.
Key words: Beer brewing, dimethylamine, malt, malting,
nitrite, nitrosamine.
Introduction
In the last 20 years, and more particularly within the last
decade, there has been great concern about the role of
nitrosamines in causing cancer. Although there is still no
conclusive proof that nitrosamines do cause cancers in
man, a large number of nitrosamines have been shown to be
carcinogenic in other animal species, including primates,
and they cause cancer-like changes in human tissues in
laboratory experiments. Moreover, there is circumstantial
evidence strongly suggesting that, under certain conditions,
nitrosamincs formed in the digestive tract cause human
cancers. Obviously, brewers do not want their products to
increase the risk ofcancer and, as soon as it was known that
beer did sometimes contain nitrosamines—particularlynitrosodimethylamine (NDMA), a great deal of effort and
money was spent in finding out where the nitrosamines
came from and how to minimise their occurrence in beer.
The situation is now well under control and the NDMA
content of beer is lower than the normal NDMA content of
human blood.13.In Britain, the brewing industry became aware of the
nitrosamine problem late in 1978 when it learnt the German
analytical results subsequently published by Preussmann.24Almost immediately the Brewer's Society, in co-operation
with the Maltsters' Association of Great Britain (MAGB),
set up a Nitrosamine Working Party to examine the situa
tion. The Ministry of Agriculture, Fisheries and Food
(MAFF) agreed to be represented on the Working Party
and the Brewing Research Foundation obtained equipment
and allocated staff to study NDMA in malt and beer and to
find ways of minimising its occurrence.
In the USA and Canada working parties were similarly
formed in order to get rapid solutions to the problem. Help
from these sources and from other contacts, especially inAustralia and Germany, as well as from the Scotch Whisky
Association, is gratefully acknowledged.
Until the BRF was able to measure NDMA, analyses
were kindly done either by MAFF or the Laboratory ofThe
Government Chemist. BRF received help and advice from
them, and from the Leathcrhead Food Research Associ
ation before purchasing a Thermo Electron Analyser
(TEA).9The results of the investigations were not publicised but
the MAGB and Brewers' Society were at all times keptinformed ofdevelpments, and in 1980 a comprehensive con
fidential report was prepared by the Nitrosamine WorkingParty and circulated to maltsters and brewers. Only brief
reports of certain aspects have been published from
BRF.23i28>3° Now that there is no longer any serious concern that NDMA in beer is a health hazard, it is appropriate
to publish more ofthe results, and it is intended to do this in
a series of articles in this Journal. It seems, however, also
appropriate to publish this more general article highlightingsome of the conclusions which can be drawn from the work
and pointing out that, whilst the problem has been solved in
a practical sense, scientific understanding of the reaction
mechanisms and controls is far from complete and much
remains reasonable conjecture rather than proven fact.
These conjectures, nevertheless, have led to and are still
leading to alternative approaches for controlling NDMA.
Origin ofNDMA in beer
The amounts of NDMA in malts and beers are very low
and very sensitive analytical techniques are required to
measure them. The concentrations arc expressed as parts
per billion (ppb)—i.e. parts per 10.9 This is equivalent to mgper tonne or mg per 10 hectolitre.
It is now well-established that the NDMA in beer comes
from the malt. This was in fact thought to be the case almost
as soon as it was known that beer contained NDMA."Barley contains little NDMA and that present in malt is
formed during kilning. Systematic study of other beer
ingredients showed that NDMA was not normally present
in significant quantities in any processing aid, additive
or ingredient other than malted barley although small
amounts have been found in hops. Because the NDMA in
hops becomes diluted about 1 in S00 during brewing this
contribution is negligible. It is worth observing that BRF
have established that unsulphured hops, like sulphured
hops, contain little NDMA (e.g. 4-0 ppb and <0-l respec
tively). The NDMA content of water is quite variable but
can reach 1 ppb. It is not readily removed by boiling or
distillation. Ion-exchangers arc more likely to contribute
NDMA than to remove it6 but charcoal filters shouldadsorb it.7 At BRF, supply water is used in preference todeionized water for NDMA analysis of malts, and from
time to time trouble is experienced with the 'blank' analyses
due to contamination of the water. However, experience
suggests that NDMA in supply water is not a common
source of NDMA in beer since most beers nowadays
contain less than 1 ppb.
When the study began it was clear that malt would be the
major source ofNDMA in beer, but it was not clear- to what
extent NDMA woud be formed or removed during beer
production. In short it can be said that there is negligible
production, and relatively little removal—perhaps 10 to
20%—and this occurs mainly in the wort boiling stage.
The most convincing evidence that NDMA is not nor
mally formed during beer fermentation, or during mashing
or wort boiling, is the fact that most beers now contain less
than 1 ppb, and many, less than 0-1 ppb. However, before
this situation was reached, several laboratories, including
BRF, compared the amount ofNDMA in malt with that in
the wort or beer produced from it. In some cases11*25NDMA has been measured at various stages in the brewing
process and these clearly show no NDMA formation after
mashing.
It is known that malt contains a few ppm dimethylamine
(DMA)10-22 but there is usually no formation of NDMAfrom this during malt storage. It had been thought that
NDMA might be formed during mashing or wort boiling
by reaction between DMA, or other nitrogen-containing
organic compounds in the malt, and nitrate or nitrite in the

74 t. wainwright: nitrosamines in malt and beer [J. Inst. Brew.
NH
CH3'
CH,
CHV
N2O3andN2O4
(active forms of NOx)
in air passed through
the malt during kilning
Oimethylamine
(DMA)
Nitrosodimethylamine
(NDMA)
Intermediatesrequires active forms of NOx or nitrites
CH,
CH,
NCH2CH2
Hordenine in germinated barley
Fig. 1. Formation ofNDMA from hordeninc.
brewing liquor. Indeed such Formation does occur if nitrite
is added. For instance, when 3 x 10~4 M sodium nitrite wasadded (about 14ppm nitrite ions) an additional 80ppb
NDMA was formed along with six other volatile nitro
samines. However, the amounts of nitrite in a mash are
normally far too low (about 0-5 ppm) to have an effect. It
should be remembered that some wort infections can pro
duce nitrite from nitrate. Nitrate must be avoided, since
amine precursors for at least seven volatile nitrosamines,
and for many more non-volatile nitroso-compounds, are
present in wort.
It is worth stressing, however, that under normal circum
stances mashing with malt does not lead to the formation of
volatile nitrosamines, and one can estimate the NDMA
content of a malt by making a standard ASBC, EBC, or
JOB wort and sampling the supernatant. It is not necessary
to add reagents to prevent nitrosation.
Formation of NDMA during fermentation might have
been expected, since nitrosamines have been found in wines,
ciders and other beverages which are not made from malt,
and since micro-organisms26 or indeed, inert particles, areknown to catalyse NDMA formation from DMA.19 This isthought to be a surface effect rather than an enzymic reac
tion. Although wort and beer contain DMA, there is no
evidence of NDMA formation during beer fermentation—
presumably the nitrite concentration is too low, even for the
catalysed reaction.
Removal ofNDMA during brewing
NDMA is volatile in steam and some is removed during
wort boiling. The extent to which this can occur will
obviously vary from brewery to brewery. NDMA is
adsorbed on certain materials, particularly charcoal, but
little is removed on breaks, on yeast, or by filter materials.
Otherwise the concentration in beer would not be approxi
mately equal to that expected from the amount ofmalt used
and its NDMA content. There is usually a dilution of 5 to
10-fold. Some NDMA is removed on spent grains31 and it ispossible to discard some with water if wet milling is used,5but extract is then also sacrificed.
Control ofNDMA in malt
In 1979 it was possible that some of the NDMA and the
few detected occurrences of nitrosodiethylamine (NDEA) in
malt were due to contamination with chemicals used on
growing or stored barley or malt. Pesticide manufacturers
and suppliers have had to take steps to limit nitrosamine
formation by their products. Nowadays the occurrence of
NDMA on malt can all be accounted for by reaction of
N2O3 and N2O4 with amines naturally present in germin
ated barley. The two amines most likely to be involved are
hordenine and dimethylamine (DMA), some of the latter
being formed from hordenine. This is shown in very brief
outline in Fig. I. Various avenues to control NDMA are
indicated in Table I.
A voidance ofN2O3 and N2O4
The malting and brewing industries have become very
familiar with the term NO, which is used to include all the
oxides of nitrogen. These are formed in combustion reac
tions involving oxygen in air and nitrogen, either as gaseous
nitrogen in air or in nitrogenous compounds in fuel. Nitro
gen in the air is the only source of NO, when certain oil and
gas fuels are used. Clearly this provides sufficient NO, to
give high NDMA values. NO, is also formed in the air at
hot (ca 800°C) metal surfaces even without a flame. The
actual composition of NO, is very variable because it
inlcudes N2O, NO, NO2, N2O3 (i.e. NO+NO2) and N2O4
(i.e. 2NO2). Only the latter two are very active in forming
nitrosamincs during malting so there are two alternative
ways to minimise NDMA formation. One is to use heating
systems which allow very little contact with NO,. This
involves the use ofindirect heating or low NO, burners. The
other is to use heating systems which, whilst producing
NO,, ensure that it is in a relatively harmless form. This is
the case when fuels rich in sulphur are used—such as heavy
oil, anthracite or coke—or when the sulphur dioxide (SO2)
content of the combustion gas is increased by burning
elemental sulphur or organic sulphur compounds, or by
injecting SO2 into the kiln gas. Measurements in oil fired

Vol.92, 1986] t. wainwright: nitrosamines in malt and beer 75
TABLE I
2.
5.
6.
7.
8.
Stages of Control
Avoidance ofN2O3 a
N2O4 during kilning
Decreased formation of
hordeninc or DMA during
germination
Minimal transfer beforekilning of liordcnine from
roots to husk
Nitrosation of hordenine
prevented
Competition for theNO, present
Minimal breakdown or
nitrosatcd hordeninc loDMA
Removal or DMA andNDMA encouraged
NDMA removal from malt
Methods
Indirect heating
Low—NO, burners
Use ofS-rich fuels, S or SO2(Collectively called
sulphuring)
Restrict growth by use of(1) control of temperature
or moisture
(2) GA and shortergermination time
(3) bromatc or octanoatc
(4) CO2 build up and/or O2deficit
(5) restceping
(6) physical or chemical
damage to the chitting
barley
Care with turning andtransfer
Make the surface of the
malt acidic by spraying withacid, sulphuring, anaerobic
conditions, or spraying with
sugars. Dehydrate or cause
root withering. Wash out
the hordenine
Spray with ascorbic acid or
sugars. Sulphuring
Use low kilning
temperatures.
Abrasion before
germination. Damage to the
seedling before kilning.
Control of air flow in kiln
Removal by steam during
kilning. Removal duringwet milling in brewery
kilns show NO, levels of 3 ppm but all except 01-0-2 ppm is
NO.2 Experiments at BRF have used various methods toconvert NO, entirely to NO and, without decreasing the
total NO, passing through a kiln, these treatments invari
ably suppress NDMA formation. Because, as discussed
later, the presence of S in fuel or use of additional S or SO2
can prevent NDMA formation in other ways, it is import
ant to stress this role of S in making NO, less active, since
this also restricts the formation of other nitrosamines which
occur, particularly in experimental malts. Use of indirect
heating or low NO, burners, ofcourse, will also decrease the
formation of all nitrosated compounds.
At the time maltsters became aware of the NDMA prob
lem, some kilns in Britain were still using anthracite or
heavy oil, but there was a tendency, both because of fuel
costs and because of problems with SO2 pollution, to
convert to natural gas. Since then, for legal reasons, oil
companies have decreased the sulphur content of heating
oils. Maltsters have not been allowed by law to use oil with a
high sulphur content and, in order to control NDMA, many
maltsters have had to burn additional S or use added SO2.
Fortunately ways have now been learnt to get low NDMA
levels without using, or with minimal use of, SO2.
The major breakthrough was in the development of new
kilning systems. It was shown that, in the absence of any
other palliative treatment, NDMA levels below 2-5 ppb
could not be obtained if the NO, in the drying air from a gas
burner exceeded 015 ppm.2 Use of indirect heating does notintroduce NO, into the drying air other than that present in
ambient air—provided suitable surfaces are used and those
in direct contact with the drying air do not get too hot.
Internationally, there has been a massive investment in
replacing existing burners with new indirect heating systems
and this has been very beneficial. However, in 1979 indirect
heating systems were not readily available and they
appeared very expensive before the fuel-saving advantages
of replacement were fully realised. Consequently, there was
also considerable development work on low NO, burners
and many of these have been installed.
In Britain a Burner Working Party was set up under the
chairmanship of Mr O. P. Hudson, representing the
MAGB, and a series of burners were intensively examined,
with and without sulphuring, by using them successively in
one commercial mailings. This work provided much useful
information. It showed that low NO, conditions could
be achieved with some burners and that the NO, concen
trations did not rise steeply with temperature later in kilning
as is the case with burners previously used. As with results
published from Germany2 it was possible to show that NOis not converted to NO2 during passage through the kiln
and that both NO and NO2 are removed by the malt, even
during the first hours of kilning when no NDMA is present
in the malt. The amounts removed are vastly in excess of
that required to account for the NDMA formed. This early
removal of NO, is consistent with the formation during this
period of nitrosated derivatives of hordenine (Fig. 3) which
can give NDMA later in kilning. Practical experience shows
that if this nitrosation early in kilning is prevented (e.g. by
short periods of treatment with SO2 or use of indirect heat
ing only at this stage) the malt contains relatively little
NDMA even if no special precautions are taken later in
kilning.
These burner studies, along with many results from
elsewhere, show that the levels of NO2 produced by the
new burners are sufficiently low to give, under favourable
conditions, less than 2-5 ppb NDMA in malt. However,
ambient NO, is often much higher than that produced by
the burner. For instance, measurements on one UK malting
site showed levels up to 1 ppm.8 The ambient NO, comesfrom many sources, but very high levels can be caused by
local traffic such as lorries or fork-lift trucks in or near the
maltings. A car exhaust can produce 400 ppm. Even short
periods of exposure to NO, can cause high NDMA levels in
malt, and the resiting of air intakes to the kiln can by itself
bring a great improvement. Nevertheless, it is unrealistic to
expect that levels ofNDMA less than 2-5 ppb in malt will be
consistently achieved simply by using low NO, burners—
especially with ale malts. In Canada low NO, burners were
installed, but these have been replaced so that all the malt
ings now use indirect heating. Internationally it is normal to
use some degree of sulphuring when using low NO, burners
and even in many cases, when using indirect heating.
Decreasedformation ofhordenine
It is still impossible to prove unambiguously that
hordenine is the most important source of NDMA in malt,
but there is a large amount of circumstantial evidence that
this is the case. It is possible that dimethylamine (DMA),
which is present in green malt in ppm quantitities, does
make some contribution, but the evidence suggests that
any NDMA formed from this DMA is removed during
germination and malt kilning. On the other hand, hordenine
is decomposed during kilning with NO, to give DMA at a
stage when the NDMA formed is not all removed. Other
nitrogenous compounds, such as gramine, may also pro
duce some NDMA but they are likely to be less important
than hordenine.29Whether or not hordenine is the only source of NDMA,
the treatments discussed in this section decrease the for
mation of the amine precursors of NDMA, and analyses
showed that both the hordenine and DMA concentrations
in germinated barley were decreased. The quantititcs of
gramine were too small to measure.
76 t. wainwright: nitrosamines in malt and beer [J. Inst. Brew.
Hordcninc and DMA are formed in the growing seedling
and are present in high concentrations in both the roots
and acrospire, and at a lower concentration in the rest of
the developing embryo. BRF results show that, in general,
any condition which restricts the growth of the seedling
decreases the synthesis of the precursors. German results
show that there is not a strict correlation between growth
and precursor formation. In some malting techniques the
precursors (or the amino acids from which they are formed)
appear to be partially removed to support further growth1'and the concentrations of DMA, hordenine and graminc
perhaps correlate more with modification than with
growth.27 However, more NDMA is usually formed if thegermination period is longer or the germination tempera
ture or moisture is higher. Barley varieties or samples which
grow more vigorously would be expected to produce more
precursor but, on the other hand, to make good malt it is
often necessary to allow more growth of varieties which are
difficult to modify.
Maltsters often use additions of gibbcrcllic acid, or use
abrasion, to achieve modification in a shorter germination
time and with lesr growth. The NDMA content of a kilned
malt, and the hordenine content of the green malt from
which it was made, are both higher if the barley has been
abraded and treated with GA, if a fixed germination period
is used. However, barley processed in this way, is usually
germinated one day less and this produces much lower
values for NDMA.
Bromate, often used in malting, decreases growth and
malting loss and also decreases NDMA formation.8Octanoate has similar effects on malting performance and,
whilst not used commercially, inhibits NDMA formation. It
was noticed that some drum makings gave low NDMA
figures and experiments have shown that the restriction of
oxygen supply during malting gives low precursor and
NDMA levels. The anaerobic conditions restrict growth
only slightly but greatly inhibit hordenine formation.17
There is a marked inhibition of NDMA formation.8Resteeping, particularly with warm water, with acid, or
with mctabisulphite, also restricts growth and precursor
formation and gives less NDMA in the malt.30All the above treatments, on the laboratory scale, can
produce malts with less than 2-5 ppb NDMA even under
high NO, conditions. The treatments, however, affect other
malt properties and it is not practicable to use restriction
of precursor formation commercially, to produce malts
with little NDMA unless some combination of treatments
is used (e.g. to balance excess proteolysis with inhi
bition of proteolysis). However, less extreme forms of the
treatments can be, and are used—for instance low bromate
concentrations—to help give low NDMA levels when other
approaches to NDMA control are used.
With otherwise reproducible conditions during kilning,
the amount of NDMA in the finished malt increases with
the NO, concentration. [Some workers who believe that the
precursor in the green malt is DMA rather than hordenine,
have calculated a regression equation
NDMA (ppb) = 14-7 x DMA (ppm) x NO2 (ppm)072refs 12,22]
Ensuring very low NO2 conditions—possibly with the help
of SO2—guarantees low NDMA levels. The concentration
of SO2, when required, is at least ten times that of the NO2
and often very much more.
Other treatments currently being studied involve damage
to the barley at the onset of germination by physical or
chemical means. For instance, application of pressure
decreases subsequent growth and the formation of
hordenine and NDMA. It has been observed that this type
of pressure can be applied in the act of pumping steeped
grain to a germination vessel. It is too early to be sure that
Acrospire
Roots
ndosperm
Aleurone
Husk Pericarp-Testa
GERMINATED BARLEY
Precursors mainly in roots and acrospire
KILNED DE-ROOTED MALT
NDMA most concentrated in roots and acrospire
but also present in husk, endosperm etc.
KEY
Highest concentration of precursor/NDMA
Intermediate concentration of precursor/NDMA
Lowest concentration of NDMA
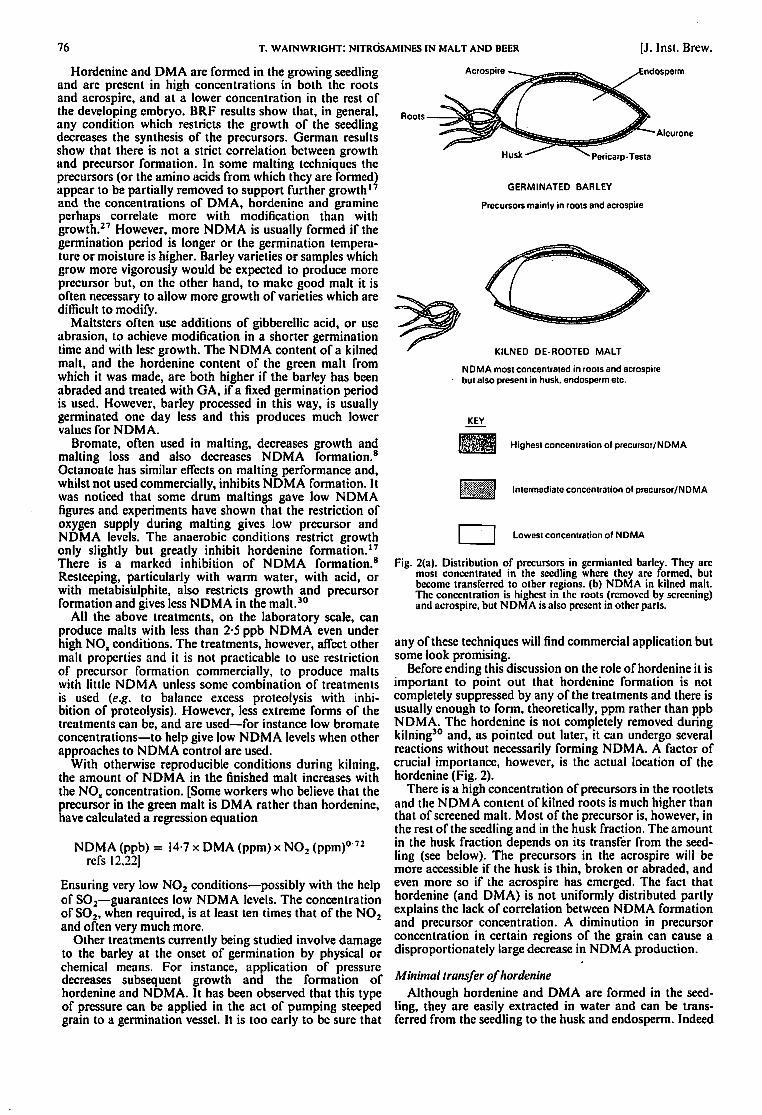
Fig. 2(a). Distribution of precursors in gcrmiantcd barley. They aremost concentrated in the seedling where they are formed, butbecome transferred to other regions, (b) NDMA in kilned malt.
The concentration is highest in the roots (removed by screening)
and acrospirc, but NDMA is also present in other parts.
any of these techniques will find commercial application but
some look promising.
Before ending this discussion on the role ofhordenine it is
important to point out that hordenine formation is not
completely suppressed by any of the treatments and there isusually enough to form, theoretically, ppm rather than ppb
NDMA. The hordenine is not completely removed during
kilning30 and, as pointed out later, it can undergo severalreactions without necessarily forming NDMA. A factor of
crucial importance, however, is the actual location of the
hordenine (Fig. 2).
There is a high concentration of precursors in the rootlets
and the NDMA content of kilned roots is much higher than
that of screened malt. Most of the precursor is, however, in
the rest of the seedling and in the husk fraction. The amount
in the husk fraction depends on its transfer from the seed
ling (see below). The precursors in the acrospire will be
more accessible if the husk is thin, broken or abraded, and
even more so if the acrospire has emerged. The fact that
hordenine (and DMA) is not uniformly distributed partly
explains the lack of correlation between NDMA formation
and precursor concentration. A diminution in precursor
concentration in certain regions of the grain can cause a
disproportionately large decrease in NDMA production.
Minimal transfer ofhordenine
Although hordenine and DMA are formed in the seed
ling, they are easily extracted in water and can be trans
ferred from the seedling to the husk and endosperm. Indeed

Vol. 92. 1986] t. wainwright: nitrosamines in malt and beer
NDMA
77
DMA
NO
CHjCHj N.
CH2CH2N
CH3
CH,
SCH3
Fig. 3. Alternative routes from hordenine to DMA and NDMA.
it has been shown that mixing green malt with cellulose
powder transfers precursors to the cellulose so that when
kilned this gives nitrosamines.
There is some evidence that either turning or transfer of
green malt can increase the NDMA level of kilned malt,
presumably by transfer of precursor to the husk e.g. by
smearing from the rootlets.
Nitrosation ofhordenine prevented
It is probable that there are at least two routes from
hordenine to NDMA as shown in Fig. 3. In one pathway,
the hordenine is nitrated in the phenolic ring before (or
simultaneously with) nitrosation of the amine. In the other
pathway, this ring nitration does not occur. Both pathways
are likely to occur together, but the relative extents will
depend on the NO2 concentration and the opportunity for
oxidative reactions. In both pathways DMA is liberated
and requires more NO, for nitrosation. Closely related
suggested pathways, involving formation of NDMA from
nitrosated hordenine without intermediate release of DMA,
are described in other publications11'29 but, since theyappear less likely to be important, arc not discussed here.
The nitrosation of the amine part of hordenine is pre
vented under acidic conditions because it forms a saltCH,
R5NH+ X." A wide variety of acids, including HNO3, canCHj
prevent NDMA formation. American work showed thathigh NO2 concentrations can prevent NDMA formation inmalt—presumably by forming HNO3. Trials in commercialkilns show that acid treatments are effective but not con
venient.8'14 One American company has found it possibleto avoid sulphuring by use of phosphoric acid in combi
nation with sugars (sec later) although the acid alone did
not give sufficient control.20Sulphuric acid sprayed onto malt prior to kilning can pre
vent NDMA formation, and one of the advantages of using
fuel containing sulphur, or of sulphuring, is that sulphuric
acid is formed and the outer regions of the malt where the
hordenine is located become acid. Indeed, in some mailings
using sulphuring to control NDMA, the surface pH'8(not the ground malt pH) gave an indication of whether or
not the NDMA content should be low. Surface pHs below 4
almost always give low NDMA values. However, for acidi
fication to be effective it must be achieved before nitroso-
hordenine can be formed. This means that sulphuring must
be used from the outset of, or even before, heating during
kilning. The SO2, both in the kiln gas and after adsorption
on the malt, reduces NO, to NO whilst being converted to
H2SO4. Thus early application of SO2 can provide all the
protection which is required, and some maltsters manage to
get sufficient control by sulphuring (250 g S/tonne) just for
the first 8 hours of kilning with the concentration of SO2 in
the air entering the kiln being SO ppm in the first hour but
only 10 ppm towards the end of sulphuring.23 (NB NO,would be not more than 1 ppm). Unpublished work ofother
maltsters shows that even less SO2 is required and shorter
times ofapplication can be used, but it must be applied early
and distributed over all the malt. With indirect kilning,
injection of SO2, if required, is effective when applied well
before the break point and with the highest concentration
(e.g. 40 ppm) at the start of kilning." Experiments at BRFshow that, even with a high-NO, burner, NDMA can be
suppressed by 125 g S/tonne applied immediately before
kilning as a sodium bisulphite spray buffered to give a green
malt suface pH of 4-5. Because of the success in controllingNDMA by sulphuring many maltsters have favoured this
approach and have been improving techniques so that less
sulphur is used and the finished malt docs not have a high
residual SO2 content.
The surface pH, and therefore NDMA formation, is
lowered by some other malting treatments. One is the
restriction of oxygen supply and build up of CO2 concen
tration, used either as a deliberate technique by reducing
ventilation or simply because it occurs, as in certain drum
makings which do not use a high air flow.
It was noted that one kiln, not using low NO, conditions,
consistently gave low NDMA values. Although there
turned out to be other possible contributory reasons, it was
discovered that the makings kept the germinated barley forsome hours in a pre-kiln vessel before kilning. Amongst
other consequences, this caused the roots to dry out and
wither. BRF experiments and examination of commercial
malts suggested such withering was always beneficial. Con
versely, moistening the malt just before kilning often giveshigher NDMA concentration in the finished malt. Presum
ably all the surface regions, and not just the roots becomemore desiccated and so pick up less NO,, but it is possible
that the effect depends on structural damage leading to
increased loss of NDMA (see later). In any event some
maltsters noticed improvements in NDMA levels when the
circulation of humidified air was stopped before kilning to
encourage withering.8

78 t. wainwright: nitrosamines in malt and beer [J. Inst. Brew.
Another approach, which has been tested commerci
ally,14 is to use a spray treatment before kilning to wash outhordenine which is near the surface and surprisingly easy to
remove. Obviously when using this treatment enough water
must be used to remove the hordenine and not just dis
tribute it where it is more readily nitrosated. As mentioned
above the increased moisture level will increase the uptake
of NO,. Such treatments would also wash out other
constituents including some useful extract.
Competitionfor the NO'„ present
As mentioned earlier NO, in the form of NO without
NO2 is not an effective nitrosating agent. The various forms
ofsulphuring work partly because they convert NO2 to NO.
Other substances such as ascorbic acid, sorbic acid, certain
polyphenols and metallic catalysts are also able to do this.
Some of these chemicals are used in certain food systems
to reduce nitrosamine formation. When sprayed onto
green malt or used to treat the hot air passing to the malt
they reduce nitrosamine formation. However, none of the
above substances are cheap or effective enough to use in
commercial malting.
A process has been patented by Heineken Ltd for inhibit
ing nitrosamine formation by spraying the green malt with
sugar before kilning.1 BRF experiments and commercialtrials confirm that it is effective although simultaneous use
of acid treatments is required to guarantee low NDMA
levels.14-20 Indeed a large number of similar treatmentsusing sugars and alcohols are effective and, contrary to first
indications, there is usually no advantage in spraying the
sugar onto the malt some hours before kilning. The reasons
for the inhibition have not been established. It seems most
likely that a major effect is a competition for NO, to form
nitrite esters of the alcohol groupings in the sugars and
polyols.29 There are, however, other contributory factors.Spraying with sugars, especially if there is a delay before
kilning, decreases the surface pH of the green malt. There is
also the possibility that the osmotic effect dehydrates the
seedling (see previous section).
Many other compounds naturally present in germinated
barley will remove some of the NO, and become nitrosated,
nitrated or oxidised. These include phenols, amines, amino
acids and peptides, unsaturated lipids and sulphydryl com
pounds. These are not deliberately used to control NDMA
formation in malt, but their presence and location will effect
the reactions leading to NDMA and make it more difficult
to understand what does happen.
Minimal breakdown ofnitrosated hordenine to DMA
The reactions leading to nitroso-hordenine and the
nitro-nitroso hordenine, shown in Fig. 3, occur at low
temperatures, but the reactions leading to release of DMA,
and thus formation of NDMA, from these compounds are
relatively slow below 60°C. With increasing temperature,
and with increasing time at a temperature above 60°C, the
yield of NDMA increases. In laboratory experiments at
90°C about 90% yield can be obtained but 64 hours are
required.30 The great increase in NDMA concentrationobtained by curing at 100°C instead of 85°C, whilst main
taining the same NO2 concentration,14 supports the idea
that thermal breakdown of nitrosated hordenine is ratelimiting.
One obvious way to decrease the NDMA content of malt
is to use lower curing temperatures and shorter times. This
is being done with beneficial results, but it should be noted
that even when the kilning temperature does not exceed
65°C, some commercially produced malts contain more
than Sppb NDMA.
Removal ofDMA andNDMA encouraged
Both DMA and NDMA are relatively volatile but, like
dimethyl sulphide in malt, they are not readily removed
once the malt is dry. Germinated barley contains several
ppm DMA and, contrary to expectation, only about half of
this is removed during the several hours of kilning before
the break when the temperature rises. After that time it is
difficult to know if the DMA originally present is removed
since more is formed by degradation of hordenine and,
possibly, other compounds. The fact is that DMA is present
in the malt throughout kilning.
Nevertheless, there are good reasons for believing that
any DMA which is located where it could react with NO, is
removed during the initial stages of kilning along with any
NDMA formed from it. Little NDMA is present in the malt
up to the break point but there is some in the exhaust gas.
Acidification of the green malt should encourage, not pre
vent, nitrosation of free DMA, but green malt treated with
acid either forms no NDMA or that formed is driven off.
Another good reason for believing that the DMA in the
germinated barley is not a significant source of NDMA in
malt is that unkilned malt contains very little NDMA even
when it contains much DMA and the ambient NO, con
centration is high. Reaction between DMA and NO, or
nitrite occurs readily at ambient temperatures.
Although some DMA is retained in the malt during kiln
ing, both DMA10 and NDMA are present in the kiln
exhaust. There is some transfer ofNDMA from malt at the
bottom of a kiln to the malt above it, but relatively little
is adsorbed and most passes through. Similarly NDMA
in recirculated kiln air is not taken up by the malt.
The volatilisation of DMA and/or NDMA presumably
accounts for the gradient of NDMA in the malt bed. In
unsulphurcd kilns the highest levels are at the top14 whereasthere has been more heating with NO, at the bottom.
Whilst the concentration ofNDMA is highest in the roots
and acrospires of the kilned malt, most of the NDMA is in
the husk and endospermu#18>3° since the roots and acro-spire form only a small proportion of the total weight. The
obvious explanation is that one or more of the compounds
hordenine, DMA or NDMA is transferred during germi
nation and kilning to the husk and endosperm. As men
tioned above, hordenine can be transferred, but it also
seems that DMA and/or NDMA is also transferred during
kilning—probably by diffusion.
There are several means by which the removal of DMA
and NDMA can be enhanced. Use ofdehusked barley gives
low levels ofNDMA and very minor dehusking by abrasion
also seems beneficial. In experiments with green malts col
lected from commercial kilns, for study at BRF, it became
apparent that freezing the green malt resulted in much lower
NDMA levels after kilning. It is now clear that damage to
the seedling, or perhaps to the lipid layers in the husk,
before kilning facilitates escape of DMA or NDMA. One
easy way to cause this damage experimentally is to subject
the green malt to a short treatment with hot air or steamjust
before kilning. Several of the treatments such as withering,
acidification or spraying on sugars may be partially effective
by damaging barrier layers.Another factor of great importance is the rate of air flow
through the kiln. Many of the malts with high NDMA
levels were produced in kilns with a low air flow. Although
not proven, it is likely that this reduced the rate of removal
of DMA and NDMA but, of course, the malt would have
picked up more NO, because of slower drying and longer
exposure times. High air flows appear to remove more
NDMA during kilning.14
NDMA removalfrom mall
This approach should not be required but, before the prob
lem was solved, it was necessary to consider ways to remove
NDMA. One technique, used experimentally, is to treat themalt briefly with steam. Whilst NDMA is not readily
removed from the dry malt it is readily volatilised in thesteam. In theory, steam could be injected into malt on a kiln

Vol.92,1986] T. WAINWR1GHT: NITROSAMINES IN MALT AND BEER 79
without causing much condensation or temperature drop sothat the extra energy requirement would be small.
Analyses of malt forNDMA can be done without grindingthe malt since the NDMA is readily extracted by water. This
ease of extraction means that the NDMA can be removed
by the water used in wet milling. Tests in a commercialbrewery showed this was one way to use malts with high
NDMA contents but (he water discarded also contained
considerable amounts or extract. If it had been necessary to
adopt such a process it would have been essential to find a
way to add this extract back to the wort whilst eliminating
the NDMA. The possibility of reducing the NDMA content
of wort by at least 50% through discarding water used in
wet milling has also been reported.3
Comments on NDMA analysis
There is still some disquiet about the accuracy and reli
ability ofNDMA analysis of malt. In many cases the discus
sion is now somewhat academic since the levels are so low
(1 ppb or less) that accuracy is not really necessary. There
are, however, commercial problems with values around
2-5 ppb or 5 ppb, because some customers apply specific
limits and employ penalty or rejection clauses.
There is at present no perfect method for analysis of
NDMA in malt and if there were it could be misleading
for the brewer. As explained, the NDMA is distributed
unevenly in the malt. Reproducible analyses can be
obtained by making aqueous extracts of intact malt but it
is unreasonable to expect this procedure to extract all
the NDMA, especially from the endosperm. Indeed some
experiments show more NDMA can be extracted by repeat
ing the extraction. On the other hand, grinding the malt
often gives lower values, presumably because the NDMA is
either volatilized or becomes adsorbed on surfaces. In any
case, the degree of milling of the malt is unlikely to equal
that occurring in a brewery and it is known that NDMA
is present in spent grains. Extraction by blending under
water in theory should give reproducible results but several
analysts have encountered difficulties with this technique.
Very stable emulsions can be formed. Nevertheless such a
method has been proposed as a reference method by the
IOB Analysis Committee.15The method recommended by the ASBC involves
vacuum distillation using an oil/water mixture and ground
malt.4 This is also favoured by some Government Agenciessince it allows confirmation of the identity of NDMA by
mass spectrometry. (Many early results were erroneous due
to false identification ofa peak on a chromatograph). How
ever, there is a great danger of artifactual formation of
NDMA in the vacuum distillation of malt. Moreover, it is
too slow and requires too much supervision to be a con
venient routine analysis. Consequently, analysts normally
use their own preferred extraction method. Usually this has
been compared with a reference method. The EBC Analysis
Committee has concluded that it is not necessary to
standardise the analysis method.21Comparison of several methods at BRF suggests that no
one method consistently gives the highest values for all
malts. This is not surprising since the distribution, and
therefore extractability of the NDMA, will depend on
exactly how the malt was made. The malting technique will
also affect the possibility ofartifactual formation ofNDMA
from nitrosated hordenine, or DMA, and bound NO,, andthe occurrence of nitrosating inhibitors or competitors, such
as SO2 or sugars or phenols. Analysis of beers is less of a
problem.3-21
Outlook
The NDMA content of malt can be limited by various
techniques. Many of these, e.g. the use of indirect heating,
will decrease the formation of all nitroso-compounds during
kilning although there may be some formation from
ambient NO, during germination. It would be useful to
discover if DMA in barley forms NDMA which is removed
during germination. If it does not, presumably few other
nitrosamines will be formed during germination.
Other nitrosamines do occur in malt, for instance
nitrosated hordeninc. Study of one of the other volatile
nitrosamines present, nitrosoprolinc, shows that some of
the techniques to control NDMA do not prevent, and mayindeed increase, formation of other nitrosamincs. Study of
nitrosoproline gives support to the hypotheses of how
various palliative treatments work and clearly show theadvantage of minimising the concentration of active forms
of NO,.Little is yet known about the non-volatile nitrosamines
in beer. The amounts greatly exceed the NDMA concen
tration16 but, at present, it is held that they do not
constitute a health hazard.
Conclusions
Although the detailed reactions, and even reactants,
responsible for NDMA in beer are not established with cer
tainty, enough has been learnt to minimise its occurrence.
This has been achieved solely by reducing the NDMA con
tent of malt. This has been done mainly by the introduction
of indirectly fired kilns, or the use of low NO, burners, plus
sulphuring. Various other minor modifications to malting
have been made as a result of studies of alternative means of
control. In many cases without these modifications either
the amount of sulphur used would need to be higher, or the
NDMA levels would not be sufficiently controlled. Higher
levels of sulphuring add to environmental pollution besides
affecting malt properties. It is possible that some other
approaches which arc still only tested at the laboratory scale
may eventually be adopted because of the disadvantages in
sulphuring. But there is no urgent need for change.
Above all, however, the transient existence of the NDMA
problem showed how responsibly and effectively the malt
ing and brewing industries can act to protect their
customers.
Acknowledgements.—Besides the individuals and organis
ations referred to above, I would especially like to thank my
colleagues, past and present, at BRF for the major role they
have played in these studies. Much of the work was done
under pressure and ingenuity was called for in devising
experimental systems.
I also wish to thank the Director of BRF for permission
to publish this paper.
References
1. Aalbers, V. J., Drost, B. W. & van Eerde, P., Brauwelt 1980, 120,
719
2. Altcmark, D., Hcss, R. & Sommers, H., Monatsschriftfur Braucrei1980,33,415.
3. American Society of Brewing Chemists. Report of Subcommitteeon N-Nitrosamines in Malt and Beer. Journal of the AmericanSociety ofBrewing Chemists. 1981,39,99.
4. American Society of Brewing Chemists. Report of Subcommitteeon N-nitrosamines in Malt and Beer. Journal of the American
Society ofBrewing Chemists. 1984,42,125.
5. Andcrcgg, P. & Pfcnninger, H., Brauerei-Rundschau. 1982,93,3.
6. Anon, IARC Monographs on the Evaluation of the CarcinogenicRisk of Chemicals lo Humans. Volume 17. Some N-Nitroso Com
pounds. Published by the International Agency for Research on
Cancer 1978,125.7. Barwald, G., Brauwelt, 1979,119,391.
8. Brookes, P. A., Journal ofthe Institute ofBraving, 1982,88,256.
9. Fine, D. H.. Rufeh, E., Lieb, D. & Rounbehler, D. P., AnalyticalChemistry, 1975,47,1188.
10. French, B. J., Riplcy, B. D. & Edgington, .L. V., Master Brewers
Association ofthe Americas Technical Quarterly. 1982.19,53.
11. llardwick, W. A., Hickman, D. H., Jangaard, N. O., Ladish. W. J.
& Meilgaard, M. C, Regulatory Toxicology and Pharmacology.1982,2,38.

80 t. wainwright: nitrosamines in malt and beer [J. Inst. Brew.
12. Horgan, R., Chumbley, J. D. & Tempone, M., Proceedings of the
18th Convention, Institute of Brewing Australia and New ZealandSection. 1984,75.
13. Lakritz, L., Simenhoflf. M. L., Dunn, S. R. & Fiddler, W. FoodandCosmetic Toxicology. 1980,18,77.
14. Lloyd, W. J. W. & Hutchings, S. J., Proceedings of the EuropeanBrewery Convention Congress, London, 1983, 55.
15. Long, D. E., Journal ofthe Institute ofBrewing 1982,88,266.
16. McWeeny, V.h, Food Chemistry. 1983,11,273.17. Narziss, L, Muck, E., Uber, M. & Reichenedcr, E, Monatsschrift
fur Brauwissenschaft, 1984,37,390.18. O'Brien, T. J., Lukes, B. K. & Scanlan. R. A., Master Brewers
Association of the Americas Technical Quarterly, 1980,17,196.19. Okun, J. D. & Archer, M. C, in Environmental N-Nitroso
Compounds: Analysis and Formation. International Agency for
Research on Cancer Scientific Publications 14, Lyon, 1976,147.20. Olson, W. J., Master Brewers Association of the Americas.
Technical Quarterly, 1982,19,63.21. Pfenninger, B. & Andcregg, P., Monatsschriftfur Brauwissenschaft,
1984,37,478.
22. Sakuma, S., Ogawa, Y., Tczuka, T. & Katayama, H., Reports of
the Research Laboratory ofthe Kirin Brewery Co. Ltd., 1981,24,15.
23. Slack, P. T. & Wainwright, T., Journal of the Institute of Brewing,1981,87,259.
24. Spicgelhaldcr, B., Eiscnbrand, C. & Preussmann, R., Food and
Cosmetic Toxicology. 1979,17,29.25. Spiegelhalder, B., Eiscnbrand, C. & Preussmann, R-, Oncology,
1980,37,211.26. Uibu, J., Bogovski, P. & Tauts, O., in Environmental Aspects
of N-Nitroso Compounds. International Agency for Research onCancer Scientific Publications, 19, Lyon, 1978,247.
27. Wackcrbauer, K. & Toussaint, H-J., Monatsschrift fur Brauwis
senschaft. 1984,37,364.28. Wainwright, T., Journal ofthe Institute ofBrewing. 1981,87,264.
29. Wainwright, T., Journal ofthe Institute ofBraving. In press.
30. Wainwright, T.. Slack, P. T. & Long, D. E., in N-Nitroso Compounds: Occurrence and Biological Effects. International Agencyfor Research on Cancer Scientific Publication 41, Lyon, 1982,71.
31. Walker, E. A., Castegnaro, M.&Scriban, R.,Bios, 1980,11,66.