Embed Size (px)
Citation preview

18. - 20. 5. 2011, Brno, Czech Republic, EU
Ni AND Cr BASE LAYERS IN BIMETALLIC CASTINGS
Tomasz WRÓBEL a
a Silesian University of Technology, Foundry Department, Towarowa 7, 44-100 Gliwice, Poland,
E-mail address: [email protected]
Abstract
In paper is presented technology of bimetallic layered castings based on founding method of layer coating directly in cast process so-called method of mould cavity preparation by monolithic or granular material of insert. Prepared castings consist of two fundamental parts i.e. bearing part and working part (layer). The bearing part of bimetallic layered casting is typical foundry material i.e. pearlitic grey cast iron with flake graphite or ferritic-pearlitic carbon cast steel, whereas in dependence of insert type i.e. monolithic or granular, working part (layer) is suitably plate from ferritic, austenitic alloy steel or layer from Ni alloy. The ratio of thickness between bearing and working part is from 8:1 to 20:1. The quality of the bimetallic layered castings was evaluated on the basis of ultrasonic NDT (non-destructive testing), structure and selected usable properties researches. Prepared bimetallic layered castings according to work out technology can work in conditions, which require from working surface layer of element a high heat resistance and/or corrosion resistance in medium for example of industrial water. Moreover in case of application on working part (layer) the chromium-nickel steel is possible to obtain high abrasive wear resistance in result of increase in hardness of austenite from about 240HV to about 400HV. This increase of hardness following in operating conditions results from induced of plastic deformation martensitic transformation γ → α '.
Keywords: nickel, chromium, bimetal, cast iron, cast steel;
1. INTRODCTION
In the engineering industry noticeable is a growing demand for castings with special properties such as abrasive wear resistance, corrosion resistance at room or elevated temperature. Elements of this type often carried out entirely from expensive and hard to reach materials like of Ni, Co, Ti, or others. In many cases the requirements for high performance properties affect only the working surface of the casting. Especially if wear of an element leads to its destruction through exceeded the allowable main dimension decrease. Among many methods for producing metallic coatings on materials for specific performance properties to be mentioned is founding technology so-called method of mould cavity preparation in which the element which is the working surface layer of the casting is placed in mould in form of monolithic or granular insert directly before pouring molten metal [1÷4]. This technology is the most economical way of enrichment the surface of castings, as it allows the production of layer elements directly in the cast process. Therefore, this technology can provide significant competition for the commonly used technologies of surfacing by welding and thermal spraying [5], because in addition to economic advantages do not generate opportunities for the development of cracks in the heat affected zone, which arises as a result of making layer by welding method. The idea of the proposed technology of layered casting was taken from the relevant mining industry method of manufacture of composite surface layers based on granular inserts from Fe-Cr-C alloy and placed in mould directly before pouring molten metal. Obtained in this way working surface layers have a high hardness and metal-mineral wear resistance [2 and 4]. Moreover in literature are present data about layered castings made on the basis of monolithic inserts, for example from carbon steel poured by liquid chromium cast iron [3] or from grey cast iron dipping into liquid hypoeutectic Al-Si alloy [6 and 7].
2. RANGE OF STUDIES
Within a framework of studies were made bimetallic layered castings consist of two fundamental parts i.e. bearing part and working part (layer) (Fig.1). The bearing part of bimetallic layered casting is typical foundry material i.e.

18. - 20. 5. 2011, Brno, Czech Republic, EU
pearlitic grey cast iron with flake graphite or ferritic-pearlitic carbon cast steel, whereas in dependence of insert type i.e. monolithic or granular, working part (layer) is suitably plate from ferritic, austenitic alloy steel or layer from Ni base alloy. Full review of acceptance material variants for bimetallic layered castings is presented in Table 1. Whereas chemical compositions of used materials are presented in Table 2 and 3. In aim of making a test bimetallic layered castings in sand mould with no preheating were placed monolithic inserts in form of 5mm thick plates of alloy steels (Fig. 2) and in following variant granular insert in form of 2mm thick mixture of binder and powder of Ni base alloy (Fig.3). Moreover plates surface which staying in direct contact with liquid metal were covered by activator in form of boron and sodium compounds. These compounds favour the formation of a permanent joint between both materials of layered casting. Prepared in this way moulds were poured by liquid grey cast iron from pouring temperature 1450°C or in other variant by carbon cast steel from pouring temperature 1650°C. In result of this were obtained bimetallic layered castings at the ratio of thickness between bearing and working part from 8:1 to 20:1. The quality of the bimetallic layered casting was evaluated on the basis of ultrasonic NDT (non-destructive testing) made using the DIO 562 flaw detector by STARMANS ELEKTRONICS. Next metallographic examination of macro- and microscopic was carried out. Metallographic specimens etched in the reagent Mi1Fe containing [8]: 3cm3 nitrous acid and 100cm3 ethanol and Mi19Fe containing [8]: 3g of ferric chloride, 10cm3 hydrochloric acid and 90cm3 ethanol. Moreover measurements of macro- and microhardness were made using appropriately MIC2 Krautrkramer-Branson's and FM 700's Future-Tech.
Fig.1. Scheme of bimetallic layered casting
Table 1. Material variants of bimetallic layered castings Number of variant Bearing part Working part (layer)
1 Pearlitic grey cast iron with
flake graphite
Monolithic insert: plate from ferritic alloy steel X8Cr 13
2 Monolithic insert: plate from austenitic alloy steel
X810CrNi 18-8
3 Ferritic-pearlitic carbon cast steel
Monolithic insert: plate from austenitic alloy steel X810CrNi 18-8
4 Granular insert: powder of Ni base alloy Table 2. Chemical compositions of materials on bearing part of bimetallic layered castings
Grey cast iron, mass contents in % C Mn Cr Si Cu Al P S
3,10 0,60 0,80 1,00 0,20 0,20 0,03 0,03 Carbon cast steel, mass contents in %
0,60 1,25 - 0,60 - - 0,03 0,03

18. - 20. 5. 2011, Brno, Czech Republic, EU
Table 3. Chemical compositions of materials on working part (layer) of bimetallic layered castings, from monolithic insert 5mm thick plates of X8Cr 13 or X10CrNi 18-8 alloy steel and from granular insert powder of Ni base alloy with granularity 0,1mm
Alloy steel X8Cr 13, mass contents in % C Cr Ni Fe Mn Si Mo B P S
0,08 12,50 - rest 1,00 1,00 - - 0,03 0,03 Alloy steel X10CrNi 18-8, mass contents in %
0,15 19,00 9,50 rest 1,50 1,20 0,50 - 0,03 0,03 Ni base alloy, mass contents in %
0,30 7,00 rest 3,00 - 3,10 - 1,30 - -
a) b)
Fig. 2. View of sand mould with plate of alloy steel (1) placed in its cavity:
a – bottom half of mould, b – top half of mould
Fig. 3. View of sand mould with granular insert (1) placed in its cavity
3. RESULTS OF STUDIES
On the basis of non-destructive ultrasonic testing it was found that in bimetallic layered castings which were made according to variant 1, 2 and 4 (Tab.1) was obtained permanent joint between working part (layer) and bearing part, as the bottom echo was larger than the echo of the transition zone (head placed on the side of working layer). Moreover in variant number 3 was obtained permanent joint only on 80% of contact surface of both materials. Moreover on residual 20% of surface was obtained partial joint, which is characterized by the presence of so-called “bimetallic connecting bridges”. Presence of so-called “bimetallic connecting bridges” also provides stability of joint and does not significantly reduce the application characteristics of the casting. These results are confirmed by presented in Figure 4 example views of cross-section of test bimetallic layered castings.

18. - 20. 5. 2011, Brno, Czech Republic, EU
a) b)
c)
Fig. 4. Views of example cross-section of bimetallic layered castings in configuration: a) plate of alloy steel sort X10CrNi 18-8 (1) – grey cast iron, b) layer on Ni base alloy (1) – carbon cast steel, c) plate of alloy steel sort X10CrNi 18-8 (1) – carbon cast steel, joint with presence of so-called “bimetallic connecting bridges”
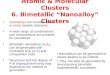
On Figures 5÷8 are presented example microstructure of obtained bimetallic layered castings. In variants 1 and 2 with bearing part in form of grey cast iron, as a result of C diffusion phenomena in the direction from cast iron to steel plate and to a lesser extent Cr in the opposite direction, transition zone has been formed at the joint between cast iron and steel. Shaped transition zone, structurally different from used grey cast iron and steel plates, has the character of diffusion which determining the high quality of a joint between both bimetallic components. In addition, the formation of microstructure of transition zone and adjacent areas is affected by the heating temperature of steel, whose source is the liquid cast iron poured into the mould. In the case of bimetallic layered casting in configuration: working part (layer) from high chromium steel X8Cr 13 and bearing part from grey cast iron, the analysis carried out on the surface layer (steel plate) side allows to distinguish the zones shown in Figure 5. Whereas in the case of bimetal layer casting in configuration: working part (layer) from chromium-nickel steel X10CrNi 18-8 and bearing part from grey cast iron, the analysis carried out on the side of surface layer (steel plate) allows to distinguish the zones shown in Figure 6. The surface layer of this type of bimetallic layered casting obtained single-phase austenitic structure, which is similar like the ferritic layer provides high resistance to corrosion, also at elevated temperatures. However, compared to ferritic (150HV), austenitic structure has a greater resistance to abrasive wear. The increase in hardness of austenite (from 220HV to 400HV) in operating conditions occurs as a result of inducted of plastic deformation martensitic transformation γ→α '. In the case of bimetallic layered casting in configuration: working part (layer) from chromium-nickel steel X10CrNi 18-8 and bearing part from carbon cast steel, it was found that obtained boundary between ferritic-pearlitic carbon cast steel and plate of austenitic alloy steel, characterizes a high degree of nonlinearity (Fig. 7a), which determines high strength of joint between working part (layer) and bearing part in layered casting. This joint has the character of diffusion which determines diffusion of C in direction from cast steel to steel plate. Proximate result of this diffusion is creation of pearlitic transition zone (δ) with thickness 15μm and hardness 230µHV (Fig.7c). Moreover, the result of the diffusion phenomenon is decarbonizing of cast steel in near boundary area and in consequence of this is creation in this zone ferritic microstructure with small amount of pearlite, considerably smaller than in the rest of bearing part of casting (Fig.7b).

18. - 20. 5. 2011, Brno, Czech Republic, EU
Fig. 5. Microstructure of bimetallic layered casting in configuration: working part (layer) from alloy steel X8Cr 13 (plate of the thickness about 5mm) and bearing part from grey cast iron, zones: 1) ferrite (microhardness 150µHV), 2) martensite (365µHV), 3) martensite (410µHV) with carbides (Fe, Cr)xCy (1000µHV), 4) pearlite (300µHV), 5) hard spots – pearlite and ledeburite (420µHV) with carbides (Fe, Cr)3C (800µHV), 6) flake graphite in pearlite matrix (300µHV) – etching Mi19Fe
Fig. 6. Microstructure of bimetallic layered casting in configuration: working part (layer) from alloy steel X10CrNi 18-8 (plate of the thickness about 5mm) and bearing part from grey cast iron, zones: 1) austenite (microhardness 220µHV), 2) austenite with carbides Cr26C6 (330µHV), 3) ferrite and austenite (275µHV) with small amount of carbides Cr7C3 and Cr23C6, 4) martensite (350µHV), 5) hard spots – pearlite and ledeburite (430µHV) with carbides (Fe, Cr)7C3 (1100µHV), 6) flake graphite in pearlite matrix (300µHV) – etching Mi19Fe
a) b) c)
Fig.7. Microstructure of joint area between austenitic alloy steel and ferritic-pearlitic carbon cast steel
– etching fig. 7a) and c) by Mi19Fe, fig. 7b) by Mi1Fe

18. - 20. 5. 2011, Brno, Czech Republic, EU
Additionally, the near boundary area of plate of alloy steel sort X10CrNi 18-8 is carbonizing by cast steel contains 0,6%C and in result of this is obtained in this zone microstructure of martensite with hardness about 380µHV. Besides carbonizing of the near boundary area of austenitic steel, also favors the creation of martensite cooling from high temperature to which the plate is heated, and whose source is the liquid cast steel poured into the mould. Moreover application of the working part (layer) of Ni base alloy, allows to obtain high hardness (about 350HV) and abrasive wear resistance on the working surface of bimetallic layered casting. Microstructure of this working layer contain hard eutectic carbides (381µHV) with solid solution γ (150µHV) matrix (Fig.8).
a) b)
Fig.8. Microstructure of joint area between layer on Ni base alloy and ferritic-pearlitic carbon cast steel (a) and
microstructure of working part (layer) contains solid solution γ with eutectic carbides (b) – etching Mi19Fe
4. SUMMARY
Prepared bimetallic layered castings according to work out technology possess high quality and permanent joint between both component materials and can work in conditions, which require from working surface layer of element a high heat resistance and/or corrosion resistance in medium for example of industrial water. Moreover in case of application on working part (layer) the plate of chromium-nickel steel or powder of Ni base alloy is possible to obtain high abrasive wear resistance.
ACKNOWLEDGEMENTS
Scientific project financed from means of budget on science in years 2010-2012 as research project NN508 585039.
LITERATURE
[1.] HEIJKOOP, T. SARE, I. Cast-bonding – a new process for manufacturing composite wear products. Cast Metals, 1989, no. 3, p. 160-168.
[2.] GAWROŃSKI, J. SZAJNAR, J. WRÓBEL, P. Study on theoretical bases of receiving composite alloy layers on surface of cast steel castings. Journal of Materials Processing Technology, 2004, no. 157–158, p. 679-682.
[3.] BARTOCHA, D., SUCHOŃ, J. JURA, S. Layer castings. Solidification of Metals and Alloys, 1998, no. 38, p. 151-156 (in polish).
[4.] SZAJNAR, J. WRÓBEL, P. WRÓBEL, T. Model castings with composite surface layer – application. Archives of Foundry Engineering, 2008, no. 3, p. 105-110.
[5.] KLIMPEL, A. Surfacing and thermal spraying. Technologies. Warsaw: WNT, 2000. 470 p. (in polish). [6.] VIALA, J. et al. Interface chemistry in aluminium alloy castings reinforced with iron base inserts.
Composites: Part A, 2002, no. 33, p. 1417-1420. [7.] PIETROWSKI, S. SZYMCZAK, T. Model of the alphinising coating crystallization on iron alloys. Archives of
Foundry Engineering, 2007, no. 3, p. 123-128. [8.] SĘKOWSKI, K. PIASKOWSKI, J. WOJTOWICZ, Z. Atlas of structures of founding alloys. Warsaw: WNT,
1972. 334 p. (in polish).