Embed Size (px)
Citation preview

Next Generation Factory Layouts
Saifallah Benjaafar, University of Minnesota
Shahrukh Irani, Ohio State University
Sunderesh Heragu, Rensselaer Polytechnic Institute
Flexible Modular Reconfigurable Agile
Characteristics

High product variety Product demand volatility Low production volumes Short product lifecycles
Needs
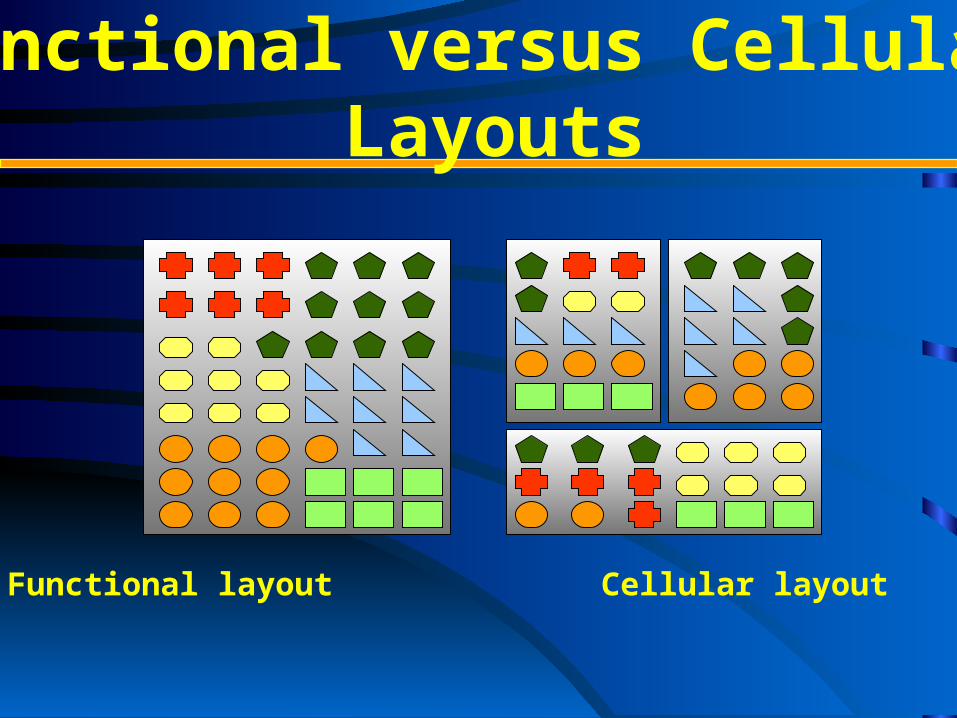
Functional versus Cellular Layouts
Functional layout Cellular layout
Material handling inefficiency Scheduling complexity Vulnerability to changes in product mix/routings/volumes Prohibitive re-layout costs
Limitations of functionallayouts

Rapid obsolescence Workload unbalances Limited flexibility Resource duplication
Limitations of cellularlayouts

Distributed Layouts
Functional layout Partially distributed layout
Fully distributed layout
Effective hedging against future fluctuation in product mix, volume and routings Efficient material handling Flexible workload allocation Rapid formation of virtual cells
Advantages
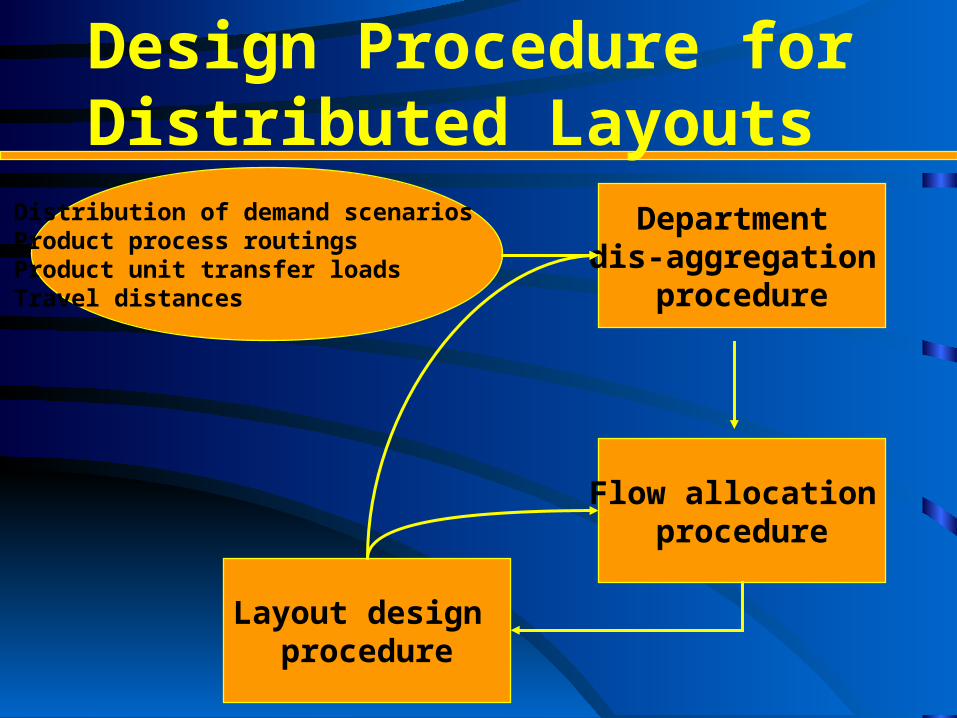
Design Procedure for Distributed Layouts
Department dis-aggregation
procedure
Distribution of demand scenariosProduct process routingsProduct unit transfer loadsTravel distances
Flow allocation procedure
Layout design procedure

Layouts are constructed as a network of basic modules. Each module is a group of machines in a portion of the overall facility that has a flow pattern characteristic of a traditional layout.
Modular Layouts

No single prevailing layout configurations can individually describe the complex material flow network in a multi-product manufacturing facility. Modules can be added and removed as needed. It captures the efficiency of each layout configurations without the associated limitations.
Motivation

Layout Modules
(a) Flowline Module
(c) Cell Module
C
D
E
B
A
A B
C
G H
D
E F
(b) Branched Flowline Module
(d) Machining Center Module
A
B
C
D
E
(f) Patterned Flow Module
A+B+C
(e) Functional Layout Module
A
B C D
E
A B C D E

Example Modular Layout
5.01 5.02 5.03 5.04 5.05 5.06 5.07
2.01
2.07
2.06
3.07
3.087.03 7.02 7.01
7.04 7.05 3.04
6.01
1.03 1.04 1.05
1.02 1.01
Flowline for PHOTO
Functional Layout for ETCH
Functional Layout for
FILM Department
Flowline for BACKEND
Cell for ETCH, IMPLANT and PHOTO
Flowlines for DIFF
Functional Layout for
ETCH, FILM and PHOTO
2.08 2.09 2.10
Flowline for ETCH
5.05
4.01
2.02
2.05
3.01
3.04
3.06
5.02
5.03
5.04
3.02
3.05
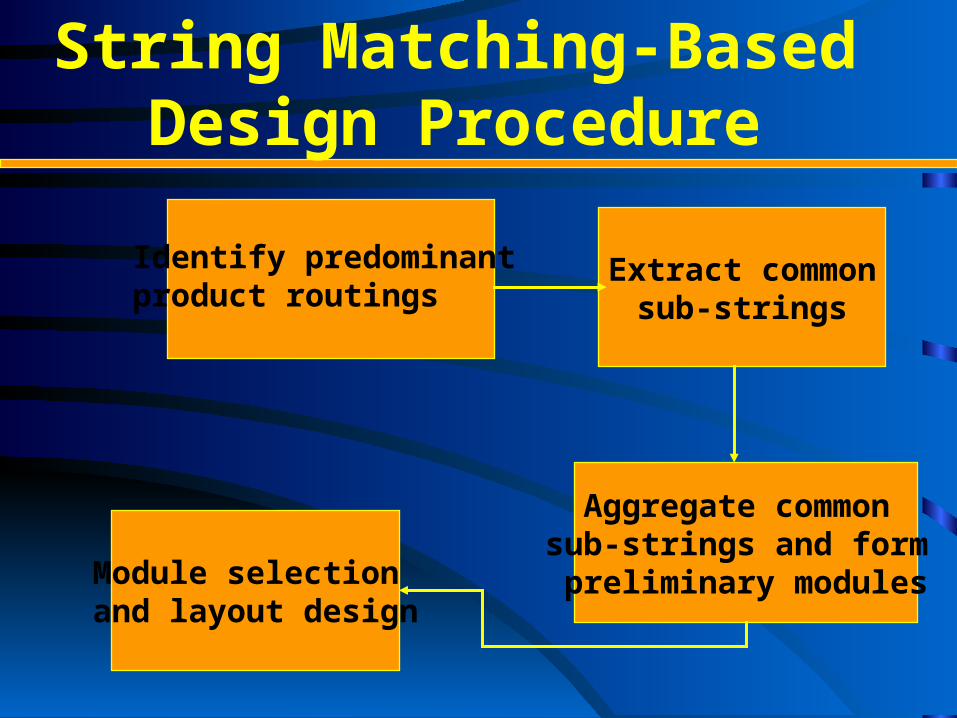
String Matching-Based Design Procedure
Extract commonsub-strings
Identify predominantproduct routings
Aggregate common sub-strings and form preliminary modulesModule selection
and layout design

Layouts are physically reconfigured (by moving resources and reconfiguring the material handling system) on short notice due to change in product mix or production volumes.
Reconfigurable Layouts

In many industries, fabrication and assembly workstations are light and can be easily relocated. Newer processing technologies permit light weight equipment. Light weight equipment could be mounted on wheels and easily moved along suitably designed tracks embedded in the shop-floor.
Motivation

As a result, a layout could be changed several time a year!

Re-Layout Design Procedure
Design Data + New Product Design + New Processes Selected
Production Data
+ Expected Volume + Changed Product Mix
Revised Material Flow Matrices / Adjacency Matrices
Current Facility Layout Relocation Costs
Mat
eria
l Han
dlin
g C
osts
Facility Layout Design
Output + Machine Locations + Material Flow Plan

Layouts are designed with agility-based criteria, such as cycle time, work-in-process, and production throughput.
Agile Layouts
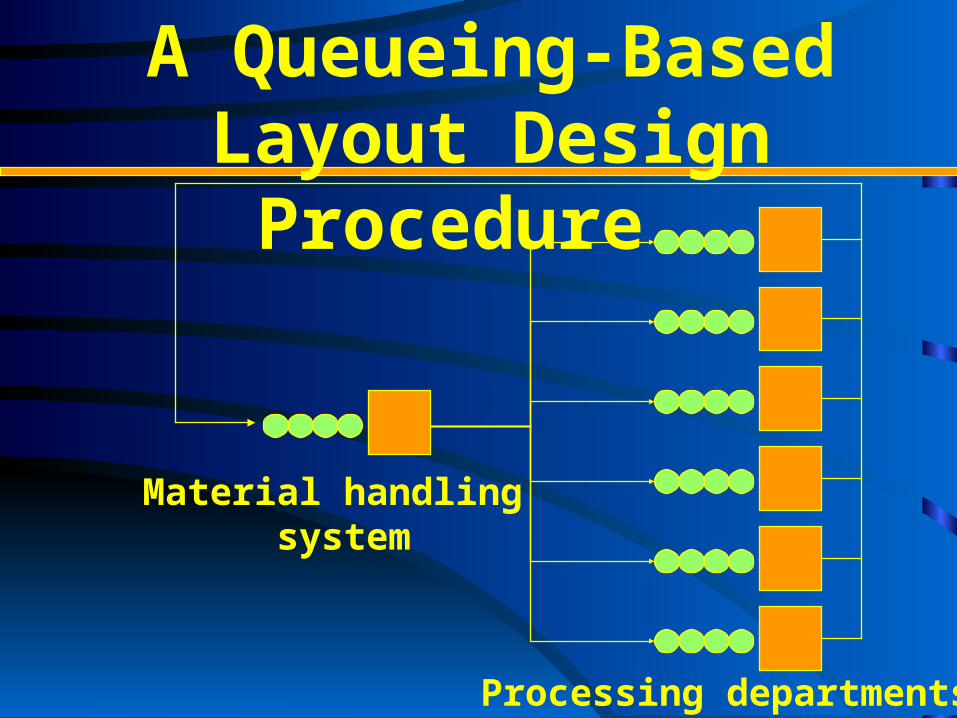
A Queueing-Based Layout Design Procedure
Material handling system
Processing departments
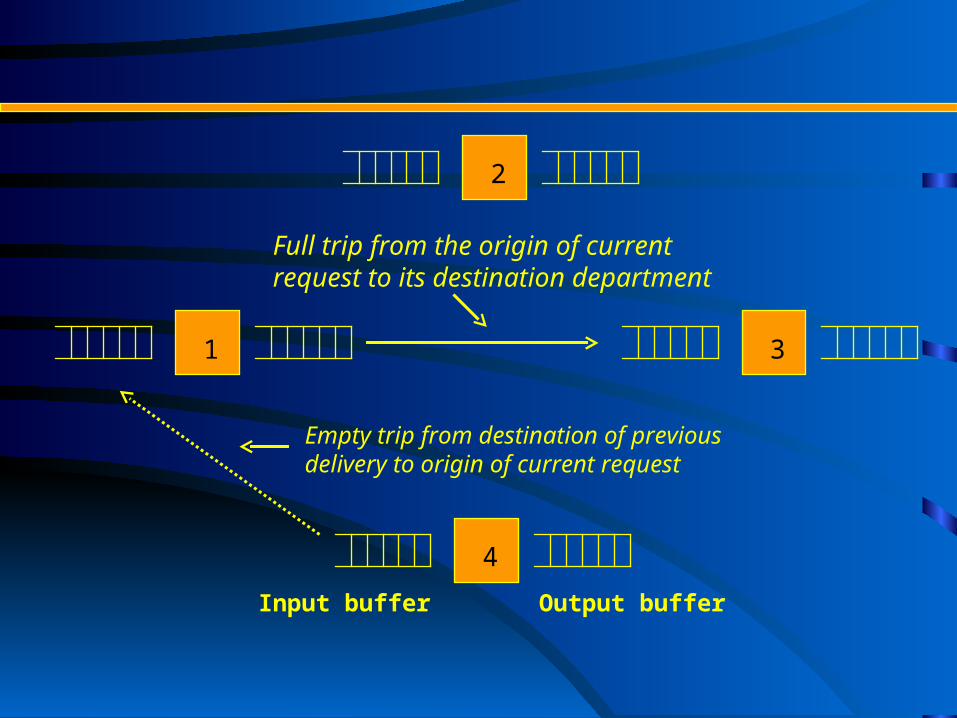
Input buffer Output buffer
4
3
2
1
Empty trip from destination of previous delivery to origin of current request
Full trip from the origin of current request to its destination department

Congestion is affected by: travel distances (empty and full travel) travel distance variability number and capacity of material handling devices dispatching policies processing time distributions utilization of processing departments
Queueing Effects
Reducing full travel does not always improve performance. Full travel- optimal layouts can be congestion-infeasible. Congestion is affected by both the mean and variance of travel times. Congestion is affected by non-material handling factors.
Queueing Effects

Although most factories of the future will need customized layout solutions, the produced layouts must be robust, adaptable, and agile. This project is exploring novel ways of achieving this goal.
Summary









