Embed Size (px)
Citation preview

Craig Lawrance
Technical Manager, Textile Centre of Excellence
New Sustainable Chemistry
4th April 20173rd Thematic Presentation, Bucharest

2
Sustainability Challenges of the
Textile & Dyeing Industries –
opportunities for innovation

3
Necessity for
Sustainable Products
2012 - world population 7 billion
2050 - expected to rise to over 9 billion
Increases demand
food, energy, water, resources, chemicals
Increases environmental burden
pollution
depletion of finite non-renewableresources (e.g. fossil fuels)

4
Definition of Sustainability
E
N
V
I
R
O
N
M
E
N
T
S
O
C
I
E
T
Y
E
C
O
N
O
M
Y

5
Sustainability considerations
WATER EMISSIONS
ENERGYRAW
MATERIALS

6
Ideal sustainable product
Provide an equivalent function to the product it replaces
Performs as well as or better than the existing product
Be available at a competitive or lower price
Have a minimum environmental footprint for all the processes involved
Be manufactured from renewable resources
Use only ingredients that are safe to both humans and the environment
No negative impact on food supply or water

7
Textile dyeing processes
Traditional dyeing processes use 5.8 trillion
litres water p.a.~3.7 billion Olympic swimming pools
10-20% dye remains after dyeing (plus other
chemicals), leaving potential for wastewater
pollution
One fifth of the world's industrial water
pollution (World Bank)
391 billion kWh energy for dyeing processes
Innovative technologies needed to reduce, or
eliminate, water, energy and auxiliary
chemicals in dyeing
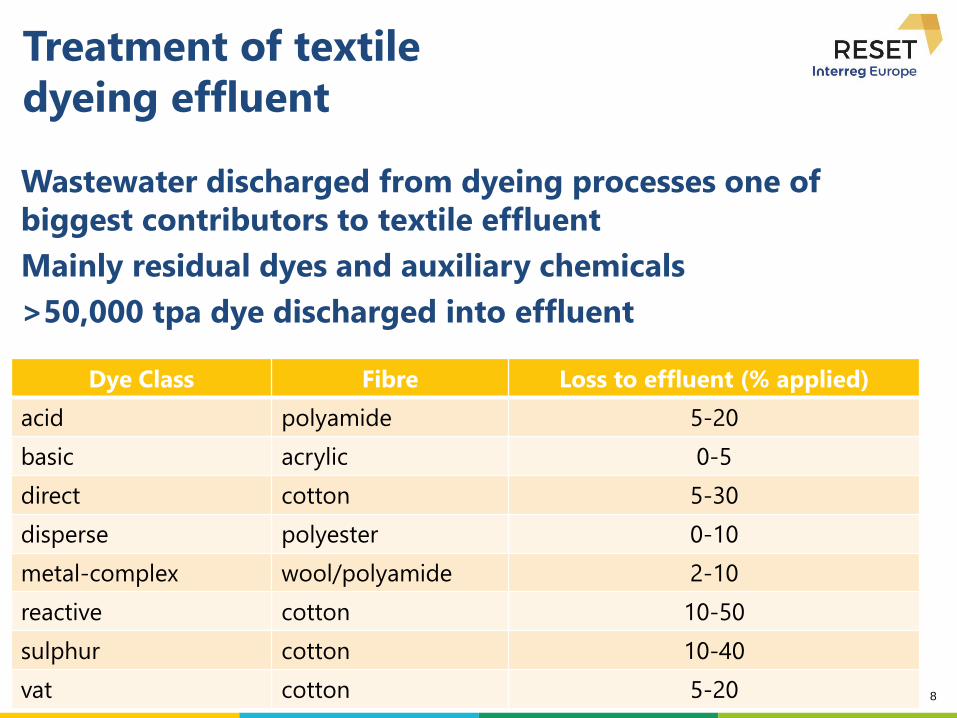
8
Treatment of textile
dyeing effluent
Wastewater discharged from dyeing processes one of
biggest contributors to textile effluent
Mainly residual dyes and auxiliary chemicals
>50,000 tpa dye discharged into effluent
Dye Class Fibre Loss to effluent (% applied)
acid polyamide 5-20
basic acrylic 0-5
direct cotton 5-30
disperse polyester 0-10
metal-complex wool/polyamide 2-10
reactive cotton 10-50
sulphur cotton 10-40
vat cotton 5-20

9
Treatment of textile
dyeing effluent
Dyeing effluent in a watercourse aesthetically
undesirable, but has a more serious
environmental impact
High BOD combined with spectral absorption of
dye
Can affect photosynthetic processes
Reduction in O2 levels in the water →
suffocation of aquatic flora and fauna
Dyestuffs may be also have aquatic toxicity
(metals, AOX)
Several methods developed to remove colour
from dyehouse effluent
Varying in effectiveness, economic cost, and
environmental impact (of the treatment process
itself)
Blackburn RS, Environ. Sci. Technol. 2004, 38, 4905.

10
Coloration of cotton
Dyeing of cotton primarily conducted using reactive dyes
Despite development of dyes with high fixation, dyeing still uses high
quantities of salt, water (and energy), and creates colour pollution
• Soil too alkaline to
support crops
• Kills aquatic life
• Fresh watercourses
turned saline
downstream from
dyehouses
• Difficult to remove
from effluent
• 10-40% dyestuff hydrolysed• Goes down drain• Aesthetically unpleasant• Blocks sunlight• Kills aquatic life
• Clean effluent• High cost
• High level in dyeing• Incredible volume in
wash-off• Up to 10 separate
rinsings• High energy
consumption• 50% total cost
dyeing procedure

11
Traditional Reactive Dyeing Process
1st Stage of Reactive Dyeing
• dye absorbs onto cellulose substrate through hydrogen bonding in aqueous
solutions with a high level of electrolyte addition
• dye adsorption onto the fibre is enabled, higher salt leads to better dye uptake
2nd Stage of Reactive Dyeing
• addition of alkali to achieve pH 11 generates covalent bonding between dye and
fibre
• however, alkaline environment produces hydroxyl ions in solution which react with
the dye to create hydrolysed dye (as much as 40% of the dyestuff may be
hydrolysed)
• whilst the hydrolysed dyes have an affinity for the fibre, it is not covalently bonded

12
Traditional Reactive Dyeing Process
Wash-off of Reactive Dyeings
• reactive dyeings require a multistage wash-off process after dyeing involving
various aqueous rinses and washing to remove hydrolysed dye and achieve the
characteristic high colour fastness
• wash off and subsequent effluent treatment can account for up to 50% of the total
cost of reactive dyeing
• high levels of electrolyte causes dye molecules to aggregate making the
hydrolysed molecules difficult to remove
• several wash off processes are needed, the first 2 are mainly to dilute the
electrolyte levels, subsequent stages remove the hydrolysed dye from the
substrate to achieve the high colour fastness required
• the wash off process uses large volumes of water, high energy levels to raise the
water temperature for efficient washing as well as increasing greatly the time taken
for dyeing and reducing productivity

13
Use of Dye Transfer Inhibitors (DTI)
Novel DTI Wash-off Process
• water and energy are the biggest issues in dyeing of textiles
• DTIs have long been used in domestic laundry detergents for holding soils and dye
molecules in suspension and preventing re-deposition onto the textile
• existing and developmental DTIs were used to remove unfixed hydrolysed dyes
following the reactive dyeing of cotton
• the objective was to drastically reduce the wash off procedure, reduce energy,
time, cost and gain a substantial sustainability benefit

14
The ProcessRecommended Dyeing and Wash-
off Method
• Fabric, reactive dye and sodium
sulphate added to water (10:1
solution to fibre ratio), held at 50 °C
for 20 min, temp raised 1.5 °C/min to
80 °C and held for 30 min.
• Sodium carbonate added to change
pH to 10.5 and held at 80 °C for 60
min. Fabric then removed.
• Fabric washed-off according to Dye
Manufacturer instructions using
6-stage process.
Recommended Dyeing Method and
DTI Wash-off Process
• Fabric, reactive dye and sodium
sulphate added to water (10:1 solution
to fibre ratio), held at 50 °C for 20 min,
temp raised 1.5 °C/min to 80 °C and
held for 30 min.
• Sodium carbonate added to change pH
to 10.5 and held at 80 °C for 60 min.
Fabric then removed.
• Fabric washed off in a 3-stage process
i. washed in water (10:1 solution to fibre ratio)
at 20 °C for 10 min. Wash bath then
emptied
ii. DTI and water added (10:1 solution to fibre
ratio) at 40 °C for 10 min. Wash bath then
emptied
iii. washed in water (10:1 solution to fibre ratio)
at 20 °C for 10 min. Wash bath then
emptied

15
Comparison of the two processes
0
10
20
30
40
50
60
70
80
90
100
0 20 40 60 80 100 120 140 160 180 200 220 240 260 280 300 320 340 360
Time (min)
Tem
pera
ture
(d
eg
rees C
)
10:1 LR
dyed fabric
10:1 LR
dyed fabric
10:1 LR
dyed fabric
10:1 LR; dyed fabric
1.0 g/l non-ionic
detergent OR
0.5 g/l sequestrant 10:1 LR; dyed fabric
10:1 LR; dyed fabric
0
10
20
30
40
50
60
70
80
90
100
0 20 40 60 80 100 120 140 160 180 200 220 240 260 280 300 320 340 360
Time (min)
Tem
pera
ture
(d
eg
rees C
)
10:1 LR; dyed fabric; 1.0 g/l DTI agent
10:1 LR; dyed fabric
10:1 LR; dyed fabric
Traditional methodology Use of DTIs

16
Wash-off of reactive
dyeings on cotton
• Dye transfer inhibiting (DTI) polymers (used in laundry
detergents) were employed to remove unfixed dyes
• Much more efficient, economical and sustainable
process developed
• Significantly reduces operation time, water
consumption and energy consumption
• poly(vinylpyridine-N-oxide) polymers were the most effective
• poly(vinylpyridine betaine) polymers also highly efficient
Procedure Time
(min)
Water
(L/kg
fabric)
Energy
(MJ/kg fabric)
Recommended
wash-off
250 60 9.21
DTI wash-off 50 30 0.84
Amin MN, Blackburn RS, ACS Sus. Chem. Eng. 2015, 3, 725.

17
Grey Scale Rating for Staining to Adjacent Cotton
DTI C.I. Reactive Red 120 C.I. Reactive Yellow 84 C.I. Reactive Red 141 C.I. Reactive Blue 171
20 g dm-3
Na2SO4
No Na2SO4 20 g dm-3
Na2SO4
No Na2SO4 20 g dm-3
Na2SO4
No Na2SO4 20 g dm-3
Na2SO4
No Na2SO4
None 2/3 3 2 3 2 3 2/3 3
Sandozin NIE 3/4 4 3/4 4 3 4 3/4 4
PVP 4/5 4/5 4 4/5 4/5 4/5 4/5 4/5
PVP K-15 4/5 5 4 4/5 4/5 4/5 4/5 4/5
PVP K-30 4/5 4/5 4/5 4/5 3/4 4 4 4
PVP K-90 4/5 4/5 4/5 4/5 4 4 4 4
PVP K-120 5 5 4/5 4/5 4 4/5 4 4/5
Chromabond S-100 5 5 5 4/5 4/5 4/5 4/5 4/5
Chromabond S-403E 5 5 5 5 5 5 5 5
PVNO Classic 5 5 5 5 5 5 5 5
PVNO Europe 5 5 5 5 4/5 5 5 5
Standard wash-off 5 5 5 5 5 5 5 5

Project smedia
Thank you!
Questions welcome