Embed Size (px)
Citation preview
IJOPM21,5/6
582
International Journal of Operations &Production Management,Vol. 21 No. 5/6, 2001, pp. 582-593.# MCB University Press, 0144-3577
New paradigms in planningand control across
manufacturing supply chainsThe utilisation of Internet technologies
D.F. Kehoe and N.J. BoughtonUniversity of Liverpool, Liverpool, UK
Keywords Planning, Supply chain management, Internet, Manufacturing,Information systems
Abstract Discusses some of the key elements of research which will investigate the role of theInternet within the manufacturing supply chain and, in particular, focuses on its impact onthe manufacturing planning and control operation. Although much of the current Internetdiscussion focuses on sales and marketing applications, step change improvements in themanagement of the supply chain are possible using the same fundamental technologies.However, it is argued that a paradigm shift in the way in which manufacturing companiesplan and control their operations is required if full advantage is to be gained; an alternative tothe traditional linear transfer of information within supply chains is required. The Internetprovides the opportunity for demand data and supply capacity data to be visible to allcompanies within a manufacturing supply chain, consequently companies can be in a positionto anticipate demand fluctuations and respond accordingly. This is in contrast to the moreestablished reactive approach. This paper proposes the development of supply webs and amore interactive approach to supply chain partnering and identifies some of the researchissues within this context to facilitate the development of Internet-based manufacturingplanning and control.
IntroductionThe objective of the Dynamic Operations Management Across the Internet(DOMAIN) research project (Kehoe and Boughton, 1998) is to investigate therole of the Internet across the manufacturing supply chain and, in particular,focus on its impact on the manufacturing planning and control operation. It iswell established that planning and control systems make significantcontributions to the successful operations of any manufacturing organisationboth internally and across its supply chain. However, the role of such systemsneeds to be re-evaluated in the light of developments in communication andinformation technologies. The current and future technological capabilities ofthe Internet mean that it is possible for demand data as well as supply capacitydata to be visible to all companies within a manufacturing supply chain. It isperceived that manufacturing supply chains will change from an order-driven-lot-sizing approach to one more akin to a capacity-availability-bookingapproach supported by appropriate search engines. Furthermore, usingInternet-based information transfer, supply webs will replace the traditionallinear movement of information within supply chains, thereby facilitating amore interactive approach to supply chain partnering. This reconfiguration of
The current issue and full text archive of this journal is available athttp://www.emerald-library.com/ft

New paradigmsin planning and
control
583
supply chains will have major implications, not only for individual businesses,but also for national economies.
Recognition of the importance of the supply chain and effective supply chainmanagement has grown over recent years. Companies have reduced their coremanufacturing capabilities and placed a greater reliance on both new andexisting suppliers. In the continually exacting global economy, organisationsneed to be able to respond to the demands of their customers and, as aconsequence, the effective management of supply chains is a critical factordifferentiating the successful organisations from the rest. One of the keyparameters affecting the operational success of a supply chain is the efficientflow of information through the supply chain. In an attempt to allow a smoothand timely flow of information, organisations are focusing on the businessprocesses and breaking down functional barriers. However, it is the Internet,intranets and, in particular, the use of extranets which offer the opportunity tomake step change improvements in this area. In fact the role of the Internetwithin the infrastructure of future supply chains is considered to be integraland one of the key drivers of change (Deloitte and Touche, 1998).
Initial Internet attention has focused on the role of electronic commerce(e-commerce) and the retailing sector. For example, Amazon Books (see http://www.amazon.com) is the oft-cited example of the next generation, onlinebookstore; customers can browse and place orders from the virtualbookshelves. E-commerce is not, however, all business-to-consumer, it is thebusiness-to-business commerce (i.e. e-business) which offers by far the greatestgrowth potential (The Economist, 1999). It appears that there is an almostexponential growth in companies, across all sectors, who are now establishinga `̀ Web presence'' in the form of a company Web page and thereby providingaccess to general customer advertising, product data and the opportunity toplace an order or simply make contact with appropriate personnel. Morespecific to this discussion, manufacturing-based applications are continuallybeing developed, albeit more towards the commercial areas of the business; seefor example Internet Business (1998). However, the impact of digital businesson the operation and cost structures within traditional manufacturing supplychains has been identified as both fundamental but poorly understood (Jackson,1998). Within the more formal research community, work is being undertakento address alternative applications of the Internet technologies; examplesinclude design-to-manufacture tools (Smith and Wright, 1996), concurrentmanufacturing (Lapsley et al., 1996) and virtual supply chain management(Baxter et al., 1996).
The potential of Internet-based technologies to enhance the operations of thesupply chain is recognised. A recent global manufacturing survey (Deloitte andTouche, 1998) raises the question of supply webs eventually replacing the moretraditional supply chains. Future investment strategies identified the use of theintranets and extranets to enhance supply chain relations. Althoughapplications have been developed, both this survey and a second, conducted bythe DTI (DTI, 1998), indicate supply chain integration is far from satisfactory
IJOPM21,5/6
584
in today's demanding economic climate. Undoubtedly, the diffusion of Internet-based applications within organisations and across their supply chains isincreasing, but not as universal as one might be led to believe.
An important opportunity exists for the international manufacturingresearch community and key (strategic) industrial supply chains to investigateand understand the implications of Web-based manufacturing control anddevelop the alternative methods and strategies necessary to support this newmanufacturing paradigm. This research opportunity represents a keychallenge to developing an international manufacturing infrastructure for themillennium.
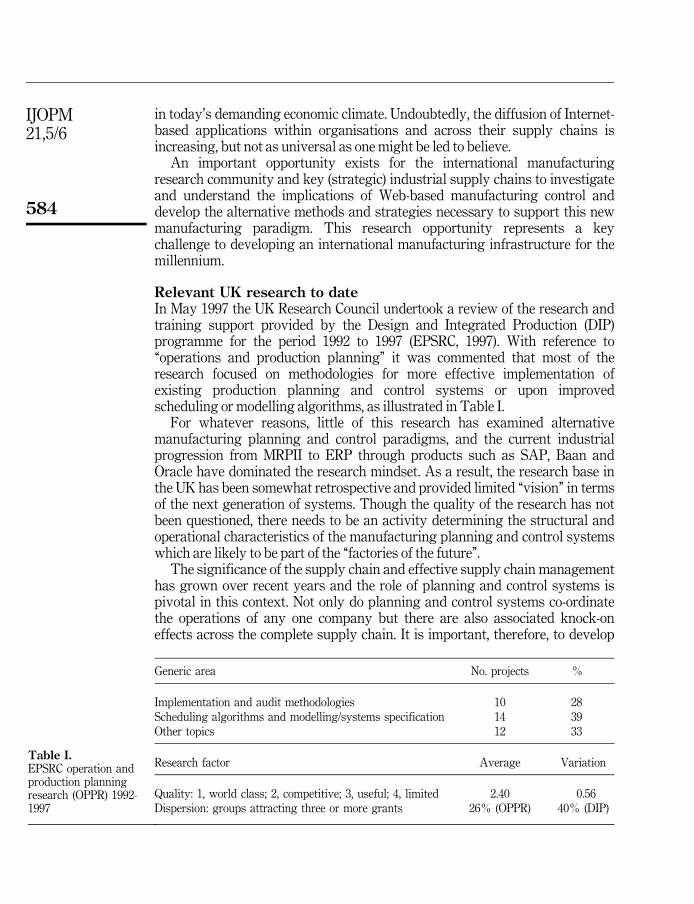
Relevant UK research to dateIn May 1997 the UK Research Council undertook a review of the research andtraining support provided by the Design and Integrated Production (DIP)programme for the period 1992 to 1997 (EPSRC, 1997). With reference to`̀ operations and production planning'' it was commented that most of theresearch focused on methodologies for more effective implementation ofexisting production planning and control systems or upon improvedscheduling or modelling algorithms, as illustrated in Table I.
For whatever reasons, little of this research has examined alternativemanufacturing planning and control paradigms, and the current industrialprogression from MRPII to ERP through products such as SAP, Baan andOracle have dominated the research mindset. As a result, the research base inthe UK has been somewhat retrospective and provided limited `̀ vision'' in termsof the next generation of systems. Though the quality of the research has notbeen questioned, there needs to be an activity determining the structural andoperational characteristics of the manufacturing planning and control systemswhich are likely to be part of the `̀ factories of the future''.
The significance of the supply chain and effective supply chain managementhas grown over recent years and the role of planning and control systems ispivotal in this context. Not only do planning and control systems co-ordinatethe operations of any one company but there are also associated knock-oneffects across the complete supply chain. It is important, therefore, to develop
Table I.EPSRC operation andproduction planningresearch (OPPR) 1992-1997
Generic area No. projects %
Implementation and audit methodologies 10 28Scheduling algorithms and modelling/systems specification 14 39Other topics 12 33
Research factor Average Variation
Quality: 1, world class; 2, competitive; 3, useful; 4, limited 2.40 0.56Dispersion: groups attracting three or more grants 26% (OPPR) 40% (DIP)

New paradigmsin planning and
control
585
collaborative work between these areas if a more holistic understanding is to beobtained. Not only is there opportunity to investigate these importantrelationships, but, using the developing Internet-based technologies, radicallydifferent designs or approaches can be explored and a mindset more akin tosupply-chain resource planning (SRP) can emerge. This is underlined byleading manufacturing organisations who consider supply chain integration tobe one of the factors essential for future for success (Deloitte and Touche, 1998).Moreover, future competition will be between supply chains rather thanindividual companies (Bhattacharya et al., 1995). Future operationalimprovements must, therefore, lead to net benefits to the complete supply chainas well as individual organisations.
System classificationsRecent research at the University of Liverpool (Kehoe, 1997) has identified theimportant relationship between the business classification of a manufacturingcompany and the information systems requirements in terms of the contingentvariables of complexity and uncertainty. The research indicated the need tomap the business unit classification (assessed in terms of the Puttick-style grid)onto the information system configuration (assessed in terms of contingencytheory) as shown in Figure 1.
Significantly, the research indicated the need for appropriate manufacturinginformation systems and that for particular business sectors the requirement isfor simple, supply-chain based systems rather than complex within-enterpriseconfigured solutions. Although there are some developments withincommercial planning and control systems to encompass supply chainrequirements, reports suggest some way to go before such systems becomemainstream. Moreover, developments are such that systems are intended to
Figure 1.Information systems
contingency map

IJOPM21,5/6
586
work in conjunction with conventional MRPII and ERP systems (Newing,1997). A further factor is that composite planning and control systems are notuncommon within manufacturing organisations. Composite (hybrid) systemsare likely to increase for those companies within a supply chain who acquireadditional value adding activities previously within the brief of theircustomers. Inevitably, the variety of manufacturing planning and controlsystems in operation across any one supply chain adds complexity to theefficient flow of information.
Harland (1997) categorises the alternative definitions of the term supplychain along with their development, and provides a useful framework in termsof systems levels. This classification of supply chains can be further extendedto reflect both the classification of business units (as indicated in Figure 1) andalso the developments in the application of Internet technologies to supplychain management, as shown in Figure 2.
Internal supply chains essentially focus on processing raw materials andcomponents through the manufacturing enterprise to delivery of the finishedproduct to the customer. The dyadic relationship extends the business andcharacterises the integration of the commercial functions, essentially,purchasing-sales, of the customer-supplier organisations involved. Theexternal chain takes a more holistic viewpoint of the supply chain. It startsfrom the original source of raw materials, through the different companiesinvolved in transforming the raw materials, through the various parts,components, assemblies to the final product, and includes the distribution andretailing elements, and finally to the customer. As Harland (1997) points out,increasing attention is being paid to the supply network; essentially thenetwork of relations that exist between a company, its suppliers, its suppliers'suppliers and so on upstream, and its customers, its customers' customers andso on downstream.
Figure 2.Supply chain conceptsand developments

New paradigmsin planning and
control
587
With respect to the work described here, the operation of the manufacturingplanning and control system(s) is pivotal in all cases and, again, it is importantto acknowledge that different companies in the chain will have differentsystems in place, varying in refinement of both functionality and application.Furthermore, companies may be part of several supply chains within anindustrial sector. What is crucial is that the combined systems should form anintegrated infrastructure, enhancing, rather than restricting, the operation ofthe whole supply chain. The role of the DOMAIN project is to explore the role ofthe Internet in support of manufacturing planning and control across the wholesupply network or supply web.
The Internet, intranets, extranets and the supply chainThe enveloping presence of the Internet within business has been phenomenaland growth is set to continue; US analysts Killen and Associates estimate thatby 2003 the global Internet market for consumer goods will be over $600billion. In response, recent commentary suggests that although organisationswill need to fundamentally change the way they do business (Manchester,1997), the barriers lie with the business processes rather than the technology(Taylor, 1998). In fact, prior to the arrival of the Internet in the more commercialsense, organisations have been concentrating on their business processes inorder to break down functional barriers and enhance the flow of information.Improvements in performance are restricted, however, by the traditionalsequential nature of operations and an overall inability to exploit the conceptsof concurrency. The availability of the Internet and the associated technologiesprovide the opportunity to make further significant, even radical,improvements in this area.
Although business-to-business electronic trading has been around for morethan 20 years, using electronic data interchange (EDI) networks, the complexityof early EDI packages, rival standards and relatively high costs havetraditionally excluded many smaller suppliers. These problems reflect thoseidentified in an earlier study of the automotive supply chain (DTI/SMMT,1994). Current estimates suggest EDI usage among UK companies ranges fromas few as 2 per cent (Moran, 1998) up to 30 per cent (DTI, 1998). In principle,access to the Internet is simplified through the use of more universaltechnologies: most organisations have a telephone and a PC and are therebyInternet enabled, initial access is therefore unlikely to be an issue, particularlyfor those companies further down the supply chain.
Initial Internet attention has principally focused on the role of electroniccommerce (e-commerce) and in particular business-to-consumer applications.E-commerce applications do, however, extend to business-to-businessapplications which themselves naturally extend over supply chains. Leadingexamples of manufacturing applications of extranet-enabled supply chainsinclude General Electric's aero-engine business and the US-based AutomotiveNetwork Exchange established by Ford, Chrysler and General Motors. It iswithin business-to-business applications where the volume of activity is likely

IJOPM21,5/6
588
to be the greatest. Inter-company trade over the Internet provides businesseswith the opportunity to cut costs, reduce order-processing time and improveinformation flow.
Organisations have already been reaping the benefits of the Internet throughthe use of intranets: essentially private networks based on Internet technologywhere access is restricted to company personnel only. Typical applicationsinclude the publication of internal documentation, such as quality manuals,technical/product data and telephone directories, as well as providing a meansof internal communication (e.g. bulletin boards). Benefits accrue not only fromthe availability of up-to-date information, but the ease by which this data canbe updated as well as the cost savings of generating less hard copy.
Extranets, or extended intranet, continues Internet supported applicationsbeyond the boundaries of the single organisation to provide the business-to-business applications between the organisation and its suppliers and/orcustomers. An extranet typically uses the same infrastucture and technologiesas the public Internet but includes essential security measures to prevent (as faras is currently possible) unwanted access. Through the use of extranetapplications, organisations can be in a position to gain access to informationsuch as product data, order status and inventory levels. Alternatively, andperhaps more conventionally, using less vulnerable technologies customershave access to browse product catalogues and place orders across the Internet.
Unfortunately, a great deal of hype surrounds the Internet and its potential,it is therefore important to place current manufacturing practice into context.One commentator has suggested that the level of Internet comprehensionwithin manufacturing, on a scale of one to ten, is considered less than one;whereas organisations in the banking and retail sector have been much quickerto exploit the capabilities (Internet Business, 1998). Even with regard to themore conventional intranet application, manufacturing are viewed as reluctantusers (Nairn, 1998).
Useful examples from retailing can, however, be found which provide someinsight into the way forward. Safeway, the UK supermarket group, has begunan initiative to share live sales data with suppliers using network computerslinked to the Internet (Field, 1997); a small components manufacturer providesan up-to-date work-in-progress list on its Web site, thereby allowing customersdirect access to the status of their orders (Malkani, 1998); Boeing is running itsspares business through an extranet (The Economist, 1998). Although these areencouraging applications, they are relatively static applications and ones whichrelate more to the dyadic relationships outlined in Harland (1997).
Opportunities now exist to explore more dynamic applications of Internettechnologies, particularly within the areas of manufacturing planning andcontrol and the supply chain. A more fundamental investigation of howInternet technologies can support manufacturing operations across the supplychain, or supply network, is required; in other words, extending its applicationto the external and network supply chain classifications shown in Figure 2.Importantly, the issues are not necessarily to do with the technology but more

New paradigmsin planning and
control
589
to do with their application both within organisations and across their supplychains.
Dynamic Operations Management Across the Internet (DOMAIN) ±a research agendaThe objective of the DOMAIN project (Kehoe and Boughton, 1998) is toinvestigate the role of the Internet across the manufacturing supply chain and,in particular, focus on its impact on the planning and control operation. Thisresearch will build on existing work in the analysis of manufacturinginformation systems (Kehoe et al., 1993), supply chain management (forexample, Jones, 1989), supply chain modelling (Towill, 1996) andmanufacturing planning and control system modelling (Boughton, 1995).
Jones (1989) noted that demand information relating to the end customer istypically collected independently by companies with little or no sharing of thisinformation or co-operation between chain members. This lack of demandvisibility contributes to what has been termed the Forrester effect (Forrester,1961). An opposite approach is suggested here; if demand data and supplycapacity data are available to all companies within a manufacturing supplychain, then companies are in a position to respond more proactively and, asYoussef (1992) suggests, with greater speed. This is in contrast to the moretraditional reactive approach. Within the global survey conducted by Deloitteand Touche (1998), organisations were recognising that simply responding tochanges in demand is not enough, and that through the application ofdeveloping information technologies they should be able to anticipatefluctuations in demand and respond accordingly. Furthermore, timelyinformation availability and not just efficient information transfer is the key toenhanced supply chain operations.
There is some synergy here with the production planning and controlapproach described by Childe (1998) when discussing the extended enterprise,`̀ the supplier company becomes more like a supplier of resource to the principlecompany, so that its processes are the commodity that is traded''. It is proposedthat, through the adoption of the emerging Internet-based manufacturingphilosophy, supply chains will be able to change from an order-driven-lot-sizing approach to a capacity-booking-availability approach supported byappropriate search engines. This approach, which will actively promoteinformation sharing and co-operation, will be supported by what have beencalled presentation layers. Defining the information requirements andmodelling the effectiveness of operation of the presentation layer illustrated inFigure 3 represents one of the core issues for the DOMAIN researchprogramme. By considering the external and network supply chainclassifications (see Figure 2) there will be several presentation layers and,based on earlier results (Harland, 1997), it is anticipated that the requirementsof the different presentation layers will vary according to their relative position.The research implications of what has been termed Internet-based interactivepartnering, or I-BIP, are therefore immense both in terms of the technological

IJOPM21,5/6
590
and the organisational challenges. A key part of the aims of the DOMAINproject is to promote activity in this area within the UK research community inorder to examine these issues.
There are essentially four aspects to the DOMAIN project and these are:
(1) A detailed examination of the current usage and operation of theInternet within manufacturing supply chains, and establishing industrypractice in this area. Specifically, sectors will be examined which havewell developed but operationally different characteristics. This aspect ofthe research will define the conventional production planning andcontrol information flows within/across the supply chains and build aWeb-orientated model based on the client/server supply net shown inFigure 3. The work will build upon the existing UK supply chainresearch base including that at Cardiff (Towill, 1997), Bradford (Websteret al., 1997) and Bath (Harland, 1997).
(2) Building a dynamic model of the Web-based supply chains in each of thecollaborative industrial sectors. The modelling of the dynamicperformance of I-BIP will assist manufacturing companies in evaluatingalternative strategies in terms of supply chain parameters such as thenumber of partners, supply capability indices or inventory distribution,as well as the typical manufacturing metrics; for example lead time,throughput and delivery performance. The subsequent results willprovide an important stimulus to the implementation of I-BIP strategieswithin specific supply chains.
(3) The third aspect of the research will involve the development of anHTML prototype. A supply-Web model will be created illustrating theinformation requirements and the optimised manufacturing control
Figure 3.DOMAIN: a model forsupply chainmanufacturing planningand control usingInternet technologies

New paradigmsin planning and
control
591
strategies proposed. The DOMAIN prototype will provide server-basedaccess to manufacturing capacity and transaction management and aclient interface using standard Web presentation formats. The emphasiswill be to provide a demonstration facility that can be used as an on lineresearch tool to focus user evaluation of the I-BIP concepts.
(4) Finally, sector-based models and prototypes of I-BIP working will bedisseminated through a Web-based newsgroup (to co-ordinate the UKresearch in this area) and will be demonstrated through sector-basedworkshops.
The novelty of the research is illustrated in the comparison between thetraditional manufacturing planning and control approach and the I-BIPphilosophy shown in Table II.
Making a comparison in this way raises the question of legacy systems.Most organisations will have invested heavily in manufacturing planning andcontrol systems, at varying levels of sophistication and, inevitably, at varyingstages of implementation. The research described here does not propose toreplace existing systems with yet another new suite but seeks to establish anenhanced way of performing manufacturing planning and control operationsacross the supply chain. Fundamentally, it is not a question of replacingsystems but one of enhancing and simplifying the way we currently use thosealready in place. A comparison can be made within the JIT philosophy toplanning and control. Kanban-controlled systems are not fundamentally new,merely a variation on the re-order point and two-bin approaches; what isdifferent, however, is how these systems are used within everyday operations,moving from a push to a pull application. Inevitably investment will berequired, but an affordable level (PC/modem links and the development of anextranet). A less daunting prospect, particularly for smaller companies at alower level in the supply chain.
SummaryThis paper has discussed the role of emerging Internet technologies within theareas of manufacturing planning and control and the management of themanufacturing supply chain. The work outlined has been placed in contextboth of earlier research work and relevant recent developments. Although there
CharacteristicTraditional manufacturingplanning and control
Internet-based interactivepartnering (I-BIP)
Planning approach ERP (e.g. Oracle, SAP) SRP (DOMAIN)Data management Data warehouse Data retailerOrganisational basis Enterprise based Supply chain basedBusiness focus Multi-site Multi-businessTechnology base SQL technology HTTP technology
Table II.Comparing alternative
planning and controlapproaches

IJOPM21,5/6
592
has been considerable growth in Internet activity, in particular e-business,there is considerable scope for more dynamic applications across the supplychain. Current practice within the manufacturing sector is piecemeal and rarelyextends beyond the dyadic relationships that exist primarily within thecommercial areas of businesses. The work outlined here sees substantialbenefits to be gained by considering the integration and synchronisation of thewhole supply chain. In this context, the academic challenges are to develop andevaluate alternative business models, as well as determine the tools andtechniques by which the business benefits of such models can be demonstratedto practitioners. Clearly there are many important research questions andimplications that need to be addressed; for example operational stability,alternative planning and control approaches, their implementation and theirpositioning relative to existing systems and infrastructures, as well as thoserelating to access and security. However, in order for genuine improvements tobe realised, a radical overhaul of the current planning and control mechanisms,practices and systems is required; the DOMAIN project offers one alternativeway forward.
References
Baxter, L.F., Ritchie, J.M. and Seeto, H.H. (1996), `̀ Management and control in the virtual supplychain'', Proceedings of the International Conference on Engineering & TechnologyManagement, pp. 69-73.
Bhattacharya, A.K., Coleman, J.L. and Brace, G. (1995), `̀ Re-positioning the supplier: an SMEperspective'', Production Planning & Control, Vol. 6 No. 3, pp. 218-26.
Boughton, N.J. (1995), `̀ Modelling manufacturing planning and control systems: the applicationof object-oriented principles and discrete-event simulation'', PhD thesis, The University ofAston in Birmingham, Birmingham.
Childe, S.J. (1998), `̀ The extended enterprise ± a concept of co-operation'', Production Planning &Control, Vol. 9 No. 4, pp. 320-7.
Deloitte and Touche (1998), `̀ 1998 vision in manufacturing (global report)'', global manufacturingsurvey by Deloitte & Touche and Deloitte Consulting.
DTI (1998), Moving into the Information Age ± 1998 benchmarking study, DTI/InformationSociety Initiative, London.
DTI/SMMT (1994), A Review of the Relationships between Vehicle Manufacturers and Suppliers,DTI/Pub 1264/2k/3.94AR.
(The) Economist (1998), `̀ No factory is an island'', The Economist, 20 June, pp. 8-12.
(The) Economist (1999), `̀ A survey of business and the Internet'', The Economist, 26 June, p. 5.
EPSRC (1997), `̀ Evaluation of research and training provision by EPSRC's Design and IntegratedProduction programme'', EngProg\Eval.law, EPSRC Publication, Swindon.
Field, C. (1997), `̀ Suppliers get share of data'', Financial Times, 28 November.
Forrester, J.W. (1961), Industrial Dynamics, MIT Press, John Wiley & Sons, New York, NY andChichester.
Harland, C. (1997), `̀ Supply chain operational performance roles'', Integrated ManufacturingSystems, Vol. 8 No. 2, pp. 77-8.
Internet Business (1998), `̀ Made in heaven: Internet adoption in the manufacturing industry'',Internet Business, July, No. 18, pp. 64-70.
New paradigmsin planning and
control
593
Jackson, T. (1998), `̀ Plugged into the IT revolution'', Financial Times, 13 October.
Jones, C. (1989), `̀ Supply chain management ± the key issues'', BPICS Control, October/November, pp. 23-7.
Kehoe, D.F. (1997), `̀ A contingency-based approach to performance measurement systemauditing'', Proceedings of the ME-SELA 97 Conference, July, pp. 247-57.
Kehoe, D.F. and Boughton, N.J. (1998), `̀ DOMAIN: Dynamic Operations Management Across theInterNet'', Proceedings of the International Federation for Information Processing WorkingGroup 5.7 (IFIP WG5.7), August, pp. 421-430, Kluwer Academic Press, Dordrecht.
Kehoe, D.F., Little, D. and Lyons, A.C. (1993), `̀ Strategic planning for information systemsenhancement'', Journal of Integrated Manufacturing Systems, Vol. 2 No. 2, pp. 29-36.
Lapsley, A.Z., Gaines, B.R. and Norrie, D.H. (1996), `̀ Concurrent manufacturing on the Web'',Proceedings of the World Conference of the Web Society, pp. 286-91.
Malkani, G. (1998), `̀ Online lathes will soon be spinning a wider web'', Financial Times,20 March..
Manchester, P. (1997), `̀ No longer just another option'', Financial Times Review ± InformationTechnology, October, p. 4.
Moran, N. (1998), `̀ Companies win rapid return on investment'', Financial Times Review ±Enterprise Computing, January, p. 4.
Nairn, G. (1998), `̀ Cost-saving intranets are here to stay'', Financial Times Review ± InformationTechnology, February, p. 13.
Newing, R. (1997), `̀ Bringing sense out of chaos'', Financial Times Review ± InformationTechnology, October, p. 4.
Smith, C.S. and Wright, P.K. (1996), `̀ CyberCut: a World Wide Web-based design-to-fabricationtool'', Journal of Manufacturing Systems, Vol. 15 No. 6, pp. 432-42.
Taylor, P. (1998), `̀ Dawn of a dynamic trade era'', Financial Times Review ± EnterpriseComputing, January, p. 6.
Towill, D.R. (1996), `̀ Industrial dynamics modelling of supply chains'', International Journal ofPhysical Distribution & Logistics Management, Vol. 26 No.2, pp. 23-42.
Towill, D.R. (1997), `̀ The seamless supply chain ± the predator's strategic advantage'',International Journal of Technology Management, Vol. 13 No. 1, pp. 37-56.
Webster, M., Alder, C. and Muhlemann, A.P. (1997), `̀ Subcontracting within the supply chain forelectronics manufacture'', International Journal of Operations & Production Management,Vol. 17 No. 9, pp. 827-41.
Youssef, M.A. (1992), `̀ Agile manufacturing: a necessary condition for competing in globalmarkets'', Industrial Engineering, Vol. 24 No. 12, pp. 18-21.