Embed Size (px)
Citation preview
T h e e m P l o y e e m A g A z I n e o f T e A m B n S f J U ly / A U g U S T 2 0 0 8
Pain at the Pump: BNSF Not Immune
Each day, BNSF uses nearly 95,000 barrels of diesel in its locomotive
operations. Just like individual motorists, BNSF is looking for ways
to ease the pain at the pump. And the best defense against rising fuel prices is increased fuel efficiency
and conservation.Page 4
Waterlogged!Flooding on the Nebraska, Chicago
and Springfield divisions this summer damaged miles of tracks, washed out bridges, submerged crops and
caused the evacuation of thousands. BNSF people responded – on site and
across the network – to bring our railroad back.
Page 2
New Campaign Targets Risk BNSF’s Transportation work group formed the Job Safety
Briefing Subcommittee last year to investigate serious injuries and fatalities. The subcommittee is spearheading a
campaign to help employees use job safety briefings to identify and manage risk. Page 9
Calling on Hand & Power Tool SafetyIn 1992, BNSF created a Hand & Power Tool Safety Focus
Team to address hand and power tool-related injuries. Now in its 16th year, the team helps improve hand and power tool work processes, as well as new tool design,
fabrication and distribution. Page 10
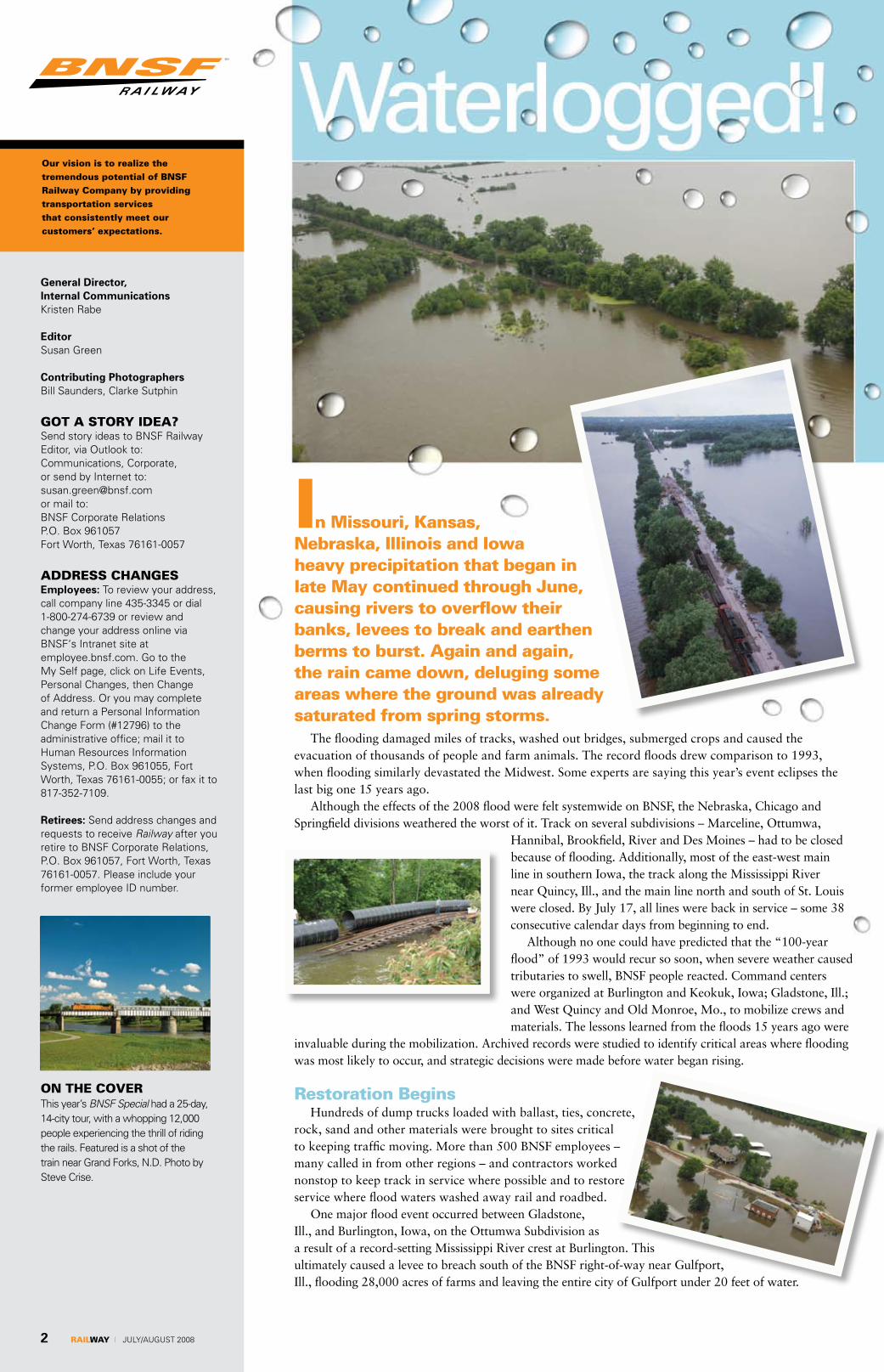
In Missouri, Kansas, Nebraska, Illinois and Iowa heavy precipitation that began in late May continued through June, causing rivers to overflow their banks, levees to break and earthen berms to burst. Again and again, the rain came down, deluging some areas where the ground was already saturated from spring storms.
The flooding damaged miles of tracks, washed out bridges, submerged crops and caused the evacuation of thousands of people and farm animals. The record floods drew comparison to 1993, when flooding similarly devastated the Midwest. Some experts are saying this year’s event eclipses the last big one 15 years ago.
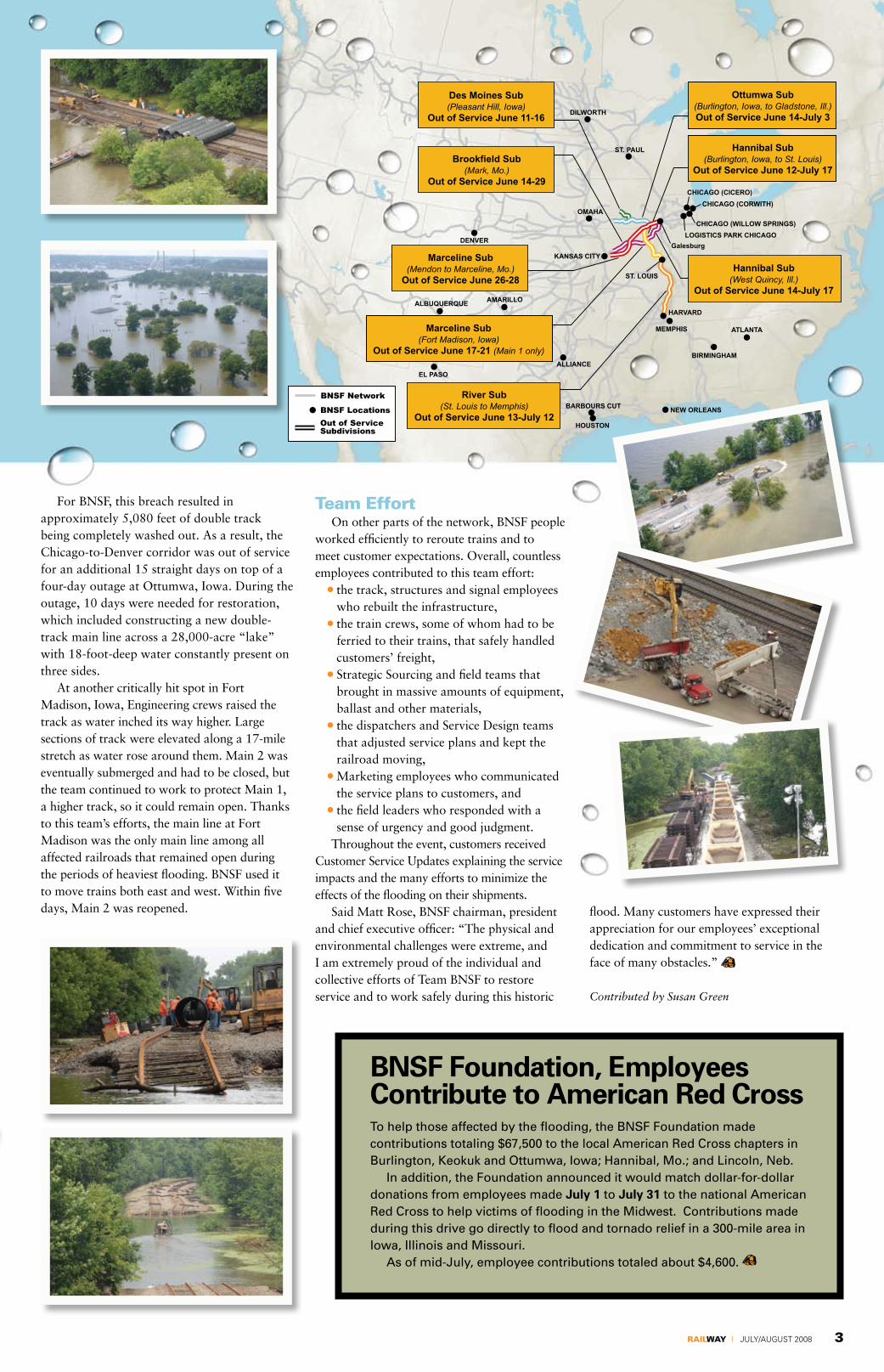
Although the effects of the 2008 flood were felt systemwide on BNSF, the Nebraska, Chicago and Springfield divisions weathered the worst of it. Track on several subdivisions – Marceline, Ottumwa,
Hannibal, Brookfield, River and Des Moines – had to be closed because of flooding. Additionally, most of the east-west main line in southern Iowa, the track along the Mississippi River near Quincy, Ill., and the main line north and south of St. Louis were closed. By July 17, all lines were back in service – some 38 consecutive calendar days from beginning to end.
Although no one could have predicted that the “100-year flood” of 1993 would recur so soon, when severe weather caused tributaries to swell, BNSF people reacted. Command centers were organized at Burlington and Keokuk, Iowa; Gladstone, Ill.; and West Quincy and Old Monroe, Mo., to mobilize crews and materials. The lessons learned from the floods 15 years ago were
invaluable during the mobilization. Archived records were studied to identify critical areas where flooding was most likely to occur, and strategic decisions were made before water began rising.
Restoration BeginsHundreds of dump trucks loaded with ballast, ties, concrete,
rock, sand and other materials were brought to sites critical to keeping traffic moving. More than 500 BNSF employees – many called in from other regions – and contractors worked nonstop to keep track in service where possible and to restore service where flood waters washed away rail and roadbed.
One major flood event occurred between Gladstone, Ill., and Burlington, Iowa, on the Ottumwa Subdivision as a result of a record-setting Mississippi River crest at Burlington. This ultimately caused a levee to breach south of the BNSF right-of-way near Gulfport, Ill., flooding 28,000 acres of farms and leaving the entire city of Gulfport under 20 feet of water.
general Director, Internal CommunicationsKristen Rabe
editorSusan Green
Contributing PhotographersBill Saunders, Clarke Sutphin
GoT A SToRy IdeA? Send story ideas to BNSF Railway Editor, via Outlook to: Communications, Corporate, or send by Internet to: [email protected] or mail to:BNSF Corporate RelationsP.O. Box 961057Fort Worth, Texas 76161-0057
AddReSS CHANGeS employees: To review your address, call company line 435-3345 or dial 1-800-274-6739 or review and change your address online via BNSF‘s Intranet site at employee.bnsf.com. Go to the My Self page, click on Life Events, Personal Changes, then Change of Address. Or you may complete and return a Personal Information Change Form (#12796) to the administrative office; mail it to Human Resources Information Systems, P.O. Box 961055, Fort Worth, Texas 76161-0055; or fax it to 817-352-7109.
Retirees: Send address changes and requests to receive Railway after you retire to BNSF Corporate Relations, P.O. Box 961057, Fort Worth, Texas 76161-0057. Please include your former employee ID number.
our vision is to realize the
tremendous potential of BNSF
Railway Company by providing
transportation services
that consistently meet our
customers’ expectations.
oN THe CoVeRThis year’s BNSF Special had a 25-day, 14-city tour, with a whopping 12,000 people experiencing the thrill of riding the rails. Featured is a shot of the train near Grand Forks, N.D. Photo by Steve Crise.
2 RAILWAy I JULY/AUGUST 2008
BnSf foundation, employees Contribute to American Red Cross To help those affected by the flooding, the BNSF Foundation made contributions totaling $67,500 to the local American Red Cross chapters in Burlington, Keokuk and Ottumwa, Iowa; Hannibal, Mo.; and Lincoln, Neb.
In addition, the Foundation announced it would match dollar-for-dollar donations from employees made July 1 to July 31 to the national American Red Cross to help victims of flooding in the Midwest. Contributions made during this drive go directly to flood and tornado relief in a 300-mile area in Iowa, Illinois and Missouri.
As of mid-July, employee contributions totaled about $4,600.
For BNSF, this breach resulted in approximately 5,080 feet of double track being completely washed out. As a result, the Chicago-to-Denver corridor was out of service for an additional 15 straight days on top of a four-day outage at Ottumwa, Iowa. During the outage, 10 days were needed for restoration, which included constructing a new double-track main line across a 28,000-acre “lake” with 18-foot-deep water constantly present on three sides.
At another critically hit spot in Fort Madison, Iowa, Engineering crews raised the track as water inched its way higher. Large sections of track were elevated along a 17-mile stretch as water rose around them. Main 2 was eventually submerged and had to be closed, but the team continued to work to protect Main 1, a higher track, so it could remain open. Thanks to this team’s efforts, the main line at Fort Madison was the only main line among all affected railroads that remained open during the periods of heaviest flooding. BNSF used it to move trains both east and west. Within five days, Main 2 was reopened.
Team effortOn other parts of the network, BNSF people
worked efficiently to reroute trains and to meet customer expectations. Overall, countless employees contributed to this team effort: • the track, structures and signal employees who rebuilt the infrastructure, • the train crews, some of whom had to be ferried to their trains, that safely handled customers’ freight, • Strategic Sourcing and field teams that brought in massive amounts of equipment, ballast and other materials, • the dispatchers and Service Design teams that adjusted service plans and kept the railroad moving, • Marketing employees who communicated the service plans to customers, and • the field leaders who responded with a sense of urgency and good judgment.
Throughout the event, customers received Customer Service Updates explaining the service impacts and the many efforts to minimize the effects of the flooding on their shipments.
Said Matt Rose, BNSF chairman, president and chief executive officer: “The physical and environmental challenges were extreme, and I am extremely proud of the individual and collective efforts of Team BNSF to restore service and to work safely during this historic
flood. Many customers have expressed their appreciation for our employees’ exceptional dedication and commitment to service in the face of many obstacles.”
Contributed by Susan Green
RAILWAy I JULY/AUGUST 2008 3
BILLINGS
Des Moines Sub(Pleasant Hill, Iowa)
Out of Service June 11-16
Brookfield Sub(Mark, Mo.)
Out of Service June 14-29
ALBUQUERQUE
Marceline Sub(Mendon to Marceline, Mo.)
Out of Service June 26-28
Marceline Sub(Fort Madison, Iowa)
Out of Service June 17-21 (Main 1 only)
River Sub(St. Louis to Memphis)
Out of Service June 13-July 12
Ottumwa Sub(Burlington, Iowa, to Gladstone, Ill.)Out of Service June 14-July 3
Hannibal Sub(Burlington, Iowa, to St. Louis)
Out of Service June 12-July 17
Hannibal Sub(West Quincy, Ill.)
Out of Service June 14-July 17
ST. PAUL
DENVER
CHICAGO (CORWITH)
ST. LOUIS
MEMPHIS
BIRMINGHAM
HOUSTON
ALLIANCE
OMAHA
DILWORTH
NEW ORLEANS
KANSAS CITY
EL PASO
ATLANTA
HARVARD
CHICAGO (WILLOW SPRINGS)LOGISTICS PARK CHICAGO
Galesburg
CHICAGO (CICERO)
BARBOURS CUT
AMARILLOALBUQUERQUE
BNSF Locations
Out of ServiceSubdivisions
BNSF Network
4 RAILWAy I JULY/AUGUST 2008
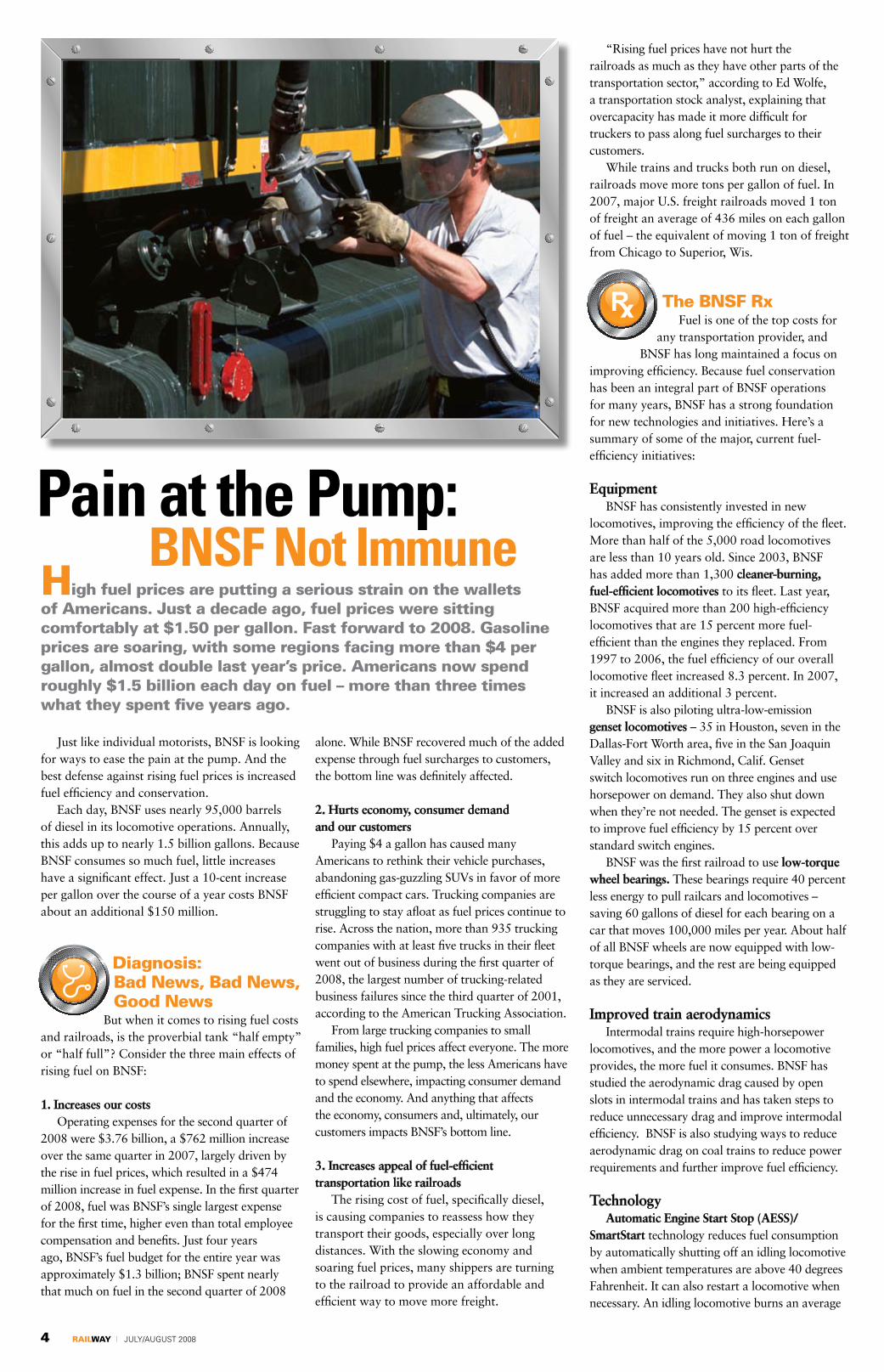
Just like individual motorists, BNSF is looking for ways to ease the pain at the pump. And the best defense against rising fuel prices is increased fuel efficiency and conservation.
Each day, BNSF uses nearly 95,000 barrels of diesel in its locomotive operations. Annually, this adds up to nearly 1.5 billion gallons. Because BNSF consumes so much fuel, little increases have a significant effect. Just a 10-cent increase per gallon over the course of a year costs BNSF about an additional $150 million.
diagnosis: Bad News, Bad News, Good News
But when it comes to rising fuel costs and railroads, is the proverbial tank “half empty” or “half full”? Consider the three main effects of rising fuel on BNSF:
1. Increases our costsOperating expenses for the second quarter of
2008 were $3.76 billion, a $762 million increase over the same quarter in 2007, largely driven by the rise in fuel prices, which resulted in a $474 million increase in fuel expense. In the first quarter of 2008, fuel was BNSF’s single largest expense for the first time, higher even than total employee compensation and benefits. Just four years ago, BNSF’s fuel budget for the entire year was approximately $1.3 billion; BNSF spent nearly that much on fuel in the second quarter of 2008
alone. While BNSF recovered much of the added expense through fuel surcharges to customers, the bottom line was definitely affected.
2. Hurts economy, consumer demand and our customers
Paying $4 a gallon has caused many Americans to rethink their vehicle purchases, abandoning gas-guzzling SUVs in favor of more efficient compact cars. Trucking companies are struggling to stay afloat as fuel prices continue to rise. Across the nation, more than 935 trucking companies with at least five trucks in their fleet went out of business during the first quarter of 2008, the largest number of trucking-related business failures since the third quarter of 2001, according to the American Trucking Association.
From large trucking companies to small families, high fuel prices affect everyone. The more money spent at the pump, the less Americans have to spend elsewhere, impacting consumer demand and the economy. And anything that affects the economy, consumers and, ultimately, our customers impacts BNSF’s bottom line.
3. Increases appeal of fuel-efficient transportation like railroads
The rising cost of fuel, specifically diesel, is causing companies to reassess how they transport their goods, especially over long distances. With the slowing economy and soaring fuel prices, many shippers are turning to the railroad to provide an affordable and efficient way to move more freight.
“Rising fuel prices have not hurt the railroads as much as they have other parts of the transportation sector,” according to Ed Wolfe, a transportation stock analyst, explaining that overcapacity has made it more difficult for truckers to pass along fuel surcharges to their customers.
While trains and trucks both run on diesel, railroads move more tons per gallon of fuel. In 2007, major U.S. freight railroads moved 1 ton of freight an average of 436 miles on each gallon of fuel – the equivalent of moving 1 ton of freight from Chicago to Superior, Wis.
The BNSF RxFuel is one of the top costs for
any transportation provider, and BNSF has long maintained a focus on
improving efficiency. Because fuel conservation has been an integral part of BNSF operations for many years, BNSF has a strong foundation for new technologies and initiatives. Here’s a summary of some of the major, current fuel-efficiency initiatives:
EquipmentBNSF has consistently invested in new
locomotives, improving the efficiency of the fleet. More than half of the 5,000 road locomotives are less than 10 years old. Since 2003, BNSF has added more than 1,300 cleaner-burning, fuel-efficient locomotives to its fleet. Last year, BNSF acquired more than 200 high-efficiency locomotives that are 15 percent more fuel-efficient than the engines they replaced. From 1997 to 2006, the fuel efficiency of our overall locomotive fleet increased 8.3 percent. In 2007, it increased an additional 3 percent.
BNSF is also piloting ultra-low-emission genset locomotives – 35 in Houston, seven in the Dallas-Fort Worth area, five in the San Joaquin Valley and six in Richmond, Calif. Genset switch locomotives run on three engines and use horsepower on demand. They also shut down when they’re not needed. The genset is expected to improve fuel efficiency by 15 percent over standard switch engines.
BNSF was the first railroad to use low-torque wheel bearings. These bearings require 40 percent less energy to pull railcars and locomotives – saving 60 gallons of diesel for each bearing on a car that moves 100,000 miles per year. About half of all BNSF wheels are now equipped with low-torque bearings, and the rest are being equipped as they are serviced.
Improved train aerodynamics Intermodal trains require high-horsepower
locomotives, and the more power a locomotive provides, the more fuel it consumes. BNSF has studied the aerodynamic drag caused by open slots in intermodal trains and has taken steps to reduce unnecessary drag and improve intermodal efficiency. BNSF is also studying ways to reduce aerodynamic drag on coal trains to reduce power requirements and further improve fuel efficiency.
TechnologyAutomatic Engine Start Stop (AESS)/
SmartStart technology reduces fuel consumption by automatically shutting off an idling locomotive when ambient temperatures are above 40 degrees Fahrenheit. It can also restart a locomotive when necessary. An idling locomotive burns an average
Pain at the Pump: BNSF Not ImmuneHigh fuel prices are putting a serious strain on the wallets of Americans. Just a decade ago, fuel prices were sitting comfortably at $1.50 per gallon. Fast forward to 2008. Gasoline prices are soaring, with some regions facing more than $4 per gallon, almost double last year’s price. Americans now spend roughly $1.5 billion each day on fuel – more than three times what they spent five years ago.
RAILWAy I JULY/AUGUST 2008 5
Another operating practice engineers directly influence and one BNSF is evaluating is speed/throttle limiting. This practice is similar to one motorists are encouraged to use on the freeways, where driving 60 mph instead of 65 mph can save a significant amount of fuel with minimal impact on time behind the wheel. On locomotives, by restricting the throttle position at speeds of 55 mph or more, fuel usage is reduced with little or no impact on velocity. This practice is being tested on lanes where speed limits of 60 mph or more are in place. Trains are watched closely to ensure on-time service.
Another important fuel conservation practice is done behind the scenes – lubrication of the wheels and rails. As much as half the rolling resistance on level tangent track can be attributed
to wheel/rail friction. Good lubrication can reduce this friction by 40 percent. BNSF applies rail lubricant in three different ways: stick lubricators placed on board locomotives, wayside lubricators at curved rail and hy-rail lubrication.
Long-Term HealthBNSF’s integrated approach
to fuel efficiency is evident across the company. From employee training
and recertification to periodic field audits and communications that highlight the best operating techniques, BNSF recognizes the importance of promoting fuel efficiency at every level.
“Regardless of the oil market, BNSF believes that fuel efficiency is the right thing to do,” says Mark Stehly, assistant vice president, Environment & Research Development. “From reducing emissions to reducing costs, fuel conservation has played a vital role in BNSF’s success in a softening economy.”
BNSF’s long-term, comprehensive strategy for sustainability, fuel efficiency and conservation is a smart business practice – one that will continue to make BNSF a leader in the transportation industry.
Contributed by Jennifer Lackey
of five gallons of fuel per hour. Switch engines idle as much as 75 percent of the time.
Nearly 3,000 BNSF locomotives – more than half the fleet – have been equipped with an AESS upgrade, which shuts down the idling locomotives more promptly. The upgrade also allows for a shutdown while moving for isolated locomotives. Over the next few months, the upgrades will be fully implemented throughout the locomotive fleet.
BNSF is also aggressively testing and implementing various brands of driver assist technology. Driver assist technologies display on a screen in the locomotive cab the best handling practice for optimum fuel savings, based on specific factors such as train length and weight, track dynamics and speed.
“BNSF consistently monitors its locomotive utilization to maximize velocity with the least amount of fuel,” says Robert Repola, director, Operating Practices. “Fuel conservation practices benefit the environment, our customers and our bottom line. We will continue to tighten our operating practices and implement new technologies that are both cost- and fuel-efficient.”
In addition to improving current fuel efficiency, BNSF is testing a variety of alternative fuels and exploring technology to support use of these fuels. The experimental hydrogen fuel cell switch locomotive will make its debut test-run later this year.
BNSF is also testing the use of bio-fuels and is currently using a blend of 5 percent bio-fuel in most of the new genset locomotives operating in Texas. As new fuel alternatives become economically and operationally feasible, BNSF will have the necessary foundation to adapt the operation to those new fuels as quickly as possible.
ProcessesThe Fuel MVP program rewards locomotive
engineers who do the best job handling locomotives efficiently. The initiative was introduced in busy corridors where BNSF has the greatest potential to save fuel, including a segment of the Southern Transcon, the Hi-Line and Central Coal Route. The program is currently being expanded to more locations on the Southern Transcon line. It is designed to identify top performers and provide incentives to improve fuel-efficient train handling. Employees have received more than 1,700 fuel cards since early last year, totaling $132,000.
Locomotive engineers can make a big difference by eliminating power braking and stretch braking whenever possible. These are inefficient train handling practices that involve applying the throttle and the train air brakes simultaneously. Power braking occurs above throttle position four and should never be used in any situation. Today, BNSF locomotive engineers virtually never use power braking.
Stretch braking occurs at throttle position four and below. It’s estimated that each event of stretch braking consumes an average of 5 gallons of fuel. Although stretch braking is authorized in some instances for safety reasons, hundreds of stretch braking occurrences each day are unnecessary and waste fuel. BNSF has already made progress on reducing this practice, and awareness continues to increase.
Some 10,000-plus BNSF employees operate 7,500 company vehicles and consume more than 1.5 million gallons of fuel each month. When driving a company vehicle, or even your personal vehicle, these three good practices will significantly improve fuel efficiency.
1. Reduce idling.Idling consumes between one-half
and 1 gallon of gasoline per hour. If every BNSF driver reduced idling by just 15 minutes per day, BNSF can save more than 350,000 gallons of fuel each year.
2. Maintain proper tire pressure.When tires are under-inflated, it is like
driving with the parking brake on and can reduce efficiency by a mile or two per gallon. A difference of just 5 psi can result in a 10-percent increase of fuel efficiency.
3. Follow a regular maintenance schedule.
Regularly scheduled preventive maintenance can improve fuel efficiency by 10 percent. For best results, maintenance should include tire alignment, brake, belt and battery inspections and fluid inspection.
Here are some additional tips that can help you save money on fuel.
Purchasing a more fuel-efficient vehicle is the most important fuel economy decision you will make. The difference between a car that gets 20 miles per gallon and 30 miles per gallon amounts to $1,000 per year, if you drive 15,000 miles annually.
Aggressive driving can lower gas mileage by as much as 33 percent on the highway and 5 percent on city streets. Avoiding quick stops and starts can save up to two miles per gallon.
Replacing dirty air filters can improve gas mileage by as much as 10 percent.
Replacing worn spark plugs will help reduce wasted fuel. A vehicle can have up to eight spark plugs, which fire as many as 3 million times every 1,000 miles. A dirty spark plug causes misfiring, wasting fuel.
Limiting the use of your car air-conditioner can increase your fuel efficiency, especially when driving in traffic. In stop-start conditions, air conditioning can increase fuel consumption by 20 percent.
everyday decisions Can Improve Fuel efficiency
Ben Janik, a locomotive engineer at Whitefish, Mont., proudly displays his MVP fuel card.

6 RAILWAy I JULY/AUGUST 2008
n addition to trips for employees, retirees and their families, several
special events were held in conjunction with Marketing, Operations and Government Affairs. Five Boys & Girls Club events were also hosted.
“We were lucky, though we did get a little wet here and there,” says Manager of Field Safety Jeff Schmid of this year’s tour. Schmid, along with Warren Scholl, manager, Training at the Technical Training Center, were the Special train managers.
Despite the rain and mud, everyone – both crew and passengers – stayed positive, says Schmid, who kept an account of the train’s more-challenging days. These events made this year’s Special memorable in more ways than one. As countless employees were battling historic floods nearby, the crew and passengers on the Special faced their own challenges.
diary of the 2008 BNSF SpecialDay 1: A portion of track on the St. Joseph,
Mo., Subdivision went out of service from storm damage just a day after the train passed over it. Day 3: Fort Madison, Iowa, was threatened by flooding right after the train left there. Day 4: At Centralia, Ill., severe wind advisories were issued, so the train ran a little less distance and at a slower speed to keep out of the weather. Day 7: In Galesburg, Ill., a severe straight-line windstorm passed through just about 30 minutes after the passengers were let off from an evening trip.Day 11: The Aurora, Ill., Subdivision washed out less than 12 hours after the train passed by, so trips ran to the north to avoid that problem. Other trains were detouring
from that line as well, adding to congestion. Days 12-13: Despite weather difficulties and associated rerouting of traffic, the Twin Cities Division kept the Special running on schedule. When the Special arrived in Minneapolis for
a planned maintenance day, a large concrete grain elevator adjacent to the BNSF tracks was scheduled for demolition with explosives. The train was held out from its layover site until after the demolition was completed, leaving the Special staff scrambling to do necessary maintenance, servicing and restocking.
Days 19-24: In areas such as Grand Forks and Minot, N.D., and Glasgow, Mont., there was additional rail traffic to dodge due to flood detours, but the trips all ran well.Day 25: At Aberdeen, the trips operated
according to plan, but the train had to be left there due to
more flooding and congestion to the south. Arrangements were made for a 48-passenger bus to pick up the staff and their personal gear.
Although a significant contribution of
food and supplies from the train was made to a home for at-risk youth in Aberdeen, a refrigerator truck had to be driven from Kansas City, Mo., to haul the remainder. “We had to unload everything from the train, including frozen food,” says Schmid. “All on-board items had to go in that same refrigerator truck, so it was quite a sight when we got to Kansas City at midnight and unloaded frost-covered vacuum cleaners, frozen laundry and chilled toilet paper!”
To all those who had a part in this year’s Special – thank you!
2008 BNSF Special Dodges Water Woes
Sunny skies were few and far between, but the 2008 BNSF Special managed to stay ahead of flooding and major weather problems during its 25-day tour. This year’s Special launched June 2 in Creston, Iowa. Fourteen cities and five BNSF operating divisions later, the tour ended in Aberdeen, S.D., with the rising waters never far behind. Despite the conditions, a record 12,000 people rode the train.
I
RAILWAY I JULY/AUGUST 2008 7
Dear Valued Member of Team BNSF:
As I write this letter, I am reflecting on the tragic loss of one of our colleagues, Jerome B. Bour Jr., in early July. Mr. Bour, an 11-year utility employee, was working in the receiving track at the Northtown, Minn., yard when he was fatally injured. Our heartfelt prayers go out to his family, friends and co-workers.
His loss underscores the need for every one of us to remain focused as we go about our daily tasks. We are reminded of our need to address how each one of us identifies and manages risk. Each of us must eliminate behaviors that place us in positions of unacceptable risk. An integral part of this is our belief that every employee should be empowered to work safely. If you encounter a condition or work practice that you identify as being unsafe, you can and should take the necessary steps to protect yourself. By reporting the condition and assisting in correcting it, you are identifying unacceptable areas of risk and managing that risk. If you see a co-worker engaged in an unsafe behavior, please take these same steps. We all need to go home at the end of every day in the same condition as when we came to work.
We can also use Safety Action Plans to help manage risk. Following these plans reduces the variability in our tasks by eliminating at-risk behaviors. It’s up to each one of us to identify potential areas of risk before beginning a job task, a key reason why job safety briefings (JSBs) are important. In this issue of Focus on Safety, we’ve included an article about how the Transportation team is proactively addressing risk through JSBs. The bottom line is that any employee anywhere on our system can initiate a conversation about risk and how to eliminate or reduce it, including at-risk behaviors. I encourage and challenge you to identify potential risks before beginning your tasks.
Our safety performance for the first half of the year has yielded mixed results. In May, we experienced one of the safest months in the history of our company. And we continue to have many pockets of excellence. Several divisions are demonstrating results below our target plan frequency ratio of 1.70: Chicago, Kansas, California, Nebraska and Powder River divisions. And several work teams have turned in outstanding safety performances. For instance, the entire Engineering team on the California Division was injury-free during the first half of this year. Mechanical forces in the Phoenix area continue an exemplary safety record with no reportable injuries for 10 years. The Alliance, Neb., diesel shop remains injury-free to date, after turning their safety performance around, a story we highlight on Page 8.
Unfortunately, in June and particularly July, we saw a spike in injuries. These included an increase in overexertion injuries. Several of these injuries occurred while employees incorrectly applied or released handbrakes. The sidebar to my letter addresses some essential behaviors to remember during this important activity.
Regardless of the task, remember to take time to do it correctly. Find and use the right tool for the job in the right way. Always follow best practices for the task at hand. Identify potential risks before beginning a task to eliminate or reduce the risk of injury.
It remains our goal that together we achieve a safety vision of an accident- and injury-free workplace. By identifying and appropriately managing potential risks, we are taking positive steps to ensure a safer workplace. Safety really is for us.
Sincerely,
Mark Schulze Vice President, Safety, Training and Operations Support
Managing Our Riskn Check for railcar movement in both
directions.
n Protect yourself against sudden movement.
n Ensure you properly stretch before you apply or release handbrakes.
n Know how to operate each type of handbrake. Use the train air system when applying and releasing brakes.
n Always wear gloves or mitts to give you a better grip.
n Inspect the handbrake system and brake platform.
n Climb the side ladder to the level of the brake platform, then move around to the end ladder.
n Keep a firm grip and footing as you climb.
n Face the car, and maintain three-point contact at all times.
n Do not use the handbrake as a handhold or stand on the rail, coupler, coupler housing, pin lifter or cushioned underframe of a car.
n Stand on the brake step, where provided, to operate the handbrake.
n Place your body close to the handbrake. Grasp the wheel or handle low, using leg muscles to straighten legs.
n Snug brakes up to the wheel without overtightening.
n Follow these three steps to tighten every type of handbrake:
1. Take up slack in the system.
2. Tighten brake to secure against movement.
3. Visually inspect handbrake after applying it to make sure it’s engaged.
Test handbrakes before using them to determine if they are working. If a handbrake is not holding, bad order the car for repairs, secure handbrake(s) on other car(s), and test again.
Tips for Applying and Releasing Handbrakes

Positive StepsBeginning 18 months ago, the shops actively addressed risk through the
process of “error-proofing.” Teams of supervisors, maintenance employees and machine operators assessed machines for potential injuries, such as pinch points or slip/trip/fall injuries.
They made appropriate recommendations for installing guards or other safety measures on about 250 machines or pieces of equipment. In some
cases, employees developed effective guards. “One team installed a laser fence barrier, using mirrors, for a large press brake we operate,” says Stauffer. “If anyone breaks that proximity line, the machine automatically shuts down.” The trio of shops is already planning to apply error-proofing to their work processes in the next phase.
A second step was to improve communication, according to Julie Fitzsimmons, laborer and local chairperson for Firemen & Oilers. “Better communication between management and labor helps everyone deal with issues important to employees,” she says. “We can now resolve issues much faster.”
Third, safety training became a high priority for the shops. Almost a quarter of current employees were hired during the last two years, and a large number will be retiring during the next three years. “Right now, we’re working with all unions to develop a training and orientation booklet for every new employee,” says Stauffer. Fitzsimmons says that guidelines and visuals in the booklet will help new hires learn every facet of the operation.
“Our safety keeps improving,” says John Ibarra, machinist and local chairman of the International Association of Machinists. “We all want to go home in the same condition as when we came to work.”
8 RAILWAY I JULY/AUGUST 2008
Alliance of Three Boosts Diesel Shop Safety
REBBS: Refocusing on Safe Behavior
Locomotive shop employees in Alliance, Neb., Guernsey, Wyo., and Gillette, Wyo., set out on a journey to address safety performance after experiencing 40 reportable injuries in 1999. Last year, the three shops boosted safety to its highest level in 28 years with a multistage plan that includes plenty of teamwork.
Engineering mechanics began their own peer-to-peer observation program in 2003, Roadway Equipment Behavior Based Safety (REBBS). Built “bottom up,” REBBS is still going strong five years later as a robust safety program, helping to reduce severe injuries and fatalities among BNSF’s 400 Roadway Equipment mechanics.
Locomotives await maintenance in Alliance, Neb.
*at press time
Good things really do come in threes. Locomotive shop employees in Alliance, Neb., Guernsey, Wyo., and Gillette, Wyo., are proving that
point. As a team, the three shops experienced their lowest frequency ratio in 28 years during 2007 with two reportable injuries. This year, they’re on target to at least equal last year’s safety performance, if not exceed it. The three sites, which employ 612 employees, are injury free and are marking a 250-day* injury-free streak. “That’s a significant safety turnaround,” says Ron Hennessey, safety director, Mechanical.
Employee-Owned ProcessAccording to Rick Stauffer, Alliance shop
superintendent, the shops use a traditional safety model, the pyramid. “Rules compliance has been part of our journey,” he says. “But I think our success is an employee-owned and employee-driven safety process.”
Stauffer’s current goal is to intensify employee commitment, both at the management and craft levels.
To accomplish this, the safety leadership team meets frequently for in-depth safety discussions. Meetings go beyond monthly meetings – way beyond. Stauffer holds quarterly meetings with every shop employee, along with monthly meetings that include senior labor leaders. General foremen and first-line supervisors also engage in monthly safety meetings.
Daily at each shift turnover, employees discuss the day’s work from a safety perspective. Stauffer says that each employee articulates safety hazards or safety-process improvements.
Additionally, the shops attacked a backlog of Safety Issue Resolution Process (SIRP) items and now have a robust program that employees trust.
OADWAYQUIPMENTEHAVIORASEDAFETY
for de-identification and interpretation of observations sorted by region: Central, North, South or Brainerd (Minn.). This information is then forwarded to the REBBS safety team for review.
“The process is completely anonymous, allowing us to see a snapshot of our safety,” says Roy “Keith” Heaton, a traveling mechanic attached to RP16. “We have a baseline – that’s our goal – and the information from the cards allows us to determine if we’re above or below goal.”
Currently, each region targets safety behaviors specific to their employees for observation. For instance, the Brainerd region stresses wearing proper personal protective equipment, hazard recognition and safety debriefings, according to Howard Heinonen, safety assistant, Roadway Equipment. Some regions stress pinch points or track authority, but all regions observe lockout/tagout and job safety briefings, which are the single most important criterion.
According to Elms, data from the cards is accurate. “We’re looking for certain combinations of trends, which indicate that there’s increased potential for an accident to occur,” says Elms.
In the five years since Elms helped begin REBBS, the program has matured to the point where the team can be proactive rather than reactive. Through REBBS, the team can pinpoint at-risk behaviors and proactively communicate those to employees.
Program EffectivenessObservations have increased each year, from 5,742 in 2003 to 25,860 in
2007. As Heaton notes, the program is completely “owned” by Roadway Equipment mechanics. “We really are our brother’s keeper,” he says.
Since the program’s inception, the severity ratio has markedly decreased. In 2004 alone, reportable injuries decreased by 67 percent. Last year, the group had three reportable injuries, and year-to-date, the group is meeting their target goal.
“At the end of the day, we want everyone going home with all fingers and toes,” says Heaton.
Once a month, Rick Elms, safety facilitator, Roadway Equipment, takes part in a conference call to review safety data with more
than 30 safety representatives, 26 supervisors and 12 managers who comprise the Roadway Equipment safety leadership team. The team sorts through information gleaned from observation cards voluntarily submitted by the group’s mechanics through the Roadway Equipment Behavior Based Safety (REBBS) program.
Designed to raise awareness of safe behaviors, REBBS is built on trust between peers and individual accountability, focusing on positive
reinforcement. “Reinforcing safe behaviors will ultimately lead to a safer work environment.
That brings us one step closer to our safety vision of an accident- and injury-free workplace,” says John Upward, general director, Roadway Equipment.
To participate in REBBS, mechanics observe a peer and use an observation card
to note behaviors according to five different criteria. Once the card is completed, the
observer mails it to a neutral third party
between two or three crew members can be a conversation about a task and identifying the risks associated with that task.”
The conversation should include three questions, according to Rick Shatford, a Texas Division UTU safety coordinator and subcommittee member:
n What is the crew about to do? n What risks are involved? n Can the task be done safely?
“Most self-supervised crews already talk to each other about tasks,” says Shatford. “The goal is to go to the next level by identifying potential risks and talking about them. It’s really a win-win for our membership.”
The subcommittee also adopted a universally recognized risk icon, a pyramid. Because the campaign is a joint effort between management and labor, the subcommittee chose to keep the campaign graphic simple with no association to any group.
In late June 2008, the subcommittee began rolling out a year-long campaign. Confer stresses that the campaign is not intended to replace any safety briefing currently being used. “We really want our peers to understand risk, recognize it and then work safely,” Confer says. Three more campaign phases will follow, beginning each quarter, with wrap-up planned next June.
The subcommittee will monitor the campaign’s effectiveness through a six-question
New Campaign Targets Risk
RAILWAY I JULY/AUGUST 2008 9
ABTH 102.1, 102.1.1, 104.14, GCOR 7.6, System Special Instructions
Consider slack; apply hand brakes on the correct end of the cut of cars:
•Forbunchedslack,lowend •Forstretchedslack,highend
Apply the correct number of hand brakes, considering grade, adhesion, weather conditions, and number of loaded and empty cars.
Release air brakes to verify securement.
For unattended train or portion of train with locomotive:
•Applyhandbrakesonalllocomotives on the lead consist.
•Countlocomotivesinthetotalhand brakes required.
ABTH 102.1, 102.1.2, GCOR 7.6, System Special Instructions
Secure equipment against undesired movement.
Secure all air brakes to perform hand brake test.
Release all air brakes.
Make a 20-PSI brake pipe reduction.
Close the angle cock on the rear locomotive or the last car to be detached.
Leave the angle cock open on the portion of cars left standing.
Allow brakes for emergencies, and use end-of-train telemetry device for brake pipe pressure.
ABTH 102.3, 106.2, GCOR 7.6, System Special Instructions
Place the throttle in Idle, except in freezing conditions.
Move transition handle (if equipped) and generator field switch to Off.
Remove reverser handle from slot.
Apply all hand brakes; verify securement by releasing air brakes.
After brakes charge, make a 20-PSI brake pipe reduction.
Leave automatic brake valve cut in; fully apply the independent brake.
Move engine control switch to Isolate on all locomotives, except in
winter conditions.
S-10.2, S-10.2.1, S-10.2.2, S-10.3.4, S-10.15, S-13.1.9, S-10.16, GCOR 7.6
Always apply sufficient hand brakes to prevent movement.
Before spotting locomotives in a shop facility, review proper procedures.
Before working on air brake rigging, review procedures.
Always establish blue signal protection prior to working on locomotives or railcars that have been set out.
Properly chock wheels.
When securing equipment, ensure it is not fouling an adjacent track.
Undesired Movement Before Detachment Unattended Locomotives On, Under and Around
survey. “Results will be anonymous and compiled by division,” says Reddish, who is heading up the survey evaluation. “They’ll also be available systemwide via BNSF-TV, marathons and newsletters, but the true test is whether employee behavior changes.”
Confer agrees. “Ultimately, we want to eliminate injuries and fatalities. We need to tackle that by first talking about risk.”
In 2007, BNSF’s Transportation work group formed a subcommittee to address serious injuries and fatalities. After investigating, the Job Safety Briefing (JSB) Subcommittee recognized a need for the group’s 20,000 employees to better understand and apply the concept of risk to daily work tasks.
Securing Cars and Equipment
Employee Safety Tips
“By staying focused and alert at work and at home, we can promise our families that we will be there to enjoy another day.”– Alexander Franco Sr., track supervisor, Fresno, Calif.
“Stay safety-minded from the start of your shift to the end. Stay focused on your tasks, and be aware of your work area.”– Renwick Jones, locomotive shop
laborer, Kansas City, Kan.
VP, Safety, Training and Operations Support: Mark Schulze, [email protected]
Editor: Linda Jacobson, [email protected]
Contributing Photographers: Terry Brown, Sabrina Butcher, Jack Clements, Marty Jones
Got a story idea? Send story ideas, safety tips, suggestions and comments to [email protected] or call Gene Welander at (817) 352-1144.
SAfETY VISIOn We believe every accident or injury is preventable. Our vision is that BNSF will operate free of accidents and injuries.
focus on Safety
How do self-supervised crews assess risk? That’s one question a Transportation
subcommittee explored in their investigation of job safety briefings (JSBs). Formed in October 2007, this team of management and labor representatives from the Brotherhood of Locomotive Engineers and Trainmen (BLET) and the United Transportation Union (UTU) reviewed barriers to effective JSBs and found that self-supervised crews were often inadequately recognizing and assessing risk in their daily job tasks.
The subcommittee researched how crews, especially crews that start their shift individually, could better incorporate JSBs into their work. “We found that many crews thought a job safety briefing was a structured checklist that could only be done within a group,” says Kent Confer, a Nebraska Division BLET safety coordinator on the subcommittee.
To encourage crews to perform a JSB, the subcommittee began the process of streamlining the briefing. “The subcommittee wants to effect a positive change in our safety culture,” says Greg Fox, vice president, Transportation. “To accomplish that, crews need to be able to identify and eliminate unacceptable risks.”
Identifying RisksTo help self-supervised employees use
JSBs effectively, the subcommittee wanted to communicate a JSB process that was simple and easy to use. Their objective is for employees to use JSBs as a natural part of their job task.
To provoke a new and different way to think about JSBs, the committee crafted a slogan: JSB = A conversation about risk. According to Terry Reddish, a Northwest Division BLET safety coordinator on the subcommittee, the slogan is also the process. “A safety briefing
“The goal is to go to the next level by identifying potential risks and talking about them. It’s really a win-win for our membership.” − Rick Shatford, UTU Safety Coordinator

1-800-67TOOLS
10 RAILWAY I JULY/AUGUST 2008
understanding the need for a particular tool.Twice each year, the HPTSFT assigns a team
to review hand and power tool incidents, as well as injury history on a selected division. Working with system and division management teams, the team then arranges site visits that will provide personal contact with the largest number of employees possible.
Once in the field, team members observe employee tool processes and usage, noting observations on assessment forms.
According to HPTSFT member Steve Nelson, an equipment supervisor based in Superior, Wis., assessments proactively help employees identify potential risks. Nelson says he and other team members offer a fresh set of eyes. “We can help pinpoint areas where safety could be strengthened,” he says. “Gathering ideas from site visits and communicating that across the system helps everyone.”
Most recently, representatives from Fleet Management and Automotive Resources International have accompanied teams to address tool access and storage on BNSF trucks.
While conducting an assessment, the team may take photos of unique tool solutions. “We do this to ensure employees use safe tooling,” says Bruno Soto, shop superintendent, Lincoln, Neb., and new HPTSFT member. Team
members then meet with tool vendors to assess any tool modifications.
“We want to identify any safety issue related to hand and power tools before an injury occurs,” says Wallish. “If we don’t offer a needed tool from our catalog, we work with the employee who needs the tool, or has an idea for a tool, and a tool vendor to fabricate a prototype. Then we test it.” Once a tool works as intended, the HPTSFT issues an informational bulletin to Engineering and Mechanical employees giving details about the tool, including how to safely use it.
Following every assessment, team members communicate results compiled from facility checklists and vehicle assessment forms, along with a written report that recognizes safe practic-es and identifies opportunities for improvement.
Besides assessments, the HPTSFT also annually distributes safety posters and hardhat stickers to raise awareness of tool safety, and meets three times a year to discuss safety issues and to research tools. Reducing Tool Injuries
In the last four years, Engineering hand and power tool injuries have decreased about 20 percent while Mechanical tool injuries have decreased 40 percent. “The hand and power tool team has definitely influenced the reduction in hand and power tool injuries we’ve experienced,” says Ron Hennessey, safety director, Mechanical. “We can’t measure how many injuries the team may have prevented by ensuring safe tooling, but each time they’ve helped supply a safe tool or each time they’ve identified a potential safety risk, then they’ve been successful.”
For more information, employees can access bnsfweb.bnsf.com/departments/safety/HPT/HPT_index.html.
Formed in 1992, BNSF’s Hand & Power Tool Safety Focus Team bolsters the company’s efforts to ensure that employees handle and use hand and power tools safely. Today, the team also helps improve hand and power tool work processes, as well as facilitating new tool fabrication and distribution.
HAnd And POWER TOOLS
Ask anyone on BNSF’s Hand & Power Tool Safety Focus Team (HPTSFT) how
best to reach them, and they’ll likely answer: 1-800-67TOOLS. That’s the team’s hotline number, which connects BNSF employees to a volunteer team that assists in helping employees use hand and power tools safely.
A Cross-functional ViewThe cross-functional team, unique among
Class I railroads, is one example of how BNSF is ensuring that employees have the proper tools they need and that they know how to safely use these tools.
The team blends craft and management employees from several areas:
n Engineering, including Maintenance of Way (MW) and Signal n Mechanical n Strategic Sourcing n System Safety n Technical Training Center n Transportation
Bill Wallish, safety manager, Mechanical, and team leader, joined the HPTSFT in 1994 and has headed the team since 1998. Team members are chosen by craft and expertise. Union leaders select scheduled MW employees, as governed by agreements, while exempt MW and all Mechanical employees apply for positions. “We review every applicant’s background, including experience and positions they’ve held, so all areas are represented,” says Wallish.
field AssessmentsWorking with BNSF’s System Safety, the
team helps eliminate tool-related injuries by identifying and addressing hand and power tool needs. The team relies heavily on employee suggestions, from improving tools to
Calling on Hand and Power Tool Safety
GEnERAL SAfETY
PH THAnd And POWER TOOLS
A team assesses tool storage on a BNSF truck.
Always use the right tool for the right job. Pre-plan so you have the right tools at the work site. Never modify a tool to perform a job it was not designed to do.
Inspect tools before every use. Replace all worn or damaged tools. Ensure all guards are in place. Keep cutting edges sharp. Clean tools when appropriate and before storing.
Follow proper operating instructions.
Get training if necessary before using an unfamiliar tool.
If working from an elevated position, secure your tools.
Use proper lockout/tagout procedures when performing maintenance on equipment.
If possible, secure the material with vises or clamps.
Maintain good footing and balance. Employ good body mechanics.
Grip the tool firmly without applying excessive force.
Use appropriate PPE when using hand or power tools: Safety glasses/goggles/face shield Gloves Hearing protection Steel-toed shoes
When using power tools: Keep cords away from heat, oil and sharp edges. Safeguard all moving parts of a power tool. Carry the tool properly – never by the cord. When disconnecting the tool from its power source, pull from the plug, not the cord. Wear appropriate clothing. Loose clothing or jewelry can get caught in moving parts.
Remove damaged power tools from service, and tag them for repair.
RAILWAy I JULY/AUGUST 2008 11
‘Send’ the News: e-Mail for everyone!
Do you currently use SourceNet to order items including office supplies, safety equipment and janitorial supplies? A new online ordering application will replace SourceNet in the September/October 2008 timeframe.
“SourceNet was a key application that introduced BNSF to the ability to perform electronic procurement,” says R. Mike Whitaker, director, Strategic Sourcing and Supply. “The new application will further improve on this procurement approach with a very intuitive, user-friendly
interface, robust searching capability and efficient order processing.”
Today, about 3,500 employees rely on SourceNet as an online procurement tool. If you are one of those employees, please stay tuned to the SourceNet home page, BNSF News and BNSF-TV for upcoming training sessions. Training classes and materials will also be provided post-implementation.
Please note: Employees do not need to take any action at this time.
Of all Internet activities, e-mail is by far the most popular. Almost 88 percent of all Internet users in the United States use e-mail – and the majority for business communication.
As of July 1, 2008, all BNSF employees have Outlook e-mail accounts. Previously, about 17,000 scheduled employees – primarily Trains, Yard & Engine employees – did not have Outlook e-mail accounts, although a few thousand of them had mainframe e-mail accounts. To create consistency across the company, all employees now have a BNSF Outlook e-mail account.
“On communication surveys, employees report that e-mail is one of their preferred communication tools, noting that it is convenient and saves time,” says Kris Rabe, general director, Internal Communications. “Scheduled employees are already e-mailing us to let us know how their BNSF e-mail accounts are helping them improve communication at work.”
Here are a few examples of how scheduled employees use e-mail: • Sharing work tips or best practices with other employees, especially those in the same craft who work at a different location • Recognizing a co-worker • Asking questions of their leadership teams who work different shifts“I use my BNSF e-mail every day,” says Shad Sowers, locomotive engineer, Creston, Iowa. “E-mail helps me communicate more often with
other engineers about our jobs and communicate with my supervisors throughout the Nebraska Division. It also helps me keep in touch with all my BNSF friends who I’ve met along the way who are throughout the BNSF system. I think more communication with those you work with is always a good thing.”
What you need to know1 Scheduled employees are not required (in most cases*) to access or read their BNSF e-mail accounts. This means job-critical information –
such as work schedules, job briefing information and safety information – should not be communicated solely by e-mail; however, e-mail is a good way to reiterate key messages and information from meetings or job safety briefings.
2 Employees can access e-mail accounts from home. Go to www.bnsf.com, then click on the “Employees & Retirees” section, then “Employee Portal Login.” Next, click on “Home Mail” on the upper left-hand corner of the page and login. E-mail can also be accessed on yard office computers – a.k.a. “thin clients” – at each BNSF location.
3 Use of BNSF e-mail is governed by the BNSF Electronic Mail System Policy as well as other policies and procedures that govern the use of BNSF resources. If you need more information about these policies, you can find them on the BNSF Intranet.
4 Because computer software differs from location to location, employees should not send attachments to scheduled employees’ e-mail accounts because the recipient may not be able to open the attachment. For example, thin clients in the yard offices do not have software needed to open many types of attachments. This will also help to avoid network congestion.
5 Typically, an employee’s e-mail address is the employee’s first and last name with the @BNSF.com suffix – for example [email protected]. However, in some cases when employees share the same first and last name, a number will be inserted to differentiate – [email protected]. To make sure, you can use the address book in Home Mail to check.
Share your tips and ideasIf you have other ideas or helpful e-mail tips, please e-mail them to [email protected] and we will share those in an
upcoming edition of BNSF News and on the BNSF-TVs.And, as always, Help Desk representatives are available on company line 8-593-4357 (area code 817) if you need help accessing e-mail.
Contributed by Andrea Scott
*In most cases, scheduled employees are not required to access or read e-mail; however this does not include those employees who must access their BNSF e-mail accounts daily to perform their job responsibilities.
SourceNet Getting New online Application
“We say, ‘look left, look right,’ to watch for those unknown opportunities,” explains Teresa Perkins, general director, who oversees the Business Development and Emerging Growth Team under Industrial Products (IP). “The IP sales team knows to be on the lookout and to ask customers, ‘What keeps you up at night?’ Then they ask the extra questions – about what’s new for their customers and their suppliers,” she says. “Ideas come from all over the place.”
Ideas are generated in the field as well as from others who might read an article or hear something intriguing on the nightly news. Sometimes it’s fortuitous – being in the right place at the right time – and why the IP Business Development team goes to conferences and symposiums that potential customers attend.
As ideas are shared, the Business Development team in turn analyzes the potential, asking “What does this mean?” and “Who are the key players?” Often, more information will be needed, which is when relationship building takes place.
Michael Bruce, manager, IP Business Development, explains how the group is trying to position itself. “We want to develop relationships, and not necessarily just with the customer but other decision makers in the supply chain. For example, we have a Pipe Team with representatives from Business Development working with IP’s field sales team to get to know all the pipeline parties – such as the pipeline manager, not just the steel pipe manufacturer. We work together to educate them about our
services and the value we can bring.”Outside of the private sector, Bruce
thinks another field to mine is the government. “We need to get ourselves wrapped around federal, state and local regulations so we can understand those that will impact how the market operates,” he says. An additional area for the team to immerse itself in is environmental and the related alternative sources of energy that could lead to opportunities for BNSF, says Bruce. A third area to watch is the changing global economy – looking at how other countries do business, especially when the value of the U.S. dollar fluctuates.
Bruce and Perkins agree it’s a daunting task to define the possibilities, which is where the Market Research Department comes in. This group conducts studies and
evaluates databases to understand and anticipate the changing nature of U.S. and global markets. One of their studies, “Future of U.S. Industrial Production,” is the foundation of many of the initiatives the IP group is using for its current projects.
The study, undertaken in 2005, looked at industrial production and consumption trends over the coming decade. It focused on a number of industries, including steel, fuels, chemicals, lumber and others, looking first at trends, followed by a gap analysis to predict potential impacts to BNSF. The final and third phase, a position analysis, defined BNSF’s approach to the top five to 10 market shifts.
“We have a great list of projects from the study,” says Perkins. “For various reasons – either the timing just wasn’t right, the market changed or too many resources were required – the list of projects was narrowed down. But now we’re ready for that list to grow again as we like to keep the ‘pipeline full,’ so to speak.”
Which will mean that a lot more looking, listening and learning is in store for IP’s Business Development team.
Editor’s Note: The following two emerging growth stories exemplify IP’s Business Development initiatives in action. Watch for related stories in an upcoming Railway.
What’s the next “Big Thing” for BNSF? With a nod to Bob Dylan, the answer is – literally – blowin’ in the wind.
Wind farms are popping up throughout the Southwest, the Central Plains and into the northern Great Plains in anticipation of meeting the Department of Energy’s (DOE) goal to have wind energy providing 20 percent of the nation’s supply of electricity by 2030. Geographically, about 85 percent of wind farm
development is in line with BNSF’s franchise, and considering that in the last six years, U.S. wind generation has more than quadrupled, this business is not one to “blow off.”
To capture this power requires not only wind and land, but towers, blades, nacelles (the housing that holds the generator) and hubs. Wind turns the blades, which turn gears inside the nacelle at the top of the pole. The electricity generated inside the nacelle is sent down the
pole via wires and out onto the electric grid.Although there is a lot of open land in which
to “plant” the wind farms, getting the oversized mechanisms from origination to destination can be a challenge. But given the potential growth, it is a challenge to which BNSF is willing to rise.
“We’re talking about a 15- to 20-year opportunity,” says Taylor Harrington, manager, Sales for Industrial Products, about wind power’s growth. “Plus, it is another great way
Opportunity Knocking IP Team Listening (and Looking) growing the business, especially during difficult economic times, is an ambitious – though necessary – goal. But growth for growth’s sake isn’t enough. Any new business must be profitable, sustainable and justify investment. making informed decisions requires extensive research, detailed trend analysis and hard data. Being a little nosy doesn’t hurt either.
Going With the Wind
12 RAILWAy I JULY/AUGUST 2008

one solution to the nation’s gas woes may lie just to America’s north, in Canada, where 15 percent of global proven crude oil is found – the majority of it in Alberta. To tap into this much-needed resource, pipelines are being proposed, with one already under construction that will eventually bring crude oil from southern Alberta to U.S. refineries.
Long before any of the black gold can flow, 30- and 36-inch-diameter pipes must be hauled to the construction sites, and BNSF is already a key player in one pipeline known as Keystone. (Like rail routes, pipelines are given a name.) Keystone’s construction began in April, beginning at Winnipeg. Once the pipeline reaches the U.S. border, approximately 1,400 miles of pipe will be buried and pump stations built to Cushing, Okla.
The large steel pipes originate as imports from India through the Gulf ports or from U.S. steel pipe producers predominantly in the Southeast. Once the sections are welded into 80-foot-long pipes, they are loaded on 89-foot flatcars, averaging 15 pipes per car.
It takes six to eight flatcars to equal about one mile of pipeline, and with an estimated 19,000 miles of pipeline transmission – both crude and natural gas – planned in the West through 2010, there is huge growth potential for BNSF in the coming years.
Dewey Williams, director, Marketing, Industrial Products Sales (who recently retired after 41 years), is overseeing the Keystone project for energy customer TransCanada. “While BNSF has moved steel pipes before, this was new in the sense that we didn’t know any of the players and what would be required. Once we got a map of the pipeline, we laid it against our route to see where the two intersect,” he explains. “We were lucky in that they’re pretty much parallel.”
Currently BNSF is moving unit trains of steel pipe from the Gulf ports to North Dakota destinations for Keystone, and as the construction progresses south, BNSF will continually supply pipe transportation until
to diversify our portfolio.” Today, wind energy provides about 1 percent
of the nation’s electricity. Given the DOE’s goal, 20 percent by 2030, which would require 100,000 new wind turbines to be manufactured over the next 20 years, the growth has already started to “gust.” For the first five months in 2007, BNSF handled 162 shipments of the components; this year on a comparable basis, BNSF moved 890. If all the pieces fall into place, Harrington says the annual number could eventually reach 13,000 units.
Among the challenges in handling this business is ensuring there are available unloading and staging facilities for the components, which are manufactured here and abroad. For the imports, the West Coast and Gulf Coast are preferred entry ports. Domestic producers are primarily in the central United States and do not have rail access, so BNSF’s Economic Development team is working to locate transload sites to facilitate loading as well as unloading at destination. To provide site-to-site service, trucks may be used on both ends to complete the moves.
Another issue is the size and weight of the wind turbine components. The steel tower comes in three to four sections and can be up to 115 feet long, up to 15 feet in diameter and weigh about 130,000 pounds. These pieces, though bulky, can be moved on flatcars – usually three to four cars per tower. One car is needed for every two nacelles, which can be as large as a school bus.
The blades are 125 to 155 feet long, posing a dilemma, not only from an equipment availability issue but clearance as well. Historically, wind power components have been transported on 89-foot flatcars. Due to demand on this equipment in the pipe market (see related story), an alternative is intermodal spine cars, which BNSF has in ample supply.
The spine cars – a series of five shorter cars – need limited retrofitting to accommodate blade shipments. Car supplier TTX can re-engineer these, adding two bolsters on the car ends for “cornering” and Iso-locks, a tie-down mechanism, for quick loading and unloading. Depending on the size of the blades, two to four can be loaded on the spine cars.
Last December, the spine cars were used in a test shipment that confirmed not only that this equipment works, it offers the added advantage of less “swing-out” of the blades. “Our routes are limited by speed restrictions and where signals, tunnels, bridges and other structures are too close to the right of way and the blades might ‘swing out’ at curves, but we are working with the clearance team to better understand what the limits are and why,” Harrington says.
These shipments are also somewhat time-sensitive because they must make it to the job site to meet cranes and erection crews, he notes. Additionally, due to their size, the cars should not be humped or switched.
“There are challenges with the wind power business, but it’s been rewarding to be part of its development, especially due to the innovation needed to make it work,” says Harrington. “Plus, this ultimately leads to a renewable resource that’s good for the country, the market and BNSF.”
Contributed by Susan Green
completion at Cushing. After that portion is completed, BNSF hopes to continue serving as provider of a proposed pipeline from Cushing to Houston/Port Arthur, Texas.
Among the challenges of transporting the pipe, which is coated to prevent deterioration, is to ensure that the loads don’t shift. Banding and straps are used to secure the pipes, and when possible, the cars are not humped. Another challenge is ensuring that sites are available for unloading and storing, a process that has involved the Economic
Development, Transportation and Service Design teams.
To handle this emerging business, BNSF has invested in more 89-foot flatcars. Last year, BNSF had 600 in its inventory, and by year’s end, there will be 1,400. But the investment is necessary given the anticipated growth. In 2007, BNSF moved approximately 6,200 carloads of transmission pipe, and in 2008 expects to nearly double that and move 11,000 carloads.
Once the main Keystone pipeline system has been built, there will be opportunity to move the smaller “feeder” pipes. Then there are other projects “in the
pipeline,” such as other crude oil transmission pipelines that are being proposed, as well as those needing replacement. There are also natural gas projects under development in Texas and Colorado. In the next few years, the potential is in the range of 45,000 loads.
Not only will the project benefit BNSF, but gas-hungry North Americans. According to TransCanada, the Keystone Pipeline will have an initial nominal capacity of 435,000 barrels per day in late 2009 and will be expanded to a nominal capacity of 590,000 barrels per day in late 2010.
For Williams, he is ending his career on a high note. “What’s been most rewarding is the success of being able to capture 100 percent of a major project like Keystone.”
Contributed by Susan Green
This Project No Pipe Dream
RAILWAy I JULY/AUGUST 2008 13

14 RAILWAy I JULY/AUGUST 2008
Salt Gives Poverty in Northern California the Boot
Where others might see a worn-out work boot, Fabiola Salt of Richmond, Calif., sees an opportunity for a better life. For the past year, Salt, a car inspector and Northern California
Diversity Council member, has collected employees’ old steel-toed boots and donated them to the Bay Area Rescue
Mission, an organization that helps the homeless and impoverished in the area.
“We get new work boots each year,” says Salt. “When I saw people chucking their old boots in the dumpster, I figured someone else could still get some use out of them.
“The mission helps people to get on their feet and get back working,” says Salt. “I’ve seen the good work that they do. I figure one pair of old boots can help someone get through to their first paycheck. We all could be in their situation some day.”
Donations for this year include 25 pairs of boots this March and another 25 this July.
Inspired by Richmond’s actions, employees in Stockton, Calif., have also started a boot drive.
Greco is Mrs. oklahomaSuccess! Allison Greco’s dream of
winning the Mrs. Oklahoma America contest came true this spring. Greco edged out 13 other contestants and was crowned Mrs. Oklahoma America.
Greco’s platform is cancer research and education. She plans to advocate, raise
funds and speak about cancer research. Greco works with the Engineering Maintenance Excellence Team in Enid, Okla. She will be working her regular schedule
for BNSF while juggling appearances and preparation for the Mrs. America contest in August. Good luck!
Spokane Conductor Braves Fire to Save Children’s Lives
Jon Higginson was out walking late one evening when he saw smoke – and heard a woman screaming.
Higginson, a BNSF conductor in Spokane, Wash., is a Marine reservist and is trained to help those in need. His Marine training kicked in, and he ran to the woman, who was standing outside her townhouse, soaking wet and wrapped in a towel.
At the same time, a 17-year-old neighbor and his stepfather also came to help.
The woman told a frightening story. She was in the shower when she saw smoke coming over the top of the curtain. She jumped out and tried to get to her two children, but the doorknob was too hot. At that point, she ran outside and started calling for help.
“I didn’t think about going in there, or my safety,” says Higginson, who returned from his second tour in Iraq this past spring. “I just knew what I had to do.”
Giving Back in SeattleEarlier this spring, the Pacific Northwest
Industrial Products Sales Team exchanged their cell phones and computers for
gardening equipment. The team volunteered at Marra Farm, a four-acre area of historic, preserved farmland in the South Park neighborhood of Seattle.
The farm grows organic produce for soup kitchens and other local community
organizations. According to Clinton Watkis, manager of sales, the team tilled soil, planted seedlings and prepared plant beds for the growing season. “It was a wonderful activity and extremely rewarding,” says Watkis.
The “Across the BNSF System” section is about BNSF people who are making a difference, who care enough to better the workplace as well as the communities where we live and where our trains operate. This feature is designed to connect us – from one point of pride to another. If you have a story you would like considered, please drop us an e-mail, via Communications, Corporate in Outlook, attention Railway Editor.
Atten-ShunThis spring, San Bernardino, Calif., was
the site of the Team BNSF Intermodal Boot Camp. Tom Pavlick, manager hub operations at Corwith Yard, Chicago, conducted the three-day seminar.
“This is the third year we’ve done these boot camps,” says Pavlick. By the end, we want participants to have an intimate
knowledge of intermodal facility operations.”
Students came from various BNSF departments, including new hub managers, trainmasters, customer service representatives
and sales managers. Though Pavlick says that demand is high, only about a dozen students can undergo the training regimen at a time.
“Each day involves both classroom and hands-on training at various work stations around the facility,” says Pavlick. “We have them do rail car inspections, drive hostlers and check trucks at in- and out-gates. The training is real; there is no simulation.”
Tom Pavlick
Amarillo employee to the RescueWhen Machinist Brandon Colpetzer saw
a young man step on the rail of a bridge overpass in Amarillo, Texas, he immediately
hit the siren on his truck and called for police support.
This action caught the young man’s attention and Colpetzer was able to engage him in conversation.
By maintaining eye contact and using communication techniques he learned in his volunteer firefighter training, Colpetzer was able to calm the young man.
When the police arrived, the young man surrendered and was offered the professional medical help he needed.
Brandon Colpetzer
Vancouver employees on GuardOf the more than 100 employees recognized
with On Guard Awards during 2007, three were chosen by the Resource Protection Solutions Team as On Guard Employees of the Year. All three – David May, drawbridge operator; Doug Pettis, conductor; and Tom Pike, general clerk –
are based in Vancouver, Wash.
One evening last spring, May spotted a suspicious individual with telescopic equipment on the shores of the Willamette River. He contacted BNSF police, who
investigated further. The suspicious man turned out to be a man who was arrested in 1977 for selling U.S. satellite secrets to the Soviet Union.
On Feb. 17, 2007, Pettis and Pike spotted an 11-year-old boy on a flat car. While Pike radioed Special Agent John Ross, Pettis helped the child, who was autistic and had run away from a nearby school a few hours earlier.
At a luncheon held this spring in Vancouver, John Clark, assistant vice president, Resource Protection Solutions, commended the three men for their efforts to keep both their colleagues and the greater public safe from harm.
From left: John Clark; Dick Forsman, supervisor, Structures; David May; Doug Pettis; Tom Pike; and Chris Delargy, termi-nal superintendent.Seattle gardeners: (front)
Blake Kotylak, Genevieve Brazzell, Bernie Szewczyk and Clinton Watkis; (seated middle) Bonnie VanSickle, and Marlene Larson; (standing) Mike Gruenke, John Karl, Dave Hallberg, Brad Wyckoff, Miles Cole-man, Amy Whiting and Christian Clay.
With help from the neighbors, Higginson got into the building, and using a water-soaked shirt to cover his face, crawled in under the smoke.
After some effort, he found the first child, a 1-year-old girl. Finding the 3-year-old boy was more difficult, but he finally found the youngster and removed him from the burning home.
“I’m glad it turned out the way it did,” says Higginson. “It could have been a lot worse.”
RAILWAy I JULY/AUGUST 2008 15
Tulsa engineer Saves the dayEven when Owen Medley, a Tulsa, Okla.,
locomotive engineer, is not at work he helps to keep his co-workers safe.
Recently at his home in Sapulpa, Okla., near the tracks, he heard brakes squealing on a train. He retrieved his radio and heard the locomotive engineer calling the dispatcher,
saying the train was in emergency.Medley talked with the crew on the radio
to learn their location. He then met the brakeman and conductor – about 65 cars deep – and drove them to the head of the train, approximately one mile away.
Says Tulsa Trainmaster Greg Peters: “If not for Owen, I figured we would have had to shut down the terminal and call another crew, which would have resulted in a five- to six-hour delay for several trains.”
Brainerd Machinist Gives Back For 18 days every year, Dan Cory, lead
machinist, Brainerd, Minn., spends his vacation building schools in the African nation of Sierra Leone.
At the site, there are three teams of eight people. With no electricity or
running water, the volunteers must do all concrete work by hand.
one for the Birmingham TeamBNSF encourages employees to be involved
with the community, and the Birmingham, Ala., Diversity Council took this directive
seriously, working with a local youth group and community center.
In the past two years, the Birmingham terminal has worked with the Mount Hebron Baptist Church
and the East Thomas Community Center. “Our kids love to have the railroaders
around and to be able to go to the terminal for visits,” says Forrest Winter, assistant youth director at the church. “Words cannot describe how Dan Rigdon and the terminal employees have helped us. They are a major contributing factor in our outreach to the community.”
Dan Rigdon, terminal manger in Birmingham, left, accepts an appreciation award from the church’s Tim Robinson.
Owen Medley
Dan Cory
Springfield Signal Shop Gets It done
Glen Young, Springfield, Mo., Signal Shop foreman, believes in the old saying “everything comes in threes.” Most recently,
however, they came in fours.
In Luxora, Ark., a signal bungalow was destroyed by a pickup truck. Flooding took out an electric lock case at Hardy, Ark. In Fargo, N.D., a signal
bungalow caught fire, and at Northtown, Minn., a signal case was damaged.
“Since the signal shop’s territory includes the entire BNSF system, emergencies like these put a strain on shop operations,” says Tammie Barlow, signal shop manager. “Our people go into a 24-hour rotation until the project is finished.”
Young says that the shop keeps stock on hand for various emergencies. When railroad signals are damaged, the shop matches material as closely as they can.
Throughout the recent emergencies, shop employees also maintained regular shop operations.
Signal Shop employees Bill Buehler, left, Kevin Sedlak, L.C. Copeland, Wayne Begger, Dan Drye, Ken Ruud and Paul Hawkins.
100
105
110
115
120
95
90
85
80
75
70
65
60MAY 08 JUN 08FEB 08 MAR 08 APR 08JAN 08 JUL 08JUL 07 OCT 07 NOV 07 DEC 07SEP 07AUG 07
BNSF Units HandledYear-to-Date through July 24, 2008 2008 2007
2008 BNSF Velocity PerformanceQuarter-to-Date through July 17, 2008 3rd Qtr. Goal Actual QTD
Locomotive miles per day 294.2 281.9
Agricultural car miles per day 177.0 188.7
Merchandise car miles per day 126.7 121.6
Coal car miles per day 293.9 290.9
Intermodal container transit days* 4.71 5.24
Intermodal trailer transit days* 2.31 2.57
Coal 1,381,534 1,361,551Agricultural Products 616,641 551,721 Industrial 936,686 929,304Consumer 2,722,963 2,895,480System 5,657,824 5,738,056
BNSF Performance Measures
BNSF Stock12-month through July 18, 2008 S&P 500 Index BNSF
BNSF Reportable InjuriesYear-to-Date through July 17, 2008
4002008
2007 377
*With these measures, the lower the number, the better.
Locomotive data is measured as miles per day.
Agricultural, Merchandise and Coal active car cycle data is measured as miles per day on the BNSF system.
Intermodal is based on average time between cut-off and deramp or interchange delivery. Includes units in business segments 3 0 (International Intermodal) or 3 2 (Domestic Intermodal) and that traveled on train symbols M, P, Q, S, or Z and that have car kind K or V. Container service includes units with equipment type K (containers); trailer service includes units with equipment type V (vans).
Producing 500 to 700 concrete blocks daily, the first team is charged with laying the foundation and putting up half of the building’s walls. The second team finishes the wall construction and the roof. This allows the third team to put the finishing touches on the 25 x 110-foot, five-room school.
Cory says local workers and contractors work alongside the Americans to develop their construction skills. Their presence goes a long way toward rebuilding an infrastructure that was destroyed by the country’s recent civil war.
He adds that learning the culture is one of the most significant portions of the trips. “It is truly an eye-opening experience.”
Rigdon has been key in the involvement between the terminal and the church; however, he does not want to take credit. He says there are many who give of themselves. “We have great employees who work here in Birmingham,” says Rigdon.
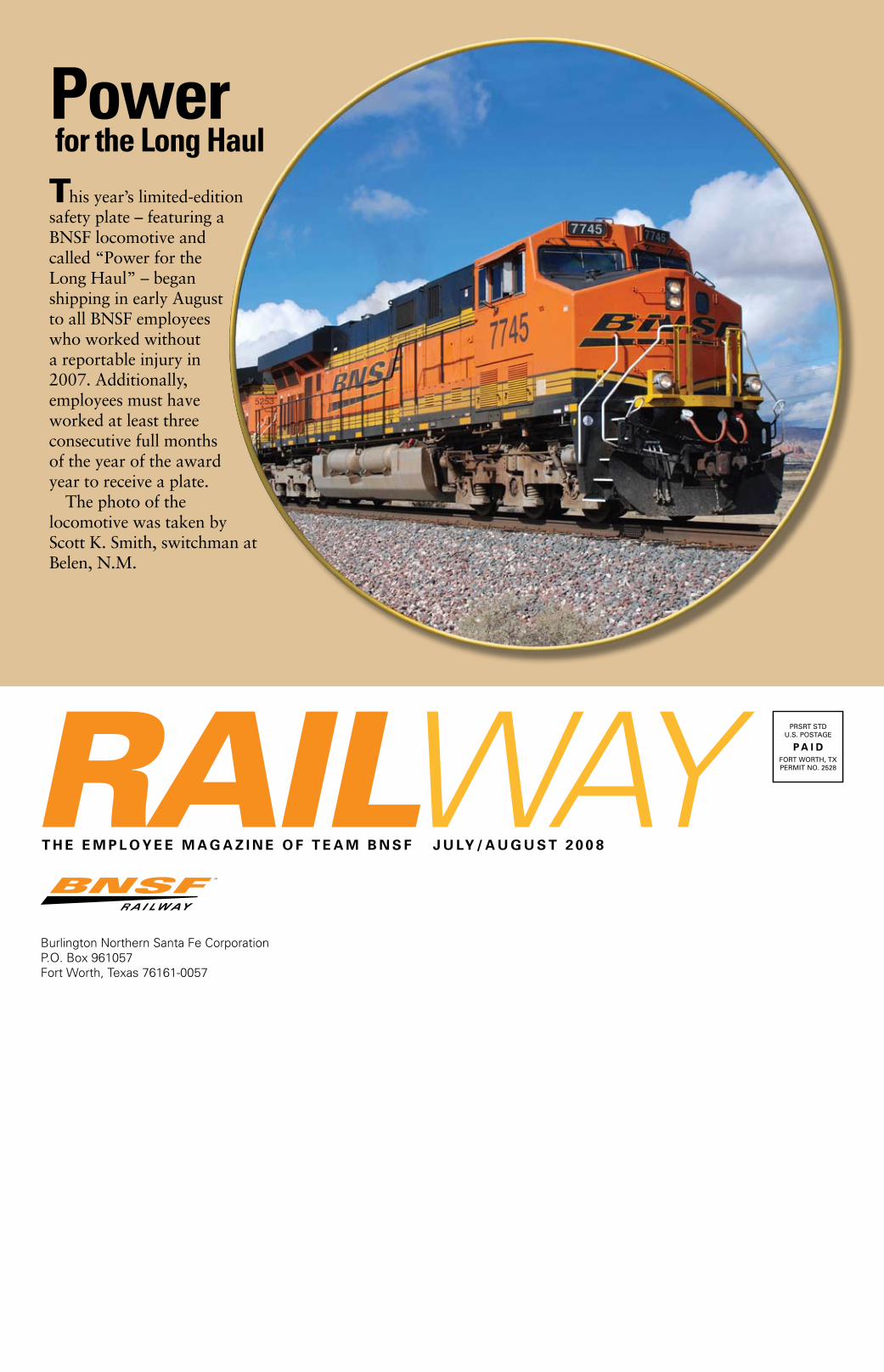
PRSRT STDU.S. POSTAGE
P A I DFORT WORTH, TXPERMIT NO. 2528
Burlington Northern Santa Fe CorporationP.O. Box 961057Fort Worth, Texas 76161-0057
PRSRT STDU.S. POSTAGE
P A I DFORT WORTH, TXPERMIT NO. 2528
T h e e m P l o y e e m A g A z I n e o f T e A m B n S f J U ly / A U g U S T 2 0 0 8
Power for the Long Haul
This year’s limited-edition safety plate – featuring a BNSF locomotive and called “Power for the Long Haul” – began shipping in early August to all BNSF employees who worked without a reportable injury in 2007. Additionally, employees must have worked at least three consecutive full months of the year of the award year to receive a plate.
The photo of the locomotive was taken by Scott K. Smith, switchman at Belen, N.M.





























