Embed Size (px)
Citation preview

MISKOLCI EGYETEM GÉPÉSZMÉRNÖKI ÉS INFORMATIKAI KAR
TUDOMÁNYOS DIÁKKÖRI DOLGOZAT
Nemesített nagyszilárdságú acélok hegesztésének nehézségei
Gáspár Marcell Gyula II. éves gépészmérnök mesterszakos hallgató
Konzulens: Dr. Balogh András
egyetemi docens Mechanikai Technológiai Tanszék
Miskolc, 2010

1
BEVEZETÉS ................................................................................................................. 3
1. NAGYSZILÁRDSÁGÚ SZERKEZETI ACÉLOK TULAJDONSÁGAI ... 5
1.1. Nagyszilárdságú acélok fejlődése ............................................................................................5
1.2. A nagy szilárdság elérésének lehetőségei ...............................................................................6
2. NAGYSZILÁRDSÁGÚ ACÉLOK HEGESZTÉSE ...................................... 9
2.1 Hegesztési nehézségek ..............................................................................................................9
2.2 Hegesztőeljárások ...................................................................................................................11
2.3 Hegesztési paraméterek .........................................................................................................11 2.3.1 Vonalenergia hatása ..................................................................................................................... 11 2.3.2 Előmelegítési hőmérséklet ........................................................................................................... 13
2.3.2.1 IIW szerinti előmelegítési hőmérséklet ............................................................................. 14 2.3.2.2 Uwer-Höhne módszer ....................................................................................................... 14
2.3.3 Hűlési idő .................................................................................................................................... 15 2.3.3.1 Hővezetési modellek ......................................................................................................... 16 2.3.3.2 Hűlési idő mérése .............................................................................................................. 17
2.4 Huzalelektróda .......................................................................................................................19
3. ELJÁRÁSVIZSGÁLAT ................................................................................. 21
3.1 Előzetes hegesztési utasítás elkészítése .................................................................................21 3.1.1 Alapanyag .................................................................................................................................... 21 3.1.2 Hozaganyag ................................................................................................................................. 22 3.1.3 Védőgáz ....................................................................................................................................... 23 3.1.4 Hegesztési paraméterek meghatározása (WeldCalc) ................................................................... 23
3.2 A hegesztési próba elkészítése ...............................................................................................25
3.3 A minősítéshez szükséges vizsgálatok és eredményeik........................................................27 3.3.1 Roncsolásmentes vizsgálatok ...................................................................................................... 28 3.3.2 Roncsolásos vizsgálatok .............................................................................................................. 28
3.3.2.1 Makro- és mikrovizsgálat .................................................................................................. 28 3.3.2.2 Keménységvizsgálat .......................................................................................................... 29 3.3.2.3 Szakítóvizsgálat ................................................................................................................. 31 3.3.2.4 Hajlító vizsgálat ................................................................................................................ 31 3.3.2.5 Ütővizsgálat ....................................................................................................................... 32
4. HEGESZTÉSI KÍSÉRLETEK ...................................................................... 34
4.1 I. kísérlet .................................................................................................................................35 4.1.1 Szakítóvizsgálat eredménye az I. kísérletnél ............................................................................... 36 4.1.2 Ütővizsgálat eredménye az I. kísérletnél ..................................................................................... 36 4.1.3 Keménységvizsgálat eredménye az I. kísérletnél ........................................................................ 36
4.2 II. kísérlet ................................................................................................................................38 4.2.1 Szakítóvizsgálat eredménye a II. kísérletnél ................................................................................ 39

2
4.2.2 Ütővizsgálat eredménye a II. kísérletnél ..................................................................................... 39 4.2.3 Keménységvizsgálat eredménye a II. kísérletnél ......................................................................... 39
4.3 III. kísérlet ..............................................................................................................................41 4.3.1 Szakítóvizsgálat eredménye a III. kísérletnél .............................................................................. 42 4.3.2 Ütővizsgálat eredménye a III. kísérletnél .................................................................................... 42 4.3.3 Keménységvizsgálat eredménye a III. kísérletnél ....................................................................... 43
4.4 IV. kísérlet ...............................................................................................................................44 4.4.1 Szakítóvizsgálat eredménye a IV. kísérletnél .............................................................................. 45 4.4.2 Ütővizsgálat eredménye a IV. kísérletnél .................................................................................... 45 4.4.3 Keménységvizsgálat eredménye a IV. kísérletnél ....................................................................... 46
4.5 V. kísérlet ................................................................................................................................47 4.5.1 Szakítóvizsgálat eredménye az V. kísérletnél .............................................................................. 48 4.5.2 Ütővizsgálat eredménye az V. kísérletnél.................................................................................... 48 4.5.3 Keménységvizsgálat eredménye az V. kísérletnél ....................................................................... 49
4.6 Kísérletek eredményeinek összefoglalása .............................................................................50 4.6.1 Szakítóvizsgálat eredményeinek összehasonlítása ...................................................................... 51 4.6.2 Ütővizsgálat eredményeinek összehasonlítása ............................................................................ 52 4.6.3 Keménységvizsgálat eredményeinek összehasonlítása ................................................................ 52
KÖVETKEZTETÉSEK ............................................................................................. 55
IRODALOMJEGYZÉK ............................................................................................. 57

3
BEVEZETÉS
A hegesztett szerkezetekben alkalmazott acélok a múlt században óriási fejlődésen
mentek keresztül. A kezdetben 235 MPa folyáshatárú acéloktól mára eljutottunk az
1100 MPa folyáshatárú, nagyszilárdságú, nemesített, mikroötvözött, finomszemcsés
szerkezeti acélokig. A nagyszilárdságú acélok legfontosabb előnye, hogy kiemelkedő
szilárdsági tulajdonságaik révén jelentős súlycsökkenés érhető el a gépészeti szerkeze-
tekben. Emellett további előnye ezeknek az acéloknak, hogy alkalmazásuk során a ki-
sebb szelvényvastagságok révén kevesebb alapanyagot, illetve ebből kifolyólag keve-
sebb hozaganyagot használnak fel a varrathoz, ami sok esetben a magasabb anyagárak
ellenére is a gyártási költségek csökkenéséhez vezet. A felsorolt előnyökből követke-
zik, hogy ezeket az acélokat leggyakrabban mozgó szerkezetek, például autódaruk
vagy földmunkagépek esetén alkalmazzák. Ezek az ipari járművek így kisebb önsúly-
lyal rendelkeznek, amely növeli a jármű terhelhetőségét, és csökkenti a fogyasztását.
A nagyszilárdságú acélok szokatlanul magas folyáshatárát termomechanikus hen-
gerléssel, hőkezeléssel, makro- és mikroötvözők alkalmazásával, illetve a bennük ta-
lálható szennyezők csökkentésével érik el. Ebből következik, hogy hegesztésükkor kü-
lönös figyelmet kell fordítani, hogy a gyártás során létrehozott, többnyire nem egyen-
súlyi anyagszerkezetet minél kevésbé változtassuk meg. Ez az anyagtudományi isme-
retek magasszintű alkalmazását, korszerűbb hegesztéstechnológiát és modernebb he-
gesztő berendezéseket igényel.
A jelen diákköri dolgozat az egyik legnagyobb folyáshatárú, az MSZ EN 10025-
6:2005 szabvány szerinti S960QL jelölésű acélon keresztül mutatja be a nagyszilárd-
ságú szerkezeti acélok hegesztésének technológiai nehézségeit. Ezeknek az acéloknak
a hegesztését előmelegítést követően korlátozott hőbevitellel, a vonalenergia értékének
pontos szabályozásával és közel állandó értéken tartásával kell elvégezni, mert ellen-
kező esetben a varrat-alapanyag átmenetnél gyors hűlés esetén jelentős keménység-
csúcsok, illetve lassú hűlés esetén keménységcsökkenés is kialakulhat, azaz az anyag
beedződik és elveszti szívósságát, vagy pedig kilágyul, és szilárdsága lecsökken. Ezért

4
a hűlés során lejátszódó folyamatok határozzák meg a hegesztett kötés végső mecha-
nikai tulajdonságait. A hegesztési folyamat hűlési fázisát általában az A3 hőmérséklet-
ről (az acél karbontartalmától függően általában 800 és 850 °C közé tehető) 500 °C-ra
történő hűlési idővel szokták jellemezni, amelyre a szigorúbb előírások mindösszesen
6-10 s közötti intervallumot adnak meg. A jelen dolgozat bemutatja a hűlési idő számí-
tásának módját, illetve a számítások szoftveres lehetőségeit, emellett pedig az össze-
függések ellenőrzése céljából a hűlési idők tényleges mérésére is sor kerül.
A 960 MPa minimális garantált folyáshatárú acélok hegesztése során meglehetősen
szűk paramétertartomány áll a hegesztők rendelkezésére, ami nagy munkafegyelmet
tételez fel. Emellett napjainkban a szoros határidők és az ezekből fakadó feszített
munkatempó következtében szükséges, hogy a mérnökök kellő információval rendel-
kezzenek arról, hogy az előírásoknak nem megfelelően végzett hegesztés milyen kö-
vetkezményekkel jár a hegesztett kötés tulajdonságaira. Ennek okán egy nagyszilárd-
ságú acélszerkezetek gyártásával foglalkozó, magyarországi telephellyel is rendelkező
finn cég támogatásával és közreműködésével öt darab kísérleti próba készült, amelye-
ket eltérő hegesztési paraméterekkel hegesztettek. A hegesztést követően elvégzett
anyagvizsgálatok azt a célt szolgálták, az előírásoktól való eltérés milyen hatással van
a hegesztett darabok mechanikai és anyagszerkezeti tulajdonságaira. Az elvégzett
vizsgálatok középpontjában a huzalelőtolás és ezáltal az áramerősség, valamint a he-
gesztési sebesség változtatásának hatása állt. Emellett kísérleteket végeztem az előme-
legítés elhagyásának és a megengedettnél nagyobb maximális rétegközi hőmérséklet
hatásának elemzésére is. A dolgozat az eredmények kiértékelését követően egy össze-
foglaló formájában kísérel meg választ adni arra a kérdésre, hogy az alkalmazott ösz-
szefüggések és előírások mennyire helytállóak az adott acélok hegesztésére vonatko-
zóan, és hogy ezek be nem tartása milyen következményekkel járhat.

5
1. NAGYSZILÁRDSÁGÚ SZERKEZETI ACÉLOK
TULAJDONSÁGAI
1.1. Nagyszilárdságú acélok fejlődése
Az acélok jelentős fejlődése a világháborút követően kezdett el gyorsulni. A 60-as
években megjelentek a nagyszilárdságú nemesített acélok (S690QL), majd a 70-es
években bevezették a termomechanikus hengerlést. Ennek eredményeként egy évszá-
zad alatt az acélok folyáshatárát sikerült a kezdeti értékhez képest közel ötszörösére
növelni.
St37S235
St52S355N
StE420NS420NC
StE500S500NC
StE690VS690QL
S1300QL
StE890VS890QL
StE960VS960QL
S1100QL
QStE380TMS380MC
QStE420TMS420MC
QStE550TMS550MC QStE620TM
S620MC
QStE690TMS700MC QStE740TM
S740MC
S930MCS890MC
S960M
0
200
400
600
800
1000
1200
1400
1910 19151920 1925 1930 19351940 1945 19501955 1960 1965 19701975 1980 19851990 1995 1996 19982000 2008
Évek
Foly
áshat
ár,M
Pa
Melegen hengerelt
Normalizált
Légedzésű
Vízedzésű
TM-hengerelt
TM-hengerelt + BA
1. ábra: A szerkezeti acélok fejlődésének története
A mobildaruk gyártásánál már évtizedek óta alkalmazzák a 690-890 MPa minimális
folyáshatárú acélokat. Az iparilag fejlettebb országokban szériagyártás során építik be
az 1100 MPa folyáshatárú acélokat, sőt előfordul, hogy már 1300 MPa folyáshatárú
acélokkal foglalkoznak. A nagyszilárdságú acélok megfogalmazás helyett gyakran al-
kalmazzák a növelt folyáshatárú acél elnevezést, mivel a jelenlegi szabványok nem a
szakítószilárdság, hanem a folyáshatár alapján kategorizálják az acélokat.
Az MSZ EN 10025-6 szabvány szerinti S 960Q jelölésű acélhoz hasonló nagyszi-
lárdságú acélok előnye közé sorolható, hogy alkalmazása kisebb szelvényvastagságot

6
és az ebből adódó kisebb tömegű varratot, valamint súlycsökkenést eredményez. A ki-
sebb varrattömeg csökkenti a hozaganyag-szükségletet, a gyártási időt és a gyártáshoz
szükséges energiát, a súlycsökkenésből származó előnyök meg mozgó szerkezetek
esetén használhatók ki (daruk, földmunkagépek).
2. ábra: Nagyszilárdságú acélok alkalmazásának előnyei [4]
1.2. A nagy szilárdság elérésének lehetőségei
Az S960Q acélt [4] a vízedzésű, nagy folyáshatárú, gyakran „vakedzettnek” neve-
zett szerkezeti acélok közé sorolják. A csoporton belül ez jelenti a csúcskategóriát,
S960QL jelölésű párja pedig alkalmas a szobahőmérséklet alatti hőmérsékleten üze-
melő berendezésekhez.
Acél jele
Cmax Simax Mnmax Pmax Smax Crmax Momax Nimax Al
% % % % % % % % %
S 960 Q 0,2 0,8 1,7 0,020 0,005 1,5 0,7 1,5 0,015
1. táblázat: Az S 960Q acél kémiai összetétele tömegszázalékban, MSZ EN 10025-6
Lemezvastagság [mm]
Re Rm A CEmax KVmin, J, hossz-irányban, T= -40
°C MPa MPa % %
< 50 960 980-1150
10 0,82 30
2. táblázat: Az S 960QL acél mechanikai tulajdonságai, MSZ EN 10025-6

7
Ezen acélok esetében a nagy szilárdság egyik kiemelkedő oka a rendkívül finom
szemcseméret. Ezt úgy érik el, hogy túlhűtés alkalmazásával a kristályosodás egyide-
jűleg több csírán indul meg, így a több szemcsehatár és a rendezetlenebb rácsszerkezet
miatt növekszik a folyáshatár, valamint a szakítószilárdság értéke is.
3. ábra: A szemcseméret csökkenésével bekövetkező szilárdság növekedés
A finomszemcsés szerkezet mellett az alábbi acél kiemelkedő tulajdonságait a tuda-
tosan megválasztott ötvözőtartalom okozza. Az acél kristályosodásakor a sok ötvöző
kristályosodási csírát képez, így elősegítve a finomszemcsés szerkezet kialakulását. A
hagyományosan hengerelt, normalizált finomszemcsés acél 900 °C hőmérséklet körül
ausztenitesített, ezáltal a nemkívánatos szekunder szerkezet elkerülhető. Ezzel egyide-
jűleg az alumínium révén a nitrogén lekötésére is sor kerül, ami finoman kiváló
karbonitrid keletkezéséhez vezet.
Erős karbidképzők, mint a króm és molibdén, jelentős karbidképződést okozhatnak.
Ezek a kis kiválások, mint csírák szerepelnek az elkövetkező átalakulásnál, és a leve-
gőn történő lehűtésnél finomszemcsés ferrit-perlit szövetszerkezet alakul ki. Ilyen
módszerrel azonban csak maximum 500 MPa folyáshatárú acél állítható elő.
A vízedzésű finomszemcsés acél esetében hasonló kémiai összetétel mellett a víz-
ben edzés hatására finomabb szemcsék alakulnak ki. Emellett az S960Q jelölésű acé-
lok más finomszemcsés acéloktól a nagyobb króm-, nikkel- és a bórtartalmukkal tér-
nek el [3]. A bór (B <0,005%) erős nitrid-, de különösen erős karbidképző. A bór na-
gyon hatékonyan növeli az átedzhetőséget azáltal, hogy az ausztenit szemcsehatárán
8
dúsulva akadályozza a ferrit képződését. Az acélgyártáskor csak nagyon gondos, pon-
tosan szabályozott ötvözéssel érhető el – a bórnak az oxid-, karbid- és nitridképző haj-
lama miatt –, hogy az ausztenit átalakulásának akadályozásához szükséges 10…30
tömeg ppm elemi szabad bór rendelkezésre álljon, de mennyisége ezt ne haladja meg.
A nagyobb mennyiségű bór ugyanis már boro-karbid [Fe23(CB)6] formájában kiválik,
ami az ausztenit szemcsével inkoherens határral érintkezik, és a ferritképződést segít-
ve, rontja az átedzhetőséget. A finom karbidkiválások ugyanakkor jelentősen növelik
az acél ütőmunkáját, szívósságát. A bór kedvező hatása még viszonylag kis (C ≤
0,25%) karbontartalmú szerkezeti acéloknál is kihasználható a szilárdsági értékeket ja-
vító, nemesített állapot eléréséhez. Nemcsak a bór, de a króm és a nikkel is igen haté-
konyan növeli az átedzhetőséget. Az átedződést elősegítő ötvözők hatására az acél
vízhűtés esetén teljes keresztmetszetében martenzites lesz. A kis karbontartalom miatt
az edzéskor létrejövő martenzites szövetszerkezet csak igen csekély számú torzult
elemi cellát tartalmaz, így a martenzit keménysége és egyben ridegsége kicsi. Ez az
úgynevezett vakedzés. Egyes esetekben használnak kisebb folyáshatárú nemesített
acélokat, abban az esetben, ha például nagyobb kopásállóság követelmény.
Érdekességként érdemes megjegyezni, hogy Magyarországon nem foglalkoznak
ennek az alapanyagnak a gyártásával, illetve hegesztésére is kevés gyártó vállalkozik.
A legnagyobb hazai alapanyag gyártó, a Dunaferr Zrt. által forgalmazott legnagyobb
folyáshatárú acél az S 550 M.

9
2. NAGYSZILÁRDSÁGÚ ACÉLOK HEGESZTÉSE
A 690 MPa-nál nagyobb folyáshatárú acélok hegesztése nagy gondosságot igényel.
A hegesztéstechnológia tervezésekor többek között figyelmet kell fordítani a hidrogén-
tartalom alacsony értéken tartására és a hegesztett kötések bemetszés-érzékenységére.
Ezen acélok hegesztésekor az ötvözőelemek hatására a hőhatásövezet felkeménye-
dik, és túl nagy hőbevitel esetén a hőhatásövezet az alapanyaghoz képest jobban kilá-
gyul, a szilárdság pedig lecsökken. A varrat-alapanyag átmenetnél keménységcsúcsok
és keménységcsökkenés egyaránt kialakulhat. A munkadarabot ezért hegesztéskor egy
adott lemezvastagság felett elő kell melegíteni, és korlátozott hőbevitellel kell hegesz-
teni. Az előmelegítési hőmérsékletre az acél gyártójától lehet információt szerezni, il-
letve kísérletekkel és számításokkal kell meghatározni.
2.1 Hegesztési nehézségek
Ezen acélok hegesztésekor a fejlett üstmetallurgiai eljárásoknak köszönhetően a
szennyező tartalom minimális, ezért nem kell tartani melegrepedés megjelenésétől,
azonban repedések előfordulhatnak hidrogén okozta diffúzió útján is. Hegesztés során
az ívben lévő hidrogénmolekulák felbomlanak hidrogén atomokra és ionokra, amelyek
méretük folytán a rácshézagokban diffúzió útján mozogni képesek. A diffúziós moz-
gáshoz szükséges aktiválási energia nagy hőmérsékleten hőenergia formájában rendel-
kezésre áll, azonban a hőmérséklet csökkenésével, a hidrogén oldhatósága szintén
csökken. A kristályosodáskor oldhatatlanná vált hidrogén diffúzió útján igyekszik a
fémfürdőből eltávozni, ha elegendő idő áll rendelkezésre. Azonban a hegesztési fo-
lyamat során többnyire nincs elegendő idő a diffúziós folyamat lejátszódásához, ezért
a nagy mennyiségű hidrogén a nagyobb hézagokkal rendelkező helyeken (pl. szem-
csehatár, rácshibák, diszlokációs helyek) gyűlik össze. A hidrogén tehát arra kénysze-
rül, hogy ismét kiváljon, lehetőleg molekuláris formában, azonban a hidrogén moleku-
la átmérője jóval nagyobb a hidrogén atom átmérőjénél, ezért a molekuláris forma to-
vábbi diffúzióra képtelen. A hidrogénmolekulák feldúsulása az ilyen helyeken az
anyagot ridegíti (a diszlokációk mozgását akadályozza), illetve a hidrogéngáz nyomá-

10
sa annyira megnő, hogy a szövetek közötti kötés helyileg felszakad, repedések jönnek
létre. Hidrogén okozta repedés veszélye azonban megfelelő hozaganyag kiválasztásá-
val jelentősen lecsökkenthető.
Az imént felsorolt repedésfajtáknál sokkal jellemzőbb az úgynevezett edződési re-
pedés. Az acélok hűlésekor γ – α átalakulás játszódik le, ha azonban ez a lehűlés igen
gyors, akkor a diffúziós folyamatok lejátszódásához nincs elegendő idő. A diffúziós
folyamat elmaradása esetén a hűlési folyamat a felületen középpontos köbösrácsú
ausztenitnek az instabilitását okozza, és a rácsszerkezet a benne oldott karbon atomok-
kal átbillen térben középpontos kockarácsúvá. A „befagyott” karbon a kockarácsot tet-
ragonálissá torzítja. Az így létrejött torzult rácsú szilárd oldatot martenzitnek nevezik.
A martenzites átalakulás diffúzió nélkül megy végbe, az atomok egyszerű rácsátrende-
ződésével, anélkül hogy az atomok relatív helyzete változna. Repedés képződéséhez
vezet, ha a szövetben nagy mennyiségben karbonban túltelített, ezáltal nagy belső fe-
szültséggel rendelkező martenzit alakul ki.
Bár ezen acélokat alacsony karbontartalmuknál fogva vakedzett acéloknak is szok-
ták hívni, mégis fennáll az edződési repedés veszélye a magas ötvözőtartalom miatt.
Az ötvözők hatását az acél edződési hajlamára a leginkább ismert karbonegyenérték
(forrás: International Institute of Welding) összefüggéssel lehet jellemezni, aminek az
S960Q esetén különösen nagy a jelentősége:
6 5 15
Mn Cr Mo V Cu NiCEV C
(1)
A képlet ötvözetlen acélokra, finomszemcsés acélokra és gyengén ötvözött acélokra
a CE = 0,3…0,7% közötti tartományban érvényes. A 3. táblázat tartalmazza az ötvö-
zők maximális mennyiségét.
Kémiai összetétel tömegszázalékban
C Simax Mnmax Crmax Cumax Nimax Momax Vmax
0,05…0,25 0,8 1,7 0,9 1,0 2,5 0,75 0,2
3. táblázat: A CE érvényességi tartománya [3]

11
Az S960Q acélok egyezményes karbonegyenértéke az alapanyag gyártójától függő-
en a 0,55 és 0,65 közötti tartományban esik, tehát az alacsony karbontartalom ellenére
edződési repedések jöhetnek létre.
2.2 Hegesztőeljárások
A nemesített, nagyszilárdságú acélok hegesztése több eljárással (BKI, VFI, FH, lé-
zersugár) is lehetséges. A 960 MPa garantált folyáshatárú acélok esetén megrendelhető
legnagyobb lemezvastagság 50 mm, ezért vastagabb lemezek esetén fedettívű hegesz-
tés alkalmazásának a lehetőségét is célszerű megvizsgálni. Amennyiben a gyártó a
fedettívű hegesztés mellett dönt, mindenképpen körültekintőnek kell lenni, mivel a be-
vont elektróda vagy fedőpor alkalmazása esetén felmerülhet a veszély, hogy a hozzá-
juk kapcsolódó nedvességből hidrogén kerül a varratba.
Az ipari gyakorlatnak megfelelően a jelen dolgozatban az MSZ EN ISO 4063 sze-
rinti 135 kódjelű, aktív védőgázos fogyóelektródás ívhegesztést alkalmaztuk.
2.3 Hegesztési paraméterek
2.3.1 Vonalenergia hatása
Az egyik legtöbb információt hordozó hegesztési paraméter a vonalenergia, ami a
(2)-es összefüggésben szereplő hőáramból vezethető le, amely az ívfeszültség (Uív),
hegesztő áram (Ih) és a fázissög szorzataként értelmezhető.
cos hív IU (2)
Mivel a későbbi fejezetekben bemutatásra kerülő hegesztési feladatok során egyen-
áramú berendezéseket alkalmazunk, ezért most az áram és feszültség közötti φ fázis-
szög nulla, így az előbbi összefüggés tovább egyszerűsödik, mivel cos 1 . A (2)-es
képletet felhasználva a vonalenergiát a következőképpen kaphatjuk meg:
Vh
dEE
ds f v
, kJ/mm, (3)
azaz a vonalenergia a hőáram (Φ) és a hegesztési sebesség (vh) hányadosaként számít-
ható. A számlálóban lévő η tényező jelenti a termikus hatásfokot, amely a hőforrás hő-

12
energiának a tárgyba kerülő és ott hasznosuló részét mutatja. Az összefüggésben sze-
replő f formatényező a kötés geometriai jellegzetességeit veszi figyelembe.
4. ábra: A vonalenergia hatása [4]
A vonalenergia csökkentésével az alapanyag szilárdsági paraméterei tarthatók, noha
ez a termelékenység rovására megy. A kis hőbevitel azonban növeli a hidrogén okozta
repedési hajlamot, illetve fokozza a beolvadási hiba veszélyét. Az S960Q esetében a
vonalenergia értékét a lehető legkisebbre kell választani, mivel ellenkező esetben a kö-
tés szilárdsága jelentősen lecsökken. Ökölszabályként szoktak megemlíteni, hogy
nagyszilárdságú acélok esetén a legkedvezőbb mechanikai tulajdonságok a vonalener-
gia 1 kJ/mm körüli értéken tartásával érhetők el.
5. ábra: Keménységeloszlás a varrat környezetében
Az előzőknek megfelelően ezeknek az acéloknak a hegesztését csak olyan hegesztő
végezheti, aki képes a hőfolyamatokat kontrollálni azáltal, hogy a vonalenergia értékét
szabályozza, és állandó értéken tudja tartani, mert ellenkező esetben a varrat-
alapanyag átmenetnél gyors hűlés esetén keménységcsúcsok, illetve lassú hűlés esetén

13
keménység csökkenés is kialakulhat, azaz az anyag beedződik és elveszti szívósságát,
vagy pedig kilágyul, és a szilárdsága lecsökken.
Ezt megelőzendő a helyes hegesztési paraméterek beállítása mellett kis vonalener-
giával, húzott varratsorokkal, illetve a lehető legnagyobb kihúzásokkal (kevesebb
megállással és újrakezdéssel) kell hegeszteni. Egyszerre kisebb keresztmetszetű varra-
tokat kell lerakni és egymáshoz képest el kell csúsztatni a sorokat. A sokrétegű varrat-
felépítéssel jobb ütőmunka érték érhető el a varratban és a hőhatásövezetben. Minde-
nekelőtt a lengetett varratfelépítés okozza a rossz ütőmunka értéket a túl vastag varrat-
hernyó miatt. A varratfelépítést oldalról kell elkezdeni, ezáltal a következő varrather-
nyó hője kedvezően befolyásolja a hőhatásövezet tulajdonságát. Különösen fontos ez a
fedősornál. Feszültséggel erősen terhelt varratoknál a szegélykiolvadást még lehetőleg
a meleg varratból kell köszörüléssel eltávolítani. Szerelési segédvarratokat kisebb szi-
lárdságú hozaganyaggal célszerű meghegeszteni. Azokat a fűzővarratokat, amelyek a
hegesztett kötés részét képezik, az alapanyagnak megfelelően választott elektródával
kell hegeszteni. A munkadarabon az ívgyújtás a varrathornyon kívül nem megenge-
dett, a nem szándékos gyújtási helyeket ki kell köszörülni. Összességében tehát a mi-
nőségi követelményeket kell előtérbe helyezni a teljesítmény követelmény mellett.
2.3.2 Előmelegítési hőmérséklet
Mivel az ötvözők miatt a varrat-alapanyag átmeneteknél keménységcsúcsok és ke-
ménységcsökkenés egyaránt kialakulhat, a munkadarabot ezért hegesztéskor elő kell
melegíteni. Az előmelegítésre azért van szükség, hogy megakadályozzuk a hegesztett
kötés beedződését, és ennek következményeként a hegesztett kötésben kialakuló hi-
degrepedést, illetve kedvezőbbé tegyük a feltételeket a hidrogén eltávozására. Előme-
legítés alkalmazásával csökkenteni tudjuk a hegesztett kötés hűlési sebességét, így a
martenzittartalom is csökkeni fog, ami kisebb ridegséget eredményez. Emellett az
előmelegítés hatására a varrat és az alapanyag nagyobb hőközben hűl egymással, ezál-
tal mérséklődik a hőtágulás, valamint kisebb belső feszültség keletkezik, továbbá javul
a hidrogéndiffúzió feltétele, hiszen a diffúziós folyamat végbemeneteléhez több idő áll
rendelkezésre. Az előmelegítés különösen fontos az alábbi esetekben:

14
A fűzővarratoknál, és a gyöksor elkészítésekor. A magasabb hőmérséklet miatt
a hegesztés alatt és utána a hidrogén könnyebben távozik az anyagból.
A szükséges előmelegítési hőmérsékletet növelni kell az anyagvastagság
növekedésével, mert kompenzálni kell a gyorsabb hűlést, valamint a vastagabb
lemeznek nagyobb az egyezményes karbonegyenértéke, mint a vékonyabbnak.
Az előmelegítési hőmérsékletet szintén növelni kell olyan esetben, ha a
hegesztett szerkezet kialakítása, befogása, rögzítése merevebb.
Ha a környezeti hőmérséklet +5ºC körüli, vagy alatta van, akkor is elő kell
melegíteni az anyagot a lecsapódó pára miatt.
Az egyes varratsorok elkészítése után meg kell várni, amíg a varrat visszahűl az
előmelegítési hőmérsékletre, mert gyakorlati tapasztalatok szerint a rétegközi hőmér-
séklet nem lehet sokkal magasabb az előmelegítési hőmérsékletnél
2.3.2.1 IIW szerinti előmelegítési hőmérséklet
Az előmelegítési hőmérséklet meghatározásának több módszere ismert. Az egyik
módszer az (1) összefüggésben szereplő karbonegyenértéket veszi alapul. Az eljárás
során az előmelegítési hőmérséklet gyakorlatilag kiolvasható egy nomogramból a CE,
a vonalenergia, a kombinált lemezvastagság és a Hd (diffúzióképes hidrogéntartalom)
ismeretében, amely meghatározását a ferrites heganyagra az MSZ EN ISO 3690:2002
szabvány szerint kell elvégezni.
2.3.2.2 Uwer-Höhne módszer
Egy másik, gyakran alkalmazott eljárás az Uwer-Höhne módszer, amely az alábbi
karbonegyenérték összefüggést használja:
10 20 40
Mn Mo Cr Cu NiCET C
(4)
A CET összefüggés tágabb határok között alkalmazható, és CET = 0,2…0,5% kö-
zött tartományban érvényes. A 4. táblázat tartalmazza az ötvözők maximális mennyi-
ségét.

15
Kémiai összetétel tömegszázalékban
C Simax Mn Crmax Cumax Nimax Momax Vmax
0,05…0,32 0,8 0,5 …1,9 1,5 0,7 2,5 0,75 0,18
Továbbá: Nbmax = 0,06 %, Timax = 0,12 %, Bmax = 0,005 %.
4. táblázat: A CET érvényességi tartománya [7]
Az előmelegítési hőmérséklet számításakor figyelembe kell venni a diffúzióképes
hidrogéntartalmat is. Ez alapján az előmelegítési hőmérséklet az alábbi módon hatá-
rozható meg:
0,35697 160 62 53 32 32835előmeleg d v
sT CET th H CET E
(5)
ahol:
s…kombinált lemezvastagság (s1+s2), mm
Hd…a diffúzióképes hidrogéntartalom, ml/100 g fém
Ev…vonalenergia, kJ/mm
Ennek mértékét a varrat középvonalától számítva legalább 75 mm széles sávban ki
kell terjeszteni.
Az ismertetett eljárások mellett további számítási módszerek (pl. Ito-Bessyo), illet-
ve több ajánlás is található az előmelegítési hőmérséklet meghatározására. Gyakorlati
tapasztalatok alapján előmelegítés technológiának ideális lehet elektromos előmelegítő
paplanok alkalmazása, de amennyiben ilyen eszközök nem állnak rendelkezésre, al-
kalmazható oxigén-acetilén gázzal működő melegítőégő is. Az előmelegítési hőmér-
sékletet a hegesztés megkezdésekor ellenőrizni kell, amelynek eszköze általában
hőkréta, vagy infravörös hőmérő.
2.3.3 Hűlési idő
A repedésképződésben az összetételen kívül jelentős szerepe van a hűlési sebesség-
nek. A hegesztési folyamat hűlési fázisának jellemzésére általában a hűlési sebesség
helyett a t8/5-ös hűlési időt alkalmazzák. A hegesztési folyamat hűlési fázisát általában
az A3 hőmérsékletről (az acél karbontartalmától függően általában 800 és 850 °C közé
tehető) 500 °C-ra történő hűlési idővel szokták jellemezni. Azért ezt a hőmérsékletet

16
vizsgálják, mert a nagyszilárdságú acélokban az ausztenit bomlása a 850-500 ºC kö-
zötti hőmérséklettartományban valósul meg. Ily módon egy elfogadható hűlési sebes-
ség intervallum tervezhető meg, amelynek alapjául több számítási módszer is szolgál.
A hűlési sebesség függ a vonalenergiától, az előmelegítés hőmérsékletétől a hegesz-
tett kötés hővezetési tulajdonságaitól, vastagságától, hővezetési tényezőtől, a hőveze-
tésben résztvevő elemek számától és azok kiterjedésétől. A varrat mechanikai tulaj-
donságait elsősorban annak kémiai összetétele, illetve a kristályosodási sebesség és
képesség határozza meg. A hőhatásövezet mechanikai tulajdonságaiban azonban döntő
szerepe van a hegesztés során elért csúcshőmérsékletnek, az ausztenites tartományban
való tartózkodási időnek, valamint az ausztenites tartományból való hűlési sebesség-
nek.
2.3.3.1 Hővezetési modellek
A hűlési sebesség mértékét számottevően befolyásolja a kötés kialakítása, az hogy a
hővezetésében hány és milyen méretű elem vesz részt, ez alapján beszélhetünk kétdi-
menziós hővezetésről vékony lemezek esetén, illetve háromdimenziós hővezetésről
vastag lemezek esetén.
Rosenthal a lemezanyagokra vonatkozó 2D-s hővezetési modell megalkotásával
olyan egyenletet vezetett le, amely a varrat közelében a hőmérséklet lefutását a hely és
idő függvényében írja le. Ennél a vékonylemez-modellnél a felületi hőátadás dominál,
a hővezetés csekély jelentőségű. Vékonylemez-modellnél alkalmazott hőmérséklet
függvény egyszerűsítésével és átalakításával a hűlési idő számítására a (6)-os egyenle-
tet kapjuk:
2
2 2 22
0 0
1 1
4 500 800v
Dp h
Et
c v d T T
(6)
További egyszerűsítésekkel és behelyettesítésekkel egy gyakorlatban jól alkalmaz-
ható egyenletet kapunk:
22
02
02
25
05/5,8800
1
500
1103,44300 F
TTd
ETt v
. (7)

17
Jelölés λ cp ρ T0 Ev Vh d
Megne-vezés
hővezetési tényező
fajhő sűrűség előmelegítési hőmérséklet
vonal-energia
hegesztési sebesség
lemez-vastag-
ság
Mérték-egység Kmm
W
Kg
J
3mm
g ºC
mm
kJ
s
mm mm
5. táblázat: A hűlési idő összefüggéseiben szereplő jelölések jelentése
A (7) és (9) összefüggésekben szereplő F2 és F3 alaktényezőket jelentenek, ame-
lyek megválasztására vonatkozó táblázatot a [7] irodalomban találjuk meg.
A háromdimenziós hővezetés a vastag lemezekre vonatkozik. Ennél az úgynevezett
nagytest-modellnél a hővezetés dominál, az úgynevezett felületi hőátadás (konvekció)
csekély jelentőségű. Nagytest-modellnél alkalmazott hőmérséklet függvény egyszerű-
sítésével és átalakításával a hűlési idő számítására a (8)-as egyenletet kapjuk:
00
5/5,8 800
1
500
1
2 TTvt
h
. (8)
További egyszerűsítésekkel és behelyettesítésekkel a kétdimenziós összefüggéshez
hasonlóan egy gyakorlatban jól alkalmazható egyenletet kapunk:
300
05/5,8 800
1
500
156700 F
TTETt v
. (9)
A (10)-es egyenletben szereplő határlemezvastagság azt a lemezvastagságot jelenti,
amely a különböző hővezetési modellek tartományát elválasztja. Ha hatdt , akkor
2D-s számítást, ha pedig ha hatdt akkor 3D-s számítási módot alkalmazunk.
ToTo
QTo
Todhat 800
1
500
1
0005,067,0
000043,0043,01000 (10)
2.3.3.2 Hűlési idő mérése
A kívánt eredmény eléréséhez az olvadási folyamatnak és a hűlési időnek a folya-
matos ellenőrzése szükséges [5]. A tapasztalatok alapján a hegesztési paraméterek (U,
I, v) megváltozása jelentősen befolyásolják a t8/5 hűlési idő mértékét, azonban a para-
méterek betartására és folyamatos ellenőrzésére nincs mindig lehetőség.
18
Bár az előző fejezetben említett egyenletekkel lehetőség van a hűlési idő számításá-
ra, sok esetben az egyenletekben szereplő paraméterek nem elég pontosan ismertek
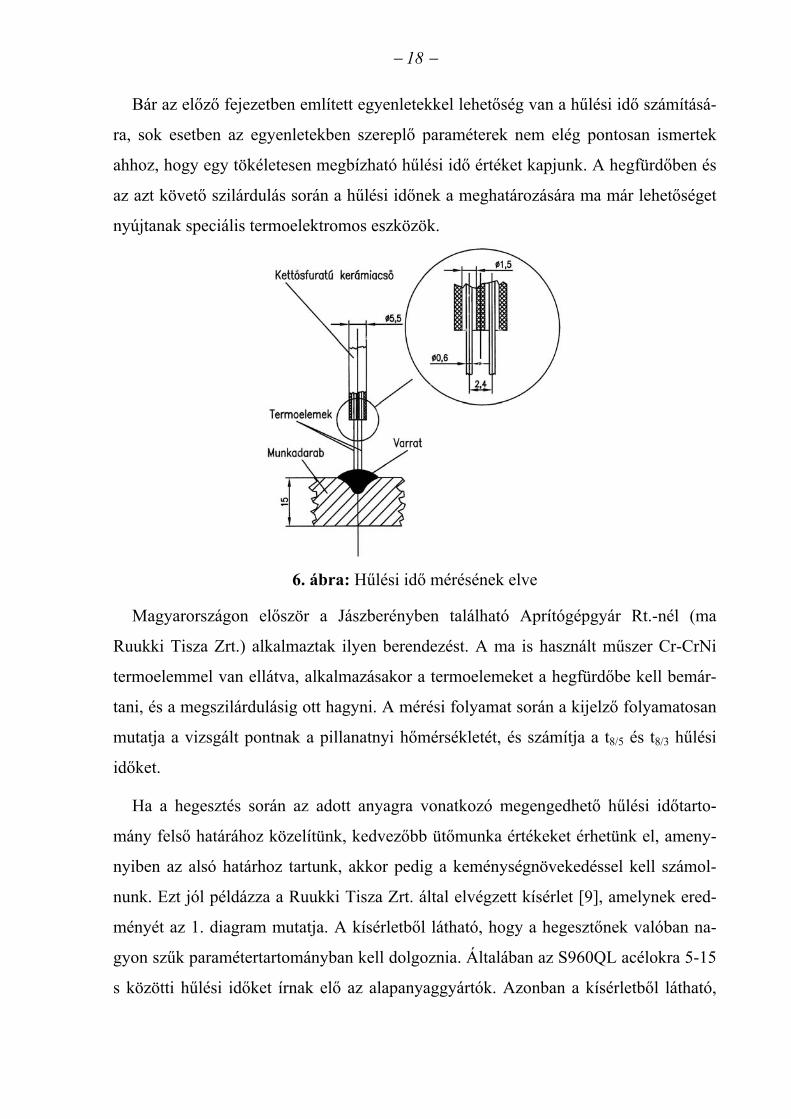
ahhoz, hogy egy tökéletesen megbízható hűlési idő értéket kapjunk. A hegfürdőben és
az azt követő szilárdulás során a hűlési időnek a meghatározására ma már lehetőséget
nyújtanak speciális termoelektromos eszközök.
6. ábra: Hűlési idő mérésének elve
Magyarországon először a Jászberényben található Aprítógépgyár Rt.-nél (ma
Ruukki Tisza Zrt.) alkalmaztak ilyen berendezést. A ma is használt műszer Cr-CrNi
termoelemmel van ellátva, alkalmazásakor a termoelemeket a hegfürdőbe kell bemár-
tani, és a megszilárdulásig ott hagyni. A mérési folyamat során a kijelző folyamatosan
mutatja a vizsgált pontnak a pillanatnyi hőmérsékletét, és számítja a t8/5 és t8/3 hűlési
időket.
Ha a hegesztés során az adott anyagra vonatkozó megengedhető hűlési időtarto-
mány felső határához közelítünk, kedvezőbb ütőmunka értékeket érhetünk el, ameny-
nyiben az alsó határhoz tartunk, akkor pedig a keménységnövekedéssel kell számol-
nunk. Ezt jól példázza a Ruukki Tisza Zrt. által elvégzett kísérlet [9], amelynek ered-
ményét az 1. diagram mutatja. A kísérletből látható, hogy a hegesztőnek valóban na-
gyon szűk paramétertartományban kell dolgoznia. Általában az S960QL acélokra 5-15
s közötti hűlési időket írnak elő az alapanyaggyártók. Azonban a kísérletből látható,

19
hogy már 12 s körüli hűlési idő esetén is a szilárdság olyan mértékben lecsökken, hogy
a kötésből kimunkált próbatest szakítószilárdsága közel az alapanyag egyezményes fo-
lyáshatárával lesz egyenlő. Szembetűnő, hogy már 8 s hűlési idő esetén is kisebb lesz
az egyezményes folyáshatár az alapanyag minimálisan megengedett folyáshatáránál.
1. diagram: Hűlési idő hatása a szilárdsági és fajlagos nyúlás értékekre
Az imént felsoroltakból következik, hogy a Ruukki Tisza Zrt-nél a t8/5-ös hűlési idő-
re javasolt intervallum 5-15 s helyett mindösszesen 6-10 s, amit a kísérleti eredmények
mellett a Ruukki egyes megrendelőinek a gyártóra vonatkozó műszaki követelményei
is megerősítenek.
2.4 Huzalelektróda
A 135 számjelű hegesztési eljáráshoz a hegesztési huzalelektródát úgy kell megvá-
lasztani, hogy a varrat tulajdonságai a hegesztett kötésre vonatkozó előírásoknak meg-
feleljenek. A hidegrepedés elkerülése érdekében csak olyan huzalelektródát szabad vá-
lasztani, amely olyan varratot eredményez, amely vegyi összetételében nem tér el túl-
ságosan az alapanyagtól, és biztosítja a nagy szilárdságot, valamint a varrat kis hidro-
géntartalmát (≤ 5 ml/100 g fém). A huzalelektróda kiválasztásakor alapvetően három
lehetőség közül dönthetünk:
1. undermatching (a varratnak kisebb a folyáshatára, mint az alapanyagnak)
2. matching (a varratnak és az alapanyagnak közel azonos a folyáshatára)
3. overmatching (a varratnak nagyobb a folyáshatára, mint az alapanyagnak).
Vizsgálati paraméterek:
S960QL alapanyag
30 mm lemezvastagság
V-60° varratelőkészítés
Union X96 O1,2 hu-zal

20
Általában 500 MPa folyáshatár körüli acélok esetén overmatching-et, 700 MPa fö-
lött pedig undermatching-et szoktak alkalmazni, ami kedvező hatással van a fáradási
tulajdonságokra is. A felsorolt szempontok figyelembevételével az alábbi hozag-
anyagokkal történhet a darabok hegesztése:
Thyssen Union X96
Böhler X 90-IG/M21
ESAB OK Autrod 13.31
OK Tubrod 14.03
6. táblázat: Az alapanyaggyártó által javasolt hozaganyagfajták
A hozaganyag alegjobban a gyöksornál keveredik az alapanyaggal, és ez legtöbb-
ször jelentős szilárdságnövekedéssel jár együtt. Emiatt a nagyszilárdságú acélok esetén
előfordul, hogy a gyöksorhoz és az egyrétegű sarokvarratokhoz gyengébben ötvözött
huzalelektródát használnak, mint a töltő- és takarósorokhoz. Itt azonban érdemes meg-
jegyezni, hogy ebben az esetben növekszik a hozaganyagok felcserélésének kockázata.

21
3. ELJÁRÁSVIZSGÁLAT
Magyarországon meglehetősen kevés vállalat foglalkozik nagyszilárdságú szerkeze-
ti acélok hegesztésével. Ezen vállalatokon belül is mindösszesen néhány van, amely az
S960Q acélokkal foglalkozik. A Ruukki Tisza Zrt. (korábbi nevén: Jászberényi
Aprítógépgyár) közel 15 éves tapasztalattal rendelkezik ezen acélok hegesztésében.
Napjainkban, a vállalat vevői egyre inkább megkövetelik, hogy a gyártmányokban elő-
forduló hegesztett kötések már az MSZ EN ISO 15614 szerinti előírások alapján ké-
szüljenek el. Ezért a vállalatnál folyamatban van a korábbi MSZ EN 287 szerint ké-
szült WPS-ek felülvizsgálata, és azok újabb szabvány szerinti elkészítése. Ebből kifo-
lyólag a Ruukki hegesztőmérnökei azzal a feladattal bíztak meg, hogy S960QL acélból
készült 15 mm-es lemezvastagságú lemezek hegesztéstechnológiáját dolgozzam ki
egyoldali PA pozícióban lévő varratra, illetve a pWPS-t tanúsítását az újabb szabvány
szerinti eljárásvizsgálattal támasszam alá.
Az MSZ EN ISO 15614-ben szereplő 5a. táblázat alapján a 15 mm-es lemezvastag-
ságra szóló WPS-ek érvényességi tartománya a 0,5– 1,5t, azaz 7,5 és 30 mm közé esik,
ami a vállalatnál alkalmazott nagyszilárdságú lemezek egy jelentős részét lefedi.
3.1 Előzetes hegesztési utasítás elkészítése
Az 1. számú mellékletben szereplő előzetes hegesztési utasítást (pWPS) az MSZ
EN ISO 15609-1:2005 szerint készítettem el. A hegesztési paraméterek meghatározá-
sánál figyelembe vettem a szakirodalmi ajánlásokat, a megrendelő szállítási feltételeit,
valamint a korábbi WPS-ek tartalmát is.
3.1.1 Alapanyag
A hegesztéshez felhasznált alapanyag a svéd SSAB Oxelösund által gyártott
WELDOX 960 típusjelű nemesített, nagyszilárdságú, finomszemcsés szerkezeti acél
volt. Az alapanyag műbizonylatában szereplő mechanikai tulajdonságokat és vegyi
összetételt a 7. táblázat mutatja.
22
WELDOX 960
RP0,2 Rm A5 KV (-40ºC)
MPa MPa % J
1030 1076 16 56
WELDOX 960
C Si Mn P S Cr Ni
0,17% 0,22% 1,26% 0,009% 0,001% 0,20% 0,05%
Mo V Ti Cu Al Nb B N
0,594% 0,045% 0,003% 0,01% 0,053% 0,014% 0,002% 0,003%
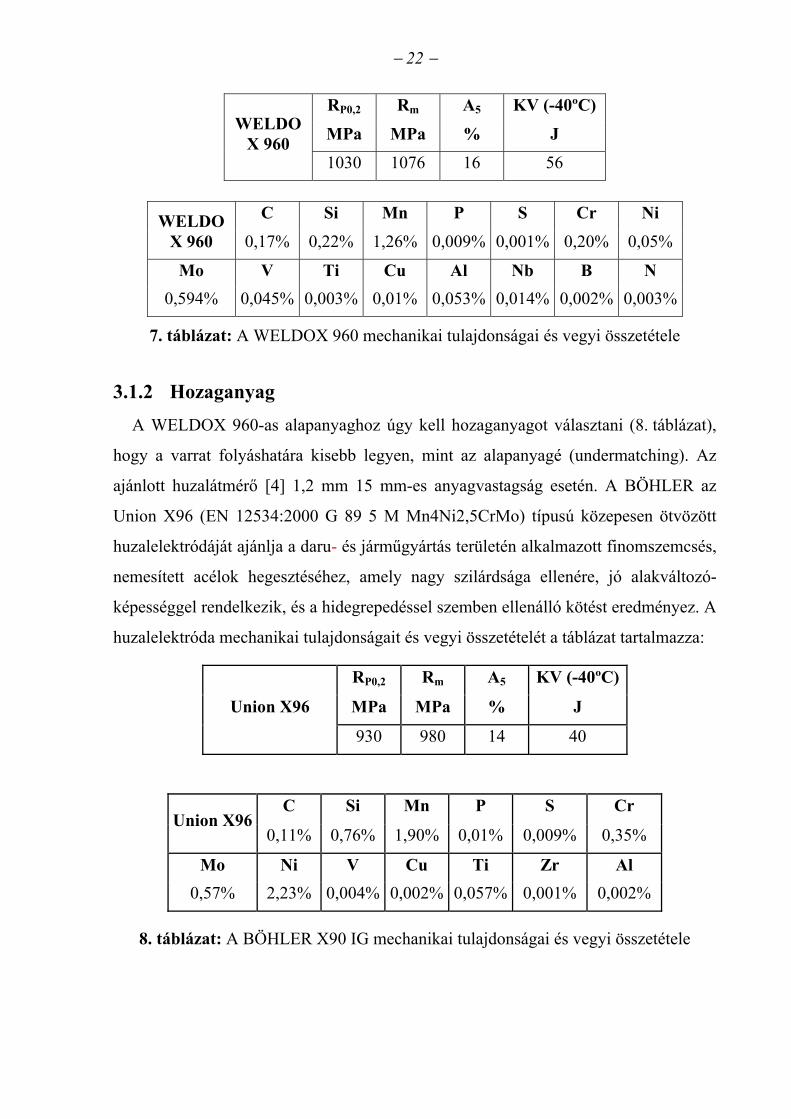
7. táblázat: A WELDOX 960 mechanikai tulajdonságai és vegyi összetétele
3.1.2 Hozaganyag
A WELDOX 960-as alapanyaghoz úgy kell hozaganyagot választani (8. táblázat),
hogy a varrat folyáshatára kisebb legyen, mint az alapanyagé (undermatching). Az
ajánlott huzalátmérő [4] 1,2 mm 15 mm-es anyagvastagság esetén. A BÖHLER az
Union X96 (EN 12534:2000 G 89 5 M Mn4Ni2,5CrMo) típusú közepesen ötvözött
huzalelektródáját ajánlja a daru- és járműgyártás területén alkalmazott finomszemcsés,
nemesített acélok hegesztéséhez, amely nagy szilárdsága ellenére, jó alakváltozó-
képességgel rendelkezik, és a hidegrepedéssel szemben ellenálló kötést eredményez. A
huzalelektróda mechanikai tulajdonságait és vegyi összetételét a táblázat tartalmazza:
Union X96
RP0,2 Rm A5 KV (-40ºC)
MPa MPa % J
930 980 14 40
Union X96 C Si Mn P S Cr
0,11% 0,76% 1,90% 0,01% 0,009% 0,35%
Mo Ni V Cu Ti Zr Al
0,57% 2,23% 0,004% 0,002% 0,057% 0,001% 0,002%
8. táblázat: A BÖHLER X90 IG mechanikai tulajdonságai és vegyi összetétele

23
3.1.3 Védőgáz
Védőgázként az MSZ EN 439:1998 szerinti M 21 jelű védőgázt alkalmaztam, mivel
ezt több szakirodalom is ajánlja [3, 4, 8], valamint a megrendelő is ezt írja elő. A ke-
vert gáz alkalmazásával mély beolvadású varrat jön létre, arányos koronamagassággal.
Ilyen alakú varratnál a melegrepedés veszélye lecsökken. Ennek megfelelően a válasz-
tott védőgáz a CORGON 18 (18% CO2 + 82% Ar). Az 1,2 mm-es huzalelektródához
az ajánlott védőgázszükséglet 15 l/min.
3.1.4 Hegesztési paraméterek meghatározása (WeldCalc)
A hegesztési technológia kidolgozására a svéd SSAB Oxelösund acélgyártó cég
megrendelésére kifejlesztett WeldCalc nevű szofvert használtam. A szoftver pontos
képet ad a t8/5-ös hűlési időről, amelyre közvetlen hatással van a vonalenergia, az elő-
melegítési hőmérséklet és a lemezvastagság és ezeken keresztül a többi hegesztési pa-
raméter is. A szoftverben elsőként a karbonegyenérték kiszámításához szükséges
alapanyagösszetételt kell megadni.
7. ábra: Karbonegyenérték meghatározása
Ezt követően a lemezvastagságokat kell beállítani, valamint ki kell választani a var-
ratgeometriát. A kombinált lemezvastagság értékét a program számítja, ami jelen eset-
ben a lemezvastagságok összegére, azaz 30 mm-re adódik.

24
Ezután a hegesztési munkaterületet határoztam meg a program segítségével. A he-
gesztési munkaterület vízszintes tengelyén az előmelegítési hőmérséklet, függőleges
tengelyén a vonalenergia szerepel. A piros, zöld, kék és fekete vonalakkal határolt te-
rület mutatja azt a tartományt, amelyben a hegesztést kell végezni. Ez egy igen szűk
tartomány, amelyet csak pontosan beállított paraméterekkel és megfelelő gondossággal
végzett hegesztéssel lehet tartani.
8. ábra: Hegesztési munkaterület
Amennyiben a hegesztési paraméterek a pirossal jelzett maximálisan megengedhető
hűlési idő felé esnek, akkor a hőhatásövezet szívósságának és szilárdságának csökke-
nésével kell számolni. Abban az esetben, ha a minimálisan előírt hűlési időt jelző kék
görbe alá esik, akkor átolvadási hiba veszélye áll fenn. A kívánt paramétertartomány-
tól balra eső terület hidrogénrepedés veszélyét, a jobboldali pedig csökkent mechani-
kai tulajdonságokat eredményez a hőhatásövezetben. A program által, azaz az alap-
anyag gyártója által javasolt hűlési idő értékének a Weldox 960 acél esetén 5-15 s kö-
zé kell esnie. Ha a Ruukki egyik fő megrendelőjének, a TEREX-DEMÁG-nak a mű-
szaki szállítási feltételeit vesszük figyelembe, akkor ez a tartomány 6-10 s-ra szűkül,
azaz a hegesztési munkaterület még kisebbre adódik.
Az előmelegítési és a maximálisan megengedhető rétegközi hőmérsékletet a 8. áb-
rán látható munkaterület, valamint a szállítási feltételekben [16] található táblázat alap-
ján határoztam meg. Ezek alapján az ajánlott hőmérséklet-tartomány 15 mm-es lemez-
vastagságú S960Q alapanyag hegesztésekor 100-150 ° C. A szállítási feltételek alapján
az előmelegítés hőmérsékletet S690 acél hegesztésekor a felső hőmérséklettartomány-

25
ra, S960 acél esetén a felső hőmérséklettartomány +40 °C-ra kell meghatározni [16].
Az előbbiek figyelembevételével az előmelegítési hőmérsékletet 190 °C-ra, a rétegkö-
zi hőmérsékletet pedig 150 °C-ra írtam elő.
9. ábra: Vonalenergia és hűlési idő számítása
Az áramerősséget, a feszültséget és a hegesztési sebességet is a program segítségé-
vel állítottam be, miközben folyamatosan ellenőriztem a hűlési idő és a vonalenergia
értékét, hogy azok a megengedett tartományon belül maradjanak.
3.2 A hegesztési próba elkészítése
A korábbi fejezetekben leírtak alapján készítettem el a darab hegesztéséhez szüksé-
ges pWPS-t (előzetes gyártói hegsztési utasítást). A próbadarabok hegesztéséhez szük-
séges lemezeket lángvágással darabolták, majd a varratvályú kialakításához szükséges
leélezés mechanikus megmunkálással, marógépen történt. Mivel egyoldali varratot
kellett készíteni, ezért a hőmérséklet okozta deformáció elkerülése céljából a lemeze-
ket a gyökoldalon három helyen merevítőlemezekkel rögzítettük egymáshoz. Emellett
az előírásoknak megfelelően kifutó lemezeket is használtunk a hegesztésnél.
Az előmelegítés oxigén-acetilén gázzal működő melegítőégővel történt. Az előme-
legítés 190 ºC-ra történt a pWPS alapján. A rétegközi hőmérsékletet a számítások, az
előírásoknak és a gyakorlati tapasztalatok alapján 150 ºC-ban határoztuk meg. A he-
gesztővel a hőmérsékletek ellenőrzésére hőkrétát, illetve vele párhuzamosan infravö-
rös hőmérőt alkalmaztunk.

26
A próbadarabok hegesztése egy ESAB MIG 5000 iw típusú hegesztőgéppel történt,
amelyhez egy WeldQAS nevű hegesztési folyamat felügyelő rendszert csatlakoztat-
tunk. A rendszer a felügyeletben, a hibafelismerésben és dokumentáció során segíti a
mérnökök munkáját. A hegesztés során a WeldQAS-t az úgynevezett kompakt
szenzorrral használtuk, amely egyidejűleg képes volt mérni a hegesztési áramot, fe-
szültséget, gázáramlást és a huzalelőtolást. A folyamat felügyelő rendszer segítségével
rögzített hegesztési paramétereket a 9. táblázat tartalmazza:
Varratsor Előmelegítés
[°C] Sebesség [cm/min]
Huzalelőto-lás [m/min]
Áram [A]
Feszültség [V]
Ev [kJ/mm]
Számított t8/5 [s]
Mért t8/5 [s]
9. (takaró) 150 51,75 10,54 302,54 29,44 0,8 6,5
8. (takaró) 150 47,44 10,54 289,41 28,89 0,9 7
7. (takaró) 150 43,27 10,55 290,99 28,99 0,9 8
6. (IV. sor) 150 41,08 10,55 287,01 29,61 1 9
5. (IV. sor) 150 41,85 10,55 275,62 29,68 0,9 8
4. (III. sor) 150 34,75 10,55 274,16 29,66 1,1 12
3. (III. sor) 150 56,96 10,55 275,43 29,00 0,7 5
2. (II. sor) 150 30,74 8,22 236,77 25,80 1 9 9,9
Gyök 190 17,39 3,21 116,85 18,47 0,6 5,5 7
9. táblázat: Hegesztési paraméterek PA pozícióban
A gyöksort követő varratsornál azért alkalmaztunk a többi töltősornál kisebb
huzalelőtolási sebességet és alacsonyabb feszültséget, mert ellenkező esetben a varrat
átroskadása, illetve gyökátfolyás következett volna be. A hűlési időket minden sor
után kiszámítottam a WeldCalc nevű szoftver segítségével, amely a (6)-(10)-es képle-
teket alkalmazza a számításokhoz. Az első két sor hegesztésekor termoelemes mérő-
eszközzel is ellenőriztem, hogy megfelelőek-e a hűlési idők, illetve ezáltal a beállított
paraméterek. A táblázatból látható, hogy az előírt 6 és 10 s közötti hűlési időket két sor
hegesztésekor nem sikerült teljes mértékben tartani. A gyöksor hegesztésénél kisebb, a
negyedik sor hegesztésekor pedig nagyobb hűlési idők adódtak. Ennek oka
nyílvánvalóan az, hogy a darabok hegesztése kézi és nem automatizált hegesztéssel
történt. Érdemes azért megjegyezni, hogy több szakirodalom és az alapanyag gyártója
tágabb intervallumot, nevezetesen 5-15 s közötti hűlési időket enged meg, amiket vi-
szont nagy biztonsággal sikerült tartani hegesztéskor. A hegesztési folyamat pontos

27
nyomonkövetése lehetővé tette, hogy az egyes sorok hegesztése között kiértékeljük az
addigi eredményeket, így azok figyelembevételével kezdhettünk hozzá a következő
sorok hegesztéséhez. Összességében így sikerült elérni, hogy a varrat szép, húzott so-
rokból készüljön el.
3.3 A minősítéshez szükséges vizsgálatok és eredményeik
A hegesztési technológiák minősítő vizsgálatát az MSZ EN ISO 15614-1:2004
szabvány szerint kell elvégezni, és a hegesztési technológia jóváhagyása esetén a mi-
nősítés jegyzőkönyve a WPQR (Welding Procedure Qualification Record) kiállítható.
Próbadarab A vizsgálat típusa A vizsgálat terje-
delme
Tompavarrat
Szemrevételezéses vizsgálat 100%
Radiográfiai vagy ultrahangos vizsgálat
100%
Felületi repedésvizsgálat 100%
Keresztirányú szakítóvizsgálat 2 próbatest
Keresztirányú hajlítóvizsgálat 4 próbatest
Ütővizsgálat 2 készlet szükséges
Keménységvizsgálat 1 próbatest szüksé-ges
Makrovizsgálat
Sarokvarrat
Szemrevételezéses vizsgálat 100%
Felületi repedésvizsgálat 100%
Keménységvizsgálat 2 próbatest szüksé-ges
Makrovizsgálat
10. táblázat: Szükséges vizsgálati eljárások
A hegesztési technológia megfelelősége esetén az előzetes hegesztési utasítás
(pWPS) gyártásba adható hegesztési utasításként (WPS). Az S960Q hegesztésének
nehézségeit jelzi, hogy például a DVS 1702 előírásai alapján a WPS-ek érvényességi
tartományát évente gyártáspróbával kell meghosszabbítani.

28
A hegesztéstechnológia jóváhagyásához szükséges roncsolásmentes vizsgálatokat a
gyártó vállalat, azaz a Ruukki Tisza Zrt. telephelyén végeztük el, a roncsolásos vizsgá-
latokat kivitelezéséért pedig a minősített laboratóriummal rendelkező ÁEF Anyag-
vizsgáló Laboratórium Kft. volt a felelős.
3.3.1 Roncsolásmentes vizsgálatok
A szemrevételezéses vizsgálatot az MSZ EN 970:1999 szabvány szerint hajtottuk
végre a hegesztett kötésre vonatkozóan 100%-os terjedelemben. A vizsgálat során a
próbadarabokon az MSZ EN ISO 5817:2004 szabvány szerint megengedettnél na-
gyobb eltérések nem voltak tapasztalhatók.
Felületi repedések kimutatására a Ruukki Tisza Zrt-nél a mágnesezhető poros vizs-
gálatot alkalmazzák, amelyet az MSZ EN 1290:2004 szabvány szerint hajtottunk végre
a hegesztett kötésre vonatkozóan 100%-os terjedelemben. A vizsgálat során bebizo-
nyosodott, hogy mindkét próbadarab megfelel az MSZ EN 1291:2004 szabvány sze-
rinti átvételi követelményeknek.
Az MSZ EN 15614-1:2004-es szabvány szerint tompavarratnál radiográfiai vagy
ultrahangos vizsgálatot kell végezni a hegesztett kötésre vonatkozóan 100%-os terje-
delemben. A vállalatnál az ultrahangos eljárás alkalmazására volt lehetőség, amelyet
az MSZ EN 1712:2004 szabvány szerint hajtottak végre az anyagvizsgálók. Ezen a
vizsgálat során is mindkét próbadarab megfelelt az MSZ EN ISO 5817:2004 szabvány
szerinti átvételi követelményeknek.
3.3.2 Roncsolásos vizsgálatok
A próbatestek kimunkálásának módját a tompavarratos kötésből az MSZ EN ISO
15614: 2004 követelményei határozzák meg. Ezen előírások figyelembevételével a 2.
számú mellékletben szereplő ábra alapján munkáltuk ki a próbatesteket.
3.3.2.1 Makro- és mikrovizsgálat
A makro- és mikrovizsgálatot az MSZ EN 1321:1999 szabvány szerint hajtottuk
végre. A csiszoláshoz a próbatesteket forgácsolással készítettük elő, és különböző fi-
nomságú csiszolópapírokon végeztük el a darabok csiszolását. A csiszolást követte a

29
polírozási művelet, amely során az egyik legelterjedtebben alkalmazott polírozószert,
alumínium-oxid és desztillált víz szuszpenzióját alkalmaztuk. Ezt követően a maratást
salétromsav alkoholos oldatával végeztük el. A makro- és mikrovizsgálat során hibá-
nak minősülő eltéréseket nem találtunk, ez utóbbi során pedig láthattuk a hőhatásöve-
zetre jellemző zónákat:
durvaszemcsés övezet (1100…1400 ºC),
finomszemcsés övezet (A3…1100 ºC),
interkritikus övezet (A1… A3),
szubkritikus övezet (500 ºC … A1).
3.3.2.2 Keménységvizsgálat
A keménységvizsgálatot az MSZ EN 1043-1: 1999 szabvány szerint hajtottuk vég-
re. E szabvány az ISO 6507-1 szerinti, 49 N vagy 98 N (HV 5 vagy HV 10) szokásos
vizsgálati terheléssel végzett Vickers keménységmérésekre vonatkozik. A lenyomatok
számát és a szomszédos lenyomatok távolságát úgy kell megállapítani, hogy a hegesz-
téskor keményedett és kilágyult övezetek meghatározhatók legyenek, és az előállított
hegesztett kötés értéklehető legyen.
A hegesztés hatására a hőhatásövezetben keményedő fémek keménységvizsgálata
során a hőhatásövezetben további lenyomatokat kell készíteni, amelyek a beolvadási
vonaltól legfeljebb 0,5 mm-re legyenek, a hőhatásövezetben lévő keménység lenyoma-
tok esetén a középpontjuk közötti ajánlott távolság 1 mm. A lenyomatoknak mind a
korona-, mind a gyökoldalon az anyag szélétől 2 mm-es távolságra kell lenniük.
Az 10. ábra mutatja a keménységlenyomatok helyét. Az MSZ EN ISO 15614: 2004
szabvány 2. táblázata tartalmazza a megengedett maximális keménységértékeket a
CR ISO 15608 szabvány szerinti anyagcsoportokra. Ezek alapján mivel nem hőkezelt
az alapanyag a maximálisan megengedhető keménység a 3-as anyagcsoportra 450 HV
10.

30
10. ábra: Keménységlenyomatok pozíciója
A vizsgálatok eredményeit a 11. táblázat tartalmazza:
11. táblázat: Keménységértékek a hegesztett kötésben
A szabvány keménységvizsgálatra vonatkozó követelményét a hegesztett kötés tel-
jesítette, mivel a vizsgálat során mért maximális keménységérték 405 HV volt, ami je-
lentősen kevesebb, mint a maximálisan megengedhető 450 HV. A koronaoldali érté-
kek a 325 és 405 HV közötti tartományban mozogtak, jelentős mértékű kilágyulás sem
a varratban, sem a hőhatásövezetben nem volt tapasztalható. A gyökoldalon jelentősen
kisebb keménységet mértek a korona oldalnál, ami a gyököt követő sorok hőkezelő
hatásának tudható be. A keménységek 260 é 344 HV közötti tartományba estek, és

31
mind a hőhatásövezet, mind a varrat esetén az alapanyagtól kisebb keménységet mér-
tek, tehát jelentős volt a kilágyulás.
3.3.2.3 Szakítóvizsgálat
A szakítóvizsgálatot az MSZ EN 895:1999 szabvány szerint hajtottuk végre, a vizs-
gálat során pedig az MSZ EN 10002-1:2001 szabvány általános irányelveit alkalmaz-
tuk. A szabvány tartalmazza a tompahegesztett kötések szakítószilárdságának és sza-
kadási helyének megállapítására való keresztirányú szakítóvizsgálat végrehajtásának
módját és a próbatest méreteit. A próbatesteket a szabvány előírása alapján úgy vettük
ki a hegesztett kötésből, hogy a forgácsolást követően a varrat tengelye a próbatest
vizsgálati szakaszának közepére kerüljön, illetve mind a korona- mind a gyökoldalon a
varratdudort az alapanyaggal egy síkban lemunkáltuk.
Az MSZ EN ISO 15614:2004-e szabvány szerint a hegesztett kötésből kimunkált
keresztirányú próbatest szakítószilárdsága nem lehet kevesebb az alapanyagra vonat-
kozó szabványban előírt minimális értéknél, ami 980 MPa szakítószilárdságnak felel
meg az MSZ EN 10025-6:2004 szerint. A kötésből kimunkált két próbatest közül az
egyik 1030 MPa, a másik 1020 MPa feszültségnél szakadt el, mindkét esetben a var-
ratban. Mindkét szilárdság érték nagyobb volt 980 MPa-nál, ezért megállapítható,
hogy a szakítóvizsgálatra vonatkozó követelményt a hegesztett kötés teljesítette.
3.3.2.4 Hajlító vizsgálat
A hajlító vizsgálatot az MSZ EN 910:1999 szabvány szerint kell végrehajtani, ami
alapján 12 mm-es lemezvastagság felett 4 db oldalhajlító próbatestet kell kimunkálni.
A szakítóvizsgálathoz hasonlóan a próbatesteket úgy munkáltuk ki a kötésből, hogy a
forgácsolást követően a varrat tengelye a próbatest vizsgálati szakaszának közepére
kerüljön, illetve mind a korona- mind a gyökoldalon a varratdudort az alapanyaggal
egy síkba lemunkáltuk. A vizsgálat során a próbatestet két 85 mm átmérőjű párhuza-
mos görgőből álló támaszra helyeztük annak figyelembevételével, hogy a hegesztett
kötés a görgőtáv közepére kerüljön. A próbatesteket az alátámasztási hossz közepén, a
varrat tengelyében, a nyomótesten keresztül a próbatest felületére merőlegesen, foko-
zatosan és folyamatosan közölt terheléssel hajlítottuk meg. Ezek alapján mind a négy

32
oldalhajlító próbatestet 180 °-ig sikerült elhajlítani, amelyek közül az egyik darab ese-
tén 1 mm-es felnyílást tapasztaltak, ami nem változtatott a sikeres eredményen.
3.3.2.5 Ütővizsgálat
Az ütővizsgálathoz szükséges próbatestek kimunkálását és bemetszésének irányát
az MSZ EN 875: 1998 szabvány határozza meg, magát a vizsgálatot pedig az MSZ EN
10045-1:1994 szabvány tartalmazza. A kimunkált próbatest méretei a szabványnak
megfelelően 55x10x10 hasábok voltak, amik 45-os „V” bemetszéssel készültek.
12. táblázat: Ütőpróbatestek kivétele a hegesztett kötésből
Az MSZ EN ISO 15614-1:2004 szabvány szerint az ütővizsgálat során elnyert
energiának összhangban kell lennie az alapanyag szabványában rögzített ütőmunka ér-
tékével. Az eljárásvizsgálat az ütővizsgálat szempontjából akkor tekintethető eredmé-
nyesnek, ha a kimunkált három, varratban bemetszett próbatest ütőmunka értékeinek
átlaga, valamint a három hőhatásövezetben bemetszett próbatest ütőmunka értékeinek
átlaga legalább akkora, mint az alapanyagra előírt minimális ütőmunka, ami az
S960QL acél esetén -20 °C-on 40 J, -40 °C-on pedig 30 J energiának felel meg. A
szabvány további követelménye, hogy legfeljebb egy-egy próbatest ütőmunkaértéke
lehet kevesebb az átlagértékre vonatkozó minimális ütőmunkánál, de legalább el kell
érnie annak a 70 %-át.
Az ütővizsgálatokat bár célszerű lett volna az alapanyag műbizonylatán szereplő
-40 °C-on végezni, a felkért anyagvizsgáló vállalat -20 °C-on végezte el a vizsgálato-
kat, feltehetően abból a megfontolásból, hogy Magyarországon a szabadtéren működő
szerkezeteket -20 °C hőmérséklet elviselésére kell tervezni. A vizsgálatok eredményeit
a 13. táblázat tartalmazza:

33
Próbatest jelölése KV [J] Átlag KV [J]
VWT-1 85
74 VWT-2 68
VWT-3 69
VHT-1 72
78 VHT-2 77
VHT-3 86
13. táblázat: Az ütővizsgálatok eredményei
Az MSZ EN ISO 15614-1:2004 szabvány követelménye teljesült, mivel az alap-
anyagra vonatkozó -20 °C-on mért 40 J-t a próbatestek ütőmunkáinak átlagai nagy biz-
tonsággal teljesítették, illetve egyik ütőmunkérték sem volt kisebb 40 J-nál.

34
4. HEGESZTÉSI KÍSÉRLETEK
Az eljáráspróbára szánt darabok hegesztése mellett öt kísérleti próbát készítettünk,
amelyek hegesztésénél szándékoltan az előírásoktól eltérő paraméterekkel dolgoztunk.
A vizsgálatok azt a célt szolgálták, hogy kielemezzük az ideális paraméterektől való
eltérés hatását a hegesztett darabok mechanikai és anyagszerkezeti tulajdonságára.
A nagyszilárdságú acélok hegesztése során nagyon szűk paramétertartomány áll
rendelkezésre, ami meglehetősen nagy munkafegyelmet kíván a hegesztő részéről. Az
iparban bevett gyakorlat szerint a hegesztőmérnökök egy új gyártmány
hegesztéstechnológiájáért felelnek, illetve ezzel kapcsolatban a próbahegesztések fel-
ügyeletét végzik. Emellett a hegesztőmérnökök felelősek a kiszállításra váró gyártmá-
nyok átellenőrzésért, azaz csak a teljes munkafolyamat elején és végén vannak jelen, a
hegesztett kötések kialakításakor nem tartózkodnak az üzemben. Ráadásul a hegesztők
nem is közvetlenül a hegesztőmérnökök alá, hanem a termelésvezetők alá tartoznak,
akik elsősorban a határidő tartásában és a termelési mutatók növelésében érdekeltek.
Emiatt gyakran a hegesztők egy határidő közeledtével kénytelenek gyorsabban dol-
gozni, ami könnyen a minőség rovására vezet. Ez gyakran párosul az éjszakai műsza-
kok esetén tapasztalható alacsonyabb szintű munkafegyelemmel.
A felsorolt okokból fakadóan jött az igény a hegesztőmérnökök részéről, hogy
megvizsgáljuk, a gyártói előírásoktól valamint a szakirodalmakban szereplő előírások-
tól eltérően végzett hegesztés, milyen hatással van a hegesztett kötés minőségére. A
kísérletek során 5 darab próbát hegesztettünk oly módon, hogy az egyes daraboknál
bizonyos hegesztési paramétereket és körülményeket megváltoztattunk.
A hegesztett kötések minőségét az eljáráspróbákhoz hasonlóan keménység, ütő és
szakítóvizsgálattal alkalmazásával hasonlítottuk össze, valamint a roncsolásos vizsgá-
latok előtt ultrahangos és mágnesporos vizsgálatokat is végeztünk. Az eljáráspróba
vizsgálataitól két dologban tértünk el. Az egyik különbség, hogy az ütővizsgálatot az
alapanyag műbizonylatán szereplő hőmérsékleten, azaz - 40 °C-on és nem – 20 °C-on
végeztük, amit az eljáráspróba során mért ütőmunkák és a kísérlet során mért értékek
35
összevetésekor ezt mindenképpen figyelembe kell venni. A másik különbség mindösz-
szesen annyi volt, hogy több keménységlenyomatot készítettem, mivel a kísérletek so-
rán sok esetben a nagyobb hőbevitel, nagyobb hőhatásövezetet eredményezett. A hűlé-
si idők számítását az eljárásvizsgálathoz hasonlóan a WeldCalc segítségével végeztem
el.
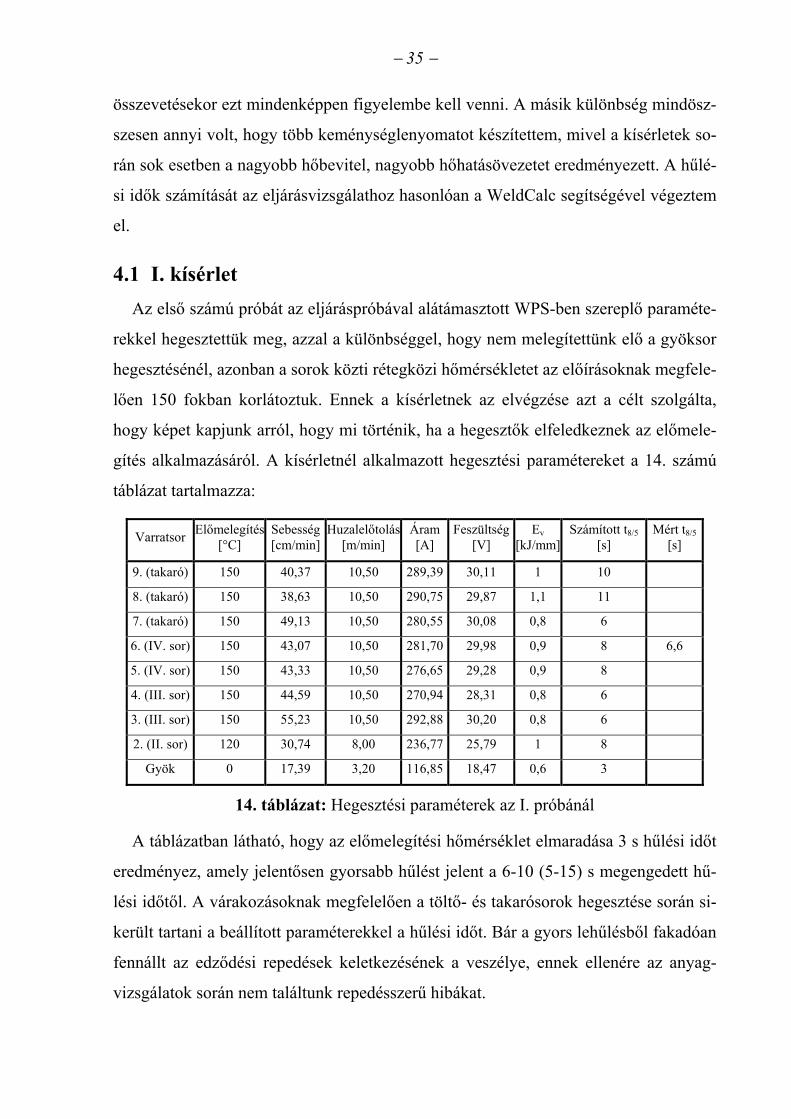
4.1 I. kísérlet
Az első számú próbát az eljáráspróbával alátámasztott WPS-ben szereplő paraméte-
rekkel hegesztettük meg, azzal a különbséggel, hogy nem melegítettünk elő a gyöksor
hegesztésénél, azonban a sorok közti rétegközi hőmérsékletet az előírásoknak megfele-
lően 150 fokban korlátoztuk. Ennek a kísérletnek az elvégzése azt a célt szolgálta,
hogy képet kapjunk arról, hogy mi történik, ha a hegesztők elfeledkeznek az előmele-
gítés alkalmazásáról. A kísérletnél alkalmazott hegesztési paramétereket a 14. számú
táblázat tartalmazza:
Varratsor Előmelegítés
[°C] Sebesség [cm/min]
Huzalelőtolás [m/min]
Áram [A]
Feszültség [V]
Ev [kJ/mm]
Számított t8/5 [s]
Mért t8/5 [s]
9. (takaró) 150 40,37 10,50 289,39 30,11 1 10
8. (takaró) 150 38,63 10,50 290,75 29,87 1,1 11
7. (takaró) 150 49,13 10,50 280,55 30,08 0,8 6
6. (IV. sor) 150 43,07 10,50 281,70 29,98 0,9 8 6,6
5. (IV. sor) 150 43,33 10,50 276,65 29,28 0,9 8
4. (III. sor) 150 44,59 10,50 270,94 28,31 0,8 6
3. (III. sor) 150 55,23 10,50 292,88 30,20 0,8 6
2. (II. sor) 120 30,74 8,00 236,77 25,79 1 8
Gyök 0 17,39 3,20 116,85 18,47 0,6 3
14. táblázat: Hegesztési paraméterek az I. próbánál
A táblázatban látható, hogy az előmelegítési hőmérséklet elmaradása 3 s hűlési időt
eredményez, amely jelentősen gyorsabb hűlést jelent a 6-10 (5-15) s megengedett hű-
lési időtől. A várakozásoknak megfelelően a töltő- és takarósorok hegesztése során si-
került tartani a beállított paraméterekkel a hűlési időt. Bár a gyors lehűlésből fakadóan
fennállt az edződési repedések keletkezésének a veszélye, ennek ellenére az anyag-
vizsgálatok során nem találtunk repedésszerű hibákat.

36
4.1.1 Szakítóvizsgálat eredménye az I. kísérletnél
A kötésből kimunkált két próbatest közül az egyik 1032 MPa, a másik 1040 MPa
feszültségnél szakadt el, mindkét esetben a varratban. Ezek az értékek nagyobbak a
szabványban előírt minimális értéknél, ami 980 MPa szakítószilárdságnak felel meg az
MSZ EN 10025-6:2004 szerint. Ebből kifolyólag megállapítható, hogy a szakítóvizs-
gálat követelményét teljesítette az I. számú kísérlet.
4.1.2 Ütővizsgálat eredménye az I. kísérletnél
Az MSZ EN ISO 15614-1 szabvány szerint összesen 3-3 próbatestet munkáltunk ki.
Kísérlet száma Próbatest jelölése KV [J] Átlag KV [J]
I.
VWT-1 43
46 VWT-2 49
VWT-3 46
VHT-1 42
31 VHT-2 33
VHT-3 19
15. táblázat: Ütővizsgálat eredményei az I. kísérletnél
Mind a hőhatásövezetben, mind pedig a varratban bemetszett próbatestek átlagérté-
kei teljesítették az alapanyagra vonatkozó -40 °C-on mért 30 J ütőmunkát. Az MSZ
EN ISO 15614-1 szabványnak megengedi, hogy egy próbatest ütőmunkája kevesebb
legyen 30 J-nál, azonban ez nem lehet kevesebb az átlagértékre vonatkozó követel-
mény 70%-ánál, azaz 21 J-nál, amit az egyik hőhatásövezetben bemetszett próbatest
nem tudott teljesíteni.
4.1.3 Keménységvizsgálat eredménye az I. kísérletnél
A 2. számú diagram mutatja a koronoldalon, a 3. számú diagram pedig a gyökolda-
lon mért keménységeloszlást. A beolvadási vonalhoz legközelebb eső lenyomatoknál
további két lenyomatot készítettem, amelyek közül a sorozat felett elhelyezkedő le-
nyomatokat pirossal, az alatta elhelyezkedő lenyomatokat pedig zöld háromszöggel je-
löltem. Az MSZ EN 1043-1: 1999 szerint végrehajtott keménységvizsgálat teljesítette
az MSZ EN ISO 15614-1 szabványban előírt követelményt a maximálisan megenged-
37
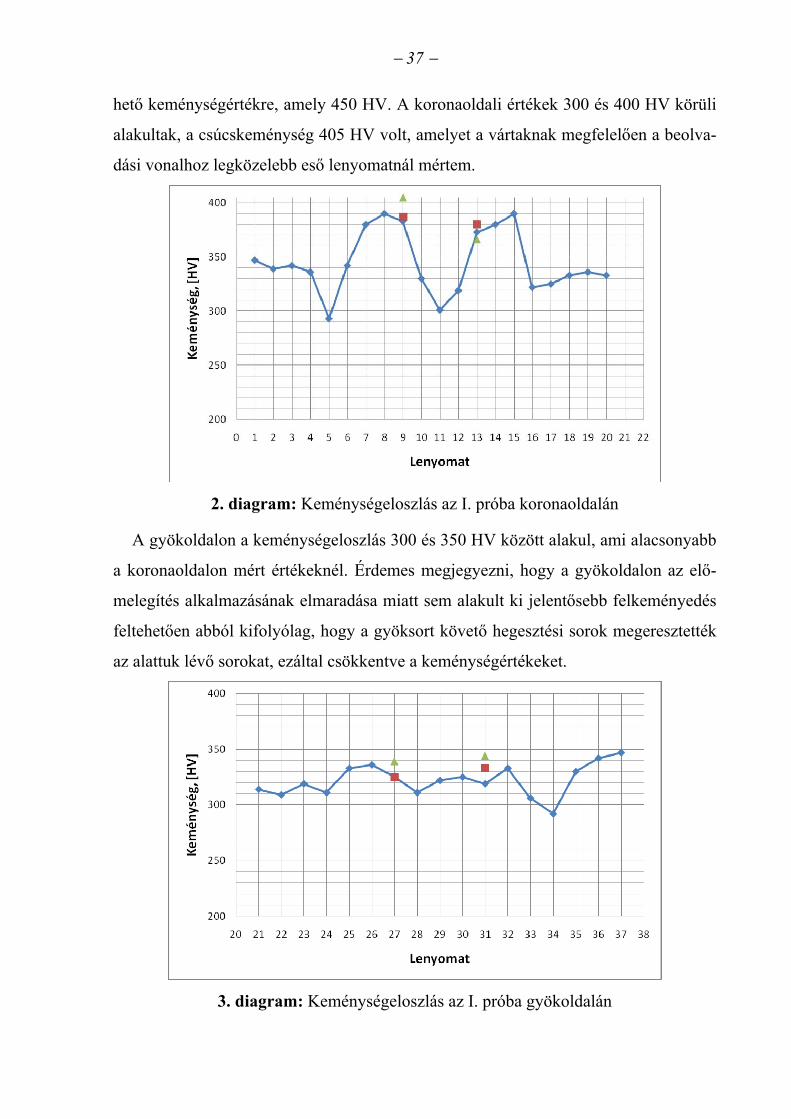
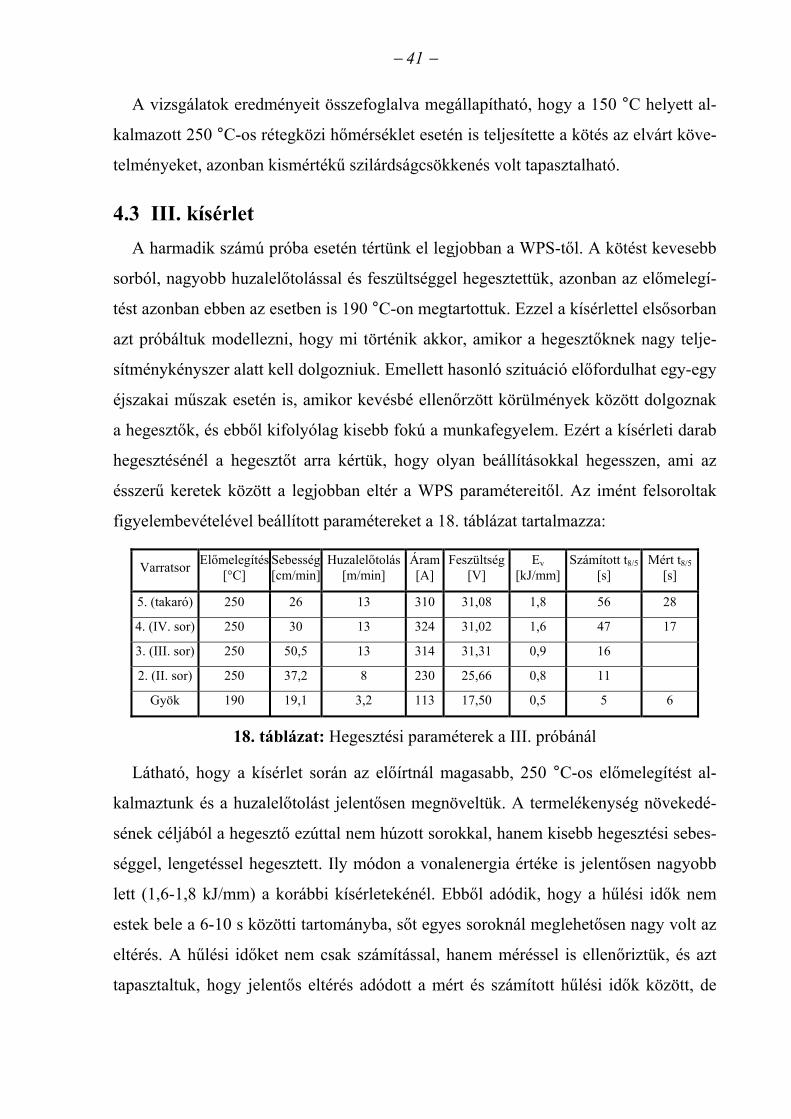
hető keménységértékre, amely 450 HV. A koronaoldali értékek 300 és 400 HV körüli
alakultak, a csúcskeménység 405 HV volt, amelyet a vártaknak megfelelően a beolva-
dási vonalhoz legközelebb eső lenyomatnál mértem.
2. diagram: Keménységeloszlás az I. próba koronaoldalán
A gyökoldalon a keménységeloszlás 300 és 350 HV között alakul, ami alacsonyabb
a koronaoldalon mért értékeknél. Érdemes megjegyezni, hogy a gyökoldalon az elő-
melegítés alkalmazásának elmaradása miatt sem alakult ki jelentősebb felkeményedés
feltehetően abból kifolyólag, hogy a gyöksort követő hegesztési sorok megeresztették
az alattuk lévő sorokat, ezáltal csökkentve a keménységértékeket.
3. diagram: Keménységeloszlás az I. próba gyökoldalán

38
Az I. kísérlet az egyik próbatest ütőmunkája kivételével teljesítette a szabvány kö-
vetelményeit, ebből mégsem szabad levonni azt a következtetést, hogy a hegesztést
megelőző előmelegítés elhagyható. A kísérletnél két egyszerű lemezt hegesztettünk
össze PA pozícióban, viszonylag rövid, 300 mm hosszon. Azonban egy hegesztett
szerkezet általában a bonyolultságából fakadóan mindig rendelkezik belső feszültsé-
gekkel, amelyek összeadódva az előmelegítés elmaradásából származó feszültségekkel
könnyen eredményezhetnek edződési repedéseket.
4.2 II. kísérlet
A második számú próbát is a WPS-ben szereplő áramerősséggel és feszültséggel
hegesztettük meg, azonban a jelenlegi próbánál az előírásoknak megfelelően 190 fokra
előmelegítettük a darabot. Egyedül abban tértünk el a WPS-től, hogy a sorok hegeszté-
se között nem tartottuk be a maximálisan megengedhető 150 °C-os rétegközi hőmér-
sékletet, hanem helyette 250 °C-ot alkalmaztunk. A kísérletnél alkalmazott paraméte-
reket a 16. táblázat tartalmazza:
Varratsor Előmelegítés
[°C] Sebesség [cm/min]
Huzalelőtolás [m/min]
Áram [A]
Feszültség [V]
Ev [kJ/mm]
Számított t8/5 [s]
Mért t8/5 [s]
9. (takaró) 250 41,93 10,5 271 30,08 0,9 16
8. (takaró) 250 42,76 10,5 286 29,69 1 17
7. (takaró) 250 42,71 10,5 259 28,22 0,8 12
6. (IV. sor) 250 37,91 10,5 271 29,80 1 19 10,7
5. (IV. sor) 250 45,28 10,5 280 29,49 0,9 14
4. (III. sor) 250 51,47 10,5 291 29,66 0,8 12
3. (III. sor) 250 64,32 10,5 304 30,27 0,7 9
2. (II. sor) 250 48,23 8 241 27,26 0,7 8
Gyök 190 17,01 3,2 113 17,48 0,6 5,5
16. táblázat: Hegesztési paraméterek a 2. próbánál
A táblázatból látható, hogy a nagyobb rétegközi hőmérséklet jelentősen növeli a hű-
lési időket, amelyek így szinte kivétel nélkül a megengedett felső határ, azaz 10 s fö-
lött alakulnak, sőt egy részük a 15 s-os kevésbé szigorúbb követelményt sem teljesíti.

39
4.2.1 Szakítóvizsgálat eredménye a II. kísérletnél
A kötésből kimunkált két próbatest közül az egyik 1016 MPa, a másik 1021 MPa
feszültségnél szakadt el. Az előbbi a varratban, a másik a hőhatási övezetben. Ezek a
szilárdság értékek valamelyest kisebbek az I. számú kísérlet eredményeinél, amelyet
indokol a 100 °C-kal nagyobb rétegközi hőmérséklet. Azonban a magasabb rétegközi
hőmérséklettel is mindkét szilárdság érték nagyobb 980 MPa-nál, ezért megállapítható,
hogy a szakítóvizsgálat követelményét teljesítette az II. számú kísérlet.
4.2.2 Ütővizsgálat eredménye a II. kísérletnél
Az MSZ EN ISO 15614-1 szabvány szerint összesen 3-3 próbatestet munkáltunk ki,
amelyek értékeit a táblázat mutatja:
Kísérlet száma Próbatest jelölése KV [J] Átlag KV [J]
II.
VWT-1 45
43 VWT-2 47
VWT-3 38
VHT-1 42
44 VHT-2 54
VHT-3 36
17. táblázat: Ütővizsgálat eredményei a II. kísérletnél
Mind a hőhatásövezetben, mind pedig a varratban bemetszett próbatestek átlagérté-
kei teljesítették az alapanyagra vonatkozó -40 °C-on mért 30 J ütőmunkát. Az MSZ
EN ISO 15614-1 szabvány ütőmunkára vonatkozó többi követelménye is teljesült, mi-
vel minden próbatest külön-külön is teljesítette a 30 J-t. Érdemes még megjegyezni,
hogy az I. kísérlethez képest jobb ütőmunka értékeket kaptunk a hőhatásövezetben
bemetszett próbatestek esetén.
4.2.3 Keménységvizsgálat eredménye a II. kísérletnél
A szabványnak megfelelően végzett keménységmérés koronaoldali eredményeit 4.
számú, a gyökoldali keménységeloszlást pedig az 5. számú diagram mutatja. A koro-
naoldali görbén megfigyelhető, hogy a keménységértékek a 270-390 HV közötti tar-
tományban helyezkednek el, azaz teljesítik a követelményt a maximálisan megenged-

40
hető 450 HV-re vonatkozóan. Nem jelentősen ugyan, de kisebb keménységértékek
adódtak, mint az I. kísérlet esetén, amely a magasabb rétegközi hőmérséklettel magya-
rázható.
4. diagram: Keménységeloszlás a II. próba koronaoldalán
5. diagram: Keménységeloszlás a II. próba gyökoldalán
A gyökoldali keménységértékek jól mutatják az előmelegítés alkalmazásának hatá-
sát, mivel míg az I. számú próba esetén a keménységértékek döntően 300 HV fölött
voltak, addig a II. próba gyökoldalán a keménység jelentősen 300 HV alatti értékeket
mutatott a hőhatási övezetben.
41
A vizsgálatok eredményeit összefoglalva megállapítható, hogy a 150 °C helyett al-
kalmazott 250 °C-os rétegközi hőmérséklet esetén is teljesítette a kötés az elvárt köve-
telményeket, azonban kismértékű szilárdságcsökkenés volt tapasztalható.
4.3 III. kísérlet
A harmadik számú próba esetén tértünk el legjobban a WPS-től. A kötést kevesebb
sorból, nagyobb huzalelőtolással és feszültséggel hegesztettük, azonban az előmelegí-
tést azonban ebben az esetben is 190 °C-on megtartottuk. Ezzel a kísérlettel elsősorban
azt próbáltuk modellezni, hogy mi történik akkor, amikor a hegesztőknek nagy telje-
sítménykényszer alatt kell dolgozniuk. Emellett hasonló szituáció előfordulhat egy-egy
éjszakai műszak esetén is, amikor kevésbé ellenőrzött körülmények között dolgoznak
a hegesztők, és ebből kifolyólag kisebb fokú a munkafegyelem. Ezért a kísérleti darab
hegesztésénél a hegesztőt arra kértük, hogy olyan beállításokkal hegesszen, ami az
ésszerű keretek között a legjobban eltér a WPS paramétereitől. Az imént felsoroltak
figyelembevételével beállított paramétereket a 18. táblázat tartalmazza:
Varratsor Előmelegítés
[°C] Sebesség [cm/min]
Huzalelőtolás [m/min]
Áram [A]
Feszültség [V]
Ev [kJ/mm]
Számított t8/5 [s]
Mért t8/5 [s]
5. (takaró) 250 26 13 310 31,08 1,8 56 28
4. (IV. sor) 250 30 13 324 31,02 1,6 47 17
3. (III. sor) 250 50,5 13 314 31,31 0,9 16
2. (II. sor) 250 37,2 8 230 25,66 0,8 11
Gyök 190 19,1 3,2 113 17,50 0,5 5 6
18. táblázat: Hegesztési paraméterek a III. próbánál
Látható, hogy a kísérlet során az előírtnál magasabb, 250 °C-os előmelegítést al-
kalmaztunk és a huzalelőtolást jelentősen megnöveltük. A termelékenység növekedé-
sének céljából a hegesztő ezúttal nem húzott sorokkal, hanem kisebb hegesztési sebes-
séggel, lengetéssel hegesztett. Ily módon a vonalenergia értéke is jelentősen nagyobb
lett (1,6-1,8 kJ/mm) a korábbi kísérletekénél. Ebből adódik, hogy a hűlési idők nem
estek bele a 6-10 s közötti tartományba, sőt egyes soroknál meglehetősen nagy volt az
eltérés. A hűlési időket nem csak számítással, hanem méréssel is ellenőriztük, és azt
tapasztaltuk, hogy jelentős eltérés adódott a mért és számított hűlési idők között, de

42
mind a mért, mind a számított hűlési idők jóval a megengedett tartományon kívül vol-
tak.
4.3.1 Szakítóvizsgálat eredménye a III. kísérletnél
A kötésből kimunkált két próbatest közül az egyik 944 MPa, a másik 957 MPa fe-
szültségnél szakadt el, mindkét esetben a hőhatási övezetben, azaz nem sikerült teljesí-
teni az eljárással a próbatestek szakítóvizsgálatára vonatkozó követelményt. Tulajdon-
képpen az alapanyag folyáshatáránál kisebb feszültségértéken szakadt el a kötés. Ér-
demes azonban megjegyezni, hogy bár a megengedettnél alacsonyabb feszültségen
szakadtak el a próbatestek, mégsem volt akkora a szilárdságcsökkenés, mint amire
előzetesen számítani lehetett.
4.3.2 Ütővizsgálat eredménye a III. kísérletnél
Az MSZ EN ISO 15614-1 szabványnak megfelelően összesen 3-3 próbatestet mun-
káltunk ki, amelyek értékeit a táblázat mutatja:
Kísérlet száma Próbatest jelölése KV [J] Átlag KV [J]
III.
VWT-1 39
38 VWT-2 37
VWT-3 38
VHT-1 27
26 VHT-2 22
VHT-3 30
19. táblázat: Ütővizsgálat eredményei a III. kísérletnél
A varratban bemetszett próbatestek átlagértékei teljesítették az alapanyagra vonat-
kozó követelmény, azaz a -40 °C-on mért 30 J ütőmunkát, azonban a hőhatási övezetre
vonatkozóan nem teljesültek a követelmények. Az ütőmunkák átlagértéke mindössze-
sen 26 J-ra adódott, illetve két ütőmunka érték is 30 J alatti lett. Összességében tehát
az eredmények megerősítették a várakozásunkat, miszerint a nagyobb vonalenergia je-
lentősen csökkenti a hőhatásövezet szívósságát.

43
4.3.3 Keménységvizsgálat eredménye a III. kísérletnél
A szabványnak megfelelően végzett keménységmérés koronaoldali eredményeit a
6. számú, a gyökoldali keménységeloszlást pedig a 7. számú diagram mutatja:
6. diagram: Keménységeloszlás a III. próba koronaoldalán
7. diagram: Keménységeloszlás a III. próba gyökoldalán
A várakozásoknak megfelelően teljesült az a követelmény, hogy maximálisan 450
HV keménység engedhető meg a hegesztett kötésben. A keménységvizsgálat most el-
sősorban azt a célt szolgálta, hogy képet kapjunk a hőhatásövezet kilágyulásáról. A
koronaoldalon jól látható, hogy a keménység mindenhol 350 HV alatt marad, és nin-

44
csen jelentős keménységnövekedés a hőhatásövezetben. Ugyanakkor nagymértékű ki-
lágyulás is tapasztalható, hiszen a hőhatásövezet alapanyaghoz közelebb eső részein a
keménység 270 HV-re csökken. A lenyomatokból, valamint a mikrocsiszolatról szin-
tén megállapítható, hogy a hőhatási övezet ebben az esetben szélesebb, mint az előző
próbák esetén volt. A gyökoldali lenyomatsorozatot vizsgálva még jelentősebb ke-
ménységcsökkenés mutatkozik, szinte az egész kötés terjedelmében 300 HV alatti ér-
tékek adódtak. A keménységvizsgálat tehát kimutatta, hogy a vonalenergia növelésé-
vel és nagyobb rétegközi hőmérséklet alkalmazásával jelentős kilágyulás tapasztalható
a hőhatásövezetben.
A harmadik kísérlet során mért eredményeket összefoglalva egyértelműen kijelent-
hetjük, hogy a hegesztés során alkalmazott technológia nem alkalmas megfelelő minő-
ségű kötés létrehozására, mivel a szakító- és ütővizsgálat követelményei sem teljesül-
tek a kilágyulást okozó túlzott hőbevitel következtében.
4.4 IV. kísérlet
A negyedik számú próba esetén nem alkalmaztunk előmelegítést, illetve a maximá-
lis rétegközi hőmérsékletet sem korlátoztuk 150 fokban. A huzalelőtolást és a feszült-
ségértékeket is a harmadik kísérlethez hasonlóan viszonylag nagyra állítottuk be. A
WPS-hez képest pedig kevesebb, összesen 7 sorból végeztük el a hegesztést. A negye-
dik próbánál alkalmazott paramétereket a 20 számú táblázat tartalmazza:
Varratsor Előmelegítés
[°C] Sebesség [cm/min]
Huzalelőtolás [m/min]
Áram [A]
Feszültség [V]
Ev [kJ/mm]
Számított t8/5 [s]
Mért t8/5 [s]
7. (takaró) 250 40,33 13 314 30,98 1,2 24
6. (takaró) 250 40,66 13 315 30,84 1,1 24
5. (IV. sor) 250 42,95 13 291 30,02 1 17 16,1
4. (IV. sor) 250 48,15 13 314 31,03 1 17
3. (III. sor) 150 35,41 11 283 30,77 1,2 13
2. (II. sor) 120 38,30 8 231 25,67 0,7 5
Gyök 0 18,79 3,2 114,5 17,50 0,5 3 4,1
20. táblázat: Hegesztési paraméterek a IV. próbánál

45
A táblázatból látható, hogy az előmelegítés hatásának elmaradása miatt az első két
töltősor hegesztésekor nem melegedett fel jelentősen az anyag, még a 190 °C-os elő-
melegítési hőmérsékletet sem érte el. Ebből kifolyólag a gyöksor és az azt követő há-
rom sor hegesztését közvetlenül egymás után végeztünk, nem kellett várni a darab
visszahűlésére. A gyöksor hűlési idejét a számítási eljárás mellett méréssel is ellenőriz-
tük, ami hosszabb hűlési időt mutatott. Látható, hogy a gyököt követő sornál is rövid,
pont a megengedett tartomány alsó határán lévő hűlési időt kaptunk. A takarósorok je-
lentős részénél a nagyobb huzalelőtolás és a magasabb rétegközi hőmérséklet hatása
miatt a hűlési idők a megengedett tartományon kívül estek, de nem olyan mértékben,
mint a harmadik kísérlet esetén, mivel ebben az esetben több sorból és nem lengetéssel
hegesztettük össze a darabokat.
4.4.1 Szakítóvizsgálat eredménye a IV. kísérletnél
A kötésből kimunkált két próbatest közül az egyik 1011 MPa, a másik 1013 MPa
feszültségnél szakadt el, mindkét esetben a hőhatásövezetben. Ezek a szilárdság érté-
kek kisebbek, mint az I. és II. számú kísérletnél voltak, azonban jelentősen nagyobbak
a III. kísérlet eredményeinél, és teljesítik a 980 MPa szakítószilárdságra vonatkozó
minimumot.
4.4.2 Ütővizsgálat eredménye a IV. kísérletnél
A szabványnak megfelelően ebben az esetben is összesen 3-3 próbatestet munkál-
tunk ki, amelyek értékeit a 21. táblázat mutatja.
Kísérlet száma Próbatest jelölése KV [J] Átlag KV [J]
IV.
VWT-1 28
31 VWT-2 36
VWT-3 28
VHT-1 34
36 VHT-2 32
VHT-3 41
21. táblázat: Ütővizsgálat eredményei a IV. kísérletnél

46
Ennél a próbánál a hőhatásövezetben bemetszett próbatestek teljesítették az MSZ
EN ISO 15614-1 követelményeit, mivel a - 40 °C-on mért ütőmunkák nem csak átlag-
ban, hanem egyenként is nagyobbak voltak 30 J-nál. A varratban bemetszett próbates-
tek bár átlagban teljesítették a 30 J-t, azonban két próbatestnek is kevesebb volt az
ütőmunkája a megengedett minimális értéknél, amit nem enged meg a szabvány. Ösz-
szességében tehát az MSZ EN ISO 15614-1 szabvány követelményeit nem teljesítette
a IV. próba, ami a nagyobb vonalenergia és a magasabb rétegközi hőmérséklet szívós-
ságcsökkentő hatásának tudható be.
4.4.3 Keménységvizsgálat eredménye a IV. kísérletnél
A szabványnak megfelelően végzett keménységmérés koronaoldali eredményeit a
8., gyökoldali eredményeit pedig a 9. diagram mutatja. A koronaoldali keménységel-
oszlás a 3. számú próbához hasonlóan 250-350 HV közötti értékeket mutat, ezáltal tel-
jesíti a maximálisan megengedhető 450 HV keménységet. A hőhatásövezet kemény-
ségcsúcsa az alapanyag keménységével megegyező értéket mutat. A maximális ke-
ménység ebben az esetben is 350 HV körül van, és a hőhatási övezet kilágyulása itt is
jelentős mértékű.
8. diagram: Keménységeloszlás a IV. próba koronaoldalán
A gyökoldali eredményeket tanulmányozva láthatjuk, hogy mind a hőhatásövezet,
mind a varrat keménysége elmarad az alapanyagétól. Az előmelegítés elmaradása a
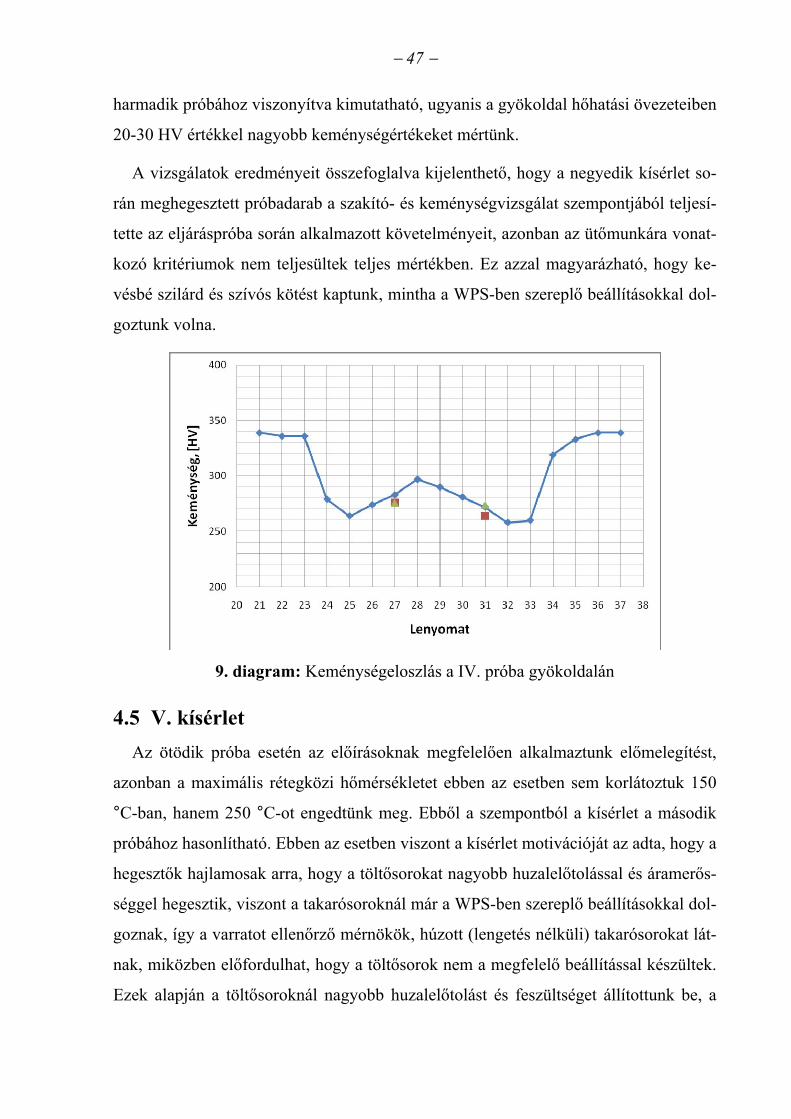
47
harmadik próbához viszonyítva kimutatható, ugyanis a gyökoldal hőhatási övezeteiben
20-30 HV értékkel nagyobb keménységértékeket mértünk.
A vizsgálatok eredményeit összefoglalva kijelenthető, hogy a negyedik kísérlet so-
rán meghegesztett próbadarab a szakító- és keménységvizsgálat szempontjából teljesí-
tette az eljáráspróba során alkalmazott követelményeit, azonban az ütőmunkára vonat-
kozó kritériumok nem teljesültek teljes mértékben. Ez azzal magyarázható, hogy ke-
vésbé szilárd és szívós kötést kaptunk, mintha a WPS-ben szereplő beállításokkal dol-
goztunk volna.
9. diagram: Keménységeloszlás a IV. próba gyökoldalán
4.5 V. kísérlet
Az ötödik próba esetén az előírásoknak megfelelően alkalmaztunk előmelegítést,
azonban a maximális rétegközi hőmérsékletet ebben az esetben sem korlátoztuk 150
°C-ban, hanem 250 °C-ot engedtünk meg. Ebből a szempontból a kísérlet a második
próbához hasonlítható. Ebben az esetben viszont a kísérlet motivációját az adta, hogy a
hegesztők hajlamosak arra, hogy a töltősorokat nagyobb huzalelőtolással és áramerős-
séggel hegesztik, viszont a takarósoroknál már a WPS-ben szereplő beállításokkal dol-
goznak, így a varratot ellenőrző mérnökök, húzott (lengetés nélküli) takarósorokat lát-
nak, miközben előfordulhat, hogy a töltősorok nem a megfelelő beállítással készültek.
Ezek alapján a töltősoroknál nagyobb huzalelőtolást és feszültséget állítottunk be, a

48
töltősoroknál viszont lecsökkentettük ezeket az értékeket a WPS-ben szereplő beállítá-
sokra. A 22. táblázatban látható, hogy a töltősorok esetén meglehetősen hosszú hűlési
időket számítottunk ki, de a takarósorok esetén is a megengedhető tartományon kívüli
értékek adódtak. Ez utóbbi azért fordulhatott elő, mert kisebb hegesztési sebességgel
dolgozott a hegesztő, illetve a megengedettnél nagyobb volt a rétegközi hőmérséklet.
Három takarósor alkalmazása esetén a hűlési idők nagy bizonysággal közelebb estek
volna a megengedhető tartományhoz.
Varratsor Előmelegítés
[°C] Sebesség [cm/min]
Huzalelőtolás [m/min]
Áram [A]
Feszültség [V]
Ev [kJ/mm]
Számított t8/5 [s]
Mért t8/5 [s]
7. (takaró) 250 39,92 11 285 29,44 1 19
6. (takaró) 250 37,05 11 279 29,00 1 20
5. (IV. sor) 250 38,79 13 321 31,16 1,2 28
4. (IV. sor) 250 43,62 13 325 31,22 1,1 23 17
3. (III. sor) 250 37,64 12 298 30,63 1,2 25
2. (II. sor) 250 45,45 8 237 25,41 0,6 8
Gyök 190 15,64 3,2 116 17,07 0,6 6
22. táblázat: Hegesztési paraméterek az V. próbánál
4.5.1 Szakítóvizsgálat eredménye az V. kísérletnél
A kötésből kimunkált két próbatest közül mindkettő 992 MPa szakítószilárdságot
mutatott, illetve azonos módon a hőhatásövezetben szakadtak el. Ennél kisebb szilárd-
ságot egyedül a harmadik kísérlet esetén tapasztaltunk, azonban ez a próba kis bizton-
sággal ugyan, de teljesíti a minimálisan megengedhető 980 MPa szakítószilárdságra
vonatkozó követelményt. A kisebb szilárdság oka egyértelműen a nagyobb huzalelőto-
lásban és a 250 °C-os rétegközi hőmérsékletben keresendő. Elsősorban a harmadik
próbáétól több sorban végzett hegesztés, illetve bizonyos mértékben a WPS-ben sze-
replő huzalelőtolással készült takarósorok eredményezték azt, hogy teljesült a kötés
teljesítette a minimális szilárdságra vonatkozó kritériumot.
4.5.2 Ütővizsgálat eredménye az V. kísérletnél
Az MSZ EN ISO 15614-1 szabványnak megfelelően ebben az esetben is összesen
3-3 próbatestet munkáltunk ki, amelyek értékeit a 23. táblázat mutatja. A varratban és
a hőhatásövezetben bemetszett próbatestek egyaránt teljesítették az alapanyagra vo-

49
natkozó kritériumot, azaz a -40 °C-on mért 30 J ütőmunkát. Teljesült az MSZ EN ISO
15614-1 szabvány azon követelménye is, hogy legfeljebb egy próbatest ütőmunkája
lehet kevesebb 30 J-nál, illetve ez az ütőmunka érték is több volt 21 J-nál. Összessé-
gében tehát ennél a próbánál jelentősebb szívósságcsökkenés nem volt tapasztalható.
Kísérlet száma Próbatest jelölése KV [J] Átlag KV [J]
V.
VWT-1 41
41 VWT-2 42
VWT-3 40
VHT-1 53
38 VHT-2 33
VHT-3 28
23. táblázat: Ütővizsgálat eredményei az V. kísérletnél
4.5.3 Keménységvizsgálat eredménye az V. kísérletnél
A szabványnak megfelelően végzett keménységmérés koronaoldali eredményeit a
10. számú, a gyökoldali keménységeloszlást pedig a 11. számú diagram mutatja.
10. diagram: Keménységeloszlás az V. próba koronaoldalán
A koronaoldali keménységértékek a 280-380 közötti tartományban helyezkednek el,
ezáltal a várakozásoknak megfelelően teljesítik a maximálisan megengedhető 450 HV
keménységre vonatkozó követelményt. Ez átlagban egy 20-30 HV-vel nagyobb, mint
az előző két kísérlet esetén volt, ami a töltősorokénál kisebb vonalenergiával hegesz-

50
tett takarósoroknak köszönhető. A diagramon megfigyelhető, hogy a varrat keménysé-
ge elmarad az alapanyagétól, illetve a hőhatásövezet kilágyulásának mértéke ennél a
kísérletnél is jelentős.
11. diagram: Keménységeloszlás az V. próba gyökoldalán
A gyökoldali keménységértékek a negyedik próbáéhoz hasonló értékeket mutatnak,
a minimális keménység 260 HV körül alakul, illetve mind a hőhatásövezet, mind a
varrat keménysége elmarad az alapanyagétól, ami a gyököt követő sorok hőkezelés-
ének tudható be.
A vizsgálatok eredményeit összefoglalva megállapítható, hogy az V. kísérlet is tel-
jesítette az eljáráspróba során alkalmazott vizsgálatok követelményeit, azonban a sza-
kító szilárdság csökkenésében megmutatkozott a nagyobb rétegközi hőmérséklet és
vonalenergia negatív hatása.
4.6 Kísérletek eredményeinek összefoglalása
A kísérletek során bebizonyosodott, hogy a hűlési idők gondos betartásával lehet
csak elérni, hogy szilárdsági és szívóssági szempontból is megfelelő hegesztett kötést
kapjunk. A mért és számított hűlési idők közti különbségekből azt a következtetést le-
het levonni, hogy rövidebb hűlési idők esetén a (6)- (10) képletek a ténylegesnél vala-
mivel rövidebb időt eredményeznek, hosszabb hűlési idők esetén viszont jelentősen,
olykor 50-80%-kal nagyobb értékeket hoznak. Az összefüggések viszont jó becslést

51
adnak a vizsgált acél megengedhető tartományának közelében, azaz 5-20 s közötti tar-
tományban, tehát a kívánt technológia tervezéséhez mindenképpen segítséget nyújta-
nak.
4.6.1 Szakítóvizsgálat eredményeinek összehasonlítása
A hegesztési próbáknál végzett kísérletek szakítóeredményeit a 12. diagram tartal-
mazza, amelyen a piros vonal jelzi a szakítószilárdság minimálisan megengedhető ér-
tékét. A szilárdság szempontjából legkedvezőbb eredmények az első két kísérletnél
adódtak, melyek az eljárásvizsgálatnál alkalmazott WPS-nek megfelelően 9 varratsor-
ból, korlátozott hőbevitellel készültek.
880
900
920
940
960
980
1000
1020
1040
1060
I. II. III. IV. V.
Sza
kító
szilá
rdsá
g, [M
Pa]
Első szakítópróba
Második szakítóp
12. diagram: A kísérletek során végzett szakítóvizsgálatok eredményei
A többi kísérlet kisebb szilárdság értékeket mutatott, amelyeknél a harmadik próba
nem teljesítette a szabvány által előírt követelményt. Ennél a kísérletnél a hegesztő
szándékoltan kevesebb sorból, nagy vonalenergiával és a megengedettnél magasabb
rétegközi hőmérséklettel, lengetve hegesztett. Emellett érdemes felhívni a figyelmet
arra, hogy a IV. és V. kísérlet esetén alkalmazott nagyobb vonalenergia is kedvezőtlen
hatással volt a szakítószilárdságra. A megemelt rétegközi hőmérséklet bár eredménye-
zett szilárdságcsökkenést, de ez kevésbé volt jelentős, mint amikor a növelt vonalener-
giával együtt fejtette ki hatását.

52
4.6.2 Ütővizsgálat eredményeinek összehasonlítása
Az ütőpróbák elvégzése során egyedül a harmadik próba nem teljesítette a szabvány
azon követelményét, hogy az ütőmunkákból képzett átlagértékeknek teljesíteniük kell
a minimum 30 J-t, amelyet a piros vonal jelez a diagramon. Emellett az első és a ne-
gyedik próba sem ment át a vizsgálaton, mivel előbbinél a varratban bemetszett próba-
testek közül kettőnek is kevesebb volt az ütőmunkája 30 J-nál, utóbbinál pedig az
egyik ütőmunkaérték nem érte el a 30 J hetven százalékát.
0
5
10
15
20
25
30
35
40
45
50
I. II. III. IV. V.
Ütő
mu
nka
, -40
°C [
kJ]
13. diagram: A kísérletek során végzett ütővizsgálatok eredményei
A kísérletek eredményei azt mutatják, hogy a nagyobb vonalenergia valóban kedve-
zőtlen hatással van a hegesztett kötés szívóssági tulajdonságaira. Az eredményekből
azt a következtetést is levonhatjuk, hogy a megengedett 150 °C helyett alkalmazott
250 °C-os rétegközi hőmérséklet önmagában nem befolyásolta jelentősen az ütőmunka
értékeit. A magasabb hőmérséklet negatív hatása elsősorban a nagyobb vonalenergiá-
val együtt érvényesült, és eredményezett kedvezőtlenebb eredményeket.
4.6.3 Keménységvizsgálat eredményeinek összehasonlítása
A keménységvizsgálatok összesített eredményeit a következő oldalon található 14.
és 15. diagram tartalmazza.
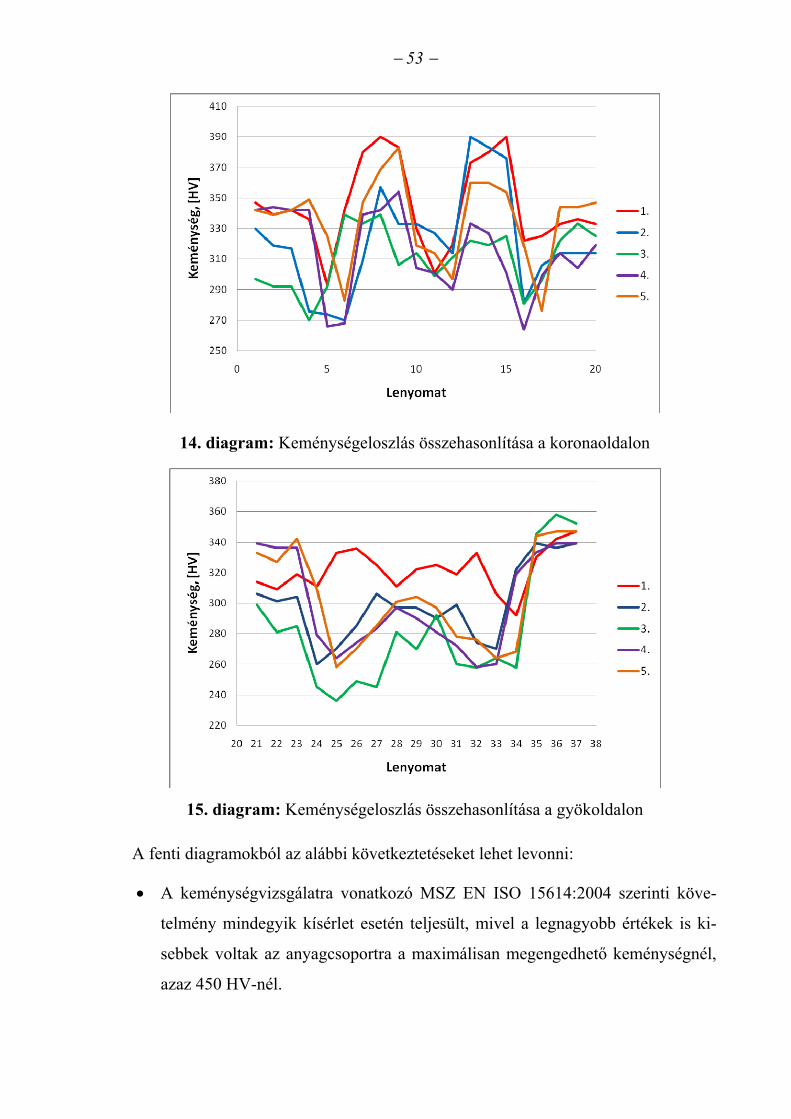
53
14. diagram: Keménységeloszlás összehasonlítása a koronaoldalon
15. diagram: Keménységeloszlás összehasonlítása a gyökoldalon
A fenti diagramokból az alábbi következtetéseket lehet levonni:
A keménységvizsgálatra vonatkozó MSZ EN ISO 15614:2004 szerinti köve-
telmény mindegyik kísérlet esetén teljesült, mivel a legnagyobb értékek is ki-
sebbek voltak az anyagcsoportra a maximálisan megengedhető keménységnél,
azaz 450 HV-nél.

54
Minden kísérlet esetén egyértelműen a koronaoldalon nagyobb keménységet
mértem a gyöksor és az azt követő sorok megeresztődése miatt.
A legnagyobb keménységértékeket mind a korona-, mind a gyökoldalon az első
próba eredményezte. A kilágyulás mértéke is ennél a próbánál volt a legkisebb,
tehát elsősorban a korlátozott hőbevitel, illetve a gyököt illetően az előmelegítés
elmaradása eredményezett jelentősen nagyobb szilárdságot.
A legkisebb keménységcsúcsokat a vártnak megfelelően a legnagyobb
hőbevitellel hegesztett harmadik próba hozta, illetve a kilágyulás mértéke mind
a korona- és mind a gyökoldalon itt volt a legnagyobb.
A varrat keménységét a magasabb rétegközi hőmérséklet elsősorban a gyökol-
dalon csökkentette, a koronaoldalon elsősorban a nagyobb vonalenergiával
együtt érvényesült a hatása.
Az előmelegítés elmaradása nem okozott repedés, illetve nem okozott kritikus
keménységnövekedést. A nem előmelegített daraboknál is a gyöksornál mért
keménység elmarad a koronaoldali keménységértékeknél. Ez abból adódott,
hogy a takarósorok megeresztették a gyöksort. Ebből kifolyólag érdemes lenne
a jövőben keménységvizsgálat alá vetni egy olyan darabot, amin mindösszesen
a gyöksort hegesztjük meg előmelegítés nélkül. Azonban érdemes megjegyezni,
hogy a kísérleteket egy eljáráspróbának megfelelő méretű lemezen végeztük el,
ezért egy valós szerkezet esetén az előmelegítés elmaradása súlyos következ-
ményekkel járhat.
55
KÖVETKEZTETÉSEK
A dolgozat első fejezetében részletesen áttekintettem a nagyszilárdságú acélok tu-
lajdonságait, illeve bemutattam az ötvözőtartalom és a korszerű gyártástechnológia
acélok szilárdságának növelésére vonatkozó hatásait. Ezt követően az egyik legna-
gyobb szilárdságú nemesített szerkezeti acélra helyezve a hangsúlyt, áttanulmányoz-
tam a hegesztéstechnológia sajátosságait, kimondottan a vonalenergia és a hűlési idők
szilárdságot és szívósságot befolyásoló hatásaira.
A következő fejezetben 15 mm vastagságú lemezek PA pozícióban történő
hegesztéstechnológiáját terveztem meg, amely során a hegesztési paramétereket szoft-
veres támogatással állapítottam meg. A lemezek hegesztése során egy folyamatfelü-
gyelő rendszer segítségével rögzítettem, illetve szükség szerint módosítottam a pWPS-
ben szereplő paramétereket. Ezzel párhuzamosan a t8/5-ös hűlési időket minden sor he-
gesztése után kiszámítottam, illetve bizonyos sorok esetén termoelemes műszer segít-
ségével ellenőriztem. A hegesztést követő anyagvizsgálatok egyértelműen igazolták,
hogy a kidolgozott hegesztéstechnológia teljesítette az MSZ EN ISO 15614:2004
szabvány követelményeit, ezért az előzetes hegesztési utasítás gyártásba adható he-
gesztési utasításként.
A dolgozat utolsó részében öt hegesztési kísérletet mutattam be, amelyek során a
WPS-ben szereplő beállításoktól szándékoltan eltértünk. A kísérletek motivációját az
adta, hogy napjainkban a hegesztőmérnököknek mindenképpen információval kell
rendelkezniük, hogy milyen hatással lehet a hegesztett kötés tulajdonságaira, ha az ál-
taluk előírt paraméterektől külső kényszer hatására, vagy esetleg szándékosan eltérnek
a hegesztők. A kísérletek igazolták azt a várakozásunkat, hogy a nagyobb hőbevitel
kedvezőtlen hatással van a hegesztett kötés szívóssági és szilárdsági tulajdonságaira. A
vizsgálati eredményekből azt a következtetést is le lehetett vonni, hogy elsősorban a
nagyobb vonalenergia eredményez szívósságcsökkenést, a magasabb rétegközi hőmér-
séklet csekélyebb mértékben csökkenti a szilárdságot és az ütőmunkát. Az előmelegí-

56
tés elmaradásának negatív következményeit nem bizonyították a kísérletek, mivel az
előmelegítés nélkül hegesztett gyöksort áthőkezelték az azt követő sorok. Ezért sem a
szilárdsági, sem a szívóssági tulajdonságokban nem mértünk eltérést. Ugyanakkor nem
szabad megfeledkezni arról, hogy egy tényleges szerkezet esetén a gyorsabb hűlésből
adódó feszültségnövekedés könnyen edződési repedések keletkezéséhez vezethet. Az
elvégzett kísérletek szintén lehetőséget adtak arra, hogy a hűlési idő számítására vo-
natkozó összefüggések alkalmasságát kielemezzük. A mért és számított hűlési idők
összevetésekor azt tapasztaltuk, hogy az S960Q acélra megengedett tartományban a
képletek segítségével jó becslést lehetett adni a hűlési időre, azonban a kísérletek során
alkalmazott szándékosan nagyobb, illetve kisebb hűlési idők esetén gyakran jelentősen
eltértek a számított értékek a mért időktől.
57
IRODALOMJEGYZÉK
[1] Tisza M.: Az anyagtudmány alapjai, Miskolci Egyetemi Kiadó, 2008
[2] Balogh A.; Sárvári J.; Schäffer J.; Tisza M.: Mechanikai Technológiák, 4. kiadás,
Miskolci Egyetemi Kiadó, p.:143-270, 2008
[3] Szunyogh L.: Hegesztés és rokon technológiák Kézikönyv. Gépipari Tudományos
Egyesület, Budapest, 2007.
[4] Komócsin M.: Nagyszilárdságú acélok és hegeszthetőségük,
http://www.mahebak.hu/cikk/nagyszil-GT.pdf, 2002
[5] Balogh A., S. Kirk, Görbe Z.: Role of cooling time when steels to be welded
require controlled heat input, GÉP, L. évfolyam, 1999
[6] Balogh A.: A vonalenergia számítása és szerepeltetése a WPS-ben,
Hegesztéstechnika XI. évf. 1. szám p. 3-7.
[7] Kovács M.: Áttekintés a hidrogén okozta repedésveszély elkerülésére alkalmazott
módszerekről, Hegesztéstechnika XIV. évf. 4. szám p. 24-27.
[8] Gáti J.: Hegesztési Zsebkönyv, Cokom Kft, Miskolc, 2008.
[9] Sas I.: Növelt folyáshatárú acélok hegesztésének gyakorlati tapasztalatai a Ruukki
Tisza Zrt.-ben (előadás)
[10] N. Thalberg ESAB AB előadása a Hotel Aquincumban, Budapest, 2000
[11] F. Winkler: Nagyszilárdságú finomszemcsés szerkezeti acélok hegesztése,
Hegesztéstechnika 1992 2. szám
[12] Bödök K.: Az ötvözetlen, gyengén és erősen ötvözött szerkezeti acélok korrózió-
állósága, különös tekintettel azok hegeszthetőségére, Corweld 1997
[13] E.Bauné, C. chovet, B. Leduey, C. Bonnet: Consumables for welding of (very)
high strength steels mechanical properties of weldments in as welded and stress-
relieved applications,

58
[14] Érsek L.: Alvázak gyártása autódarukhoz nagyszilárdságú acélokból,
Hegesztéstechnika 2008. I. szám
[15] Hamme, U. ezt al: Einsatz hochfester Baustahle im Mobilkranbau Stahlbau, 2000
[16] Műszaki és szállítási feltételek Terex-Demag gyártmányokhoz

12−16
12−16
1,2
1,0
0,8
0,9
400
300
500
320
G 89 5 Mn4Ni2,5CrMo, EN12534Thyssen Union X96
7,50
7,50
3
3
EN 10025−6
EN 10025−6
S960QL
31
26
S960QL
0,820,82 0,200,20
−
Heat treatment proc.:
−
29
Interpass temp. max:
−
Preheat min:
−
25
−
Heat input
−
GasRun Out
No gouging
Lengthspeed
Welding
No backing
PolarityCurrent /
ss − egyoldali
köszörüléssel / grinding
VoltCurrent
320
forgácsolás / machining
240
speed
Wire feed
process
BW − tompavarrat
WeldingDia.Indexno.
Pass
Heat treatment
PA
Welding Parameters
Filler handling
280
Classification
230
Ruukki Tisza Zrt.
Trade name
2010−06−24
−
0
GroupIndex
Identification of filler metal
EN ISO 14175 − M21
Identification of parent metal
PROCEDURE SPECIFICATION
135
PRELIMINARY WELDING
(pWPS)
11,0
Diameter range
8,50
Thickness rangeDelivery cond.
EN ISO 15614−1
Group
PCS
Standard
Jászberény/Hungary
Name/Grade
PCM max:
10,0
3,40
CE max:
8,00
C max:PCM max:CE max:C max:
Rev.:
DC+
Gas burner
DC+
Tack welding proc.
DC+
3,00
150
135
Nozzle diameter(s)
135
190
Stand off distance
Torch angle
Tungsten electrode
Flux handling
Flux designation
21
Back gouging
Single/Double
Tempilstick
19
1,20
Backing
135
1,20
Cleaning method
Joint preparation
Joint type
Welding positions
max.:max.:
200
max.:
150
1
130
Purging gas type
1,20
Weaving (yes/no)
1
120 12−16
Shielding gas type
Welding process
of
0,9
Terex DEMAG
Approved
Date/Signature:
Page
0,5
Exam. body:
Additional info enclosed (Yes/No):
Method:
Ref. stand:
1
Ref. WP:
3−9
2010−06−24
Ref. spec.:
2
Index:
Client:
Location:
°C
Remarks:
Cooling rate:
Project:
[kJ/mm]
mm−es fuzovarrattal.Rögzítés Thyssen Union K52Ni, átm.1,0 mm huzallal 400 mm−ként 35
°C
No
Prod. by:
Heating rate:°C
[mm/min][m/min]
Ref.:
Soaking:
°C
500,0
[mm]
G 46 5 M G3Ni1, EN ISO 14341−A
1
max.:
500,0
[V]
Rev.:
0
30,00
[A]
Normál rögzítés
1
Date:
PWHT min:
1
[mm]
Péter Csuhaj
30,00
Thyssen Union K52Ni
Equipment:
13200092
[mm]
pWPS no
Temp. control:
S960_BW_15_PA
o
−
−−
−
mmmmmm
Produced by WeldEyeRO
II
I
3
2
1
°C°C /h/hmin/mm
−−−−−−−−−
−−−−−−−−−
−−−−−−−−−
−−−−−−−−−
−−−−−−−−−
[mm][l/min]
l/min
321
I II
mm
mm









![Új kiértékelési módszerek és alkalmazásuk az er®s kölcsönhatás …real-d.mtak.hu/572/7/SiklerFerenc_doktori_mu.pdf · 2013-12-16 · ból álló leves [2] létezését,](https://img.dokumen.tips/doc/110x75/5e42716e63827d66405d35d1/j-kirtkelsi-mdszerek-s-alkalmazsuk-az-ers-klcsnhats-real-dmtakhu5727siklerferencdoktorimupdf.jpg)




















