Embed Size (px)
Citation preview

Capítulo 3: Inspeção e Metrologia 3.1 Inspeção Inspeção é a verificação das condições reais de determinados itens ou parâmetros. Geralmente esta verificação é comparativa, o que determina a necessidade de referências para a inspeção. A necessidade da inspeção de produtos está vinculada à preocupação com a verificação das suas características finais, em confronto com aquelas propostas originalmente, antes do seu processo produtivo (especificação), visando a comprovação de suas conformidades aos respectivos usos ou fins. Esta verificação é necessária devido à variabilidade inerente aos processos produtivos, materiais empregados e ao ambiente, que causam variações nas características dos produtos obtidos. Visando a adequação aos usos e fins, são definidos limites de tolerância, que passam a ser as referências produtivas marginais. Os principais objetivos da inspeção são: - determinar se há ou não conformidade em relação às especificações - gerar informações que permitam tomar ações corretivas.
Outros objetivos podem ser: - determinar se o processo está mudando - determinar se o processo está se aproximando dos limites das especificações - avaliar a precisão dos instrumentos de medição As atividades da inspeção consistem seqüencialmente em: - interpretação da especificação - determinação das características da qualidade - julgamento da conformidade - tratamento dos casos conformes - tratamento dos casos não-conformes - registro dos dados obtidos
O inspetor, para exercer as suas atividades adequadamente, deverá conhecer:
- que característica da qualidade verificar - como determinar se um produto está ou não conforme aos padrões requeridos - qual o critério de aceitação de lotes de produtos - o que fazer com os produtos conformes e não-conformes - que registros fazer
Um sistema de inspeção abrangente deverá conter, principalmente, as seguintes características: - encorajar e assistir os fornecedores no sentido de melhorar a qualidade dos seus
produtos - ser de fácil administração e de baixo custo - permitir a aceitação dos itens conformes e a rejeição dos itens não-conformes - determinar a necessidade de inspeção por atributos ou por variáveis - especificar os instrumentos de medição a serem usados - determinar um plano de inspeção para cada produto

3.1.1 Classificação das Características A classificação de características é uma técnica pela qual vários aspectos de um produto são graduados e diferentes graus de controle são aplicados. Com a classificação pode-se dar ênfase às características importantes e com isso reduzir custos, através da redução: - no tempo de inspeção - no retrabalho - no uso de instrumentos de medição - no tratamento de produtos não-conformes - na documentação e registros de dados -
As formas de classificação das características são duas:
a) Funcional ou Não-Funcional Esta forma de classificação leva em conta os requisitos de projeto e os aspectos econômicos de fabricação. As características funcionais estão relacionadas com: desempenho, minimização de acidentes, proteção da vida e da propriedade, etc. As características não-funcionais estão relacionadas com: métodos de fabricação, redução de custos de fabricação, etc. b) Quanto à Gravidade
Esta forma de classificação agrupa as características nas seguintes classes: - crítica: relacionada com condições perigosas de uso ou impossibilidade de desempenho de um conjunto; - maior: relacionada com a possibilidade de falhas ou redução da vida útil; - menor: sem influência relevante no uso efetivo do material ou equipamento. As classes poderão ser subdivididas. Por exemplo, a classe maior poderá ser subdividida em maior “A” e maior “B”, onde as características enquadradas em maior “A” serão aquelas que estarão relacionadas com uma maior probabilidade de causar falhas. Observações: - Uma característica não-conforme em relação à especificação será considerada um “defeito”; - Um produto que tenha um ou mais defeitos que impossibilitem seu uso será considerado um “defeituoso”. 3.1.2 Determinação da Freqüência e dos Pontos de Inspeção A frequência dos pontos de inspeção no ciclo fabril é determinada básicamente por: a) Natureza do Produto: Uma peça de plástico não crítica não precisa muito mais do que
uma simples inspeção visual. Por outro lado, um componente eletrônico que requeira um alto grau de confiabilidade necessita de uma inspeção mais completa, incluindo ensaios intermediários.
b) Custo Operacional de Fabricação: Em alguns casos há necessidade de inspeções após cada operação, para prevenir trabalho subsequente em uma parte defeituosa. Em outros casos, a inspeção só é efetuada após várias operações. Os pontos de inspeção são:
a) Inspeção de Recebimento: A extensão da inspeção em produtos (matéria-prima ou produto acabado) recebidos de terceiros depende da capacidade (projeto, planejamento,

fabricação, controle da qualidade, assistência técnica, etc.) do fornecedor, devidamente avaliada, préviamente e contínuamente acompanhada. Em um extremo, tem-se a inspeção utilizando-se o conceito de “auditoria de decisão”, onde o comprador compara os dados obtidos por sua inspeção com os dados recebidos do fornecedor. Quando os dados recebidos do fornecedor forem e continuarem a ser confiáveis, a inspeção de recebimento se transformará em apenas uma identificação do produto recebido. No outro extremo, a inspeção de recebimento torna-se um controle da qualidade do fornecedor.
b) Inspeção durante a Fabricação: Seus objetivos principais são: fornecer informações para a tomada de decisão sobre o produto, isto é, se o produto está ou não conforme a especificação; e fornecer informações para a tomada de decisão sobre o processo, isto é, se o processo deverá prosseguir ou não. Se o processo é inerentemente estável, a inspeção poderá ser feita com uma freqüência estabelecida. Se o processo não se mantém estável, durante a produção, a inspeção poderá ser feita através de amostragens periódicas, desde que seja possível determinar o período de variação do processo. Caso contrário, é necessário o controle de cada etapa de fabricação do produto.
c) Inspeção do Produto Acabado: Esta inspeção, às vezes conhecida como inspeção final, pode ser executada tanto na linha de produção (nos pontos de inspeção), como em áreas de inspeção separadas. Muitas vezes a inspeção é feita em 100% dos produtos acabados, simulando as condições de uso (caso dos automóveis, aviões e outros) e utilizando o ser humano como instrumento de medição (inspeção sensorial). Freqüentemente a inspeção final é automatizada.
3.1.3 Tipos de Inspeção Os tipos de inspeção são: a) Inspeção 100%: o seu objetivo é segregar totalmente os produtos defeituosos. A
inspeção 100% é conveniente quando a característica é crítica ou quando a capacidade do processo é inerentemente insuficiente para alcançar os requisitos das especificações. Quando a inspeção 100% é adotada, somente as características relevantes são consideradas. É bom lembrar que o excesso de inspeção poderá ser tão custoso quanto a falta de inspeção. A eficácia da inspeção 100% não é total pois não há garantias de segregação de todos os defeituosos. Vários estudos demonstraram que o inspetor encontra aproximadamente 80% dos defeitos presentes. Alguns fatores, ainda não estudados completamente, podem alterar esse percentual, tais como: quantidade de defeitos, método de inspeção (visual, mecânico), complexidade do produto, etc.
b) Inspeção por Amostragem: a amostragem é baseada na probabilidade de uma amostra ser representativa da população, apresentando as mesmas características desta. Os seus objetivos são: a aceitação de um lote através de uma amostra representativa e o controle do processo.

Este tipo de amostragem é conveniente para: reduzir os custos da inspeção, manter a área de produção informada a respeito da qualidade dos produtos ao longo do processo (Ex.: Se não houver uma inspeção por amostragem na linha de produção, poderá haver um desvio nos requisitos especificados, sem que sejam tomadas ações corretivas adequadas.) e para possibilitar o controle em situações onde o julgamento da conformidade é através de um ensaio destrutivo. A eficácia de uma inspeção por amostragem exige alguns cuidados, tais como: procedimentos adequados (o histórico da qualidade do produto deve ser levado em conta: se, por exemplo, um produto, durante um certo período, apresentar um número anormal de defeituosos, o procedimento de inspeção deverá ser mais rigoroso, até que se obtenha o nível de qualidade desejado) e representatividade da amostra (o processo de escolha da amostra deverá garantir a aleatoriedade. Suponha que um processo tenha tido um desempenho satisfatório durante os primeiros 95% do lote e comece a sair do controle nos últimos 5%. Se o inspetor escolher como amostra somente os últimos 5%, o resultado não será representativo do lote).
OBS: - Vantagens da Inspeção por Amostragem em relação à Inspeção 100% - custos menores - menores riscos de danos materiais - melhora o trabalho de inspeção (a inspeção 100% é muito monótona) - pode-se executar ensaios destrutivos - desenvolve motivação para melhorar a qualidade (rejeita-se lotes inteiros, em vez de só
defeituosos) Desvantagens da Inspeção por Amostragem em relação á Inspeção 100% - há riscos de se aceitar lotes maus e rejeitar lotes bons - há um aumento de planejamento e documentação c) Inspeção Sensorial: a característica sensorial é aquela para a qual não há
instrumentos de medição, ou não são viáveis economicamente. A sensibilidade humana (ou de outros animais) é usada como instrumento de medição (exemplos de qualidade sensorial: sabor, odor, ruído, aparência).Os padrões para a inspeção sensorial devem possuir duas características fundamentais:
- apresentar uma escala de medições - ser possível a duplicação. Os padrões para a inspeção sensorial tomam várias formas: - amostras para comparação (visual, textura, tato,etc) - fotografias - sons gravados - amostras com cheiro ou sabor. Os tipos de ensaios sensoriais: - Ensaios por diferenças ou similaridades: 1) Ensaio de comparação de pares (“Paired Comparison Test”) O produto é submetido às pessoas de um grupo de ensaio (“Test Panel”) em pares de amostras. Uma amostra é identificada como padrão ou controle. A outra é a amostra de ensaio. As pessoas do grupo de ensaio deverão julgar e registrar as diferenças em uma escala de diferenças (nenhuma diferença, ligeira diferença, acentuada diferença).
2) Ensaio Triangular (“Triangle Test”) As pessoas do grupo de ensaio deverão identificar a amostra estranha em um grupo de tres, duas das quais são parecidas. O grupo deverá indicar, também, o grau de diferença e descrever a diferença entre a amostra estranha e as amostras parecidas.
3) Ensaio Duo-Trio (“Duo-Trio Test”) As pessoas do grupo de ensaio deverão identificar qual das duas amostras é parecida com a amostra-padrão ou de controle
4) Ensaio de Escalonamento (“Ranking Test”) Amostras codificadas são submetidas às pessoas do grupo de ensaio para serem escalonadas em determinada ordem de uma dada característica. A interpretação é feita pela coerência das seqüências entre as pessoas do grupo.
- Ensaios para descrição da qualidade: As pessoas do grupo de ensaio deverão julgar a ausência ou intensidade das características de qualidade presentes na amostra. Exemplo: Ensaio de Perfil (“Porile Test”) – o grupo de ensaio analisa qualitativa e quantitativamente a amostra, preparando o perfil. - Ensaios para aceitação ou preferência de qualidade: estes ensaios têm por objetivo
verificar o mercado. As formas mais usuais são: 1) Ensaio de Satisfação Escalonada (“Hedonic Scale Test”): escalona os produtos, como por exemplo, “Gosto muito, até desgosto muito”. 2) Ensaio Doméstico Dirigido (“Home Use Test”): o ensaio é dirigido a um grupo de
consumidores para os quais foram enviados os produtos e as instruções. 3) Ensaio de Armazém (“Store testing”): o ensaio é executado em uma amostra de pessoas
em um supermercado. - Característica visual: a característica visual é uma categoria especial de qualidade
sensorial. O resultado de uma inspeção visual é bastante influenciado pela iluminação (tipo, cor e intensidade), pelo ângulo de visão, pela distância de observação, etc. Padronizar essas condições é assegurar uma maior uniformidade nos resultados.
3.1.4 Interpretação dos Resultados Os erros na medição têm origem nas seguintes variações: - Do próprio inspetor: um mesmo inspetor, utilizando um mesmo sistema de medição em
um mesmo produto, poderá apresentar dispersão nas leituras. - Entre inspetores: dois inspetores, utilizando um mesmo sistema de medição em um
mesmo produto, poderão apresentar técnicas diferentes de medição e, com isso, poderá haver dispersões nas leituras.
- Do material: em alguns casos não se pode repetir as medições no mesmo produto (ou ele é destruído ou sofre modificações). Em outros casos, os padrões são consumíveis.
- Do instrumento/equipamento de ensaio: os instrumentos/equipamentos podem apresentar erros (histerese, não linearidade) e sofrer influência de fatores externos (temperatura, campos magnético e elétrico).
- Do procedimento de ensaio: existência de mais de um procedimento para efetuar o ensaio.
- Entre laboratórios: os laboratórios possuem diferentes equipamentos e métodos.

Os erros na amostragem comprometem a representatividade do lote, sendo então necessário que a sua tomada (amostra) seja de forma aleatória. Os casos mais comuns de erros na amostragem são: - recolher amostras sempre no mesmo local; - selecionar somente aquelas unidades que pareçam defeituosas; - desconhecer a formação do lote.
Os erros do inspetor são divididos em várias categorias: - Erros técnicos: falta de capacidade, falta de conhecimento e falta de habilidade; - Erros por negligência: esses erros são caracterizados pelo fato de que, no momento em
que ocorre o erro, o inspetor não está consciente de que está cometendo um erro; - Erros intencionais: esses erros podem ocorrer intencionalmente ou por ordem da chefia.
São ocasionados por pressões (da produção, por prioridade, etc.); - Erros decorrentes de falhas gerenciais (Management controllable Errors): são erros que
ocorrem em função de falhas gerenciais, tais como: ordens impossíveis de serem cumpridas, atribuições de tarefas com nível de complexidade superior à capacitação dos inspetores, etc.
3.1.5 Planejamento da Inspeção e Ensaios Plano escrito: o planejamento da inspeção e ensaios consiste em preparar um plano escrito definindo o que e como inspecionar e ensaiar. O planejamento pode ser feito por qualquer pessoa que conheça a adequação ao uso do produto. Fluxograma: a primeira providência a ser tomada é estabelecer um fluxograma mostrando os vários materiais, componentes e processos que determinarão o produto final. Pontos de inspeção: o planejamento deverá determinar os pontos de inspeção e para cada ponto de inspeção estabelecer: - que característica verificar; - como determinar a conformidade ou não de um produto (procedimento); - o critério de aceitação de um lote; - o que fazer com os produtos conformes e os não-conformes; - que registros efetuar; - a necessidade de informações adicionais em relação às especificações (fotografias,
amostras, esclarecimentos sobre o significado de termos técnicos confusos, complementação da especificação onde ela é omissa ou vaga, etc.).
Procedimento de inspeção e ensaios: o objetivo é padronizar métodos e procedimentos dos inspetores. Os procedimentos contêm sempre as seguintes informações: - características a serem verificadas; - método de verificação; - instrumentos a serem utilizados; - critério de aceitação.
Os procedimentos poderão conter informações adicionais tais como: - classificação das características; - listas das normas e padrões aplicáveis; - seqüência das operações de inspeção; - freqüência de inspeção; - tamanho da amostra.

3.1.6 Seleção e Treinamento de Pessoal para Inspeção e Ensaios O perfil do elemento de inspeção deve envolver os seguintes conhecimentos: - Organização do controle da qualidade e suas funções (necessário, mas não
imprescindível); - Regulamentos e procedimentos da empresa (adquiridos através de treinamento) ; - Produtos e processos (adquiridos através de treinamento); - Conhecimento de física básica (necessário, mas não imprescindível) ; - Elementos de medição e de precisão; - Elaboração de relatórios técnicos (necessário, mas não imprescindível); - Matemática aplicada à fabricação; - Controle estatístico da qualidade básico (necessário, mas não imprescindível); - Segurança; - Sistemas de unidades; - Teoria dos erros de medição. 3.1.7 Objetivos dos Ensaios (“Tests”) Pode-se definir “ensaio” como sendo um meio de determinar a capacidade de um item ou produto de atender aos requisitos especificados, submetendo-se esse item ou produto a um conjunto de ações e condições físicas, químicas, ambientais, ou operacionais. Assim o ensaio se diferencia da inspeção por existir a simulação de algum tipo de condição que represente uma carga e consequentemente tensão. Entenda-se carga e tensão no sentido mais geral de existência de solicitação. Sendo assim, o ensaio hidrostático serviria para determinar se um vaso de pressão é capaz de suportar a pressão para a qual foi projetado. A carga, como aqui definida, usualmente é funcional; outros exemplos seriam: a aplicação de um nível de tensão elétrica e também ambiental, tal como aplicação de uma temperatura ou nível de vibração. Outra característica importante do ensaio é que uma parte da vida do produto é consumida durante o mesmo. Sendo assim, desse ponto de vista o ensaio pode ser considerado como destrutivo. O Ensaios não Destrutivos (END’s) não são considerados como os ensaios definidos anteriormente. Eles podem ser considerados como um caso especial de inspeção, principalmente quando utilizados dentro do escopo da definição da atividade de inspeção. Mas nunca devem ser considerados como Ensaio (“Test”), pois isto exige a aplicação de uma “carga”, e esta carga é de certo modo destrutiva. APLICAÇÃO DOS ENSAIOS Os tipos básicos de ensaios, como definidos anteriormente, podem ser classificados em três categorias básicas: de desenvolvimento (“developmental”), de qualificação (“qualification”) e de aceitação (“acceptance”). A chave para classificar os ensaios parte da análise de como serão utilizados os dados obtidos da execução dos ensaios. - Ensaios de desenvolvimento tem por objetivo a certificação da exequibilidade de um
determinado projeto, ou para o estabelecimento inicial dos requisitos do projeto de um ítem ou componente;
- Ensaios de qualificação tem por objetivo determinar a capacidade de um processo de fabricação de produzir itens ou componentes em conformidade com seu projeto original e determinar a capacidade de um item ou componente, fabricado e projetado conforme especificado, de suportar as condições de operação. A palavra capacidade significa que os resultados extraídos dos ensaios de qualificação representam uma situação naquele

momento, e não exclui a possibilidade do processo sofrer uma mudança em suas variáveis, que prejudique o desempenho do produto em outras épocas;
- Ensaios de Aceitação tem por objetivo detectar a variabilidade que os elementos do processo e do item podem provocar nos dados inicialmente obtidos nos ensaios de qualificação. O ensaio de aceitação é o levantamento de dados necessários para avaliar a conformidade do item aos requisitos de projeto, segundo um critério de exame de item-a-item ou lote-a-lote.
Todos os ensaios podem ser classificados segundo as três divisões básicas. Ensaios de confiabilidade, manutenibilidade, acelerados e outros são simplesmente subdivisões das três categorias e são designados pela característica a ser ensaiada, a técnica do ensaio ou os seus limites, mas com os objetivos para os quais os dados serão utilizados determina-se quais das três classes de ensaios são aplicáveis. - Confiabilidade: a finalidade dos ensaios de confiabilidade é demonstrar que o
componente ou o item funcionará com bom desempenho por um período de tempo especificado sob determinadas condições especificadas. Os ensaios de confiabilidade devem sempre levar em consideração três pontos básicos :
a) requisitos de desempenho; b) condições ambientais; c) requisitos de tempo. - Verificação: os métodos de ensaios que são utilizados para inspecionar matéria-prima
ou para verificar a identificação apropriada da matéria-prima são chamados de ensaios de verificação. Exemplos de ensaios de verificação são:
a) ensaios metalográficos b) ensaios por pontos c) ensaio de dureza 3.2 Metrologia 3.2.1 Introdução / Histórico A metrologia tem sua definição associada à necessidade do homem de medir para definir seu espaço e sua atuação. A palavra Metrologia é formada por METRO – medir; LOGIA – estudo. Embora “soluções metrológicas” datem de 4800 a.C., período áureo egípcio, do qual a pirâmide de QUEÓPS é o maior exemplo, os primeiros padrões de comprimento de que se tem registro são da civilização grega, que criou o cúbito, 500 a.C. Esse cúbito – distância do cotovelo á ponta do indicador – foi subdividido em palmo, dígito e span, medindo cada um: - cúbito: 523 mm - span: 229 mm - palmo: 76 mm - dígito: 19 mm.
Com o domínio romano, o cúbito foi substituído pelo pé que era constituído de 12 polegadas, sendo esta igual ao comprimento da segunda falange do polegar da mão de um homem. A jarda que fora definida no século XII, provavelmente devido ao esporte de arco e flecha, muito popular nesta época, como sendo a distância da ponta do nariz do Rei Henrique I até o seu polegar, só foi oficializada como unidade de comprimento em 1558 pela Rainha Elizabeth e materializada por uma barra de bronze. Nesta mesma época fixou-se o pé como unidade de comprimento, através de decreto real que versava: “Num certo Domingo, ao saírem da igreja, dezesseis homens deverão alinhar-se tocando o pé esquerdo um do outro; a distância assim coberta será denominada vara e um dezesseis avos dela será o pé”. A jarda, como hoje é conhecida, foi estabelecida em 1878 como sendo a distância entre os terminais de ouro de uma barra de bronze, medida a 62ºF (+ 18ºC). Corresponde a 914,2 mm, ou 36 polegadas. Nesse mesmo período, na Europa Continental, especificamente na França, procurou-se uma forma de definir um padrão de comprimento que não dependesse da estatura da família real. Assim, por volta de 1790, definiu-se o metro utilizando como referência o meridiano da terra – metro é 1: 40.000.000 do comprimento do meridiano que passa por Dunquerque. Em 1837 foram refeitos os cálculos, obtendo-se valores ligeiramente diferentes; por isso a definição de metro foi alterada e passou a ser: “o metro é a distância, medida à temperatura do gelo fundente, entre dois traços gravados em uma barra de platina iridiada, depositada no Bureau International des Poids et Mesures (BIPM), e considerando o protótipo do metro pela Primeira Conferência Geral de Pesos e Medidas, em 1889, esta barra estando à pressão normal e apoiada sobre roletes nos pontos de deflexão mínima”. Em 1960 foi adotado, por convenção internacional, na 11ª CGPM o metro como sendo 1.650.763,73 comprimentos de onda, no vácuo, da radiação correspondente à transição entre os níveis 2p10 e 5d5 da átomo de Criptônio 86; conseguia-se assim reproduzir o metro com uma precisão de 1:107. Em 1984 o metro foi relacionado com a velocidade da luz no vácuo, definindo-o em função do tempo, isto é, um metro equivale a 1:299.792.458 segundos. 3.2.2 Objetivo A metrologia é uma das funções básicas a todo Sistema de Garantia da Qualidade. Efetivar a qualidade depende fundamentalmente da quantificação das características do produto ou do processo. Esta quantificação é conseguida através de: - definição das unidades padronizadas, conhecidas por unidades de medida, que
permitem a conversão de abstrações como comprimento e massa em grandezas quantificáveis como metro, quilograma, etc;
- instrumentos, que são calibrados em termos destas unidades de medidas padronizadas;
- uso destes instrumentos para quantificar ou medir as “dimensões” do produto ou processo sob análise. Esta operação chama-se medição.
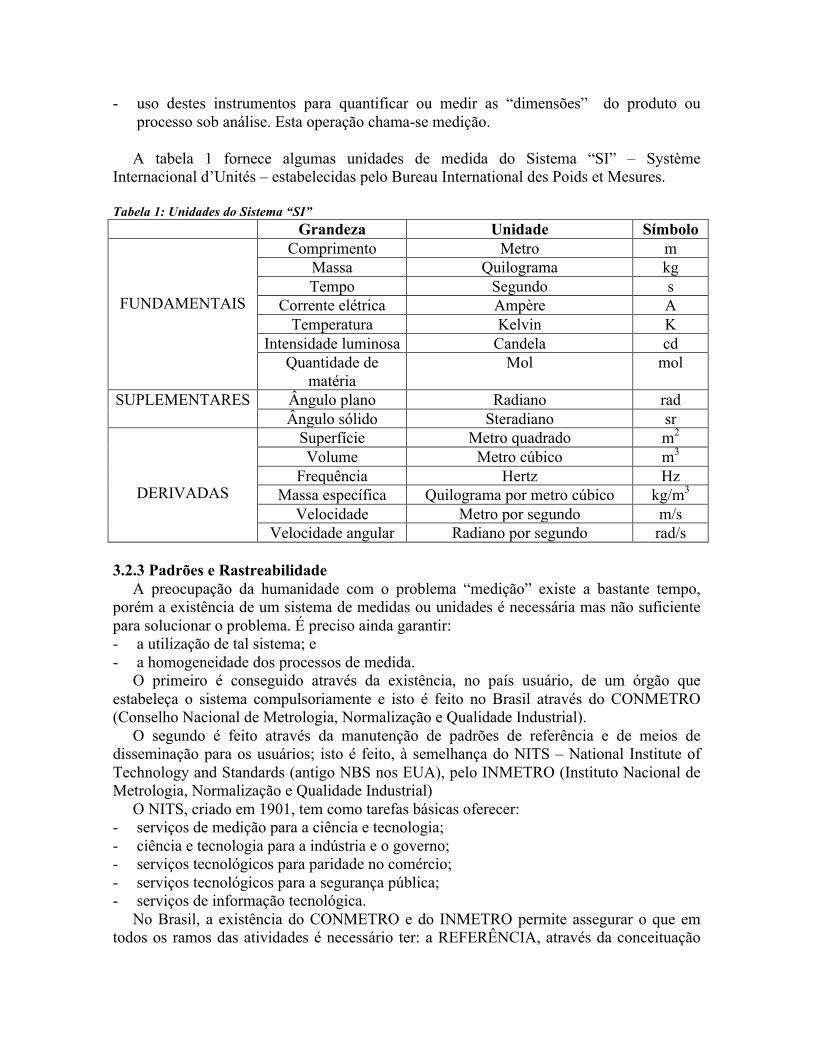
A tabela 1 fornece algumas unidades de medida do Sistema “SI” – Système Internacional d’Unités – estabelecidas pelo Bureau International des Poids et Mesures. Tabela 1: Unidades do Sistema “SI”
Grandeza Unidade Símbolo
FUNDAMENTAIS
Comprimento Metro m Massa Quilograma kg Tempo Segundo s
Corrente elétrica Ampère A Temperatura Kelvin K
Intensidade luminosa Candela cd Quantidade de
matéria Mol mol
SUPLEMENTARES Ângulo plano Radiano rad Ângulo sólido Steradiano sr
DERIVADAS
Superfície Metro quadrado m2 Volume Metro cúbico m3
Frequência Hertz Hz Massa específica Quilograma por metro cúbico kg/m3
Velocidade Metro por segundo m/s Velocidade angular Radiano por segundo rad/s
3.2.3 Padrões e Rastreabilidade A preocupação da humanidade com o problema “medição” existe a bastante tempo, porém a existência de um sistema de medidas ou unidades é necessária mas não suficiente para solucionar o problema. É preciso ainda garantir: - a utilização de tal sistema; e - a homogeneidade dos processos de medida. O primeiro é conseguido através da existência, no país usuário, de um órgão que estabeleça o sistema compulsoriamente e isto é feito no Brasil através do CONMETRO (Conselho Nacional de Metrologia, Normalização e Qualidade Industrial). O segundo é feito através da manutenção de padrões de referência e de meios de disseminação para os usuários; isto é feito, à semelhança do NITS – National Institute of Technology and Standards (antigo NBS nos EUA), pelo INMETRO (Instituto Nacional de Metrologia, Normalização e Qualidade Industrial) O NITS, criado em 1901, tem como tarefas básicas oferecer: - serviços de medição para a ciência e tecnologia; - ciência e tecnologia para a indústria e o governo; - serviços tecnológicos para paridade no comércio; - serviços tecnológicos para a segurança pública; - serviços de informação tecnológica. No Brasil, a existência do CONMETRO e do INMETRO permite assegurar o que em todos os ramos das atividades é necessário ter: a REFERÊNCIA, através da conceituação
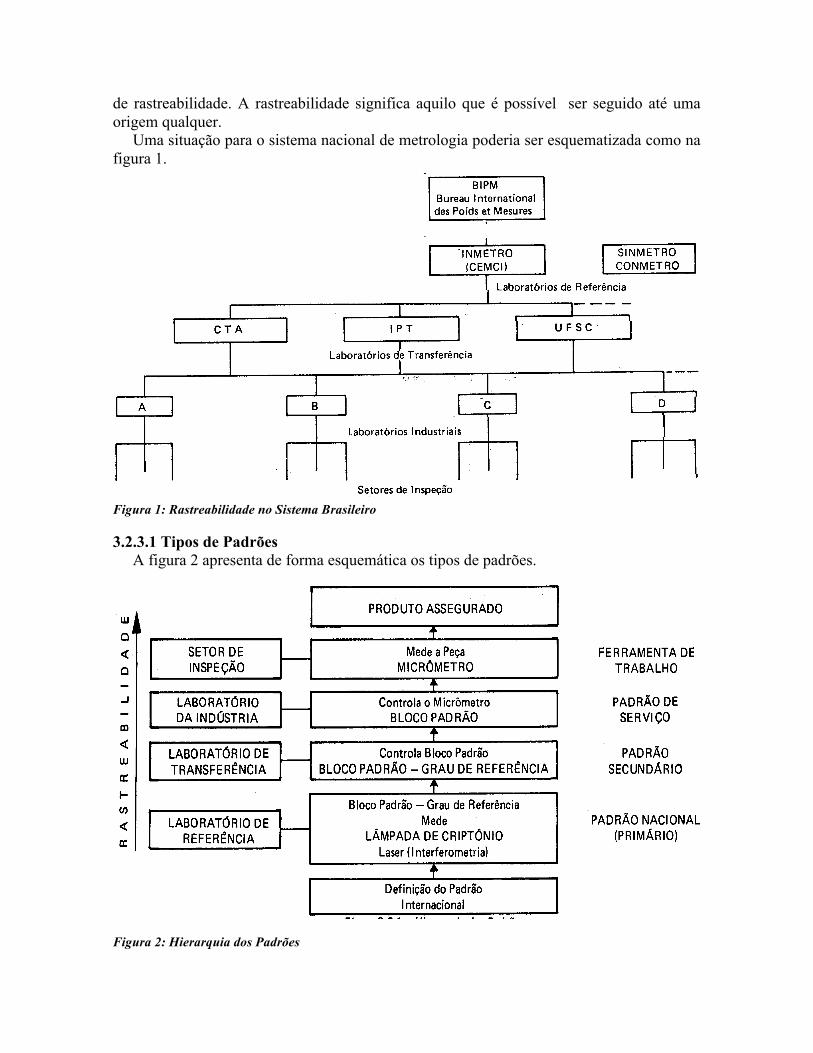
de rastreabilidade. A rastreabilidade significa aquilo que é possível ser seguido até uma origem qualquer. Uma situação para o sistema nacional de metrologia poderia ser esquematizada como na figura 1.
Figura 1: Rastreabilidade no Sistema Brasileiro 3.2.3.1 Tipos de Padrões A figura 2 apresenta de forma esquemática os tipos de padrões.
Figura 2: Hierarquia dos Padrões
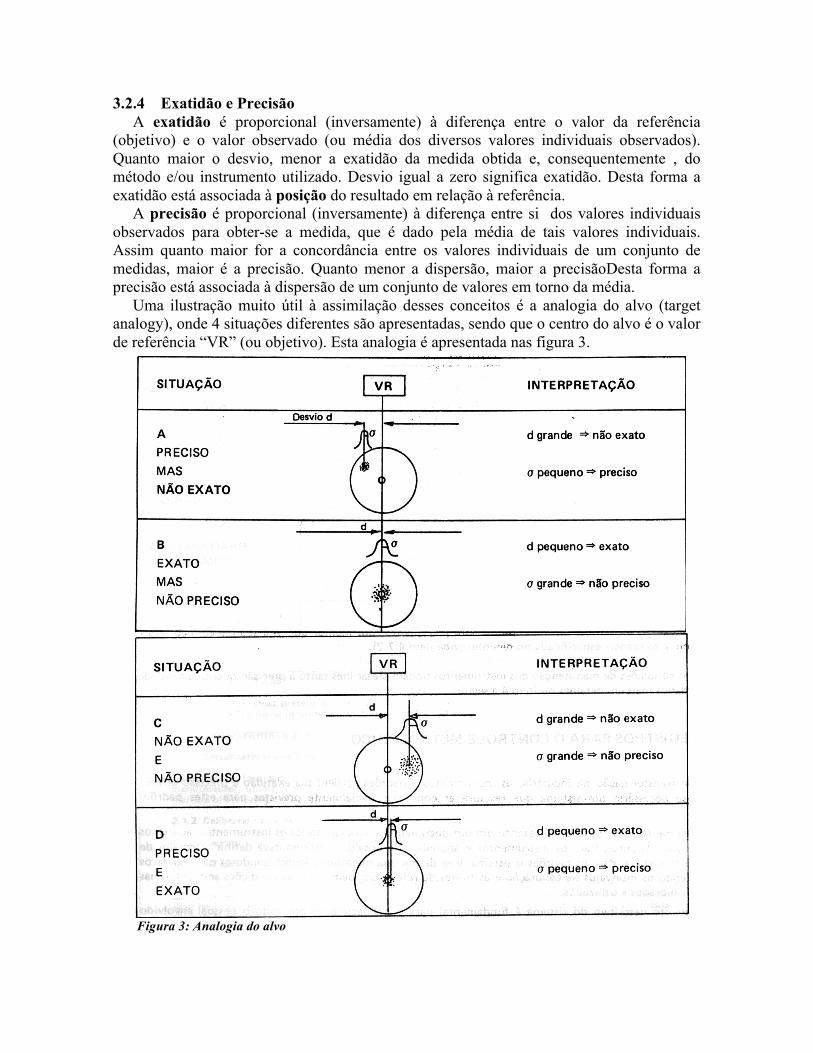
3.2.4 Exatidão e Precisão A exatidão é proporcional (inversamente) à diferença entre o valor da referência (objetivo) e o valor observado (ou média dos diversos valores individuais observados). Quanto maior o desvio, menor a exatidão da medida obtida e, consequentemente , do método e/ou instrumento utilizado. Desvio igual a zero significa exatidão. Desta forma a exatidão está associada à posição do resultado em relação à referência. A precisão é proporcional (inversamente) à diferença entre si dos valores individuais observados para obter-se a medida, que é dado pela média de tais valores individuais. Assim quanto maior for a concordância entre os valores individuais de um conjunto de medidas, maior é a precisão. Quanto menor a dispersão, maior a precisãoDesta forma a precisão está associada à dispersão de um conjunto de valores em torno da média. Uma ilustração muito útil à assimilação desses conceitos é a analogia do alvo (target analogy), onde 4 situações diferentes são apresentadas, sendo que o centro do alvo é o valor de referência “VR” (ou objetivo). Esta analogia é apresentada nas figura 3.
Figura 3: Analogia do alvo

A situação D é a desejada (preciso e exato) e a situação C é a menos desejada (não preciso e não exato). É importante analisar as situações de A (preciso e não exato) e de B (exato, mas não preciso). Quando uma rama não acerta o alvo (não exata), ela pode ser regulada na mira e ter corrigida a sua exatidão. Porém se uma arma mesmo com a mira corrigida, apresenta dispersão grande de tiros, ela não estará precisa. A sua correção não poderá ser feita pela mira e sim por: - treinamento do atirador, ou a sua substituição; - mudança na metodologia de tiro; - mudança da arma, por uma de mais precisão.
Isto significa que a situação A (preciso e não exato) é preferível do que a situação B (exato, mas não preciso).
3.2.5 Sistemas e Registros para o Controle Metrológico Durante o processo de transformação na indústria, os instrumentos e padrões perdem sua exatidão e precisão através do uso e, então, faz-se necessário um sistema que restaure as condições inicialmente previstas para estes padrões e instrumentos. Um sistema de controle metrológico deve estar descrito em um documento e abranger todos os instrumentos, aparelhos de ensaio, padrões e procedimentos. Para os instrumentos e aparelhos de ensaio, o sistema deve definir intervalos de calibração e fontes de referência. Para os padrões, o sistema deve definir sua hierarquia, identificando-os com números de referência, prescrevendo os intervalos de calibração e as fontes de referência, bem como as condições ambientais nas quais os padrões devem ser calibrados e utilizados. O documento descritivo do sistema de controle metrológico deve conter: - procedimentos de calibração; - intervalos de calibração; - rastreabilidade da calibração; - registros de calibração; - selos e decalques; - controles ambientais. 3.2.6 Tipos de Medição A partir da noção de que, fundamentalmente, medir é comparar, tem-se que uma medida pode ser obtida por dois métodos distintos: - Medição por comparação direta: compara-se o objeto da medida com uma escala
conveniente, obtendo-se um resultado em valor absoluto e unidade coerente. Como exemplo tem-se a medição da distância entre dois traços utilizando-se uma régua graduada;
- Medição por comparação indireta: compara-se o objeto da medida com um padrão de mesma natureza ou propriedades, inferindo sobre as características medidas/verificadas. Como exemplo tem-se a medição/controle de peças com calibradores passa-não-passa.
Na prática, normalmente, simplifica-se os termos acima definidos. Assim encontra-se usualmente: “medição direta” e “medição por comparação” ou “medição indireta”, respectivamente.

Os critérios de escolha do tipo de medição indicam que a passagem do sistema direto para o indireto, em regra geral, esta associada a dois fatos: - tempo necessário para executar a medição; - necessidade de resolução ou precisão incompatíveis com a dimensão a ser medida (com
instrumentos de medição direta), por exemplo 50 mm com 0,1 µm de precisão.
Medições Espaciais são aquelas que “dependem do caminho” e da distância do ponto medido ao sistema de medida. Os possíveis erros são avaliados por instrumentos para: - verificação da retilineidade: luneta de micro-alinhamento, régua e relógio comparador,
arame e microscópio de medida, nível, etc.; - verificação de ortogonanalidade: esquadro, pentaprisma; - verificação do posicionamento; - planeza. As tolerâncias nas medidas são necessárias visto que é impossível obter-se peças ou medidas exatamente com valor desejado ou exigido. Algumas definições são necessárias ao se analisar as tolerâncias: - Dimensão nominal: é a dimensão usada na caracterização da medida. Esta dimensão é,
geralmente, conhecida; - Dimensões limites: são as dimensões máxima e mínima que a medida pode ter, sem ser
rejeitada; - Dimensão máxima: é o valor máximo que se permite para a medida; - Dimensão mínima: é o valor mínimo que se permite para a medida; - Dimensão efetiva: é qualquer valor obtido para a medida, com um aparelho de
resolução suficiente para controlar as medidas máxima e mínima; - Tolerância: é a diferença entre os valores máximo e mínimo admissíveis para a
medida; é um valor sempre positivo; - Afastamento superior: é a diferença entre a dimensão máxima e a dimensão nominal.
Pode ser um valor positivo ou negativo. A notação As é usada para furo e as para eixo; - Afastamento inferior: é a diferença entre a dimensão mínima e a dimensão nominal.
Pode ser um valor positivo ou negativo; - Linha de base: na representação gráfica, é a linha que coincide com a dimensão
nominal da medida; - Medida tolerada: é o conjunto da medida nominal, acompanhada dos afastamentos
superior e inferior; - Campo de tolerância: é conjunto dos valores compreendidos entre as dimensões
máxima e mínima da medida.





























