Embed Size (px)
Citation preview
1
Department of Natural Resources - UNESPCaixa Postal 237, Botucatu, SP 18603-970, BRAZIL
e-mail: [email protected]
Natural Fibers in Extrusion Process for Profiles Production
A.L. Leão, J.C. Caraschi, S.M. Sartor, V.L. P. Salazar

2
Searching
Key words: Natural Fiber; Polymercomposite; Plastics Composite2000-2005Language: english
Rigail, 2005
3
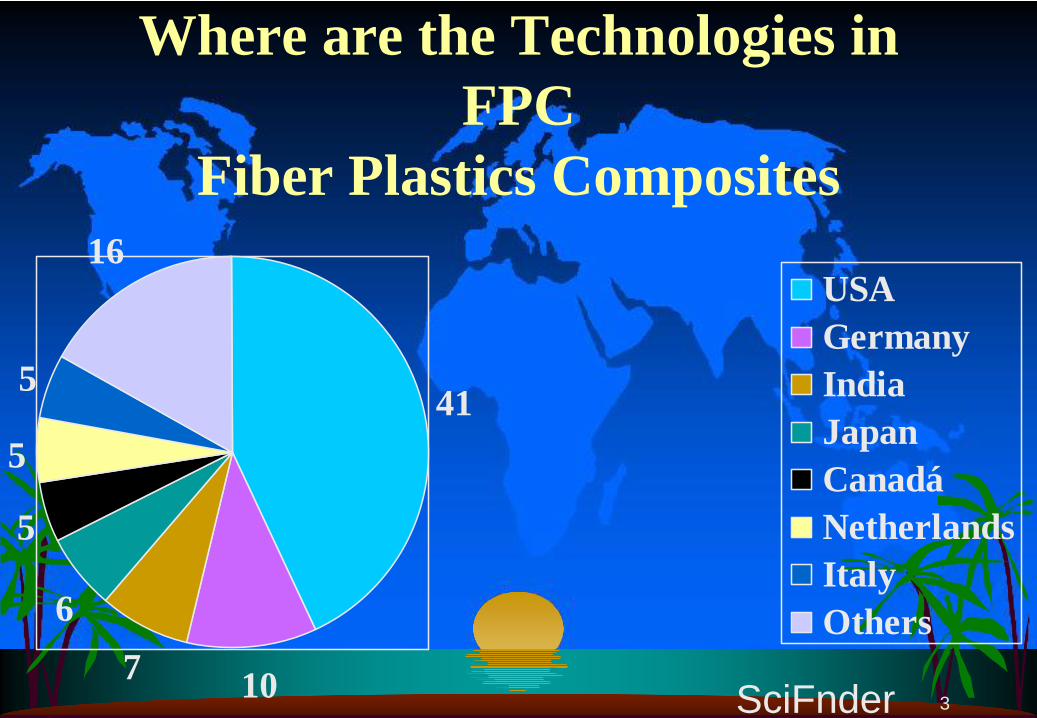
Where are the Technologies in FPC
Fiber Plastics Composites
41
1076
5
5
5
16USAGermanyIndiaJapanCanadáNetherlandsItalyOthers
SciFnder

4
Centers/Universities LeadersUniversities No. ReferencesMichigan State University, USA 20University of Kassel, Germany 6University of Delaware, USA 4Kyoto University, Japan 4Tech. Univ. of Berlin, Germany 4University of Auckland, New Zealand 4Chemnitz Univ , Germany 3Inha University, South Korea 3Univ. of New Brunswick, Canada 2University of Toronto, Canada 2Utrecht University, Netherlands 2Doshisha University, Japan 2UNESP, Brazil 2Others 50SciFnder

5
Scientific and Technological Research?
50
35
15
05
101520253035404550
Patents Papers Meetings
SciFnder

6
Which Natural Fibers are Used in Composites?
Natural Fibers No. Of PapersBamboo 8Banana 6Hemp 38Coir 18Flax 46Jute 37Kenaf 28Sisal 30Pinneapple 4Curauá 4 SciFnder

7
•
FONTE: VEJA, ANO 32(11):60-62, 17/03/99
Processes Utilized in Composites at UNESP - Botucatu
Extrusion (profiles and pellets)Injection moldingThermoformingBMC (partnership with private companies)SMC (partnership with private companies)RTM (partnership with private companies)LFRT – Long Fiber Reinforced Thermoplastics – profilesand railroad crossties)
8
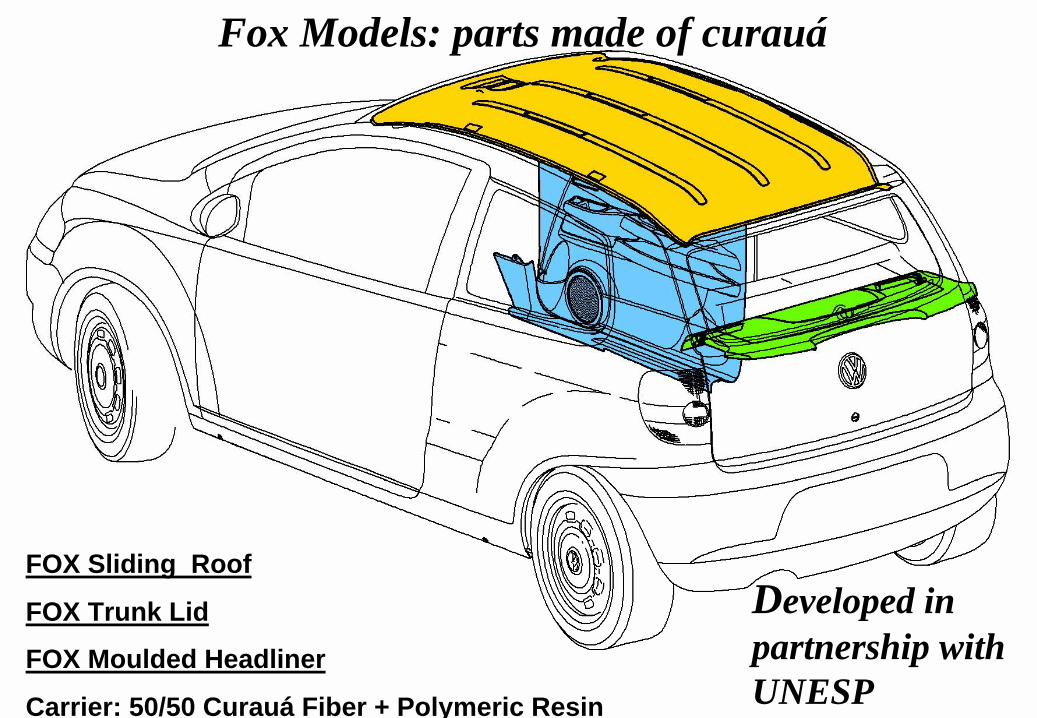
Fox Models: parts made of curauá
FOX Moulded Headliner
Carrier: 50/50 Curauá Fiber + Polymeric Resin
FOX Trunk Lid
FOX Sliding RoofDeveloped in partnership with UNESP

9
ECOMENESECOMENES((oikosoikos--menesmenes))
eECOMENY
Resulting
ProcessesOf Low
Environmental Impacts
Use natural resources based on an ecological intuition of non linear biological processes- SUSTAINABILITY
Extrativism – low pressure of natural resources
Economics – high pressure;
making money at any cost
10
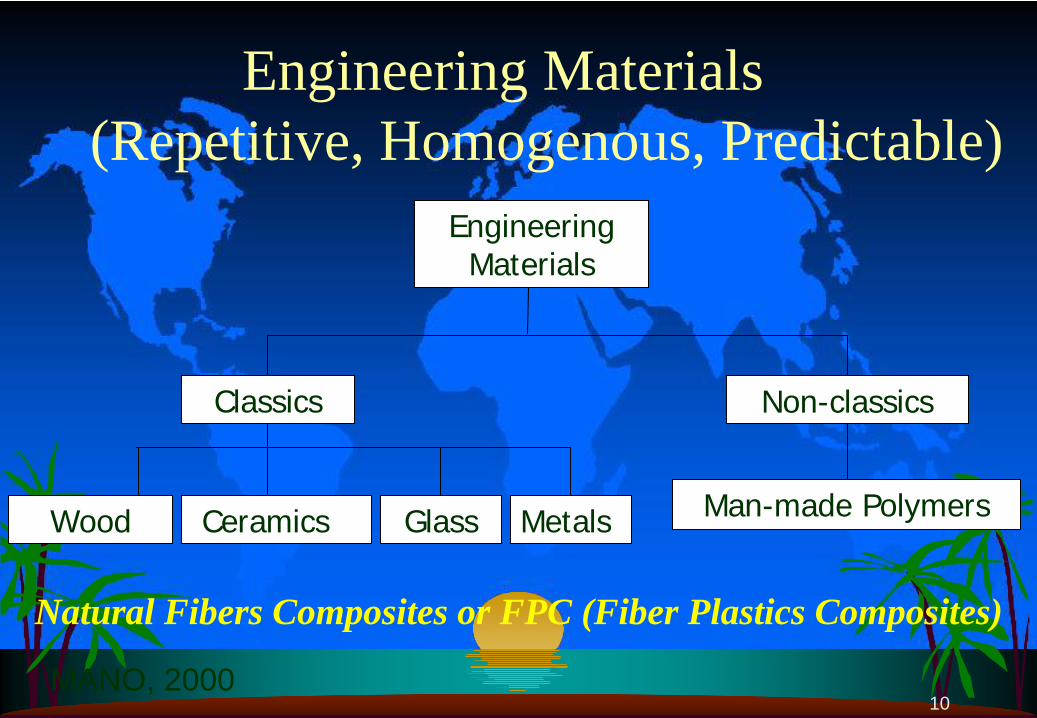
Engineering Materials (Repetitive, Homogenous, Predictable)
Engineering Materials
Classics Non-classics
Wood GlassCeramics Metals Man-made Polymers
MANO, 2000
Natural Fibers Composites or FPC (Fiber Plastics Composites)

11
Vegetable Fibre Classification
Vegetable Fibres- Cellulosic fibres
Bast Fibres- Flax
- Hemp- Kenaf- Abaca-Banana-Bamboo
- Jute- Totora
Leaf Fibres- Sisal
- Curaua- Fique
- Phormium- Palm trees
- Caroa- Kurowa
- Pineapple
Seed Fibres- Cotton- Capok
Fruit Fibres- Coir
African palm
Wood Fibres- Pinewood-Hardwood- Eucaliptos

12
Natural Fibers in South America Brazil is the biggest producer and consumer
Abaca – EcuadorFique – Colombia, EcuadorTotora – Ecuador, Peru andBoliviaFlax – Argentina (?)Embira – BrazilCaroá – BrazilBamboo - BrazilPhormium (imbira, New Zealand Flax) - BrazilCurauá – Brazil, VenezuelaKurowa (curaua) - GuianaSugar cane bagasse –Brazil, Cuba and Colombia,
Sisal – Brazil, Cuba, Haiti MéxicoBuriti, Carnauba, Buriti, andTucum – NE of Brazil (nativepalm treesMalva & Jute – BrazilCoir – BrazilBanana – BrazilHemp – ChileTaboa (Typha) - BrazilPiteira – Brazil and EcuadorTagua – EcuadorJarina – Brazil (Vegetable ivory)Piaçava – Bahia, Brazil
13
Curauá Plantation (High Density Stand)

14
Application of Natural Fibers Composites
Marine12%
Construction26%
Automotive31%Aerospace
1%Miscellaneous
4%
Appliances8%
Consumer products
8%
Electronic components
10%
Racz, 2005

15
FPC Fibers
16
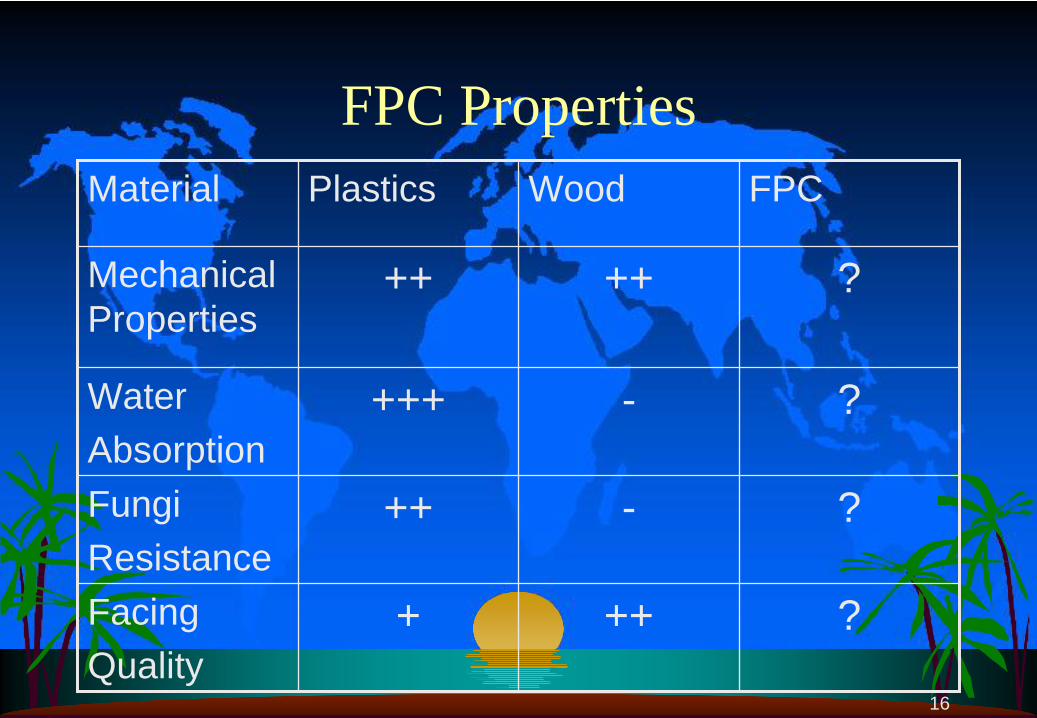
FPC PropertiesMaterial Plastics Wood FPC
Mechanical Properties
++ ++ ?
WaterAbsorption
+++ - ?
FungiResistance
++ - ?
FacingQuality
+ ++ ?
17
Most Used Fibers
Wood (hardwood residues; Eucalyptus and pine)Rice husksPalm Tree fibers …Sugar cane bagasseSisalCurauáCoir

18
Target Sectors in Brazil for FPCAutomotive Industry – 40,000 tons/year (23 kg/car in Europeand 13 kg/car in Brazil) – the Brazilian demand is about8,000 tons/yearRailroad crossties – replacement of solid wood and concretecrosstiesCivil Engineering – door frames, doors, window frames, fences, decksGeotextile – 100 millions m2 – 500.000 km roads & 50.000 km of railroadsFurniture Industry – cabinets, back seats, etc..Electro/Electronics – injection molded parts (computermonitors, mobile phonesPackaging Industry – fruit boxToys industry- injection molding of several articlesPens, pencil, etc…

19
Soap and lipstick container using Injection Molding Technique
20
Advantages of FPCEnvironmentalist pressure over more utilisation of Natural Renewable ResourcesBetter eficiency in converting raw-materials in productscompared to other man-made fibersProducts based on Life Cycle Analysis (ISO 14.000)National strategy to create rural jobs in economicallydeprived areasGood mechanical properties relations: Weight versus ResistanceComposites/EcomenesRecyclabilityGreenhouse EffectMarketing – Lignocelullosics Composites = LowTecnology

21
Advantages of FPCExcellent specific strength and high modulus. High flexural and tensile modulus - up to 5× base resin, high notched impact strength - up to 2× base resin Reduced density of products.Biodegradable (?!)Renewable source of raw-material.Lower price of polymer composites reinforced with natural fibres than those reinforced with glass fibre.Reduced tool wear.Safe manufacturing processes, no airborne glass particles, relief from occupational hazards. Reduced dermal and respiratory irritation. No emission of toxic fumes when subjected to heat and incineration.Most thermoplastic composites are recyclable. Possibility of recycling the cuttings and manufacturing wastages.Energetically recyclable. Racz, 2005
22
Limitations of FPCConcerns over fibre consistency/qualityLow impact strength (high concentration of fibre defects)Problem of storing raw material for extended time– Possibility of degradation, biological attack of fungi and
mildew– Foul odor development
Fibres are hydrophilicUV resistance – similar to plasticsLow surface hardness – Quinch-kinchIssues of bonding with polymersPrevious 2 issues largely overcome by development of effective fibre surface treatments – MAPPEmission issues – fogging and odorProcessing Temps – natural sugars caramelise between 150-205ºC must keep below this level. Limits the number of applicable matrix polymers
23
Natural fibres & high impact?
(Sonntag & Barthel, 2002)

24
Erfurt 2005
25
“The most environmentally friendly thing that you can do for a car that burns gasoline is to make lighter
bodies”
Henry Ford

26
May
200
3
Jan.
200
4
Jul.
2004
Jan.
200
5
Jul.
2005
Jan.
200
680 %100 %120 %140 %160 %
180 %
200 %220 %
Development for prices of crude oil, standard thermoplastics& natural fibres from Europe since 2003
Crude oil Standardthermoplastics
Natural fibres(Bast) from Europe
(Karus, Ortmann, Otremba, Scheurer & Müssig 2006.- adapted presentation)
Economical Aspects
Future trend: Fibres and Polymers based on renewable resources
Renewable Energy: many alternatives: available
27
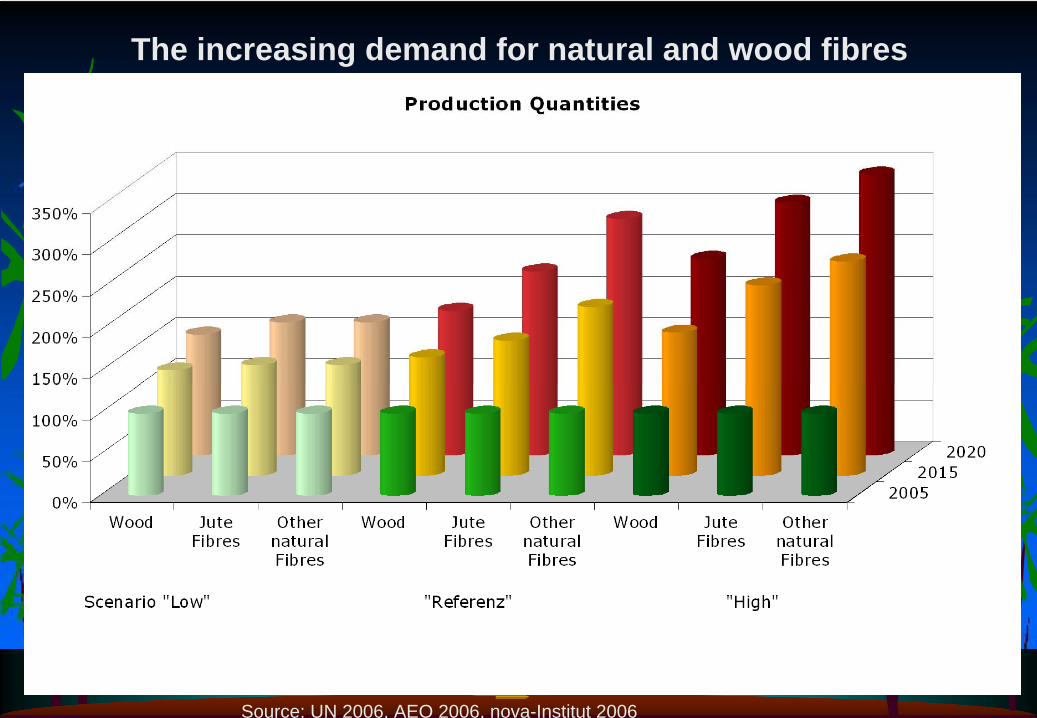
The increasing demand for natural and wood fibres
Source: UN 2006, AEO 2006, nova-Institut 2006

28
How FPC is Viewed
++ durable++ innovative++ comfortable+ natural+ “warm“+/- elegant/exclusive- expensive

29
Market Profiles
Exterior (decks, fences, siding) – natural competivinessInterior (door frames, skirting,etc…)

30
Composite Families
Synthetic Vegetable Animal Mineral
aramideglasscarbonetc.
hempflaxsisalwoodramieetc.
woolmohairetc.
basaltetc.
Composite Families
Fibre Reinforced Particle reinforced/filled
Short fibre reinforced Long fibre reinforced (LFRT)
Manmade Mineral VegetableSynthetic Vegetable Animal Mineral
aramideglasscarbonetc.
hempcurauasisalwoodabacaetc.
woolmohairetc.
basaltetc.
nanotubesmetal particl.etc.
talcchalketc.
wood flouretc.
TSTP
TSTP
TSTP
TSTP
TSTP
TSTP
TSTP
TSTP
TSTP
TSTP
TSTP
Racz, 2005

31
32
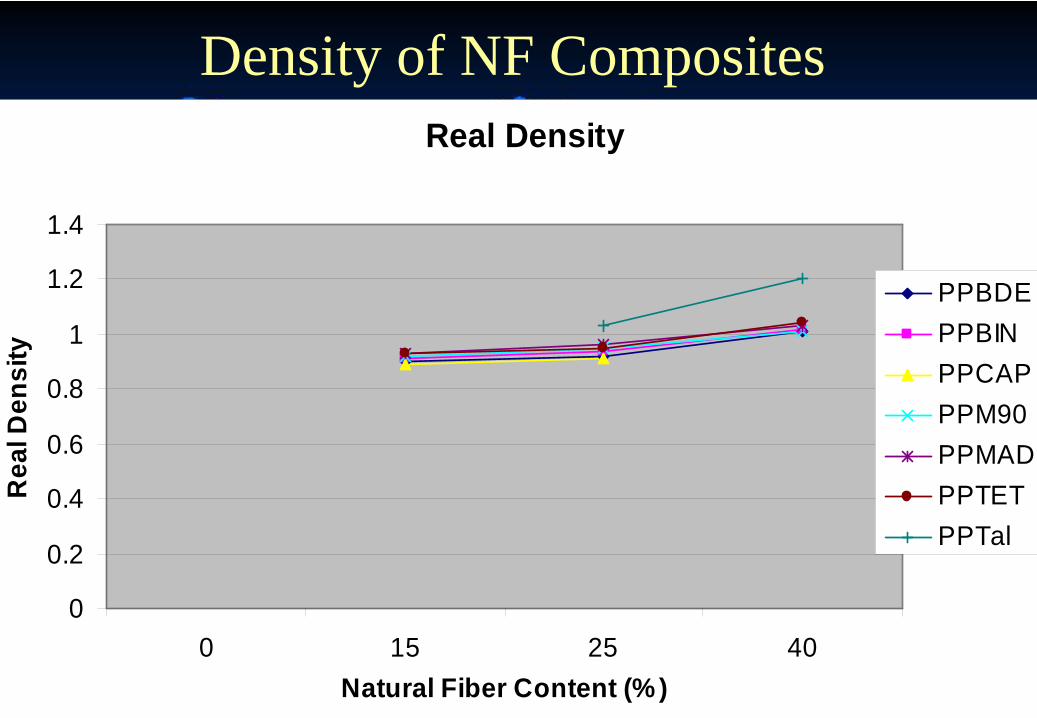
Density of NF CompositesReal Density
0
0.2
0.4
0.6
0.8
1
1.2
1.4
0 15 25 40Natural Fiber Content (% )
Rea
l Den
sity
PPBDEPPBINPPCAPPPM90PPMADPPTETPPTal
33
Materials for FPC Melting Point
ABS 105°CPE 125°CPP 160°CPolystyrene 240°C Nylon-6 220°CSAN 115°CPET and PVC (personal restrictions)
34
Types of Twin Screw Extruders
Co-Rotating- Parallel Screw Shafts- Fully IntermeshingCounter-Rotating- Parallel Screw Shafts- Fully Intermeshing
Counter-Rotating- Conical Screw Shafts- Fully Intermeshing
35
Twin Screw Extruder
Excellent melting capability – pellets, flake, recycled resins okLower raw material costAble to recycle scrap
Flexible feeding optionsMelt resin separately from fiberIntroduce fiber downstream for optimal heat balanceHigh feed capacity for low density materials (natural fibers)

36
Twin Screw ExtruderExcellent mixing capability and modular design
Screw design can be optimized for highest possible rate for a
given extruder D and formulationMaintenance cost reduced by modularity
Excellent devolatilizationRemove residual moisture
Excellent devolatilizationRemove residual moistureVacuum can be designed for very high reliabilityless scrap
37
Twin Screw ExtruderFlexible processing possibilities
Direct profile extrusionPellets
Pumping capability is limited; low pumping efficiency (~10%) generates excess heatMelt pump or single-screw needed for most applications, even simple deck profilesMelt viscosity is very high –well suited for melt pump
38
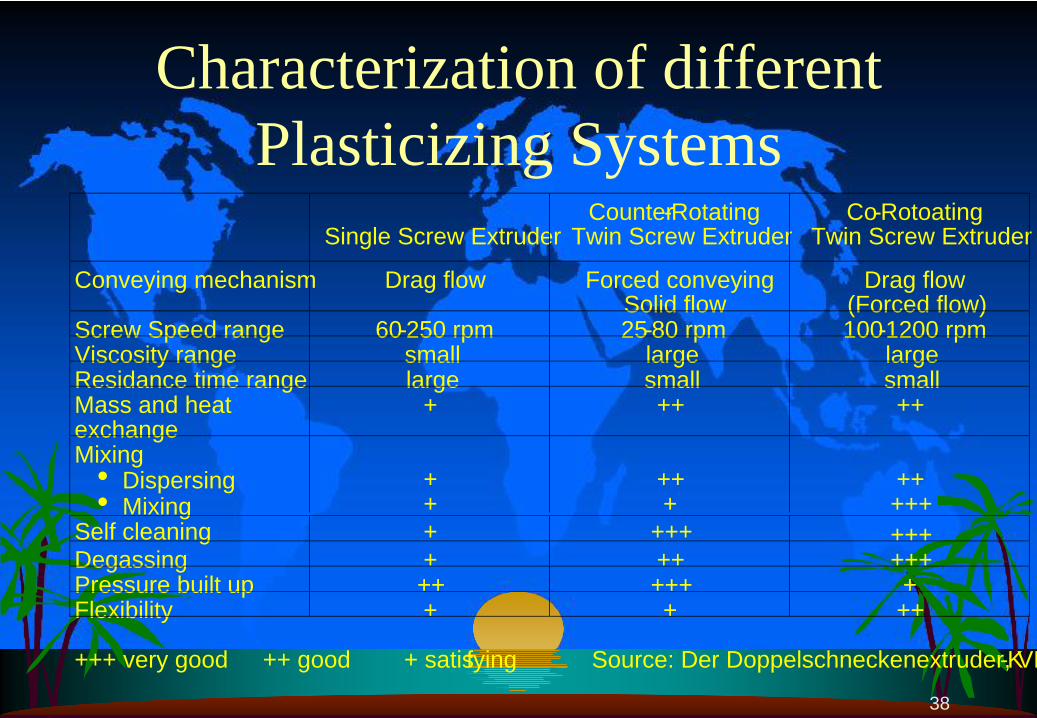
Single Screw ExtruderCounter-Rotating
Twin Screw ExtruderCo-Rotoating
Twin Screw Extruder
Conveying mechanism Drag flow Forced conveyingSolid flow
Drag flow(Forced flow)
Screw Speed range 60-250 rpm 25-80 rpm 100-1200 rpmViscosity range small large largeResidance time range large small smallMass and heatexchange
+ ++ ++
Mixing• Dispersing• Mixing
++
+++
+++++
Self cleaning + +++ +++Degassing + ++ +++Pressure built up ++ +++ +Flexibility + + ++
+++ very good ++ good + satisfying Source: Der Doppelschneckenextruder, VD-K
Characterization of different Plasticizing Systems

39
7aS. Jornadas de plasticos en automocion
40
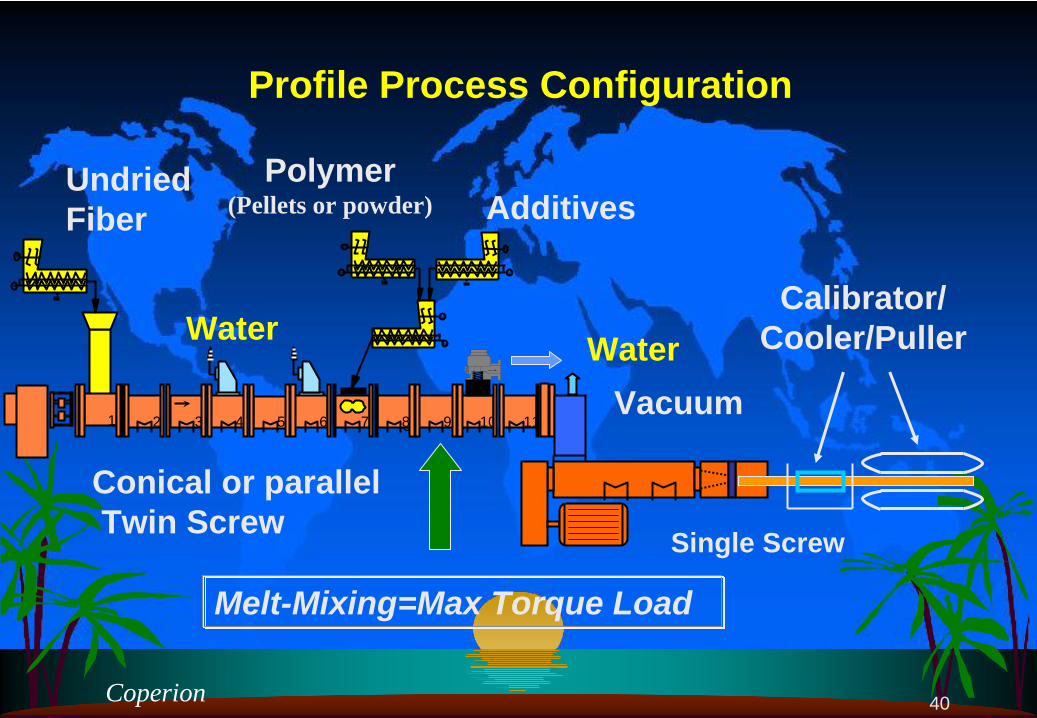
Profile Process Configuration
1 2 3 5 6 7 8
M
M M
M
M
M
8 10 119
M
M
M
M
4Vacuum
UndriedFiber
Polymer(Pellets or powder) Additives
Conical or parallelTwin Screw Single Screw
Water Water
Melt-Mixing=Max Torque Load
Calibrator/Cooler/Puller
Coperion

41
Processing Conditions

42
Economic Model
Raw material costs dominate expenses (68%). Resinrepresents 60% of total raw material cost.Labor is the 2’nd largest component of expense, butdecreases in importance as extruder D increasesProfitability depends on formula cost and efficientoperation (high utilization, low scrap rate)Higher D (higher capacity) extruder is more economicalbecause of reduced laborexpense per unit of product produced. Capital cost per unit of production is also somewhat lower for higher D

43
To Composite Lumber Products

44
Profiles in Pallets
Song, 2007
45
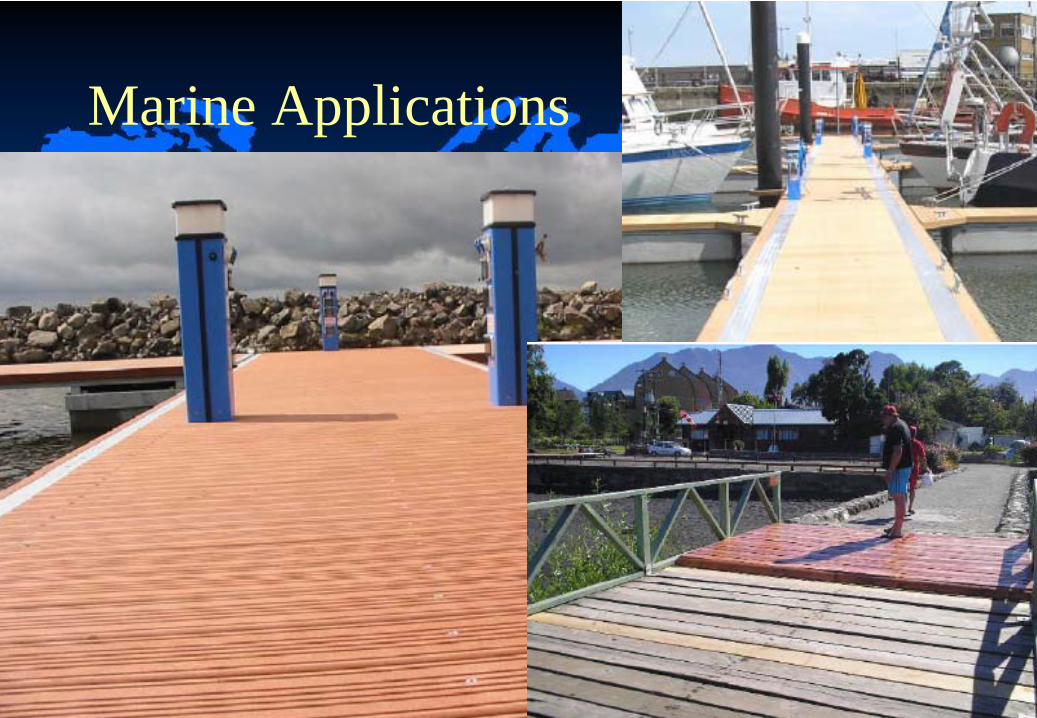
Marine Applications
46
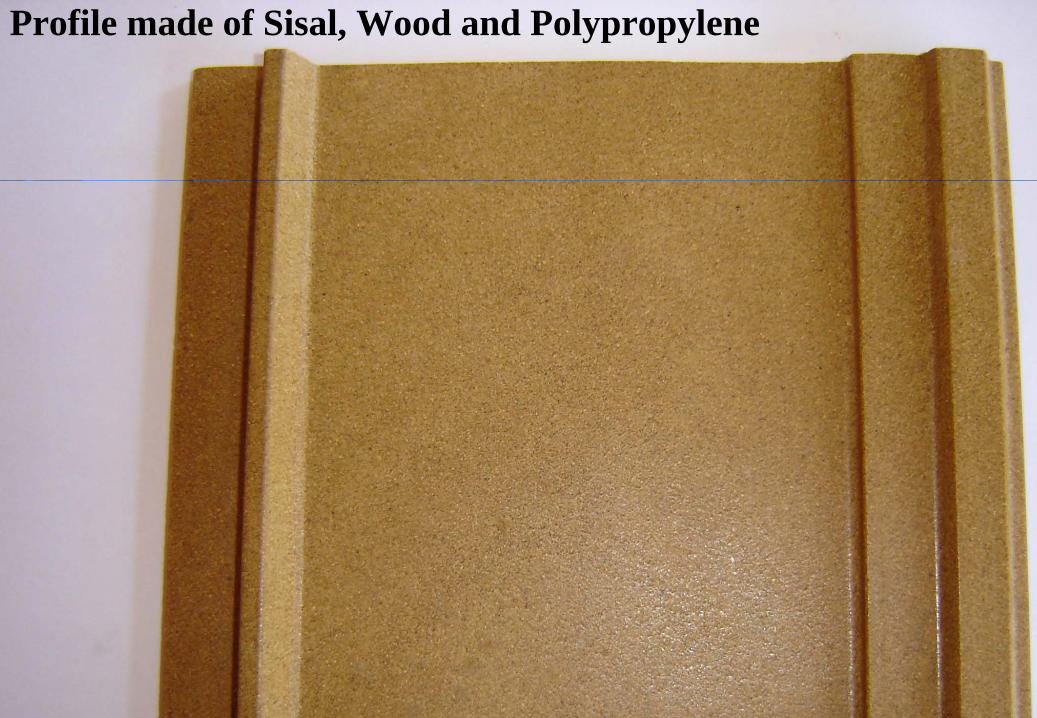
Profile made of Sisal, Wood and Polypropylene

47
Profiles made of WPC (wood, rice husk, coir, etc…

48
Door Frames Profile
49
Pellet Extrusion vs. Profile ExtrusionADVANTAGES
Pre-drying is not required to reach high rates for pellet processSome residual moisture is tolerable in pellet processSome decomposition of fiber is tolerable in pellet processFiber mixing is less critical than with directprofile extrusion (2'nd melt history)
50
Direct Profile Extrusion: Solids, Hollows, Sheet
ADVANTAGESLower capital costLower operating costs (1 heat history, less labor)Separates primary feeding/melting/drying/mixingprocess from profile formationLess inventory of raw materials

51
Direct Profile Extrusion: Solids, Hollows, Sheet
DISADVANTAGESFiber drying for highest rate –capital/operating costs offset equipmentsavingsMinimal fiber decomposition is tolerable,
especially for solid profilesComplicated process – melting, drying,
mixing and profile formation (lessthrougput)
52
Pellet Extrusion vs. Profile ExtrusionDISADVANTAGES
Higher capital cost for pellet and profileequipment vs. direct profileHigher operating costs (labor, maintenance, energy, etc.)Pellets must have low initial moisture andcannot be allowed to absorb moisture from theenvironmentMore inventory in the event of quality problemin raw materials or pellets
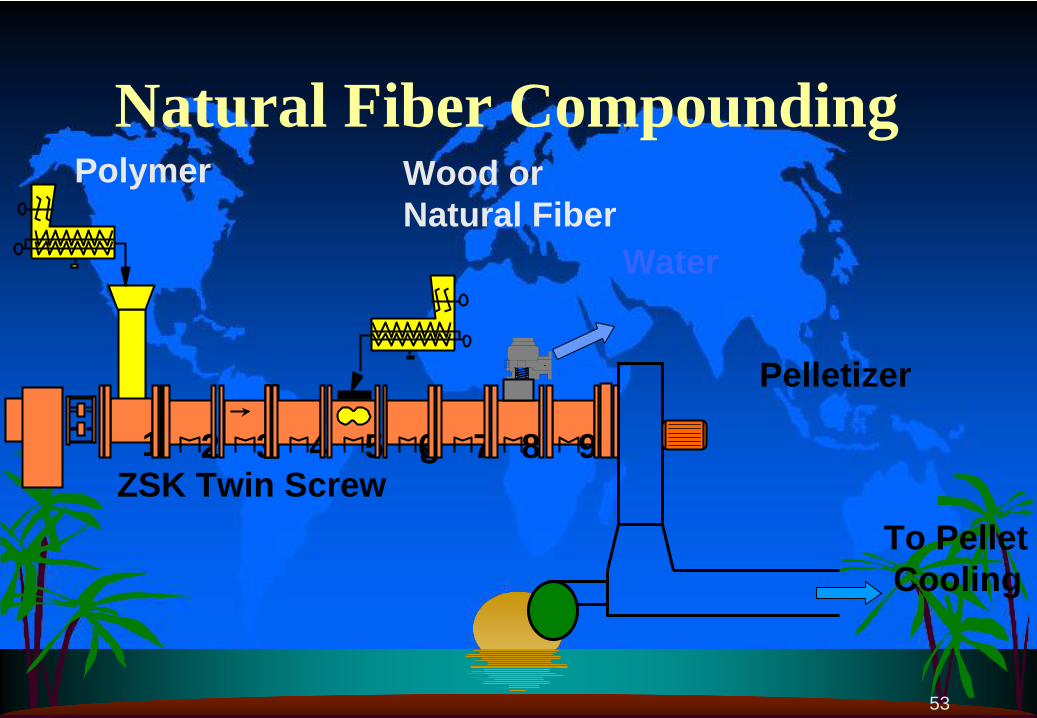
53
Natural Fiber Compounding
1 2 3
Polymer
ZSK Twin Screw
Water
To PelletCooling
4 5 86 8 97
Pelletizer
Wood orNatural Fiber
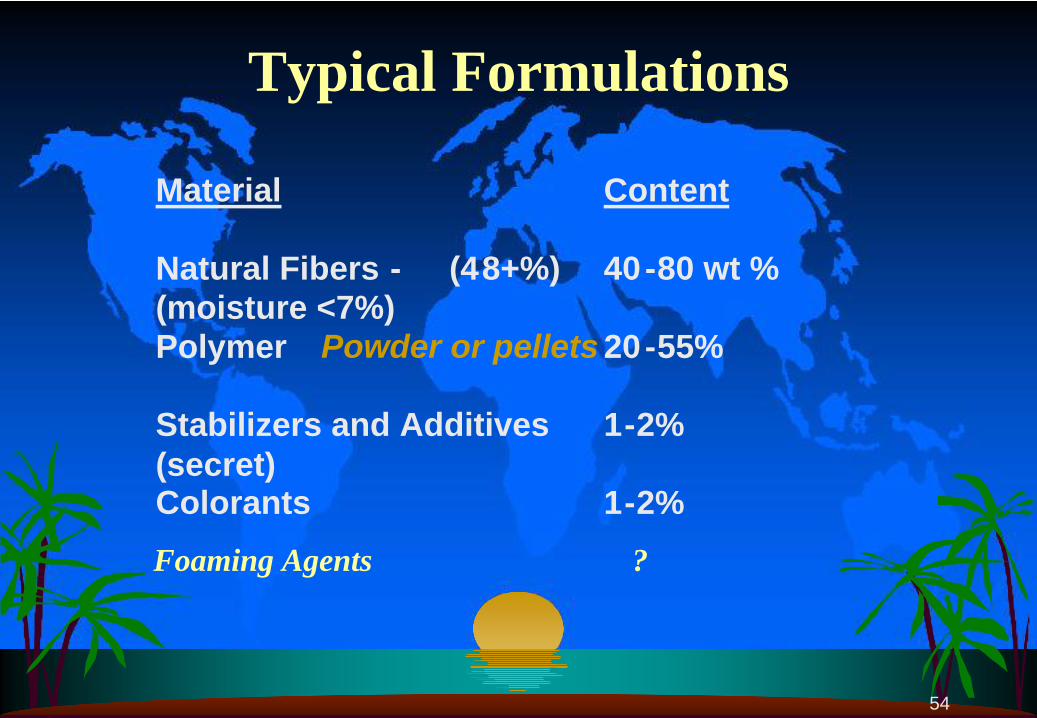
54
Typical Formulations
Material Content
Natural Fibers (4- 8+%) (moisture <7%)
40-80 wt %
Polymer 20-55%
Stabilizers and Additives(secret)
1-2%
Colorants 1-2%
Powder or pellets
Foaming Agents ?
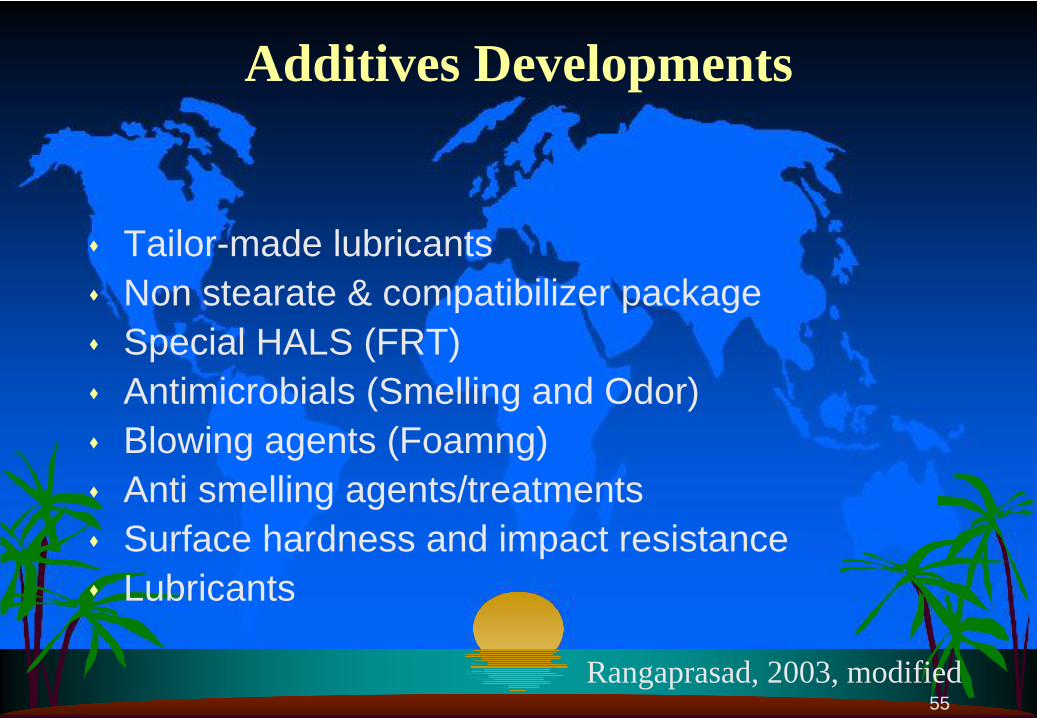
55
Additives Developments
Tailor-made lubricantsNon stearate & compatibilizer packageSpecial HALS (FRT)Antimicrobials (Smelling and Odor)Blowing agents (Foamng)Anti smelling agents/treatmentsSurface hardness and impact resistanceLubricants
Rangaprasad, 2003, modified
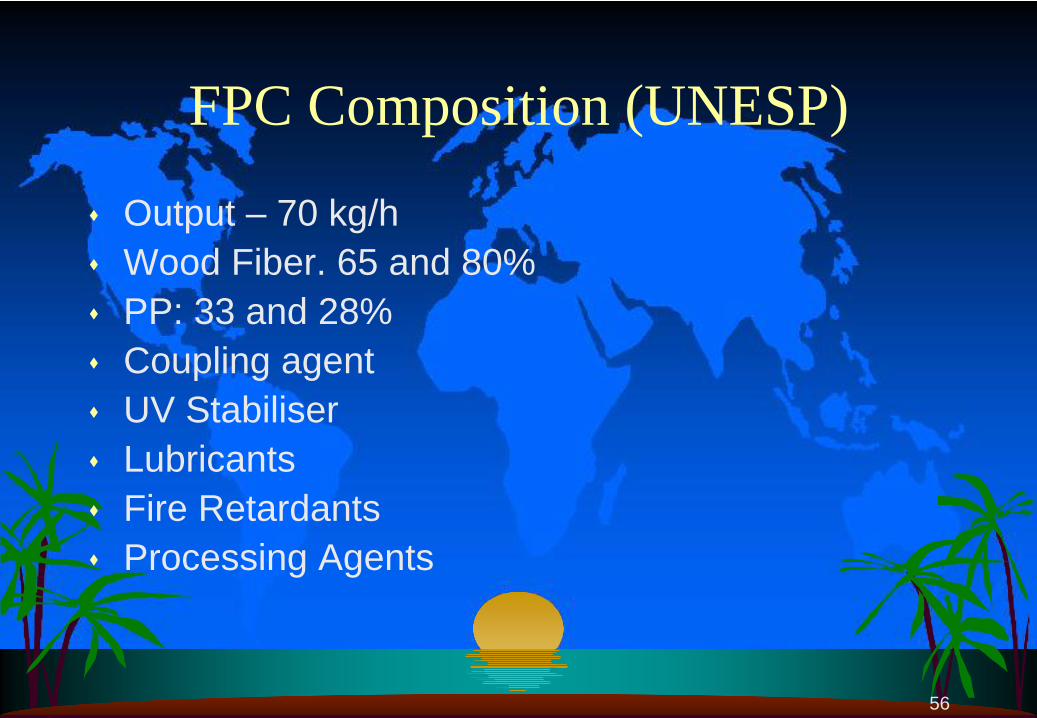
56
FPC Composition (UNESP)
Output – 70 kg/hWood Fiber. 65 and 80%PP: 33 and 28%Coupling agentUV StabiliserLubricantsFire RetardantsProcessing Agents
57
Hardwood Residues Profiles Properties
Tensile – ISO 527-2: 1993Flexural – ISO 178:2005Impact Resistance (Charpy) – ISO 179-1: 2000
58
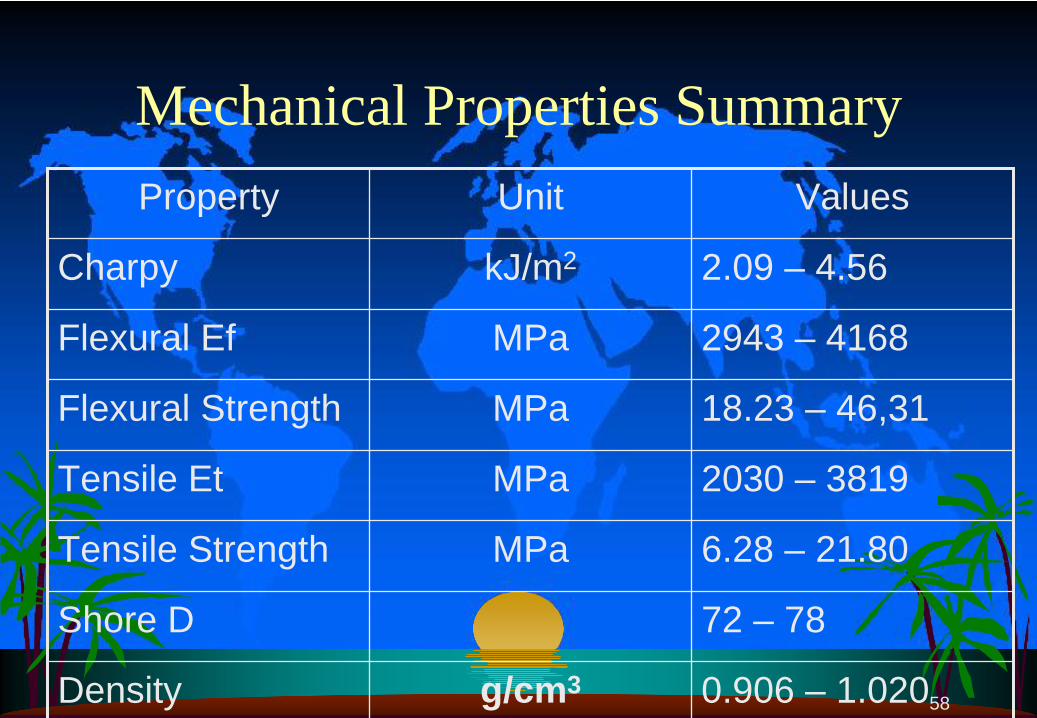
Mechanical Properties SummaryProperty Unit Values
Charpy kJ/m2 2.09 – 4.56
Flexural Ef MPa 2943 – 4168
Flexural Strength MPa 18.23 – 46,31
Tensile Et MPa 2030 – 3819
Tensile Strength MPa 6.28 – 21.80
Shore D 72 – 78
Density g/cm3 0.906 – 1.020

59
E-LFT
Gravimetric feeder
MEGAcompounder ZSK 58
DevolatilizationSisalRovings
1 2 3
MM
4 5 6 7
Polishing roll stack with roller conveyer
Belt-type take-off
Polymer
Backing film
LFRT –Long Fiber Reinforced Thermoplastics

60
The Future in Brazil Partnership between
Fiber Plastics Composites
FIBERTECH ™ 50, 60 and 70
FLEXWOOD ™
diretoria@ plastitech.com.br
(xx14) 3814 5200
Caixa Postal 69 – Botucatu, SP
Plastitech Suzano Petroquímica

61
PlastitechCompounder company(Coperion machinery)FPC as masterbatchNatural fibers as reinforcementagentsMatrix: PP, HDPE, PS and ABSAdditives: Fire retardant; compatibilizers, UV filters

62
Important Reminders
Operational excellence is a necessity because of raw material costs and inelasticity of product priceFind low-cost formulations that work well beforetightening building codes make changes difficultand expensiveDetermine what the consumers want and sell itWood competition in Brazil is very hardInvestment in machinery (twin screw vs singlescrew)

63
The Future
The future of the materials based on FPC depend on many factors, such as:
1. Identification of new products;2. Quality of the products;3. Consumers perception;4. Performance of the products; and5. Identification with innovation
64
“There is no Substitute for Quality”
Our Principles

65
Curauá Fabrics Fashion Show at ISNAPol 2000
66
Life is pretty simple:You do some stuff. Most Fails. Some Works. You do more what works. If it works big, others quickly copy it.Then you do
something else. The trick is the doing something else
Leonardo da Vinci
67
ACKNOWLEDGMENTSCNPq – National Council for Research – BrazilFAPESP – São Paulo Research Support AgencyPlastitech Indústria e Comércio Ltda –www.plastitech.com.br





























