Embed Size (px)
Citation preview

Sandia National Laboratories is a multi-program laboratory managed and operated by Sandia Corporation, a wholly owned subsidiary of Lockheed
Martin Corporation, for the U.S. Department of Energy’s National Nuclear Security Administration under contract DE-AC04-94AL85000.
AM Discussion National Academy of Sciences
Aeronautics and Space Engineering Board
R. Allen Roach
SAND 2016-10171 PE

Sandia National Security Mission Areas
Top row: Critical to our national security, these three mission areas leverage, enhance, and advance our capabilities.
Middle row: Strongly interdependent with NW, these three mission areas are essential to sustaining Sandia’s ability to fulfill its NW core mission.
Bottom row: Our core mission, nuclear weapons (NW), is enabled by a strong scientific and engineering foundation.
2

Sandia National Security Mission Areas

Strong Nuclear Weapon Mission Area driver supporting future agile & affordable capabilities foundation for uncertain and unknown future
Strongly supported as a corporate level objective by Sandia, NNSA, and DOE
Multiple $M’s of projects are being funded at Sandia to explore and define Additive Manufacturing (AM) in support of our mission
Examples
of Metal,
Ceramic
AM Tools
Examples
of Polymer
AM Tools
Direct Write LENS®*
2
the top surface of the powder bed, the energy from the beam spot is absorbed by the exposed powder
causing that powder to melt. This small molten area is often described as the melt-pool. Individual
powder particles are fused together when the melt-pool re-solidifies. After one layer is completed, the
build platform is lowered by the prescribed layer thickness, and a new layer of powder from the dispenser
platform is swept over the build platform, filling the resulting gap and allowing a new layer to be built.
Figure 1 depicts one such process that uses a laser beam as the energy source. When a part build is
completed, it is fully buried within the powder in the build platform.
Figure 1. Components of the build chamber: (a) photograph showing the positions of the build platform,
powder dispenser platform, and recoating blade, and (b) schematic depicting the process of recoating and
spreading a new layer of powder over the previously fused layers of the part
There are several different types of PBF commercial systems that can produce either polymer or metal
parts. Today, most of the commercially available metal-based AM systems are PBF processes [3]. Some
varieties/ variations of PBF processes use low power lasers to bind powder particles by only melting the
surface of the powder particles (called selective laser sintering or SLS) or a binder coating the powder
particles. These processes produce green parts that require further post-processing to infiltrate and sinter
the parts to make them fully dense. Another class of PBF processes uses high power energy beams to
fully melt the powder particles, which then fuse together to the previous layer(s) when the molten
material cools, e.g., selective laser melting (SLM), direct metal laser sintering (DMLS), or electron-beam
melting (EBM). Repeating this process, layer-by-layer, directly results in a part with near 100% density,
even in metals. These processes are of primary interest to this study. General specifications for metal-
based PBF systems can be seen in the Appendix.
3 Literature Review The central idea to the review strategy followed in this report is to identify the correlations between
process parameters, process signatures, and product qualities to exploit these relationships in the
monitoring and control solutions. AM process parameters are the ‘inputs’ and primarily determine the
rate of energy delivered to the surface of the powder and how that energy interacts with material. We
categorize process parameters into either controllable (i.e., possible to continuously modify), such as laser
power and scan speed, or predefined (i.e., set at the beginning of each build) material properties, such as
Build
Platform
Dispenser
Platform
Recoating
Blade
(a) (b)
Build PlatformDispenser Platform
Recoating
Blade
= Powder
= Part
= Supports
Laser
f-θ lens
Powder Bed
PolyJet MakerBot
Q1 - How is additive manufacturing used in your field/application area today?

AM has become a well-accepted tool for the design, prototyping and production of Tooling, Gages, Fixtures, Molds and Mass Mocks
Significant cost-avoidance already achieved in production at Sandia (NG’s) and KCNSC
Current Uses of AM at Sandia & KCNSC
Exploratory efforts underway to evaluate when and if AM parts are adequate for use in weapons components
Today’s Goal - Integrate AM early with design projects as we continue developing background and expertise

Continued growth in use of AM for Tooling, Gages, Fixtures, Molds and Mass Mocks
First use in design and manufacture of weapons components
Continued expansion of R&D in AM
In 15 years new Qualification paradigm centered around AM
Q2 - How do you expect additive manufacturing to be used in 5 years?

Answers to Questions: • Q3 - Why have you chosen to move into additive manufacturing,
and what technical capacities are you focused on? • Q4 - What do you believe the major challenges are to more effective use of additive manufacturing? Overview of Sandia project titled:

Strong NW Mission Area driver supporting future agile & affordable capabilities foundation for uncertain and unknown future
Goal: Combine promise of additive manufacturing with deep materials & process understanding to revolutionize design, manufacturing, & qualification paradigms
Materials, designs, and ultimately components are Born Qualified/Born Certified
Born Qualified is a 15-Year Vision and this project is a 3-Year step in that direction
Born Qualified also provides the long term ability for materials and components to be “Born to be Surveilled”
Born Qualified Overview & Vision

Why Additive Manufacturing (AM) as driver for design, manufacturing, and qualification revolution?
Disruptive technology that allows simultaneous creation of part and material
Inherently flexible and agile
Ability to create near-net shape parts
Ability to tightly control and monitor manufacturing process at the voxel level
AM is ideal for low volume, high value, high consequence, complex parts
Paradigm Change
Common challenge:
“qualification and validation of materials and processes is an important dimension for integrating 3D printing into production. Removing this barrier is a recurrent
theme” Mick Mahler, DARPA 8/2/2016

Drive Qualification revolution by
Predicting Performance Probabilistically
Tightly controlling and monitoring process at voxel level
Accelerated cycles of learning
Integrate validated, predictive capability with real-time and ex-situ diagnostic tools to create the Capability Base to realize UQ driven qualification of design and process
Utilize Capability Base and Diagnostic artifacts to verify materials and process assurance
Qualification Approach
At the end of 3-years, test with 3 Exemplars to evaluate progress and future investment needs
PerformanceParameter
Requirement
Notional example of margins
and uncertainty
quantification for every
part/material

Overview of our Approach Using Metal Powder Bed Example
Complex Data:
ü Regression
Classification
ü Density Estimation
ü Statistical
Estimation
ü Dim reduction
MeasurePredict
Property Aware
Processing
Powder
bed
Densified
Structure
AM
Process
Alinstante
Properties
Materials
Models
Process
Models
Exemplar
Models
Exemplar
Performance
Performance
Predictions
Quantify &
Optimize
In-Situ
Measurements
100 µm
shear lip
lack of fusion
voids
fracture across
print layers
failure at 2% elongation, Vendor 1 H900

Accelerate Qualification
For New Designs
and Materials, BQ
will accelerate
time from TRL 1-9
and MRL 1-9
Accelerate
Process
Development
Reduce
Development
Builds
Accelerate
Testing
Simplify Production
Capability
Assessment Accelerate
Material
Assessment
R&D Technology Maturation, Design
Definition, & Production Engineering

Impact on Sandia
Goal - After 6 years of investment, demonstrate concepts and approaches to reduce timelines for:
R&D from 3-5 to 2-4 years
Tech maturation from 12-15 to 8-10 years
Cost savings could easily approach 25% with reduction in development builds and testing
Funding for the 15-year vision would allow us to:
Reach ultimate goal to be “Born” qualified
Take tech maturation and qualification beyond current process
Complications
Not all components will use AM (nor should they)
New qualification paradigm will need to cover all manufacturing including traditional
Already working in close collaboration with Sandia assessment and analysis groups
Also communicating and collaborating with non-Sandia organizations to go beyond NW

AM has had a significant impact already with bright future
Significant investment planned in the next 5-10 years
Entering year 2 of 15-year Born Qualified vision to change design and qualification paradigm
Collaboration with universities, industry, and government agencies will be key to our success
AM at Sandia Closing Remarks

Backups

Ceramic and Metal exemplars each selected to provide unique material, design, and process challenges
Applications with distinct opportunity for enhanced functionality using AM
Applications that have modest performance requirements
Applications that have reliability which can be assessed by measuring a limited number of relevant performance metrics / properties
Consider AM shortcomings, such as dimensional tolerances or surface finish which could dilute the focus from the goals
Exemplar Selection Principles

Sandia Core AM Capabilities are world-class
FY16 Highlights
Ceramic insulator ring process evaluation and down-selection was completed with build of initial coupons for evaluation
Multi-material printing demonstration
Direct Laser Melting of 99.5% Al2O3
Fabricated an initial set of valve housings using powder bed platform and performed dimensional analysis to obtain initial data on part relaxation and residual stress
Teaming with collaborators for Neutron Diffraction measurements at LANSCE to look at defect structures
AM Process Development

Develop innovative, real-time diagnostic tools of AM
FY16 Highlights
Testbed capability needs and design #1 complete, construction underway
Leveraging IR techniques developed in LDRD “Born Certified Additive Manufacturing: Predicting the Performance and Reliability of Laser Engineered Materials”
Project with MIT initiated for mm-wave capability originally developed for plasma diagnostics
Calibration strategy developed for IR temperature measurements
Science Challenges

Development of innovative experimental techniques for “Alinstante” high-throughput, real-time measurements, in tandem with detailed, lower throughput, measurements to efficiently establish the structure, process, and property relationships of AM materials
FY16 Highlights Designed and built a 1st generation diagnostic artifact that is easily inspected to
quantify printability limits and material / build properties Characterization techniques and tools identified Filed a Technical Advance and obtained approval for a patent filing regarding a non-
destructive characterization technique for additively manufactured materials Filed a Technical Advance regarding a concept for a flexible automated robotic
workcell for high-throughput materials and manufacturing process evaluation
Science Challenges
ProcessMaterial
ChemicalAnalysis(2weeks)
MetallographicPrep(6weeks)
X-rayphaseanalysis(4weeks)
Machinetestcoupons(6weeks)
Performmaterialtests(6weeks)
Analyzedata&feedback(4weeks)
Typical Multi-week
Cycle

Ability to relate microstructure to bulk measurable properties to Translate AM process results to material properties & ultimately predict component performance
FY16 Highlights
Phase Field solidification modeling: multiple grains/orientations, solid-liquid and solid-solid interfaces, far-field heat reservoirs
Random walk model of electrical conductivity applied to 3D grain structures, working on comparison to experiments on AM cylinders
Kinetic Monte Carlo models improved to do more complex geometries and scan patterns
Developing capability to atomistically predict thermal conductivity in powder beds to improve KMC and continuum models
Science Challenges
Official Use Only
GC Proposal FY16-0089 6
1. Understand how AM material properties correlate to processing conditions and microstructures
2. Collect data to inform, calibrate, and validate computational modeling efforts
3. Inform exemplar activities with realistic property sets that enable next generation component
development for the future stockpile
In conventional manufactured materials, procurement and engineering design hinge on the establishment
of a material specification sheet. These spec sheets, whether they are ASTM standards, Sandia specs, or
manufacturer specs, build on time-consuming and costly property measurements to establish practical
material expectations. For example, the Mil-5 Handbook requires many hundreds of repeated tensile tests
to establish a single value for the specification of a yield strength or percent-elongation. The creation of a
spec sheet for a new alloy typically costs manufacturers years and millions of dollars. To succeed in AM
material assessment, where the properties might vary from voxel-to-voxel or build-to-build, we must
modify our existing materials assessment paradigm. Conventional materials assessment requires time
scales on the order of months to machine test coupons, prepare for metallographic microstructural
analysis, and chemical analysis. What components of materials assessment can be automated and
centralized? Is it feasible to generate a material property data sheet in a manner of hours rather than
months? This challenge we call “Properties Al Instante”, a paradigm under which we will utilize high-
throughput, real-time measurements, in tandem with more detailed, lower throughput, measurements to
efficiently establish the structure, process, and property relationships of AM materials. The following
outlines this paradigm.
“Properties Al Instante”: Rapid High-Throughput Screening of Stochastic Properties
The quantities of interest in material assessment can be categorized into structure (composition, phase
content, defect content) and properties (thermal, electrical chemical, mechanical, magnetic, etc.). Some
quantities are amenable to high-throughput automation and integration (hardness, chemistry, and
electrical conductivity) whereas others (ductility, grain structure, long-term corrosion resistance, thermal
diffusivity) are not. Properties al instante is required to link the limited information available in-situ,
during processing, to the full structure-processing-property-performance relationships of real components,
see Figure 6. For the 3-year BQGC, we will develop a high-throughput assessment platform that
quantifies the easiest-to-integrate physical quantities that can be
used as a screening tool to identify locations of interest for detailed
structure-property measurements. In the following, we outline
approaches for high-throughput harvesting of structural, thermal,
and chemical information that will be leveraged for these purposes.
Structural: Rapid macroscopic hardness evaluation and ultrasonic
resonance provides high-throughput estimation of porosity, cracking
and microstructure. For dielectric materials, high-throughput
evaluation of the dielectric constant and acoustic resonance can
similarly indicate presence or absence of porosity and cracks. To
obtain this information, we will develop a tool with the capability to
perform several measurements including: roughness measurement,
hardness testing, electrical contact resistance testing, acoustic
modulus measurements, acoustic flaw detection, and scratch/wear
testing. Augmentation with x-ray fluorescence, diffraction, or tomography will add chemical, phase, or
defect information respectively. A possible platform for this tool is a Coordinate Measuring Machine
(CMM), already a critical tool to assess part dimensions and warping in AM parts [3].
Thermal: In-situ thermometry techniques will be developed to address the gaps between machine process
input parameters, material structure, and properties. Measuring the temperature history provides input to
not only process models but is also a critical parameter defining material properties and must therefore be
Performance*
Structure*
Processing*Property*
Materials*Science**and*
Metrology*
Design
*and*
Born*Qualified*Components*
Engineering*
Figure 6: Structure-Processing-
Property-Performance relating
performance to material science

Ability to incorporate material & process variability in AM process and exemplar models to predict performance probabilistically, calibrate models, and optimize design
FY16 Highlights Initiated various modeling efforts to characterize LENS and molecular dynamics of
powder beds coupled to thermal models Multiscale material modeling to understand difference between Type 1 and Type 2
residual stress (macroscale vs microscale) Devoted considerable coordination efforts to form interdisciplinary teams across the
entire project that to date have resulted in deeper understanding of AM process, numerical modeling at different scales, mathematical analysis to achieve optimal designs, quantification of uncertainties, and the ultimate integration
Science Challenges
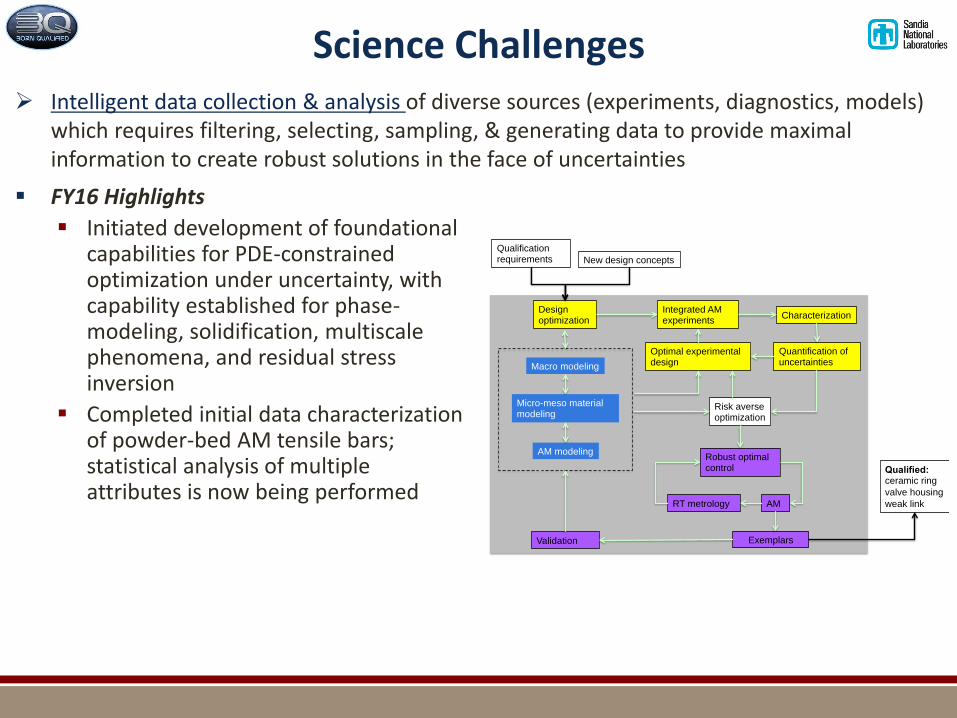
Intelligent data collection & analysis of diverse sources (experiments, diagnostics, models) which requires filtering, selecting, sampling, & generating data to provide maximal information to create robust solutions in the face of uncertainties
Science Challenges
AM
Integrated AM experiments
RT metrology
Exemplars
Robust optimal control
New design concepts
Qualification requirements
Risk averse optimization
Characterization
AM modeling
Micro-meso material modeling
Validation
Quantification of uncertainties
Optimal experimental design
Design optimization
Macro modeling
Qualified: ceramic ring
valve housing
weak link
FY16 Highlights
Initiated development of foundational capabilities for PDE-constrained optimization under uncertainty, with capability established for phase-modeling, solidification, multiscale phenomena, and residual stress inversion
Completed initial data characterization of powder-bed AM tensile bars; statistical analysis of multiple attributes is now being performed





























