Embed Size (px)
Citation preview


Na počátku byla
obyčejná
zvědavost,co se stane s nadeponovanou břitovou destičkou,
když se nechá v peci při teplotě 800°C po dobu 40 min?

Tak vznikl impuls zabývat se
teplotní
odolností
tenkých vrstev a jejich přínosem při obrábění
tvrdých ocelí

Západočeská
univerzita v
PlzniFakulta strojní
Katedra KMM, KTO, KKS, KKE, NTC
Interní
grant Fakulty strojní, ZČU v
Plzni pro rok 2007Teplotní
odolnost tenkých vrstev a jejich přínos
v obrábění
tvrdých ocelíŘešitel interního grantu:
Antonín Kříž
Členové
řešitelského týmu:Akademičtí
pracovníci
Josef Formánek, Jan Matějka, Martina Sosnová, Miroslav Zetek, Jiří
Martan, Radomír Čerstvý, Milan Vnouček, Jiří
Hájek
1/48
Akademičtí
pracovníci -
8 Studenti -
12
Studenti David Krivánka, Michal Rogl, Jiří Tesař, Petr
Beneš, Petr Hrbáček, Aleš
Srogončík, Tomáš
Kepka, Michal Pacina, Kateřina Kutilová, Václava Dobšíčková,Martin Rezek, Jan Klepáček

Řešitelský tým:Antonín Kříž
–
garant a koordinátor projektu
Jiří Martan – Měření
teplotních vodivostí
PVD vrstevJosef Formánek –
Měření
vysokorychlostní
kamerou, elektrotechnické
záležitosti
Jan Matějka –
Praktické
frézovací
obráběcí
testyMartina Sosnová
–
Realizace Scratch
testu, Fretting
testu na PVD vrstvách
Miroslav Zetek -
Praktické
obráběcí
testy soustruženímRadek Čerstvý –
Měření
mikrotvrdosti
PVD vrstev
Milan Vnouček –
GD-OES měřeníJiří
Hájek –
Tribologická
měření
Petr Hrbáček –
Měření
na konfokálním mikroskopuDavid Krivánka
–
Měření
vibrací
při praktických obráběcích testech
Michal Rogl
–
Metalografická
měřeníJiří Tesař
-
Praktické
frézovací
obráběcí
testy, Praktické
obráběcí
testy
soustružením Petr Beneš
–
Impact
test, metalografická
měření
Aleš
Srogončík
-
Praktické
frézovací
obráběcí
testy, Praktické
obráběcí
testy soustružením, měření
tvrdosti
Tomáš
Kepka
-
Praktické
frézovací
obráběcí
testy, Praktické
obráběcí
testy soustružením, měření
tvrdosti
Michal Pacina
-
Praktické
frézovací
obráběcí
testyKateřina Kutilová
–
Příprava metalografických vzorků
Václava Dobšíčková
-
Příprava metalografických vzorkůMartin Rezek -
Příprava metalografických vzorků 2/48

Cíl projektu –
praktické
výsledky, propojení
jednotlivých odborníků
z různých kateder.
Hlavním cílem projektu bylo sledování
vlivu tepelného zatížení
daného systému a iniciované
změny nejen ve sledovaných vlastnostech, ale
také
v
praktických aplikacích.Bylo využito těchto mezioborových zkušeností
a ty budou dále rozvíjeny tak,
aby je bylo možno využít při podávání
a řešení
dalších mezioborových projektů. Rozhodně
jsme se nesnažili získat akademické
poznatky spadající
do základního výzkumu.
3/48
„Pedagogické“
cíleDo projektu bylo zapojeno velké
množství
studentů, kteří
vykonávali různé
činnosti –
od přípravných prací, metalografických výbrusů
(4 studenti bakalářského studia) až
po řešení
diplomových prací
(3 studenti
magisterského studia). Velmi cenné
je také
zapojení
5 doktorandů, kteří
již vykonávali v
rámci svěřených měření
řídící
a odborné
práce.
Jednotlivými spoluřešiteli, kteří
byli aktivně
zapojeni do řešení
projektu, byly vypracovány závěrečné
zprávy. Tyto zprávy podrobně
popisují
experimenty, výsledky i získané
poznatky a souvislosti z následujících analýz.1. zpráva –
Mikrotvrdost
systémů
tenká
vrstva substrát (10str.);
2. zpráva -
Charakteristika analyzovaných systémů, Scratch
test, Fretting test (35str.);
3. zpráva -
Vliv teplotní
zátěže na tribologické
vlastnosti systému tenká vrstva –
substrát (10str.);
4. zpráva –
Impact
test (18str.);5. zpráva –
Stav povrchu (6 str.);
6. zpráva –
Komplexní
posouzení
procesů
odehrávající
se při technologické zkoušce trvanlivosti břitu
při soustružení
a frézování
(51 str.).
Závěrečná
zpráva pojednává
nejen o dosažených cílech, ekonocmickém stavu a technickém řešení
projektu, ale poskytuje na získané
výsledky
komplexní
pohled a dává
je do potřebných souvislostí. (30str.)
4/48

Měření
vysokorychlostní
kamerou při soustružení
Příprava na měření
před frézování
Do měření
bylo zapojeno velké
množství
studentů
–
proces frézování 5/48

Sledované
systémy tenká
vrstva-substrát
VRSTVA Tloušťka [µm]
TiAlN
(nACo) 1,8
TiAlSiN 3,2
TiN 0,9
Substrát –
slinutý karbid K20
6/48

•Kalotest•Mikrotvrdost•Fretting
test
•Scratch
test•Vliv teplotní
zátěže na tribologické
vlastnosti systému tenká
vrstva -
substrát•Impact
test
•Stav povrchu systémů
a měření
drsnosti•Komplexní
posouzení
procesů
odehrávající
se při technologické
zkoušce
trvanlivosti břitu
při soustružení
a frézování- měření
trvanlivosti
- měření
jakosti obrobené
plochy –
tvrdost, drsnost- měření
chvění
nástroje
- měření
průběhu řezných sil-
tvorba třísky –
sledování
vysokorychlostní
kamerou
-
metalografický rozbor získaných třísek-
tepelné
zatížení
nástroje –
měření
termokamerou
-
dotykovým termočlánkem-
kalibrací
vysokorychlostní
kamery
Provedené
analýzy
7/48
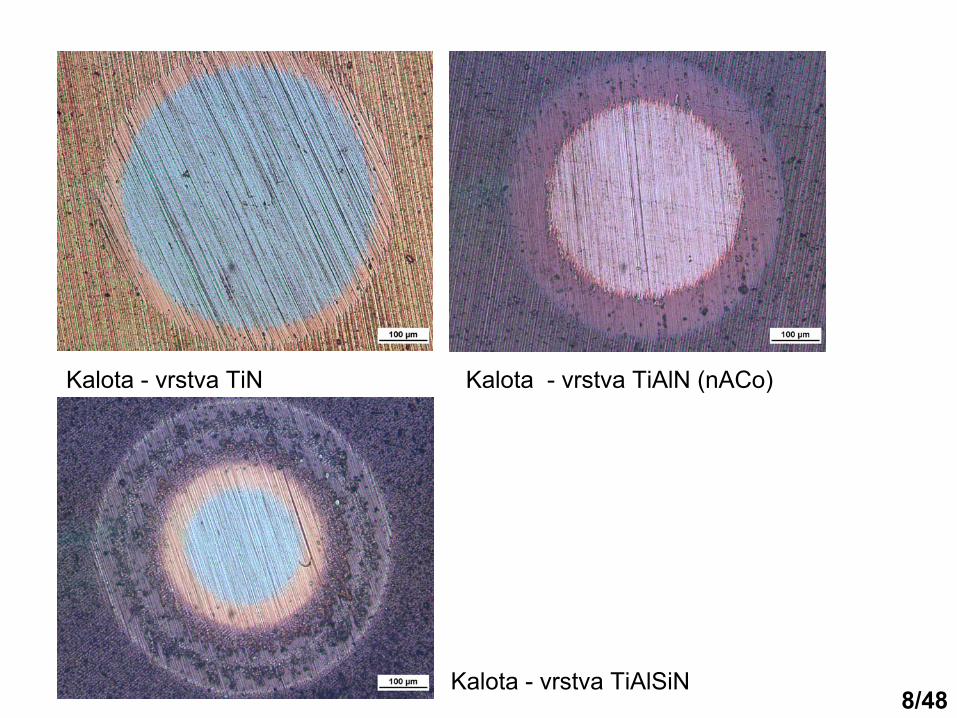
Kalota -
vrstva TiN Kalota -
vrstva TiAlN
(nACo)
Kalota -
vrstva TiAlSiN8/48

Nanoindentační
měření
S
ohledem na tloušťku tenkých vrstev (nejtenčí
vrstva TiN –
0,9μm) byla odzkoušena metoda nanoindentačního
měření, kdy bylo zvoleno zatížení
70mN (cca 7g). Hloubka
dosažená
indentorem
byla 30nm.
9/48

Energie spotřebovaná na deformace
5,265 5,48 5,304 5,375 5,81 5,898 5,762
4,616 4,523,777 3,666 3,145 3,004 3,656
0
2
4
6
8
10
12
TiN (20°C) TiN (400°C) TiAlSiN(20°C)
TiAlSiN(400°C)
nACo (20°C) nACo(400°C)
nACo (800°C)
Ener
gie
[nJ]
Elastická energie [nJ]
Plastická energie [nJ]
Podíl Wr/We87,782,5
71,2 68,2
54,1 50,9
63,4
0
10
20
30
40
50
60
70
80
90
100
TiN (20°C) TiN (400°C) TiAlSiN(20°C)
TiAlSiN(400°C)
nACo (20°C) nACo(400°C)
nACo (800°C)
Indentační mikrotvrdost
26,1 24,8
34,432,3
35,339,3
35,2
0
5
10
15
20
25
30
35
40
45
TiN (20°C) TiN (400°C) TiAlSiN(20°C)
TiAlSiN(400°C)
nACo (20°C) nACo(400°C)
nACo (800°C)
[GPa
]
HIT [GPa]
10/48

Vrstva TiN je nejměkčí, má
ale velmi příznivý poměr plastické
ku elastické
složce deformace. Teplotním zatížením vrstva sice nepatrně
dále měkne, ale i přesto lze
očekávat, že dojde k
nárůstu křehkosti. Podobně
se chovala i vrstva TiAlSiN, která měla poměrně
vysokou hodnotu tvrdosti. Křehkost této vrstvy vyšší
něž
vrstvy TiN.
Zcela odlišné
chování
měla vrstva TiAlN
(nACo), u níž
došlo následkem teplotní exploatace při 400°C k
nárůstu mikrotvrdosti
a křehkosti, ale zahřátí
na 800°C
způsobilo pokles mikrotvrdosti
a podle podílu plastické
ku elastické
složce lze očekávat zvýšení
houževnatosti.
11/48

Fretting
test
test Materiál „PIN“
tělíska Zatížení počet cyklů
1 ocel 14
109 1N 500
2 Si3
N4 2N 1000
3 Si3
N4 10N 1000
4 Si3
N4 10N 2500
Parametry Fretting
testu
500 cyklů, zatížení
1N, PIN 14
109 TiN
1000 cyklů, zatížení
2N, PIN Si3
N4
1000 cyklů, zatížení
10N, PIN Si3
N4
2500 cyklů, zatížení
10N, PIN Si3
N4vrstva stav 1 stav 2 stav 3
TiN TiN 20°C TiN 400°C -
TiAlN nACo
20°C nACo
400°C nACo
800°C
TiAlSiN TiAlSiN
20°C TiAlSiN
400°C -
Teplotní
zatížení
analyzovaných systémů
12/48

TiN
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0 500 1000 1500 2000 2500 3000
počet cyklů
koef
icie
nt tř
ení TiN 1_1000
TiN 1_2500TiN 3_1000TiN3_2500
TiAlN
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0 500 1000 1500 2000 2500
počet cyklů
koef
icie
nt tř
ení
TiAlN 1_1000TiAlN 1_2500TiAlN 3_1000TiAlN 3_2500TiAlN 4_1000TiAlN 4_2500
;
TiAlSiN
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0 500 1000 1500 2000 2500
počet cyklů
koef
icie
nt tř
ení TiAlSiN 1 _1000
TiAlSiN 1 _2500TiAlSiN 3 _1000TiAlSiN 3 _2500
Průběh koeficientu tření
TiAlN
TiN
TiAlSiN
13/48

Scratch
test
0
10
20
30
40
50
60
70
80
90
TiN 20°C TiN 400°C TiAlN 20°C TiAlN400°C
TiAlN800°C
TiAlSiN20°C
TiAlSiN400°C
Krit
ické
zat
ížen
í [N
]
Lc1
Lc2
Lc3
Ls
Hodnoty sil popisující
jednotlivá poškození
u analyzovaných
systémů
Porušení
asociované silou: (a) LC1 (b) LC2
(c) LC3
Parametry zkoušky při použití
standardních podmínek měření
–
10
mm/min a 100 N/min., zatížení
0-80 N,
indentor
je diamantový Rockwellův
kužel s
vrcholovým úhlem 120°
a s
poloměrem zaoblení
špičky hrotu 200 mm.
V
žádném sledovaném případě
nenastalo při maximálním zatížení
80N
souvislé poškození
vrstvy až
do oblasti substrátu. Jednotlivá
poškození
byla pouze lokálního
charakteru. Ani v
jednom případě
se neprokázal výrazný vliv teplotní
exploatace na výsledné
vlastnosti.
14/48

Vliv teplotní
zátěže na tribologické
vlastnosti systému tenká
vrstva –
substrátTato měření
byla provedena na tribometru v NTC u Doc. Ing. P. Šutty
CSc.
"PIN" tě lísko ocel 14109
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
0,000 0,002 0,004 0,006 0,008 0,010 0,012 0,014 0,016
Fric
tion
TiN20 TiAlSiN20 nACo20 TiN400 nACo400 nACo800 TiAlSiN400
L v Ball n r
1N 2,5cm/s 14109500
cyklů 5mm
Parametry zjišťování
koeficientu tření
mezi tenkou vrstvou a ocelí
14109 Parametry zjišťování
odolnosti proti opotřebení
mezi tenkou vrstvou a „PIN“
tělískem Si3
N4L v Ball n r
10N 2,5cm/s Si3
N41000 event. 2500cyklů 2mm
Souhrnné
porovnání
koeficientů
tření
jednotlivých systémů
testovaných za stejných podmínek 15/48
Jedině
u vrstvy TiN byl koeficient tření
nižší
v
dodaném stavu, než
byl zaznamenán na vzorku po teplotní
exploataci.
U ostatních vrstev došlo teplotní
exploatací
k
povrchové
změně, která zapříčinila snížení
koeficientu tření. Tuto změnu nelze omezit pouze na
povrch, kde se dozajista vytváří různé
oxidické
filmy, ale na větší
hloubku. Tenký oxidický
film se během velmi krátké
doby kontaktního namáhání
odstranil, přesto koeficient tření
nevzrůstal, naopak jako např. u vrstvy TiAlN
poklesl (obě
teplotní
exploatace 400; 800°C).
16/48

0,0E+00
1,0E-06
2,0E-06
3,0E-06
4,0E-06
5,0E-06
6,0E-06
k. o
potř
eben
í
TiNr nACo TiAlSiN
Opotřebení 20°C
Souhrnné
grafy dokumentující
koeficienty opotřebení
systémů
tenká
vrstva- substrát při tribologické
analýze
0,0E+00
5,0E-07
1,0E-06
1,5E-06
2,0E-06
2,5E-06
3,0E-06
Opo
třeb
ení
TiN nACo 400 TiAlSiN nACo 800
Opotřebení po tep. zátěžiTeplota 20°C Tepelně
exploatované
vzorky
Přestože byl u vrstvy TiN byl koeficient tření
nižší
v
dodaném stavu, než
byl zaznamenán na vzorku po teplotní
exploataci, měla teplotně
nezatížená
vrstva větší
opotřebení
oproti exploatované
vrstvě
při 400°C, zbývající
exploatované
vrstvy (TiAlSiN; TiAlN) vykazovaly nárůst opotřebení.
17/48

Impact
test
Pro testování
vrstev bylo zvoleno dvou zátěžných sil a to F= 2 N a F= 5 N (při dopadové
výšce 10 mm odpovídá
dopadové
energii E= 0,044 J a E= 0,074 J)
a počet úderů
1000; 25000; 5000; 10
000 .
18/48
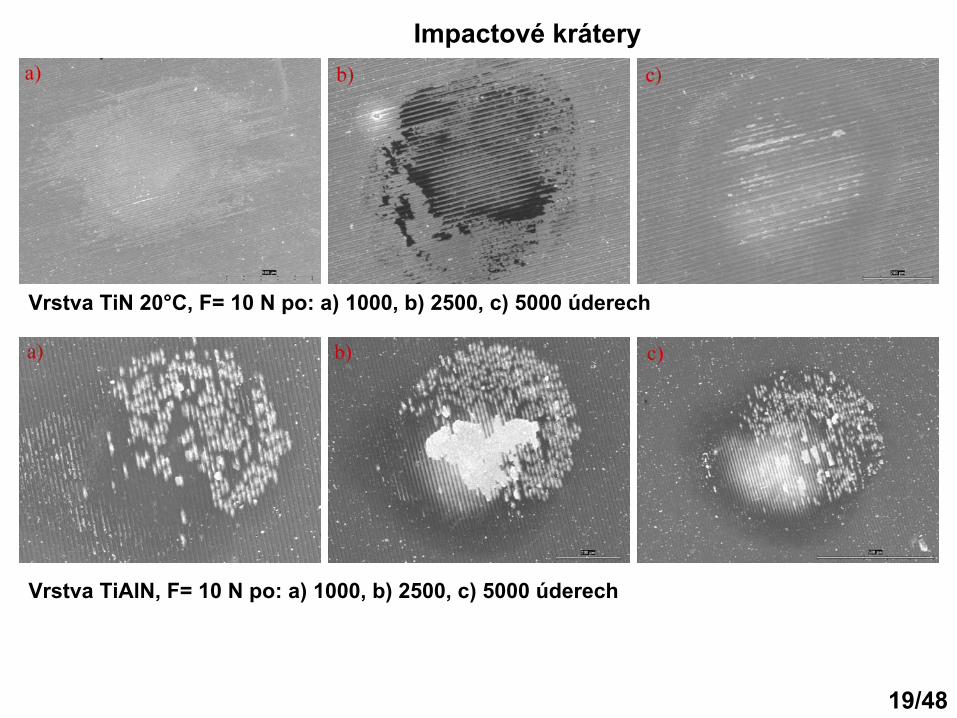
Impactové
krátery
Vrstva TiN 20°C, F= 10 N po: a) 1000, b) 2500, c) 5000 úderech
Vrstva TiAlN, F= 10 N po: a) 1000, b) 2500, c) 5000 úderech
19/48

Pro všechny zkoumané
vzorky byla charakteristická
vysoká
odolnost vůči rázovému únavovému opotřebení. Z
hlediska okamžiku odhalení
substrátu nejlépe odolávala z
teplotně
neovlivněných vzorků
vzorek s
vrstvou TiN. U zbývajících dvou teplotně neovlivněných vzorků
s
vrstvami TiAlN
a TiAlSiN
nelze jednoznačně
určit,
která
z
těchto vrstev měla lepší
odolnost, neboť
počet úderů
nutných k
odhalení
substrátu byl u obou vzorcích prakticky totožný.
Z
experimentů
dále vyplývá
pozitivní
vliv adhezních vrstev TiN, které
byly přítomny u vzorků
s vrstvami TiAlN
a TiAlSiN. Tyto adhezní
vrstvy se prokazatelně
podílely
na zvýšení
odolnosti systémů
tenká
vrstva-substrát, tím že zlepšovaly adhezi vnější vrstvy k
substrátu a tak zvyšovaly počet impactů
nutných k
celkovému porušení
vrstvy.Zahřátím
vzorků
s
vrstvou TiN na teplotu 400°C a TiAlN
na teplotu 400
a 800°C došlo k prokazatelnému zvýšení
odolnosti vůči nízkocyklovému
(tj. do 5000 úderů) rázovému únavovému opotřebení. Největší
zvýšení
odolnosti
vykazoval vzorek s
vrstvou TiAlN
zahřátý na teplotu 800°C. Toto zvýšení odolnosti je pravděpodobně
zapříčiněno zvýšením drsnosti povrchu vzorku
tvorbou oxidického
filmu a oxidických
produktů
ze substrátu.
Zvýšená
drsnost účinně
zamezovala rovnoměrnému kontaktu mezi vrstvou a zkušebním tělískem,
což
se projevilo snížením opotřebením.
20/48

Komplexní
posouzení
procesů
odehrávající
se při technologické
zkoušce trvanlivosti břitu
při soustružení
a frézování
měření
trvanlivosti- měření
jakosti obrobené
plochy –
tvrdost, drsnost
- měření
chvění
nástroje- měření
průběhu řezných sil
-
tvorba třísky –
sledování
vysokorychlostní
kamerou-
metalografický rozbor získaných třísek
-
tepelné
zatížení
nástroje –
měření
termokamerou-
dotykovým termočlánkem
-
kalibrací
vysokorychlostní
kamery
Pracoviště
CNC soustruhu s
instalovanou měřicí
aparaturou Pracoviště
NC frézky s
instalovanou měřicí
aparaturou 21/48

Typ použitých vyměnitelných břitových destičekZnačení: SNHN 1204ENEN, H10Geometrie: úhel čela a úhel hřbetu α
= γ
= 0°
Řezný materiál: SK H10
SoustruženíŘezná
rychlost:
vc
= 85 m/min
Posuv:
f = 0,12 mm/ot. Hloubka řezu:
ap
= 0,5 mm
NástrojSoustružnický držák CSBNR –
2525 L12
FrézováníŘezná
rychlost:
vc
= 85 m/min
Posuv:
f = 0,12 mm/ot. Šířka řezu:
ae
= 20 mm
Hloubka řezu:
ap
= 0,5 mmNástrojNástrčná
fréza 100B07R-W75SN12N RT926
osazena pouze jednou VBD, negativní
geometrie
Obráběný materiálNástrojová
ocel 19
436.6
Tvrdost 56-58 HRC
Parametry obrábění
–
nástroj -
obrobek
22/48

Tvar třísky a jejich teplota
Vysokorychlostní
kamera Olympus
I-SPEED 2
23/48

Proces soustružení
–
VBD s
vrstvou TiAlN
tepelně
ovlivněná
na 800°C
Proces odehrávající
se uprostřed sledovaných časů
obrábění
24/48

Proces frézování
–
VBD s
vrstvou TiAlN
–
tepelně
ovlivněná
na 800°C
Závěr v procesu obrábění
25/48

Pro zjištění
těchto parametru byla rychlokamera
nakalibrována
pomocí
barevné
škály
Zjištění
teplotních vlastností
26/48
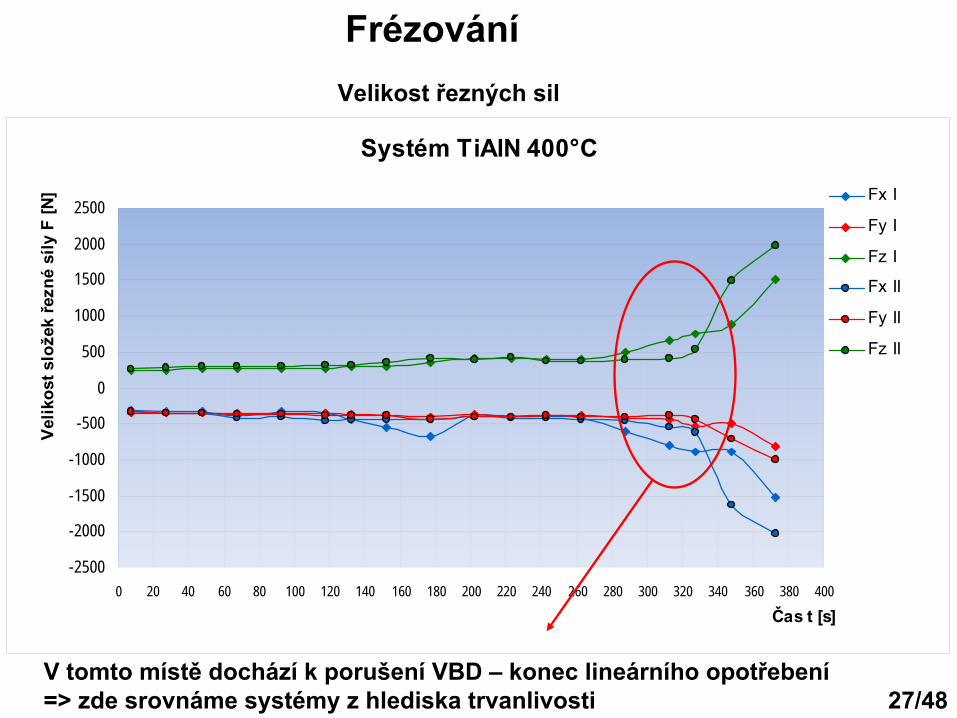
Systém TiAlN 400°C
-2500
-2000
-1500
-1000
-500
0
500
1000
1500
2000
2500
0 20 40 60 80 100 120 140 160 180 200 220 240 260 280 300 320 340 360 380 400
Čas t [s]
Velik
ost s
lože
k ře
zné
síly
F [N
] Fx I
Fy I
Fz I
Fx II
Fy II
Fz II
Velikost řezných sil
V tomto místě
dochází
k porušení
VBD –
konec lineárního opotřebení=>
zde srovnáme systémy z hlediska trvanlivosti
Frézování
27/48
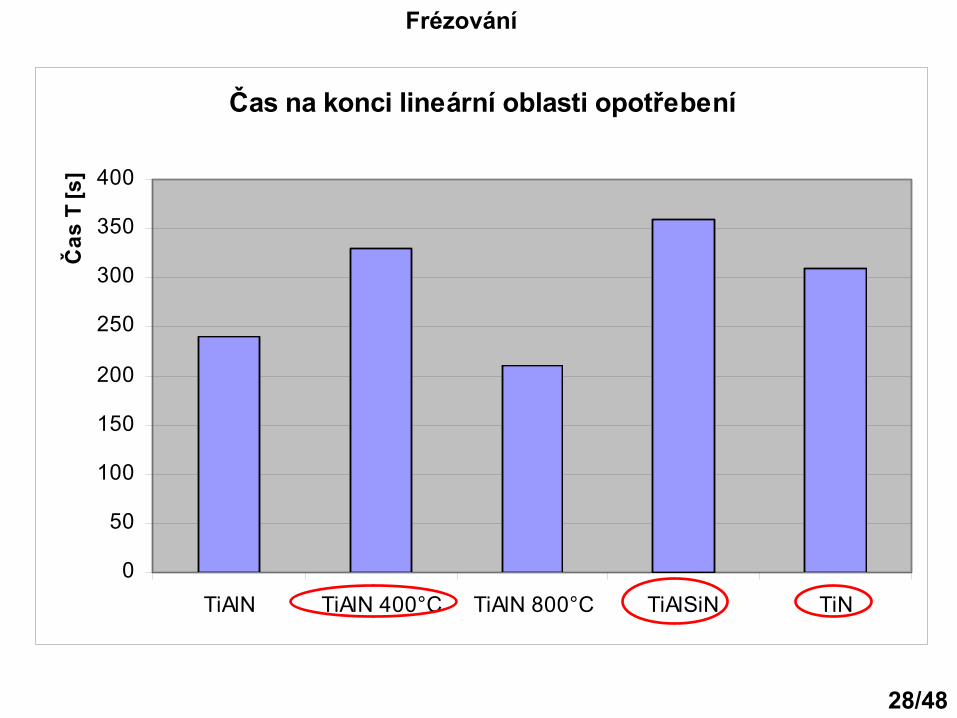
Čas na konci lineární oblasti opotřebení
0
50
100
150
200
250
300
350
400
TiAlN TiAlN 400°C TiAlN 800°C TiAlSiN TiN
Čas
T [s
]
Frézování
28/48

TiNPři prvním měření Na konci trvanlivosti
Při prvním měření Na konci trvanlivostiTiAlSiN
Frézování
29/48

TiAlN
800°CPři prvním měření Na konci trvanlivosti
TiAlN
400°C
Při prvním měření Na konci trvanlivosti
Frézování
30/48

Drsnost povrchu
0
0,5
1
1,5
2
2,5
3
3,5
TiAlN TiAlN 400°C TiAlN 800°C TiAlSiN TiN
Drs
nost
Ra
[µm
]
po prvním řezuna konci životnosti
Frézování
31/48

Teplotní
průběh břitu
TiAlSiN
Průběh řezných sil –
VBD s TiAlSiN
100°C
200°C
Dynamometry Kistler
Frézování
32/48

Při frézování
docházelo k
náhlému poškození
břitu
následkem vyštípnutí. Tento nepředpokládaný konec způsobil problém s
měřením opotřebení,
neboť
nebylo možné
jeho poslední
hodnotu změřit. Nejlépe se osvědčila vrstva TiAlSiN, která
měla trvanlivost až
10 min, zatímco ostatní
vrstvy měly
pouze 7 min a pak nastalo výše popsané
poškození
břitu. To s
sebou přinášelo také
změnu tvaru třísky (viz následující
tabulky) a průběh řezných
sil. Nejnižší
řezné
síly byly zjištěny při obrábění
s
vrstvou TiAlSiN. Naopak největších řezných sil bylo dosaženo při obrábění
s
nástrojem s
vrstvami
TiAlN, ať
již
bez tepelné
nebo s
tepelnou exploatací.
33/48

Tvary třísek dle normy ISO
Za hlavní
faktor ovlivňující
tvar třísek může být považována teplota, která
se samozřejmě
zvyšuje v
průběhu zvyšujícího se času pracovního cyklu, a která
má
za následek zvýšení
plasticity odebíraného materiálu. To se projeví změnou charakteru oddělování
třísek. Třísky vzniklé
při vyšší
teplotě
vykazují
výrazně
plynulejší
charakter.
34/48

VrstvyNáběr třísek ( 1 –
počátek prac. cyklu, 2 po 2. min., na konci )
1 2 3
TiN článkovitá
tříska obloukovitá
dělená
dle ISO: 6.2.barva zlato-fialová
plynulá
třískastužková
smotanádle ISO: 1.3.
barva zlato-fialová
plynulá
třískastužková
smotanádle ISO: 1.3.
barva světle modrá
TiAlSiN plynulá
třískastužková
smotanádle ISO: 1.3.barva zlatá
plynulá
tříska vinutá
smotanádle ISO: 2.3.barva zlatá
plynulá
třískastužková
smotanádle ISO: 1.3.
barva světle modrá
TiAlN článkovitá
tříska obloukovitá
dělená
dle ISO: 6.2.barva zlatá
článkovitá
tříska obloukovitá
spojenádle ISO: 6.1.
barva zlato-fialová
plynulá
třískavlnitá
šroubovitá
smotaná, dle ISO: 4.3.
barva zlato-fialová
TiAlN
-
400°C článkovitá
třískavlnitá
šroubovitá
krátká, dle ISO: 4.2.
barva zlato-fialová
článkovitá
třískavlnitá
šroubovitákrátká, dle ISO: 4.2.
barva fialová
plynulá
třískavinutá
smotanádle ISO: 2.3.barva fialová
TiAlN
-
800°C článkovitá
třískavlnitá
šroubovitá
krátká, dle ISO: 4.2.
barva zlato-fialová
plynulá
třískavlnitá
šroubovitásmotaná, dle ISO: 4.3.
barva fialová
plynulá
třískavlnitá
šroubovitásmotaná, dle ISO: 4.3.barva tmavě
fialová
Charakter třísek –
soustružení
35/48

TiN
TiAlSiN
TiAlN
20°C
TiAlN
400°C
TiAlN
800°C
36/48
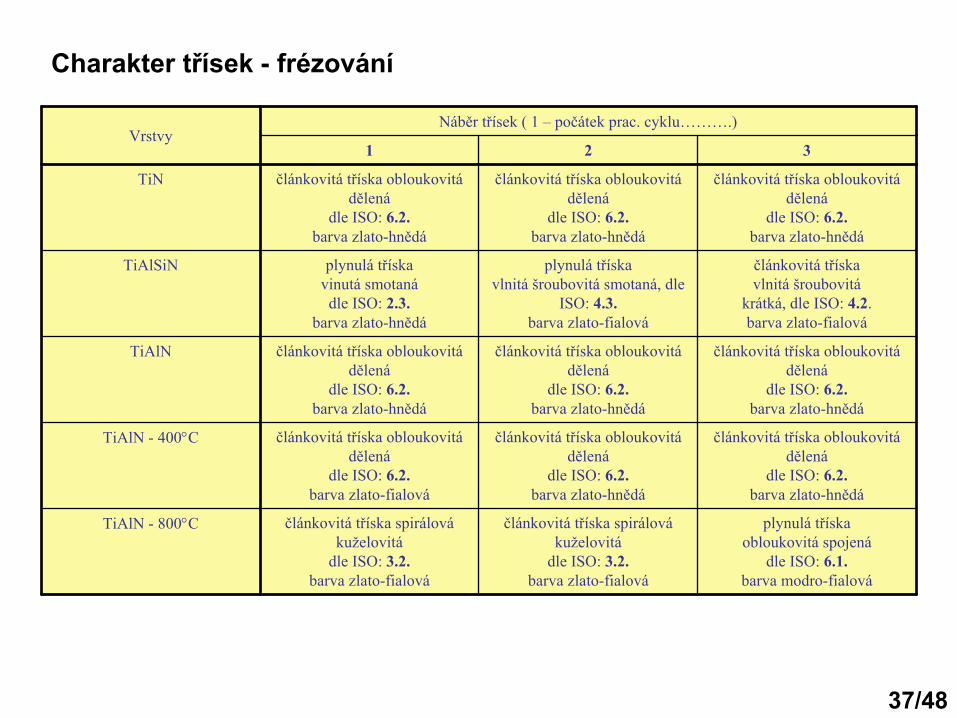
VrstvyNáběr třísek ( 1 –
počátek prac. cyklu……….)
1 2 3
TiN článkovitá
tříska obloukovitá
dělená
dle ISO: 6.2.barva zlato-hnědá
článkovitá
tříska obloukovitá
dělená
dle ISO: 6.2.barva zlato-hnědá
článkovitá
tříska obloukovitá
dělená
dle ISO: 6.2.barva zlato-hnědá
TiAlSiN plynulá
tříska vinutá
smotanádle ISO: 2.3.
barva zlato-hnědá
plynulá
třískavlnitá
šroubovitá
smotaná, dle ISO: 4.3.
barva zlato-fialová
článkovitá
třískavlnitá
šroubovitákrátká, dle ISO: 4.2.barva zlato-fialová
TiAlN článkovitá
tříska obloukovitá
dělená
dle ISO: 6.2.barva zlato-hnědá
článkovitá
tříska obloukovitá
dělená
dle ISO: 6.2.barva zlato-hnědá
článkovitá
tříska obloukovitá
dělená
dle ISO: 6.2.barva zlato-hnědá
TiAlN
-
400°C článkovitá
tříska obloukovitá
dělená
dle ISO: 6.2.barva zlato-fialová
článkovitá
tříska obloukovitá
dělená
dle ISO: 6.2.barva zlato-hnědá
článkovitá
tříska obloukovitá
dělená
dle ISO: 6.2.barva zlato-hnědá
TiAlN
-
800°C článkovitá
tříska spirálová
kuželovitá
dle ISO: 3.2.barva zlato-fialová
článkovitá
tříska spirálová
kuželovitá
dle ISO: 3.2.barva zlato-fialová
plynulá
třískaobloukovitá
spojenádle ISO: 6.1.
barva modro-fialová
Charakter třísek -
frézování
37/48

Metalografické
hodnocení
třísekNástroj s vrstvou TiN -
soustružení
Posuv 0,1 mm/ot. -
začatek
soustružení Posuv 0,12 mm/ot. -
konec soustružení
38/48

U třísek vzniklých při frézování
byla situace oproti soustružení
značně odlišná. Všeobecným rysem byla značná
podobnost z hlediska tvaru
a barvy třísek vyjma nástroje s
vrstvou TiAlSiN
a teplotně
ovlivněnou vrstvou TiAlN
při 800°C.
Třísky vzniklé
frézováním VBD s vrstvami TiN, TiAlN
a TiAlN
400°C měly v průběhu celé
životnosti zlatohnědou barvu a nelišila se nijak
prokazatelně
ani délka jednotlivých článků, která
většinou nepřesáhla 20mm. U
nástrojů
s
vrstvami TiAlSiN
a TiAlN
800°C docházelo v
rozdílu zejména
u třísek odebraných před koncem testování
jednotlivých nástrojů. Třísky byly zabarvené
do světle modré
barvy a také
jejich charakter byl plynulejší.
Třísky vzniklé
při soustružení
vykazovaly elementární
(článkovitý) charakter s
délkou jednotlivých částí
řádově
do 1 cm a měly tendenci točit se do
spirály. Barva i charakter třísek se lišil v
závislosti na době
odběru třísky při obrábění. Na počátku obrábění
byla barva třísek zlatá
a následně
přecházela až
do konečné
zlato-fialové
barvy. S
rostoucí
dobou obrábění
se měnil i charakter jednotlivých třísek, kdy docházelo ke zvýšení
soudržnosti
třísky a
prodlužování
třísky v
jednotlivých spirálách.
39/48
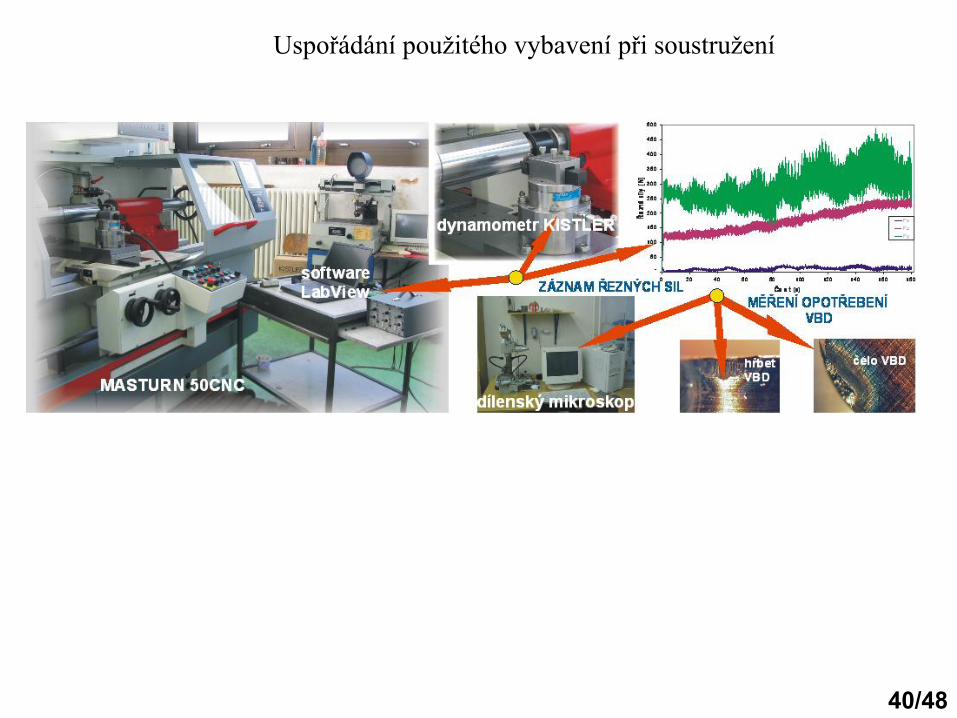
Uspořádání
použitého vybavení
při soustružení
40/48

Vyhodnocení
řezných sil a teplot při soustružení
TiAlSiN
0,00
200,00
400,00
600,00
800,00
1000,00
1200,00
1400,00
1600,00
0:05-0:06
0:30-0:31
0:58-0:59
1:05-1:06
1:30-1:31
1:58-1:59
2:05-2:06
2:30-2:31
2:28-2:59
3:05-3:06
3:30-3:31
3:58-3:59
Čas soustružení [min:sek]
Síla [N]FxFzFy
0
100
200
300
400
500
600
700
800
0 0.5 1 1.5 2 2.5 3 3.5 4
t (min)
T (°
C)
T brit max (°C)T brit avg (°C)T triska max (°C)
Termovizní
systém ThermaCAM
SC2000
TiAlSiN
41/48

Celková síla F
0,00
500,00
1000,00
1500,00
2000,00
2500,00
5 30 58 65 90 118
125
150
178
185
210
238
Čas T [sek]
F [N
]
TiAlSiNTiNnAConACo400nACo800
Při soustružení
dosahovaly nejlepší
trvanlivosti nástroje s
vrstvami TiN a TiAlSiN. Tyto nástroje pracovaly až
dvojnásobnou dobu oproti nástrojům s
vrstvami TiAlN
(teplotně
exploatované, i bez tepelného ovlivnění).
Soustružení
42/48

0
0,5
1
1,5
2
2,5
1 2 3 4
Doba soustružení T [min]
Drs
nost
Ra
[μm
] TiAlSiN
TiN
TiAlN
TiAlN 400
TiAlN 800
Soustružení
S
opotřebením se rovněž měnila drsnost obrobeného povrchu. Jak dokumentuje graf opotřebení
břitu
se prokazatelně
projevilo na snížení
drsnosti obrobené
plochy.
Jak již
bylo uvedeno, rostoucí
opotřebení
břitu
mělo vliv na teplotu jak nástroje, tak i třísek. Se zvyšujícím se opotřebením narůstala teplotou následkem větší
kontaktní
plochy. Následkem zvyšujícího se poloměru břitu
dochází
ke snížení
drsnosti obrobené
plochy. Opotřebení
se také
projevilo na zvýšení
povrchové
tvrdosti
obrobené
plochy. Hodnota tvrdosti se v
některých případech zvýšila z
původních 55HRC na 61,1 HRC. 43/48

56,4 56,0
57,3
61,1
52
54
56
58
60
62
Hod
nota
tvrd
osti
HR
C
a b c d
Jednotlivé časové oblasti
1,56
1,271,22
0,75
0
0,4
0,8
1,2
1,6
Hodn
ota
drsn
osti
Ra
[ m
]
a b c d
Jednotlivé časové oblasti
Průběh tvrdosti pro řeznou destičku s
vrstvou TiN
Průběh drsnosti pro řeznou destičku s
vrstvou TiN
Soustružení
44/48
Závěr
Cílem projektu bylo popsat teplotní
vliv na vlastnosti tenkých vrstev a získat vstupní
data pro návrh dalších projektů. Nemalým úkolem projektu bylo
také
propojit týmovou prací
mladé
odborníky technických kateder fakulty strojní
a zapojit do řešení
studenty, kteří
získali podklady pro realizaci
diplomových popř. i disertačních prací.
Z
kontaktních analýz se osvědčil tribologický
test, který označil pořadí vrstev tak, jak byly posléze hodnoceny v
praktických technologických
testech. Ukázalo se, že není
důležitý koeficient tření, jestliže jednotlivé rozdíly jsou řádově
v několika desítkách procent, není
rozhodující
ani
koeficient otěru, který se poslední
dobou často uvádí. Důležitým faktorem je mechanismus opotřebení, vznik adhezních spojů
mezi ocelovým „PIN“
tělískem a povrchem zkoušeného systému. Za velmi progresivní
metodu testování
je autory považován impact
test. Jedná
se o zcela novou
laboratorní
kontaktní
analýzu, která
je i světovým unikátem, proto je třeba tomuto testu věnovat větší
pozornost.
45/48

Výsledky fretting
testu a scratch
testu korelovaly s
výstupy vyplývající z
elasticko-plastických vlastností
popsaných nanoindentačními
analýzami
a rovněž
prokázaly spojitost s
výsledky technologických zkoušek. Obě analýzy, sice bez výrazného důrazu, hodnotily systémy TiAlSiN
a TiN jako
nejlepší. Stejné
hodnocení
vyplynulo i z
technologického testu.
Technologickým zkouškám byla rovněž věnována velká
pozornost. Poprvé byly na pracovišti řešitele sledovány různé
výstupy moderními
diagnostickými přístroji. Byla využita termovize, která
se ukázala jako
nejspolehlivější
pro sledování
teplotního zatížení
nástroje. Měření
termočlánky se neosvědčilo pro velmi „pomalé“
(200ms) vyhodnocování odezvy. Bezdotykové
měření
teploty se rovněž
neosvědčilo. Řezný proces
byl vyhodnocován také
pomocí
vysokorychlostní
kamery, kdy bylo nutné sestrojit osvětlení
tak, aby jeho frekvence nerušila snímaný obraz. Byly
získány zajímavé
ukázky z
tvorby a oddělování
třísky. Tyto procesy budou jednak využity jako didaktická
pomůcka pro studenty a dále budou ještě
vyhodnocovány a hledány další
spojitosti s
dosaženými výsledky.
46/48

Chtěl bych poděkovat všem spoluředitelům, kteří
se s
ochotou ujali nabízeného problému a svým profesionálním přístupem napomohli dosáhnout cenných zkušeností
a ověření
některých teoretických
poznatků.
Rovněž
bych chtěl poděkovat vedení
fakulty strojní
ZČU v
Plzni za finanční
prostředky, které
dovolily věnovat pozornost aktuální
oblasti
a možnosti realizovat analýzy a testy, které
jsou sice ve středu zájmu, avšak jsou na hranici aplikovaného a základního výzkumu. V
neposlední
řadě
bych chtěl poděkovat vedení
všech čtyř
kateder fakulty strojní a pracovišti NTC –
ZČU v
Plzni a rovněž i předsedům příslušných
oborových rad, za jejich podporu a technické
vybavení, které
poskytli pro řešení
problému.
Poděkování
47/48

Takto dopadne exploatovaná
břitová
destička při teplotě
800°C!





























