Embed Size (px)
Citation preview
1
MỤC LỤC
LỜI NÓI ĐẦU ................................................................................................................ 5
Chƣơng 1 MÁY ĐIỀU KHIỂN SỐ .............................................................................. 7
1.1. Sự ra đời và phát triển của máy điều khiển số .................................................. 7
1.1.1. Lịch sử ra đời và phát triển máy điều khiển số ............................................. 7
1.1.2. Các tính năng kỹ thuật của máy điều khiển số ........................................... 10
1.1.3. Hiệu quả sử dụng máy CNC ....................................................................... 12
1.2. Cấu trúc chung của máy NC ............................................................................ 17
1.2.1. Sơ đồ động học của xích chạy dao ............................................................. 17
1.2.2. Cấu trúc chung của máy tiện NC ................................................................ 21
1.2.3. Cấu trúc chung của máy phay NC .............................................................. 21
1.3. Các hệ thống cơ khí của máy CNC .................................................................. 22
1.3.1. Dẫn động chạy dao ..................................................................................... 22
1.3.2. Dẫn động trục chính .................................................................................... 38
1.3.3. Đường hướng của máy CNC ...................................................................... 39
1.3.4. Hệ thống thay dao tự động .......................................................................... 43
1.3.5. Dao cắt trên máy CNC ................................................................................ 46
1.3.6. Đồ gá trên máy CNC .................................................................................. 51
Chƣơng 2 HỆ THỐNG ĐIỀU KHIỂN SỐ ................................................................ 52
2.1. Khái niệm về hệ thống điều khiển số ............................................................... 52
2.1.1. Điều khiển số trực tiếp và điều khiển số phân phối (DNC) ....................... 53
2.1.2. Điều khiển số có máy tính (CNC) .............................................................. 55
2.2. Phân loại điều khiển số ..................................................................................... 56
2.2.1. Điều khiển điểm PTP .................................................................................. 56
2.2.2. Điều khiển đường liên tục........................................................................... 58
2.2.3. Các hệ thống điều khiển theo số trục được điểu khiển đồng thời .............. 59
2.2.4. Điều khiển NC và CNC .............................................................................. 61
2.2.5. Điều khiển hở và điều khiển kín ................................................................. 63
2.2.6. Điều khiển thích nghi .................................................................................. 64
2.3. Phần cứng của hệ thống điều khiển số ............................................................ 65
2.3.1. Cụm điều khiển máy MCU ......................................................................... 66
2.3.2. Bộ vi xử lý CPU .......................................................................................... 67
2.3.3. Bộ nhớ ROM và RAM ................................................................................ 68
2.3.4. Các thành phần giao tiếp khác .................................................................... 68
2.3.5. Bộ điều khiển máy khả trình PMC ............................................................. 70
2.4. Các phần mềm của CNC ................................................................................... 71
2.4.1. Hệ điều hành (phần mềm hệ thống) ............................................................ 72
2.4.2. Phần mềm giao tiếp máy ............................................................................. 72
2
2.4.3. Phần mềm ứng dụng ................................................................................... 74
2.4.4. Chương trình nội suy .................................................................................. 74
2.5. Hệ thống phản hồi (feedback) .......................................................................... 80
2.5.1. Các kiểu hệ thống phản hồi ........................................................................ 80
2.5.2. Hệ thống phản hồi kiểu số - tương đối. ...................................................... 82
2.5.3. Hệ thống phản hồi kiểu số - tuyệt đối ......................................................... 85
2.5.4. Hệ thống phản hồi tương tự (analog) .......................................................... 86
Chƣơng 3 CƠ SỞ LẬP TRÌNH GIA CÔNG CHO MÁY CNC .............................. 89
3.1. Các trục toạ độ và chiều chuyển động ............................................................. 89
3.1.1. Hệ thống các toạ độ .................................................................................... 89
3.1.2. Quy định các toạ độ trên máy ..................................................................... 89
3.1.3. Các điểm gốc (ZERO) và các điểm chuẩn (tham khảo) ............................. 91
3.2. Mã hoá thông tin ............................................................................................... 95
3.2.1. Hệ thống số và cách biểu diễn đại lượng trong điều khiển số .................... 95
3.2.2. Cấu trúc của chương trình gia công ............................................................ 97
3.2.3. Dữ liệu của chương trình .......................................................................... 103
3.3. Các bước lập trình NC .................................................................................... 103
3.3.1. Nghiên cứu bản vẽ chi tiết ........................................................................ 104
3.3.2. Phân tích chi tiết thành các khối hình học ................................................ 104
3.3.3. Ghi kích thước cho chi tiết........................................................................ 105
3.4. Các hình thức bảo đảm chương trình ............................................................ 108
3.4.1. Lập trình bằng tay trực tiếp trên máy CNC .............................................. 108
3.4.2. Lập trình trên mạng DNC ......................................................................... 108
3.4.3. Lập trình bằng tay tại phòng chuẩn bị chương trình................................. 109
3.4.4. Lập trình với sự hỗ trợ của máy tính ........................................................ 109
3.5. Ngôn ngữ lập trình .......................................................................................... 110
3.5.1. Ngôn ngữ lập trình ISO (ngôn ngữ máy) .................................................. 110
3.5.2. Ngôn ngữ giao thoại ................................................................................. 110
3.5.3. Ngôn ngữ lập trình tự động APT .............................................................. 111
3.5.4. Lập trình bằng các phần mềm CAD/CAM ............................................... 114
Chƣơng 4 LẬP TRÌNH CƠ BẢN CHO MÁY PHAY CNC .................................. 116
4.1. Các mã lệnh chủ yếu của máy phay ............................................................... 116
4.1.1. Chức năng chuẩn bị (G) ............................................................................ 116
4.1.2. Các lệnh bù dao và bù hệ toạ độ. .............................................................. 116
4.1.3. Các chu kỳ ................................................................................................ 116
4.1.4. Chức năng bổ trợ hay chức năng phụ M-code (M). ................................. 116
4.2. Các mã lệnh cơ bản ......................................................................................... 117
4.2.1. Chạy dao nhanh, G0 hoặc G00 ................................................................. 117
4.2.2. Gia công đường thẳng G01 ....................................................................... 118
3
4.2.3. Gia công cung tròn, đường tròn G02 và G03 ........................................... 121
4.2.4. Chọn mặt phẳng toạ độ, G17, G18, G19 .................................................. 124
4.2.5. Hệ toạ độ tuyệt đối, tương đối, G90 và G91............................................. 124
4.2.6. Đơn vị đo G70 hoặc G71 .......................................................................... 125
4.2.7. Xác lập điểm 0 của chi tiết, G92 ............................................................... 125
4.2.8. Trở về điểm tham chiếu G28, G29, G30. ................................................. 125
4.2.9. Lựa chọn và thay thế dao cắt .................................................................... 126
4.2.10. Đơn vị tốc độ chạy dao G94 và G95 ...................................................... 127
4.2.11. Số vòng quay trục chính S ...................................................................... 127
4.2.12. Lập trình t lệ, đối xứng G51 ................................................................. 128
4.2.13. Quay hệ tọa độ G68 ................................................................................ 128
Chƣơng 5 LẬP TRÌNH CƠ BẢN CHO MÁY TIỆN CNC ................................... 133
5.1. Các nhóm mã lệnh chủ yếu của máy tiện ...................................................... 133
5.1.1. Các mã lệnh chuẩn bị (mã G) ................................................................... 133
5.1.2. Các mã lệnh M .......................................................................................... 134
5.2. Các mã lệnh cơ bản ......................................................................................... 135
5.2.1. Chức năng dao T ....................................................................................... 135
5.2.2. Chức năng vận tốc chạy dao F .................................................................. 135
5.2.3. Chức năng tốc độ trục chính S .................................................................. 136
5.2.4. Xác lập hệ toạ độ làm việc ........................................................................ 137
5.2.5. Lập trình theo đường kính và bán kính ..................................................... 138
5.2.6. Lập trình tuyệt đối và lập trình tương đối ................................................. 139
5.2.7. Các mã lệnh chuyển động của dao ........................................................... 140
5.2.8. Lùi về điểm tham khảo G28 và G30 ......................................................... 145
5.2.10. Gia công ren G32 .................................................................................... 146
5.2.11. Cắt ren có bước thay đổi G34 ................................................................. 149
Chƣơng 6 RÔ-BỐT CÔNG NGHIỆP ...................................................................... 150
6.1. Sơ lược quá trình phát triển của rô-bốt công nghiệp .................................... 150
6.2. Cấu trúc cơ bản của rô-bốt công nghiệp ........................................................ 150
6.3. Kết cấu của tay máy ........................................................................................ 151
6.4. Hệ tọa độ .......................................................................................................... 153
6.5. Trường công tác của rô-bốt ............................................................................ 154
6.6. Phân loại rô-bốt công nghiệp ......................................................................... 155
6.6.1. Phân loại theo ứng dụng ........................................................................... 155
6.6.2. Phân loại theo phương pháp điều khiển .................................................... 155
6.7. Ứng dụng của rô-bốt công nghiệp trong sản xuất......................................... 156
PHỤ LỤC ................................................................................................................... 160
Phụ lục 1 Các hệ thống số ..................................................................................... 160
P1.1. Hệ thập phân .............................................................................................. 160
4
P1.2. Hệ nhị phân ................................................................................................ 160
P1.3. Hệ bát phân ................................................................................................ 161
P1.4. Hệ thập lục phân (hex) .............................................................................. 162
P1.5. Số học số nhị phân ..................................................................................... 163
Phụ lục 2 Bảng mã G, M của hãng FANUC ........................................................ 166
P2.1. Mã G .......................................................................................................... 166
P2.2. Mã M ......................................................................................................... 169
Phụ lục 3 Chế độ cắt trên máy CNC ..................................................................... 173
P3.1. Chế độ cắt khi phay ................................................................................... 173
P3.2. Chế độ cắt khi khoan ................................................................................. 174
P3.3. Chế độ cắt khi doa ..................................................................................... 174
P3.4. Chế độ cắt khi tarô ..................................................................................... 176
5
LỜI NÓI ĐẦU
Trong một vài năm từ đầu thập kỉ 90 trở lại đây, máy điều khiển số (CNC) đã
xuất hiện ở Việt Nam và dần dần khẳng định được vai trò của nó trong sản xuất cơ khí
cụ thể là trong một số công nghệ quan trọng như: gia công các loại khuôn mẫu, gia
công các chi tiết phức tạp, có độ chính xác cao. Trong khu vực kinh tế Nhà nước,
nhiều cơ sở đã đầu tư lắp đặt các dây chuyền sản xuất hiện đại, trong đó có các trung
tâm gia công CNC, các phần mềm trợ giúp thiết kế và sản xuất (CAD/CAM) được
trang bị đồng bộ.
Trong khu vực công nghiệp Quốc phòng, do nhiệm vụ là chế tạo các chi tiết vũ
khí có độ phức tạp và chính xác cao nên nhiều cơ sở nghiên cứu, đào tạo và các nhà
máy Quốc phòng đã trang bị các loại máy CNC để thực hiện các phương pháp công
nghệ khác nhau. Các máy CNC đã được trang bị phần lớn thuộc nhóm máy phay, tiện,
cắt dây, gia công điện cực (xung điện). Bên cạnh các máy hiện đại, có độ chính xác
cao, như các máy của Trung tâm khoa học công nghệ và kĩ thuật quân sự, Viện công
nghệ - Tổng cục công nghiệp QP; còn lại phần lớn các máy được trang bị cho các nhà
máy đều có tính năng công nghệ ở mức trung bình.
Mặc dù công nghệ CAD/CAM và CNC đã xuất hiện ở Việt Nam trong một thời
gian khá dài, nhưng việc ứng dụng nó trong sản xuất vẫn đang chỉ ở giai đoạn khởi
đầu do trang bị còn lẻ tẻ, tính đồng bộ không cao. Các cơ sở sản xuất đã trang bị
nhiều máy CNC nhưng chưa nối mạng nên chưa có khả năng trao đổi chương trình và
dữ liệu với thiết bị bên ngoài; ở một số cơ sở có thiết bị hiện đại thì lại không có công
cụ lập trình tương xứng. Ngoài ra vấn đề đào tạo một đội ngũ lập trình viên có đủ
năng lực khai thác các thiết bị này cũng là vấn đề đáng chú ý.
Giáo trình này phục vụ cho công tác đào tạo kỹ sư công nghệ chế tạo máy và
công nghệ chế tạo vũ khí tại Học viện kỹ thuật quân sự (KTQS). Mục đích là cung cấp
những hiểu biết chung nhất về máy điều khiển số, hệ thống điều khiển số và các kỹ
năng lập trình gia công cơ bản cũng như vận hành máy CNC phục vụ cho môn học
"Máy điều khiển số và rô bốt công nghiệp".
Giáo trình gồm 6 chương và 3 phụ lục:
Chương 1. Máy điều khiển số CNC
Chương 2. Hệ thống điều khiển số CNC
Chương 3. Cơ sở lập trình gia công cho máy điều khiển số
Chương 4. Lập trình cơ bản cho máy phay CNC
Chương 5. Lập trình cơ bản cho máy tiện CNC
Chương 6. Rô-bốt công nghiệp
6
Các tác giả xin cám ơn đồng chí Dương Xuân Biên, Phòng thí nghiệm công
nghệ cao, Trung tâm công nghệ, Học viện KTQS đã cung cấp tài liệu về vận hành
máy; các đồng chí Nguyễn Trung Thành, Lê Xuân Hùng, giảng viên Bộ môn Chế tạo
máy, Khoa Cơ khí đã giúp đ trong quá trình chế bản.
Giáo trình là kết quả của nhiều năm giảng dạy các môn học trong lĩnh vực
CAD/CAM-CNC. Tuy nhiên lần đầu tiên xuất bản chắc vẫn còn sai sót. Chúng tôi
mong nhận các ý kiến đóng góp để hoàn thiện cho những lần tái bản. ịa chỉ liên hệ:
Nguyễn Trọng Bản, Bộ môn Chế tạo máy, Khoa Cơ khí, Học viện KTQS; điện thoại
CQ: 069515368, D 0982502954; email: [email protected]
Các tác giả
7
Chƣơng 1 MÁY ĐIỀU KHIỂN SỐ
1.1. Sự ra đời và phát triển của máy điều khiển số
1.1.1. Lịch sử ra đời và phát triển máy điều khiển số
Từ năm 1807 Joseph M. Jacquard đã sử dụng các bìa đục lỗ để điều khiển máy
dệt. Những năm tiếp theo ngành công nghiệp dầu mỏ và hóa chất cũng đã sử dụng
nguyên lý này.
Năm 1947 John Parsons của công ty Pasrons có trụ sở ở Traverse City,
Michigan (Mỹ) bắt đầu thí nghiệm ý tưởng sử dụng những dữ liệu đường cong ba
chiều để điều khiển máy công cụ gia công một số bộ phận phức tạp của máy bay. Ông
đã sử dụng thành công nguyên lý xấp xỉ toán học (nguyên lý nội suy) để cắt gọt biên
dạng cánh máy bay trực thăng (helicopter rotor blade) vào tháng 12 năm 1948.
Tháng 6 năm 1949 Parsons đã liên kết với phòng thí nghiệm
Servomechanisms (cơ cấu bám) của Viện công nghệ Masachuset (Massachusetts
Insutute of Technology - MIT) nhằm phát triển máy tự động điều khiển số mà kết quả
là vào năm 1952 đã chế tạo thành công máy tự động điều khiển số đầu tiên, máy phay
trục đứng Cincinnati Hydrotel. Cụm điều khiển máy (Machine Control Unit - MCU)
được thiết kế từ các đèn điện tử chân không và chiếm nhiều không gian hơn máy công
cụ. MCU tiếp nhận dữ liệu máy từ các bìa đục lỗ để tạo ra các chuyển động theo ba
trục toạ độ nhờ bộ nội suy tuyến tính.
Ngay sau đó, một phương án chế tạo máy NC công nghiệp được đề nghị với 3
nguyên tắc sau:
- Sử dụng máy tính1 để tính toán quỹ đạo chạy dao và lưu dữ liệu vào bìa đục
lỗ.
- Dùng thiết bị đọc tại máy để tự động đọc dữ liệu từ bìa đục lỗ.
- Hệ thống điều khiển có nhiệm vụ xử lý và liên tục đưa ra thông tin điều
khiển các động cơ dẫn động cơ cấu chấp hành.
Năm 1959 triển lãm máy công cụ tại Pari trưng bày những máy NC đầu tiên
trên thế giới. Thông tin điều khiển (chương trình gia công chi tiết) của những máy này
được ghi trên bìa đục lỗ. Mãi khoảng giữa thập k 60, máy NC mới được sản xuất và
sử dụng trong công nghiệp. Tuy nhiên các bộ điều khiển số đầu tiên dùng đèn điện tử
nên tốc độ xử lý chậm, cồng kềnh và tiêu tốn nhiều năng lượng. Việc sử dụng chúng
cũng rất khó khăn, như chương trình được chứa trong các băng hoặc bìa đục lỗ, khó
hiểu và không sửa chữa được. Giao tiếp giữa người và máy rất khó khăn vì không có
màn hình, bàn phím. Sau khi các linh kiện bán dẫn được sử dụng phổ biến trong công
1 Chiếc máy tính điện tử đầu tiên mang tên ENIAC (Electronic Numerical Integrator
and Computer) do Mauchly và Eckert chế tạo vào năm 1943.
8
nghiệp (khoảng năm 1960) thì máy gọn hơn, tốc độ xử lý cao hơn, tiêu tốn ít năng
lượng hơn,... Các băng, bìa đục lỗ sau này được thay bằng băng hoặc đĩa từ,... Nhưng
nói chung, tính năng sử dụng của các máy NC vẫn chưa được cải thiện đáng kể, cho
đến khi máy tính được ứng dụng vào đây.
Những hoạt động tích cực trong lĩnh vực tiêu chuẩn hoá, những biến đổi xung
quanh phần cứng và phần mềm của các hệ thống điều khiển số diễn ra theo ba hướng:
- Kiểu và định dạng của thiết bị vào.
- Cấu hình hệ thống nội suy.
- Ngôn ngữ lập trình gia công chi tiết.
Sự xuất hiện IC (1959), LSI (1965), vi xử lý (1974) và các tiến bộ kỹ thuật về
lưu trữ và xử lý số liệu đã làm nên cuộc cách mạng trong kỹ thuật điều khiển số máy
công cụ. Các bộ điều khiển số trên máy công cụ được tích hợp thêm máy tính và thuật
ngữ CNC (viết tắt của Computer Numerical Control) được sử dụng từ đầu thập k 70.
Máy CNC ưu việt hơn máy NC thông thường về nhiều mặt, như tốc độ xử lý cao, kết
cấu gọn,... nhưng ưu điểm quan trọng nhất của chúng là ở tính năng sử dụng, giao diện
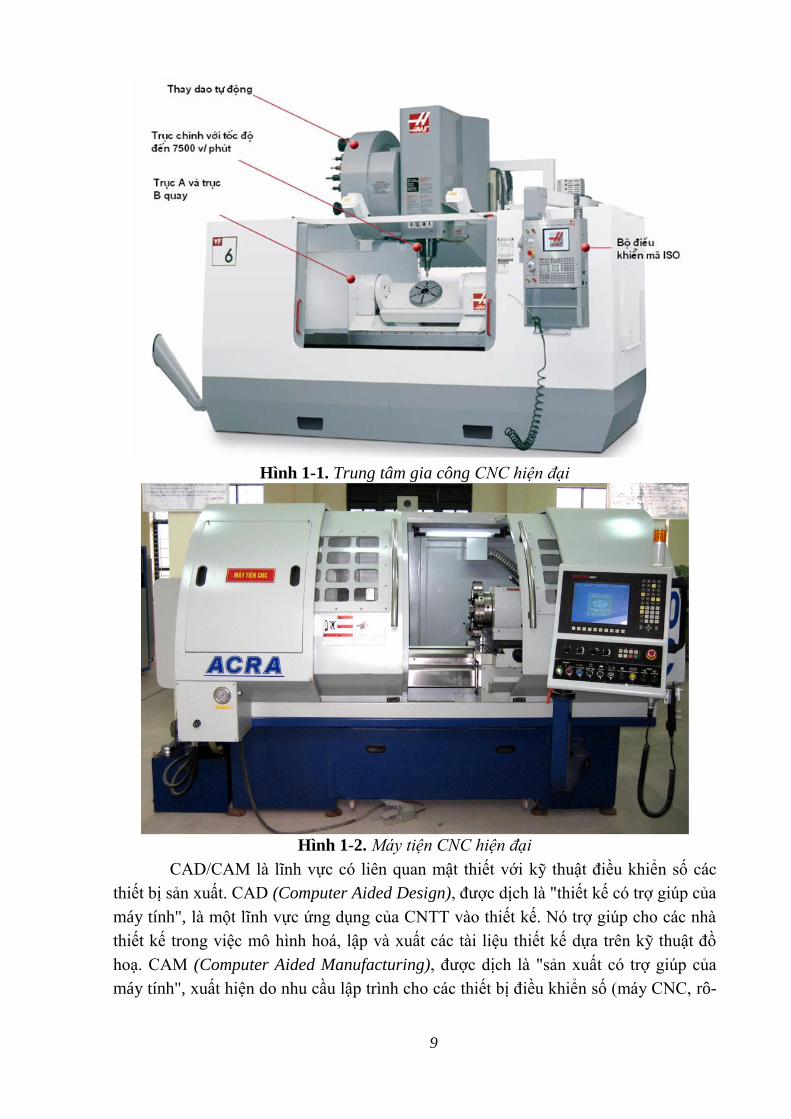
thân thiện ùng và các thiết bị ngoại vi khác. Các máy CNC ngày nay có màn hình, bàn
phím và nhiều thiết bị khác để trao đổi thông tin với người dùng (hình 1-1 và 1-2).
Nhờ màn hình, người dùng được thông báo thường xuyên về tình trạng của máy, cảnh
báo báo lỗi và các nguy hiểm có thể xảy ra, có thể mô phỏng để kiểm tra trước quá
trình gia công,... . Máy CNC có thể làm việc đồng bộ với các thiết bị sản xuất khác
như rô-bốt, băng tải, thiết bị đo,... trong hệ thống sản xuất. Chúng có thể trao đổi thông
tin trong mạng máy tính các loại, từ mạng cục bộ (LAN) đến mạng diện rộng và
Internet.
Ngoài kỹ thuật điều khiển tự động, sự phát triển của máy CNC và công nghệ
gia công trên chúng còn gắn liền với một lĩnh vực khác của công nghệ thông tin: thiết
kế và sản xuất có trợ giúp của máy tính mà chúng ta quen gọi là CAD/CAM. Đó là
lĩnh vực ứng dụng máy tính vào công tác thiết kế, tính toán kết cấu, chuẩn bị công
nghệ, tổ chức sản xuất, hoạch toán kinh tế,... Một hệ thống sản xuất tự động, có khả
năng tự thích ứng với sự thay đổi đối tượng sản xuất được gọi là hệ thống sản xuất linh
hoạt (Flexible Manufacturing System - FMS). FMS gồm máy các CNC, rô-bốt, các
thiết bị vận chuyển, thiết bị kiểm tra, đo lường,... làm việc dưới sự điều khiển của một
mạng máy tính. Sự tích hợp mọi hệ thống thiết bị sản xuất và tích hợp mọi quá trình
thiết kế - sản xuất - quản trị kinh doanh nhờ mạng máy tính với các phần mềm trợ giúp
công tác thiết kế và công nghệ, kinh doanh,... tạo nên hệ thống sản xuất tích hợp nhờ
máy tính (Computer Integrated Manufacturing - CIM).
9
Hình 1-1. Trung tâm gia công CNC hiện đại
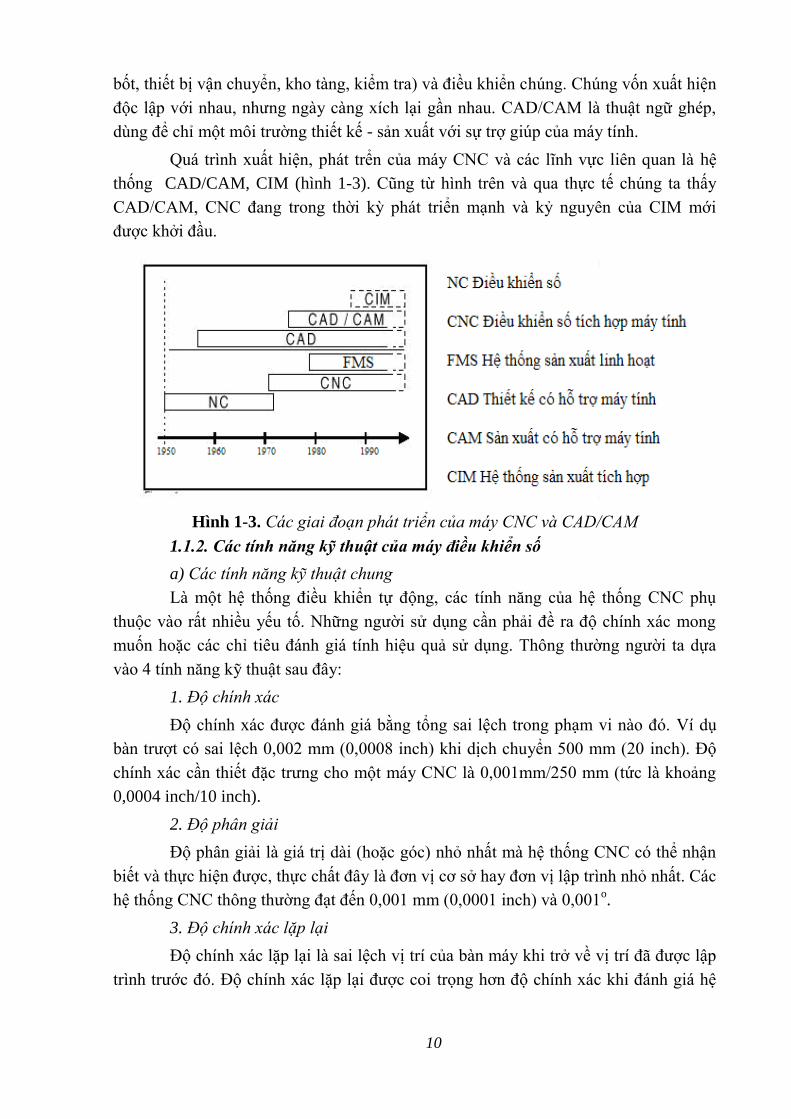
Hình 1-2. Máy tiện CNC hiện đại
CAD/CAM là lĩnh vực có liên quan mật thiết với kỹ thuật điều khiển số các
thiết bị sản xuất. CAD (Computer Aided Design), được dịch là "thiết kế có trợ giúp của
máy tính", là một lĩnh vực ứng dụng của CNTT vào thiết kế. Nó trợ giúp cho các nhà
thiết kế trong việc mô hình hoá, lập và xuất các tài liệu thiết kế dựa trên kỹ thuật đồ
hoạ. CAM (Computer Aided Manufacturing), được dịch là "sản xuất có trợ giúp của
máy tính", xuất hiện do nhu cầu lập trình cho các thiết bị điều khiển số (máy CNC, rô-
10
bốt, thiết bị vận chuyển, kho tàng, kiểm tra) và điều khiển chúng. Chúng vốn xuất hiện
độc lập với nhau, nhưng ngày càng xích lại gần nhau. CAD/CAM là thuật ngữ ghép,
dùng để chỉ một môi trường thiết kế - sản xuất với sự trợ giúp của máy tính.
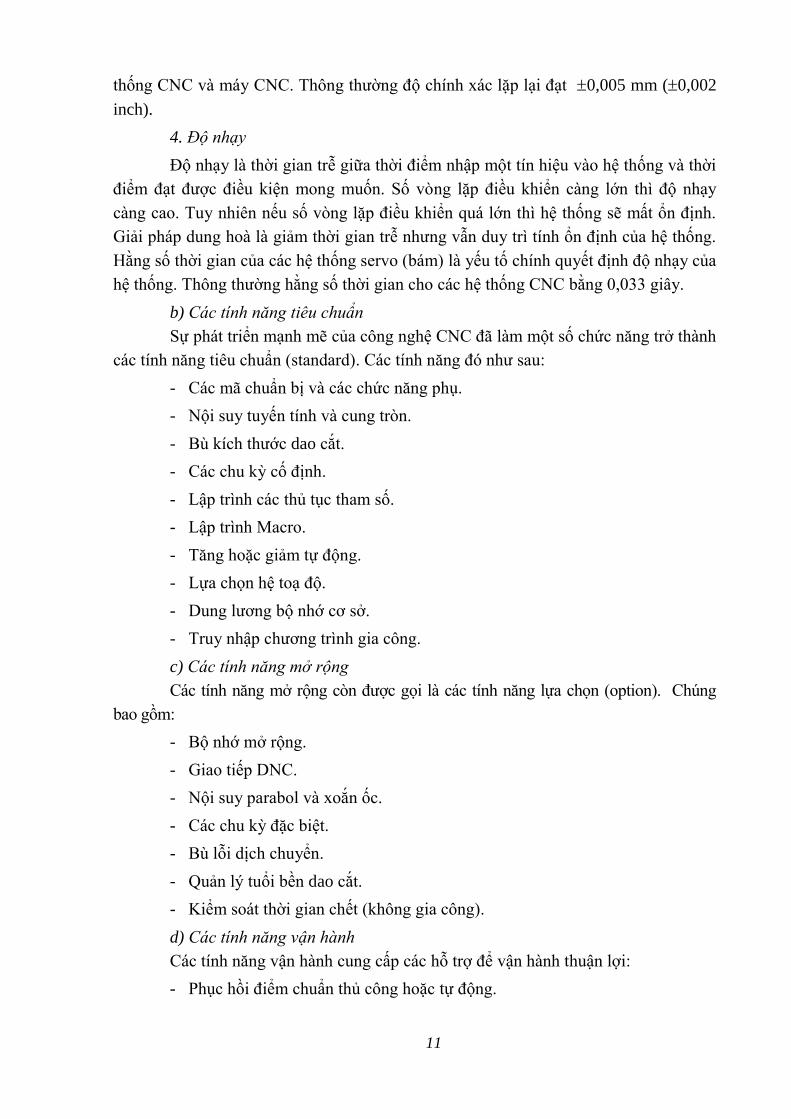
Quá trình xuất hiện, phát trển của máy CNC và các lĩnh vực liên quan là hệ
thống CAD/CAM, CIM (hình 1-3). Cũng từ hình trên và qua thực tế chúng ta thấy
CAD/CAM, CNC đang trong thời kỳ phát triển mạnh và k nguyên của CIM mới
được khởi đầu.
Hình 1-3. Các giai đoạn phát triển của máy CNC và CAD/CAM
1.1.2. Các tính năng kỹ thuật của máy điều khiển số
a) Các tính năng kỹ thuật chung
Là một hệ thống điều khiển tự động, các tính năng của hệ thống CNC phụ
thuộc vào rất nhiều yếu tố. Những người sử dụng cần phải đề ra độ chính xác mong
muốn hoặc các chỉ tiêu đánh giá tính hiệu quả sử dụng. Thông thường người ta dựa
vào 4 tính năng kỹ thuật sau đây:
1. ộ chính xác
Độ chính xác được đánh giá bằng tổng sai lệch trong phạm vi nào đó. Ví dụ
bàn trượt có sai lệch 0,002 mm (0,0008 inch) khi dịch chuyển 500 mm (20 inch). Độ
chính xác cần thiết đặc trưng cho một máy CNC là 0,001mm/250 mm (tức là khoảng
0,0004 inch/10 inch).
2. ộ phân giải
Độ phân giải là giá trị dài (hoặc góc) nhỏ nhất mà hệ thống CNC có thể nhận
biết và thực hiện được, thực chất đây là đơn vị cơ sở hay đơn vị lập trình nhỏ nhất. Các
hệ thống CNC thông thường đạt đến 0,001 mm (0,0001 inch) và 0,001o.
3. ộ chính xác lặp lại
Độ chính xác lặp lại là sai lệch vị trí của bàn máy khi trở về vị trí đã được lập
trình trước đó. Độ chính xác lặp lại được coi trọng hơn độ chính xác khi đánh giá hệ
11
thống CNC và máy CNC. Thông thường độ chính xác lặp lại đạt 0,005 mm (0,002
inch).
4. ộ nhạy
Độ nhạy là thời gian trễ giữa thời điểm nhập một tín hiệu vào hệ thống và thời
điểm đạt được điều kiện mong muốn. Số vòng lặp điều khiển càng lớn thì độ nhạy
càng cao. Tuy nhiên nếu số vòng lặp điều khiển quá lớn thì hệ thống sẽ mất ổn định.
Giải pháp dung hoà là giảm thời gian trễ nhưng vẫn duy trì tính ổn định của hệ thống.
Hằng số thời gian của các hệ thống servo (bám) là yếu tố chính quyết định độ nhạy của
hệ thống. Thông thường hằng số thời gian cho các hệ thống CNC bằng 0,033 giây.
b) Các tính năng tiêu chuẩn
Sự phát triển mạnh mẽ của công nghệ CNC đã làm một số chức năng trở thành
các tính năng tiêu chuẩn (standard). Các tính năng đó như sau:
- Các mã chuẩn bị và các chức năng phụ.
- Nội suy tuyến tính và cung tròn.
- Bù kích thước dao cắt.
- Các chu kỳ cố định.
- Lập trình các thủ tục tham số.
- Lập trình Macro.
- Tăng hoặc giảm tự động.
- Lựa chọn hệ toạ độ.
- Dung lương bộ nhớ cơ sở.
- Truy nhập chương trình gia công.
c) Các tính năng mở rộng
Các tính năng mở rộng còn được gọi là các tính năng lựa chọn (option). Chúng
bao gồm:
- Bộ nhớ mở rộng.
- Giao tiếp DNC.
- Nội suy parabol và xoắn ốc.
- Các chu kỳ đặc biệt.
- Bù lỗi dịch chuyển.
- Quản lý tuổi bền dao cắt.
- Kiểm soát thời gian chết (không gia công).
d) Các tính năng vận hành
Các tính năng vận hành cung cấp các hỗ trợ để vận hành thuận lợi:
- Phục hồi điểm chuẩn thủ công hoặc tự động.
12
- Cài đặt hệ thống toạ độ thủ công hoặc tự động.
- Chạy khô (dry run), chạy không gia công.
- Thay đổi tốc độ chạy dao.
- Thay đổi tốc độ trục chính.
- Chọn tốc độ chạy dao nhanh.
- Hiển thị trạng thái và thông báo lỗi.
- Hiển thị đường chạy dao.
- ...
e) Các tính năng bổ trợ
Các tính năng bổ trợ gồm:
- Nhập chương trình thủ công (từ panel điều khiển của máy).
- Biên tập chương trình.
- Chẩn đoán tại chỗ và kiểm tra mạch điện.
- Chẩn đoán trong qúa trình và trực tuyến.
- Các cổng giao tiếp khác.
1.1.3. Hiệu quả sử dụng máy CNC
Về bản chất vật lý, quá trình gia công trên máy thông thường và máy CNC
hoàn toàn như nhau: kích thước và chất lượng bề mặt của chi tiết gia công được hình
thành và điều khiển bởi sự tương tác cơ, lý, hoá giữa dao và chi tiết gia công. Nền tảng
lý thuyết cắt gọt kim loại được nghiên cứu và ứng dụng hàng trăm năm nay dựa trên
máy truyền thống vẫn đúng cho máy CNC. Hiệu quả do điều khiển số mang lại, thực
chất là cho phép thực hiện hợp lý hơn các chế độ gia công, phát huy năng lực của máy
ở mức độ cao hơn mà trên máy thông thường, do hạn chế của điều khiển thủ công,
không thực hiện được. Sự tích hợp giữa kỹ thuật cơ khí, điều khiển tự động và công
nghệ thông tin đã tạo ra cho máy CNC các tính năng mới, vượt trội so với máy thông
thường.
Việc chuyển vai trò điều khiển của con người cho máy móc tạo nên sự chính
xác, linh hoạt, nhanh nhạy, bền vững của hệ thống công nghệ.
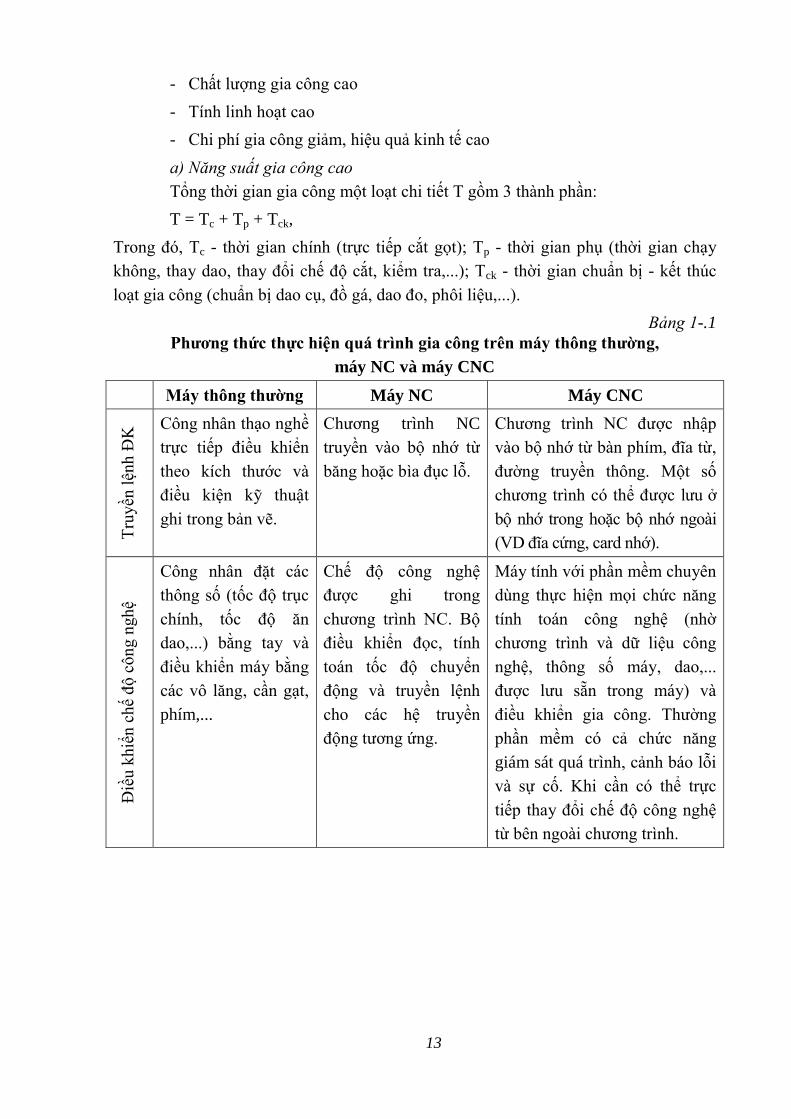
Bảng 1-1 cho phép so sánh một cách tóm tắt phương thức thực hiện và vai trò
của con người trong các trường hợp: gia công trên máy thông thường, trên máy NC và
trên máy CNC, qua đó chúng ta đã có thể phần nào hiểu được tại sao máy CNC lại cho
hiệu quả kinh tế, kỹ thuật cao hơn so với máy thông thường.
Nhờ các tính năng ngày càng ưu việt của hệ thống tích hợp cơ khí - điều khiển
tự động - công nghệ thông tin mà máy CNC có rất nhiều ưu điểm. Hiệu quả kinh tế - xã
hội của việc sử dụng máy CNC được thể hiện ở các khía cạnh sau đây:
- Năng suất gia công cao
13
- Chất lượng gia công cao
- Tính linh hoạt cao
- Chi phí gia công giảm, hiệu quả kinh tế cao
a) Năng suất gia công cao
Tổng thời gian gia công một loạt chi tiết T gồm 3 thành phần:
T = Tc + Tp + Tck,
Trong đó, Tc - thời gian chính (trực tiếp cắt gọt); Tp - thời gian phụ (thời gian chạy
không, thay dao, thay đổi chế độ cắt, kiểm tra,...); Tck - thời gian chuẩn bị - kết thúc
loạt gia công (chuẩn bị dao cụ, đồ gá, dao đo, phôi liệu,...).
Bảng 1-.1
Phƣơng thức thực hiện quá trình gia công trên máy thông thƣờng,
máy NC và máy CNC
Máy thông thƣờng Máy NC Máy CNC
Truyền lệnh ĐK
Công nhân thạo nghề
trực tiếp điều khiển
theo kích thước và
điều kiện kỹ thuật
ghi trong bản vẽ.
Chương trình NC
truyền vào bộ nhớ từ
băng hoặc bìa đục lỗ.
Chương trình NC được nhập
vào bộ nhớ từ bàn phím, đĩa từ,
đường truyền thông. Một số
chương trình có thể được lưu ở
bộ nhớ trong hoặc bộ nhớ ngoài
(VD đĩa cứng, card nhớ).
Điều khiển chế độ công nghệ
Công nhân đặt các
thông số (tốc độ trục
chính, tốc độ ăn
dao,...) bằng tay và
điều khiển máy bằng
các vô lăng, cần gạt,
phím,...
Chế độ công nghệ
được ghi trong
chương trình NC. Bộ
điều khiển đọc, tính
toán tốc độ chuyển
động và truyền lệnh
cho các hệ truyền
động tương ứng.
Máy tính với phần mềm chuyên
dùng thực hiện mọi chức năng
tính toán công nghệ (nhờ
chương trình và dữ liệu công
nghệ, thông số máy, dao,...
được lưu sẵn trong máy) và
điều khiển gia công. Thường
phần mềm có cả chức năng
giám sát quá trình, cảnh báo lỗi
và sự cố. Khi cần có thể trực
tiếp thay đổi chế độ công nghệ
từ bên ngoài chương trình.
14
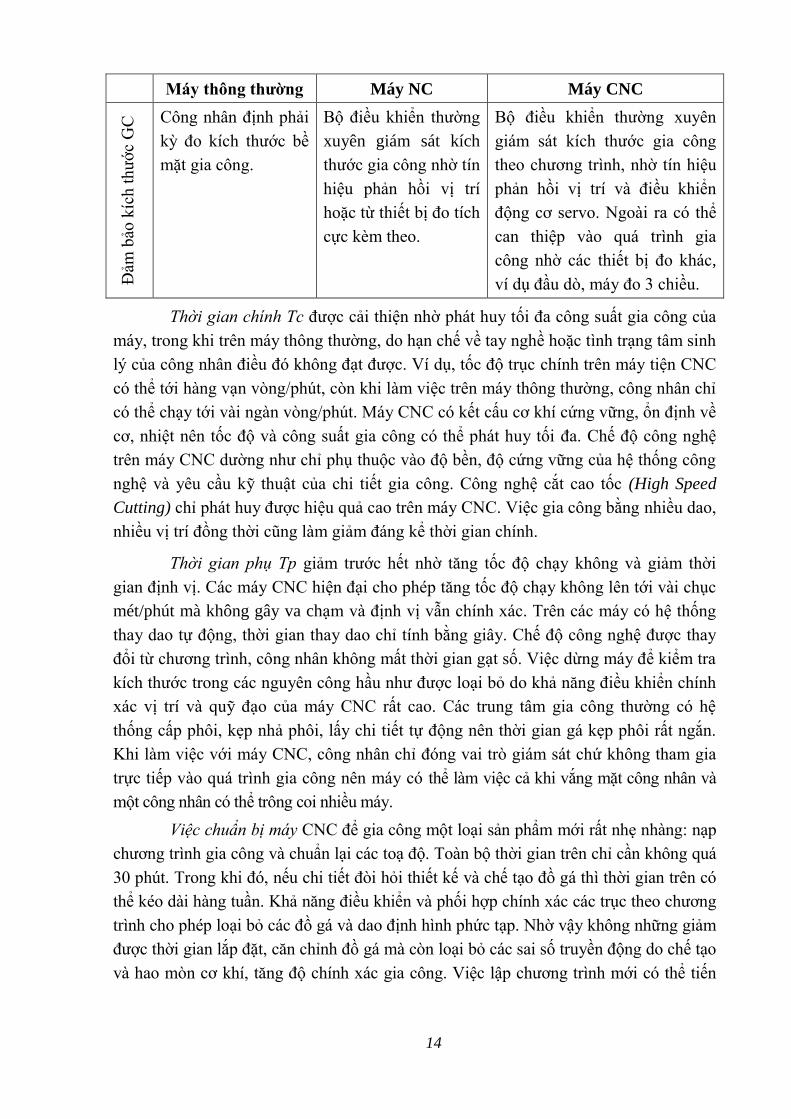
Máy thông thƣờng Máy NC Máy CNC
Đảm
bảo kích thước GC
Công nhân định phải
kỳ đo kích thước bề
mặt gia công.
Bộ điều khiển thường
xuyên giám sát kích
thước gia công nhờ tín
hiệu phản hồi vị trí
hoặc từ thiết bị đo tích
cực kèm theo.
Bộ điều khiển thường xuyên
giám sát kích thước gia công
theo chương trình, nhờ tín hiệu
phản hồi vị trí và điều khiển
động cơ servo. Ngoài ra có thể
can thiệp vào quá trình gia
công nhờ các thiết bị đo khác,
ví dụ đầu dò, máy đo 3 chiều.
Thời gian chính Tc được cải thiện nhờ phát huy tối đa công suất gia công của
máy, trong khi trên máy thông thường, do hạn chế về tay nghề hoặc tình trạng tâm sinh
lý của công nhân điều đó không đạt được. Ví dụ, tốc độ trục chính trên máy tiện CNC
có thể tới hàng vạn vòng/phút, còn khi làm việc trên máy thông thường, công nhân chỉ
có thể chạy tới vài ngàn vòng/phút. Máy CNC có kết cấu cơ khí cứng vững, ổn định về
cơ, nhiệt nên tốc độ và công suất gia công có thể phát huy tối đa. Chế độ công nghệ
trên máy CNC dường như chỉ phụ thuộc vào độ bền, độ cứng vững của hệ thống công
nghệ và yêu cầu kỹ thuật của chi tiết gia công. Công nghệ cắt cao tốc (High Speed
Cutting) chỉ phát huy được hiệu quả cao trên máy CNC. Việc gia công bằng nhiều dao,
nhiều vị trí đồng thời cũng làm giảm đáng kể thời gian chính.
Thời gian phụ Tp giảm trước hết nhờ tăng tốc độ chạy không và giảm thời
gian định vị. Các máy CNC hiện đại cho phép tăng tốc độ chạy không lên tới vài chục
mét/phút mà không gây va chạm và định vị vẫn chính xác. Trên các máy có hệ thống
thay dao tự động, thời gian thay dao chỉ tính bằng giây. Chế độ công nghệ được thay
đổi từ chương trình, công nhân không mất thời gian gạt số. Việc dừng máy để kiểm tra
kích thước trong các nguyên công hầu như được loại bỏ do khả năng điều khiển chính
xác vị trí và quỹ đạo của máy CNC rất cao. Các trung tâm gia công thường có hệ
thống cấp phôi, kẹp nhả phôi, lấy chi tiết tự động nên thời gian gá kẹp phôi rất ngắn.
Khi làm việc với máy CNC, công nhân chỉ đóng vai trò giám sát chứ không tham gia
trực tiếp vào quá trình gia công nên máy có thể làm việc cả khi vắng mặt công nhân và
một công nhân có thể trông coi nhiều máy.
Việc chuẩn bị máy CNC để gia công một loại sản phẩm mới rất nhẹ nhàng: nạp
chương trình gia công và chuẩn lại các toạ độ. Toàn bộ thời gian trên chỉ cần không quá
30 phút. Trong khi đó, nếu chi tiết đòi hỏi thiết kế và chế tạo đồ gá thì thời gian trên có
thể kéo dài hàng tuần. Khả năng điều khiển và phối hợp chính xác các trục theo chương
trình cho phép loại bỏ các đồ gá và dao định hình phức tạp. Nhờ vậy không những giảm
được thời gian lắp đặt, căn chỉnh đồ gá mà còn loại bỏ các sai số truyền động do chế tạo
và hao mòn cơ khí, tăng độ chính xác gia công. Việc lập chương trình mới có thể tiến
15
hành ngoài máy (trên máy tính độc lập) hoặc thực hiện ngay trong khi máy gia công nên
chiếm thời gian máy không đáng kể.
Các máy và các trung tâm gia công CNC cho phép tập trung nguyên công cao
độ. Trên một máy có thể gia công nhiều bề mặt, bằng các phương pháp công nghệ
khác nhau; có thể gia công thô và tinh trên cùng một máy, trong cùng một lần gá, bằng
nhiều dao, nhiều trục đồng thời. Điều đó giảm bớt việc vận chuyển, gá đặt nên không
những làm tăng năng suất mà còn giảm sai số gia công.
Người ta đã tổng kết rằng, thời gian trực tiếp gia công (Tc) trên máy thông
thường chỉ chiếm không quá 10% trong tổng số thời gian gia công (T). Trên máy CNC
thời gian đó lên tới 70%.
Năng suất gia công trên máy CNC hầu như không phụ thuộc vào tay nghề và
trạng thái tâm, sinh lý của công nhân.
b) Chất lượng gia công cao
Chất lượng gia công (độ chính xác kích thước, hình dáng và chất lượng bề mặt
gia công) suy đến cùng phụ thuộc 3 yếu tố: nguyên vật liệu, thiết bị và công nhân.
Yếu tố nguyên vật liệu giả thiết là không thay đổi. So sánh về thiết bị thì máy
CNC đảm bảo độ chính xác cao và đồng đều nhờ hệ thống điều khiển - đo lường rất
chính xác (cỡ 0,01 - 0,001 mm), hệ thống cơ khí cứng vững và ổn định, quá trình cắt
được điều khiển hoàn toàn nhờ chương trình nên loại trừ được các sai số do chế tạo và
hao mòn các cữ, dưỡng. Các máy CNC hiện đại đều có khả năng bù kích thước và
mòn dao, bù khe hở và biến dạng nhiệt cơ khí. Trên máy thông thường, tay nghề và
tình trạng tâm, sinh lý của người thợ ảnh hưởng rất lớn đến chất lượng gia công. Khi
gia công trên máy CNC, công nhân chỉ có nhiệm vụ nạp chương trình, giám sát việc gá
phôi, thay dao và tình trạng làm việc của máy. Vì vậy tâm sinh lý, tay nghề của công
nhân hoàn toàn không ảnh hưởng đến chất lượng gia công.
c) Tính linh hoạt cao
Máy CNC hơn hẳn máy thông thường ở tính linh hoạt. Điều đó biểu hiện ở hai
khía cạnh. Thứ nhất, trên một máy CNC có thể thực hiện nhiều chức năng công nghệ
khác nhau và việc chuyển đổi giữa các chức năng rất dễ dàng. Ví dụ, trên máy phay
CNC có thể thực hiện các nguyên công khoan, khoét, doa, gia công mặt phẳng, định
hình, răng, ren, gia công các rãnh, hốc phức tạp như hốc tròn, chữ nhật, elip,... Các mặt
cong không gian, như mặt cầu, mặt xoắn ốc,... cũng có thể gia công trên máy phay 3
trục. Các máy phay 4-5 trục cải thiện đáng kể năng suất và chất lượng gia công và có
thể gia công các sản phẩm nghệ thuật, như tạc tượng. Máy tiện CNC, ngoài các chức
năng như máy thường, có thể gia công ren với bước thay đổi, ren trên mặt côn. Điều
quan trọng là các mặt cong định hình có thể gia công trên máy CNC một cách dễ dàng,
dùng đồ gá và dao thông thường chứ không cần đồ gá và dao chuyên dùng. Trên các
trung tâm gia công có thể thực hiện các công việc phay, khoan, doa, tiện, mài,... đồng
16
thời. Chính vì vậy mà máy CNC có khả năng tập trung nguyên công cao để gia công
các chi tiết phức tạp. Biểu hiện thứ hai của tính linh hoạt là việc thay đổi đối tượng gia
công trên máy CNC rất dễ dàng, gần như chỉ thay đổi chương trình chứ không cần
thay đồ gá, dao cụ phiền phức như trên máy thông thường. Nhờ có khả năng thích ứng
linh hoạt với đối tượng gia công mà máy CNC là thiết bị cơ bản của các hệ thống sản
xuất linh hoạt.
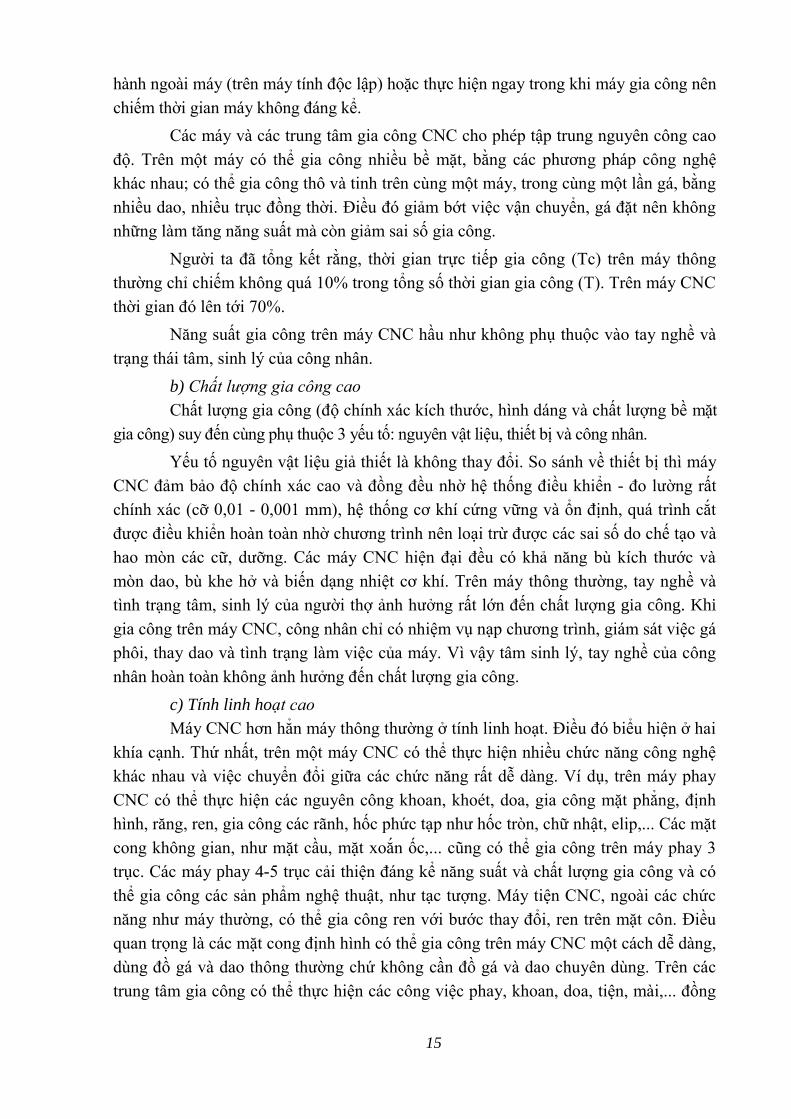
Nhờ tính linh hoạt cao của mình
mà máy CNC được sử dụng phổ biến
không chỉ trên các dây chuyền, trong các
tế bào sản xuất tự động mà còn được sử
dụng riêng lẻ trong loại hình sản xuất
đơn chiếc, loạt nhỏ, thậm chí cả chế thử.
Hình 1-4 thể hiện mối liên hệ giữa giá
thành chi tiết và sản lượng của một số
loại máy công cụ.
d) Chi phí gia công giảm, hiệu
quả kinh tế cao
Chi phí gia công một loạt N chi
tiết có thể được biểu diễn qua công thức
sau:
C = Ctx(1 + p)N + Ccb
Trong đó, C - chi phí tổng cộng; Ctx - chi phí thường xuyên cho một chi tiết gồm
lương công nhân, nguyên vật liệu, năng lượng chạy máy,...; p - t lệ phế phẩm trung bình;
N - số lượng chi tiết trong loạt; Ccb - chi phí cơ bản, gồm khấu hao thiết bị, nhà xưởng,...
Máy CNC có năng suất cao, không đòi hỏi công nhân bậc cao, ít sinh phế
phẩm nên cho phép giảm chi phí thường xuyên. Tuy nhiên, chi phí mua sắm, bảo trì,
lập trình, đảm bảo môi trường cho máy CNC lớn hơn nhiều lần so với máy thông
thường. Vì vậy cần phải cân nhắc về kinh tế khi mua sắm máy CNC.
Xu thế hiện nay là giá trị phần cứng của bộ điều khiển giảm rất nhanh, trong
khi giá trị phần cơ khí và phần mềm lại tăng. Vì vậy các máy CNC cỡ trung bình, bộ
điều khiển contour đơn giản trên cơ sở PC (PC Based CNC) không đắt hơn nhiều so
với máy vạn năng. Nhờ trợ giúp của công nghệ CAD/CAM, máy đo hoặc đầu dò 3
chiều,... việc thiết kế và chuẩn bị chương trình cho máy CNC trở nên đơn giản. Máy
CNC ngày càng được sử dụng phổ biến và dần dần thay thế máy vạn năng cả trong gia
công các bề mặt thông thường.
Hình 1-4. Lĩnh vực sử dụng máy CNC
I.Máy cổ điển; II. Máy cổ điển có ổ dao
chuyên dụng; III. Máy CNC; IV. Máy
chuyên dùng; V.Dây chuyền tự động.
17
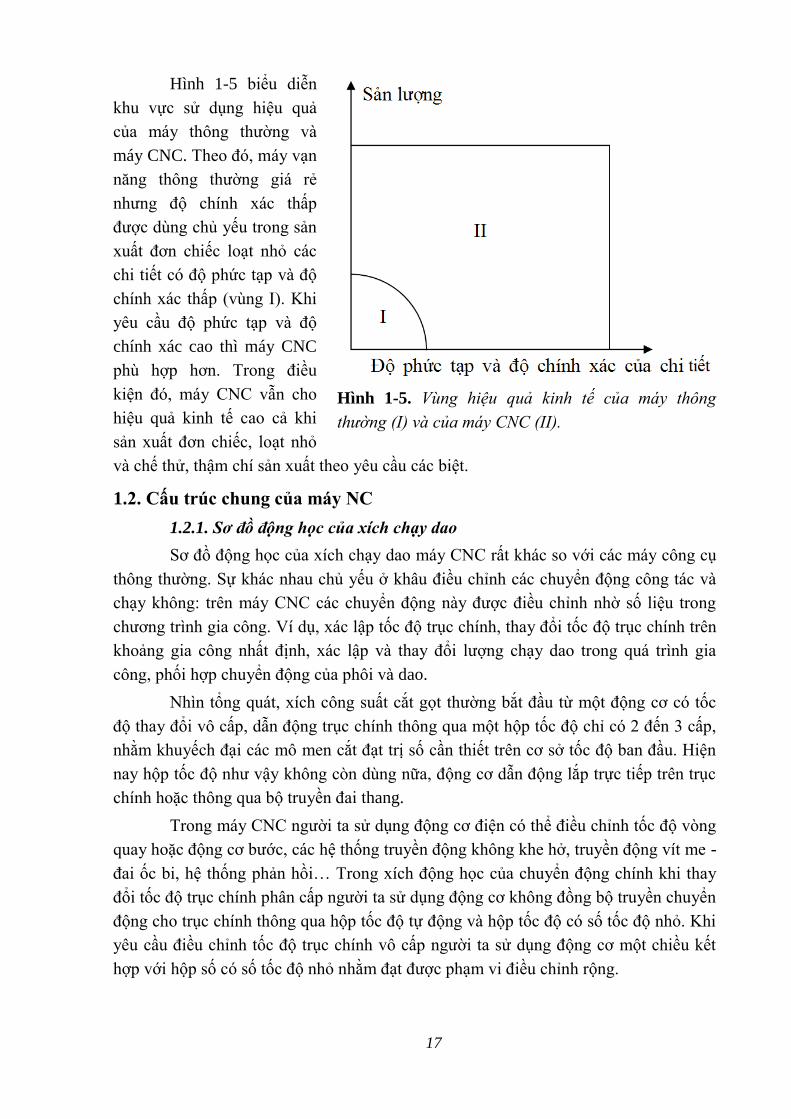
Hình 1-5 biểu diễn
khu vực sử dụng hiệu quả
của máy thông thường và
máy CNC. Theo đó, máy vạn
năng thông thường giá rẻ
nhưng độ chính xác thấp
được dùng chủ yếu trong sản
xuất đơn chiếc loạt nhỏ các
chi tiết có độ phức tạp và độ
chính xác thấp (vùng I). Khi
yêu cầu độ phức tạp và độ
chính xác cao thì máy CNC
phù hợp hơn. Trong điều
kiện đó, máy CNC vẫn cho
hiệu quả kinh tế cao cả khi
sản xuất đơn chiếc, loạt nhỏ
và chế thử, thậm chí sản xuất theo yêu cầu các biệt.
1.2. Cấu trúc chung của máy NC
1.2.1. Sơ đồ động học của xích chạy dao
Sơ đồ động học của xích chạy dao máy CNC rất khác so với các máy công cụ
thông thường. Sự khác nhau chủ yếu ở khâu điều chỉnh các chuyển động công tác và
chạy không: trên máy CNC các chuyển động này được điều chỉnh nhờ số liệu trong
chương trình gia công. Ví dụ, xác lập tốc độ trục chính, thay đổi tốc độ trục chính trên
khoảng gia công nhất định, xác lập và thay đổi lượng chạy dao trong quá trình gia
công, phối hợp chuyển động của phôi và dao.
Nhìn tổng quát, xích công suất cắt gọt thường bắt đầu từ một động cơ có tốc
độ thay đổi vô cấp, dẫn động trục chính thông qua một hộp tốc độ chỉ có 2 đến 3 cấp,
nhằm khuyếch đại các mô men cắt đạt trị số cần thiết trên cơ sở tốc độ ban đầu. Hiện
nay hộp tốc độ như vậy không còn dùng nữa, động cơ dẫn động lắp trực tiếp trên trục
chính hoặc thông qua bộ truyền đai thang.
Trong máy CNC người ta sử dụng động cơ điện có thể điều chỉnh tốc độ vòng
quay hoặc động cơ bước, các hệ thống truyền động không khe hở, truyền động vít me -
đai ốc bi, hệ thống phản hồi… Trong xích động học của chuyển động chính khi thay
đổi tốc độ trục chính phân cấp người ta sử dụng động cơ không đồng bộ truyền chuyển
động cho trục chính thông qua hộp tốc độ tự động và hộp tốc độ có số tốc độ nhỏ. Khi
yêu cầu điều chỉnh tốc độ trục chính vô cấp người ta sử dụng động cơ một chiều kết
hợp với hộp số có số tốc độ nhỏ nhằm đạt được phạm vi điều chỉnh rộng.
Hình 1-5. Vùng hiệu quả kinh tế của máy thông
thường (I) và của máy CNC (II).
18
=Dạng Sơ đồ nguyên lý động học Dạng phản hồi
Có
hộp số
Không có.
Quay, lắp trên trục động
cơ.
Quay, lắp trên vít me.
Quay, lắp trên cơ cấu chấp
hành.
Tuyến tính, lắp trên cơ cấu
chấp hành.
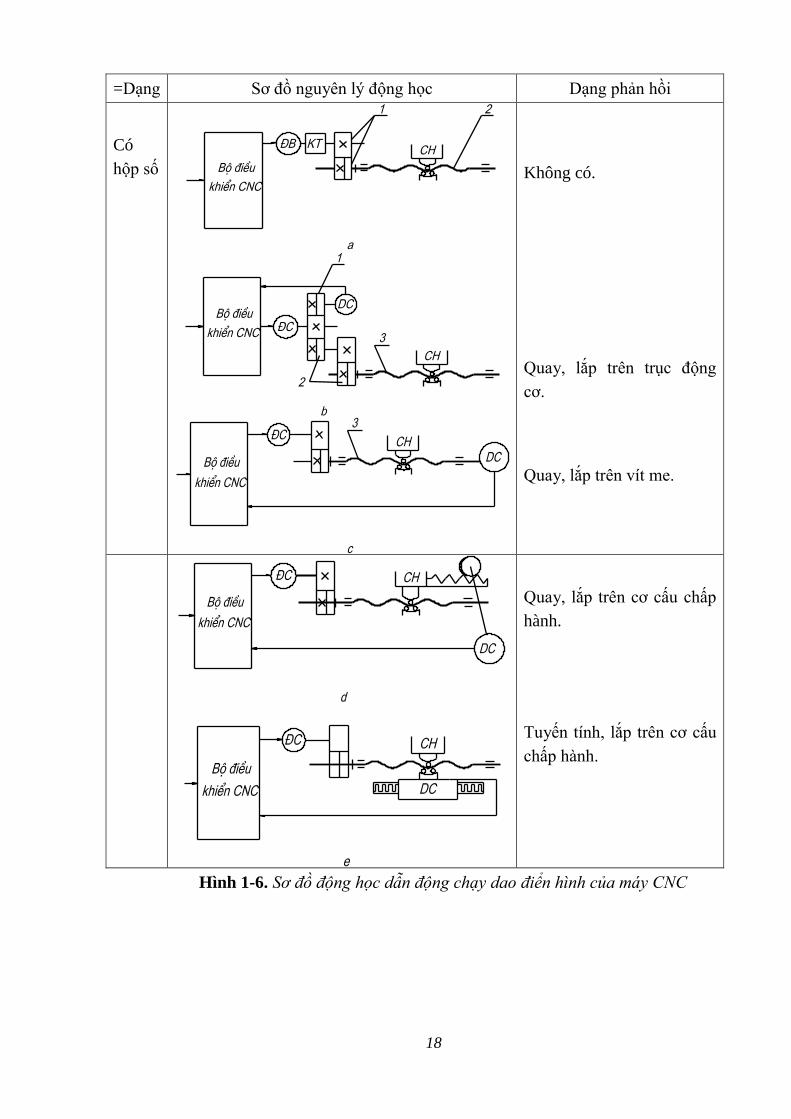
Hình 1-6. Sơ đồ động học dẫn động chạy dao điển hình của máy CNC
19
Dạng Sơ đồ nguyên lý động học Dạng phản hồi
Không
hộp số
Quay, lắp trên vít me
Quay, lắp trên trục
động cơ
Quay, lắp trên cơ cấu
chấp hành
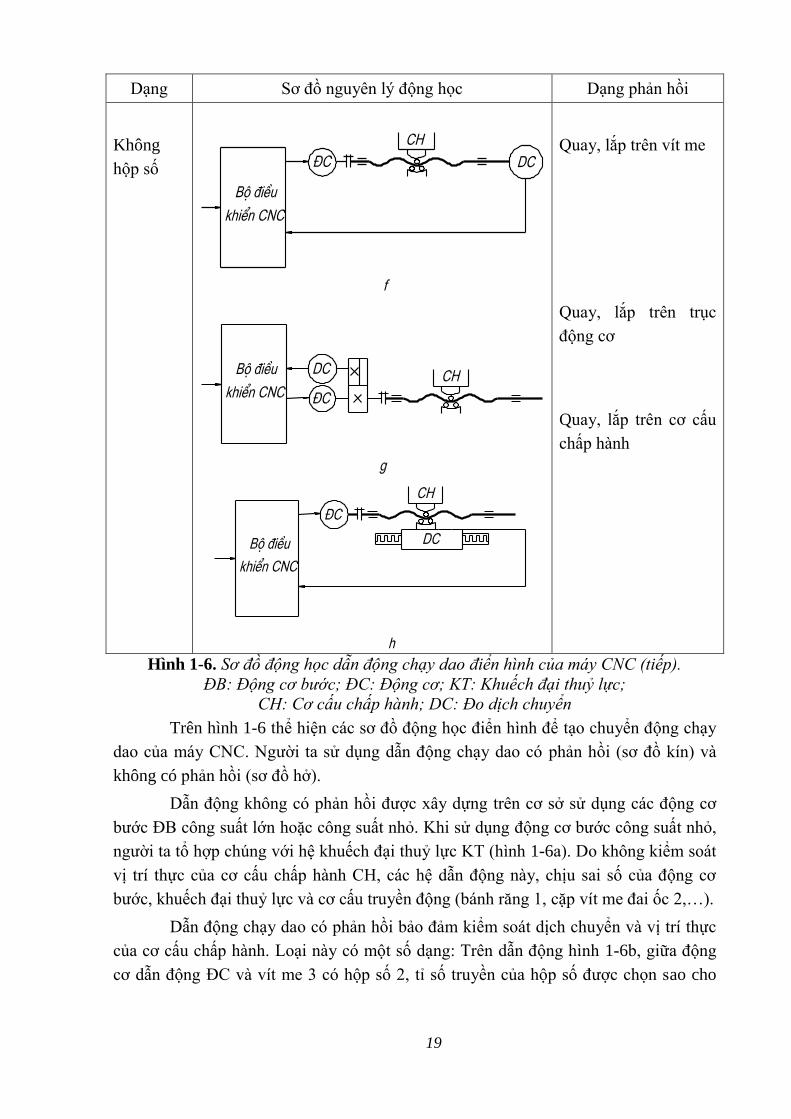
Hình 1-6. Sơ đồ động học dẫn động chạy dao điển hình của máy CNC (tiếp).
B: ộng cơ bước; C: ộng cơ; KT: Khuếch đại thuỷ lực;
CH: Cơ cấu chấp hành; DC: o dịch chuyển
Trên hình 1-6 thể hiện các sơ đồ động học điển hình để tạo chuyển động chạy
dao của máy CNC. Người ta sử dụng dẫn động chạy dao có phản hồi (sơ đồ kín) và
không có phản hồi (sơ đồ hở).
Dẫn động không có phản hồi được xây dựng trên cơ sở sử dụng các động cơ
bước ĐB công suất lớn hoặc công suất nhỏ. Khi sử dụng động cơ bước công suất nhỏ,
người ta tổ hợp chúng với hệ khuếch đại thu lực KT (hình 1-6a). Do không kiểm soát
vị trí thực của cơ cấu chấp hành CH, các hệ dẫn động này, chịu sai số của động cơ
bước, khuếch đại thu lực và cơ cấu truyền động (bánh răng 1, cặp vít me đai ốc 2,…).
Dẫn động chạy dao có phản hồi bảo đảm kiểm soát dịch chuyển và vị trí thực
của cơ cấu chấp hành. Loại này có một số dạng: Trên dẫn động hình 1-6b, giữa động
cơ dẫn động ĐC và vít me 3 có hộp số 2, tỉ số truyền của hộp số được chọn sao cho
20
khi động cơ quay với tốc độ định mức thì lượng chạy dao là lớn nhất. Đát tríc phản
hồi ĐT (dạng quay) lắp với động cơ thông qua bộ truyền bánh răng 1.
Trong dẫn động chạy dao (hình 1-6c) người ta tiến hành đo dịch chuyển của
cơ cấu chấp hành CH nhờ cảm biến quay ĐT, lắp trực tiếp trên trục vít me. Chính vì
vậy mà biến dạng đàn hồi của hộp số không ảnh hưởng đến độ chính xác gia công. Sơ
đồ này tương đối đơn giản và tiện lợi trong lắp đặt cảm biến. Trong trường hợp này vít
me có yêu cầu cao về độ chính chế tạo, dịch chuyển đàn hồi nhỏ, không có khe hở.
Trong dẫn động chạy dao (hình 1-6d) người ta sử dụng cảm biến quay, trực
tiếp đo dịch chuyển của cơ cấu chấp hành CH thông qua thanh răng - bánh răng. Tuy
hệ thống phản hồi bao gồm cả các cơ cấu dẫn động chạy dao, trong đó có truyền động
vít me - đai ốc, phép đo chịu sai số của cặp truyền thanh răng – bánh răng. Vì vậy
người ta phải sử dụng bộ truyền bánh răng – thanh răng có độ chính xác cao, chiều
dài của thanh răng phụ thuộc vào hành trình của cơ cấu chấp hành.
Trong sơ đồ (hình 1-6e) người ta sử dụng cảm biến tuyến tính. Sơ đồ như vậy
bảo đảm đo trực tiếp lượng dịch chuyển của cơ cấu chấp hành. Điều này cho phép hệ
thống phản hồi bao hết các cơ cấu truyền động chạy dao, do đó đạt được độ chính cao.
Độ chính xác dịch chuyển của CH phụ thuộc nhiều vào sai số của máy (ví dụ như mòn
dẫn hướng, biến dạng nhiệt…).
Những yêu cầu cơ bản đối với xích động học chạy dao theo quan điểm nâng
cao độ chính xác truyền động là: loại trừ khe hở trong các bộ truyền, giảm biến dạng
đàn hồi, loại trừ truyền động bánh răng ra khỏi xích động học hoặc đơn giản tối đa.
Để đáp ứng tất cả các yêu cầu trên, trong các máy CNC người ta sử dụng dẫn
động chạy dao dịch chuyển thẳng không hộp số và dẫn động với hộp số đơn giản có sử
dụng động cơ điện có môment khởi động lớn. Các động cơ này có độ chính xác tĩnh
cao và tác động nhanh. Trong các hệ dẫn động không hộp số (hình 1-6f) trục động cơ
điện ĐC lắp với trục vít me 2 thông qua ly hợp 1 có độ cứng vững xoắn lớn. Đát tríc
phản hồi ĐT lắp trực tiếp với trục vít (cảm biến quay) hoặc lắp gián tiếp nhờ bộ truyền
bánh răng – thanh răng (hình 1-6g). Trên hình 1-6h, sơ đồ lắp cảm biến phản hồi ĐT
dạng tuyến tính (dịch chuyển thẳng).
Dẫn động không hộp số cho phép nhận được vận tốc của hành trình chạy
không đến 10 – 15 m/phút. Khi sử dụng dẫn động chạy dao có môment khởi động lớn
và dẫn động trục chính có phạm vi điều chỉnh rộng, việc đơn giản sơ đồ động học cho
phép đạt được độ chính xác cao và độ bền lâu. Sử dụng cảm biến quay cho phép ta đơn
giản hoá sơ đồ động học. Điều này rất quan trọng cho các máy gia công răng như phay
răng, xọc răng, mài răng…
21
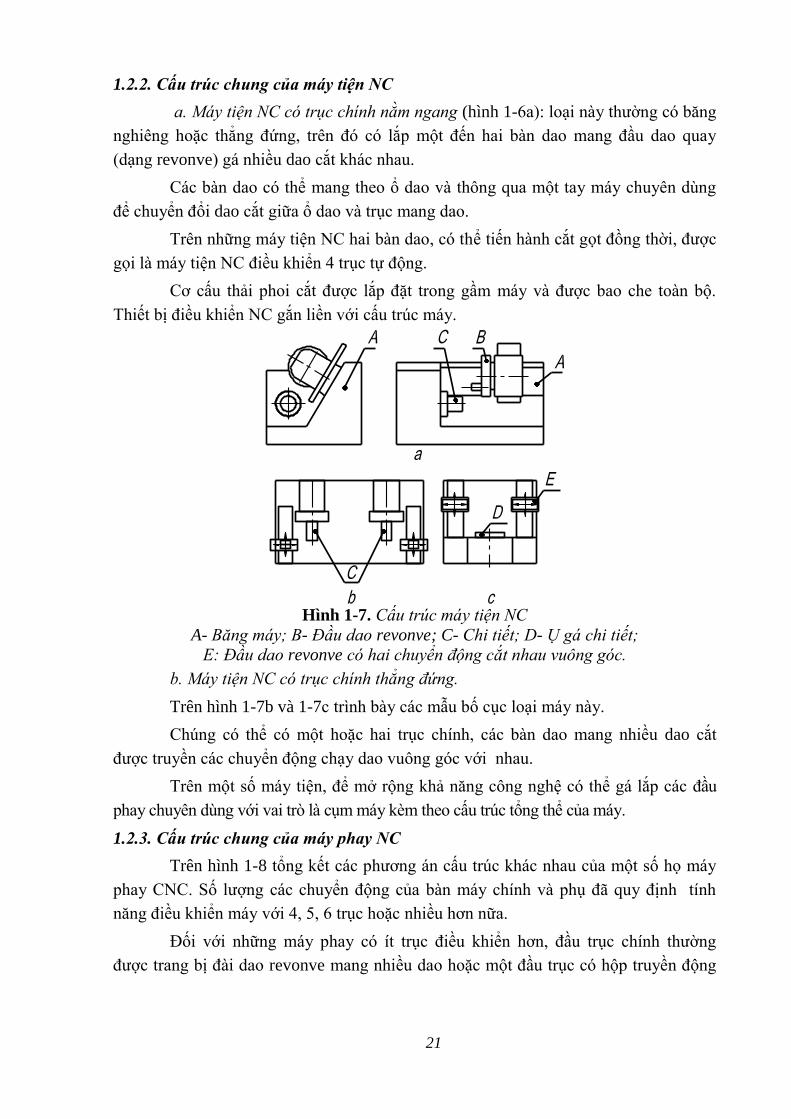
1.2.2. Cấu trúc chung của máy tiện NC
a. Máy tiện NC có trục chính nằm ngang (hình 1-6a): loại này thường có băng
nghiêng hoặc thẳng đứng, trên đó có lắp một đến hai bàn dao mang đầu dao quay
(dạng revonve) gá nhiều dao cắt khác nhau.
Các bàn dao có thể mang theo ổ dao và thông qua một tay máy chuyên dùng
để chuyển đổi dao cắt giữa ổ dao và trục mang dao.
Trên những máy tiện NC hai bàn dao, có thể tiến hành cắt gọt đồng thời, được
gọi là máy tiện NC điều khiển 4 trục tự động.
Cơ cấu thải phoi cắt được lắp đặt trong gầm máy và được bao che toàn bộ.
Thiết bị điều khiển NC gắn liền với cấu trúc máy.
Hình 1-7. Cấu trúc máy tiện NC
A- Băng máy; B- ầu dao revonve; C- Chi tiết; D- Ụ gá chi tiết;
E: ầu dao revonve có hai chuyển động cắt nhau vuông góc.
b. Máy tiện NC có trục chính thẳng đứng.
Trên hình 1-7b và 1-7c trình bày các mẫu bố cục loại máy này.
Chúng có thể có một hoặc hai trục chính, các bàn dao mang nhiều dao cắt
được truyền các chuyển động chạy dao vuông góc với nhau.
Trên một số máy tiện, để mở rộng khả năng công nghệ có thể gá lắp các đầu
phay chuyên dùng với vai trò là cụm máy kèm theo cấu trúc tổng thể của máy.
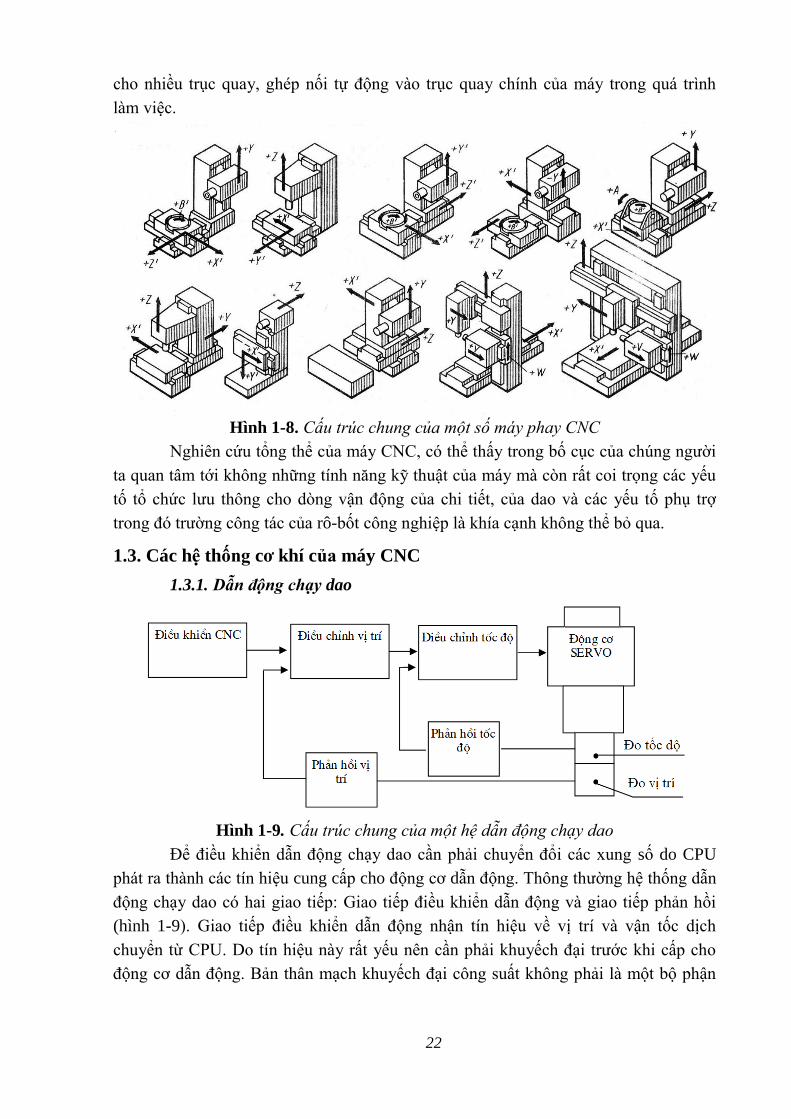
1.2.3. Cấu trúc chung của máy phay NC
Trên hình 1-8 tổng kết các phương án cấu trúc khác nhau của một số họ máy
phay CNC. Số lượng các chuyển động của bàn máy chính và phụ đã quy định tính
năng điều khiển máy với 4, 5, 6 trục hoặc nhiều hơn nữa.
Đối với những máy phay có ít trục điều khiển hơn, đầu trục chính thường
được trang bị đài dao revonve mang nhiều dao hoặc một đầu trục có hộp truyền động
22
cho nhiều trục quay, ghép nối tự động vào trục quay chính của máy trong quá trình
làm việc.
Hình 1-8. Cấu trúc chung của một số máy phay CNC
Nghiên cứu tổng thể của máy CNC, có thể thấy trong bố cục của chúng người
ta quan tâm tới không những tính năng kỹ thuật của máy mà còn rất coi trọng các yếu
tố tổ chức lưu thông cho dòng vận động của chi tiết, của dao và các yếu tố phụ trợ
trong đó trường công tác của rô-bốt công nghiệp là khía cạnh không thể bỏ qua.
1.3. Các hệ thống cơ khí của máy CNC
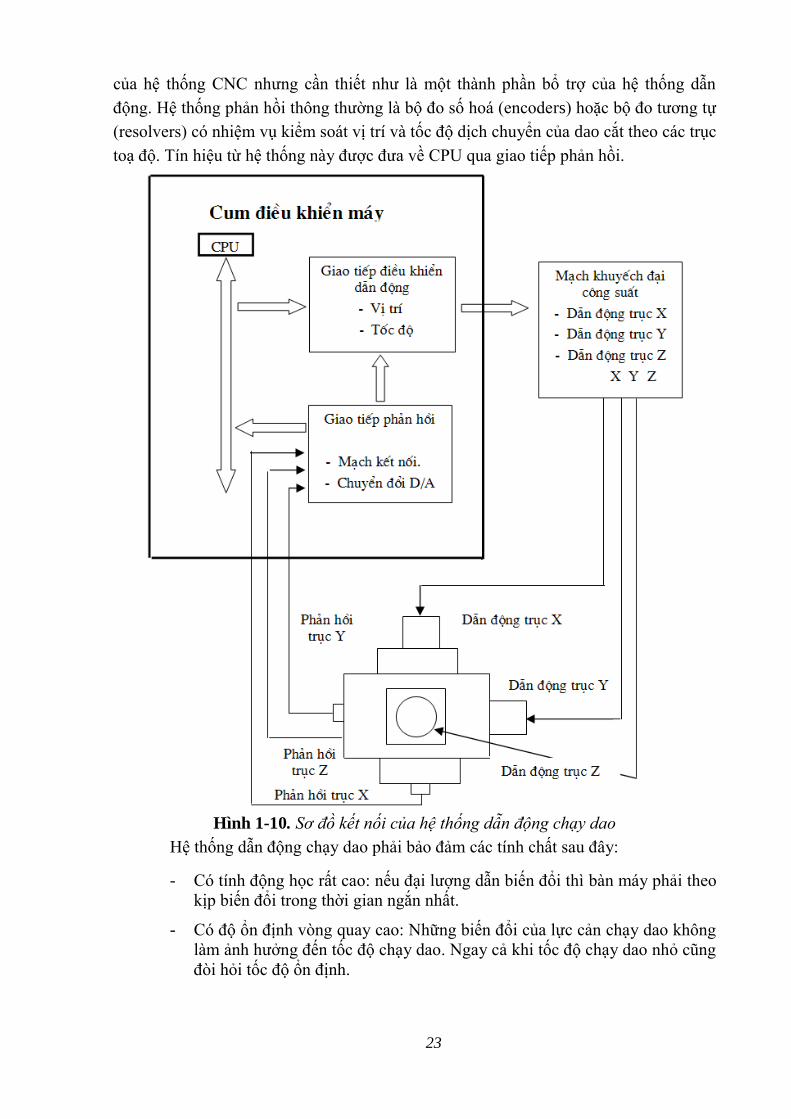
1.3.1. Dẫn động chạy dao
Hình 1-9. Cấu trúc chung của một hệ dẫn động chạy dao
Để điều khiển dẫn động chạy dao cần phải chuyển đổi các xung số do CPU
phát ra thành các tín hiệu cung cấp cho động cơ dẫn động. Thông thường hệ thống dẫn
động chạy dao có hai giao tiếp: Giao tiếp điều khiển dẫn động và giao tiếp phản hồi
(hình 1-9). Giao tiếp điều khiển dẫn động nhận tín hiệu về vị trí và vận tốc dịch
chuyển từ CPU. Do tín hiệu này rất yếu nên cần phải khuyếch đại trước khi cấp cho
động cơ dẫn động. Bản thân mạch khuyếch đại công suất không phải là một bộ phận
23
của hệ thống CNC nhưng cần thiết như là một thành phần bổ trợ của hệ thống dẫn
động. Hệ thống phản hồi thông thường là bộ đo số hoá (encoders) hoặc bộ đo tương tự
(resolvers) có nhiệm vụ kiểm soát vị trí và tốc độ dịch chuyển của dao cắt theo các trục
toạ độ. Tín hiệu từ hệ thống này được đưa về CPU qua giao tiếp phản hồi.
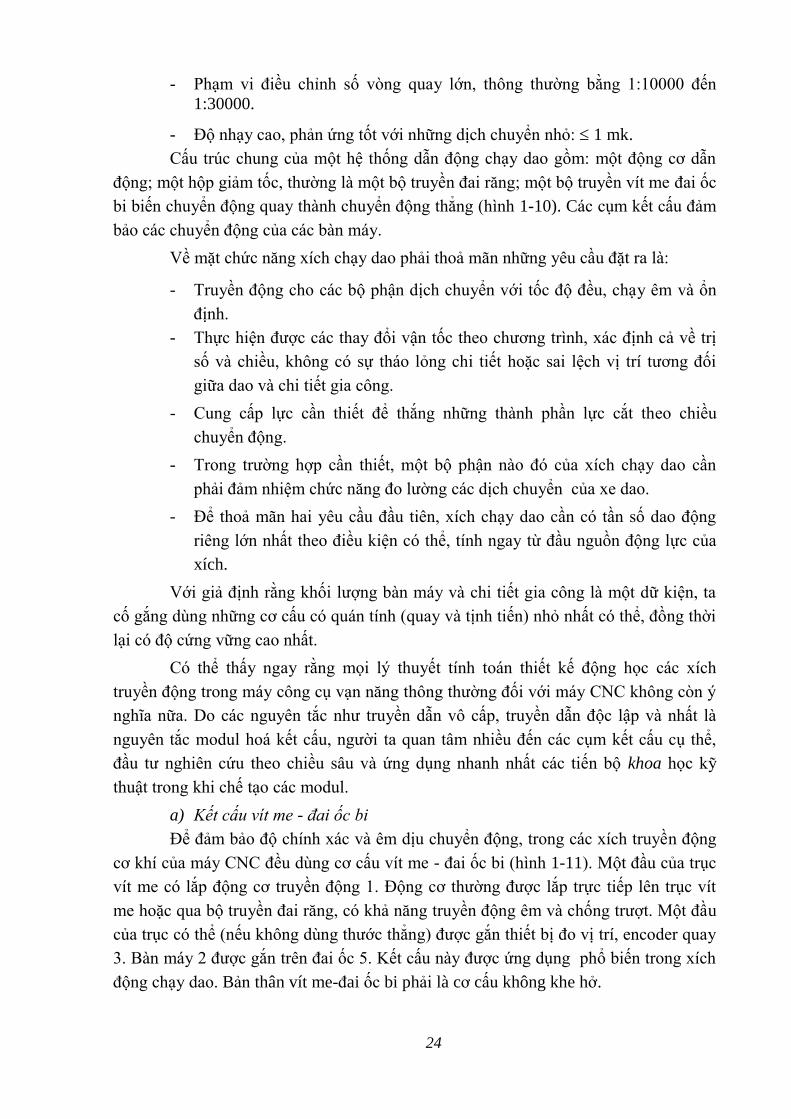
Hình 1-10. Sơ đồ kết nối của hệ thống dẫn động chạy dao
Hệ thống dẫn động chạy dao phải bảo đảm các tính chất sau đây:
- Có tính động học rất cao: nếu đại lượng dẫn biến đổi thì bàn máy phải theo
kịp biến đổi trong thời gian ngắn nhất.
- Có độ ổn định vòng quay cao: Những biến đổi của lực cản chạy dao không
làm ảnh hưởng đến tốc độ chạy dao. Ngay cả khi tốc độ chạy dao nhỏ cũng
đòi hỏi tốc độ ổn định.
24
- Phạm vi điều chỉnh số vòng quay lớn, thông thường bằng 1:10000 đến
1:30000.
- Độ nhạy cao, phản ứng tốt với những dịch chuyển nhỏ: 1 mk.
Cấu trúc chung của một hệ thống dẫn động chạy dao gồm: một động cơ dẫn
động; một hộp giảm tốc, thường là một bộ truyền đai răng; một bộ truyền vít me đai ốc
bi biến chuyển động quay thành chuyển động thẳng (hình 1-10). Các cụm kết cấu đảm
bảo các chuyển động của các bàn máy.
Về mặt chức năng xích chạy dao phải thoả mãn những yêu cầu đặt ra là:
- Truyền động cho các bộ phận dịch chuyển với tốc độ đều, chạy êm và ổn
định.
- Thực hiện được các thay đổi vận tốc theo chương trình, xác định cả về trị
số và chiều, không có sự tháo lỏng chi tiết hoặc sai lệch vị trí tương đối
giữa dao và chi tiết gia công.
- Cung cấp lực cần thiết để thắng những thành phần lực cắt theo chiều
chuyển động.
- Trong trường hợp cần thiết, một bộ phận nào đó của xích chạy dao cần
phải đảm nhiệm chức năng đo lường các dịch chuyển của xe dao.
- Để thoả mãn hai yêu cầu đầu tiên, xích chạy dao cần có tần số dao động
riêng lớn nhất theo điều kiện có thể, tính ngay từ đầu nguồn động lực của
xích.
Với giả định rằng khối lượng bàn máy và chi tiết gia công là một dữ kiện, ta
cố gắng dùng những cơ cấu có quán tính (quay và tịnh tiến) nhỏ nhất có thể, đồng thời
lại có độ cứng vững cao nhất.
Có thể thấy ngay rằng mọi lý thuyết tính toán thiết kế động học các xích
truyền động trong máy công cụ vạn năng thông thường đối với máy CNC không còn ý
nghĩa nữa. Do các nguyên tắc như truyền dẫn vô cấp, truyền dẫn độc lập và nhất là
nguyên tắc modul hoá kết cấu, người ta quan tâm nhiều đến các cụm kết cấu cụ thể,
đầu tư nghiên cứu theo chiều sâu và ứng dụng nhanh nhất các tiến bộ khoa học kỹ
thuật trong khi chế tạo các modul.
a) Kết cấu vít me - đai ốc bi
Để đảm bảo độ chính xác và êm dịu chuyển động, trong các xích truyền động
cơ khí của máy CNC đều dùng cơ cấu vít me - đai ốc bi (hình 1-11). Một đầu của trục
vít me có lắp động cơ truyền động 1. Động cơ thường được lắp trực tiếp lên trục vít
me hoặc qua bộ truyền đai răng, có khả năng truyền động êm và chống trượt. Một đầu
của trục có thể (nếu không dùng thước thẳng) được gắn thiết bị đo vị trí, encoder quay
3. Bàn máy 2 được gắn trên đai ốc 5. Kết cấu này được ứng dụng phổ biến trong xích
động chạy dao. Bản thân vít me-đai ốc bi phải là cơ cấu không khe hở.
25
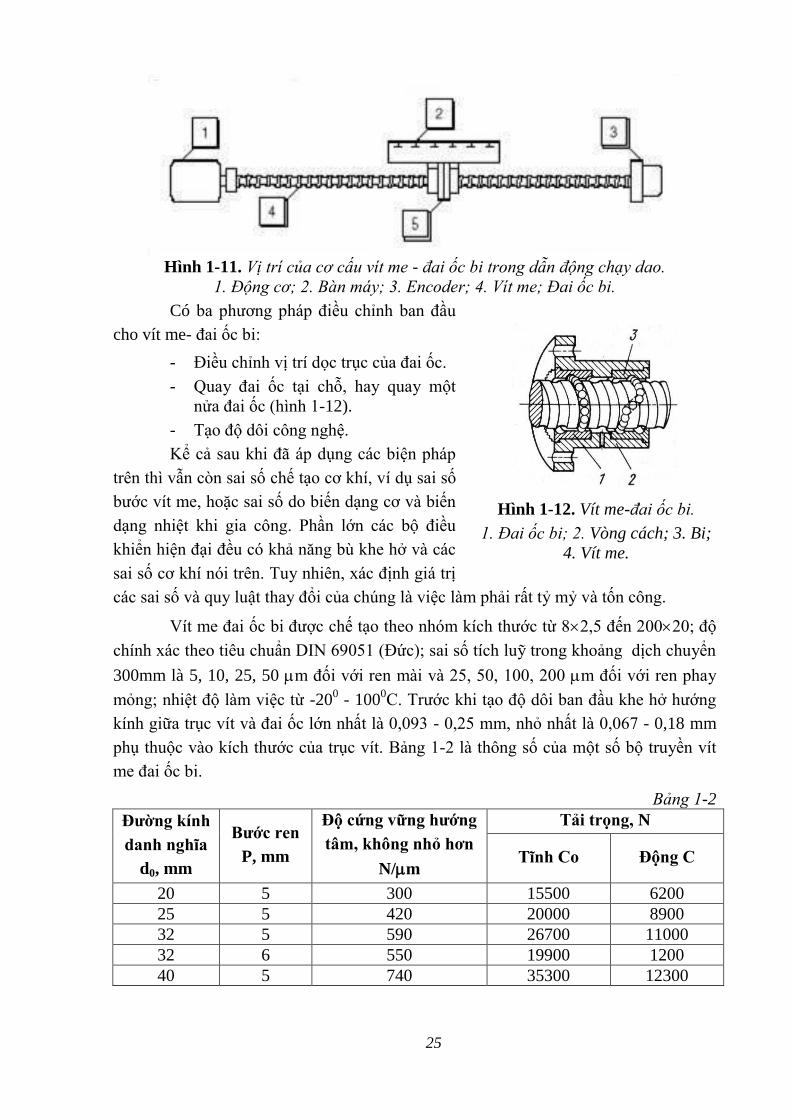
Hình 1-11. Vị trí của cơ cấu vít me - đai ốc bi trong dẫn động chạy dao.
1. ộng cơ; 2. Bàn máy; 3. Encoder; 4. Vít me; ai ốc bi.
Có ba phương pháp điều chỉnh ban đầu
cho vít me- đai ốc bi:
- Điều chỉnh vị trí dọc trục của đai ốc.
- Quay đai ốc tại chỗ, hay quay một
nửa đai ốc (hình 1-12).
- Tạo độ dôi công nghệ.
Kể cả sau khi đã áp dụng các biện pháp
trên thì vẫn còn sai số chế tạo cơ khí, ví dụ sai số
bước vít me, hoặc sai số do biến dạng cơ và biến
dạng nhiệt khi gia công. Phần lớn các bộ điều
khiển hiện đại đều có khả năng bù khe hở và các
sai số cơ khí nói trên. Tuy nhiên, xác định giá trị
các sai số và quy luật thay đổi của chúng là việc làm phải rất t m và tốn công.
Vít me đai ốc bi được chế tạo theo nhóm kích thước từ 82,5 đến 20020; độ
chính xác theo tiêu chuẩn DIN 69051 (Đức); sai số tích luỹ trong khoảng dịch chuyển
300mm là 5, 10, 25, 50 m đối với ren mài và 25, 50, 100, 200 m đối với ren phay
mỏng; nhiệt độ làm việc từ -200 - 100
0C. Trước khi tạo độ dôi ban đầu khe hở hướng
kính giữa trục vít và đai ốc lớn nhất là 0,093 - 0,25 mm, nhỏ nhất là 0,067 - 0,18 mm
phụ thuộc vào kích thước của trục vít. Bảng 1-2 là thông số của một số bộ truyền vít
me đai ốc bi.
Bảng 1-2
Đƣờng kính
danh nghĩa
d0, mm
Bƣớc ren
P, mm
Độ cứng vững hƣớng
tâm, không nhỏ hơn
N/m
Tải trọng, N
Tĩnh Co Động C
20 5 300 15500 6200
25 5 420 20000 8900
32 5 590 26700 11000
32 6 550 19900 1200
40 5 740 35300 12300
Hình 1-12. Vít me-đai ốc bi.
1. ai ốc bi; 2. Vòng cách; 3. Bi;
4. Vít me.
26
40 6 700 37800 13400
40 10 620 61700 30400
50 5 960 44900 15800
50 6 910 52920 15800
50 10 840 80200 34100
50 12 750 81900 38500
63 10 1090 107000 88300
80 10 1430 141000 42800
Bảng 1-3
Cấp
chính
xác
Sai số tích luỹ
trong một bƣớc
μm
Sai số tích luỹ dài
Dƣới
250
Từ 250
đến dƣới
315
Từ 315
đến dƣới
400
Từ 400
đến dƣới
630
Từ 630
đến dƣới
1000
1 3 7 9 11 13 16
2 4 11 13 16 20 25
3 6 16 20 25 30 38
4 8 25 30 36 45 60
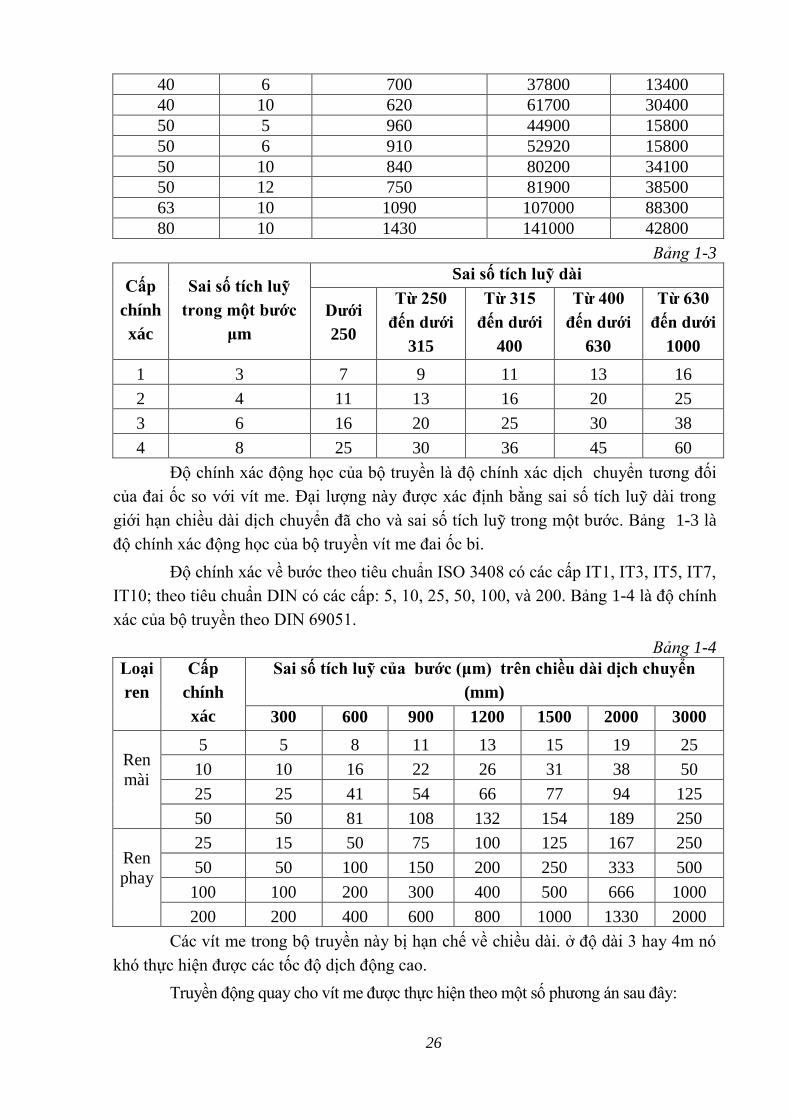
Độ chính xác động học của bộ truyền là độ chính xác dịch chuyển tương đối
của đai ốc so với vít me. Đại lượng này được xác định bằng sai số tích luỹ dài trong
giới hạn chiều dài dịch chuyển đã cho và sai số tích luỹ trong một bước. Bảng 1-3 là
độ chính xác động học của bộ truyền vít me đai ốc bi.
Độ chính xác về bước theo tiêu chuẩn ISO 3408 có các cấp IT1, IT3, IT5, IT7,
IT10; theo tiêu chuẩn DIN có các cấp: 5, 10, 25, 50, 100, và 200. Bảng 1-4 là độ chính
xác của bộ truyền theo DIN 69051.
Bảng 1-4
Loại
ren
Cấp
chính
xác
Sai số tích luỹ của bƣớc (μm) trên chiều dài dịch chuyển
(mm)
300 600 900 1200 1500 2000 3000
Ren
mài
5 5 8 11 13 15 19 25
10 10 16 22 26 31 38 50
25 25 41 54 66 77 94 125
50 50 81 108 132 154 189 250
Ren
phay
25 15 50 75 100 125 167 250
50 50 100 150 200 250 333 500
100 100 200 300 400 500 666 1000
200 200 400 600 800 1000 1330 2000
Các vít me trong bộ truyền này bị hạn chế về chiều dài. ở độ dài 3 hay 4m nó
khó thực hiện được các tốc độ dịch động cao.
Truyền động quay cho vít me được thực hiện theo một số phương án sau đây:
27
- Thông qua một hộp tốc độ gồm các bộ truyền bánh răng, trong đó phải
dùng kết cấu khử độ hở ăn khớp và dẫn động bằng động cơ tốc độ cao
(động cơ điện quán tính nhỏ hoặc động cơ thu lực kiểu quay).
- Dựa vào những khoảng cách giữa hai gối tựa, sử dụng một bộ truyền đai
(có t số giảm tốc lớn) được dẫn động bởi các động cơ có tốc độ chậm.
- Dùng các khớp nối trực tiếp với trục của động cơ dẫn động (động cơ có tốc
độ chậm).
Đối với các hành trình lớn, người ta thay vít me có chiều dài lớn bằng một vít
me ngắn và thay đai ốc bằng một bánh răng xoắn (helicodal).
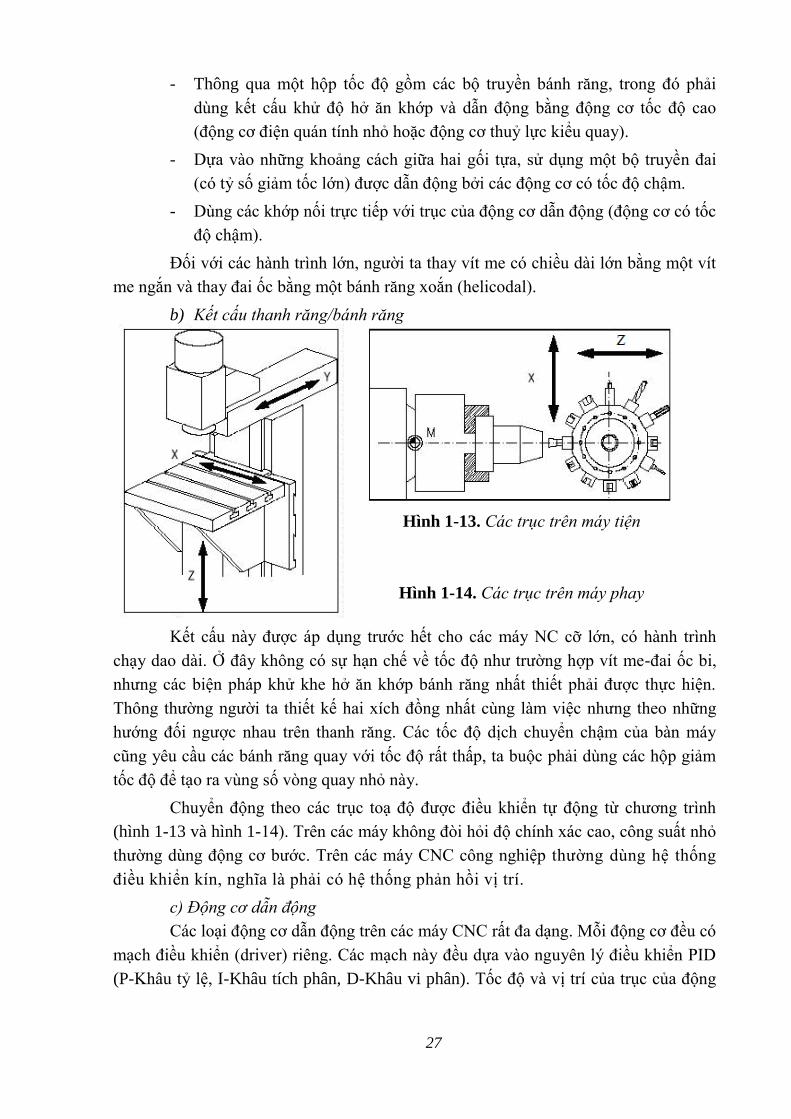
b) Kết cấu thanh răng/bánh răng
Hình 1-13. Các trục trên máy tiện
Hình 1-14. Các trục trên máy phay
Kết cấu này được áp dụng trước hết cho các máy NC cỡ lớn, có hành trình
chạy dao dài. Ở đây không có sự hạn chế về tốc độ như trường hợp vít me-đai ốc bi,
nhưng các biện pháp khử khe hở ăn khớp bánh răng nhất thiết phải được thực hiện.
Thông thường người ta thiết kế hai xích đồng nhất cùng làm việc nhưng theo những
hướng đối ngược nhau trên thanh răng. Các tốc độ dịch chuyển chậm của bàn máy
cũng yêu cầu các bánh răng quay với tốc độ rất thấp, ta buộc phải dùng các hộp giảm
tốc độ để tạo ra vùng số vòng quay nhỏ này.
Chuyển động theo các trục toạ độ được điều khiển tự động từ chương trình
(hình 1-13 và hình 1-14). Trên các máy không đòi hỏi độ chính xác cao, công suất nhỏ
thường dùng động cơ bước. Trên các máy CNC công nghiệp thường dùng hệ thống
điều khiển kín, nghĩa là phải có hệ thống phản hồi vị trí.
c) ộng cơ dẫn động
Các loại động cơ dẫn động trên các máy CNC rất đa dạng. Mỗi động cơ đều có
mạch điều khiển (driver) riêng. Các mạch này đều dựa vào nguyên lý điều khiển PID
(P-Khâu t lệ, I-Khâu tích phân, D-Khâu vi phân). Tốc độ và vị trí của trục của động
28
cơ servo được định vị nhờ vào kỹ thuật gọi là điều biến độ rộng xung (PWM). Mục
này chúng tôi chỉ giới thiệu chung về các loại động cơ mà không đề cập đến các nội
dung điều khiển chúng.
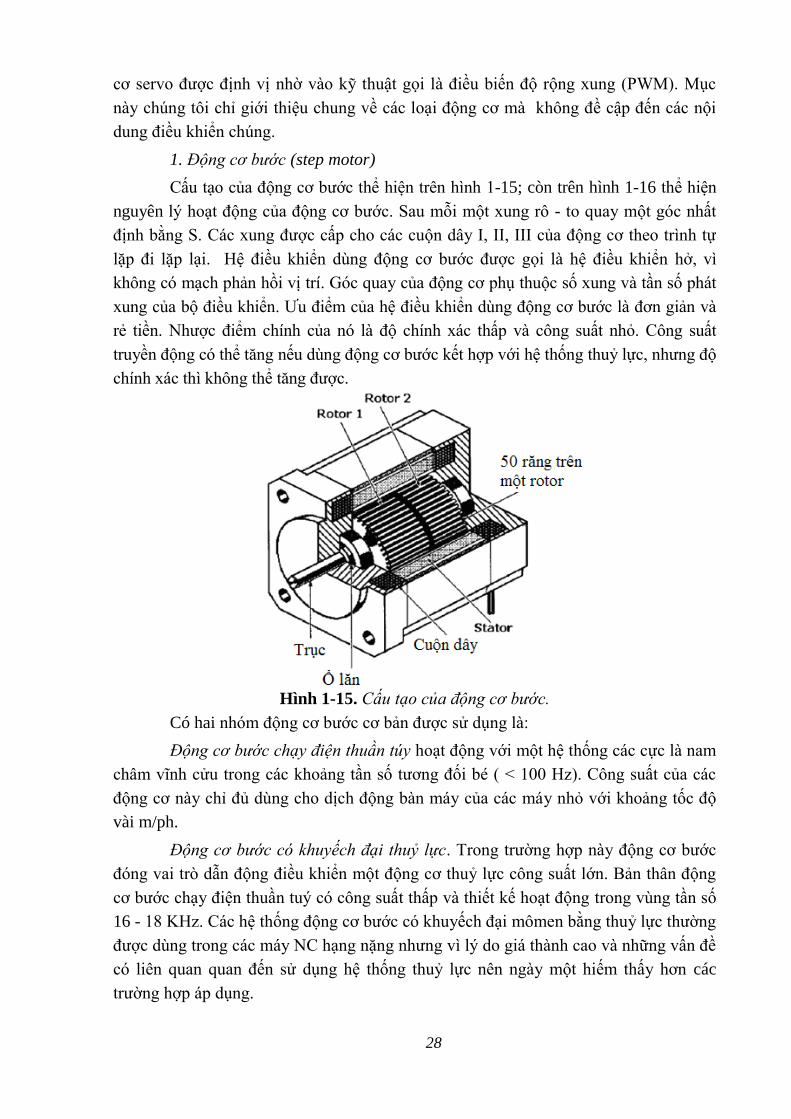
1. ộng cơ bước (step motor)
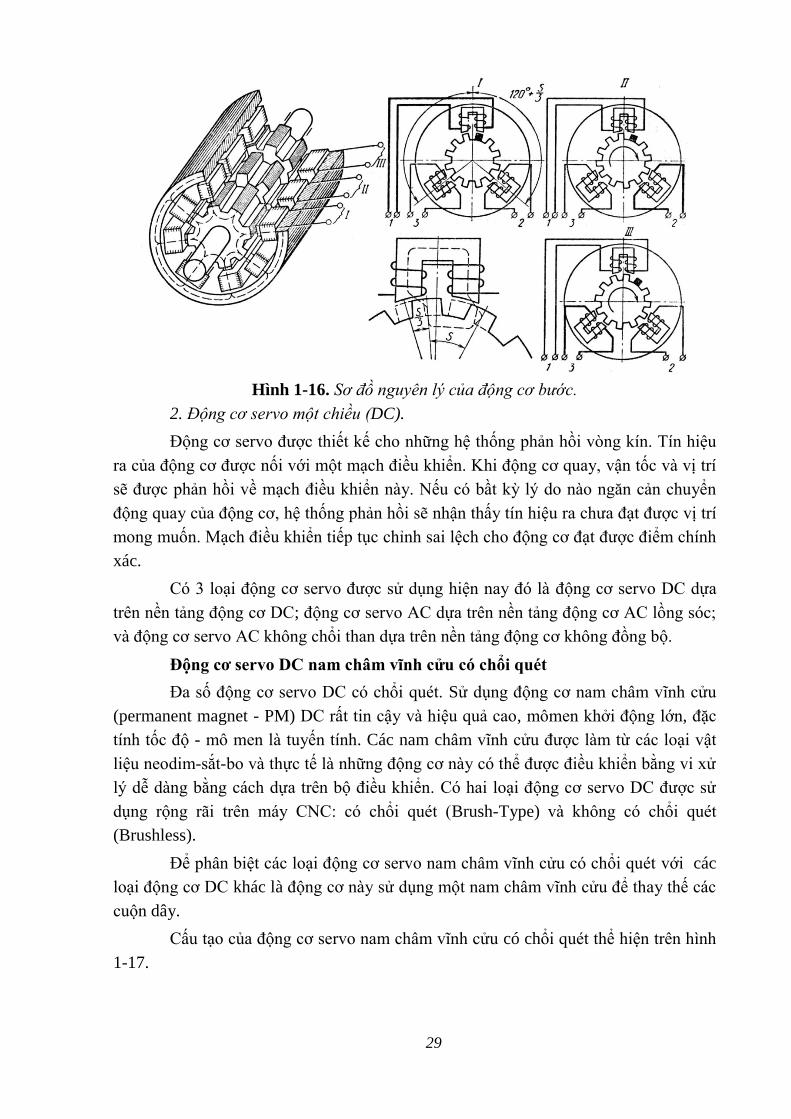
Cấu tạo của động cơ bước thể hiện trên hình 1-15; còn trên hình 1-16 thể hiện
nguyên lý hoạt động của động cơ bước. Sau mỗi một xung rô - to quay một góc nhất
định bằng S. Các xung được cấp cho các cuộn dây I, II, III của động cơ theo trình tự
lặp đi lặp lại. Hệ điều khiển dùng động cơ bước được gọi là hệ điều khiển hở, vì
không có mạch phản hồi vị trí. Góc quay của động cơ phụ thuộc số xung và tần số phát
xung của bộ điều khiển. Ưu điểm của hệ điều khiển dùng động cơ bước là đơn giản và
rẻ tiền. Nhược điểm chính của nó là độ chính xác thấp và công suất nhỏ. Công suất
truyền động có thể tăng nếu dùng động cơ bước kết hợp với hệ thống thu lực, nhưng độ
chính xác thì không thể tăng được.
Hình 1-15. Cấu tạo của động cơ bước.
Có hai nhóm động cơ bước cơ bản được sử dụng là:
ộng cơ bước chạy điện thuần túy hoạt động với một hệ thống các cực là nam
châm vĩnh cửu trong các khoảng tần số tương đối bé ( < 100 Hz). Công suất của các
động cơ này chỉ đủ dùng cho dịch động bàn máy của các máy nhỏ với khoảng tốc độ
vài m/ph.
ộng cơ bước có khuyếch đại thuỷ lực. Trong trường hợp này động cơ bước
đóng vai trò dẫn động điều khiển một động cơ thu lực công suất lớn. Bản thân động
cơ bước chạy điện thuần tuý có công suất thấp và thiết kế hoạt động trong vùng tần số
16 - 18 KHz. Các hệ thống động cơ bước có khuyếch đại mômen bằng thu lực thường
được dùng trong các máy NC hạng nặng nhưng vì lý do giá thành cao và những vấn đề
có liên quan quan đến sử dụng hệ thống thu lực nên ngày một hiếm thấy hơn các
trường hợp áp dụng.
29
Hình 1-16. Sơ đồ nguyên lý của động cơ bước.
2. ộng cơ servo một chiều (DC).
Động cơ servo được thiết kế cho những hệ thống phản hồi vòng kín. Tín hiệu
ra của động cơ được nối với một mạch điều khiển. Khi động cơ quay, vận tốc và vị trí
sẽ được phản hồi về mạch điều khiển này. Nếu có bầt kỳ lý do nào ngăn cản chuyển
động quay của động cơ, hệ thống phản hồi sẽ nhận thấy tín hiệu ra chưa đạt được vị trí
mong muốn. Mạch điều khiển tiếp tục chỉnh sai lệch cho động cơ đạt được điểm chính
xác.
Có 3 loại động cơ servo được sử dụng hiện nay đó là động cơ servo DC dựa
trên nền tảng động cơ DC; động cơ servo AC dựa trên nền tảng động cơ AC lồng sóc;
và động cơ servo AC không chổi than dựa trên nền tảng động cơ không đồng bộ.
Động cơ servo DC nam châm vĩnh cửu có chổi quét
Đa số động cơ servo DC có chổi quét. Sử dụng động cơ nam châm vĩnh cửu
(permanent magnet - PM) DC rất tin cậy và hiệu quả cao, mômen khởi động lớn, đặc
tính tốc độ - mô men là tuyến tính. Các nam châm vĩnh cửu được làm từ các loại vật
liệu neodim-sắt-bo và thực tế là những động cơ này có thể được điều khiển bằng vi xử
lý dễ dàng bằng cách dựa trên bộ điều khiển. Có hai loại động cơ servo DC được sử
dụng rộng rãi trên máy CNC: có chổi quét (Brush-Type) và không có chổi quét
(Brushless).
Để phân biệt các loại động cơ servo nam châm vĩnh cửu có chổi quét với các
loại động cơ DC khác là động cơ này sử dụng một nam châm vĩnh cửu để thay thế các
cuộn dây.
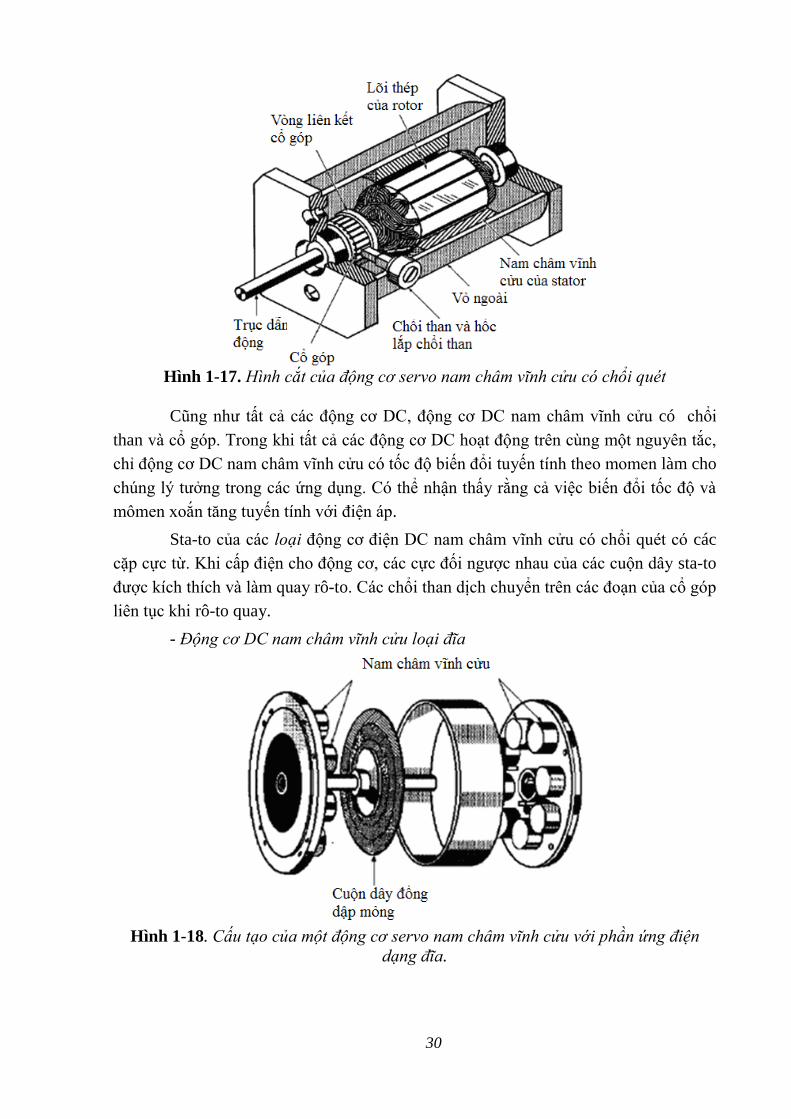
Cấu tạo của động cơ servo nam châm vĩnh cửu có chổi quét thể hiện trên hình
1-17.
30
Hình 1-17. Hình cắt của động cơ servo nam châm vĩnh cửu có chổi quét
Cũng như tất cả các động cơ DC, động cơ DC nam châm vĩnh cửu có chổi
than và cổ góp. Trong khi tất cả các động cơ DC hoạt động trên cùng một nguyên tắc,
chỉ động cơ DC nam châm vĩnh cửu có tốc độ biến đổi tuyến tính theo momen làm cho
chúng lý tưởng trong các ứng dụng. Có thể nhận thấy rằng cả việc biến đổi tốc độ và
mômen xoắn tăng tuyến tính với điện áp.
Sta-to của các loại động cơ điện DC nam châm vĩnh cửu có chổi quét có các
cặp cực từ. Khi cấp điện cho động cơ, các cực đối ngược nhau của các cuộn dây sta-to
được kích thích và làm quay rô-to. Các chổi than dịch chuyển trên các đoạn của cổ góp
liên tục khi rô-to quay.
- ộng cơ DC nam châm vĩnh cửu loại đĩa
Hình 1-18. Cấu tạo của một động cơ servo nam châm vĩnh cửu với phần ứng điện
dạng đĩa.
31
Trên đĩa mỏng có các nam châm vĩnh cửu nhỏ và mỏng. Các đĩa bằng kim loại
màu các nam châm vĩnh cửu được gắn trên đĩa bằng keo epoxy thành từng lớp và cách
điện với đĩa (hình 1-18). Sta-to là một hình tròn xoay bằng vật liệu gốm. Những động
cơ này gọi là động cơ đĩa, vì chúng rất mỏng, đường kính của chúng lớn hơn chiều dài.
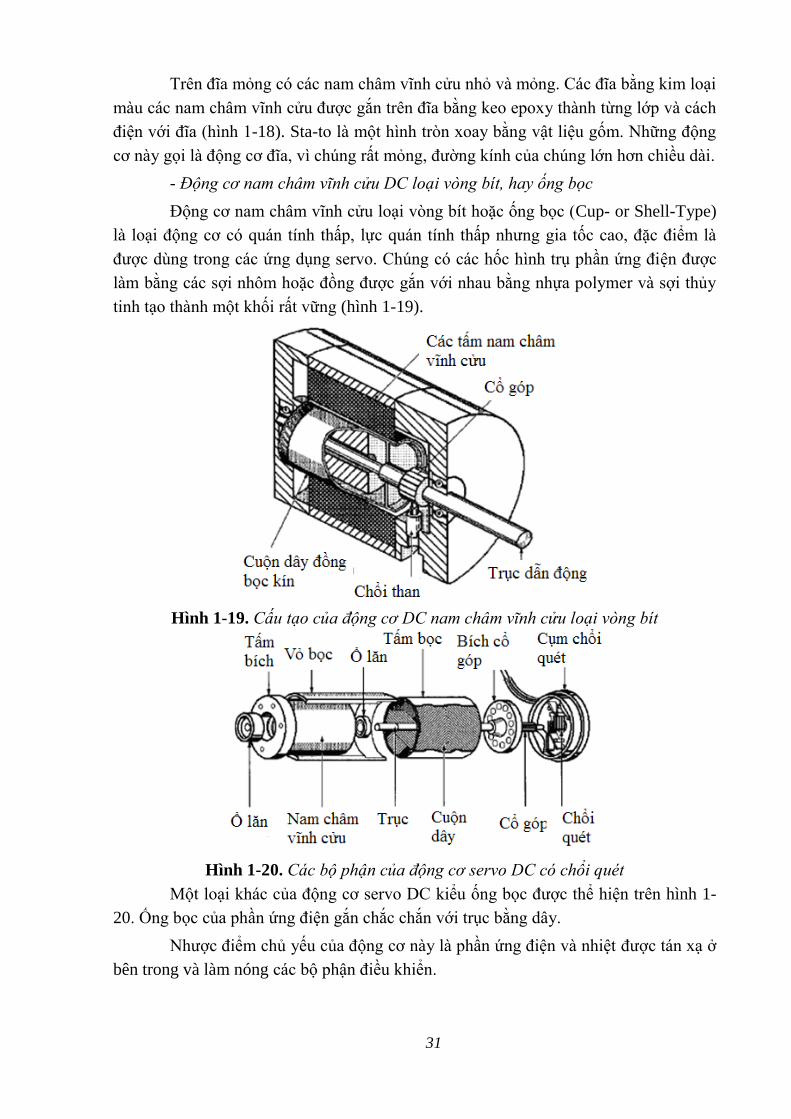
- ộng cơ nam châm vĩnh cửu DC loại vòng bít, hay ống bọc
Động cơ nam châm vĩnh cửu loại vòng bít hoặc ống bọc (Cup- or Shell-Type)
là loại động cơ có quán tính thấp, lực quán tính thấp nhưng gia tốc cao, đặc điểm là
được dùng trong các ứng dụng servo. Chúng có các hốc hình trụ phần ứng điện được
làm bằng các sợi nhôm hoặc đồng được gắn với nhau bằng nhựa polymer và sợi thủy
tinh tạo thành một khối rất vững (hình 1-19).
Hình 1-19. Cấu tạo của động cơ DC nam châm vĩnh cửu loại vòng bít
Hình 1-20. Các bộ phận của động cơ servo DC có chổi quét
Một loại khác của động cơ servo DC kiểu ống bọc được thể hiện trên hình 1-
20. Ống bọc của phần ứng điện gắn chắc chắn với trục bằng dây.
Nhược điểm chủ yếu của động cơ này là phần ứng điện và nhiệt được tán xạ ở
bên trong và làm nóng các bộ phận điều khiển.
32
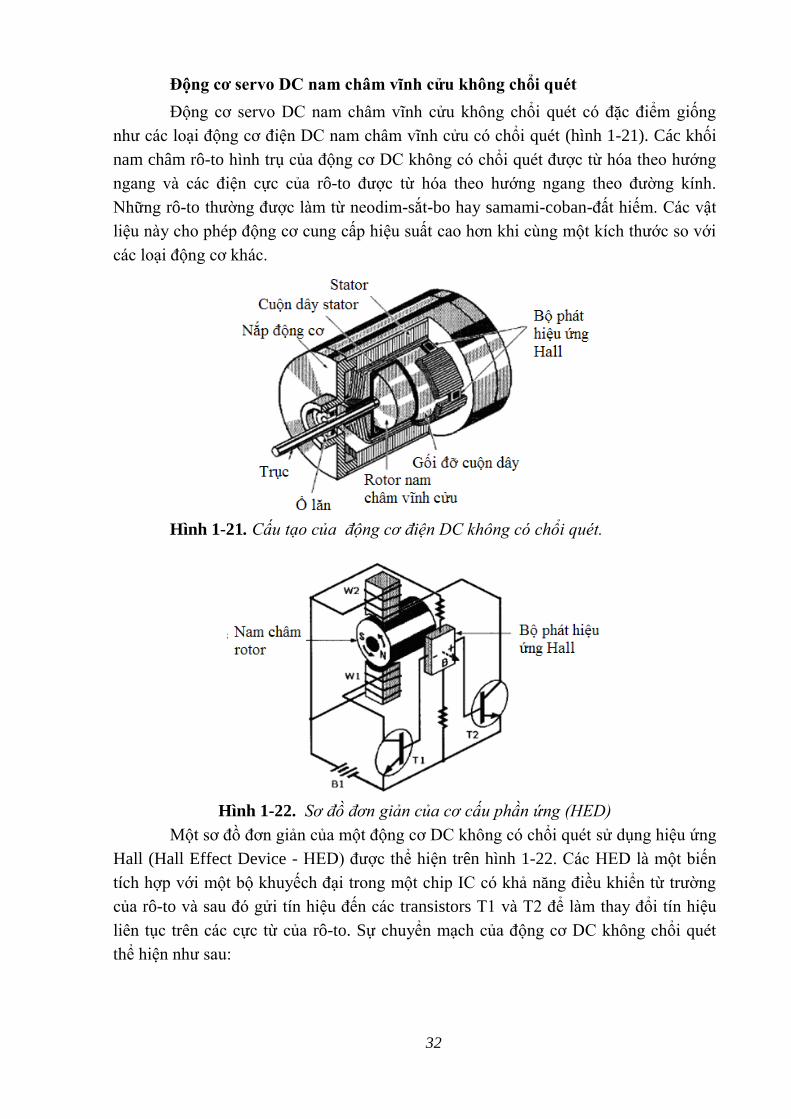
Động cơ servo DC nam châm vĩnh cửu không chổi quét
Động cơ servo DC nam châm vĩnh cửu không chổi quét có đặc điểm giống
như các loại động cơ điện DC nam châm vĩnh cửu có chổi quét (hình 1-21). Các khối
nam châm rô-to hình trụ của động cơ DC không có chổi quét được từ hóa theo hướng
ngang và các điện cực của rô-to được từ hóa theo hướng ngang theo đường kính.
Những rô-to thường được làm từ neodim-sắt-bo hay samami-coban-đất hiếm. Các vật
liệu này cho phép động cơ cung cấp hiệu suất cao hơn khi cùng một kích thước so với
các loại động cơ khác.
Hình 1-21. Cấu tạo của động cơ điện DC không có chổi quét.
Hình 1-22. Sơ đồ đơn giản của cơ cấu phần ứng (HED)
Một sơ đồ đơn giản của một động cơ DC không có chổi quét sử dụng hiệu ứng
Hall (Hall Effect Device - HED) được thể hiện trên hình 1-22. Các HED là một biến
tích hợp với một bộ khuyếch đại trong một chip IC có khả năng điều khiển từ trường
của rô-to và sau đó gửi tín hiệu đến các transistors T1 và T2 để làm thay đổi tín hiệu
liên tục trên các cực từ của rô-to. Sự chuyển mạch của động cơ DC không chổi quét
thể hiện như sau:
33
(1) Với rô-to đang đứng yên, các HED phát hiện các đôi cực bắc của rô-to, tạo
ra một tín hiệu chuyển về transistor T2. Cung cấp dòng cảm ứng cho cuộn W2. Hút
các đôi cực Nam của rô-to và do đó làm cho rô-to quay theo hướng ngược chiều kim
đồng hồ.
(2) Quán tính của rô-to làm quay rô-to, HED nhận tín hiệu, chuyển về
transistor T1, cứ liên tục quá trình như vậy sẽ tạo chuyển động quay cho rô-to.
Trong thực tế thường có hai hoặc ba HED trong động cơ điện không có chổi
quét được phân bố với góc 900 hoặc 120
0 quanh rô-to động cơ. Chúng gửi các tín hiệu
để kiểm soát các chuyển động của động cơ.
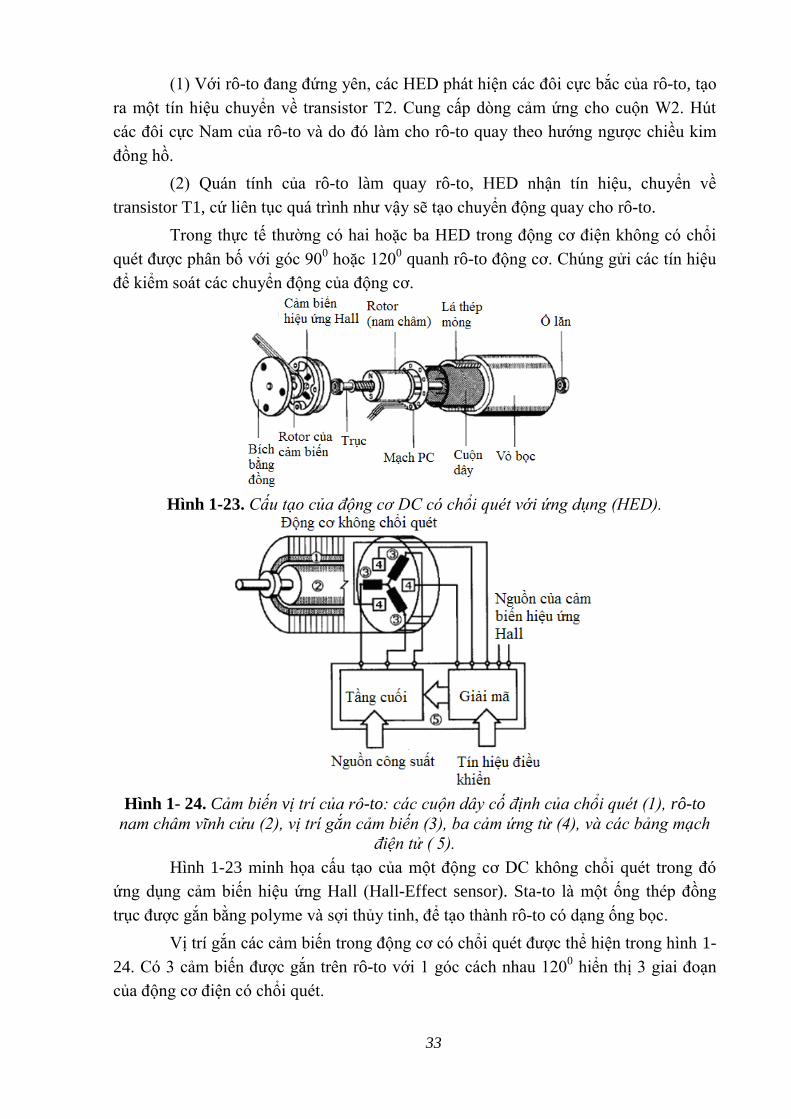
Hình 1-23. Cấu tạo của động cơ DC có chổi quét với ứng dụng (HED).
Hình 1- 24. Cảm biến vị trí của rô-to: các cuộn dây cố định của chổi quét (1), rô-to
nam châm vĩnh cửu (2), vị trí gắn cảm biến (3), ba cảm ứng từ (4), và các bảng mạch
điện tử ( 5).
Hình 1-23 minh họa cấu tạo của một động cơ DC không chổi quét trong đó
ứng dụng cảm biến hiệu ứng Hall (Hall-Effect sensor). Sta-to là một ống thép đồng
trục được gắn bằng polyme và sợi thủy tinh, để tạo thành rô-to có dạng ống bọc.
Vị trí gắn các cảm biến trong động cơ có chổi quét được thể hiện trong hình 1-
24. Có 3 cảm biến được gắn trên rô-to với 1 góc cách nhau 1200 hiển thị 3 giai đoạn
của động cơ điện có chổi quét.
34
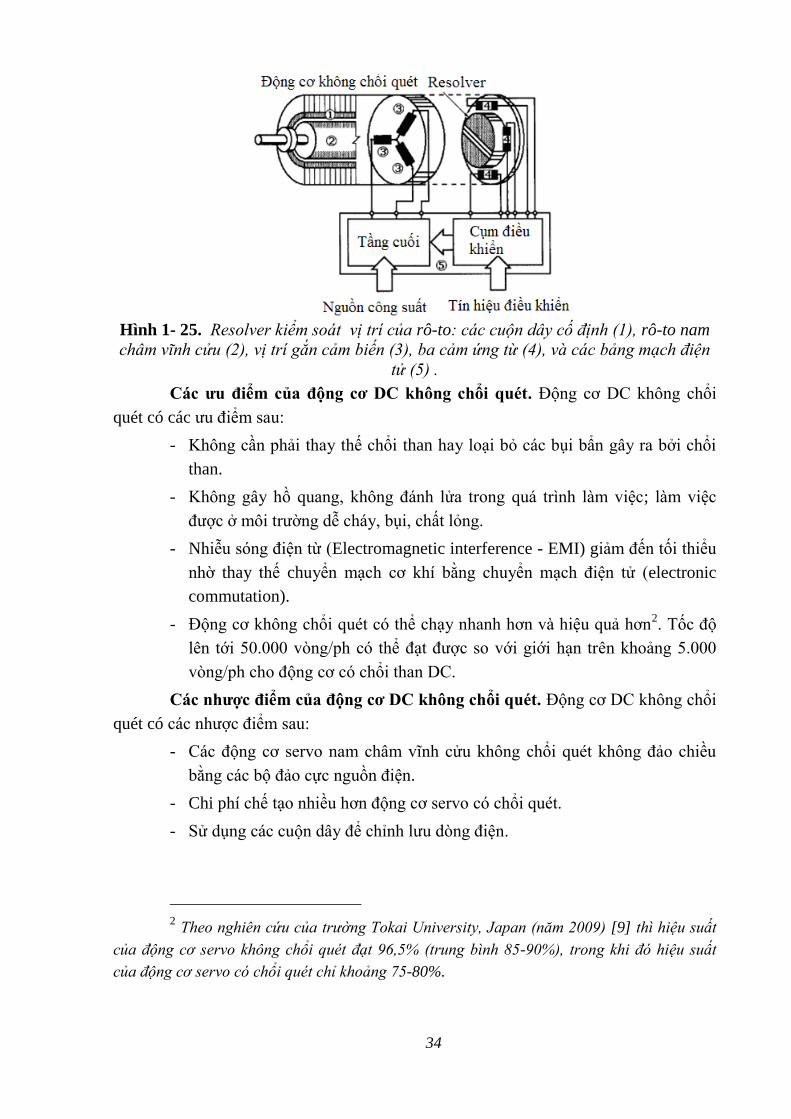
Hình 1- 25. Resolver kiểm soát vị trí của rô-to: các cuộn dây cố định (1), rô-to nam
châm vĩnh cửu (2), vị trí gắn cảm biến (3), ba cảm ứng từ (4), và các bảng mạch điện
tử (5) .
Các ƣu điểm của động cơ DC không chổi quét. Động cơ DC không chổi
quét có các ưu điểm sau:
- Không cần phải thay thế chổi than hay loại bỏ các bụi bẩn gây ra bởi chổi
than.
- Không gây hồ quang, không đánh lửa trong quá trình làm việc; làm việc
được ở môi trường dễ cháy, bụi, chất lỏng.
- Nhiễu sóng điện từ (Electromagnetic interference - EMI) giảm đến tối thiểu
nhờ thay thế chuyển mạch cơ khí bằng chuyển mạch điện tử (electronic
commutation).
- Động cơ không chổi quét có thể chạy nhanh hơn và hiệu quả hơn2. Tốc độ
lên tới 50.000 vòng/ph có thể đạt được so với giới hạn trên khoảng 5.000
vòng/ph cho động cơ có chổi than DC.
Các nhƣợc điểm của động cơ DC không chổi quét. Động cơ DC không chổi
quét có các nhược điểm sau:
- Các động cơ servo nam châm vĩnh cửu không chổi quét không đảo chiều
bằng các bộ đảo cực nguồn điện.
- Chi phí chế tạo nhiều hơn động cơ servo có chổi quét.
- Sử dụng các cuộn dây để chỉnh lưu dòng điện.
2 Theo nghiên cứu của trường Tokai University, Japan (năm 2009) [9] thì hiệu suất
của động cơ servo không chổi quét đạt 96,5% (trung bình 85-90%), trong khi đó hiệu suất
của động cơ servo có chổi quét chỉ khoảng 75-80%.
35
- Các mạch (driver) điều khiển điện tử để vận hành một động cơ servo DC
không chổi quét phức tạp hơn và tốn kém hơn một động cơ servo DC có
chổi quét.
Đặc tính của động cơ servo DC không chổi quét. Rất khó khái quát hóa về
các đặc tính chuyển động quay của động cơ servo DC không có chổi quét. Tuy nhiên,
chúng thường được đánh giá theo mômen xoắn, từ 0,62 lb-ft (0,84 Nm) đến 5,0 lb-ft
(6.8 Nm), đặc biệt 1,9 lb-ft (2,6 Nm) đến 14 lb-ft (19 Nm), công suất tiêu thụ 0,73 hp
(0,54 kW) đến 2,76 hp (2,06 kW). Tốc độ tối đa có thể khác nhau từ 1.400 đến 7.500
vòng/ph, và trọng lượng của các động cơ này có thể được từ 5,0 lb (2,3 kg) lên 23 lb
(10 kg). Các hệ thống phản hồi có thể là resolver hoặc encoder.
3. ộng cơ tuyến tính
Về bản chất động cơ tuyến tính cũng dựa trên những nguyên lý của động cơ
chuyển động quay. Khác với động cơ chuyển động quay, động cơ tuyến tính đã mở ra
một hướng đi mới. Động cơ servo DC nam châm vĩnh cửu tuyến tính tương tự với một
động cơ nam châm vĩnh cửu chuyển động quay, và một lồng cảm ứng điện xoay chiều
(AC) động cơ là tương tự với một cảm ứng thẳng của động cơ.
Trước khi có động cơ tuyến tính, chúng ta sử dụng cơ cấu biến đổi chuyển
động quay của động cơ thành chuyển động thẳng: vít me bi hoặc dây đai và pu ly; có
thể sử dụng xi lanh khí nén hoặc thủy lực.
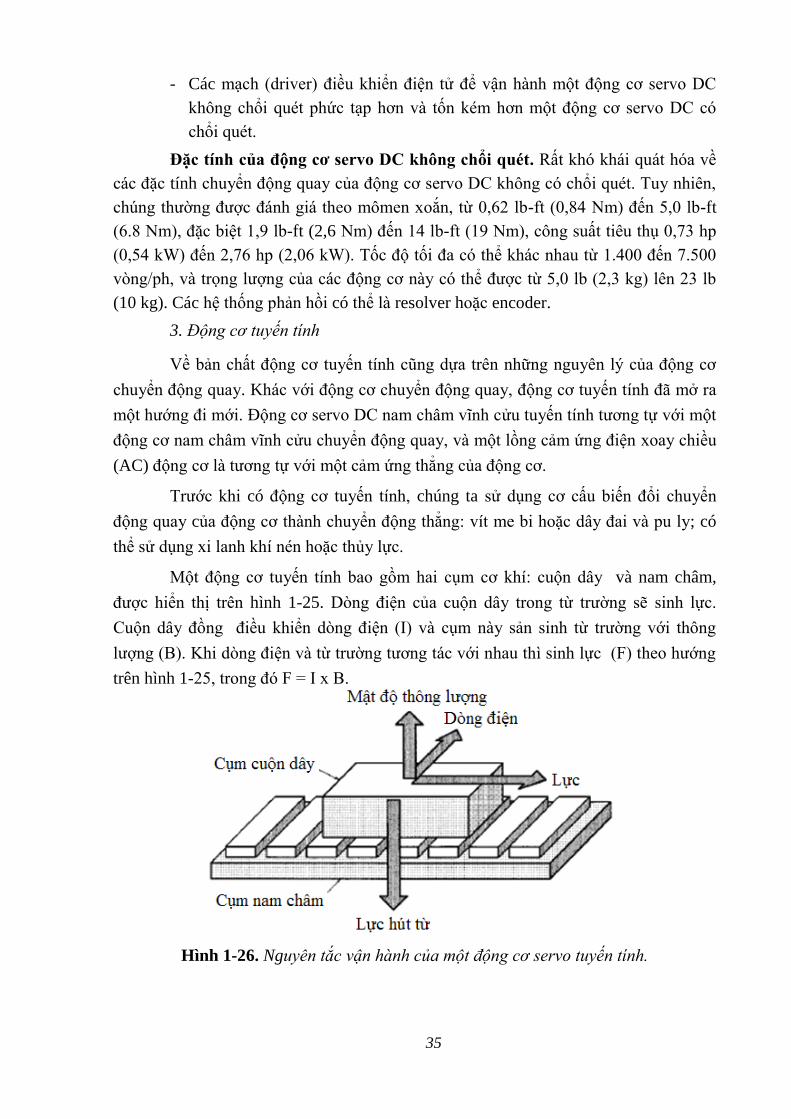
Một động cơ tuyến tính bao gồm hai cụm cơ khí: cuộn dây và nam châm,
được hiển thị trên hình 1-25. Dòng điện của cuộn dây trong từ trường sẽ sinh lực.
Cuộn dây đồng điều khiển dòng điện (I) và cụm này sản sinh từ trường với thông
lượng (B). Khi dòng điện và từ trường tương tác với nhau thì sinh lực (F) theo hướng
trên hình 1-25, trong đó F = I x B.
Hình 1-26. Nguyên tắc vận hành của một động cơ servo tuyến tính.
36
Với kích thước nhỏ gọn động cơ hoạt động với hiệu suất cao, và tạo ra các lực
lớn, nếu với số lượng lớn các cuộn dây và các nam châm. Các cuộn được bố trí lệch
pha 1200, và chúng phải được duy trì sự luân chuyển trong động cơ.
Có hai loại động cơ được ứng dụng rộng rãi nhất: thép-lõi hay lõi sắt (steel-
core hay iron-core) và epôxy- lõi hay lõi không sắt (epoxy-core hay ironless). Mỗi
một loại động cơ này có những đặc tính để ứng dụng hiệu trong những trường hợp
khác nhau.
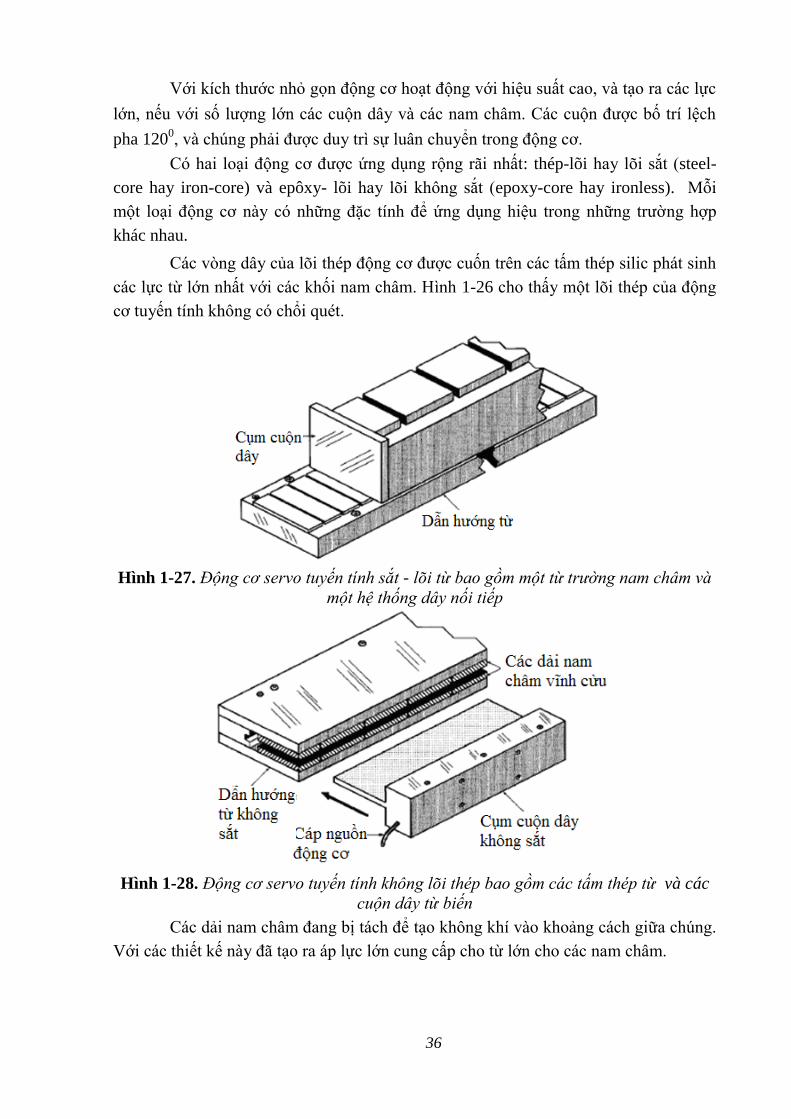
Các vòng dây của lõi thép động cơ được cuốn trên các tấm thép silic phát sinh
các lực từ lớn nhất với các khối nam châm. Hình 1-26 cho thấy một lõi thép của động
cơ tuyến tính không có chổi quét.
Hình 1-27. ộng cơ servo tuyến tính sắt - lõi từ bao gồm một từ trường nam châm và
một hệ thống dây nối tiếp
Hình 1-28. ộng cơ servo tuyến tính không lõi thép bao gồm các tấm thép từ và các
cuộn dây từ biến
Các dải nam châm đang bị tách để tạo không khí vào khoảng cách giữa chúng.
Với các thiết kế này đã tạo ra áp lực lớn cung cấp cho từ lớn cho các nam châm.
37
Động cơ servo tuyến tính có thể đạt được độ chính xác 0,1μm. Gia tốc trung
bình 2 3g, đặc biệt một số động cơ có thể đạt 15g. Vận tốc bị hạn chế bởi các
encoder t lệ và bộ khuyếch đại điện áp. Trung bình trong khoảng từ 0,04ft/s (1mm/s)
6,6ft/s (2m/s), nhưng cũng có thể vượt quá 26ft/s (8m/s).
Lực của động cơ tuyến tính không lõi thép có thể từ 5 55lbf (từ 22 245N)
và đặc biệt từ 25 180 lbf (110 800N). Ngược lại, các động cơ tuyến tính có lõi thép
trong khoảng 30 1.100lbf (130N 4900N) và cá biệt lên 60 1.800lbf (270N
8000N).
Chuyển mạch. Các động cơ tuyến tính có các pha là 120º ngẫu nhiên để duy
trì chuyển động. Có hai cách để duy trì chuyển động của động cơ tuyến tính: dạng hình
sin và HED (Hall-Effect Device), hoặc hình thang. Động cơ có hiệu quả cao nhất đạt
được là biến đổi hình sin, trong khi HED là khoảng 10 đến 15%.
Trong biến đổi hình sin, các encoder cung cấp các thông tin phản hồi vị trí
trong hệ thống servo này cũng được sử dụng để biến đổi trong các động cơ. Một quá
trình được gọi là "giai đoạn tìm kiếm" trong động cơ. Các HED cảm ứng phân cực
phát hiện những thay đổi trong các nam châm theo dõi và chuyển đổi các các động cơ.
Ƣu điểm của động cơ servo tuyến tính so với động cơ có chuyển động
quay. Ưu điểm của động cơ servo tuyến tính so với động cơ có chuyển động quay là:
- Có độ cứng vững cao: động cơ tuyến tính được kết nối trực tiếp đến các vị
trí mang tải.
- Cơ khí đơn giản.
- Có vận tốc và gia tốc lớn.
- Có vận tốc lớn: Trung bình vận tốc có thể lên đến 6,6ft/s (2m/s), một số
động cơ có thể đạt 26ft/s (8m/s). Điều này so sánh với tốc độ của các trục
vít truyền chuyển động thẳng, thường được giới hạn đến 20 30 in/s (0,5
0,7 m/s).
- Có độ chính xác và khả năng lặp lại cao: Các động cơ tuyến tính được gắn
với vị trí thông tin phản hồi encoders có thể đạt được độ chính xác ±1.
- Không làm mòn các ổ trục.
- Có thể thu nhỏ được kích thước.
- Có khả năng tương thích.
38
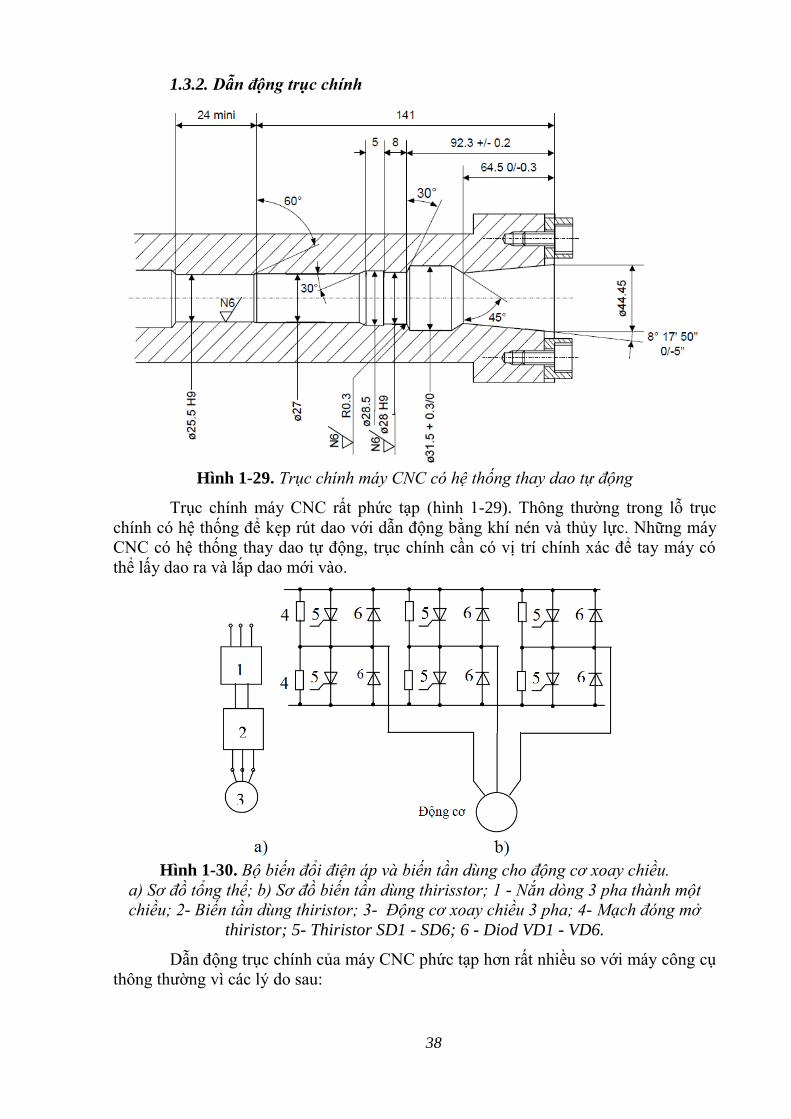
1.3.2. Dẫn động trục chính
Hình 1-29. Trục chính máy CNC có hệ thống thay dao tự động
Trục chính máy CNC rất phức tạp (hình 1-29). Thông thường trong lỗ trục
chính có hệ thống để kẹp rút dao với dẫn động bằng khí nén và thủy lực. Những máy
CNC có hệ thống thay dao tự động, trục chính cần có vị trí chính xác để tay máy có
thể lấy dao ra và lắp dao mới vào.
Hình 1-30. Bộ biến đổi điện áp và biến tần dùng cho động cơ xoay chiều.
a) Sơ đồ tổng thể; b) Sơ đồ biến tần dùng thirisstor; 1 - Nắn dòng 3 pha thành một
chiều; 2- Biến tần dùng thiristor; 3- ộng cơ xoay chiều 3 pha; 4- Mạch đóng mở
thiristor; 5- Thiristor SD1 - SD6; 6 - Diod VD1 - VD6.
Dẫn động trục chính của máy CNC phức tạp hơn rất nhiều so với máy công cụ
thông thường vì các lý do sau:
39
- Mức ổn định tốc độ cao, khoảng thay đổi số vòng quay rộng, với momen
lớn, khả năng quá tải cao.
- Cần bảo đảm độ chính xác định vị trục chính khi thay thế dao cắt hoặc thay
phôi.
Điều này có thể thực hiện được nhờ sử dụng các loại động cơ điện một chiều.
Các loại động cơ điện một chiều tuy đắt hơn động cơ xoay chiều và có kích thước lớn
hơn vẫn được sử dụng trên các máy CNC để dẫn động trục chính. Thời gian gần đây
thế giới đã sử dụng hệ thống dẫn động trục chính dựa vào động cơ xoay chiều, gọi là
động cơ servo AC, thay đổi tốc độ bằng bộ biến tần. Trên hình 1-30 là một sơ đồ của
bộ biến tần sử dụng mạch điện tử công suất.
Bộ biến đổi điện áp biến đổi điện áp xoay chiều 3 pha thành điện áp một chiều
2 pha. Đầu ra của bộ biến đổi điện áp nối với bộ biến tần sử dụng thiristor (hình 1-
30b). Đầu ra của bộ biến tần là dòng xoay chiều 3 pha có tần số điều khiển được.
Cũng như trên các máy thông thường, trục chính trên máy CNC đảm bảo
chuyển động cắt chính. Trên máy phay, trục chính mang dao phay; trên máy tiện trục
chính mang phôi; còn trên máy mài, trục chính mang đá mài. Trục chính là bộ phận
tiêu tốn năng lượng nhiều nhất trên máy. Vì vậy công suất trục chính thường được
dùng làm chỉ tiêu đánh giá công suất gia công của máy.
Trên máy CNC, tốc độ trục chính cần được điều khiển vô cấp, tự động theo
chương trình, trong phạm vi rộng. Điều đó rất cần thiết, nhất là khi thay đổi đường
kính dao phay hoặc đường kính phôi tiện mà lại cần duy trì vận tốc cắt không đổi. Một
số công việc, ví dụ gia công ren bằng đầu ta rô cứng, gia công ren nhiều đầu mối,...
còn đòi hỏi phải định vị chính xác góc trục chính. Từ các yêu cầu trên, người ta sử
dụng các loại động cơ dễ điều khiển tự động tốc độ, như động cơ một chiều, xoay
chiều đồng bộ. Gần đây, nhờ tiến bộ về kỹ thuật điều khiển số, các động cơ không
đồng bộ điều khiển bằng biến tần được sử dụng rộng rãi. Khi cần định vị góc trục
chính, người ta gắn encoder lên trục động cơ (động cơ servo).
So với trục chính của máy thông thường, trục chính của máy CNC làm việc với
tốc độ cao hơn (tới hàng vạn v/ph), thường xuyên có gia tốc lớn. Vì vậy, yêu cầu cân
bằng, bôi trơn đặc biệt cao ở các máy CNC. Ngoài ra, do nhu cầu thay dao nhanh, thay
dao tự động, kết cấu kẹp dao trên máy phay CNC khác so với máy thông thường. Cơ cấu
kẹp dao, phôi trên các máy CNC thường được điều khiển tự động bằng khí nén hoặc thu
lực.
1.3.3. Đường hướng của máy CNC
Đường hướng của máy CNC bảo đảm hai chức năng quan trọng là:
- Độ chính xác dẫn động các bàn dao và bàn máy
- Khả năng chịu lực trong suốt quá trình cắt gọt.
40
Xuất phát từ các chức năng kỹ thuật do đường hướng của máy CNC đảm
nhận, những yêu cầu kỹ thuật đặt ra khi thiết kế, chế tạo đường hướng phải đáp ứng là:
- Có độ cứng vững tốt đối với các lực làm việc
- Có độ hút rung động tốt trong mặt phẳng vuông góc với phương chuyển
động.
- Lực đối ngược với chuyển động của bộ phận dẫn hướng (bàn dao, bàn
máy...) cần phải nhỏ và nhất là ít thay đổi theo tốc độ dịch chuyển.
- Cần có độ giảm chấn trên phương chuyển động.
Trong nhiều trường hợp,
các xe dao của máy NC dịch
chuyển với tốc độ thấp (khoảng vài
m/ph). Cả những chuyển dịch chậm
như thế cũng phải được điều khiển
và dịch chuyển chính xác. Chất
lượng của các dịch động có tốc độ
thấp phụ thuộc trước hết vào quan
hệ hàm số giữa lực ma sát và tốc
độ. Trong những trường hợp nhất
định, có một dao động thực, tự duy
trì, trùm lên vùng tốc độ dịch
chuyển. Dao động này có thể có giá
trị biên độ triệt tiêu được giá trị tốc
độ thấp bằng cách hoà nhập dịch
chuyển chậm vào bản thân quá
trình dao động.
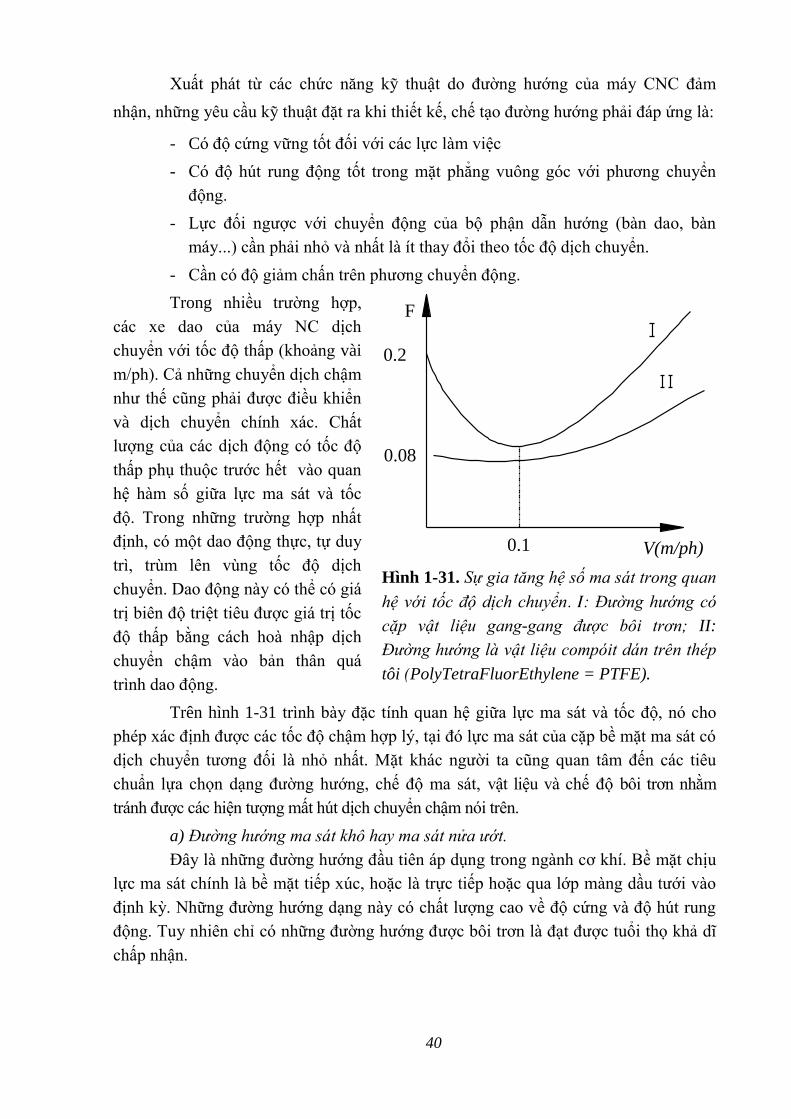
Trên hình 1-31 trình bày đặc tính quan hệ giữa lực ma sát và tốc độ, nó cho
phép xác định được các tốc độ chậm hợp lý, tại đó lực ma sát của cặp bề mặt ma sát có
dịch chuyển tương đối là nhỏ nhất. Mặt khác người ta cũng quan tâm đến các tiêu
chuẩn lựa chọn dạng đường hướng, chế độ ma sát, vật liệu và chế độ bôi trơn nhằm
tránh được các hiện tượng mất hút dịch chuyển chậm nói trên.
a) ường hướng ma sát khô hay ma sát nửa ướt.
Đây là những đường hướng đầu tiên áp dụng trong ngành cơ khí. Bề mặt chịu
lực ma sát chính là bề mặt tiếp xúc, hoặc là trực tiếp hoặc qua lớp màng dầu tưới vào
định kỳ. Những đường hướng dạng này có chất lượng cao về độ cứng và độ hút rung
động. Tuy nhiên chỉ có những đường hướng được bôi trơn là đạt được tuổi thọ khả dĩ
chấp nhận.
0.08
0.2
0.1 V(m/ph)
F
Hình 1-31. Sự gia tăng hệ số ma sát trong quan
hệ với tốc độ dịch chuyển. I: ường hướng có
cặp vật liệu gang-gang được bôi trơn; II:
ường hướng là vật liệu compóit dán trên thép
tôi (PolyTetraFluorEthylene = PTFE).
41
Cho đến nay, những vật liệu mới nhất dùng để chế tạo đường hướng cũng
không thể làm việc ở trạng thái ma sát khô mà không gây cho máy những độ mòn
đáng kể.
Một số vật liệu composite (ví dụ Polytetra Fluorethylene - viết tắt là PTFF)
cho phép giảm được hệ số ma sát dừng (hình 1-31). Những đường hướng chế tạo bằng
vật liệu này thường có một độ hở chức năng khi lắp ráp kết cấu. Chúng loại trừ được
hiện tượng cản, do trong kết cấu có sử dụng các tấm trượt mang bi hoặc con lăn. Ở
trường hợp này, khe hở hình thành trong lúc dịch chuyển sẽ tạo ra một màng dầu động
học, nhờ đó hệ thống thực hiện bôi trơn bởi dòng dầu có áp lực, ngay cả trong quá
trình khởi động hay phanh hãm. Người ta thường dùng các loại dầu bôi trơn có phụ gia
dính kết nhằm giảm hệ số ma sát.
b) ường hướng có phần tử lăn.
Những phần tử lăn có thể là những viên bi, các con lăn hoặc kim lăn (t lệ 1/d
rất lớn). Có thể chia ra hai nhóm đường hướng sử dụng các phần tử lăn:
- Nhóm đường hướng không có hành trình lặp: đoạn dịch chuyển hạn chế.
- Nhóm đường hướng có hành trình lặp: đoạn dịch chuyển không hạn chế.
Các đường hướng chế tạo ở dạng có sử dụng các phần tử lăn được ứng dụng
chủ yếu trên các máy CNC hạng nhẹ, nhưng cũng có thể gặp ở một số cụm kết cấu
trên máy CNC hạng nặng. Đặc tính cơ bản của chúng là lực dịch chuyển cần thiết khá
nhỏ, hệ số ma sát thấp (khoảng một vài phần nghìn). Độ cứng vững của hệ thống
đường hướng tăng lên theo thông số đường kính con lăn và số lượng của chúng. Khi
sử dụng đường hướng dạng này cần đảm bảo một hệ số quá tải đủ lớn để có được độ
cứng vững ổn định. Đường dẫn hướng dọc theo phương dịch chuyển phải được
thường xuyên bảo dưỡng và kiểm tra, đặc biệt là việc căn chỉnh khe hở có thể dẫn đến
các phản lực ở mặt bên, hạn chế khả năng hoạt động và dẫn đến hiện tượng mòn không
bình thường.
Mặt khác lưu ý rằng khả năng hút dao động theo phương vuông góc với
phương chuyển động của các đường hướng dùng phần tử lăn là rất kém. Chế độ bảo
dưỡng càng cần phải thực hiện đúng yêu cầu kỹ thuật nhằm đảm bảo hiệu quả hoạt
động của cụm đường hướng.
c) ường hướng thuỷ khí
1. Hệ thống thuỷ tĩnh
Trên hình 1-32 là những sơ đồ nguyên tắc của đường hướng thu tĩnh với các
đặc tính sau đây:
- Triệt thoái tiếp xúc giữa các chi tiết dẫn hướng và được dẫn hướng do đó
không bị mòn.
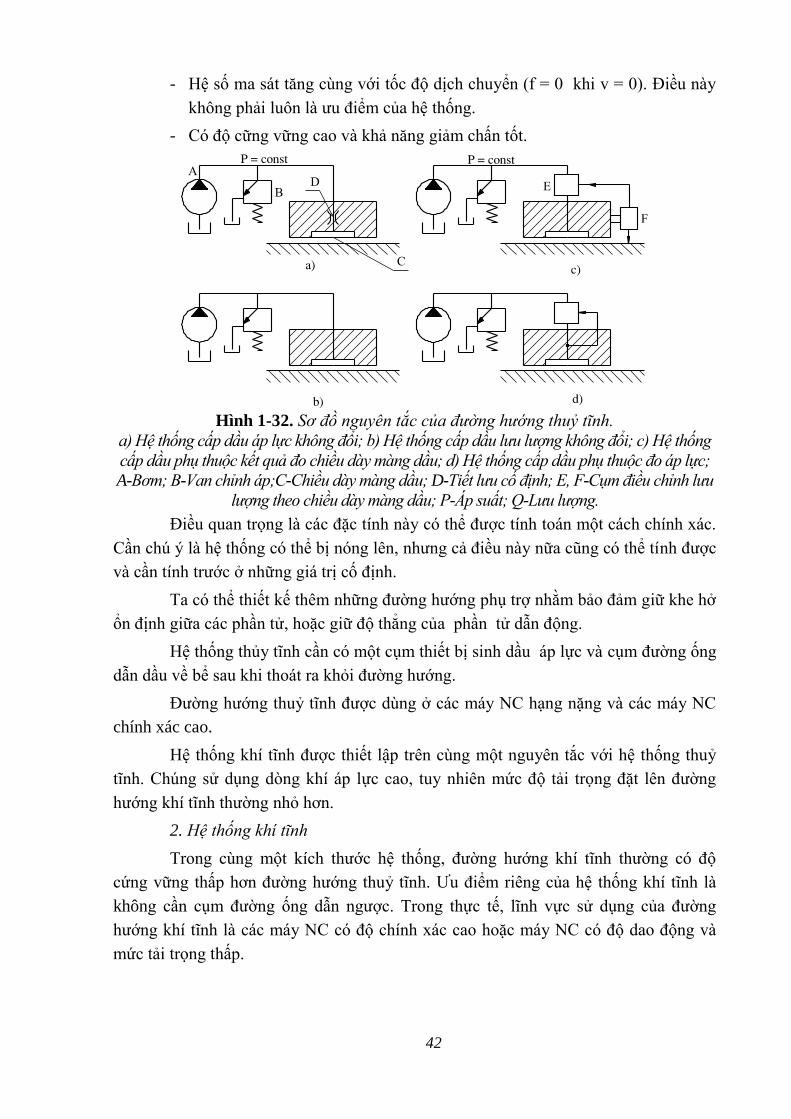
42
- Hệ số ma sát tăng cùng với tốc độ dịch chuyển (f = 0 khi v = 0). Điều này
không phải luôn là ưu điểm của hệ thống.
- Có độ cững vững cao và khả năng giảm chấn tốt.
P = const
b)
a
b
a) c
P = const
d
d)
c)
f
e
Hình 1-32. Sơ đồ nguyên tắc của đường hướng thuỷ tĩnh.
a) Hệ thống cấp dầu áp lực không đổi; b) Hệ thống cấp dầu lưu lượng không đổi; c) Hệ thống
cấp dầu phụ thuộc kết quả đo chiều dày màng dầu; d) Hệ thống cấp dầu phụ thuộc đo áp lực;
A-Bơm; B-Van chỉnh áp;C-Chiều dày màng dầu; D-Tiết lưu cố định; E, F-Cụm điều chỉnh lưu
lượng theo chiều dày màng dầu; P-Áp suất; Q-Lưu lượng.
Điều quan trọng là các đặc tính này có thể được tính toán một cách chính xác.
Cần chú ý là hệ thống có thể bị nóng lên, nhưng cả điều này nữa cũng có thể tính được
và cần tính trước ở những giá trị cố định.
Ta có thể thiết kế thêm những đường hướng phụ trợ nhằm bảo đảm giữ khe hở
ổn định giữa các phần tử, hoặc giữ độ thẳng của phần tử dẫn động.
Hệ thống thủy tĩnh cần có một cụm thiết bị sinh dầu áp lực và cụm đường ống
dẫn dầu về bể sau khi thoát ra khỏi đường hướng.
Đường hướng thu tĩnh được dùng ở các máy NC hạng nặng và các máy NC
chính xác cao.
Hệ thống khí tĩnh được thiết lập trên cùng một nguyên tắc với hệ thống thu
tĩnh. Chúng sử dụng dòng khí áp lực cao, tuy nhiên mức độ tải trọng đặt lên đường
hướng khí tĩnh thường nhỏ hơn.
2. Hệ thống khí tĩnh
Trong cùng một kích thước hệ thống, đường hướng khí tĩnh thường có độ
cứng vững thấp hơn đường hướng thu tĩnh. Ưu điểm riêng của hệ thống khí tĩnh là
không cần cụm đường ống dẫn ngược. Trong thực tế, lĩnh vực sử dụng của đường
hướng khí tĩnh là các máy NC có độ chính xác cao hoặc máy NC có độ dao động và
mức tải trọng thấp.
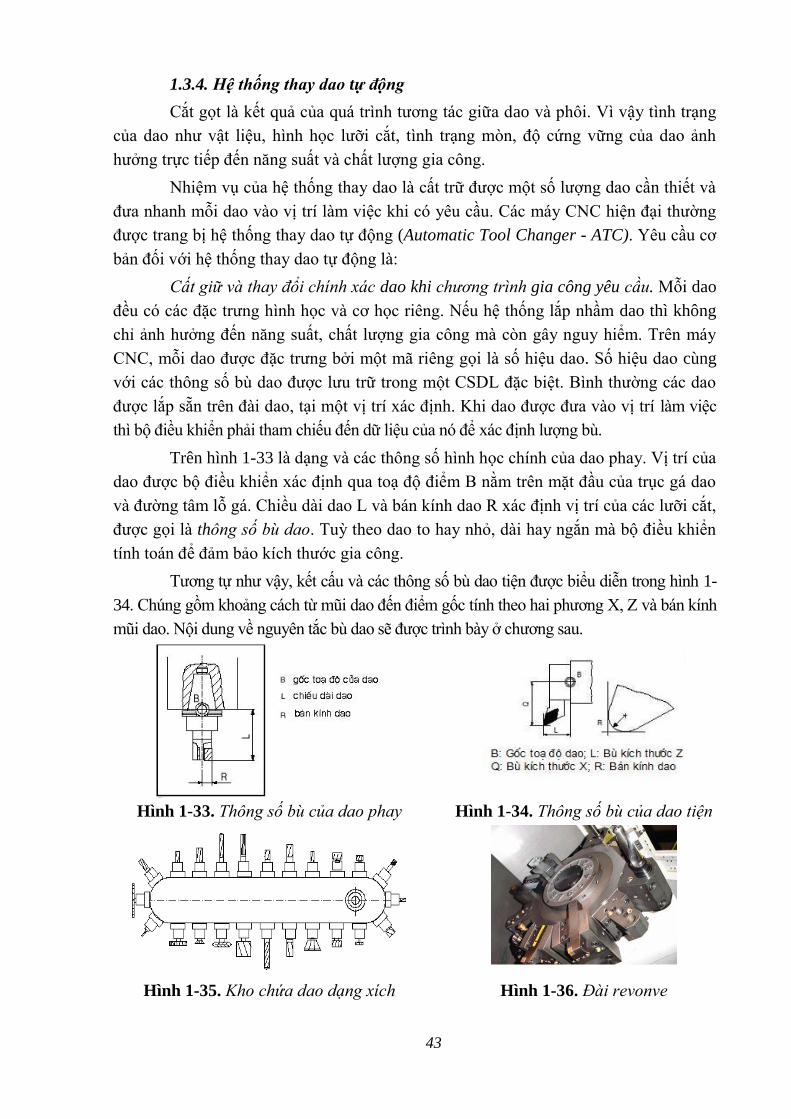
43
1.3.4. Hệ thống thay dao tự động
Cắt gọt là kết quả của quá trình tương tác giữa dao và phôi. Vì vậy tình trạng
của dao như vật liệu, hình học lưỡi cắt, tình trạng mòn, độ cứng vững của dao ảnh
hưởng trực tiếp đến năng suất và chất lượng gia công.
Nhiệm vụ của hệ thống thay dao là cất trữ được một số lượng dao cần thiết và
đưa nhanh mỗi dao vào vị trí làm việc khi có yêu cầu. Các máy CNC hiện đại thường
được trang bị hệ thống thay dao tự động (Automatic Tool Changer - ATC). Yêu cầu cơ
bản đối với hệ thống thay dao tự động là:
Cất giữ và thay đổi chính xác dao khi chương trình gia công yêu cầu. Mỗi dao
đều có các đặc trưng hình học và cơ học riêng. Nếu hệ thống lắp nhầm dao thì không
chỉ ảnh hưởng đến năng suất, chất lượng gia công mà còn gây nguy hiểm. Trên máy
CNC, mỗi dao được đặc trưng bởi một mã riêng gọi là số hiệu dao. Số hiệu dao cùng
với các thông số bù dao được lưu trữ trong một CSDL đặc biệt. Bình thường các dao
được lắp sẵn trên đài dao, tại một vị trí xác định. Khi dao được đưa vào vị trí làm việc
thì bộ điều khiển phải tham chiếu đến dữ liệu của nó để xác định lượng bù.
Trên hình 1-33 là dạng và các thông số hình học chính của dao phay. Vị trí của
dao được bộ điều khiển xác định qua toạ độ điểm B nằm trên mặt đầu của trục gá dao
và đường tâm lỗ gá. Chiều dài dao L và bán kính dao R xác định vị trí của các lưỡi cắt,
được gọi là thông số bù dao. Tuỳ theo dao to hay nhỏ, dài hay ngắn mà bộ điều khiển
tính toán để đảm bảo kích thước gia công.
Tương tự như vậy, kết cấu và các thông số bù dao tiện được biểu diễn trong hình 1-
34. Chúng gồm khoảng cách từ mũi dao đến điểm gốc tính theo hai phương X, Z và bán kính
mũi dao. Nội dung về nguyên tắc bù dao sẽ được trình bày ở chương sau.
Hình 1-33. Thông số bù của dao phay Hình 1-34. Thông số bù của dao tiện
Hình 1-35. Kho chứa dao dạng xích Hình 1-36. ài revonve
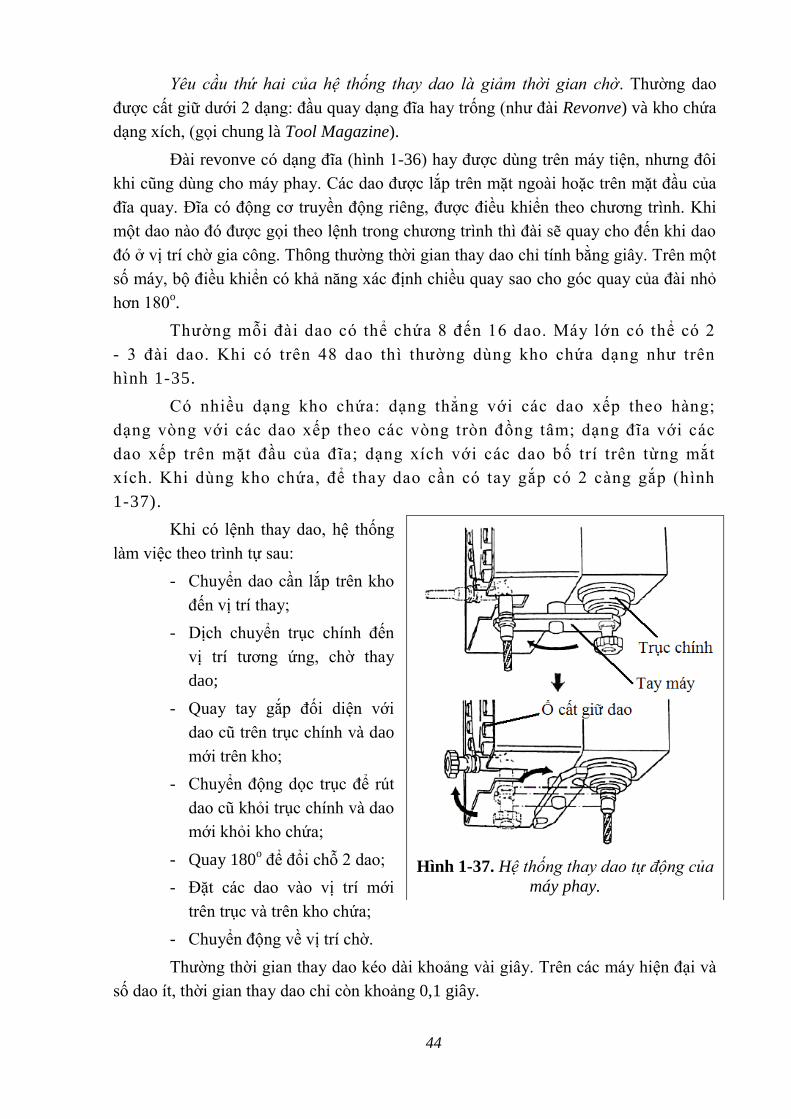
44
Yêu cầu thứ hai của hệ thống thay dao là giảm thời gian chờ. Thường dao
được cất giữ dưới 2 dạng: đầu quay dạng đĩa hay trống (như đài Revonve) và kho chứa
dạng xích, (gọi chung là Tool Magazine).
Đài revonve có dạng đĩa (hình 1-36) hay được dùng trên máy tiện, nhưng đôi
khi cũng dùng cho máy phay. Các dao được lắp trên mặt ngoài hoặc trên mặt đầu của
đĩa quay. Đĩa có động cơ truyền động riêng, được điều khiển theo chương trình. Khi
một dao nào đó được gọi theo lệnh trong chương trình thì đài sẽ quay cho đến khi dao
đó ở vị trí chờ gia công. Thông thường thời gian thay dao chỉ tính bằng giây. Trên một
số máy, bộ điều khiển có khả năng xác định chiều quay sao cho góc quay của đài nhỏ
hơn 180o.
Thường mỗi đài dao có thể chứa 8 đến 16 dao. Máy lớn có thể có 2
- 3 đài dao. Khi có trên 48 dao thì thường dùng kho chứa dạng như trên
hình 1-35.
Có nhiều dạng kho chứa: dạng thẳng với các dao xếp theo hàng;
dạng vòng với các dao xếp theo các vòng tròn đồng tâm; dạng đĩa với các
dao xếp trên mặt đầu của đĩa; dạng xích với các dao bố trí trên từng mắt
xích. Khi dùng kho chứa, để thay dao cần có tay gắp có 2 càng gắp (hình
1-37).
Khi có lệnh thay dao, hệ thống
làm việc theo trình tự sau:
- Chuyển dao cần lắp trên kho
đến vị trí thay;
- Dịch chuyển trục chính đến
vị trí tương ứng, chờ thay
dao;
- Quay tay gắp đối diện với
dao cũ trên trục chính và dao
mới trên kho;
- Chuyển động dọc trục để rút
dao cũ khỏi trục chính và dao
mới khỏi kho chứa;
- Quay 180o để đổi chỗ 2 dao;
- Đặt các dao vào vị trí mới
trên trục và trên kho chứa;
- Chuyển động về vị trí chờ.
Thường thời gian thay dao kéo dài khoảng vài giây. Trên các máy hiện đại và
số dao ít, thời gian thay dao chỉ còn khoảng 0,1 giây.
Hình 1-37. Hệ thống thay dao tự động của
máy phay.
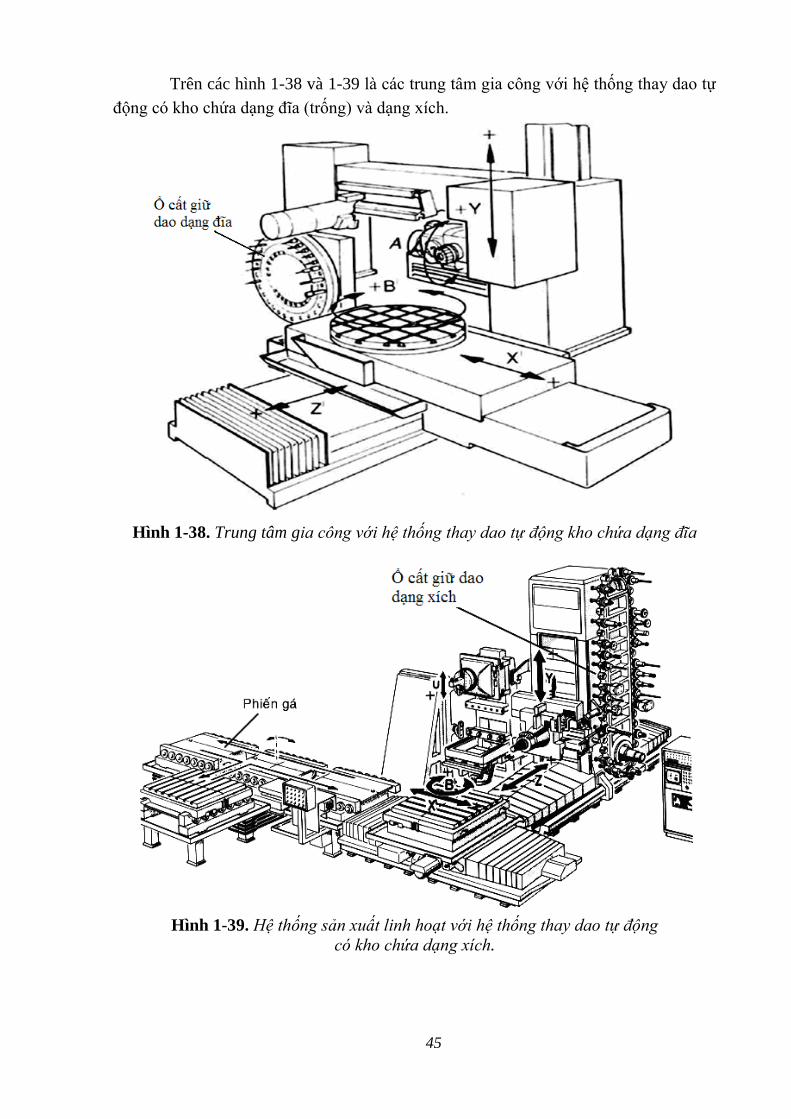
45
Trên các hình 1-38 và 1-39 là các trung tâm gia công với hệ thống thay dao tự
động có kho chứa dạng đĩa (trống) và dạng xích.
Hình 1-38. Trung tâm gia công với hệ thống thay dao tự động kho chứa dạng đĩa
Hình 1-39. Hệ thống sản xuất linh hoạt với hệ thống thay dao tự động
có kho chứa dạng xích.
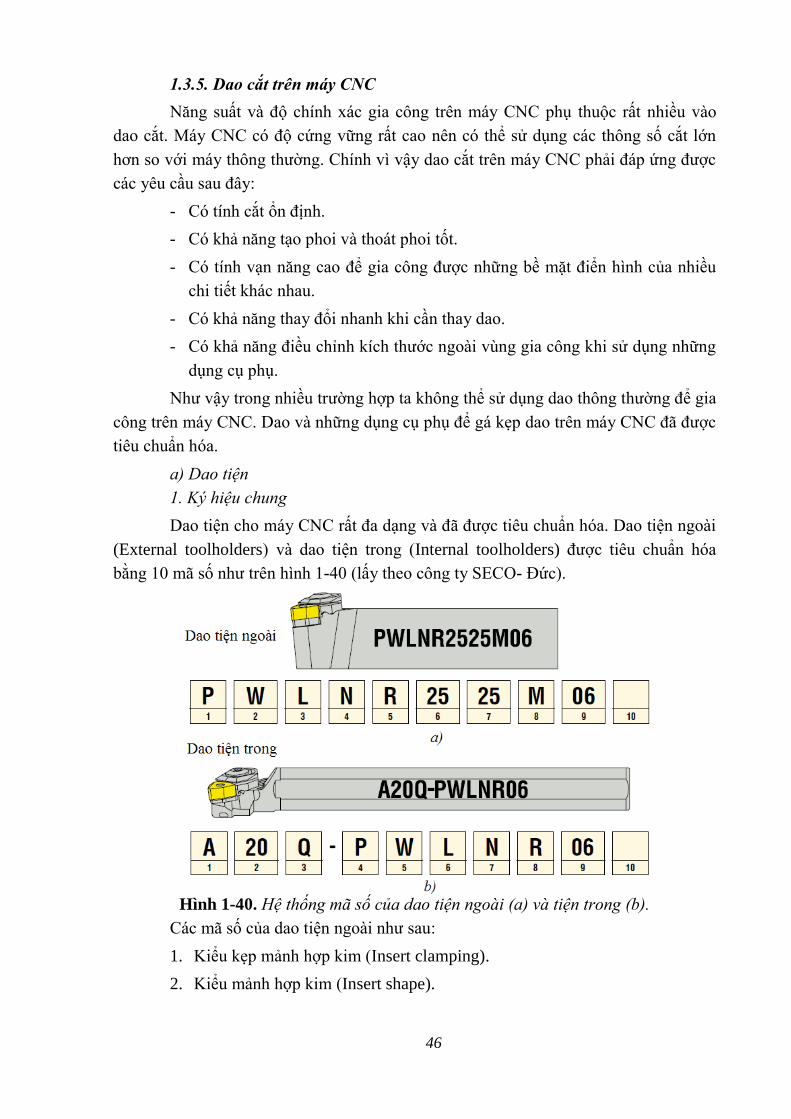
46
1.3.5. Dao cắt trên máy CNC
Năng suất và độ chính xác gia công trên máy CNC phụ thuộc rất nhiều vào
dao cắt. Máy CNC có độ cứng vững rất cao nên có thể sử dụng các thông số cắt lớn
hơn so với máy thông thường. Chính vì vậy dao cắt trên máy CNC phải đáp ứng được
các yêu cầu sau đây:
- Có tính cắt ổn định.
- Có khả năng tạo phoi và thoát phoi tốt.
- Có tính vạn năng cao để gia công được những bề mặt điển hình của nhiều
chi tiết khác nhau.
- Có khả năng thay đổi nhanh khi cần thay dao.
- Có khả năng điều chỉnh kích thước ngoài vùng gia công khi sử dụng những
dụng cụ phụ.
Như vậy trong nhiều trường hợp ta không thể sử dụng dao thông thường để gia
công trên máy CNC. Dao và những dụng cụ phụ để gá kẹp dao trên máy CNC đã được
tiêu chuẩn hóa.
a) Dao tiện
1. Ký hiệu chung
Dao tiện cho máy CNC rất đa dạng và đã được tiêu chuẩn hóa. Dao tiện ngoài
(External toolholders) và dao tiện trong (Internal toolholders) được tiêu chuẩn hóa
bằng 10 mã số như trên hình 1-40 (lấy theo công ty SECO- Đức).
Hình 1-40. Hệ thống mã số của dao tiện ngoài (a) và tiện trong (b).
Các mã số của dao tiện ngoài như sau:
1. Kiểu kẹp mảnh hợp kim (Insert clamping).
2. Kiểu mảnh hợp kim (Insert shape).
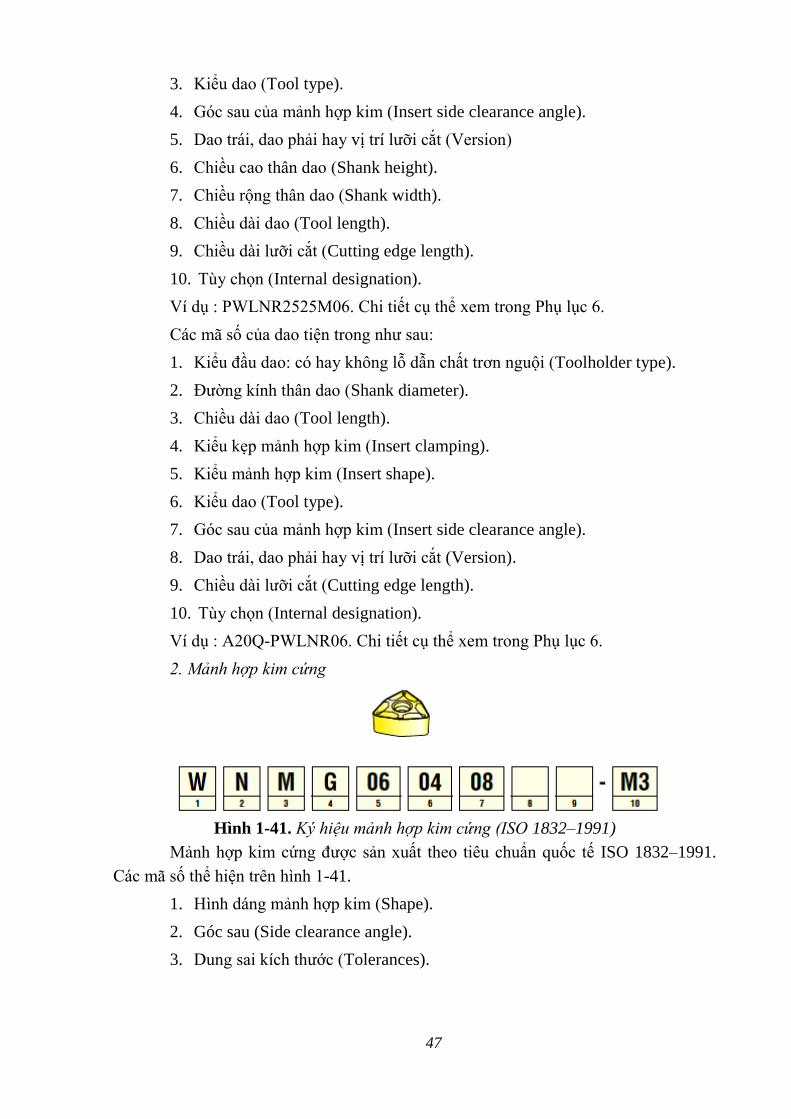
47
3. Kiểu dao (Tool type).
4. Góc sau của mảnh hợp kim (Insert side clearance angle).
5. Dao trái, dao phải hay vị trí lưỡi cắt (Version)
6. Chiều cao thân dao (Shank height).
7. Chiều rộng thân dao (Shank width).
8. Chiều dài dao (Tool length).
9. Chiều dài lưỡi cắt (Cutting edge length).
10. Tùy chọn (Internal designation).
Ví dụ : PWLNR2525M06. Chi tiết cụ thể xem trong Phụ lục 6.
Các mã số của dao tiện trong như sau:
1. Kiểu đầu dao: có hay không lỗ dẫn chất trơn nguội (Toolholder type).
2. Đường kính thân dao (Shank diameter).
3. Chiều dài dao (Tool length).
4. Kiểu kẹp mảnh hợp kim (Insert clamping).
5. Kiểu mảnh hợp kim (Insert shape).
6. Kiểu dao (Tool type).
7. Góc sau của mảnh hợp kim (Insert side clearance angle).
8. Dao trái, dao phải hay vị trí lưỡi cắt (Version).
9. Chiều dài lưỡi cắt (Cutting edge length).
10. Tùy chọn (Internal designation).
Ví dụ : A20Q-PWLNR06. Chi tiết cụ thể xem trong Phụ lục 6.
2. Mảnh hợp kim cứng
Hình 1-41. Ký hiệu mảnh hợp kim cứng (ISO 1832–1991)
Mảnh hợp kim cứng được sản xuất theo tiêu chuẩn quốc tế ISO 1832–1991.
Các mã số thể hiện trên hình 1-41.
1. Hình dáng mảnh hợp kim (Shape).
2. Góc sau (Side clearance angle).
3. Dung sai kích thước (Tolerances).
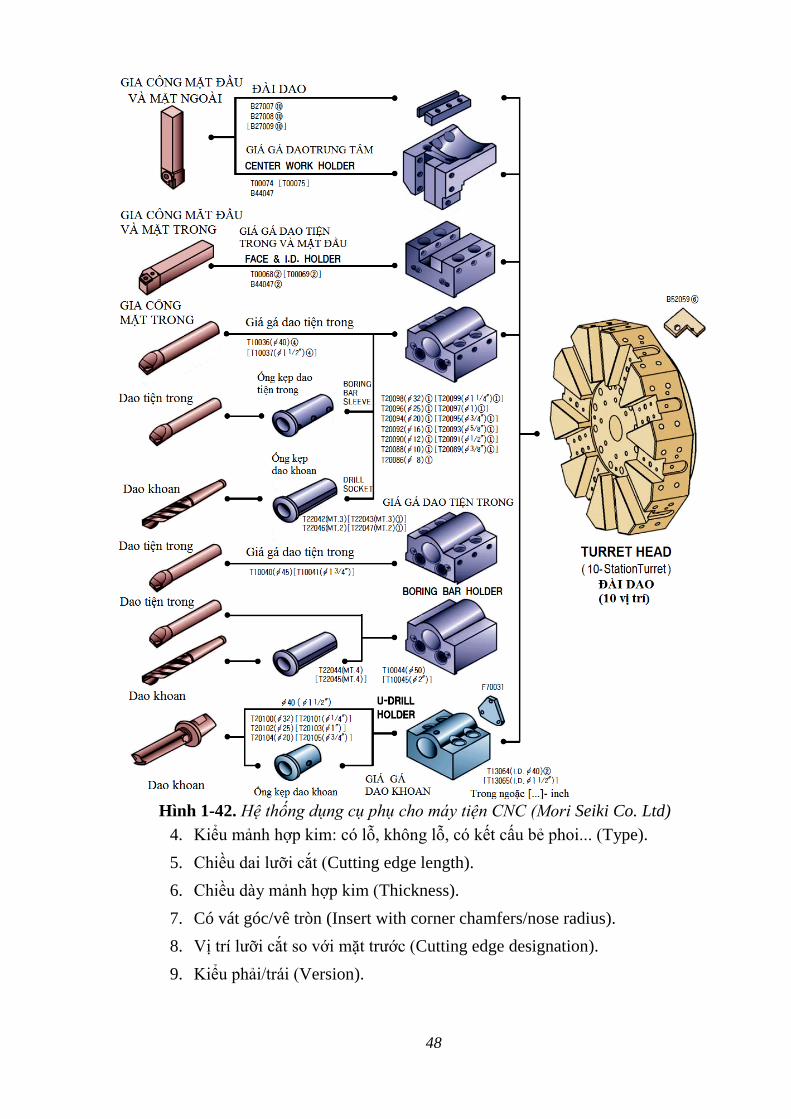
48
Hình 1-42. Hệ thống dụng cụ phụ cho máy tiện CNC (Mori Seiki Co. Ltd)
4. Kiểu mảnh hợp kim: có lỗ, không lỗ, có kết cấu bẻ phoi... (Type).
5. Chiều dai lưỡi cắt (Cutting edge length).
6. Chiều dày mảnh hợp kim (Thickness).
7. Có vát góc/vê tròn (Insert with corner chamfers/nose radius).
8. Vị trí lưỡi cắt so với mặt trước (Cutting edge designation).
9. Kiểu phải/trái (Version).
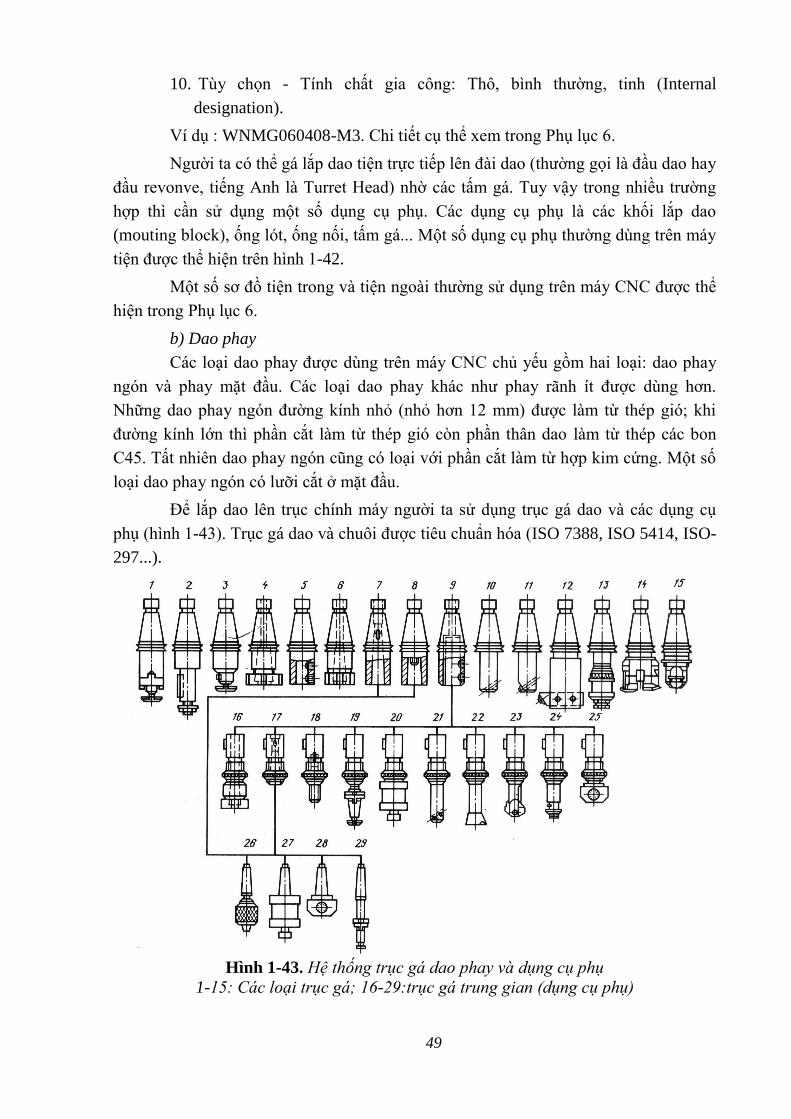
49
10. Tùy chọn - Tính chất gia công: Thô, bình thường, tinh (Internal
designation).
Ví dụ : WNMG060408-M3. Chi tiết cụ thể xem trong Phụ lục 6.
Người ta có thể gá lắp dao tiện trực tiếp lên đài dao (thường gọi là đầu dao hay
đầu revonve, tiếng Anh là Turret Head) nhờ các tấm gá. Tuy vậy trong nhiều trường
hợp thì cần sử dụng một số dụng cụ phụ. Các dụng cụ phụ là các khối lắp dao
(mouting block), ống lót, ống nối, tấm gá... Một số dụng cụ phụ thường dùng trên máy
tiện được thể hiện trên hình 1-42.
Một số sơ đồ tiện trong và tiện ngoài thường sử dụng trên máy CNC được thể
hiện trong Phụ lục 6.
b) Dao phay
Các loại dao phay được dùng trên máy CNC chủ yếu gồm hai loại: dao phay
ngón và phay mặt đầu. Các loại dao phay khác như phay rãnh ít được dùng hơn.
Những dao phay ngón đường kính nhỏ (nhỏ hơn 12 mm) được làm từ thép gió; khi
đường kính lớn thì phần cắt làm từ thép gió còn phần thân dao làm từ thép các bon
C45. Tất nhiên dao phay ngón cũng có loại với phần cắt làm từ hợp kim cứng. Một số
loại dao phay ngón có lưỡi cắt ở mặt đầu.
Để lắp dao lên trục chính máy người ta sử dụng trục gá dao và các dụng cụ
phụ (hình 1-43). Trục gá dao và chuôi được tiêu chuẩn hóa (ISO 7388, ISO 5414, ISO-
297...).
Hình 1-43. Hệ thống trục gá dao phay và dụng cụ phụ
1-15: Các loại trục gá; 16-29:trục gá trung gian (dụng cụ phụ)
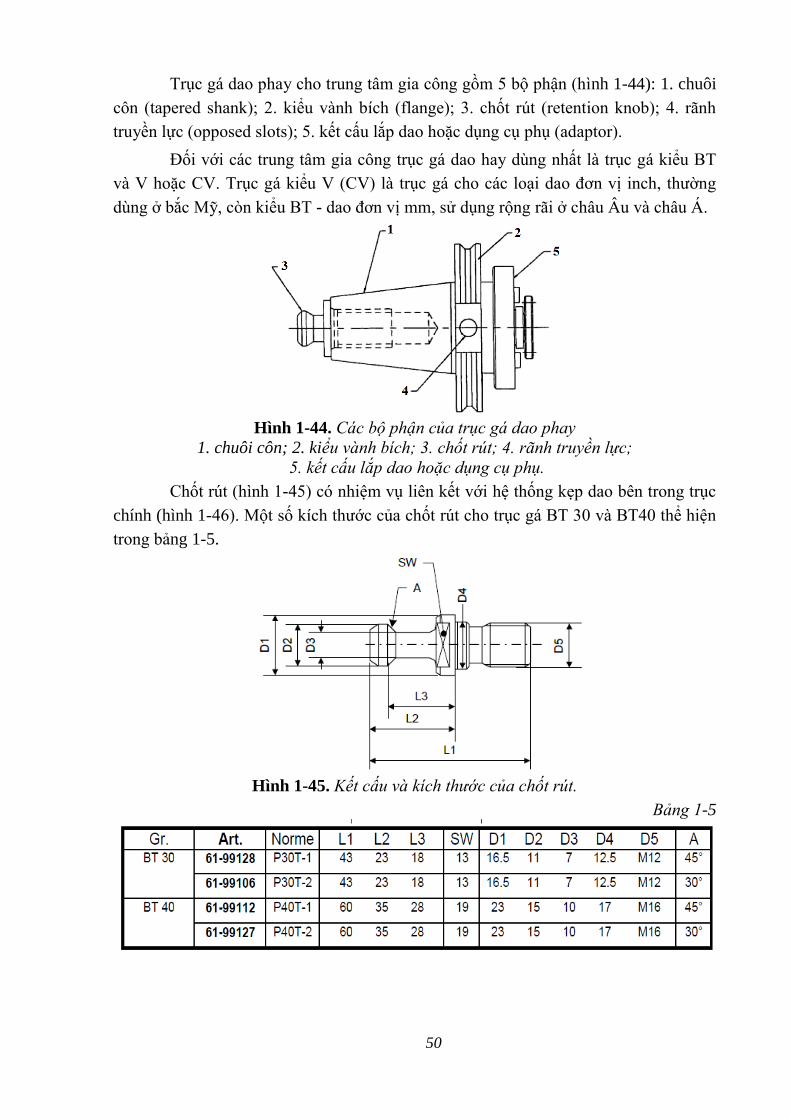
50
Trục gá dao phay cho trung tâm gia công gồm 5 bộ phận (hình 1-44): 1. chuôi
côn (tapered shank); 2. kiểu vành bích (flange); 3. chốt rút (retention knob); 4. rãnh
truyền lực (opposed slots); 5. kết cấu lắp dao hoặc dụng cụ phụ (adaptor).
Đối với các trung tâm gia công trục gá dao hay dùng nhất là trục gá kiểu BT
và V hoặc CV. Trục gá kiểu V (CV) là trục gá cho các loại dao đơn vị inch, thường
dùng ở bắc Mỹ, còn kiểu BT - dao đơn vị mm, sử dụng rộng rãi ở châu Âu và châu Á.
Hình 1-44. Các bộ phận của trục gá dao phay
1. chuôi côn; 2. kiểu vành bích; 3. chốt rút; 4. rãnh truyền lực;
5. kết cấu lắp dao hoặc dụng cụ phụ.
Chốt rút (hình 1-45) có nhiệm vụ liên kết với hệ thống kẹp dao bên trong trục
chính (hình 1-46). Một số kích thước của chốt rút cho trục gá BT 30 và BT40 thể hiện
trong bảng 1-5.
Hình 1-45. Kết cấu và kích thước của chốt rút.
Bảng 1-5
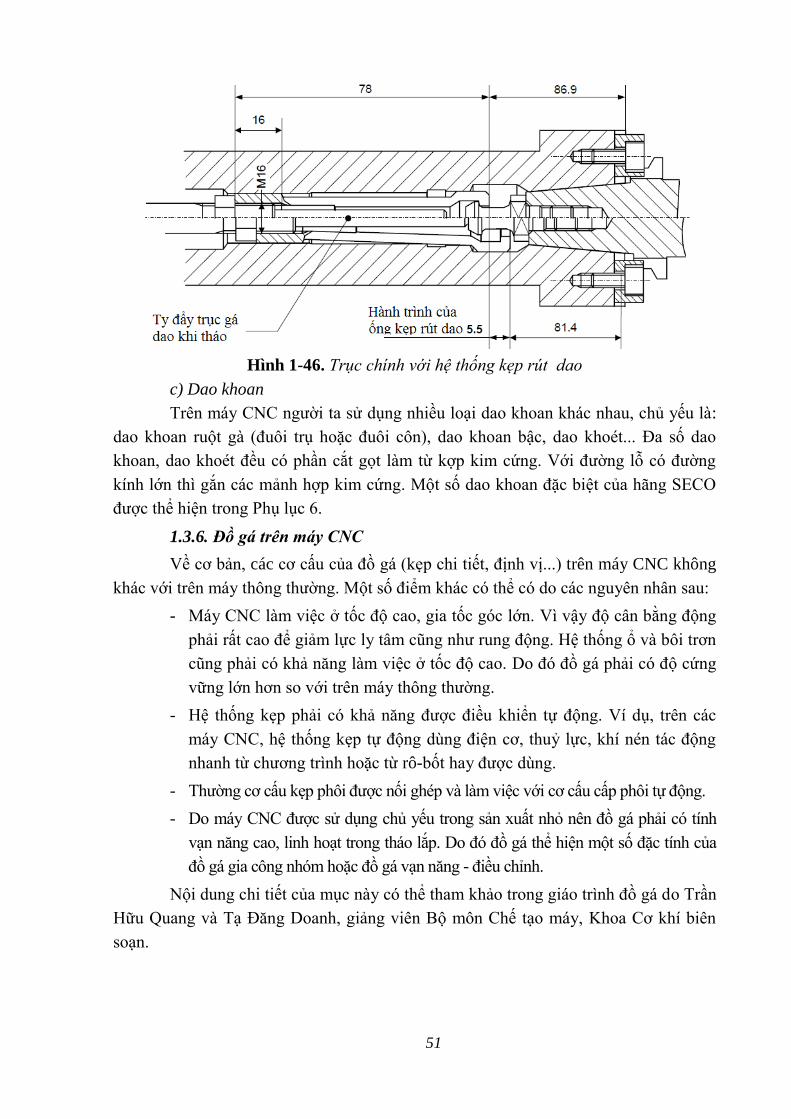
51
Hình 1-46. Trục chính với hệ thống kẹp rút dao
c) Dao khoan
Trên máy CNC người ta sử dụng nhiều loại dao khoan khác nhau, chủ yếu là:
dao khoan ruột gà (đuôi trụ hoặc đuôi côn), dao khoan bậc, dao khoét... Đa số dao
khoan, dao khoét đều có phần cắt gọt làm từ kợp kim cứng. Với đường lỗ có đường
kính lớn thì gắn các mảnh hợp kim cứng. Một số dao khoan đặc biệt của hãng SECO
được thể hiện trong Phụ lục 6.
1.3.6. Đồ gá trên máy CNC
Về cơ bản, các cơ cấu của đồ gá (kẹp chi tiết, định vị...) trên máy CNC không
khác với trên máy thông thường. Một số điểm khác có thể có do các nguyên nhân sau:
- Máy CNC làm việc ở tốc độ cao, gia tốc góc lớn. Vì vậy độ cân bằng động
phải rất cao để giảm lực ly tâm cũng như rung động. Hệ thống ổ và bôi trơn
cũng phải có khả năng làm việc ở tốc độ cao. Do đó đồ gá phải có độ cứng
vững lớn hơn so với trên máy thông thường.
- Hệ thống kẹp phải có khả năng được điều khiển tự động. Ví dụ, trên các
máy CNC, hệ thống kẹp tự động dùng điện cơ, thu lực, khí nén tác động
nhanh từ chương trình hoặc từ rô-bốt hay được dùng.
- Thường cơ cấu kẹp phôi được nối ghép và làm việc với cơ cấu cấp phôi tự động.
- Do máy CNC được sử dụng chủ yếu trong sản xuất nhỏ nên đồ gá phải có tính
vạn năng cao, linh hoạt trong tháo lắp. Do đó đồ gá thể hiện một số đặc tính của
đồ gá gia công nhóm hoặc đồ gá vạn năng - điều chỉnh.
Nội dung chi tiết của mục này có thể tham khảo trong giáo trình đồ gá do Trần
Hữu Quang và Tạ Đăng Doanh, giảng viên Bộ môn Chế tạo máy, Khoa Cơ khí biên
soạn.
52
Chƣơng 2 HỆ THỐNG ĐIỀU KHIỂN SỐ
2.1. Khái niệm về hệ thống điều khiển số
Điều khiển số (Numerical Control - NC) là một trong những thành tựu quan
trọng nhất của những biến đổi trong sản xuất công nghiệp kể từ cuộc cách mạng kỹ
thuật công nghiệp lần thứ nhất. Ra đời trong những năm đầu của thập k 50 của thế k
XX, công nghệ NC đã trải qua một số mốc phát triển quan trọng cả về phần cứng lẫn
phần mềm. Ngày nay hàng trăm ngàn máy công cụ NC làm việc trong các phân xưởng
của rất nhiều nước trên thế giới. Vậy điều khiển số là gì ? Hiệp hội công nghiệp điện
tử (EIA, Mỹ) định nghĩa về NC như “là một hệ thống mà hoạt động của nó được điều
khiển bằng dữ liệu số được mã hóa và lưu trữ, được đưa vào trực tiếp tại một thời
điểm nào đó. Hệ thống này cần biên dịch tự động ít nhất là một phần dữ liệu này”.
Điều khiển số là tự động điều khiển các hoạt động của máy (như các máy cắt kim loại,
rô-bốt, băng tải vận chuyển phôi liệu hoặc chi tiết gia công, các kho quản lý phôi và
sản phẩm...) trên cơ sở các dữ liệu dạng chữ số, số thập phân, các chữ cái và một số ký
tự đặc biệt được cung cấp ở dạng mã số nhị phân trong chương trình làm việc của thiết
bị hay hệ thống. Ngày nay điều khiển số được hiểu là phương pháp điều khiển quá
trình sản xuất nhờ trực tiếp đưa vào máy các lệnh dạng mã số3. Cũng có thể coi NC là
một hình thức thông minh của các hệ thống tự động khả trình (có khả năng lập trình),
trong đó máy công cụ được điều khiển bởi một loạt các lệnh (chỉ dẫn) đã được mã hoá
bằng các chữ cái, số, kí hiệu, biểu tượng (symbol)... Những lệnh đã mã hoá này được
chuyển đổi thành hai dạng tín hiệu điều khiển: tín hiệu ra dạng xung điện và tín hiệu
điều khiển dạng đóng/mở (ON/OFF). Các xung điện điều khiển vị trí của dao cắt so
với phôi và tốc độ dịch chuyển của nó. Chức năng của các tín hiệu ON/OFF bao gồm:
điều khiển tốc độ và hướng quay của trục chính, điều khiển đóng mở dung dịch trơn
nguội, lựa chọn dao cắt, dừng máy hoặc các tác động khác như tháo và kẹp phôi, tạm
dừng...
Trong những năm 70 của thế k trước, điều khiển số đã nhanh chóng áp dụng
các thành tựu phát triển của kỹ thuật vi điện tử, mạch tích hợp, vi xử lý... Những phần
cứng chuyên dụng của hệ thống NC to lớn nối cứng đã được thay thế bằng các cụm vi
tính và các phần mềm linh hoạt hơn. Dung lượng nhớ ngày càng mở rộng, tạo điều
kiện lưu trữ trong hệ điều khiển số trước hết là từng chương trình, sau đó là cả thư viện
chương trình, lại có thể sửa đổi chương trình đã lập một cách dễ dàng nhờ phần mềm
soạn thảo trong hệ điều hành của máy. Trong thời gian này giao diện của hệ thống thay
đổi triệt để: sử dụng màn hình màu, độ phân giải cao, hiển thị nhiều thông tin; bảng
3 Nguyên văn tiếng Anh: Numerical Control (NC) refers to the method of controlling the
manufacturing operation by means of directly inserted coded numerical instructions into the
machine tool.
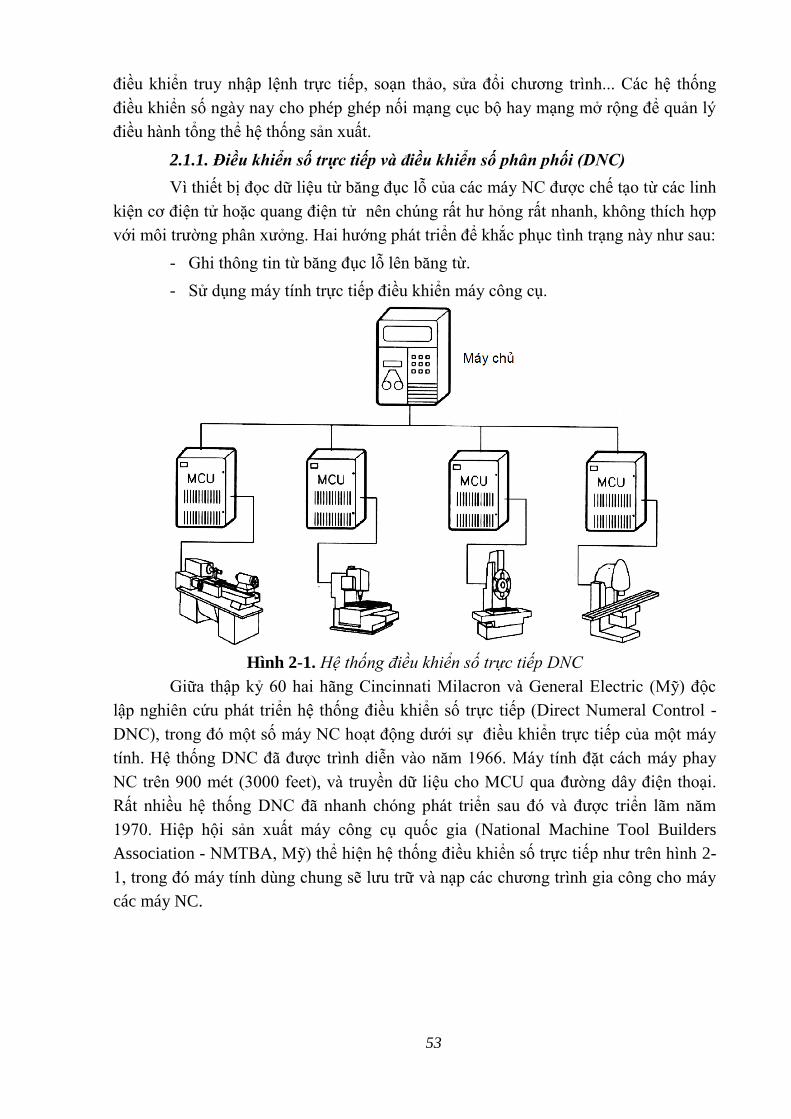
53
điều khiển truy nhập lệnh trực tiếp, soạn thảo, sửa đổi chương trình... Các hệ thống
điều khiển số ngày nay cho phép ghép nối mạng cục bộ hay mạng mở rộng để quản lý
điều hành tổng thể hệ thống sản xuất.
2.1.1. Điều khiển số trực tiếp và điều khiển số phân phối (DNC)
Vì thiết bị đọc dữ liệu từ băng đục lỗ của các máy NC được chế tạo từ các linh
kiện cơ điện tử hoặc quang điện tử nên chúng rất hư hỏng rất nhanh, không thích hợp
với môi trường phân xưởng. Hai hướng phát triển để khắc phục tình trạng này như sau:
- Ghi thông tin từ băng đục lỗ lên băng từ.
- Sử dụng máy tính trực tiếp điều khiển máy công cụ.
Hình 2-1. Hệ thống điều khiển số trực tiếp DNC
Giữa thập k 60 hai hãng Cincinnati Milacron và General Electric (Mỹ) độc
lập nghiên cứu phát triển hệ thống điều khiển số trực tiếp (Direct Numeral Control -
DNC), trong đó một số máy NC hoạt động dưới sự điều khiển trực tiếp của một máy
tính. Hệ thống DNC đã được trình diễn vào năm 1966. Máy tính đặt cách máy phay
NC trên 900 mét (3000 feet), và truyền dữ liệu cho MCU qua đường dây điện thoại.
Rất nhiều hệ thống DNC đã nhanh chóng phát triển sau đó và được triển lãm năm
1970. Hiệp hội sản xuất máy công cụ quốc gia (National Machine Tool Builders
Association - NMTBA, Mỹ) thể hiện hệ thống điều khiển số trực tiếp như trên hình 2-
1, trong đó máy tính dùng chung sẽ lưu trữ và nạp các chương trình gia công cho máy
các máy NC.
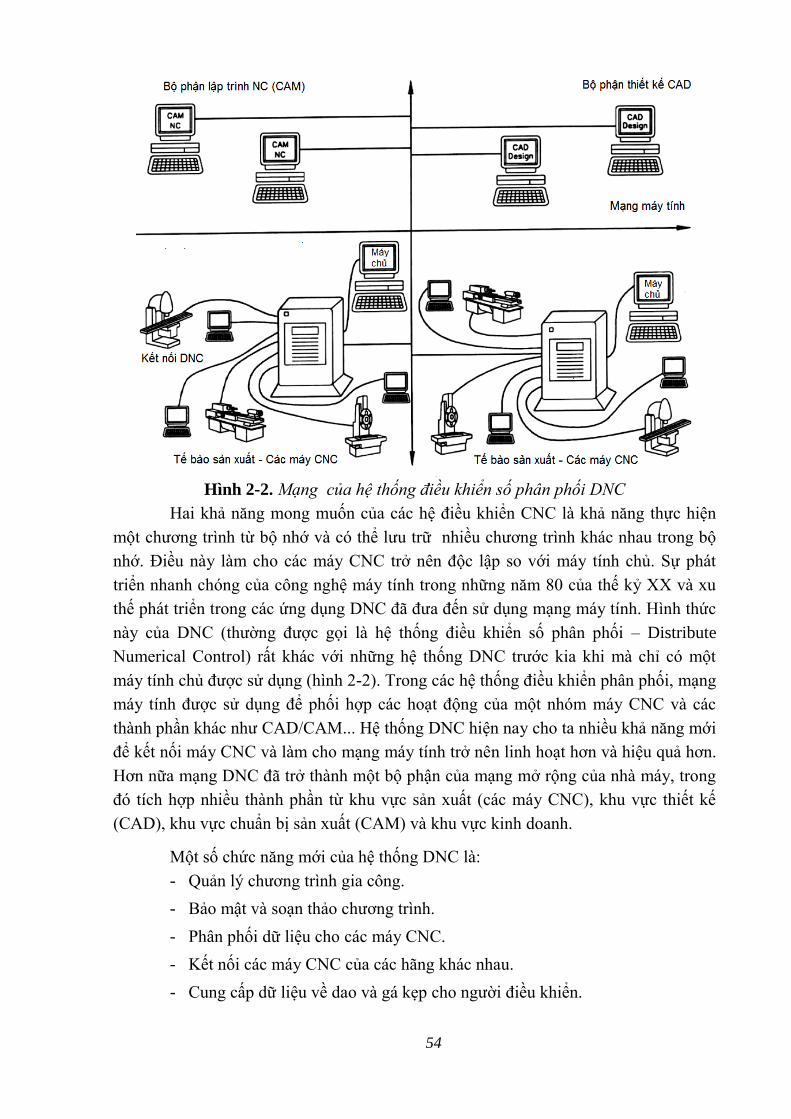
54
Hình 2-2. Mạng của hệ thống điều khiển số phân phối DNC
Hai khả năng mong muốn của các hệ điều khiển CNC là khả năng thực hiện
một chương trình từ bộ nhớ và có thể lưu trữ nhiều chương trình khác nhau trong bộ
nhớ. Điều này làm cho các máy CNC trở nên độc lập so với máy tính chủ. Sự phát
triển nhanh chóng của công nghệ máy tính trong những năm 80 của thế k XX và xu
thế phát triển trong các ứng dụng DNC đã đưa đến sử dụng mạng máy tính. Hình thức
này của DNC (thường được gọi là hệ thống điều khiển số phân phối – Distribute
Numerical Control) rất khác với những hệ thống DNC trước kia khi mà chỉ có một
máy tính chủ được sử dụng (hình 2-2). Trong các hệ thống điều khiển phân phối, mạng
máy tính được sử dụng để phối hợp các hoạt động của một nhóm máy CNC và các
thành phần khác như CAD/CAM... Hệ thống DNC hiện nay cho ta nhiều khả năng mới
để kết nối máy CNC và làm cho mạng máy tính trở nên linh hoạt hơn và hiệu quả hơn.
Hơn nữa mạng DNC đã trở thành một bộ phận của mạng mở rộng của nhà máy, trong
đó tích hợp nhiều thành phần từ khu vực sản xuất (các máy CNC), khu vực thiết kế
(CAD), khu vực chuẩn bị sản xuất (CAM) và khu vực kinh doanh.
Một số chức năng mới của hệ thống DNC là:
- Quản lý chương trình gia công.
- Bảo mật và soạn thảo chương trình.
- Phân phối dữ liệu cho các máy CNC.
- Kết nối các máy CNC của các hãng khác nhau.
- Cung cấp dữ liệu về dao và gá kẹp cho người điều khiển.
55
- Tổng hợp và quản lý dữ liệu gia công liên quan đến thời gian kết thúc, thời
gian gia công, tuổi thọ dao, thống kê chất lượng sản phẩm, số lượng chi tiết
đã gia công...
Cấu hình cơ bản của một hệ DNC kiểu mới bao gồm có phần cứng và phần
mềm. Phần cứng có:
- Máy chủ với cấu hình mạnh, tốc độ cao, bộ nhớ rất lớn.
- Các máy tính đầu cuối sử dụng trực tiếp tại xưởng sản xuất. Chúng kết nối
với máy chủ và với một nhóm máy CNC.
- Giao tiếp DNC. Đây là các cổng RS-232-C để kết nối máy CNC vào mạng.
Một số máy NC đòi hỏi có giao tiếp bằng đầu đọc băng đục lỗ.
- Dây cáp mạng dùng để truyền dữ liệu trong mạng.
- Các máy CNC và có thể có máy NC, PLC.
Phần mềm gồm có:
- Phần mềm quản trị mạng.
- Các phần mềm ứng dụng: Phần mềm soạn thảo, phần mềm đồ hoạ, phần
mềm APT, phần mềm CAD/CAM...
- Hệ quản trị dữ liệu.
2.1.2. Điều khiển số có máy tính (CNC)
Ý tưởng phát triển hệ thống này được hình thành từ hệ thống điều khiển số
trực tiếp DNC khi xuất hiện khả năng đưa máy tính (cụm vi xử lý P -
microprocessor) vào cụm điều khiển máy công cụ MCU. Nhờ các máy vi tính dựa trên
các mạch tích hợp nhỏ gọn và các màn hình giá rẻ mà hệ thống CNC mới trở thành
hiện thực: máy vi tính trở thành hạt nhân của MCU để điều khiển một máy công cụ.
Hiện nay hầu hết các máy công cụ điều khiển số là máy CNC. Các máy CNC có bộ
nhớ lớn để chứa nhiều chương trình để gia công và tích hợp nhiều chức năng thông
minh khác. Máy CNC đọc, lưu và thực hiện toàn bộ chương trình trong bộ nhớ.
Chương trình điều hành cơ bản (phần cứng = Hardware) được cài đặt để xử lý
nhiệm vụ vốn có của một hệ thống điều khiển số bao gồm:
- Nạp dữ liệu chương trình.
- Ghi nhớ các dữ liệu.
- Xử lý các dữ liệu để nhận được các chuyển động của máy và các chức năng
phụ.
- Điều khiển các chuyển động trên máy.
- Cụm xử lý trung tâm CPU (Central Procesing Unit) có thể là một cụm vi
tính đơn chức (Mono - Microprocesing) hoặc một cụm vi tính đa chức năng
(Multi - Microprocesing).
56
Chương trình hoạt động trên các máy tính này được lập ra từ bảng điều khiển
và các cụm tự động lập trình trên máy.
Những phần từ khác nhau của hệ thống điều khiển số được tập hợp thành
nhóm, được xếp đặt trong một tủ điều khiển gắn liền với bảng phím điều khiển và đầu
đọc thông tin.
Cấu trúc CNC có thể được môđun hoá như sau:
- Môđun hoá các cụm chức năng điều khiển số và các bộ nối ghép có thể lập
trình tự động.
- Môđun hoá bảng điều khiển nối ghép hai địa chỉ với hàng loạt quan hệ.
Cụm này có thể gắn trên cần cônxon di động được.
Các môđun nói trên được gắn trực tiếp trên thân máy. Nhờ sự giảm tối đa kích
thước của các phần tử tự động, đã cho phép thu nhỏ kích thước của cụm CNC và có
thể cài đặt thẳng vào bảng điều khiển gắn trên cônxon di động.
2.2. Phân loại điều khiển số
- Các hệ thống điều khiển số được phân loại theo:
- Dạng đường chạy dao có thể điều khiển được.
- Cấu trúc hệ thống.
- Nguồn thông tin điều khiển.
- Số trục có thể điều khiển đồng thời.
Theo dạng đường chạy dao có thể điều khiển được ta có: điều khiển điểm
(point to point - PTP) và điều khiển đường liên tục (continuouse-path). Theo cấu trúc
hệ thống ta có điều khiển NC và CNC. Theo nguồn thông tin điều khiển ta có điều
khiển hở và điều khiển kín (có phản hồi) và điều khiển thích nghi. Theo số trục có thể
điều khiển đồng thời ta có hệ điều khiển 2D, 2,5D và 3D, 4D, 5D...
2.2.1. Điều khiển điểm PTP
Các hệ thống điều khiển điểm còn được gọi là hệ thống điều khiển vị trí
(positioning). Chức năng chủ yếu của chúng là là dịch chuyển dao từ điểm này đến
điểm khác. Ví dụ dịch chuyển từ A đến B. Có 3 cách dịch chuyển khác nhau:
Dịch chuyển dọc theo từng trục toạ độ. Đầu tiên dao dịch chuyển theo trục toạ
độ nào đó (ví dụ theo trục Y đến điểm A', hình 2-3), sau đó dao mới dịch chuyển đến
điểm đích B dọc theo trục toạ độ thứ hai (trục X).
Dịch chuyển thẳng nghiêng 450. Đầu tiên dao dịch chuyển theo cả 2 trục toạ
độ X và Y cho đến khi đạt được toạ độ nào đó của điểm đích (ví dụ YB, tại điểm C,
hình 2-3), sau đó dịch chuyển theo trục toạ độ còn lại (X) để đến điểm đích B.
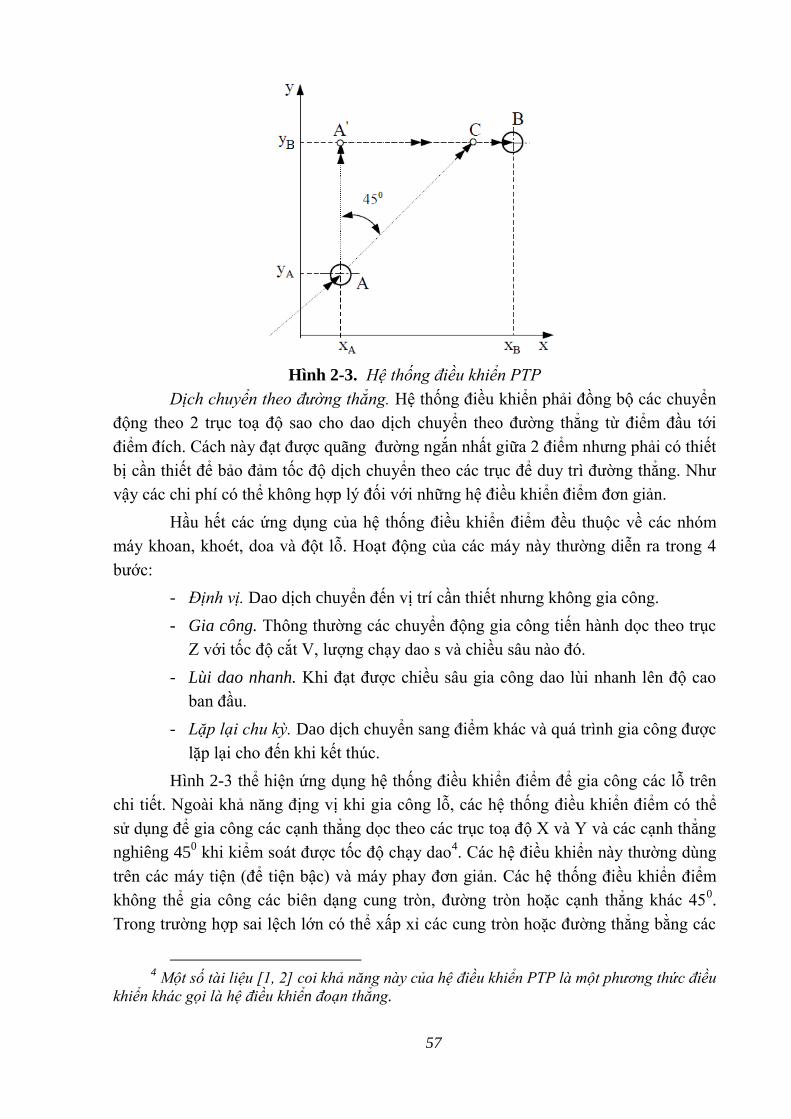
57
Hình 2-3. Hệ thống điều khiển PTP
Dịch chuyển theo đường thẳng. Hệ thống điều khiển phải đồng bộ các chuyển
động theo 2 trục toạ độ sao cho dao dịch chuyển theo đường thẳng từ điểm đầu tới
điểm đích. Cách này đạt được quãng đường ngắn nhất giữa 2 điểm nhưng phải có thiết
bị cần thiết để bảo đảm tốc độ dịch chuyển theo các trục để duy trì đường thẳng. Như
vậy các chi phí có thể không hợp lý đối với những hệ điều khiển điểm đơn giản.
Hầu hết các ứng dụng của hệ thống điều khiển điểm đều thuộc về các nhóm
máy khoan, khoét, doa và đột lỗ. Hoạt động của các máy này thường diễn ra trong 4
bước:
- ịnh vị. Dao dịch chuyển đến vị trí cần thiết nhưng không gia công.
- Gia công. Thông thường các chuyển động gia công tiến hành dọc theo trục
Z với tốc độ cắt V, lượng chạy dao s và chiều sâu nào đó.
- Lùi dao nhanh. Khi đạt được chiều sâu gia công dao lùi nhanh lên độ cao
ban đầu.
- Lặp lại chu kỳ. Dao dịch chuyển sang điểm khác và quá trình gia công được
lặp lại cho đến khi kết thúc.
Hình 2-3 thể hiện ứng dụng hệ thống điều khiển điểm để gia công các lỗ trên
chi tiết. Ngoài khả năng địng vị khi gia công lỗ, các hệ thống điều khiển điểm có thể
sử dụng để gia công các cạnh thẳng dọc theo các trục toạ độ X và Y và các cạnh thẳng
nghiêng 450 khi kiểm soát được tốc độ chạy dao
4. Các hệ điều khiển này thường dùng
trên các máy tiện (để tiện bậc) và máy phay đơn giản. Các hệ thống điều khiển điểm
không thể gia công các biên dạng cung tròn, đường tròn hoặc cạnh thẳng khác 450.
Trong trường hợp sai lệch lớn có thể xấp xỉ các cung tròn hoặc đường thẳng bằng các
4 Một số tài liệu [1, 2] coi khả năng này của hệ điều khiển PTP là một phương thức điều
khiển khác gọi là hệ điều khiển đoạn thẳng.
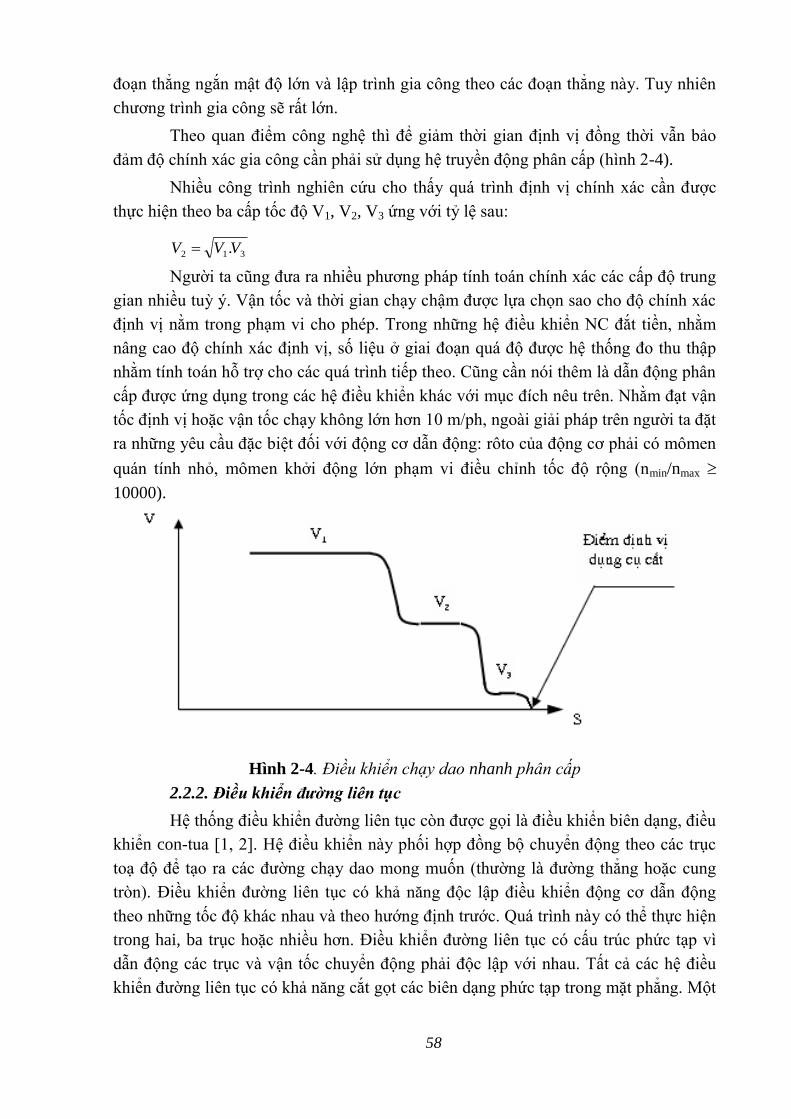
58
đoạn thẳng ngắn mật độ lớn và lập trình gia công theo các đoạn thẳng này. Tuy nhiên
chương trình gia công sẽ rất lớn.
Theo quan điểm công nghệ thì để giảm thời gian định vị đồng thời vẫn bảo
đảm độ chính xác gia công cần phải sử dụng hệ truyền động phân cấp (hình 2-4).
Nhiều công trình nghiên cứu cho thấy quá trình định vị chính xác cần được
thực hiện theo ba cấp tốc độ V1, V2, V3 ứng với t lệ sau:
312 .VVV
Người ta cũng đưa ra nhiều phương pháp tính toán chính xác các cấp độ trung
gian nhiều tuỳ ý. Vận tốc và thời gian chạy chậm được lựa chọn sao cho độ chính xác
định vị nằm trong phạm vi cho phép. Trong những hệ điều khiển NC đắt tiền, nhằm
nâng cao độ chính xác định vị, số liệu ở giai đoạn quá độ được hệ thống đo thu thập
nhằm tính toán hỗ trợ cho các quá trình tiếp theo. Cũng cần nói thêm là dẫn động phân
cấp được ứng dụng trong các hệ điều khiển khác với mục đích nêu trên. Nhằm đạt vận
tốc định vị hoặc vận tốc chạy không lớn hơn 10 m/ph, ngoài giải pháp trên người ta đặt
ra những yêu cầu đặc biệt đối với động cơ dẫn động: rôto của động cơ phải có mômen
quán tính nhỏ, mômen khởi động lớn phạm vi điều chỉnh tốc độ rộng (nmin/nmax
10000).
Hình 2-4. iều khiển chạy dao nhanh phân cấp
2.2.2. Điều khiển đường liên tục
Hệ thống điều khiển đường liên tục còn được gọi là điều khiển biên dạng, điều
khiển con-tua [1, 2]. Hệ điều khiển này phối hợp đồng bộ chuyển động theo các trục
toạ độ để tạo ra các đường chạy dao mong muốn (thường là đường thẳng hoặc cung
tròn). Điều khiển đường liên tục có khả năng độc lập điều khiển động cơ dẫn động
theo những tốc độ khác nhau và theo hướng định trước. Quá trình này có thể thực hiện
trong hai, ba trục hoặc nhiều hơn. Điều khiển đường liên tục có cấu trúc phức tạp vì
dẫn động các trục và vận tốc chuyển động phải độc lập với nhau. Tất cả các hệ điều
khiển đường liên tục có khả năng cắt gọt các biên dạng phức tạp trong mặt phẳng. Một
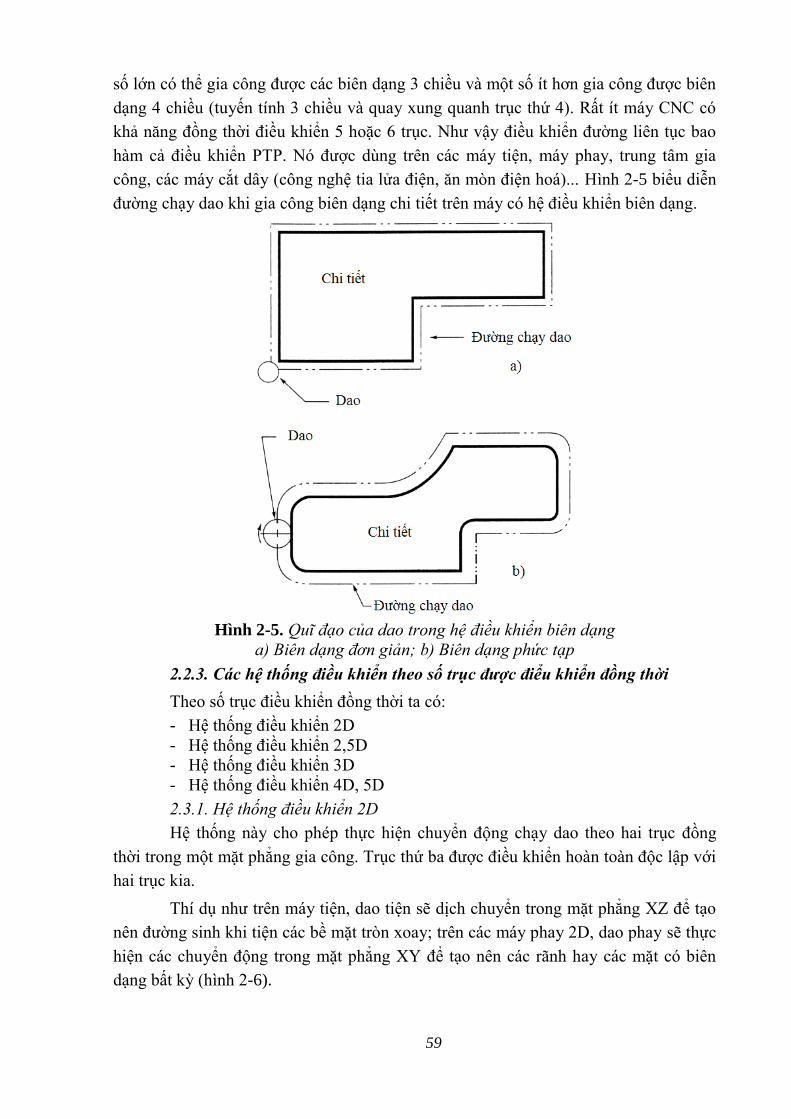
59
số lớn có thể gia công được các biên dạng 3 chiều và một số ít hơn gia công được biên
dạng 4 chiều (tuyến tính 3 chiều và quay xung quanh trục thứ 4). Rất ít máy CNC có
khả năng đồng thời điều khiển 5 hoặc 6 trục. Như vậy điều khiển đường liên tục bao
hàm cả điều khiển PTP. Nó được dùng trên các máy tiện, máy phay, trung tâm gia
công, các máy cắt dây (công nghệ tia lửa điện, ăn mòn điện hoá)... Hình 2-5 biểu diễn
đường chạy dao khi gia công biên dạng chi tiết trên máy có hệ điều khiển biên dạng.
Hình 2-5. Quĩ đạo của dao trong hệ điều khiển biên dạng
a) Biên dạng đơn giản; b) Biên dạng phức tạp
2.2.3. Các hệ thống điều khiển theo số trục được điểu khiển đồng thời
Theo số trục điều khiển đồng thời ta có:
- Hệ thống điều khiển 2D
- Hệ thống điều khiển 2,5D
- Hệ thống điều khiển 3D
- Hệ thống điều khiển 4D, 5D
2.3.1. Hệ thống điều khiển 2D
Hệ thống này cho phép thực hiện chuyển động chạy dao theo hai trục đồng
thời trong một mặt phẳng gia công. Trục thứ ba được điều khiển hoàn toàn độc lập với
hai trục kia.
Thí dụ như trên máy tiện, dao tiện sẽ dịch chuyển trong mặt phẳng XZ để tạo
nên đường sinh khi tiện các bề mặt tròn xoay; trên các máy phay 2D, dao phay sẽ thực
hiện các chuyển động trong mặt phẳng XY để tạo nên các rãnh hay các mặt có biên
dạng bất kỳ (hình 2-6).
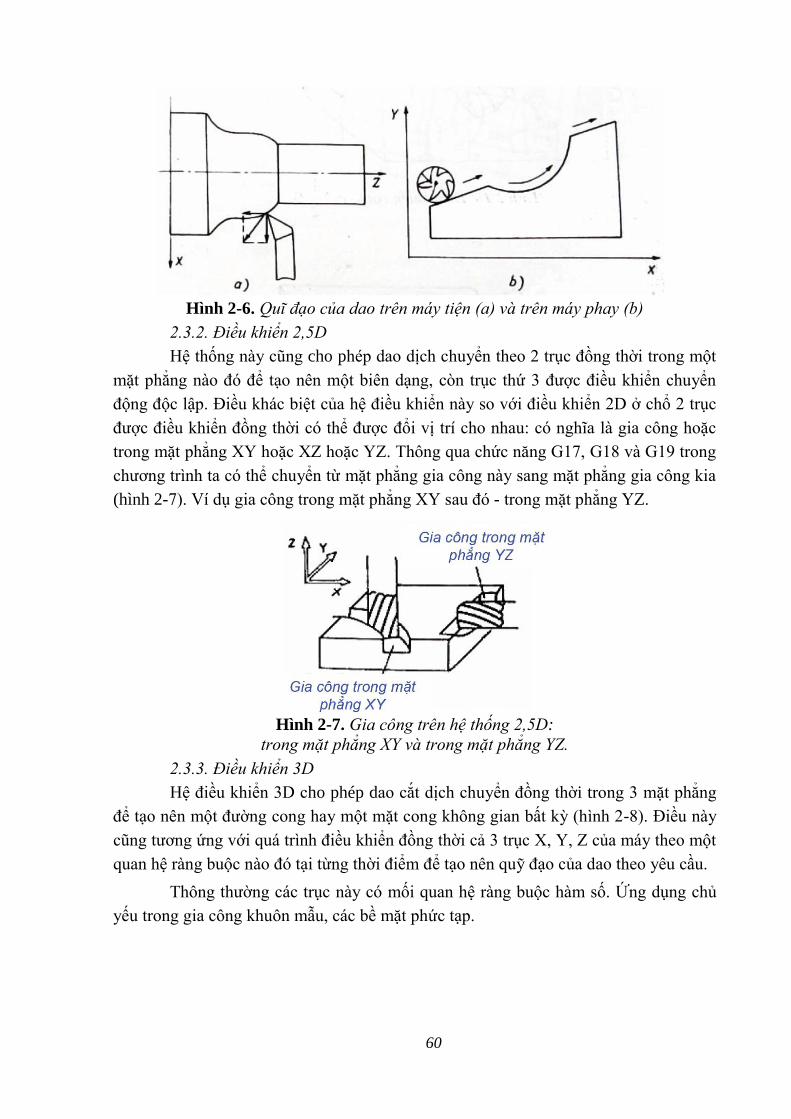
60
Hình 2-6. Quĩ đạo của dao trên máy tiện (a) và trên máy phay (b)
2.3.2. iều khiển 2,5D
Hệ thống này cũng cho phép dao dịch chuyển theo 2 trục đồng thời trong một
mặt phẳng nào đó để tạo nên một biên dạng, còn trục thứ 3 được điều khiển chuyển
động độc lập. Điều khác biệt của hệ điều khiển này so với điều khiển 2D ở chổ 2 trục
được điều khiển đồng thời có thể được đổi vị trí cho nhau: có nghĩa là gia công hoặc
trong mặt phẳng XY hoặc XZ hoặc YZ. Thông qua chức năng G17, G18 và G19 trong
chương trình ta có thể chuyển từ mặt phẳng gia công này sang mặt phẳng gia công kia
(hình 2-7). Ví dụ gia công trong mặt phẳng XY sau đó - trong mặt phẳng YZ.
Hình 2-7. Gia công trên hệ thống 2,5D:
trong mặt phẳng XY và trong mặt phẳng YZ.
2.3.3. iều khiển 3D
Hệ điều khiển 3D cho phép dao cắt dịch chuyển đồng thời trong 3 mặt phẳng
để tạo nên một đường cong hay một mặt cong không gian bất kỳ (hình 2-8). Điều này
cũng tương ứng với quá trình điều khiển đồng thời cả 3 trục X, Y, Z của máy theo một
quan hệ ràng buộc nào đó tại từng thời điểm để tạo nên quỹ đạo của dao theo yêu cầu.
Thông thường các trục này có mối quan hệ ràng buộc hàm số. Ứng dụng chủ
yếu trong gia công khuôn mẫu, các bề mặt phức tạp.
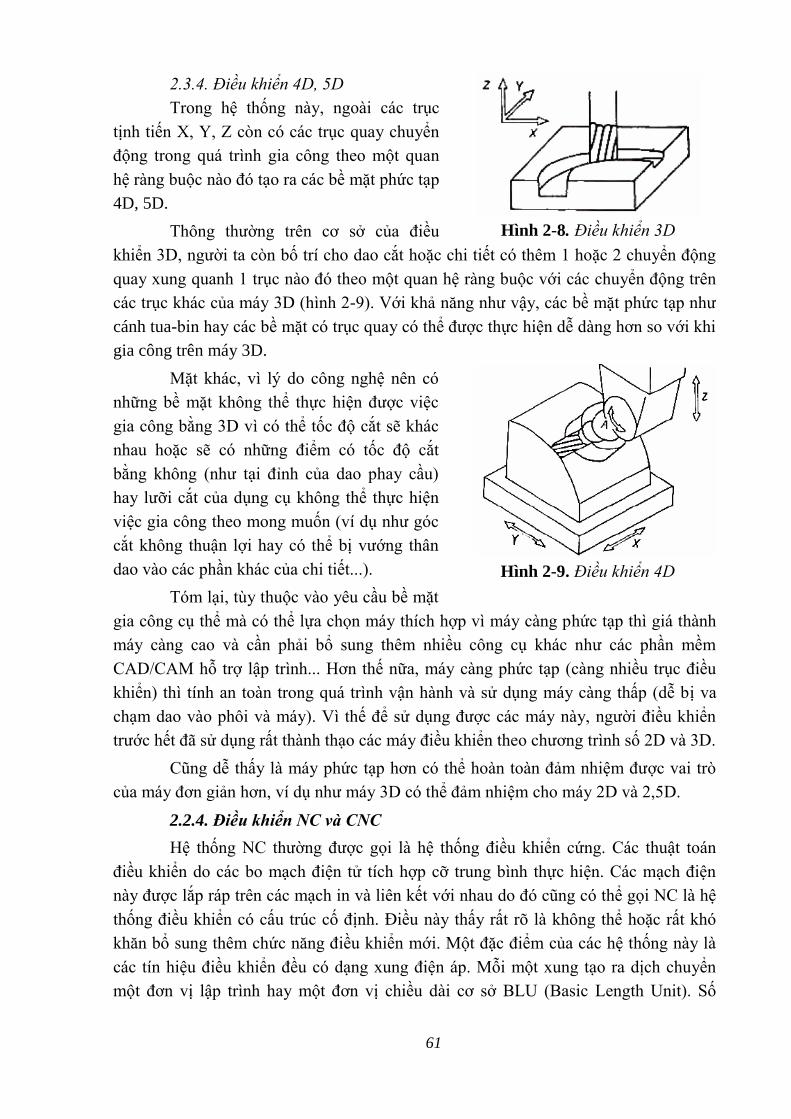
61
2.3.4. iều khiển 4D, 5D
Trong hệ thống này, ngoài các trục
tịnh tiến X, Y, Z còn có các trục quay chuyển
động trong quá trình gia công theo một quan
hệ ràng buộc nào đó tạo ra các bề mặt phức tạp
4D, 5D.
Thông thường trên cơ sở của điều
khiển 3D, người ta còn bố trí cho dao cắt hoặc chi tiết có thêm 1 hoặc 2 chuyển động
quay xung quanh 1 trục nào đó theo một quan hệ ràng buộc với các chuyển động trên
các trục khác của máy 3D (hình 2-9). Với khả năng như vậy, các bề mặt phức tạp như
cánh tua-bin hay các bề mặt có trục quay có thể được thực hiện dễ dàng hơn so với khi
gia công trên máy 3D.
Mặt khác, vì lý do công nghệ nên có
những bề mặt không thể thực hiện được việc
gia công bằng 3D vì có thể tốc độ cắt sẽ khác
nhau hoặc sẽ có những điểm có tốc độ cắt
bằng không (như tại đỉnh của dao phay cầu)
hay lưỡi cắt của dụng cụ không thể thực hiện
việc gia công theo mong muốn (ví dụ như góc
cắt không thuận lợi hay có thể bị vướng thân
dao vào các phần khác của chi tiết...).
Tóm lại, tùy thuộc vào yêu cầu bề mặt
gia công cụ thể mà có thể lựa chọn máy thích hợp vì máy càng phức tạp thì giá thành
máy càng cao và cần phải bổ sung thêm nhiều công cụ khác như các phần mềm
CAD/CAM hỗ trợ lập trình... Hơn thế nữa, máy càng phức tạp (càng nhiều trục điều
khiển) thì tính an toàn trong quá trình vận hành và sử dụng máy càng thấp (dễ bị va
chạm dao vào phôi và máy). Vì thế để sử dụng được các máy này, người điều khiển
trước hết đã sử dụng rất thành thạo các máy điều khiển theo chương trình số 2D và 3D.
Cũng dễ thấy là máy phức tạp hơn có thể hoàn toàn đảm nhiệm được vai trò
của máy đơn giản hơn, ví dụ như máy 3D có thể đảm nhiệm cho máy 2D và 2,5D.
2.2.4. Điều khiển NC và CNC
Hệ thống NC thường được gọi là hệ thống điều khiển cứng. Các thuật toán
điều khiển do các bo mạch điện tử tích hợp cỡ trung bình thực hiện. Các mạch điện
này được lắp ráp trên các mạch in và liên kết với nhau do đó cũng có thể gọi NC là hệ
thống điều khiển có cấu trúc cố định. Điều này thấy rất rõ là không thể hoặc rất khó
khăn bổ sung thêm chức năng điều khiển mới. Một đặc điểm của các hệ thống này là
các tín hiệu điều khiển đều có dạng xung điện áp. Mỗi một xung tạo ra dịch chuyển
một đơn vị lập trình hay một đơn vị chiều dài cơ sở BLU (Basic Length Unit). Số
Hình 2-8. iều khiển 3D
Hình 2-9. iều khiển 4D
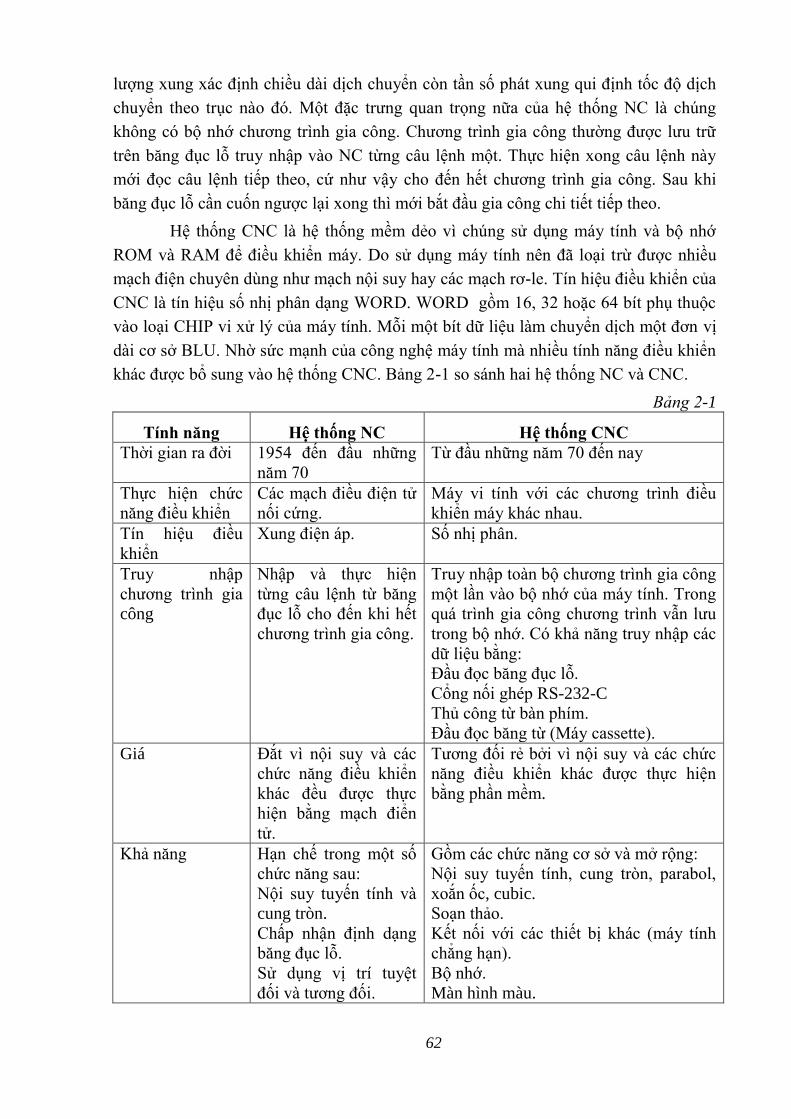
62
lượng xung xác định chiều dài dịch chuyển còn tần số phát xung qui định tốc độ dịch
chuyển theo trục nào đó. Một đặc trưng quan trọng nữa của hệ thống NC là chúng
không có bộ nhớ chương trình gia công. Chương trình gia công thường được lưu trữ
trên băng đục lỗ truy nhập vào NC từng câu lệnh một. Thực hiện xong câu lệnh này
mới đọc câu lệnh tiếp theo, cứ như vậy cho đến hết chương trình gia công. Sau khi
băng đục lỗ cần cuốn ngược lại xong thì mới bắt đầu gia công chi tiết tiếp theo.
Hệ thống CNC là hệ thống mềm dẻo vì chúng sử dụng máy tính và bộ nhớ
ROM và RAM để điều khiển máy. Do sử dụng máy tính nên đã loại trừ được nhiều
mạch điện chuyên dùng như mạch nội suy hay các mạch rơ-le. Tín hiệu điều khiển của
CNC là tín hiệu số nhị phân dạng WORD. WORD gồm 16, 32 hoặc 64 bít phụ thuộc
vào loại CHIP vi xử lý của máy tính. Mỗi một bít dữ liệu làm chuyển dịch một đơn vị
dài cơ sở BLU. Nhờ sức mạnh của công nghệ máy tính mà nhiều tính năng điều khiển
khác được bổ sung vào hệ thống CNC. Bảng 2-1 so sánh hai hệ thống NC và CNC.
Bảng 2-1
Tính năng Hệ thống NC Hệ thống CNC
Thời gian ra đời 1954 đến đầu những
năm 70
Từ đầu những năm 70 đến nay
Thực hiện chức
năng điều khiển
Các mạch điều điện tử
nối cứng.
Máy vi tính với các chương trình điều
khiển máy khác nhau.
Tín hiệu điều
khiển
Xung điện áp. Số nhị phân.
Truy nhập
chương trình gia
công
Nhập và thực hiện
từng câu lệnh từ băng
đục lỗ cho đến khi hết
chương trình gia công.
Truy nhập toàn bộ chương trình gia công
một lần vào bộ nhớ của máy tính. Trong
quá trình gia công chương trình vẫn lưu
trong bộ nhớ. Có khả năng truy nhập các
dữ liệu bằng:
Đầu đọc băng đục lỗ.
Cổng nối ghép RS-232-C
Thủ công từ bàn phím.
Đầu đọc băng từ (Máy cassette).
Giá Đắt vì nội suy và các
chức năng điều khiển
khác đều được thực
hiện bằng mạch điển
tử.
Tương đối rẻ bởi vì nội suy và các chức
năng điều khiển khác được thực hiện
bằng phần mềm.
Khả năng Hạn chế trong một số
chức năng sau:
Nội suy tuyến tính và
cung tròn.
Chấp nhận định dạng
băng đục lỗ.
Sử dụng vị trí tuyệt
đối và tương đối.
Gồm các chức năng cơ sở và mở rộng:
Nội suy tuyến tính, cung tròn, parabol,
xoắn ốc, cubic.
Soạn thảo.
Kết nối với các thiết bị khác (máy tính
chẳng hạn).
Bộ nhớ.
Màn hình màu.
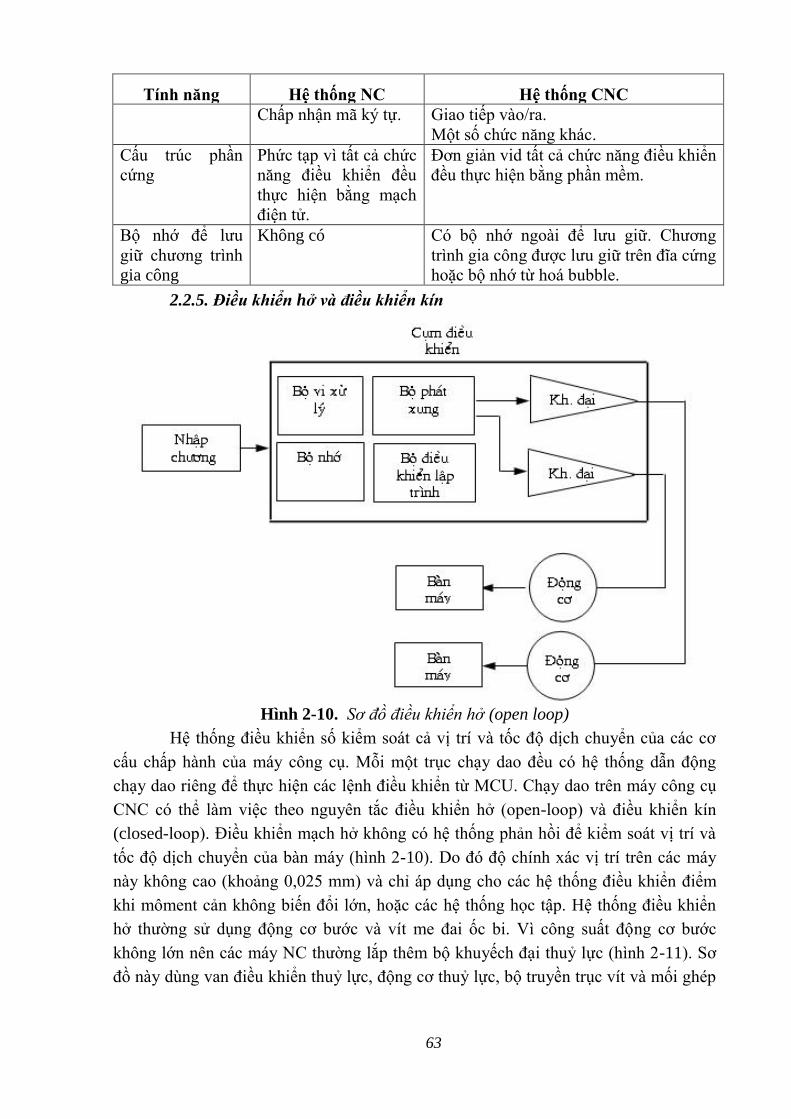
63
Tính năng Hệ thống NC Hệ thống CNC
Chấp nhận mã ký tự. Giao tiếp vào/ra.
Một số chức năng khác.
Cấu trúc phần
cứng
Phức tạp vì tất cả chức
năng điều khiển đều
thực hiện bằng mạch
điện tử.
Đơn giản vid tất cả chức năng điều khiển
đều thực hiện bằng phần mềm.
Bộ nhớ để lưu
giữ chương trình
gia công
Không có Có bộ nhớ ngoài để lưu giữ. Chương
trình gia công được lưu giữ trên đĩa cứng
hoặc bộ nhớ từ hoá bubble.
2.2.5. Điều khiển h và điều khiển kín
Hình 2-10. Sơ đồ điều khiển hở (open loop)
Hệ thống điều khiển số kiểm soát cả vị trí và tốc độ dịch chuyển của các cơ
cấu chấp hành của máy công cụ. Mỗi một trục chạy dao đều có hệ thống dẫn động
chạy dao riêng để thực hiện các lệnh điều khiển từ MCU. Chạy dao trên máy công cụ
CNC có thể làm việc theo nguyên tắc điều khiển hở (open-loop) và điều khiển kín
(closed-loop). Điều khiển mạch hở không có hệ thống phản hồi để kiểm soát vị trí và
tốc độ dịch chuyển của bàn máy (hình 2-10). Do đó độ chính xác vị trí trên các máy
này không cao (khoảng 0,025 mm) và chỉ áp dụng cho các hệ thống điều khiển điểm
khi môment cản không biến đổi lớn, hoặc các hệ thống học tập. Hệ thống điều khiển
hở thường sử dụng động cơ bước và vít me đai ốc bi. Vì công suất động cơ bước
không lớn nên các máy NC thường lắp thêm bộ khuyếch đại thu lực (hình 2-11). Sơ
đồ này dùng van điều khiển thu lực, động cơ thu lực, bộ truyền trục vít và mối ghép
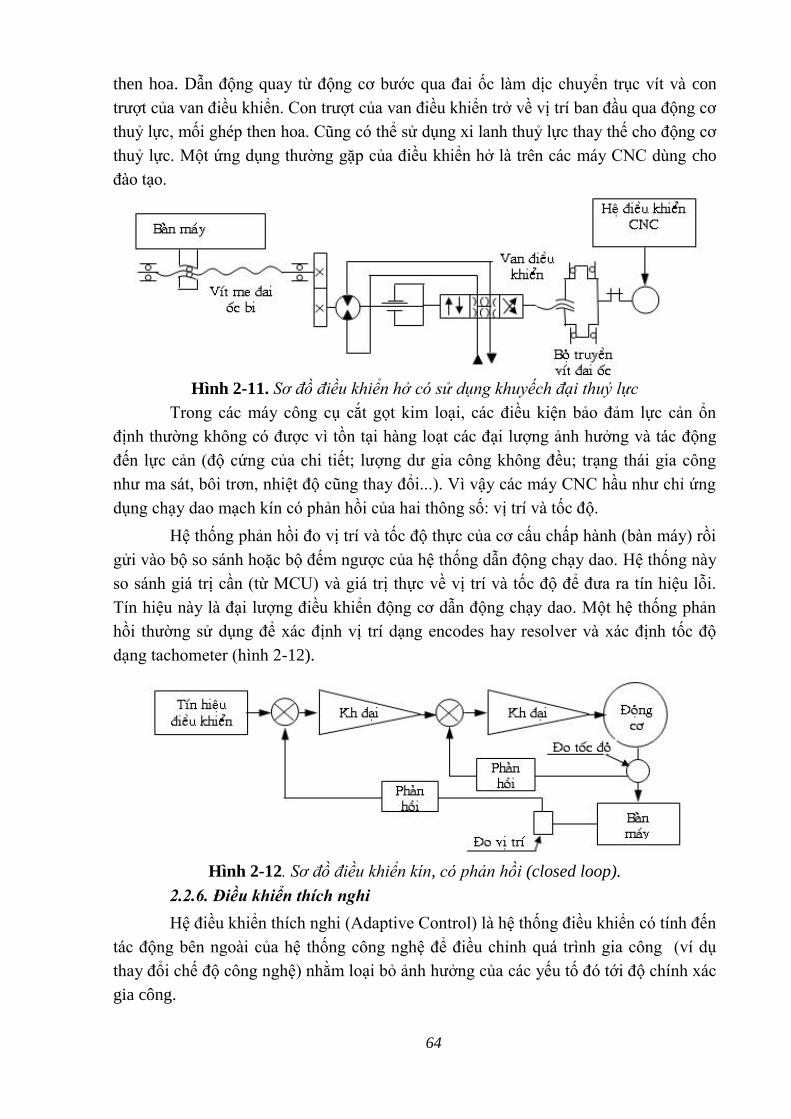
64
then hoa. Dẫn động quay từ động cơ bước qua đai ốc làm dịc chuyển trục vít và con
trượt của van điều khiển. Con trượt của van điều khiển trở về vị trí ban đầu qua động cơ
thu lực, mối ghép then hoa. Cũng có thể sử dụng xi lanh thu lực thay thế cho động cơ
thu lực. Một ứng dụng thường gặp của điều khiển hở là trên các máy CNC dùng cho
đào tạo.
Hình 2-11. Sơ đồ điều khiển hở có sử dụng khuyếch đại thuỷ lực
Trong các máy công cụ cắt gọt kim loại, các điều kiện bảo đảm lực cản ổn
định thường không có được vì tồn tại hàng loạt các đại lượng ảnh hưởng và tác động
đến lực cản (độ cứng của chi tiết; lượng dư gia công không đều; trạng thái gia công
như ma sát, bôi trơn, nhiệt độ cũng thay đổi...). Vì vậy các máy CNC hầu như chỉ ứng
dụng chạy dao mạch kín có phản hồi của hai thông số: vị trí và tốc độ.
Hệ thống phản hồi đo vị trí và tốc độ thực của cơ cấu chấp hành (bàn máy) rồi
gửi vào bộ so sánh hoặc bộ đếm ngược của hệ thống dẫn động chạy dao. Hệ thống này
so sánh giá trị cần (từ MCU) và giá trị thực về vị trí và tốc độ để đưa ra tín hiệu lỗi.
Tín hiệu này là đại lượng điều khiển động cơ dẫn động chạy dao. Một hệ thống phản
hồi thường sử dụng để xác định vị trí dạng encodes hay resolver và xác định tốc độ
dạng tachometer (hình 2-12).
Hình 2-12. Sơ đồ điều khiển kín, có phản hồi (closed loop).
2.2.6. Điều khiển thích nghi
Hệ điều khiển thích nghi (Adaptive Control) là hệ thống điều khiển có tính đến
tác động bên ngoài của hệ thống công nghệ để điều chỉnh quá trình gia công (ví dụ
thay đổi chế độ công nghệ) nhằm loại bỏ ảnh hưởng của các yếu tố đó tới độ chính xác
gia công.
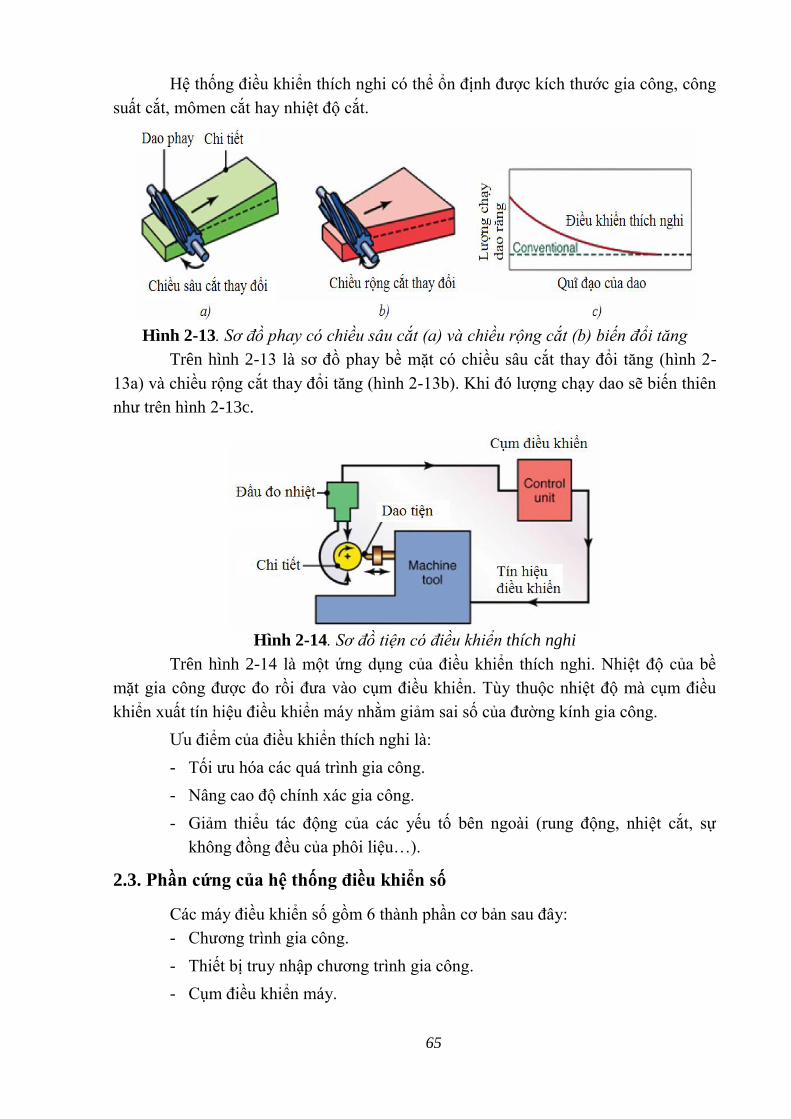
65
Hệ thống điều khiển thích nghi có thể ổn định được kích thước gia công, công
suất cắt, mômen cắt hay nhiệt độ cắt.
Hình 2-13. Sơ đồ phay có chiều sâu cắt (a) và chiều rộng cắt (b) biến đổi tăng
Trên hình 2-13 là sơ đồ phay bề mặt có chiều sâu cắt thay đổi tăng (hình 2-
13a) và chiều rộng cắt thay đổi tăng (hình 2-13b). Khi đó lượng chạy dao sẽ biến thiên
như trên hình 2-13c.
Hình 2-14. Sơ đồ tiện có điều khiển thích nghi
Trên hình 2-14 là một ứng dụng của điều khiển thích nghi. Nhiệt độ của bề
mặt gia công được đo rồi đưa vào cụm điều khiển. Tùy thuộc nhiệt độ mà cụm điều
khiển xuất tín hiệu điều khiển máy nhằm giảm sai số của đường kính gia công.
Ưu điểm của điều khiển thích nghi là:
- Tối ưu hóa các quá trình gia công.
- Nâng cao độ chính xác gia công.
- Giảm thiểu tác động của các yếu tố bên ngoài (rung động, nhiệt cắt, sự
không đồng đều của phôi liệu…).
2.3. Phần cứng của hệ thống điều khiển số
Các máy điều khiển số gồm 6 thành phần cơ bản sau đây:
- Chương trình gia công.
- Thiết bị truy nhập chương trình gia công.
- Cụm điều khiển máy.
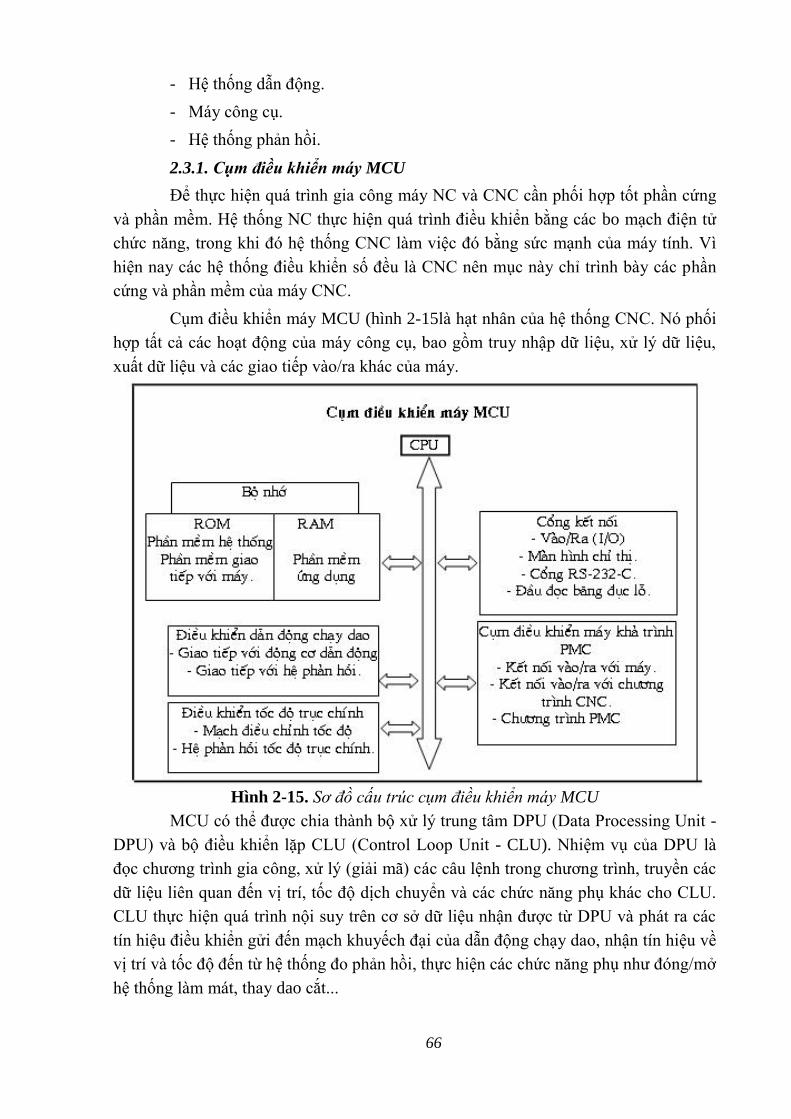
66
- Hệ thống dẫn động.
- Máy công cụ.
- Hệ thống phản hồi.
2.3.1. Cụm điều khiển máy MCU
Để thực hiện quá trình gia công máy NC và CNC cần phối hợp tốt phần cứng
và phần mềm. Hệ thống NC thực hiện quá trình điều khiển bằng các bo mạch điện tử
chức năng, trong khi đó hệ thống CNC làm việc đó bằng sức mạnh của máy tính. Vì
hiện nay các hệ thống điều khiển số đều là CNC nên mục này chỉ trình bày các phần
cứng và phần mềm của máy CNC.
Cụm điều khiển máy MCU (hình 2-15là hạt nhân của hệ thống CNC. Nó phối
hợp tất cả các hoạt động của máy công cụ, bao gồm truy nhập dữ liệu, xử lý dữ liệu,
xuất dữ liệu và các giao tiếp vào/ra khác của máy.
Hình 2-15. Sơ đồ cấu trúc cụm điều khiển máy MCU
MCU có thể được chia thành bộ xử lý trung tâm DPU (Data Processing Unit -
DPU) và bộ điều khiển lặp CLU (Control Loop Unit - CLU). Nhiệm vụ của DPU là
đọc chương trình gia công, xử lý (giải mã) các câu lệnh trong chương trình, truyền các
dữ liệu liên quan đến vị trí, tốc độ dịch chuyển và các chức năng phụ khác cho CLU.
CLU thực hiện quá trình nội suy trên cơ sở dữ liệu nhận được từ DPU và phát ra các
tín hiệu điều khiển gửi đến mạch khuyếch đại của dẫn động chạy dao, nhận tín hiệu về
vị trí và tốc độ đến từ hệ thống đo phản hồi, thực hiện các chức năng phụ như đóng/mở
hệ thống làm mát, thay dao cắt...
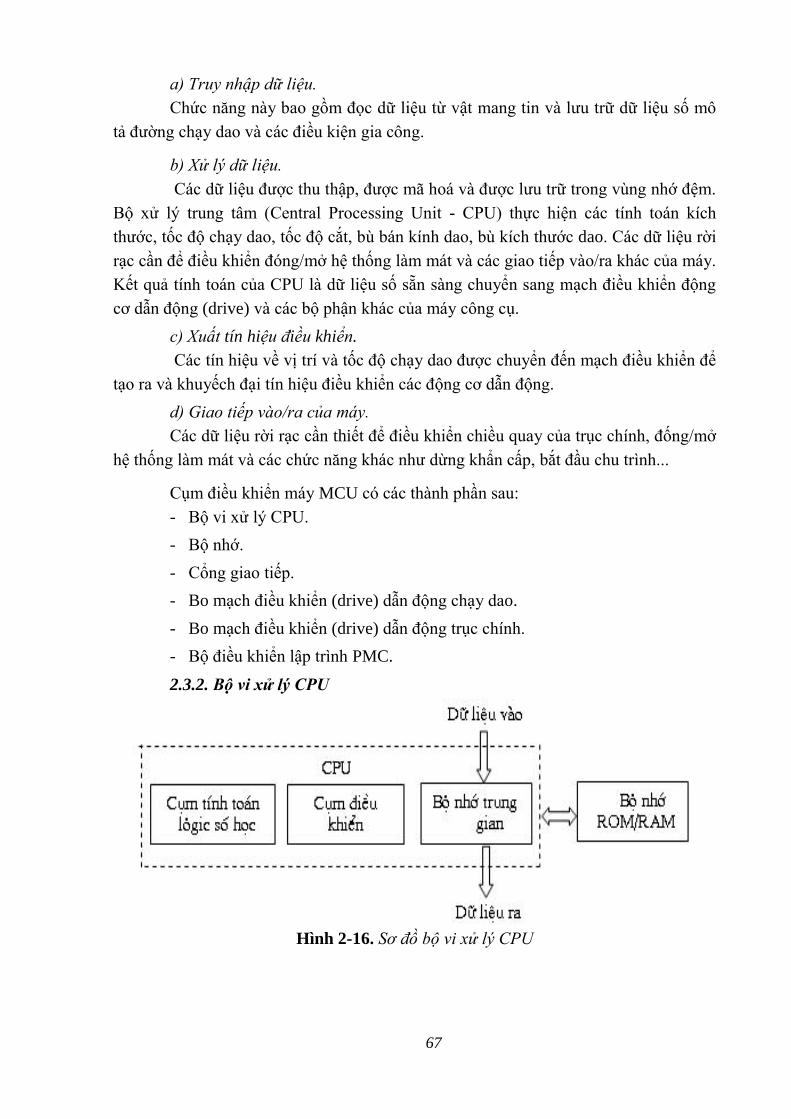
67
a) Truy nhập dữ liệu.
Chức năng này bao gồm đọc dữ liệu từ vật mang tin và lưu trữ dữ liệu số mô
tả đường chạy dao và các điều kiện gia công.
b) Xử lý dữ liệu.
Các dữ liệu được thu thập, được mã hoá và được lưu trữ trong vùng nhớ đệm.
Bộ xử lý trung tâm (Central Processing Unit - CPU) thực hiện các tính toán kích
thước, tốc độ chạy dao, tốc độ cắt, bù bán kính dao, bù kích thước dao. Các dữ liệu rời
rạc cần để điều khiển đóng/mở hệ thống làm mát và các giao tiếp vào/ra khác của máy.
Kết quả tính toán của CPU là dữ liệu số sẵn sàng chuyển sang mạch điều khiển động
cơ dẫn động (drive) và các bộ phận khác của máy công cụ.
c) Xuất tín hiệu điều khiển.
Các tín hiệu về vị trí và tốc độ chạy dao được chuyển đến mạch điều khiển để
tạo ra và khuyếch đại tín hiệu điều khiển các động cơ dẫn động.
d) Giao tiếp vào/ra của máy.
Các dữ liệu rời rạc cần thiết để điều khiển chiều quay của trục chính, đống/mở
hệ thống làm mát và các chức năng khác như dừng khẩn cấp, bắt đầu chu trình...
Cụm điều khiển máy MCU có các thành phần sau:
- Bộ vi xử lý CPU.
- Bộ nhớ.
- Cổng giao tiếp.
- Bo mạch điều khiển (drive) dẫn động chạy dao.
- Bo mạch điều khiển (drive) dẫn động trục chính.
- Bộ điều khiển lập trình PMC.
2.3.2. Bộ vi xử lý CPU
Hình 2-16. Sơ đồ bộ vi xử lý CPU
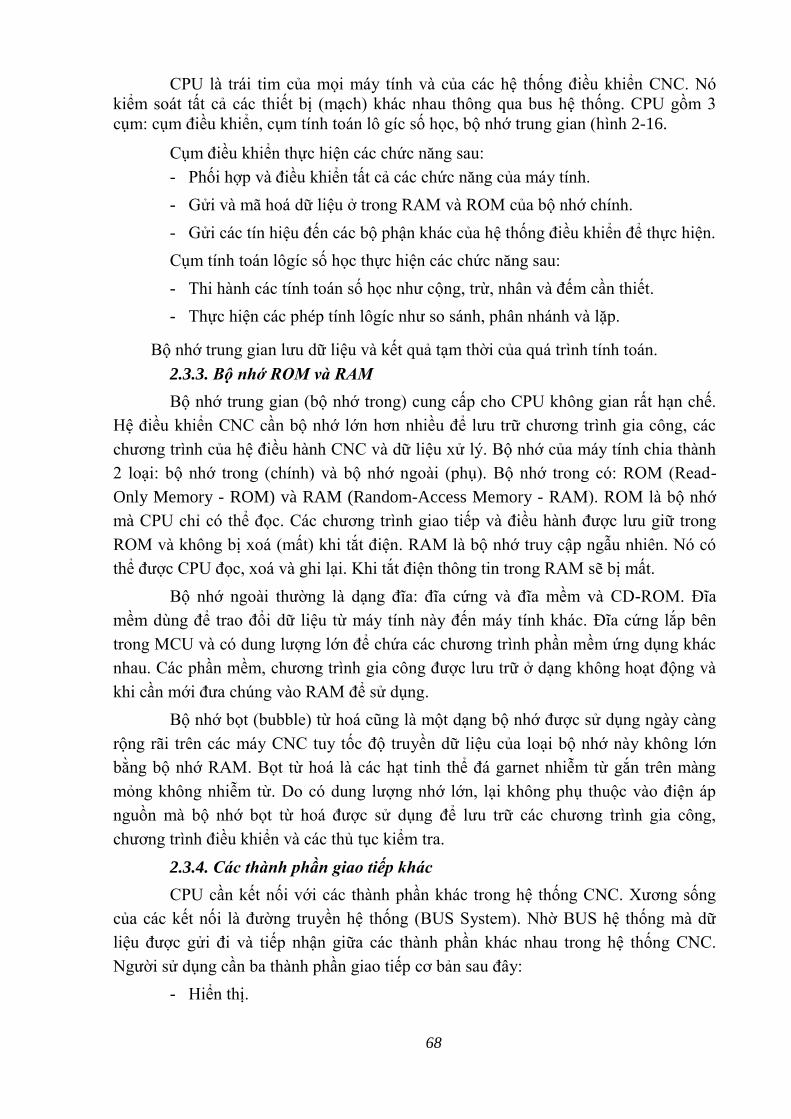
68
CPU là trái tim của mọi máy tính và của các hệ thống điều khiển CNC. Nó
kiểm soát tất cả các thiết bị (mạch) khác nhau thông qua bus hệ thống. CPU gồm 3
cụm: cụm điều khiển, cụm tính toán lô gíc số học, bộ nhớ trung gian (hình 2-16.
Cụm điều khiển thực hiện các chức năng sau:
- Phối hợp và điều khiển tất cả các chức năng của máy tính.
- Gửi và mã hoá dữ liệu ở trong RAM và ROM của bộ nhớ chính.
- Gửi các tín hiệu đến các bộ phận khác của hệ thống điều khiển để thực hiện.
Cụm tính toán lôgíc số học thực hiện các chức năng sau:
- Thi hành các tính toán số học như cộng, trừ, nhân và đếm cần thiết.
- Thực hiện các phép tính lôgíc như so sánh, phân nhánh và lặp.
Bộ nhớ trung gian lưu dữ liệu và kết quả tạm thời của quá trình tính toán.
2.3.3. Bộ nhớ ROM và RAM
Bộ nhớ trung gian (bộ nhớ trong) cung cấp cho CPU không gian rất hạn chế.
Hệ điều khiển CNC cần bộ nhớ lớn hơn nhiều để lưu trữ chương trình gia công, các
chương trình của hệ điều hành CNC và dữ liệu xử lý. Bộ nhớ của máy tính chia thành
2 loại: bộ nhớ trong (chính) và bộ nhớ ngoài (phụ). Bộ nhớ trong có: ROM (Read-
Only Memory - ROM) và RAM (Random-Access Memory - RAM). ROM là bộ nhớ
mà CPU chỉ có thể đọc. Các chương trình giao tiếp và điều hành được lưu giữ trong
ROM và không bị xoá (mất) khi tắt điện. RAM là bộ nhớ truy cập ngẫu nhiên. Nó có
thể được CPU đọc, xoá và ghi lại. Khi tắt điện thông tin trong RAM sẽ bị mất.
Bộ nhớ ngoài thường là dạng đĩa: đĩa cứng và đĩa mềm và CD-ROM. Đĩa
mềm dùng để trao đổi dữ liệu từ máy tính này đến máy tính khác. Đĩa cứng lắp bên
trong MCU và có dung lượng lớn để chứa các chương trình phần mềm ứng dụng khác
nhau. Các phần mềm, chương trình gia công được lưu trữ ở dạng không hoạt động và
khi cần mới đưa chúng vào RAM để sử dụng.
Bộ nhớ bọt (bubble) từ hoá cũng là một dạng bộ nhớ được sử dụng ngày càng
rộng rãi trên các máy CNC tuy tốc độ truyền dữ liệu của loại bộ nhớ này không lớn
bằng bộ nhớ RAM. Bọt từ hoá là các hạt tinh thể đá garnet nhiễm từ gắn trên màng
mỏng không nhiễm từ. Do có dung lượng nhớ lớn, lại không phụ thuộc vào điện áp
nguồn mà bộ nhớ bọt từ hoá được sử dụng để lưu trữ các chương trình gia công,
chương trình điều khiển và các thủ tục kiểm tra.
2.3.4. Các thành phần giao tiếp khác
CPU cần kết nối với các thành phần khác trong hệ thống CNC. Xương sống
của các kết nối là đường truyền hệ thống (BUS System). Nhờ BUS hệ thống mà dữ
liệu được gửi đi và tiếp nhận giữa các thành phần khác nhau trong hệ thống CNC.
Người sử dụng cần ba thành phần giao tiếp cơ bản sau đây:
- Hiển thị.
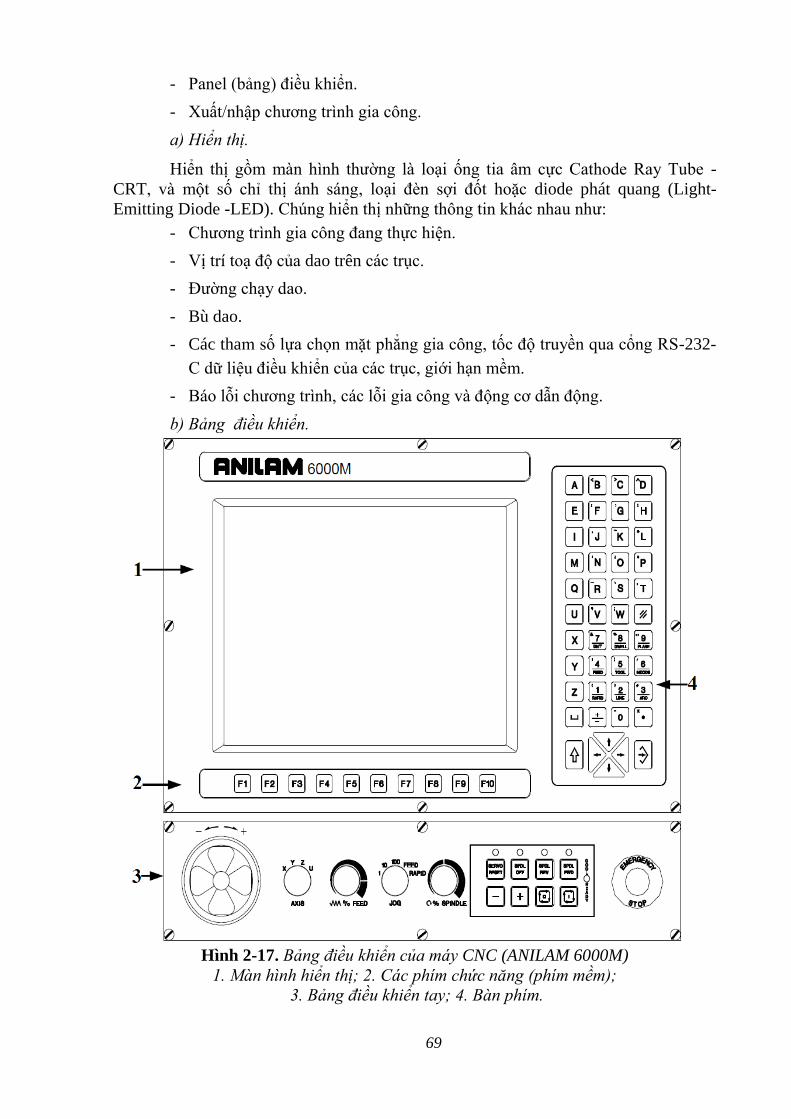
69
- Panel (bảng) điều khiển.
- Xuất/nhập chương trình gia công.
a) Hiển thị.
Hiển thị gồm màn hình thường là loại ống tia âm cực Cathode Ray Tube -
CRT, và một số chỉ thị ánh sáng, loại đèn sợi đốt hoặc diode phát quang (Light-
Emitting Diode -LED). Chúng hiển thị những thông tin khác nhau như:
- Chương trình gia công đang thực hiện.
- Vị trí toạ độ của dao trên các trục.
- Đường chạy dao.
- Bù dao.
- Các tham số lựa chọn mặt phẳng gia công, tốc độ truyền qua cổng RS-232-
C dữ liệu điều khiển của các trục, giới hạn mềm.
- Báo lỗi chương trình, các lỗi gia công và động cơ dẫn động.
b) Bảng điều khiển.
Hình 2-17. Bảng điều khiển của máy CNC (ANILAM 6000M)
1. Màn hình hiển thị; 2. Các phím chức năng (phím mềm);
3. Bảng điều khiển tay; 4. Bàn phím.
70
Bảng điều khiển (hình 2-17) là phương tiện để người sử dụng giao tiếp với hệ
thống điều khiển. Các chức năng mà nó thực hiện chia thành 2 nhóm: điều khiển máy
và điều khiển chương trình gia công. Điều khiển máy sử dụng công tắc đóng/mở
(ON/OFF), chuyển mạch chọn, nút ấn, tay quay điện tử (Electronic handwheel) và các
công tắc quay thay đổi tốc độ chạy dao...
Các hoạt động của bảng điều khiển bao gồm đóng/mở trục chính, đóng mở hệ
thống làm mát, chạy từng câu lệnh đơn lẻ, chạy khô (chạy không gia công), chọn chế
độ gia công, chọn trục dịch chuyển, thay đổi tốc độ chạy dao và trục chính... Trên bảng
điều khiển còn có bàn phím để nhập, sửa, nạp chương trình gia công.
c) Nhập và xuất chương trình gia công.
Phương pháp nhập chương trình gia công từ bàn phím như trên gọi là phương
pháp lập trình trên máy (thủ công). Chương trình gia công chứa trên các loại vật mang
tin khác như bìa đục lỗ, băng đục lỗ, đĩa từ, băng từ, đĩa CD-ROM... cần những thiết bị
chuyên dùng để truy nhập vào RAM của CPU. Các thiết bị truy nhập có thể là cổng
kết nối RS-232-C (kết nối với máy tính), đầu đọc băng đục lỗ, đầu đọc băng từ, ổ đĩa
mềm, USB. Các thiết bị này kết nối với BUS hệ thống của CPU qua mạch (card) giao
tiếp vào/ra (Input/Ouput - I/O).
2.3.5. Bộ điều khiển máy khả trình PMC
Tín hiệu điều khiển do CNC tạo ra có hai dạng: tín hiệu số và tín hiệu liên tục.
Tín hiệu số mô tả dữ liệu vị trí, dữ liệu vận tốc, dữ liệu bù đường kính và bù kích
thước dao... còn các tín hiệu liên tục được sử dụng để thực hiện nhiều tác động từ máy
công cụ, thực chất đây là các tín hiệu rời rạc và cũng cần đến khả năng xử lý của máy
tính. Để xử lý các tín hiệu này, hệ thống điều khiển CNC đòi hỏi số lượng cổng vào/ra
vượt quá khả năng của máy tính. Do đó hệ điều khiển của các máy CNC hiện đại đều
được bổ sung thêm phần cứng là bộ điều khiển lôgíc khả trình PLC thực hiện các tín
hiệu liên tục. Bộ PLC này thường được gọi bộ điều khiển máy khả trình PMC
(Programmable Machine Controler - PMC).
Các chức năng chủ yếu của PMC là:
- Điều khiển tự động thay thế dao.
- Điều khiển tự động hệ thống làm mát.
- Điều khiển tự động hệ thống kẹp chi tiết (đồ gá).
- Giao tiếp với các công tắc giới hạn (không gian làm việc của máy).
- Tính thời gian.
- Dừng máy khẩn cấp.
- Khoá máy.
- Giao tiếp vào/ra của CNC.
- Giao tiếp vào/ra của máy công cụ.
- Các chức năng khác.
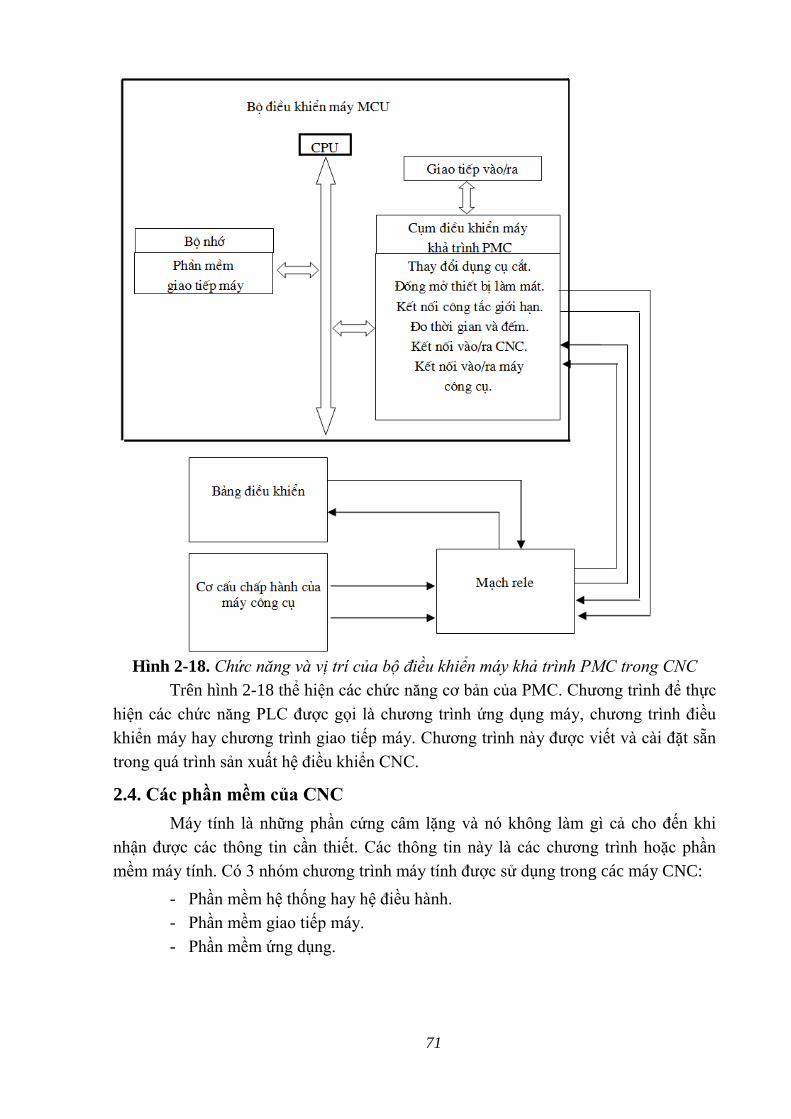
71
Hình 2-18. Chức năng và vị trí của bộ điều khiển máy khả trình PMC trong CNC
Trên hình 2-18 thể hiện các chức năng cơ bản của PMC. Chương trình để thực
hiện các chức năng PLC được gọi là chương trình ứng dụng máy, chương trình điều
khiển máy hay chương trình giao tiếp máy. Chương trình này được viết và cài đặt sẵn
trong quá trình sản xuất hệ điều khiển CNC.
2.4. Các phần mềm của CNC
Máy tính là những phần cứng câm lặng và nó không làm gì cả cho đến khi
nhận được các thông tin cần thiết. Các thông tin này là các chương trình hoặc phần
mềm máy tính. Có 3 nhóm chương trình máy tính được sử dụng trong các máy CNC:
- Phần mềm hệ thống hay hệ điều hành.
- Phần mềm giao tiếp máy.
- Phần mềm ứng dụng.
72
2.4.1. Hệ điều hành (phần mềm hệ thống)
Hệ điều hành của CNC là chương trình chính cung cấp các chức năng CNC.
Nó được các nhà sản xuất máy chuẩn bị và cài sẵn trong ROM của MCU và có thể dễ
dàng thay đổi, dễ dàng cập nhật bằng cách thay thế chíp ROM đã cài đặt hệ điều hành
mới.
Chức năng cơ bản của hệ điều hành là tiếp nhận chương trình gia công như là
dữ liệu đầu vào và phát sinh các tín hiệu điều khiển các động cơ dẫn động bàn máy
theo các trục. Hệ điều hành gồm 4 chương trình sau: Chương trình giám sát, chương
trình lôgic, chương trình soạn thảo và chương trình chẩn đoán lỗi.
a) Chương trình giám sát.
Chương trình giám sát thường được gọi là chương trình thực thi . Nó quản lý
mọi hoạt động của tất cả các phần mềm và các cổng giao tiếp của thiết bị vào/ra.
b) Chương trình lôgíc.
Chương trình lôgíc cũng được gọi là chương trình điều khiển. Nó giải mã và
nội suy các lệnh NC, phát sinh các tín hiệu điều khiển chuyển động cho các trục. Nó
bao gồm các thủ tục khác nhau để thực hiện nội suy (tuyến tính, cung tròn, xoắn ốc),
điều khiển tốc độ cắt, thúc đẩy hoặc giữ chậm quá trình tính toán.
c) Chương trình soạn thảo.
Đây là chương trình hổ trợ người sử dụng. Nó cho phép người sử dụng nhập,
xuất, hiệu chỉnh và xoá chương trình gia công cũng như hiển thị chương trình gia công
lên màn hình.
d) Chương trình chẩn đoán lỗi.
Chương trình này bao gồm một số thủ tục kiểm tra lỗi của bất kỳ quá trình
nào xẩy ra trong hệ thống CNC. Số hiệu và thông báo lỗi sẽ được hiển thị lên màn
hình nếu nó phát hiện thấy lỗi trong các hoạt động của CNC, hệ thống dẫn động và
chương trình gia công.
2.4.2. Phần mềm giao tiếp máy
Phần mềm giao tiếp cũng được coi là phần mềm điều khiển máy. Nó cho phép
CPU kết nối với máy công cụ thông qua PMC. PMC chứa bộ lôgíc khả trình PLC.
Phần mềm này xử lý hai nhóm tín hiệu: Tín hiệu vào và tín hiệu ra.
Tín hiệu ra được gửi đến máy công cụ để thực hiện các chức năng đóng/mở
(ON/OFF) như đống mở hệ thống làm mát, đống mở đồ gá kẹp chi tiết gia công, tự
động thay đổi dao cắt... Tín hiệu vào có thể là tín hiệu kiểm tra giới hạn chuyển động,
tín hiệu phản hồi.
Phần mềm giao tiếp máy là chương trình được ưu tiên cao nhất trong quá trình
xử lý dữ liệu CNC và được thực hiện liên tục sau từng khoảng thời gian cố định. Phần
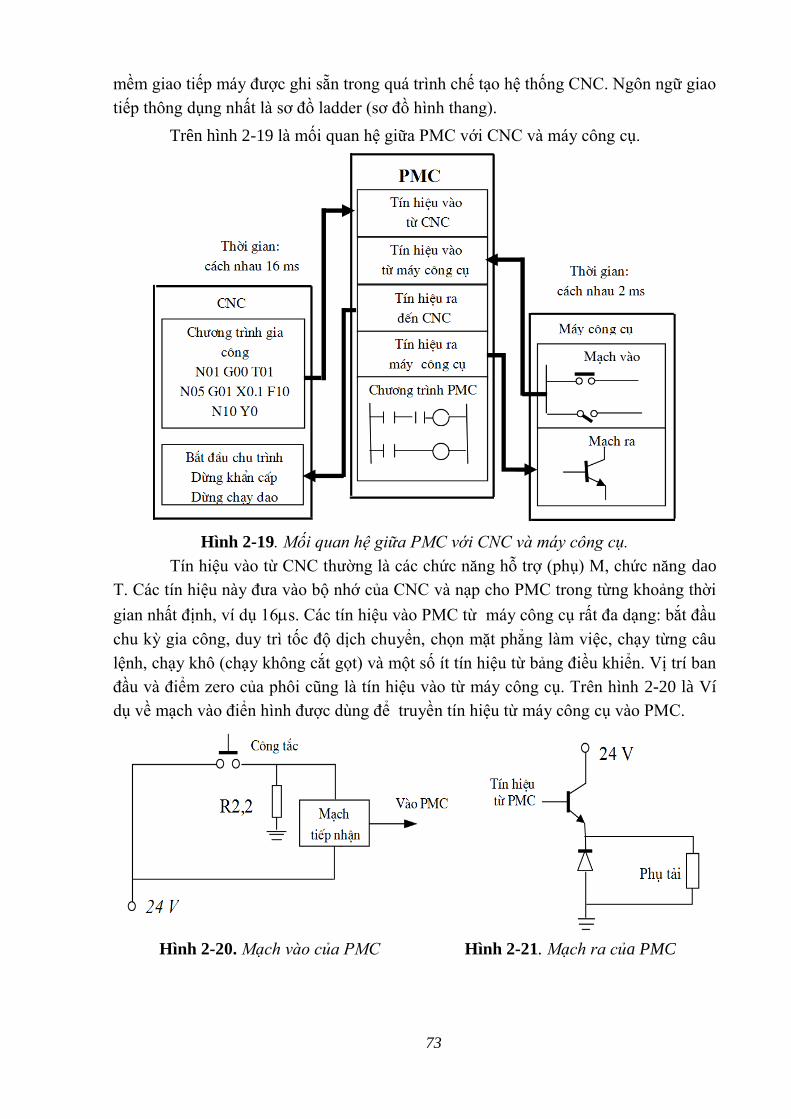
73
mềm giao tiếp máy được ghi sẵn trong quá trình chế tạo hệ thống CNC. Ngôn ngữ giao
tiếp thông dụng nhất là sơ đồ ladder (sơ đồ hình thang).
Trên hình 2-19 là mối quan hệ giữa PMC với CNC và máy công cụ.
Hình 2-19. Mối quan hệ giữa PMC với CNC và máy công cụ.
Tín hiệu vào từ CNC thường là các chức năng hỗ trợ (phụ) M, chức năng dao
T. Các tín hiệu này đưa vào bộ nhớ của CNC và nạp cho PMC trong từng khoảng thời
gian nhất định, ví dụ 16s. Các tín hiệu vào PMC từ máy công cụ rất đa dạng: bắt đầu
chu kỳ gia công, duy trì tốc độ dịch chuyển, chọn mặt phẳng làm việc, chạy từng câu
lệnh, chạy khô (chạy không cắt gọt) và một số ít tín hiệu từ bảng điều khiển. Vị trí ban
đầu và điểm zero của phôi cũng là tín hiệu vào từ máy công cụ. Trên hình 2-20 là Ví
dụ về mạch vào điển hình được dùng để truyền tín hiệu từ máy công cụ vào PMC.
Hình 2-20. Mạch vào của PMC Hình 2-21. Mạch ra của PMC
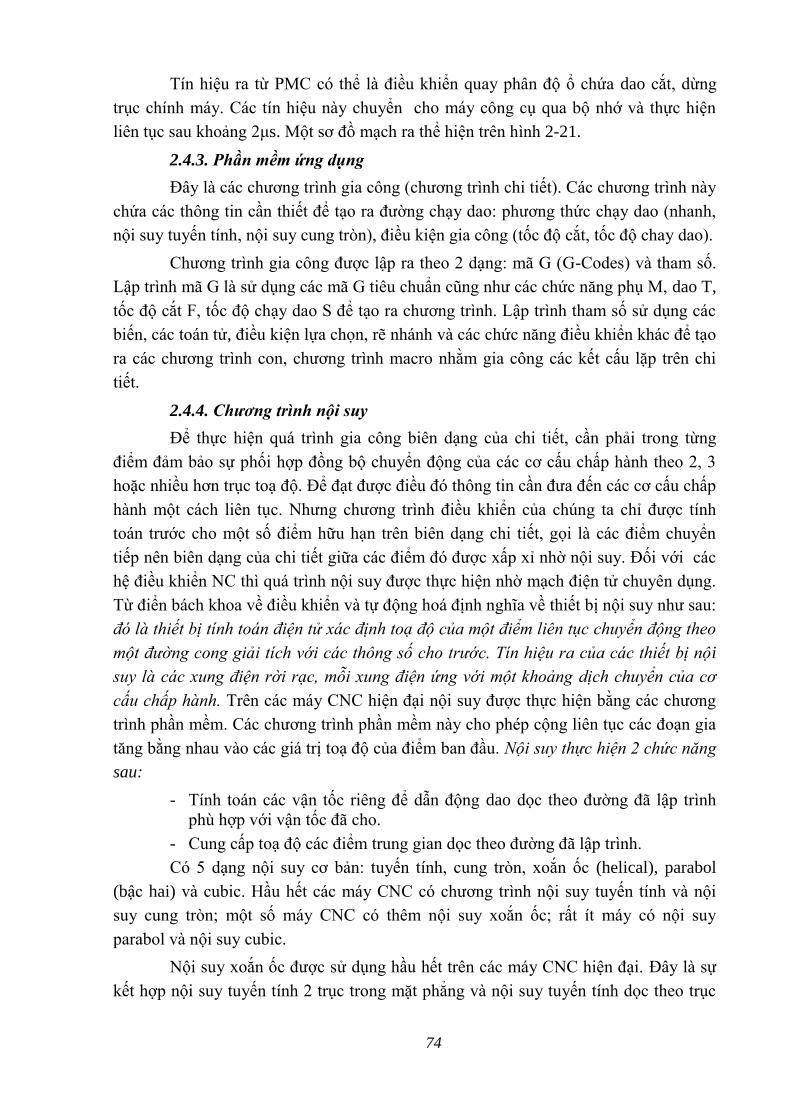
74
Tín hiệu ra từ PMC có thể là điều khiển quay phân độ ổ chứa dao cắt, dừng
trục chính máy. Các tín hiệu này chuyển cho máy công cụ qua bộ nhớ và thực hiện
liên tục sau khoảng 2μs. Một sơ đồ mạch ra thể hiện trên hình 2-21.
2.4.3. Phần mềm ứng dụng
Đây là các chương trình gia công (chương trình chi tiết). Các chương trình này
chứa các thông tin cần thiết để tạo ra đường chạy dao: phương thức chạy dao (nhanh,
nội suy tuyến tính, nội suy cung tròn), điều kiện gia công (tốc độ cắt, tốc độ chay dao).
Chương trình gia công được lập ra theo 2 dạng: mã G (G-Codes) và tham số.
Lập trình mã G là sử dụng các mã G tiêu chuẩn cũng như các chức năng phụ M, dao T,
tốc độ cắt F, tốc độ chạy dao S để tạo ra chương trình. Lập trình tham số sử dụng các
biến, các toán tử, điều kiện lựa chọn, rẽ nhánh và các chức năng điều khiển khác để tạo
ra các chương trình con, chương trình macro nhằm gia công các kết cấu lặp trên chi
tiết.
2.4.4. Chương trình nội suy
Để thực hiện quá trình gia công biên dạng của chi tiết, cần phải trong từng
điểm đảm bảo sự phối hợp đồng bộ chuyển động của các cơ cấu chấp hành theo 2, 3
hoặc nhiều hơn trục toạ độ. Để đạt được điều đó thông tin cần đưa đến các cơ cấu chấp
hành một cách liên tục. Nhưng chương trình điều khiển của chúng ta chỉ được tính
toán trước cho một số điểm hữu hạn trên biên dạng chi tiết, gọi là các điểm chuyển
tiếp nên biên dạng của chi tiết giữa các điểm đó được xấp xỉ nhờ nội suy. Đối với các
hệ điều khiển NC thì quá trình nội suy được thực hiện nhờ mạch điện tử chuyên dụng.
Từ điển bách khoa về điều khiển và tự động hoá định nghĩa về thiết bị nội suy như sau:
đó là thiết bị tính toán điện tử xác định toạ độ của một điểm liên tục chuyển động theo
một đường cong giải tích với các thông số cho trước. Tín hiệu ra của các thiết bị nội
suy là các xung điện rời rạc, mỗi xung điện ứng với một khoảng dịch chuyển của cơ
cấu chấp hành. Trên các máy CNC hiện đại nội suy được thực hiện bằng các chương
trình phần mềm. Các chương trình phần mềm này cho phép cộng liên tục các đoạn gia
tăng bằng nhau vào các giá trị toạ độ của điểm ban đầu. Nội suy thực hiện 2 chức năng
sau:
- Tính toán các vận tốc riêng để dẫn động dao dọc theo đường đã lập trình
phù hợp với vận tốc đã cho.
- Cung cấp toạ độ các điểm trung gian dọc theo đường đã lập trình.
Có 5 dạng nội suy cơ bản: tuyến tính, cung tròn, xoắn ốc (helical), parabol
(bậc hai) và cubic. Hầu hết các máy CNC có chương trình nội suy tuyến tính và nội
suy cung tròn; một số máy CNC có thêm nội suy xoắn ốc; rất ít máy có nội suy
parabol và nội suy cubic.
Nội suy xoắn ốc được sử dụng hầu hết trên các máy CNC hiện đại. Đây là sự
kết hợp nội suy tuyến tính 2 trục trong mặt phẳng và nội suy tuyến tính dọc theo trục
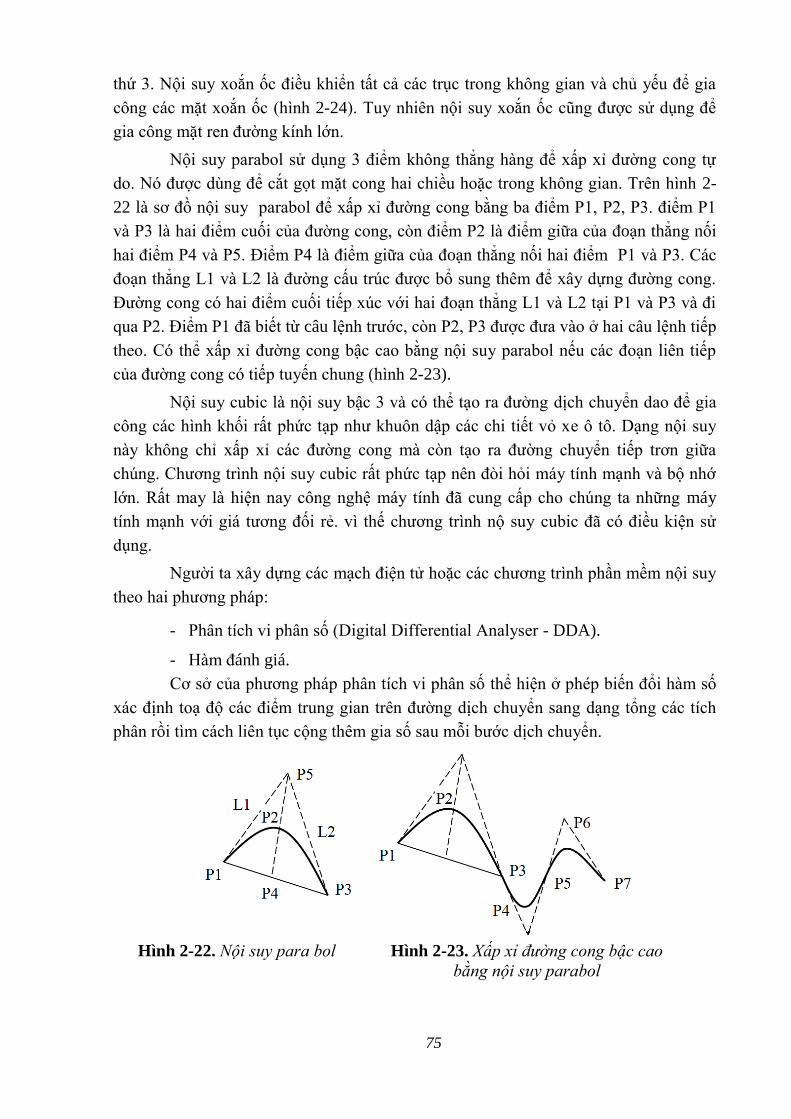
75
thứ 3. Nội suy xoắn ốc điều khiển tất cả các trục trong không gian và chủ yếu để gia
công các mặt xoắn ốc (hình 2-24). Tuy nhiên nội suy xoắn ốc cũng được sử dụng để
gia công mặt ren đường kính lớn.
Nội suy parabol sử dụng 3 điểm không thẳng hàng để xấp xỉ đường cong tự
do. Nó được dùng để cắt gọt mặt cong hai chiều hoặc trong không gian. Trên hình 2-
22 là sơ đồ nội suy parabol để xấp xỉ đường cong bằng ba điểm P1, P2, P3. điểm P1
và P3 là hai điểm cuối của đường cong, còn điểm P2 là điểm giữa của đoạn thẳng nối
hai điểm P4 và P5. Điểm P4 là điểm giữa của đoạn thẳng nối hai điểm P1 và P3. Các
đoạn thẳng L1 và L2 là đường cấu trúc được bổ sung thêm để xây dựng đường cong.
Đường cong có hai điểm cuối tiếp xúc với hai đoạn thẳng L1 và L2 tại P1 và P3 và đi
qua P2. Điểm P1 đã biết từ câu lệnh trước, còn P2, P3 được đưa vào ở hai câu lệnh tiếp
theo. Có thể xấp xỉ đường cong bậc cao bằng nội suy parabol nếu các đoạn liên tiếp
của đường cong có tiếp tuyến chung (hình 2-23).
Nội suy cubic là nội suy bậc 3 và có thể tạo ra đường dịch chuyển dao để gia
công các hình khối rất phức tạp như khuôn dập các chi tiết vỏ xe ô tô. Dạng nội suy
này không chỉ xấp xỉ các đường cong mà còn tạo ra đường chuyển tiếp trơn giữa
chúng. Chương trình nội suy cubic rất phức tạp nên đòi hỏi máy tính mạnh và bộ nhớ
lớn. Rất may là hiện nay công nghệ máy tính đã cung cấp cho chúng ta những máy
tính mạnh với giá tương đối rẻ. vì thế chương trình nộ suy cubic đã có điều kiện sử
dụng.
Người ta xây dựng các mạch điện tử hoặc các chương trình phần mềm nội suy
theo hai phương pháp:
- Phân tích vi phân số (Digital Differential Analyser - DDA).
- Hàm đánh giá.
Cơ sở của phương pháp phân tích vi phân số thể hiện ở phép biến đổi hàm số
xác định toạ độ các điểm trung gian trên đường dịch chuyển sang dạng tổng các tích
phân rồi tìm cách liên tục cộng thêm gia số sau mỗi bước dịch chuyển.
Hình 2-22. Nội suy para bol Hình 2-23. Xấp xỉ đường cong bậc cao
bằng nội suy parabol
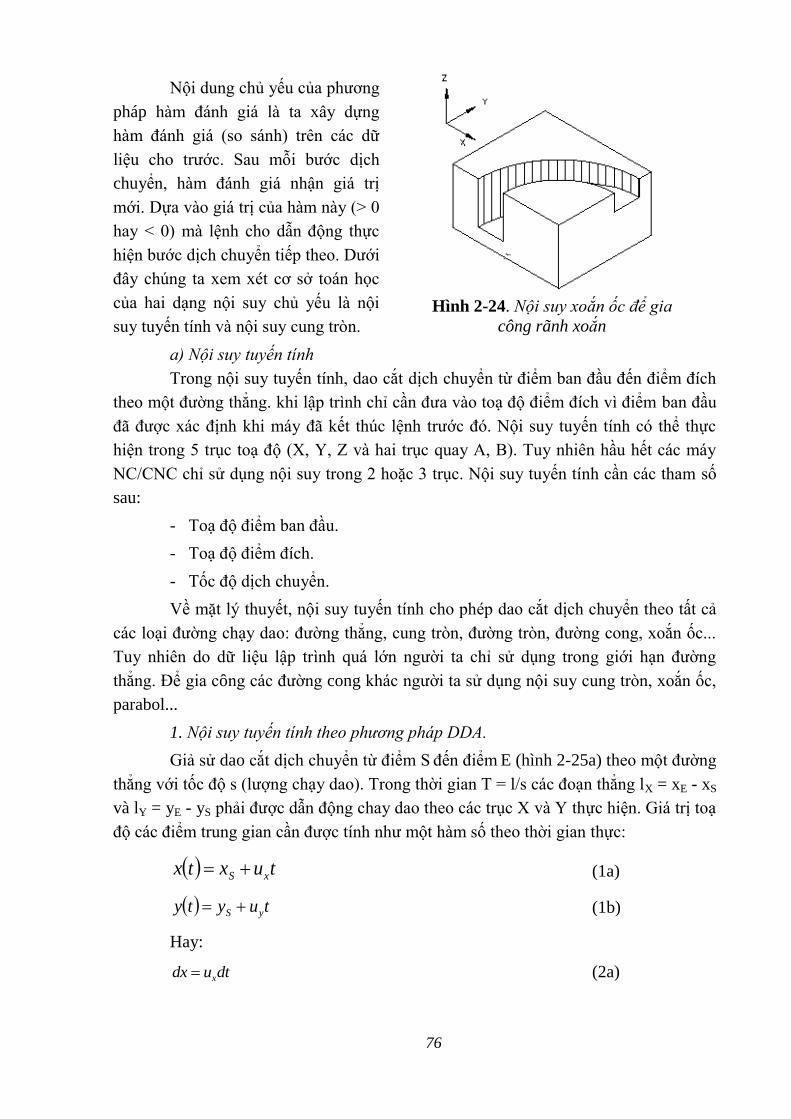
76
Nội dung chủ yếu của phương
pháp hàm đánh giá là ta xây dựng
hàm đánh giá (so sánh) trên các dữ
liệu cho trước. Sau mỗi bước dịch
chuyển, hàm đánh giá nhận giá trị
mới. Dựa vào giá trị của hàm này (> 0
hay < 0) mà lệnh cho dẫn động thực
hiện bước dịch chuyển tiếp theo. Dưới
đây chúng ta xem xét cơ sở toán học
của hai dạng nội suy chủ yếu là nội
suy tuyến tính và nội suy cung tròn.
Hình 2-24. Nội suy xoắn ốc để gia
công rãnh xoắn
a) Nội suy tuyến tính
Trong nội suy tuyến tính, dao cắt dịch chuyển từ điểm ban đầu đến điểm đích
theo một đường thẳng. khi lập trình chỉ cần đưa vào toạ độ điểm đích vì điểm ban đầu
đã được xác định khi máy đã kết thúc lệnh trước đó. Nội suy tuyến tính có thể thực
hiện trong 5 trục toạ độ (X, Y, Z và hai trục quay A, B). Tuy nhiên hầu hết các máy
NC/CNC chỉ sử dụng nội suy trong 2 hoặc 3 trục. Nội suy tuyến tính cần các tham số
sau:
- Toạ độ điểm ban đầu.
- Toạ độ điểm đích.
- Tốc độ dịch chuyển.
Về mặt lý thuyết, nội suy tuyến tính cho phép dao cắt dịch chuyển theo tất cả
các loại đường chạy dao: đường thẳng, cung tròn, đường tròn, đường cong, xoắn ốc...
Tuy nhiên do dữ liệu lập trình quá lớn người ta chỉ sử dụng trong giới hạn đường
thẳng. Để gia công các đường cong khác người ta sử dụng nội suy cung tròn, xoắn ốc,
parabol...
1. Nội suy tuyến tính theo phương pháp DDA.
Giả sử dao cắt dịch chuyển từ điểm S đến điểm
E (hình 2-25a) theo một đường
thẳng với tốc độ s (lượng chạy dao). Trong thời gian T = l/s các đoạn thẳng lX = xE - xS
và lY = yE - yS phải được dẫn động chay dao theo các trục X và Y thực hiện. Giá trị toạ
độ các điểm trung gian cần được tính như một hàm số theo thời gian thực:
tuxtx xS (1a)
tuyty yS (1b)
Hay:
dtudx x (2a)
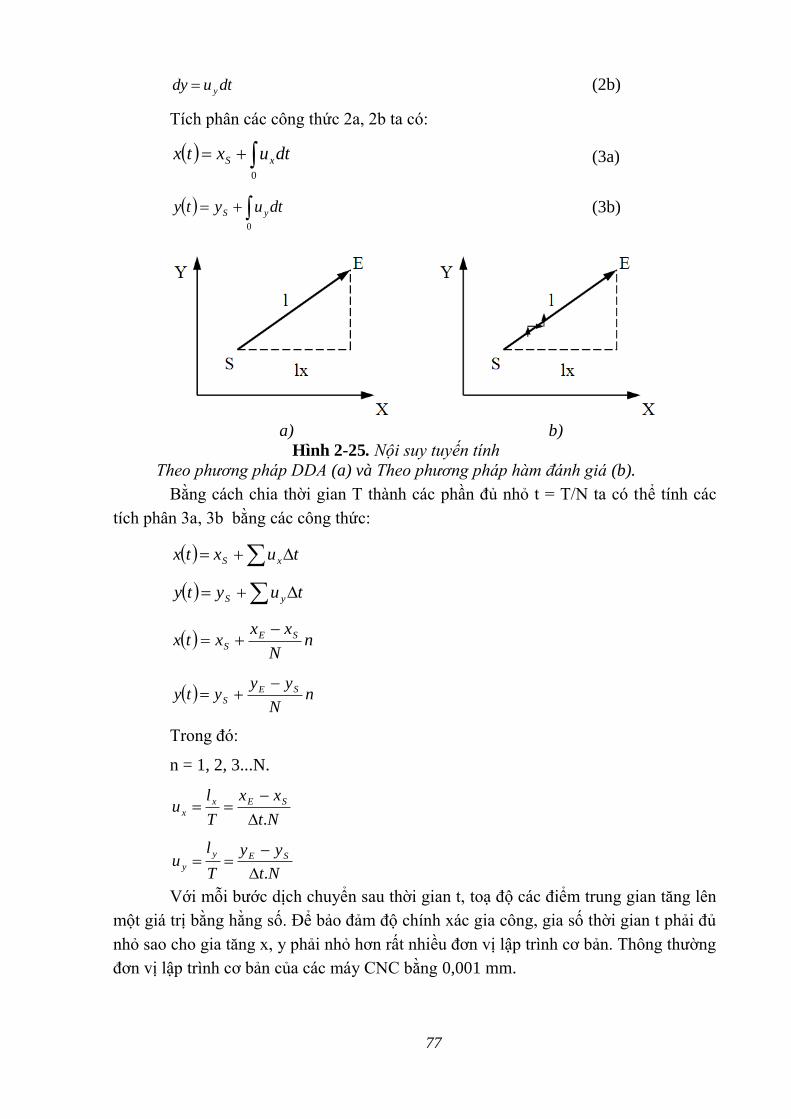
77
dtudy y (2b)
Tích phân các công thức 2a, 2b ta có:
0
dtuxtx xS (3a)
0
dtuyty yS (3b)
a) b)
Hình 2-25. Nội suy tuyến tính
Theo phương pháp DDA (a) và Theo phương pháp hàm đánh giá (b).
Bằng cách chia thời gian T thành các phần đủ nhỏ t = T/N ta có thể tính các
tích phân 3a, 3b bằng các công thức:
tuxtx xS
tuyty yS
nN
xxxtx SE
S
nN
yyyty SE
S
Trong đó:
n = 1, 2, 3...N.
Nt
xx
T
lu SEx
x.
Nt
yy
T
lu SEy
y.
Với mỗi bước dịch chuyển sau thời gian t, toạ độ các điểm trung gian tăng lên
một giá trị bằng hằng số. Để bảo đảm độ chính xác gia công, gia số thời gian t phải đủ
nhỏ sao cho gia tăng x, y phải nhỏ hơn rất nhiều đơn vị lập trình cơ bản. Thông thường
đơn vị lập trình cơ bản của các máy CNC bằng 0,001 mm.

78
Theo các công thức trên ta thấy vận tốc dịch chuyển trên mỗi trục t lệ thuận
với các khoảng cách giữa điểm đầu và điểm đích trên mỗi trục:
sx : sy = lX : lY
Các bề mặt phức tạp có thể được gia công nếu xấp xỉ chúng bằng tập hợp các
đoạn thẳng nối tiếp. Hầu hết các phần mềm CAD/CAM hiện nay đều sử dụng nội suy
tuyến tính để xuất ra chương trình NC gia công các mặt phức tạp.
2. Nội suy tuyến tính theo hàm đánh giá.
Đoạn thẳng SE (hình 2-25b) chia mặt phẳng toạ độ thành hai miền: phía trên
đoạn SE hàm đánh giá F > 0; phía dưới đoạn SE hàm đánh giá F < 0; khi F = 0 toạ độ
điểm tức thời nằm ngay trên đoạn SE.
Theo hình 2-25b thì khi F 0 dịch chuyển thược hiện theo trục X, ngược lại -
theo Y. Giả sử toạ độ điểm tức thời của dao cắt là xi và yj, ta lập hàm đánh giá như
sau:
E, .. yxyxF ijEji
Tại thời điểm bắt đầu gia công (tại điểm S) giá trị hàm F0,0 = 0.
Sau một bước dịch chuyển theo trục X, giá trị hàm F như sau:
E1,1 .. yxyxF ijEji
Nhưng 11 ii xx nên:
EijEji yyxyxF E,1 ..
Do đó ;
Ejiji yFF ,,1
Tương tự như trên, kết quả sau một bước dịch chuyển theo trục Y là:
Ejiji xFF ,1,
Để xác định giá trị hàm F sau một xung dịch chuyển theo trục X ta lấy giá trị
của hàm F trước đó trừ đi toạ độ yE, còn sau một bước dịch chuyển theo trục Y - cộng
thêm xE.
b) Nội suy cung tròn
Trên các máy NC nội suy cung tròn bị giới hạn trong cung nhỏ hơn 900. Như
vậy một đường tròn cần lập trình 5 câu lệnh. Ngày nay, trên máy CNC lập trình gia
công cung tròn, đường tròn người ta chỉ cần một câu lệnh đơn giản. Nội suy cung tròn
rất phức tạp cả về mặt xây dựng mạch điện tử và phần mềm máy tính, do đó nó được
giới hạn trong mặt phẳng (2 chiều). Trong thực tế trên các máy CNC ta có thể lập trình
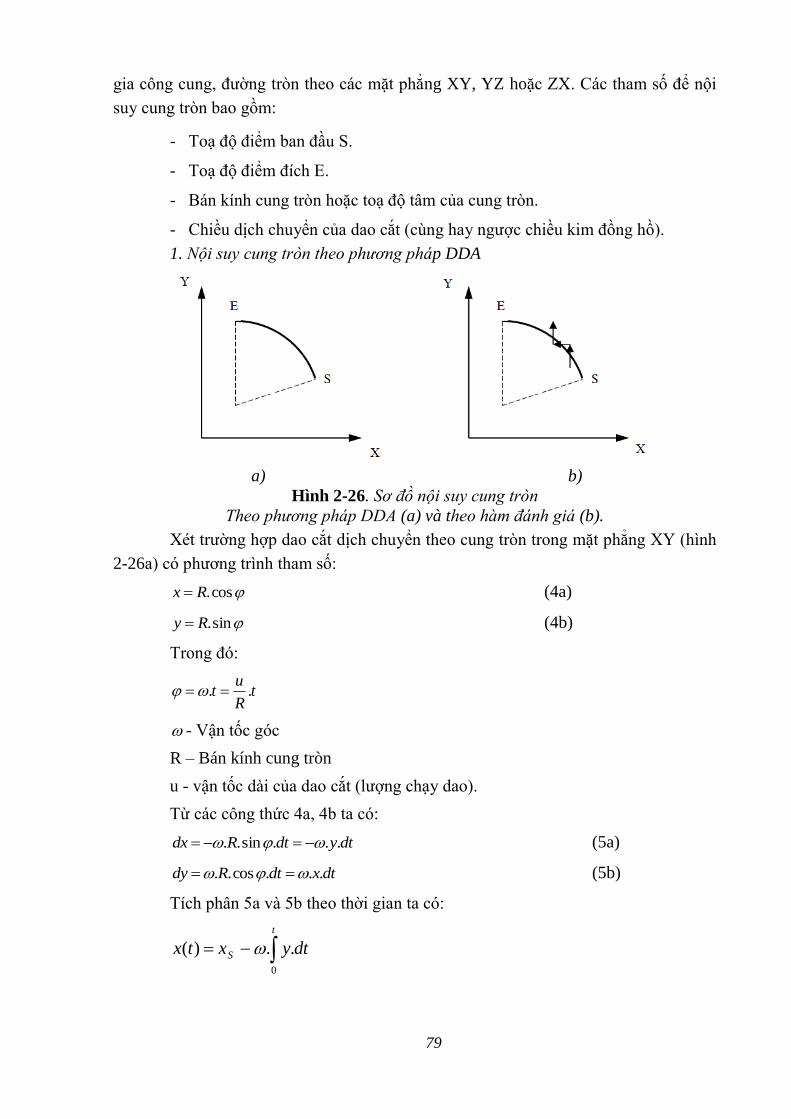
79
gia công cung, đường tròn theo các mặt phẳng XY, YZ hoặc ZX. Các tham số để nội
suy cung tròn bao gồm:
- Toạ độ điểm ban đầu S.
- Toạ độ điểm đích E.
- Bán kính cung tròn hoặc toạ độ tâm của cung tròn.
- Chiều dịch chuyển của dao cắt (cùng hay ngược chiều kim đồng hồ).
1. Nội suy cung tròn theo phương pháp DDA
a) b)
Hình 2-26. Sơ đồ nội suy cung tròn
Theo phương pháp DDA (a) và theo hàm đánh giá (b).
Xét trường hợp dao cắt dịch chuyển theo cung tròn trong mặt phẳng XY (hình
2-26a) có phương trình tham số:
cos.Rx (4a)
sin.Ry (4b)
Trong đó:
tR
ut ..
- Vận tốc góc
R – Bán kính cung tròn
u - vận tốc dài của dao cắt (lượng chạy dao).
Từ các công thức 4a, 4b ta có:
dtydtRdx ...sin.. (5a)
dtxdtRdy ...cos.. (5b)
Tích phân 5a và 5b theo thời gian ta có:
t
S dtyxtx0
..)(
80
t
S dtxyty0
..)(
Có thể tính các tích phân trên bằng các công thức gần đúng:
tyxtx S . (6a)
txyty S . (6b)
Theo các công thức 6a, 6b thì các gia số không phải là hằng mà biến đổi cùng
với sự các toạ độ x(t) và y(t).
2. Nội suy cung tròn theo hàm đánh giá
Xét trường hợp dao cắt dịch chuyển theo cung tròn nằm gọn trong góc thứ
nhất (hình hình 2-26b). Lúc này đối với miền nằm ngoài cung tròn hàm đánh giá Fi,j >
0; ngược lại : Fi,j < 0. Dao cắt sẽ dịch chuyển như sau:
Nếu điểm trung gian nằm trên hoặc bên ngoài cung tròn, dao cắt dịch chuyển
theo chiều -X; ngược lại - theo chiều +Y. Hàm đánh giá có công thức như sau:
222
, RyxF iji
Tại điểm ban đầu F0,0 = 0;
Sau một bước dịch chuyển theo chiều -X, toạ độ tức thời xi+1 = xi - 1, còn theo
chiều +Y toạ độ yj+1 = yj + 1.
Giá trị hàm đánh giá sẽ là:
1.2,
222
1,1 ijijiji xFRyxF
1.2,
22
1
2
1, jjijiji yFRyxF
Như vậy để xác định giá trị tức thời của hàm Fi,j ta lấy giá trị trước đó của nó
trừ đi 2.xi nếu chiều dịch chuyển là -X, hoặc cộng thêm 2.yj nếu chiều chuyển động là
+Y.
2.5. Hệ thống phản hồi (feedback)
2.5.1. Các kiểu hệ thống phản hồi
Các cảm biến đo của máy CNC cần phải đảm bảo độ chính xác cao trong khi
giới hạn đo rất rộng. Vì vậy các cảm biến đo này có một số đặc điểm khác với những
cảm biến truyền thống thường dùng để đo dịch chuyển dài. Ví dụ nhiều cảm biến đo
kiểu điện có độ chính xác 1 - 2 m trong giới hạn đo 100 - 200 m cho ta sai số tương
đối khoảng 1%. Như vậy chúng được coi là những cảm biến đo có độ chính xác yêu
cầu. Nhưng đối với những máy CNC sai lệch 10 - 20m trong giới hạn đo 1000 mm
hoặc lớn hơn cho sai số tương đối 0,0001%. Với độ chính xác như vậy những cảm
biến đo truyền thống không thể đáp ứng yêu cầu đặt ra. Trên các máy công cụ trước
81
kia để bảo đảm độ chính xác gia công người ta còn sử dụng các phương tiện đo tích
cực trực tiếp đo kích thước của chi tiết gia công. Tuy nhiên những phương tiện này là
những phương tiện chuyên dùng, do đó cũng không thích hợp trong việc kiểm tra kích
thước của những chi tiết gia công trên máy CNC.
Đối với những máy CNC người ta phải tìm những giải pháp đo lường khác
hẳn nhằm bảo đảm độ chính xác gia công: Đó là phương pháp đo gián tiếp bảo đảm độ
chính xác vị trí của dao so với chi tiết. Các tín hiệu đo quãng đường dịch chuyển5 liên
tục được đưa về hệ thống điều khiển để hiệu chỉnh vị trí của dao so với chi tiết. Ngoài
ra đại bộ phận các máy CNC làm việc theo nguyên tắc phản hồi hay tác dụng kín,
trong đó tín hiệu phản hồi được lấy từ hệ thống phản hồi (đo đường dịch chuyển). Độ
chính xác của máy CNC vì thế phụ thuộc rất nhiều vào hệ thống phản hồi. Rõ ràng là
cần phải hiểu biết tốt về các hệ thống phản hồi trước khi xem xét bao quát toàn bộ
quá trình điều khiển máy. Có rất nhiều hệ thống phản hồi được thiết kế chế tạo mà sự
khác biệt giữa chúng chủ yếu do giải pháp kỹ thuật linh kiện. Trên cơ bản chúng đều
dựa vào một số nguyên tắc, mà theo đó ta có thể chia các hệ thống phản hồi thành các
nhóm sau:
- Theo hình thức truyền động, từ đó trích lấy giá trị đo:
o Hệ thống phản hồi tịnh tiến.
o Hệ thống phản hồi quay.
- Theo hình thức định lượng giá trị đo:
o Hệ thống phản hồi số.
o Hệ thống phản hồi tương tự.
- Theo nguyên tắc đo:
o Hệ thống phản hồi gia số.
o Hệ thống phản hồi tuyệt đối.
Khi xây dựng hệ thống phản hồi người thiết kế đứng trước sự lựa chọn hệ
thống tịnh tiến hay quay, bởi vì đây là hai cách duy nhất để có thể lấy tín hiệu về
quãng đường dịch chuyển của bàn máy hay của chi tiết.
Với một hệ thống tịnh tiến, nghĩa là với một thước thẳng ta có thể đạt được độ
chính xác cao nhất. Đó là vì hệ thống tịnh tiến không cần tới một hình thức truyền dẫn
cơ khí trung gian nào giữa bàn máy hay hệ thống phản hồi. Ngay cả vít me và hệ thống
không phụ thuộc vào lực tác động lên trục dẫn động và độ chính xác của các khâu
động học.
Hệ thống quay phản hồi thông qua đo số vòng quay của trục vít me dẫn động
hoặc qua khâu truyền động trung gian bánh răng - thanh răng. Do có khâu truyền động
cơ khí trung gian mà hệ thống quay không thể có số vạch chia đủ lớn và độ chính xác
5 Thực ra đây là các hệ thống đo vị trí của bàn máy hoặc dao cắt so với điểm chuẩn
(thường là điểm zero phôi).
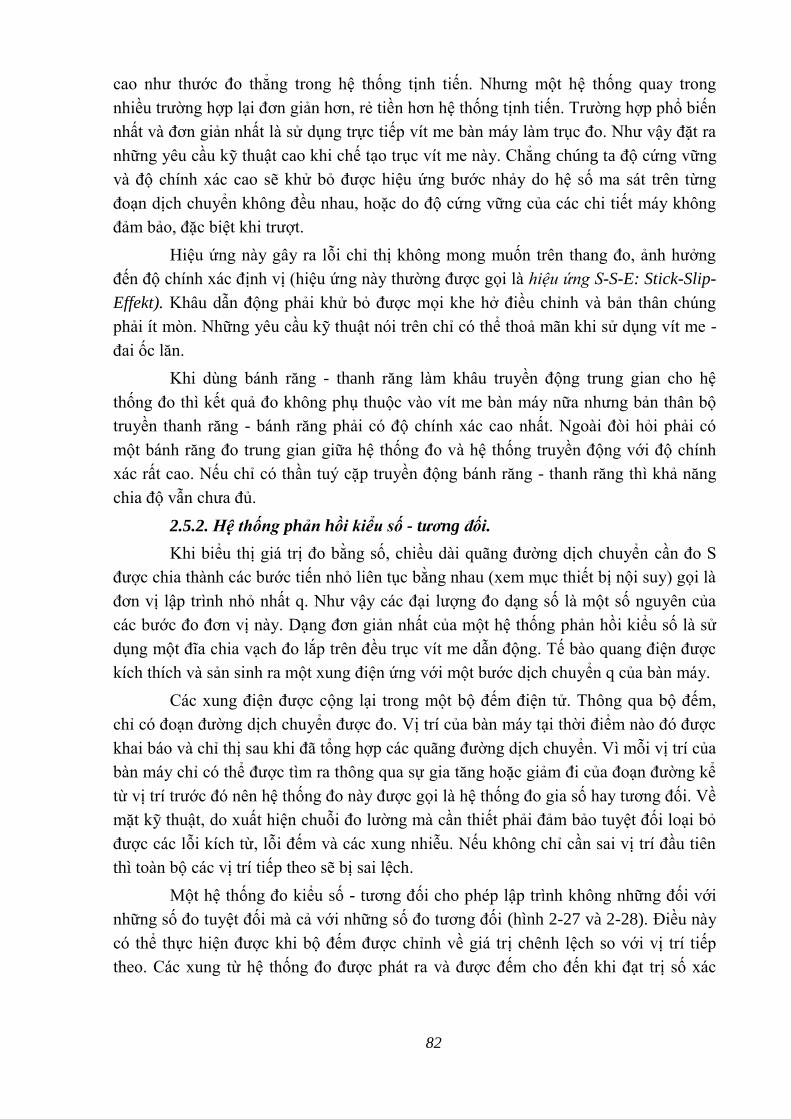
82
cao như thước đo thẳng trong hệ thống tịnh tiến. Nhưng một hệ thống quay trong
nhiều trường hợp lại đơn giản hơn, rẻ tiền hơn hệ thống tịnh tiến. Trường hợp phổ biến
nhất và đơn giản nhất là sử dụng trực tiếp vít me bàn máy làm trục đo. Như vậy đặt ra
những yêu cầu kỹ thuật cao khi chế tạo trục vít me này. Chẳng chúng ta độ cứng vững
và độ chính xác cao sẽ khử bỏ được hiệu ứng bước nhảy do hệ số ma sát trên từng
đoạn dịch chuyển không đều nhau, hoặc do độ cứng vững của các chi tiết máy không
đảm bảo, đặc biệt khi trượt.
Hiệu ứng này gây ra lỗi chỉ thị không mong muốn trên thang đo, ảnh hưởng
đến độ chính xác định vị (hiệu ứng này thường được gọi là hiệu ứng S-S-E: Stick-Slip-
Effekt). Khâu dẫn động phải khử bỏ được mọi khe hở điều chỉnh và bản thân chúng
phải ít mòn. Những yêu cầu kỹ thuật nói trên chỉ có thể thoả mãn khi sử dụng vít me -
đai ốc lăn.
Khi dùng bánh răng - thanh răng làm khâu truyền động trung gian cho hệ
thống đo thì kết quả đo không phụ thuộc vào vít me bàn máy nữa nhưng bản thân bộ
truyền thanh răng - bánh răng phải có độ chính xác cao nhất. Ngoài đòi hỏi phải có
một bánh răng đo trung gian giữa hệ thống đo và hệ thống truyền động với độ chính
xác rất cao. Nếu chỉ có thần tuý cặp truyền động bánh răng - thanh răng thì khả năng
chia độ vẫn chưa đủ.
2.5.2. Hệ thống phản hồi kiểu số - tương đối.
Khi biểu thị giá trị đo bằng số, chiều dài quãng đường dịch chuyển cần đo S
được chia thành các bước tiến nhỏ liên tục bằng nhau (xem mục thiết bị nội suy) gọi là
đơn vị lập trình nhỏ nhất q. Như vậy các đại lượng đo dạng số là một số nguyên của
các bước đo đơn vị này. Dạng đơn giản nhất của một hệ thống phản hồi kiểu số là sử
dụng một đĩa chia vạch đo lắp trên đều trục vít me dẫn động. Tế bào quang điện được
kích thích và sản sinh ra một xung điện ứng với một bước dịch chuyển q của bàn máy.
Các xung điện được cộng lại trong một bộ đếm điện tử. Thông qua bộ đếm,
chỉ có đoạn đường dịch chuyển được đo. Vị trí của bàn máy tại thời điểm nào đó được
khai báo và chỉ thị sau khi đã tổng hợp các quãng đường dịch chuyển. Vì mỗi vị trí của
bàn máy chỉ có thể được tìm ra thông qua sự gia tăng hoặc giảm đi của đoạn đường kể
từ vị trí trước đó nên hệ thống đo này được gọi là hệ thống đo gia số hay tương đối. Về
mặt kỹ thuật, do xuất hiện chuỗi đo lường mà cần thiết phải đảm bảo tuyệt đối loại bỏ
được các lỗi kích từ, lỗi đếm và các xung nhiễu. Nếu không chỉ cần sai vị trí đầu tiên
thì toàn bộ các vị trí tiếp theo sẽ bị sai lệch.
Một hệ thống đo kiểu số - tương đối cho phép lập trình không những đối với
những số đo tuyệt đối mà cả với những số đo tương đối (hình 2-27 và 2-28). Điều này
có thể thực hiện được khi bộ đếm được chỉnh về giá trị chênh lệch so với vị trí tiếp
theo. Các xung từ hệ thống đo được phát ra và được đếm cho đến khi đạt trị số xác
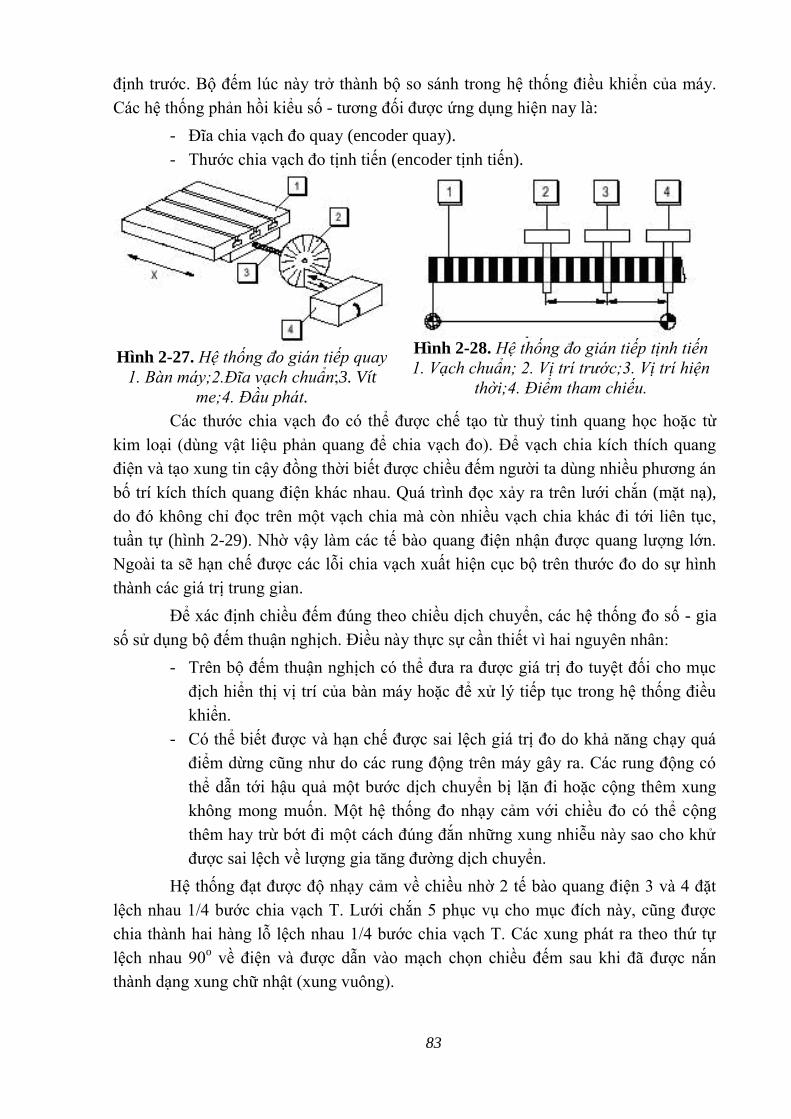
83
định trước. Bộ đếm lúc này trở thành bộ so sánh trong hệ thống điều khiển của máy.
Các hệ thống phản hồi kiểu số - tương đối được ứng dụng hiện nay là:
- Đĩa chia vạch đo quay (encoder quay).
- Thước chia vạch đo tịnh tiến (encoder tịnh tiến).
Hình 2-27. Hệ thống đo gián tiếp quay
1. Bàn máy;2. ĩa vạch chuẩn;3. Vít
me;4. ầu phát.
Hình 2-28. Hệ thống đo gián tiếp tịnh tiến
1. Vạch chuẩn; 2. Vị trí trước;3. Vị trí hiện
thời;4. iểm tham chiếu.
Các thước chia vạch đo có thể được chế tạo từ thu tinh quang học hoặc từ
kim loại (dùng vật liệu phản quang để chia vạch đo). Để vạch chia kích thích quang
điện và tạo xung tin cậy đồng thời biết được chiều đếm người ta dùng nhiều phương án
bố trí kích thích quang điện khác nhau. Quá trình đọc xảy ra trên lưới chắn (mặt nạ),
do đó không chỉ đọc trên một vạch chia mà còn nhiều vạch chia khác đi tới liên tục,
tuần tự (hình 2-29). Nhờ vậy làm các tế bào quang điện nhận được quang lượng lớn.
Ngoài ta sẽ hạn chế được các lỗi chia vạch xuất hiện cục bộ trên thước đo do sự hình
thành các giá trị trung gian.
Để xác định chiều đếm đúng theo chiều dịch chuyển, các hệ thống đo số - gia
số sử dụng bộ đếm thuận nghịch. Điều này thực sự cần thiết vì hai nguyên nhân:
- Trên bộ đếm thuận nghịch có thể đưa ra được giá trị đo tuyệt đối cho mục
địch hiển thị vị trí của bàn máy hoặc để xử lý tiếp tục trong hệ thống điều
khiển.
- Có thể biết được và hạn chế được sai lệch giá trị đo do khả năng chạy quá
điểm dừng cũng như do các rung động trên máy gây ra. Các rung động có
thể dẫn tới hậu quả một bước dịch chuyển bị lặn đi hoặc cộng thêm xung
không mong muốn. Một hệ thống đo nhạy cảm với chiều đo có thể cộng
thêm hay trừ bớt đi một cách đúng đắn những xung nhiễu này sao cho khử
được sai lệch về lượng gia tăng đường dịch chuyển.
Hệ thống đạt được độ nhạy cảm về chiều nhờ 2 tế bào quang điện 3 và 4 đặt
lệch nhau 1/4 bước chia vạch T. Lưới chắn 5 phục vụ cho mục đích này, cũng được
chia thành hai hàng lỗ lệch nhau 1/4 bước chia vạch T. Các xung phát ra theo thứ tự
lệch nhau 90o về điện và được dẫn vào mạch chọn chiều đếm sau khi đã được nắn
thành dạng xung chữ nhật (xung vuông).
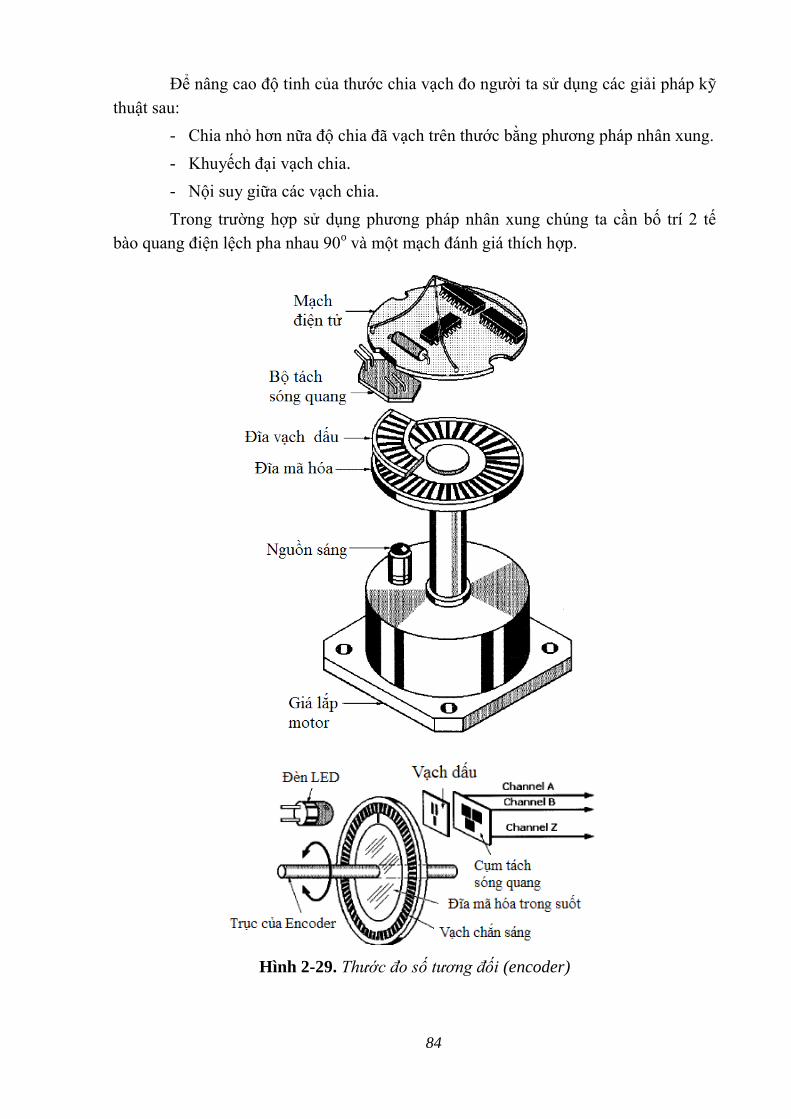
84
Để nâng cao độ tinh của thước chia vạch đo người ta sử dụng các giải pháp kỹ
thuật sau:
- Chia nhỏ hơn nữa độ chia đã vạch trên thước bằng phương pháp nhân xung.
- Khuyếch đại vạch chia.
- Nội suy giữa các vạch chia.
Trong trường hợp sử dụng phương pháp nhân xung chúng ta cần bố trí 2 tế
bào quang điện lệch pha nhau 90o và một mạch đánh giá thích hợp.
Hình 2-29. Thước đo số tương đối (encoder)
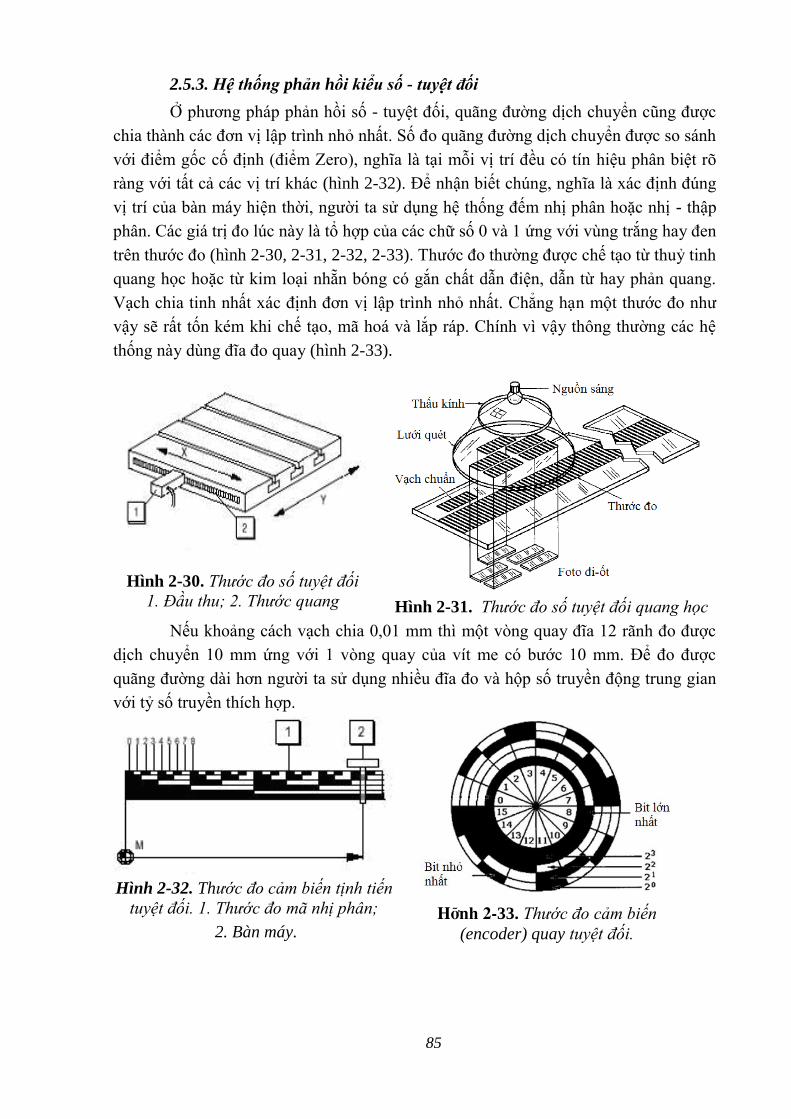
85
2.5.3. Hệ thống phản hồi kiểu số - tuyệt đối
Ở phương pháp phản hồi số - tuyệt đối, quãng đường dịch chuyển cũng được
chia thành các đơn vị lập trình nhỏ nhất. Số đo quãng đường dịch chuyển được so sánh
với điểm gốc cố định (điểm Zero), nghĩa là tại mỗi vị trí đều có tín hiệu phân biệt rõ
ràng với tất cả các vị trí khác (hình 2-32). Để nhận biết chúng, nghĩa là xác định đúng
vị trí của bàn máy hiện thời, người ta sử dụng hệ thống đếm nhị phân hoặc nhị - thập
phân. Các giá trị đo lúc này là tổ hợp của các chữ số 0 và 1 ứng với vùng trắng hay đen
trên thước đo (hình 2-30, 2-31, 2-32, 2-33). Thước đo thường được chế tạo từ thu tinh
quang học hoặc từ kim loại nhẵn bóng có gắn chất dẫn điện, dẫn từ hay phản quang.
Vạch chia tinh nhất xác định đơn vị lập trình nhỏ nhất. Chẳng hạn một thước đo như
vậy sẽ rất tốn kém khi chế tạo, mã hoá và lắp ráp. Chính vì vậy thông thường các hệ
thống này dùng đĩa đo quay (hình 2-33).
Hình 2-30. Thước đo số tuyệt đối
1. ầu thu; 2. Thước quang
Hình 2-31. Thước đo số tuyệt đối quang học
Nếu khoảng cách vạch chia 0,01 mm thì một vòng quay đĩa 12 rãnh đo được
dịch chuyển 10 mm ứng với 1 vòng quay của vít me có bước 10 mm. Để đo được
quãng đường dài hơn người ta sử dụng nhiều đĩa đo và hộp số truyền động trung gian
với t số truyền thích hợp.
Hình 2-32. Thước đo cảm biến tịnh tiến
tuyệt đối. 1. Thước đo mã nhị phân;
2. Bàn máy.
Hình 2-33. Thước đo cảm biến
(encoder) quay tuyệt đối.
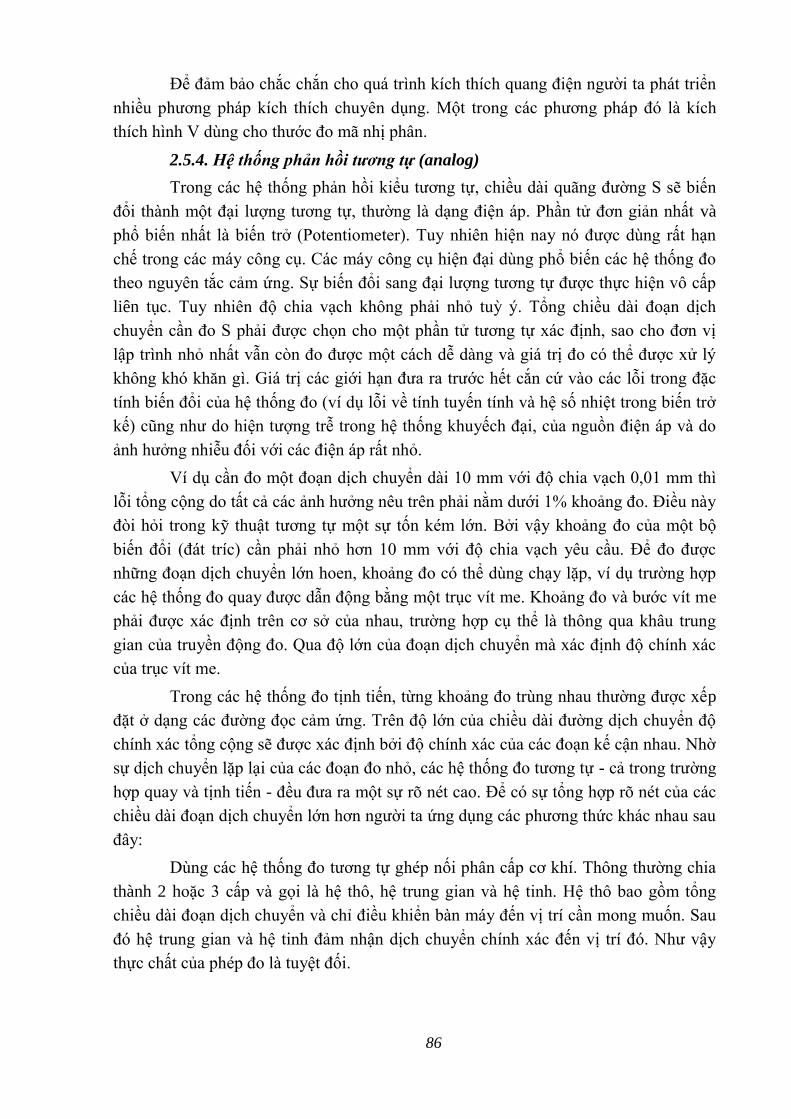
86
Để đảm bảo chắc chắn cho quá trình kích thích quang điện người ta phát triển
nhiều phương pháp kích thích chuyên dụng. Một trong các phương pháp đó là kích
thích hình V dùng cho thước đo mã nhị phân.
2.5.4. Hệ thống phản hồi tương tự (analog)
Trong các hệ thống phản hồi kiểu tương tự, chiều dài quãng đường S sẽ biến
đổi thành một đại lượng tương tự, thường là dạng điện áp. Phần tử đơn giản nhất và
phổ biến nhất là biến trở (Potentiometer). Tuy nhiên hiện nay nó được dùng rất hạn
chế trong các máy công cụ. Các máy công cụ hiện đại dùng phổ biến các hệ thống đo
theo nguyên tắc cảm ứng. Sự biến đổi sang đại lượng tương tự được thực hiện vô cấp
liên tục. Tuy nhiên độ chia vạch không phải nhỏ tuỳ ý. Tổng chiều dài đoạn dịch
chuyển cần đo S phải được chọn cho một phần tử tương tự xác định, sao cho đơn vị
lập trình nhỏ nhất vẫn còn đo được một cách dễ dàng và giá trị đo có thể được xử lý
không khó khăn gì. Giá trị các giới hạn đưa ra trước hết cắn cứ vào các lỗi trong đặc
tính biến đổi của hệ thống đo (ví dụ lỗi về tính tuyến tính và hệ số nhiệt trong biến trở
kế) cũng như do hiện tượng trễ trong hệ thống khuyếch đại, của nguồn điện áp và do
ảnh hưởng nhiễu đối với các điện áp rất nhỏ.
Ví dụ cần đo một đoạn dịch chuyển dài 10 mm với độ chia vạch 0,01 mm thì
lỗi tổng cộng do tất cả các ảnh hưởng nêu trên phải nằm dưới 1% khoảng đo. Điều này
đòi hỏi trong kỹ thuật tương tự một sự tốn kém lớn. Bởi vậy khoảng đo của một bộ
biến đổi (đát tríc) cần phải nhỏ hơn 10 mm với độ chia vạch yêu cầu. Để đo được
những đoạn dịch chuyển lớn hoen, khoảng đo có thể dùng chạy lặp, ví dụ trường hợp
các hệ thống đo quay được dẫn động bằng một trục vít me. Khoảng đo và bước vít me
phải được xác định trên cơ sở của nhau, trường hợp cụ thể là thông qua khâu trung
gian của truyền động đo. Qua độ lớn của đoạn dịch chuyển mà xác định độ chính xác
của trục vít me.
Trong các hệ thống đo tịnh tiến, từng khoảng đo trùng nhau thường được xếp
đặt ở dạng các đường đọc cảm ứng. Trên độ lớn của chiều dài đường dịch chuyển độ
chính xác tổng cộng sẽ được xác định bởi độ chính xác của các đoạn kế cận nhau. Nhờ
sự dịch chuyển lặp lại của các đoạn đo nhỏ, các hệ thống đo tương tự - cả trong trường
hợp quay và tịnh tiến - đều đưa ra một sự rõ nét cao. Để có sự tổng hợp rõ nét của các
chiều dài đoạn dịch chuyển lớn hơn người ta ứng dụng các phương thức khác nhau sau
đây:
Dùng các hệ thống đo tương tự ghép nối phân cấp cơ khí. Thông thường chia
thành 2 hoặc 3 cấp và gọi là hệ thô, hệ trung gian và hệ tinh. Hệ thô bao gồm tổng
chiều dài đoạn dịch chuyển và chỉ điều khiển bàn máy đến vị trí cần mong muốn. Sau
đó hệ trung gian và hệ tinh đảm nhận dịch chuyển chính xác đến vị trí đó. Như vậy
thực chất của phép đo là tuyệt đối.
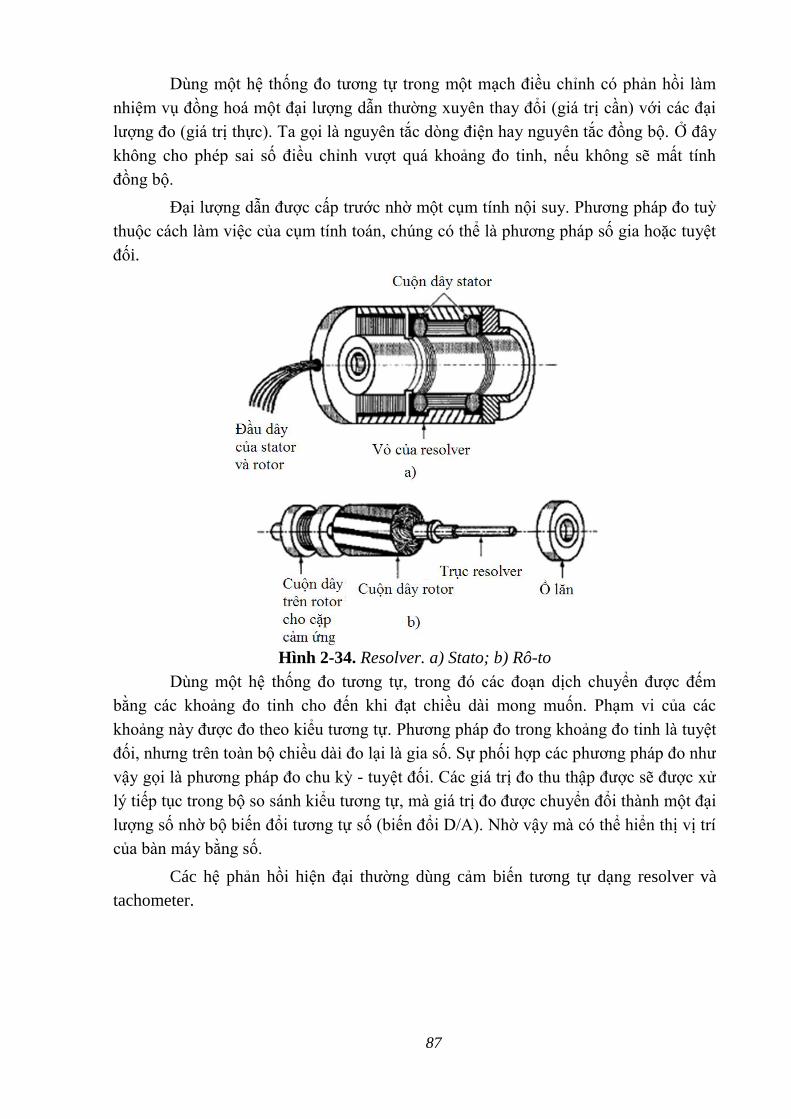
87
Dùng một hệ thống đo tương tự trong một mạch điều chỉnh có phản hồi làm
nhiệm vụ đồng hoá một đại lượng dẫn thường xuyên thay đổi (giá trị cần) với các đại
lượng đo (giá trị thực). Ta gọi là nguyên tắc dòng điện hay nguyên tắc đồng bộ. Ở đây
không cho phép sai số điều chỉnh vượt quá khoảng đo tinh, nếu không sẽ mất tính
đồng bộ.
Đại lượng dẫn được cấp trước nhờ một cụm tính nội suy. Phương pháp đo tuỳ
thuộc cách làm việc của cụm tính toán, chúng có thể là phương pháp số gia hoặc tuyệt
đối.
Hình 2-34. Resolver. a) Stato; b) Rô-to
Dùng một hệ thống đo tương tự, trong đó các đoạn dịch chuyển được đếm
bằng các khoảng đo tinh cho đến khi đạt chiều dài mong muốn. Phạm vi của các
khoảng này được đo theo kiểu tương tự. Phương pháp đo trong khoảng đo tinh là tuyệt
đối, nhưng trên toàn bộ chiều dài đo lại là gia số. Sự phối hợp các phương pháp đo như
vậy gọi là phương pháp đo chu kỳ - tuyệt đối. Các giá trị đo thu thập được sẽ được xử
lý tiếp tục trong bộ so sánh kiểu tương tự, mà giá trị đo được chuyển đổi thành một đại
lượng số nhờ bộ biến đổi tương tự số (biến đổi D/A). Nhờ vậy mà có thể hiển thị vị trí
của bàn máy bằng số.
Các hệ phản hồi hiện đại thường dùng cảm biến tương tự dạng resolver và
tachometer.
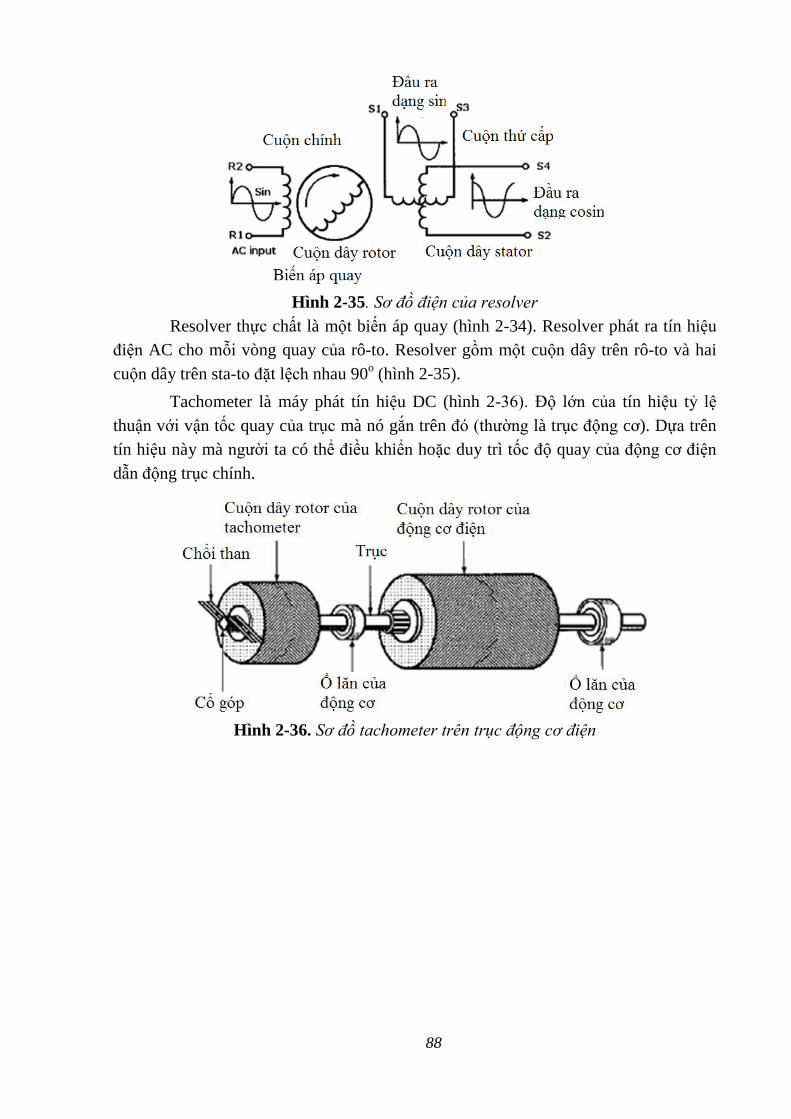
88
Hình 2-35. Sơ đồ điện của resolver
Resolver thực chất là một biến áp quay (hình 2-34). Resolver phát ra tín hiệu
điện AC cho mỗi vòng quay của rô-to. Resolver gồm một cuộn dây trên rô-to và hai
cuộn dây trên sta-to đặt lệch nhau 90o (hình 2-35).
Tachometer là máy phát tín hiệu DC (hình 2-36). Độ lớn của tín hiệu t lệ
thuận với vận tốc quay của trục mà nó gắn trên đó (thường là trục động cơ). Dựa trên
tín hiệu này mà người ta có thể điều khiển hoặc duy trì tốc độ quay của động cơ điện
dẫn động trục chính.
Hình 2-36. Sơ đồ tachometer trên trục động cơ điện
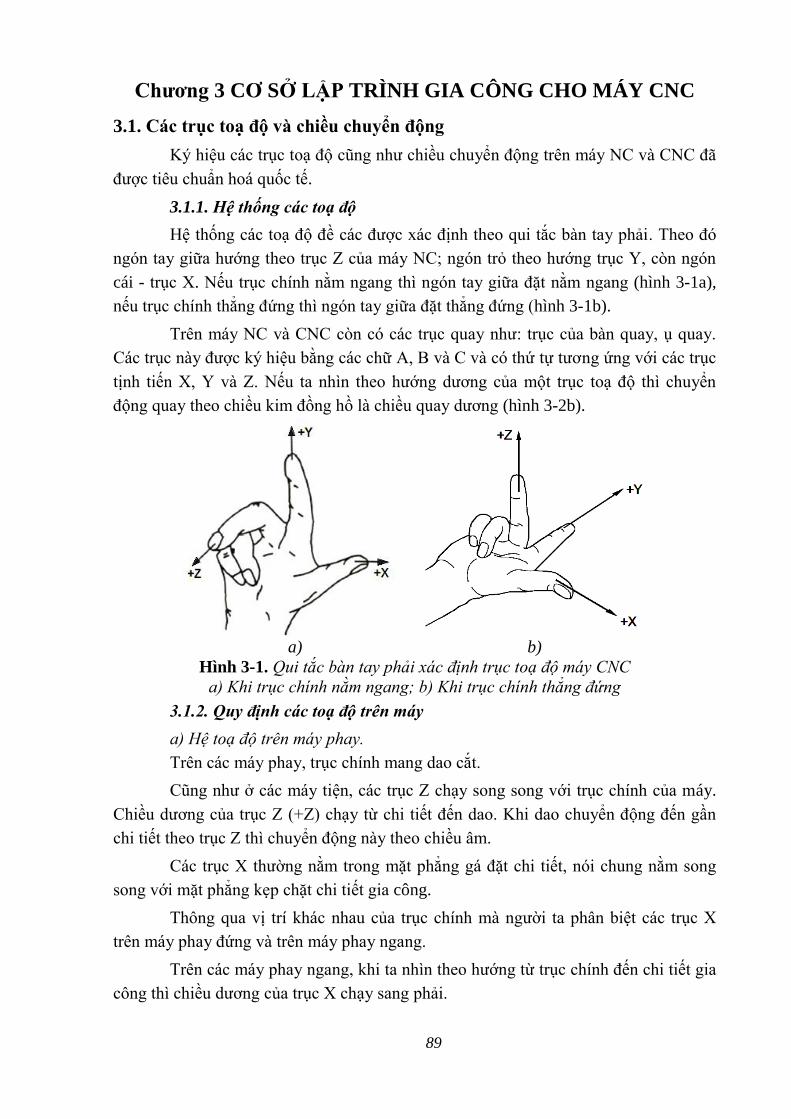
89
Chƣơng 3 CƠ SỞ LẬP TRÌNH GIA CÔNG CHO MÁY CNC
3.1. Các trục toạ độ và chiều chuyển động
Ký hiệu các trục toạ độ cũng như chiều chuyển động trên máy NC và CNC đã
được tiêu chuẩn hoá quốc tế.
3.1.1. Hệ thống các toạ độ
Hệ thống các toạ độ đề các được xác định theo qui tắc bàn tay phải. Theo đó
ngón tay giữa hướng theo trục Z của máy NC; ngón trỏ theo hướng trục Y, còn ngón
cái - trục X. Nếu trục chính nằm ngang thì ngón tay giữa đặt nằm ngang (hình 3-1a),
nếu trục chính thẳng đứng thì ngón tay giữa đặt thẳng đứng (hình 3-1b).
Trên máy NC và CNC còn có các trục quay như: trục của bàn quay, ụ quay.
Các trục này được ký hiệu bằng các chữ A, B và C và có thứ tự tương ứng với các trục
tịnh tiến X, Y và Z. Nếu ta nhìn theo hướng dương của một trục toạ độ thì chuyển
động quay theo chiều kim đồng hồ là chiều quay dương (hình 3-2b).
a) b)
Hình 3-1. Qui tắc bàn tay phải xác định trục toạ độ máy CNC
a) Khi trục chính nằm ngang; b) Khi trục chính thẳng đứng
3.1.2. Quy định các toạ độ trên máy
a) Hệ toạ độ trên máy phay.
Trên các máy phay, trục chính mang dao cắt.
Cũng như ở các máy tiện, các trục Z chạy song song với trục chính của máy.
Chiều dương của trục Z (+Z) chạy từ chi tiết đến dao. Khi dao chuyển động đến gần
chi tiết theo trục Z thì chuyển động này theo chiều âm.
Các trục X thường nằm trong mặt phẳng gá đặt chi tiết, nói chung nằm song
song với mặt phẳng kẹp chặt chi tiết gia công.
Thông qua vị trí khác nhau của trục chính mà người ta phân biệt các trục X
trên máy phay đứng và trên máy phay ngang.
Trên các máy phay ngang, khi ta nhìn theo hướng từ trục chính đến chi tiết gia
công thì chiều dương của trục X chạy sang phải.
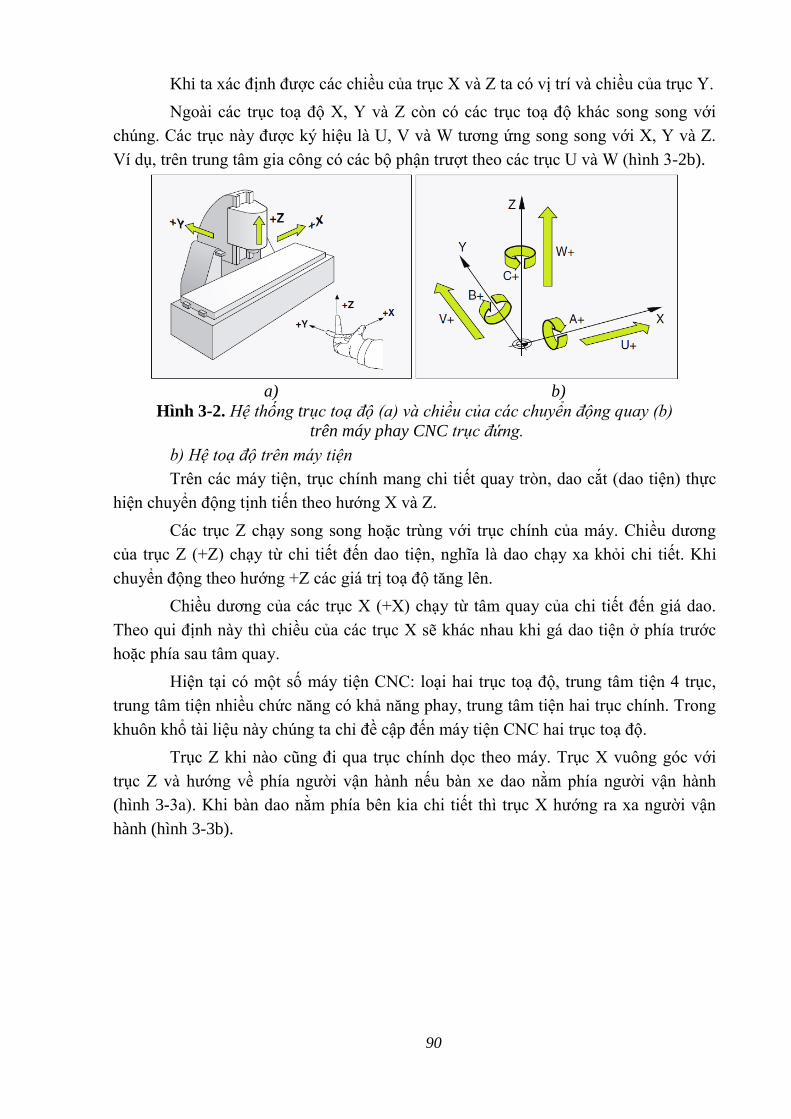
90
Khi ta xác định được các chiều của trục X và Z ta có vị trí và chiều của trục Y.
Ngoài các trục toạ độ X, Y và Z còn có các trục toạ độ khác song song với
chúng. Các trục này được ký hiệu là U, V và W tương ứng song song với X, Y và Z.
Ví dụ, trên trung tâm gia công có các bộ phận trượt theo các trục U và W (hình 3-2b).
a) b)
Hình 3-2. Hệ thống trục toạ độ (a) và chiều của các chuyển động quay (b)
trên máy phay CNC trục đứng.
b) Hệ toạ độ trên máy tiện
Trên các máy tiện, trục chính mang chi tiết quay tròn, dao cắt (dao tiện) thực
hiện chuyển động tịnh tiến theo hướng X và Z.
Các trục Z chạy song song hoặc trùng với trục chính của máy. Chiều dương
của trục Z (+Z) chạy từ chi tiết đến dao tiện, nghĩa là dao chạy xa khỏi chi tiết. Khi
chuyển động theo hướng +Z các giá trị toạ độ tăng lên.
Chiều dương của các trục X (+X) chạy từ tâm quay của chi tiết đến giá dao.
Theo qui định này thì chiều của các trục X sẽ khác nhau khi gá dao tiện ở phía trước
hoặc phía sau tâm quay.
Hiện tại có một số máy tiện CNC: loại hai trục toạ độ, trung tâm tiện 4 trục,
trung tâm tiện nhiều chức năng có khả năng phay, trung tâm tiện hai trục chính. Trong
khuôn khổ tài liệu này chúng ta chỉ đề cập đến máy tiện CNC hai trục toạ độ.
Trục Z khi nào cũng đi qua trục chính dọc theo máy. Trục X vuông góc với
trục Z và hướng về phía người vận hành nếu bàn xe dao nằm phía người vận hành
(hình 3-3a). Khi bàn dao nằm phía bên kia chi tiết thì trục X hướng ra xa người vận
hành (hình 3-3b).
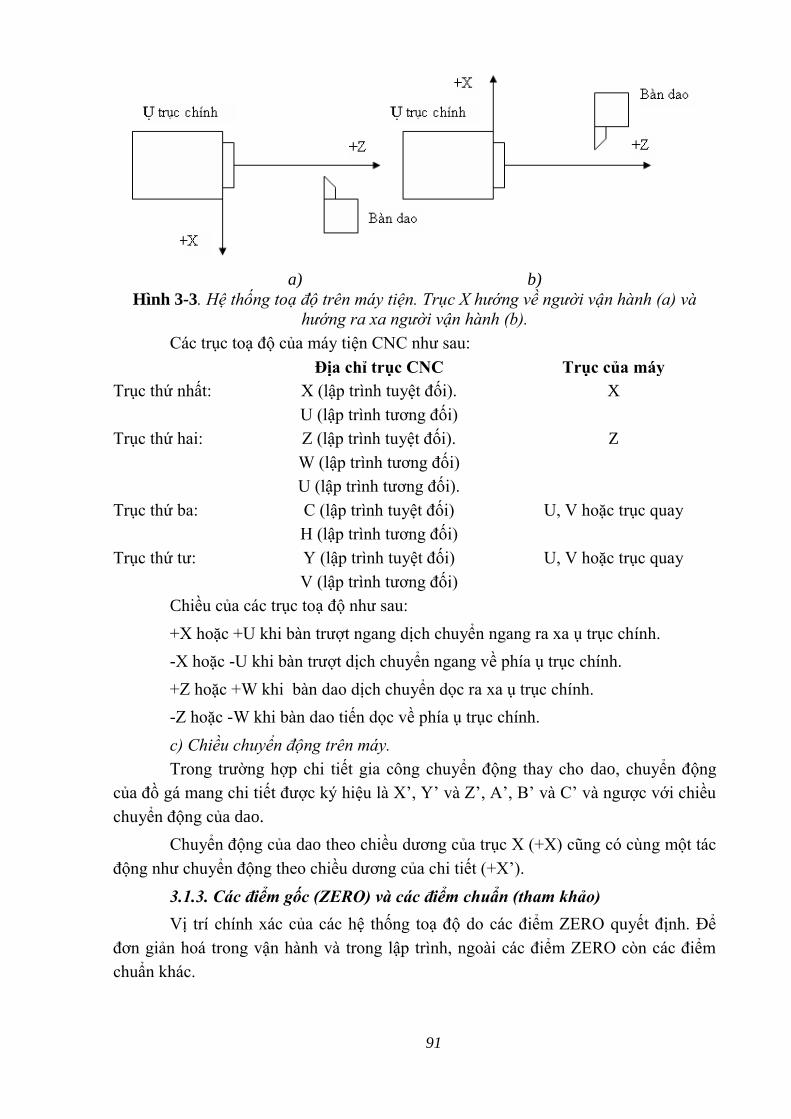
91
a) b)
Hình 3-3. Hệ thống toạ độ trên máy tiện. Trục X hướng về người vận hành (a) và
hướng ra xa người vận hành (b).
Các trục toạ độ của máy tiện CNC như sau:
Địa chỉ trục CNC Trục của máy
Trục thứ nhất: X (lập trình tuyệt đối).
U (lập trình tương đối)
X
Trục thứ hai: Z (lập trình tuyệt đối).
W (lập trình tương đối)
Z
U (lập trình tương đối).
Trục thứ ba: C (lập trình tuyệt đối)
H (lập trình tương đối)
U, V hoặc trục quay
Trục thứ tư: Y (lập trình tuyệt đối)
V (lập trình tương đối)
U, V hoặc trục quay
Chiều của các trục toạ độ như sau:
+X hoặc +U khi bàn trượt ngang dịch chuyển ngang ra xa ụ trục chính.
-X hoặc -U khi bàn trượt dịch chuyển ngang về phía ụ trục chính.
+Z hoặc +W khi bàn dao dịch chuyển dọc ra xa ụ trục chính.
-Z hoặc -W khi bàn dao tiến dọc về phía ụ trục chính.
c) Chiều chuyển động trên máy.
Trong trường hợp chi tiết gia công chuyển động thay cho dao, chuyển động
của đồ gá mang chi tiết được ký hiệu là X’, Y’ và Z’, A’, B’ và C’ và ngược với chiều
chuyển động của dao.
Chuyển động của dao theo chiều dương của trục X (+X) cũng có cùng một tác
động như chuyển động theo chiều dương của chi tiết (+X’).
3.1.3. Các điểm gốc (ZERO) và các điểm chuẩn (tham khảo)
Vị trí chính xác của các hệ thống toạ độ do các điểm ZERO quyết định. Để
đơn giản hoá trong vận hành và trong lập trình, ngoài các điểm ZERO còn các điểm
chuẩn khác.
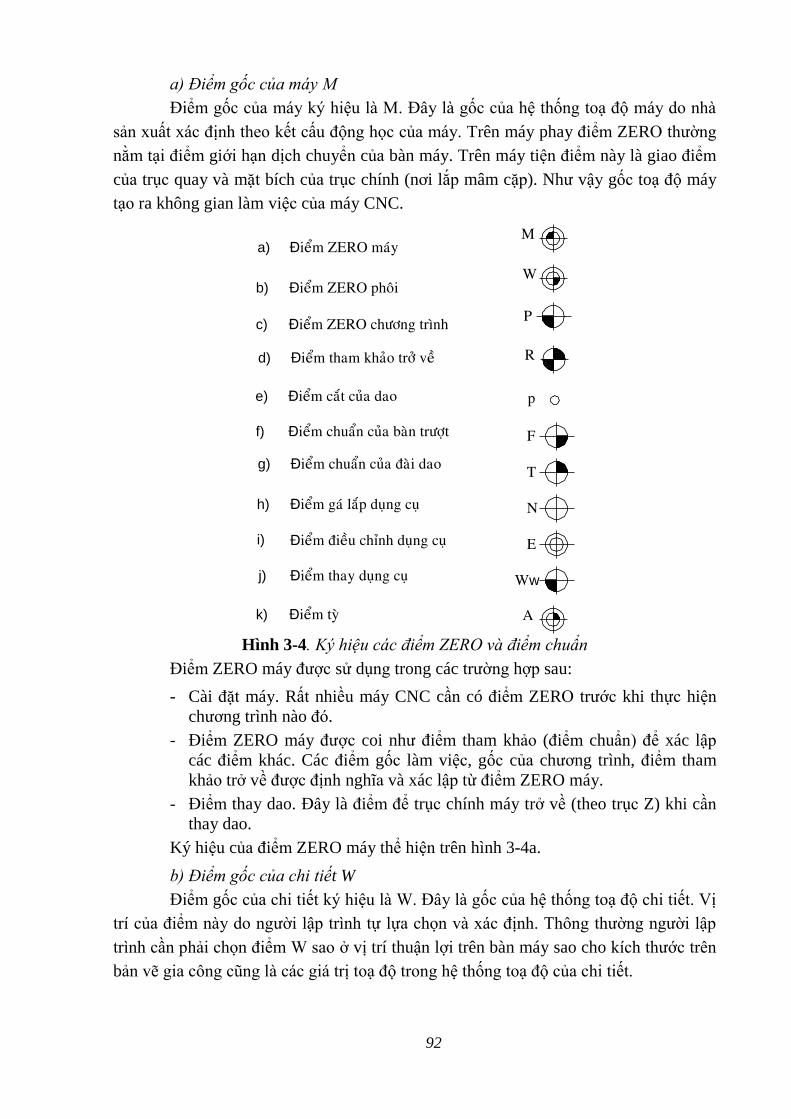
92
a) iểm gốc của máy M
Điểm gốc của máy ký hiệu là M. Đây là gốc của hệ thống toạ độ máy do nhà
sản xuất xác định theo kết cấu động học của máy. Trên máy phay điểm ZERO thường
nằm tại điểm giới hạn dịch chuyển của bàn máy. Trên máy tiện điểm này là giao điểm
của trục quay và mặt bích của trục chính (nơi lắp mâm cặp). Như vậy gốc toạ độ máy
tạo ra không gian làm việc của máy CNC.
p
N
E
T
F
Ww
Đieåm ZERO maùy
Đieåm ZERO phoâi
Đieåm tham khaûo trôû veà
Đieåm chuaån cuûa baøn tröôït
Đieåm caét cuûa dao
Đieåm ZERO chöông trình
Đieåm ñieàu chænh duïng cuï
Đieåm gaù laép duïng cuï
Đieåm chuaån cuûa ñaøi dao
Đieåm thay duïng cuïj)
h)
e)
d)
b)
a)
c)
f)
g)
i)
AĐieåm tyø k)
W
R
P
M
Hình 3-4. Ký hiệu các điểm ZERO và điểm chuẩn
Điểm ZERO máy được sử dụng trong các trường hợp sau:
- Cài đặt máy. Rất nhiều máy CNC cần có điểm ZERO trước khi thực hiện
chương trình nào đó.
- Điểm ZERO máy được coi như điểm tham khảo (điểm chuẩn) để xác lập
các điểm khác. Các điểm gốc làm việc, gốc của chương trình, điểm tham
khảo trở về được định nghĩa và xác lập từ điểm ZERO máy.
- Điểm thay dao. Đây là điểm để trục chính máy trở về (theo trục Z) khi cần
thay dao.
Ký hiệu của điểm ZERO máy thể hiện trên hình 3-4a.
b) iểm gốc của chi tiết W
Điểm gốc của chi tiết ký hiệu là W. Đây là gốc của hệ thống toạ độ chi tiết. Vị
trí của điểm này do người lập trình tự lựa chọn và xác định. Thông thường người lập
trình cần phải chọn điểm W sao ở vị trí thuận lợi trên bàn máy sao cho kích thước trên
bản vẽ gia công cũng là các giá trị toạ độ trong hệ thống toạ độ của chi tiết.
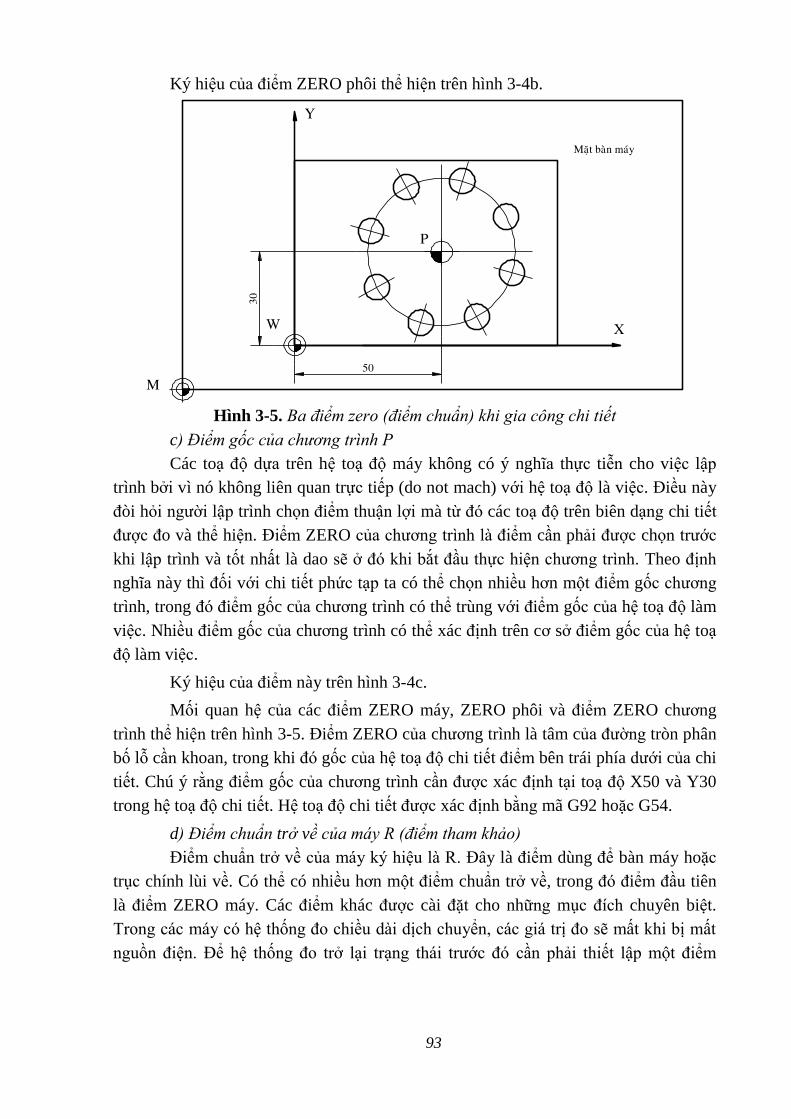
93
Ký hiệu của điểm ZERO phôi thể hiện trên hình 3-4b.
P
M
WX
Y
50
30
Maët baøn maùy
Hình 3-5. Ba điểm zero (điểm chuẩn) khi gia công chi tiết
c) iểm gốc của chương trình P
Các toạ độ dựa trên hệ toạ độ máy không có ý nghĩa thực tiễn cho việc lập
trình bởi vì nó không liên quan trực tiếp (do not mach) với hệ toạ độ là việc. Điều này
đòi hỏi người lập trình chọn điểm thuận lợi mà từ đó các toạ độ trên biên dạng chi tiết
được đo và thể hiện. Điểm ZERO của chương trình là điểm cần phải được chọn trước
khi lập trình và tốt nhất là dao sẽ ở đó khi bắt đầu thực hiện chương trình. Theo định
nghĩa này thì đối với chi tiết phức tạp ta có thể chọn nhiều hơn một điểm gốc chương
trình, trong đó điểm gốc của chương trình có thể trùng với điểm gốc của hệ toạ độ làm
việc. Nhiều điểm gốc của chương trình có thể xác định trên cơ sở điểm gốc của hệ toạ
độ làm việc.
Ký hiệu của điểm này trên hình 3-4c.
Mối quan hệ của các điểm ZERO máy, ZERO phôi và điểm ZERO chương
trình thể hiện trên hình 3-5. Điểm ZERO của chương trình là tâm của đường tròn phân
bố lỗ cần khoan, trong khi đó gốc của hệ toạ độ chi tiết điểm bên trái phía dưới của chi
tiết. Chú ý rằng điểm gốc của chương trình cần được xác định tại toạ độ X50 và Y30
trong hệ toạ độ chi tiết. Hệ toạ độ chi tiết được xác định bằng mã G92 hoặc G54.
d) iểm chuẩn trở về của máy R (điểm tham khảo)
Điểm chuẩn trở về của máy ký hiệu là R. Đây là điểm dùng để bàn máy hoặc
trục chính lùi về. Có thể có nhiều hơn một điểm chuẩn trở về, trong đó điểm đầu tiên
là điểm ZERO máy. Các điểm khác được cài đặt cho những mục đích chuyên biệt.
Trong các máy có hệ thống đo chiều dài dịch chuyển, các giá trị đo sẽ mất khi bị mất
nguồn điện. Để hệ thống đo trở lại trạng thái trước đó cần phải thiết lập một điểm
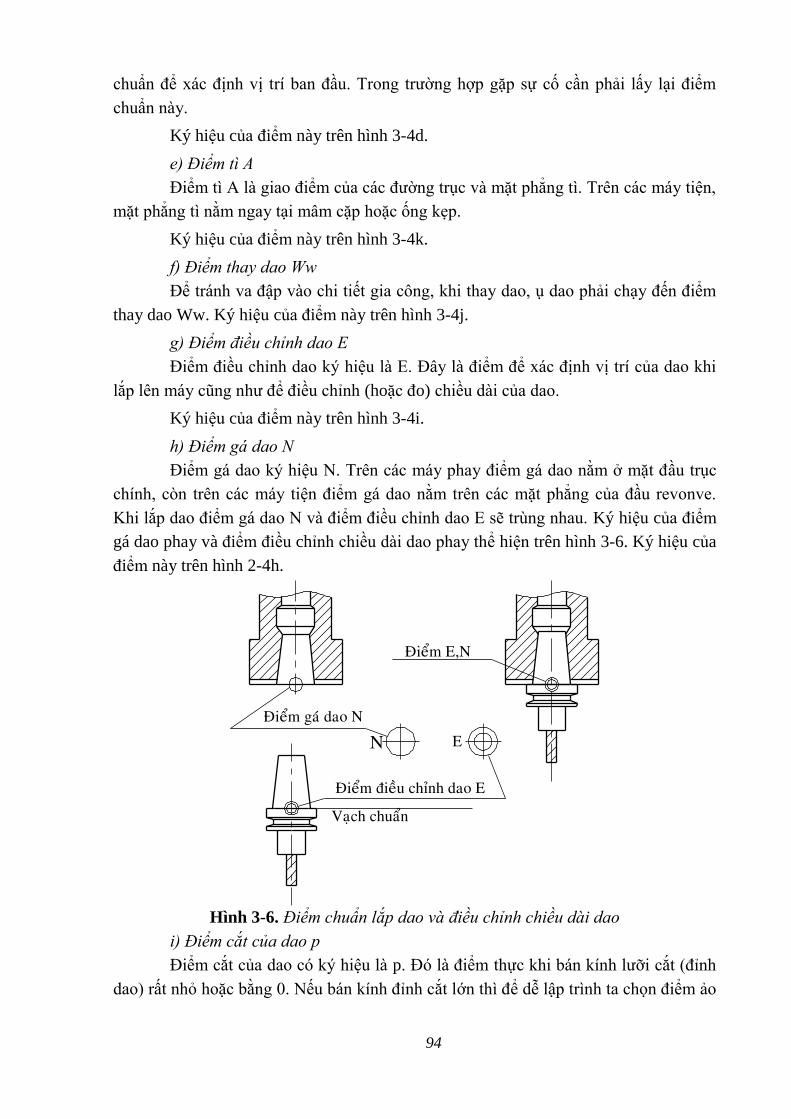
94
chuẩn để xác định vị trí ban đầu. Trong trường hợp gặp sự cố cần phải lấy lại điểm
chuẩn này.
Ký hiệu của điểm này trên hình 3-4d.
e) iểm tì A
Điểm tì A là giao điểm của các đường trục và mặt phẳng tì. Trên các máy tiện,
mặt phẳng tì nằm ngay tại mâm cặp hoặc ống kẹp.
Ký hiệu của điểm này trên hình 3-4k.
f) iểm thay dao Ww
Để tránh va đập vào chi tiết gia công, khi thay dao, ụ dao phải chạy đến điểm
thay dao Ww. Ký hiệu của điểm này trên hình 3-4j.
g) iểm điều chỉnh dao E
Điểm điều chỉnh dao ký hiệu là E. Đây là điểm để xác định vị trí của dao khi
lắp lên máy cũng như để điều chỉnh (hoặc đo) chiều dài của dao.
Ký hiệu của điểm này trên hình 3-4i.
h) iểm gá dao N
Điểm gá dao ký hiệu N. Trên các máy phay điểm gá dao nằm ở mặt đầu trục
chính, còn trên các máy tiện điểm gá dao nằm trên các mặt phẳng của đầu revonve.
Khi lắp dao điểm gá dao N và điểm điều chỉnh dao E sẽ trùng nhau. Ký hiệu của điểm
gá dao phay và điểm điều chỉnh chiều dài dao phay thể hiện trên hình 3-6. Ký hiệu của
điểm này trên hình 2-4h.
Ñieåm E,N
EN
Vaïch chuaån
Ñieåm ñieàu chænh dao E
Ñieåm gaù dao N
Hình 3-6. iểm chuẩn lắp dao và điều chỉnh chiều dài dao
i) iểm cắt của dao p
Điểm cắt của dao có ký hiệu là p. Đó là điểm thực khi bán kính lưỡi cắt (đỉnh
dao) rất nhỏ hoặc bằng 0. Nếu bán kính đỉnh cắt lớn thì để dễ lập trình ta chọn điểm ảo
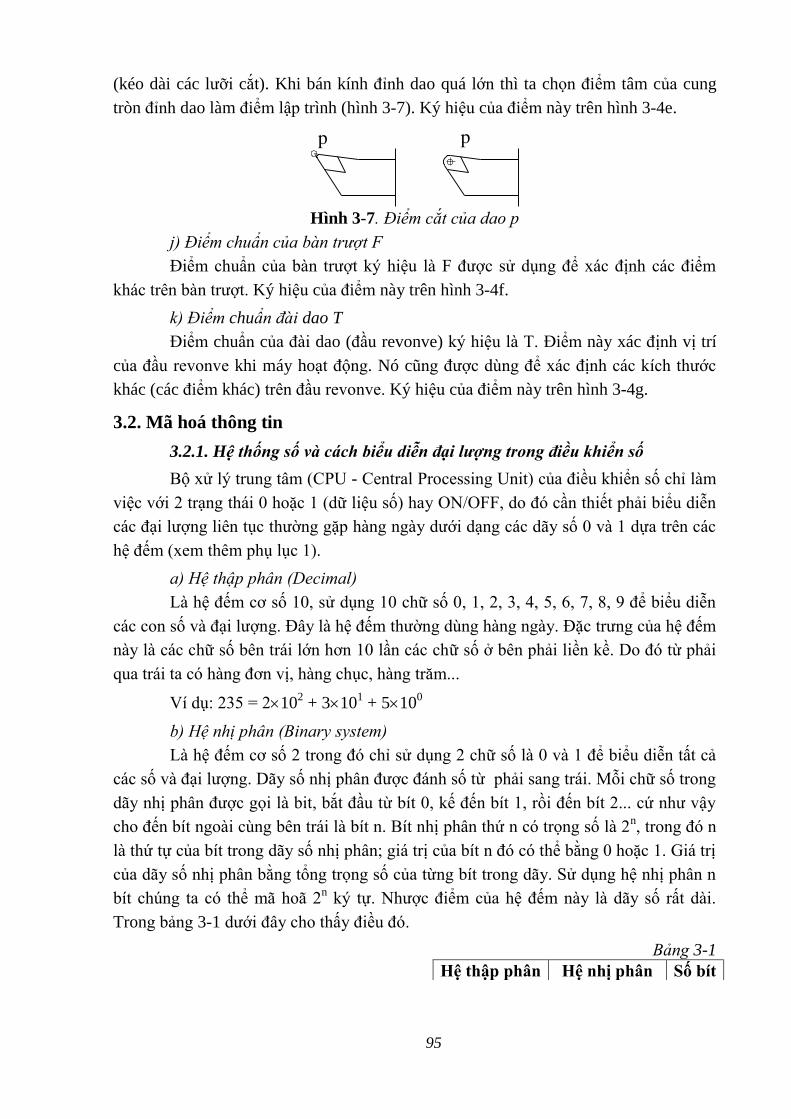
95
(kéo dài các lưỡi cắt). Khi bán kính đỉnh dao quá lớn thì ta chọn điểm tâm của cung
tròn đỉnh dao làm điểm lập trình (hình 3-7). Ký hiệu của điểm này trên hình 3-4e.
p p
Hình 3-7. iểm cắt của dao p
j) iểm chuẩn của bàn trượt F
Điểm chuẩn của bàn trượt ký hiệu là F được sử dụng để xác định các điểm
khác trên bàn trượt. Ký hiệu của điểm này trên hình 3-4f.
k) iểm chuẩn đài dao T
Điểm chuẩn của đài dao (đầu revonve) ký hiệu là T. Điểm này xác định vị trí
của đầu revonve khi máy hoạt động. Nó cũng được dùng để xác định các kích thước
khác (các điểm khác) trên đầu revonve. Ký hiệu của điểm này trên hình 3-4g.
3.2. Mã hoá thông tin
3.2.1. Hệ thống số và cách biểu diễn đại lượng trong điều khiển số
Bộ xử lý trung tâm (CPU - Central Processing Unit) của điều khiển số chỉ làm
việc với 2 trạng thái 0 hoặc 1 (dữ liệu số) hay ON/OFF, do đó cần thiết phải biểu diễn
các đại lượng liên tục thường gặp hàng ngày dưới dạng các dãy số 0 và 1 dựa trên các
hệ đếm (xem thêm phụ lục 1).
a) Hệ thập phân (Decimal)
Là hệ đếm cơ số 10, sử dụng 10 chữ số 0, 1, 2, 3, 4, 5, 6, 7, 8, 9 để biểu diễn
các con số và đại lượng. Đây là hệ đếm thường dùng hàng ngày. Đặc trưng của hệ đếm
này là các chữ số bên trái lớn hơn 10 lần các chữ số ở bên phải liền kề. Do đó từ phải
qua trái ta có hàng đơn vị, hàng chục, hàng trăm...
Ví dụ: 235 = 2102 + 310
1 + 510
0
b) Hệ nhị phân (Binary system)
Là hệ đếm cơ số 2 trong đó chỉ sử dụng 2 chữ số là 0 và 1 để biểu diễn tất cả
các số và đại lượng. Dãy số nhị phân được đánh số từ phải sang trái. Mỗi chữ số trong
dãy nhị phân được gọi là bit, bắt đầu từ bít 0, kế đến bít 1, rồi đến bít 2... cứ như vậy
cho đến bít ngoài cùng bên trái là bít n. Bít nhị phân thứ n có trọng số là 2n, trong đó n
là thứ tự của bít trong dãy số nhị phân; giá trị của bít n đó có thể bằng 0 hoặc 1. Giá trị
của dãy số nhị phân bằng tổng trọng số của từng bít trong dãy. Sử dụng hệ nhị phân n
bít chúng ta có thể mã hoã 2n ký tự. Nhược điểm của hệ đếm này là dãy số rất dài.
Trong bảng 3-1 dưới đây cho thấy điều đó.
Bảng 3-1
Hệ thập phân Hệ nhị phân Số bít
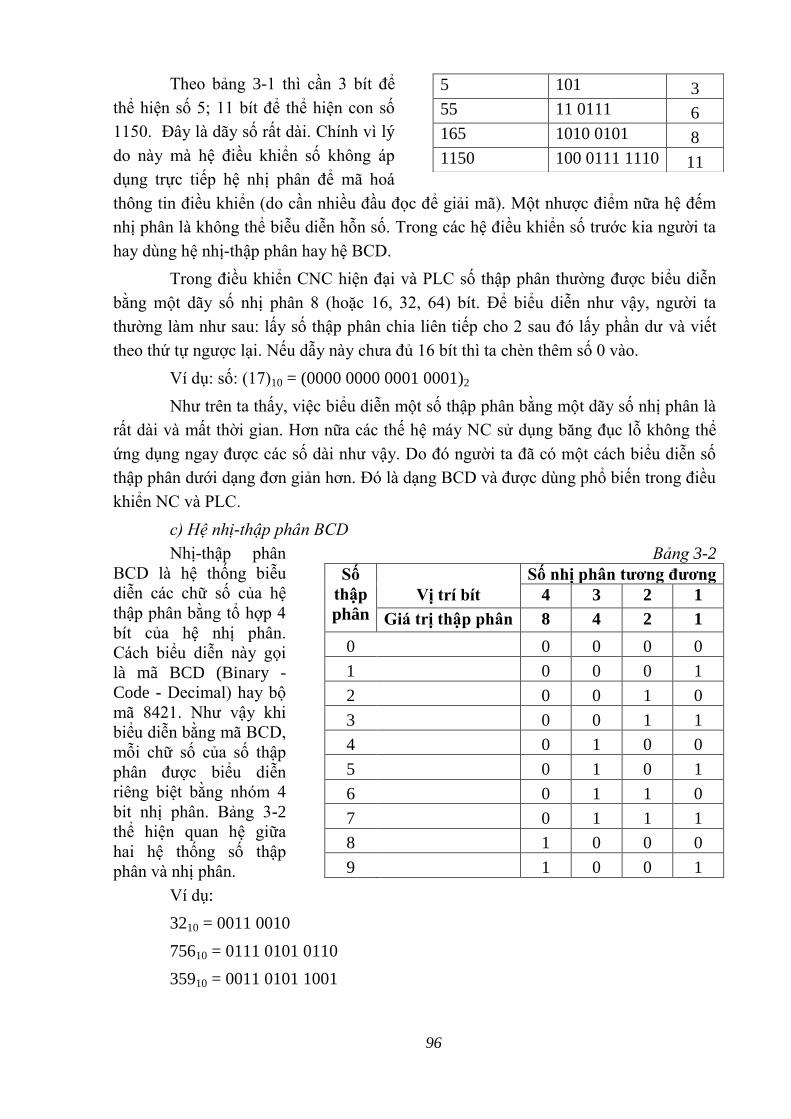
96
Theo bảng 3-1 thì cần 3 bít để
thể hiện số 5; 11 bít để thể hiện con số
1150. Đây là dãy số rất dài. Chính vì lý
do này mà hệ điều khiển số không áp
dụng trực tiếp hệ nhị phân để mã hoá
thông tin điều khiển (do cần nhiều đầu đọc để giải mã). Một nhược điểm nữa hệ đếm
nhị phân là không thể biễu diễn hỗn số. Trong các hệ điều khiển số trước kia người ta
hay dùng hệ nhị-thập phân hay hệ BCD.
Trong điều khiển CNC hiện đại và PLC số thập phân thường được biểu diễn
bằng một dãy số nhị phân 8 (hoặc 16, 32, 64) bít. Để biểu diễn như vậy, người ta
thường làm như sau: lấy số thập phân chia liên tiếp cho 2 sau đó lấy phần dư và viết
theo thứ tự ngược lại. Nếu dẫy này chưa đủ 16 bít thì ta chèn thêm số 0 vào.
Ví dụ: số: (17)10 = (0000 0000 0001 0001)2
Như trên ta thấy, việc biểu diễn một số thập phân bằng một dãy số nhị phân là
rất dài và mất thời gian. Hơn nữa các thế hệ máy NC sử dụng băng đục lỗ không thể
ứng dụng ngay được các số dài như vậy. Do đó người ta đã có một cách biểu diễn số
thập phân dưới dạng đơn giản hơn. Đó là dạng BCD và được dùng phổ biến trong điều
khiển NC và PLC.
c) Hệ nhị-thập phân BCD
Nhị-thập phân
BCD là hệ thống biễu
diễn các chữ số của hệ
thập phân bằng tổ hợp 4
bít của hệ nhị phân.
Cách biểu diễn này gọi
là mã BCD (Binary -
Code - Decimal) hay bộ
mã 8421. Như vậy khi
biểu diễn bằng mã BCD,
mỗi chữ số của số thập
phân được biểu diễn
riêng biệt bằng nhóm 4
bit nhị phân. Bảng 3-2
thể hiện quan hệ giữa
hai hệ thống số thập
phân và nhị phân.
Ví dụ:
3210 = 0011 0010
75610 = 0111 0101 0110
35910 = 0011 0101 1001
5 101 3
55 11 0111 6
165 1010 0101 8
1150 100 0111 1110 11
Bảng 3-2
Số
thập
phân
Số nhị phân tƣơng đƣơng
Vị trí bít 4 3 2 1
Giá trị thập phân 8 4 2 1
0 0 0 0 0
1 0 0 0 1
2 0 0 1 0
3 0 0 1 1
4 0 1 0 0
5 0 1 0 1
6 0 1 1 0
7 0 1 1 1
8 1 0 0 0
9 1 0 0 1
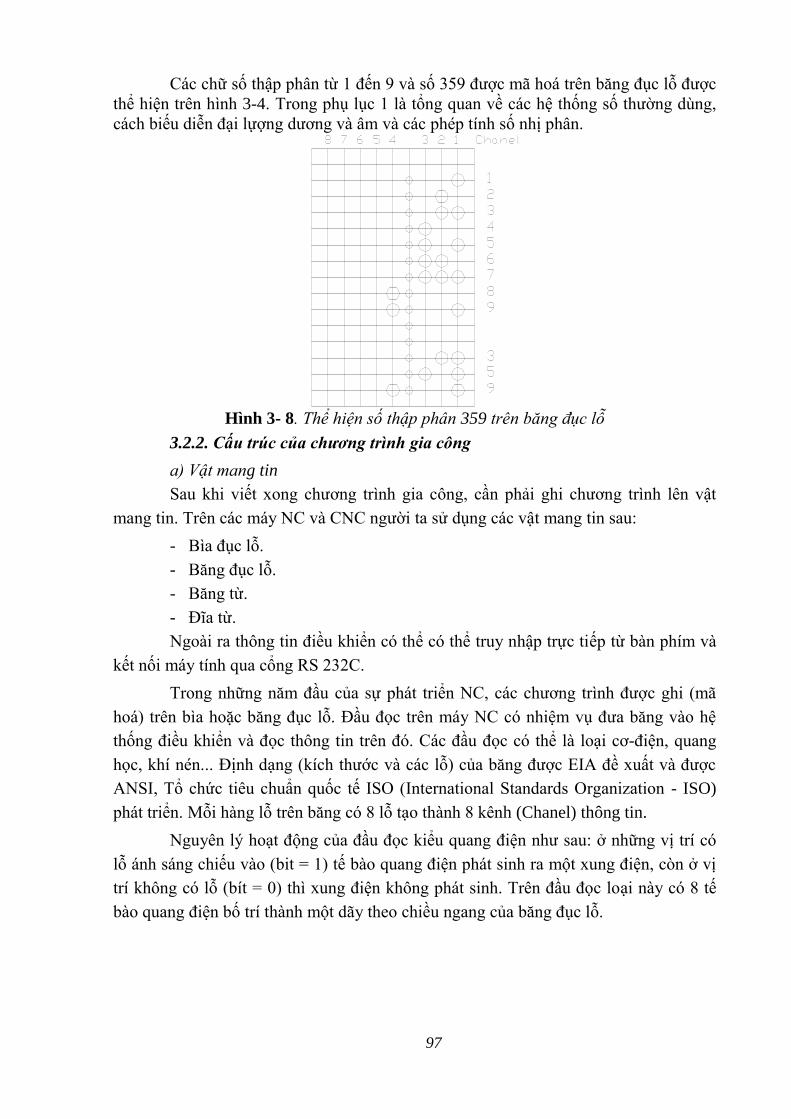
97
Các chữ số thập phân từ 1 đến 9 và số 359 được mã hoá trên băng đục lỗ được
thể hiện trên hình 3-4. Trong phụ lục 1 là tổng quan về các hệ thống số thường dùng,
cách biếu diễn đại lựợng dương và âm và các phép tính số nhị phân.
Hình 3- 8. Thể hiện số thập phân 359 trên băng đục lỗ
3.2.2. Cấu trúc của chương trình gia công
a) Vật mang tin
Sau khi viết xong chương trình gia công, cần phải ghi chương trình lên vật
mang tin. Trên các máy NC và CNC người ta sử dụng các vật mang tin sau:
- Bìa đục lỗ.
- Băng đục lỗ.
- Băng từ.
- Đĩa từ.
Ngoài ra thông tin điều khiển có thể có thể truy nhập trực tiếp từ bàn phím và
kết nối máy tính qua cổng RS 232C.
Trong những năm đầu của sự phát triển NC, các chương trình được ghi (mã
hoá) trên bìa hoặc băng đục lỗ. Đầu đọc trên máy NC có nhiệm vụ đưa băng vào hệ
thống điều khiển và đọc thông tin trên đó. Các đầu đọc có thể là loại cơ-điện, quang
học, khí nén... Định dạng (kích thước và các lỗ) của băng được EIA đề xuất và được
ANSI, Tổ chức tiêu chuẩn quốc tế ISO (International Standards Organization - ISO)
phát triển. Mỗi hàng lỗ trên băng có 8 lỗ tạo thành 8 kênh (Chanel) thông tin.
Nguyên lý hoạt động của đầu đọc kiểu quang điện như sau: ở những vị trí có
lỗ ánh sáng chiếu vào (bit = 1) tế bào quang điện phát sinh ra một xung điện, còn ở vị
trí không có lỗ (bít = 0) thì xung điện không phát sinh. Trên đầu đọc loại này có 8 tế
bào quang điện bố trí thành một dãy theo chiều ngang của băng đục lỗ.
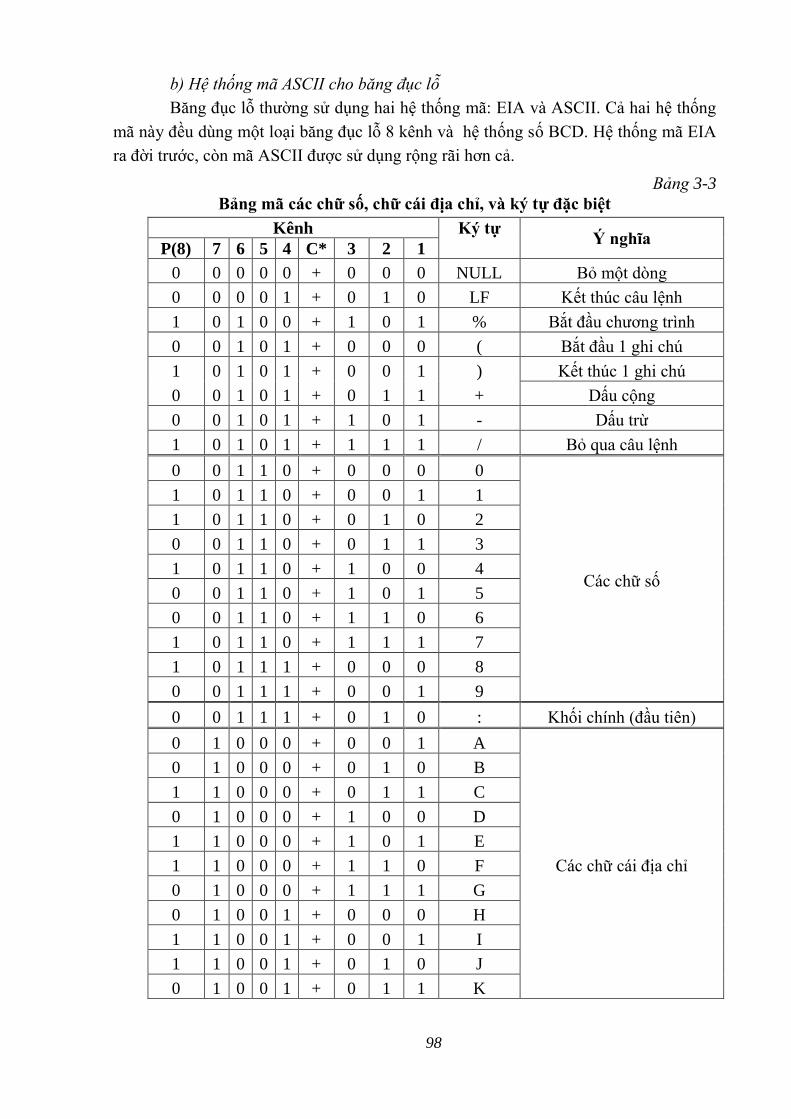
98
b) Hệ thống mã ASCII cho băng đục lỗ
Băng đục lỗ thường sử dụng hai hệ thống mã: EIA và ASCII. Cả hai hệ thống
mã này đều dùng một loại băng đục lỗ 8 kênh và hệ thống số BCD. Hệ thống mã EIA
ra đời trước, còn mã ASCII được sử dụng rộng rãi hơn cả.
Bảng 3-3
Bảng mã các chữ số, chữ cái địa chỉ, và ký tự đặc biệt
Kênh Ký tự Ý nghĩa
P(8) 7 6 5 4 C* 3 2 1
0 0 0 0 0 + 0 0 0 NULL Bỏ một dòng
0 0 0 0 1 + 0 1 0 LF Kết thúc câu lệnh
1 0 1 0 0 + 1 0 1 % Bắt đầu chương trình
0 0 1 0 1 + 0 0 0 ( Bắt đầu 1 ghi chú
1 0 1 0 1 + 0 0 1 ) Kết thúc 1 ghi chú
0 0 1 0 1 + 0 1 1 + Dấu cộng
0 0 1 0 1 + 1 0 1 - Dấu trừ
1 0 1 0 1 + 1 1 1 / Bỏ qua câu lệnh
0 0 1 1 0 + 0 0 0 0
Các chữ số
1 0 1 1 0 + 0 0 1 1
1 0 1 1 0 + 0 1 0 2
0 0 1 1 0 + 0 1 1 3
1 0 1 1 0 + 1 0 0 4
0 0 1 1 0 + 1 0 1 5
0 0 1 1 0 + 1 1 0 6
1 0 1 1 0 + 1 1 1 7
1 0 1 1 1 + 0 0 0 8
0 0 1 1 1 + 0 0 1 9
0 0 1 1 1 + 0 1 0 : Khối chính (đầu tiên)
0 1 0 0 0 + 0 0 1 A
Các chữ cái địa chỉ
0 1 0 0 0 + 0 1 0 B
1 1 0 0 0 + 0 1 1 C
0 1 0 0 0 + 1 0 0 D
1 1 0 0 0 + 1 0 1 E
1 1 0 0 0 + 1 1 0 F
0 1 0 0 0 + 1 1 1 G
0 1 0 0 1 + 0 0 0 H
1 1 0 0 1 + 0 0 1 I
1 1 0 0 1 + 0 1 0 J
0 1 0 0 1 + 0 1 1 K
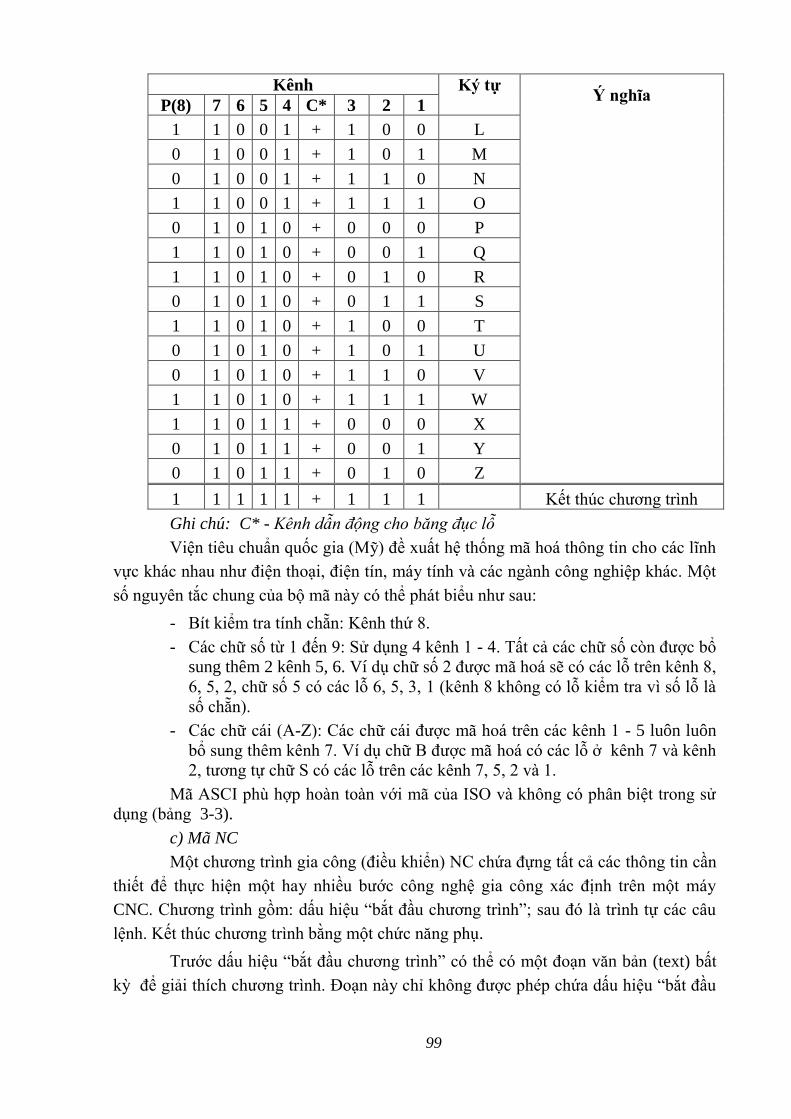
99
Kênh Ký tự Ý nghĩa
P(8) 7 6 5 4 C* 3 2 1
1 1 0 0 1 + 1 0 0 L
0 1 0 0 1 + 1 0 1 M
0 1 0 0 1 + 1 1 0 N
1 1 0 0 1 + 1 1 1 O
0 1 0 1 0 + 0 0 0 P
1 1 0 1 0 + 0 0 1 Q
1 1 0 1 0 + 0 1 0 R
0 1 0 1 0 + 0 1 1 S
1 1 0 1 0 + 1 0 0 T
0 1 0 1 0 + 1 0 1 U
0 1 0 1 0 + 1 1 0 V
1 1 0 1 0 + 1 1 1 W
1 1 0 1 1 + 0 0 0 X
0 1 0 1 1 + 0 0 1 Y
0 1 0 1 1 + 0 1 0 Z
1 1 1 1 1 + 1 1 1 Kết thúc chương trình
Ghi chú: C* - Kênh dẫn động cho băng đục lỗ
Viện tiêu chuẩn quốc gia (Mỹ) đề xuất hệ thống mã hoá thông tin cho các lĩnh
vực khác nhau như điện thoại, điện tín, máy tính và các ngành công nghiệp khác. Một
số nguyên tắc chung của bộ mã này có thể phát biểu như sau:
- Bít kiểm tra tính chẵn: Kênh thứ 8.
- Các chữ số từ 1 đến 9: Sử dụng 4 kênh 1 - 4. Tất cả các chữ số còn được bổ
sung thêm 2 kênh 5, 6. Ví dụ chữ số 2 được mã hoá sẽ có các lỗ trên kênh 8,
6, 5, 2, chữ số 5 có các lỗ 6, 5, 3, 1 (kênh 8 không có lỗ kiểm tra vì số lỗ là
số chẵn).
- Các chữ cái (A-Z): Các chữ cái được mã hoá trên các kênh 1 - 5 luôn luôn
bổ sung thêm kênh 7. Ví dụ chữ B được mã hoá có các lỗ ở kênh 7 và kênh
2, tương tự chữ S có các lỗ trên các kênh 7, 5, 2 và 1.
Mã ASCI phù hợp hoàn toàn với mã của ISO và không có phân biệt trong sử
dụng (bảng 3-3).
c) Mã NC
Một chương trình gia công (điều khiển) NC chứa đựng tất cả các thông tin cần
thiết để thực hiện một hay nhiều bước công nghệ gia công xác định trên một máy
CNC. Chương trình gồm: dấu hiệu “bắt đầu chương trình”; sau đó là trình tự các câu
lệnh. Kết thúc chương trình bằng một chức năng phụ.
Trước dấu hiệu “bắt đầu chương trình” có thể có một đoạn văn bản (text) bất
kỳ để giải thích chương trình. Đoạn này chỉ không được phép chứa dấu hiệu “bắt đầu
100
chương trình”. Hệ điều khiển không hiểu được tất cả những thông tin đứng trước dấu
hiệu “bắt đầu chương trình”. Cũng như vậy, hệ điều khiển bỏ qua không đọc mọi điều
lưu ý thuộc chương trình, nằm giữa dấu hiệu “bắt đầu chú ý” và dấu hiệu “kết thúc các
chú ý”.
Cấu trúc của một chương trình gia công điều khiển CNC cũng được tiêu chuẩn
hoá (ở Đức theo DIN 66025). Các câu lệnh (block) được lập từ các từ máy NC
(WORD), ký tự và chữ cái địa chỉ. Có 3 loại ký tự được sử dụng khi lập trình NC: chữ
số, chữ cái và các ký tự đặc biệt (symbol). Mỗi một ký tự được thể hiện bằng 8 bit,
hình thức đơn giản của thông tin.
d) Bit
Bit mô tả tượng trưng một trong hai trạng thái có thể, ví dụ “ON” hoặc “OFF”,
“1” hoặc “0”, “cao” hoặc “thấp”... Trên băng đục lỗ, bit thể hiện bằng có (1) hoặc
không có lỗ (0) trong hàng.
e) Ký tự
Tập hợp 8 bit thành một dãy trên băng đục lỗ biểu thị một số, một chữ cái
hoặc biểu tượng, gọi chung là ký tự. Ví dụ ký tự A thể hiện như sau: 01000001.
f) Chữ cái địa chỉ (Adresse)
Các chữ cái in hoa được dùng để bắt đầu một từ máy NC và xác định ý nghĩa
của con số kế tiếp. Những chữ cái địa chỉ theo tiêu chuẩn EIA, ISO và DIN 66025
(Đức) thể hiện trong bảng 3-3. Thí dụ dưới đây cho thấy G, Z và F là các chữ cái địa
chỉ.
g) Từ máy NC
Mỗi từ máy hàm chứa một thông tin về kỹ thuật lập trình, về hình học hoặc về
công nghệ. Từ máy được thiết lập thông qua phối hợp các con số và địa chỉ, cho phép
lượng hoá chính xác các chức năng yêu cầu.
Ví dụ: X420: Chuyển động trên trục X đến điểm có tọa độ X = 420 mm.
Các từ máy xác định một cách tương thích với kiểu định dạng trên từng máy.
Trong phương thức viết liên tục kiểu thông dụng, mỗi từ máy NC bao gồm
một chữ cái địa chỉ và một con số viết liền sau đó gọi là dữ liệu. Ngoài ra, các thông
tin khác đưa vào hệ thống NC cho việc gia công phôi cũng được gọi là dữ liệu. Các từ
máy NC cách nhau bằng một dấu cách. Hệ điều khiển nhận biết dạng của từ máy NC
nhờ chữ cái địa chỉ. Dữ liệu được hệ điều khiển hiểu là số dương nếu nó không có dấu
âm đứng trước. Thí dụ 01, 0, 2000 là dữ liệu trong dòng lệnh dưới đây:
101
Tạo định dạng (format) là tạo lập các lệnh điều hành thuộc phần cứng
(hardware) trong đó thông tin điều hành đã được mã hoá. Số lượng các con số cần
dùng để biểu diễn dữ liệu phụ thuộc vào từng kiểu của hệ thống điều khiển số. Thông
thường các dữ liệu được viết như chúng ta đã biết và dùng hàng ngày. Tuy nhiên có
thể dùng định dạng 4x4 (theo hệ inch) hoặc 5x3 (theo hệ mét). Thí dụ theo định dạng
4x4 thì từ máy X50000 có dữ liệu 5.0 inch; nếu viết X5000 thì dữ liệu là 5.0 mm.
Trong phương thức viết địa chỉ kiểu “Tab”, mỗi từ máy đều được viết vào phía
trước chữ cái địa chỉ một dấu Tab. Khoảng cách giữa các từ máy bằng 1 Tab. Cách
viết này có ưu điểm khi phân tách chương trình thành danh mục chương trình sẽ đưa ra
được một diễn đạt tổng quan, bởi vì tất cả mọi từ máy có cùng địa chỉ đều đứng dưới
nhau theo một cột. Nhược điểm là chương trình sẽ chiếm dụng nhiều chỗ trên vật
mang tin (trên băng đục lỗ), hay chiếm nhiều bộ nhớ của máy CNC.
Các từ máy được xếp vào câu lệnh theo một trình tự chặt chẽ (máy NC),
nhưng cũng có thể không cần theo trật tự nào (máy CNC).
Hầu hết các chữ cái và biểu tượng được ấn định một chức năng NC. Các chức
năng NC được phân thành 8 nhóm sau:
- Số thứ tự (N).
- Các chức năng chuẩn bị (G).
- Các địa chỉ toạ độ hình học (X, Y và Z).
- Các địa chỉ toạ độ tâm của cung và đường tròn (I, J và K).
- Chức năng tốc độ trục chính (S).
- Chức năng dao (T).
- Chức năng tốc độ chạy dao (F).
- Các chức năng bổ trợ (M).
Ví dụ về các từ máy NC:
N10 - Câu lệnh thứ 10.
G01 - Nội suy tuyến tính, dịch chuyển thẳng.
X1.0 - Toạ độ X bằng 1.
F10.0 - Tốc độ chạy dao bằng 10.
T1, T01, T0103, T0100 Dao số 1.
M06 - Lệnh thay đổi tự động dao cắt.
h) Câu lệnh (block)
Câu lệnh là một tập hợp các từ máy NC tạo thành một đơn vị của chương trình
gia công và được hệ thống điều khiển xử lý (thực hiện) riêng biệt trong một bước công
102
nghệ. Câu lệnh có thể đơn giản (gồm một từ máy NC), hoặc phức hợp (gồm nhiều từ
máy NC). Ví dụ:
N05 G90 G80 G17 Câu lệnh có 4 từ máy.
N10 M06 T01 Câu lệnh có 3 từ máy.
N15 G01 X2.0 Y1.5 F7.5 Câu lệnh có 5 từ máy.
N20 Số thứ tự của câu lệnh
G01 Dịch chuyển chạy dao thẳng.
Xx, Yy Toạ độ điểm mà dao phải đến
Ff Vận tốc chuyển động (lượng chạy dao).
i) Số thứ tự câu lệnh
Số thứ tự được sử dụng để tìm kiếm hoặc gọi tới vị trí một dòng lệnh nào đó,
hoặc để tìm một vị trí mà chúng ta muốn sửa chữa chương trình dễ dàng. Số thứ tự
được thể hiện bằng một số gồm 5 chữ số theo sau ký tự “N”. Số thứ tự được thể hiện
cho từng dòng lệnh và tăng với gia số bất kỳ, không nhất thiết là 1. Ví dụ sau đây số
thứ tự tăng dần với gia số là 5:
N05 G90 G80 G17
N10 M06 T01
N15 G01 X2.0 Y1.5 F7.5
Trên các máy CNC hiện đại, số tứ tự còn dùng để chỉ định một phần chương
trình, sử dụng một dao cắt xác định. Ví dụ:
O0001
G91 G28 Z0 T9001
M06
N1;------------------------------------------------ Số thứ tự
G90 G00 G54 X90.0 Y105.0
G91 G28 Z0 M05
M01;
M06;
N2;------------------------------------------------ Số thứ tự
G90 G00 G54 X0 Y0;
M30;
Chú ý:
1. Nếu số chữ số thứ tự lớn hơn 5, thì 5 chữ số từ vị trí có giá trị nhỏ nhất
được nhận là số thứ tự.
2. Không nhất thiết phải sử dụng số thứ tự.
103
3. Nếu một dung lượng chương trình quá dài và vượt quá sức chứa của bộ nhớ
thì đặt số thứ tự vào vị trí bắt đầu của mỗi nguyên công (hay bước), hoặc
không sử dụng số thứ tự, điều này sẽ giúp tiết kiệm bộ nhớ.
3.2.3. Dữ liệu của chương trình
Văn bản chương trình gia công trên các máy NC được thiết lập và quản lý theo
tiêu chuẩn ISO-6983. Tiêu chuẩn này định nghĩa và phân loại dữ liệu cần thiết khác
nhau nhằm thực hiện các công việc kỹ thuật trên máy NC. Dưới đây xin ghi nhớ
những nhóm dữ liệu cơ bản, đó là:
Dữ liệu hình học: Gồm các toạ độ xác định hình dáng và kích thước của chi
tiết gia công. Chúng gồm có:
- Các toạ độ góc và các tọa độ điều chỉnh góc.
- Kích thước xác định hình dáng dao (chiều dài dao L, đường kính dao ...)
- Kiểu nội suy hay kiểu hình học của quĩ đạo chuyển động.
- Vị trí dao so với biên dạng gia công.
Cụm điều khiển số sẽ thiết lập từ các dữ liệu này những tốc độ vị trí trong
chuyển động tương đối giữa chi tiết và dao cắt.
Dữ liệu hỗ trợ xử lý: Các dữ liệu hình học không đủ để xác định một tập hợp
các chuyển động riêng tạo thành chu kỳ làm việc. Do vậy phải bổ sung các dữ liệu xử
lý, bao gồm.:
- Các chu kỳ gia công khác nhau.
- Các chu kỳ kích thước.
- Thời điểm dừng để kiểm tra.
- Lựa chọn điều chỉnh.
- Lựa chọn dao.
Các dữ liệu kỹ thuật hay dữ liệu công nghệ là những dữ liệu xác định các điều
kiện gia công: tốc độ quay của trục chính, tốc dộ chạy dao, lựa chọn bôi trơn...
Khuynh hướng mới nhất và nhanh nhất để xác định các dữ liệu kỹ thuật này là đưa vào
các dữ liệu về đặc trưng vật liệu, dao cắt và chất lượng yêu cầu của bề mặt gia công; từ
đó cụm điều khiển thiết lập các điều kiện cắt gọt.
3.3. Các bƣớc lập trình NC
Để viết được một chương trình NC tốt, không bị lỗi chúng ta cần phải thực
hiện các bước sau đây:
- Nghiên cứu bản vẽ chi tiết.
- Lựa chọn phôi, lập bản vẽ phôi.
- Phân tích chi tiết thành các khối hình học (feature) và chọn phương pháp
công nghệ gia công.
104
- Lập thứ tự gia công (thông tin trình tự).
- Xác định đường chạy dao, lập bảng toạ độ các điểm chuyển tiếp, xác định
các điểm chuẩn (điểm 0) của chi tiết (thông tin hình học).
- Lập sơ đồ các bước công nghệ gia công.
- Lựa chọn hoặc tính toán thông số công nghệ (thông tin công nghệ).
- Viết chương trình gia công, lập bảng chương trình.
Dưới đây ta chỉ xem xét một số bước đặc thù của quá trình lập trình gia công
trên máy CNC. Các bước khác đã được xem xét kỹ trong các môn học khác như công
nghệ chế tạo máy, đồ gá, dao cắt...
3.3.1. Nghiên cứu bản vẽ chi tiết
Nghiên cứu bản vẽ chi tiết là bước đầu tiên để lập trình gia công. Cần phải
nghiên cứu bản vẽ chi tiết theo các vấn đề sau đây:
- Kiểu, hình dạng và kích thước biên của phôi.
- Các khối hình học tạo nên chi tiết.
- Kích thước và dung sai hình học.
- Những bề mặt cần gia công tinh.
- Các bề mặt làm chuẩn định vị và chuẩn đo.
- Vật liệu của phôi.
Kích thước của một số chi tiết được cho có thể không phù hợp cho lập trình
NC, vì vậy cần thiết chuyển đổi sao cho có thể trực tiếp sử dụng chúng khi lập trình.
Để thực hiện đúng điều này cần dựa vào các căn cứ sau đây:
- Hệ thống toạ độ có sẵn trên máy CNC.
- Hệ thống dữ liệu của máy.
- Lựa chọn các điểm tham khảo (điểm ZERO phôi).
- Không gian gia công của máy.
- Các thông số công nghệ.
Khi lựa chọn mặt chuẩn công nghệ cần chú ý đến:
- Các bề mặt làm việc quan trọng của chi tiết hoặc cụm lắp ráp.
- Các bề mặt dùng để lắp ráp chi tiết hoặc cụm lắp ráp khác.
- Các bề mặt đã được gia công trước.
- Các bề mặt mà dao dễ dàng tiếp cận.
- Các bề mặt song song với phương chuyển động của bàn máy hoặc dao.
3.3.2. Phân tích chi tiết thành các khối hình học
Việc phân tích chi tiết thành các khối hình học là rất cần thiết bởi vì các khối
hình học học này quy định phương pháp công nghệ gia công, loại và kích thước dao,
những trang bị công nghệ và dao phụ cũng như đường chạy dao. Có hai loại khối hình
học: khối hình học cơ bản và khối hình học kết hợp. Khối hình học cơ bản có hình
dạng đơn giản và thường chỉ cần một nguyên công (bước) công nghệ. Ví dụ về khối
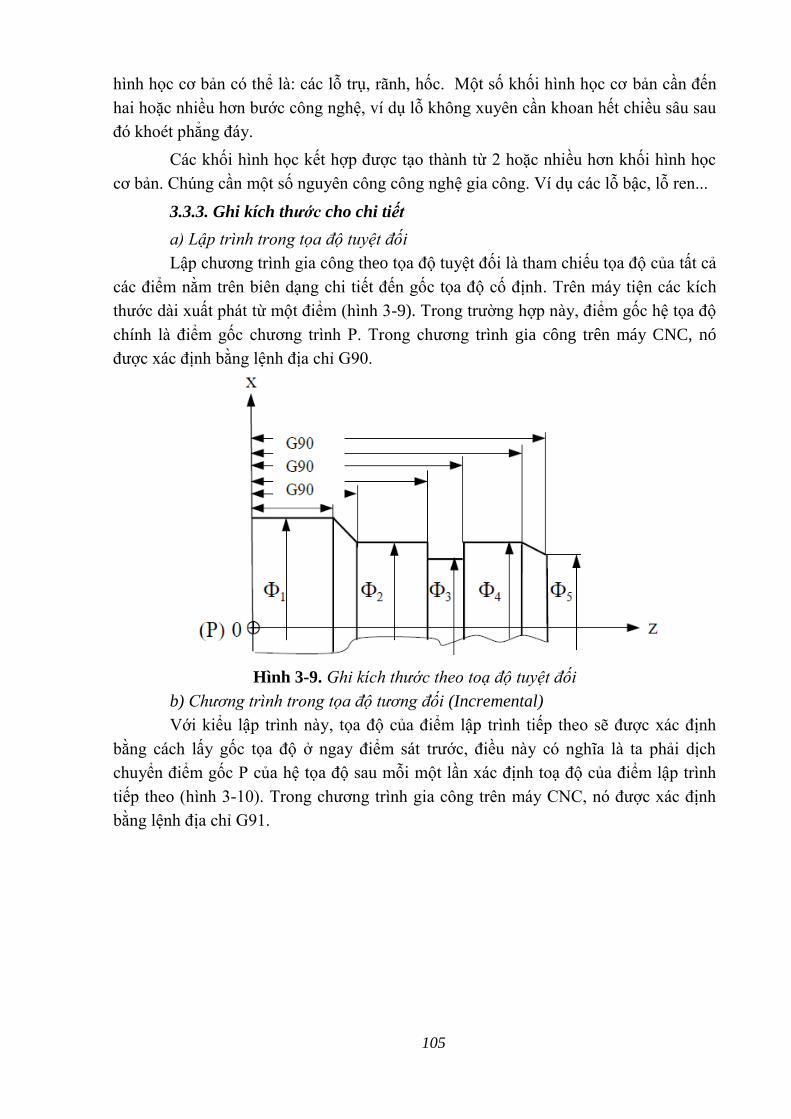
105
hình học cơ bản có thể là: các lỗ trụ, rãnh, hốc. Một số khối hình học cơ bản cần đến
hai hoặc nhiều hơn bước công nghệ, ví dụ lỗ không xuyên cần khoan hết chiều sâu sau
đó khoét phẳng đáy.
Các khối hình học kết hợp được tạo thành từ 2 hoặc nhiều hơn khối hình học
cơ bản. Chúng cần một số nguyên công công nghệ gia công. Ví dụ các lỗ bậc, lỗ ren...
3.3.3. Ghi kích thước cho chi tiết
a) Lập trình trong tọa độ tuyệt đối
Lập chương trình gia công theo tọa độ tuyệt đối là tham chiếu tọa độ của tất cả
các điểm nằm trên biên dạng chi tiết đến gốc tọa độ cố định. Trên máy tiện các kích
thước dài xuất phát từ một điểm (hình 3-9). Trong trường hợp này, điểm gốc hệ tọa độ
chính là điểm gốc chương trình P. Trong chương trình gia công trên máy CNC, nó
được xác định bằng lệnh địa chỉ G90.
Hình 3-9. Ghi kích thước theo toạ độ tuyệt đối
b) Chương trình trong tọa độ tương đối (Incremental)
Với kiểu lập trình này, tọa độ của điểm lập trình tiếp theo sẽ được xác định
bằng cách lấy gốc tọa độ ở ngay điểm sát trước, điều này có nghĩa là ta phải dịch
chuyển điểm gốc P của hệ tọa độ sau mỗi một lần xác định toạ độ của điểm lập trình
tiếp theo (hình 3-10). Trong chương trình gia công trên máy CNC, nó được xác định
bằng lệnh địa chỉ G91.
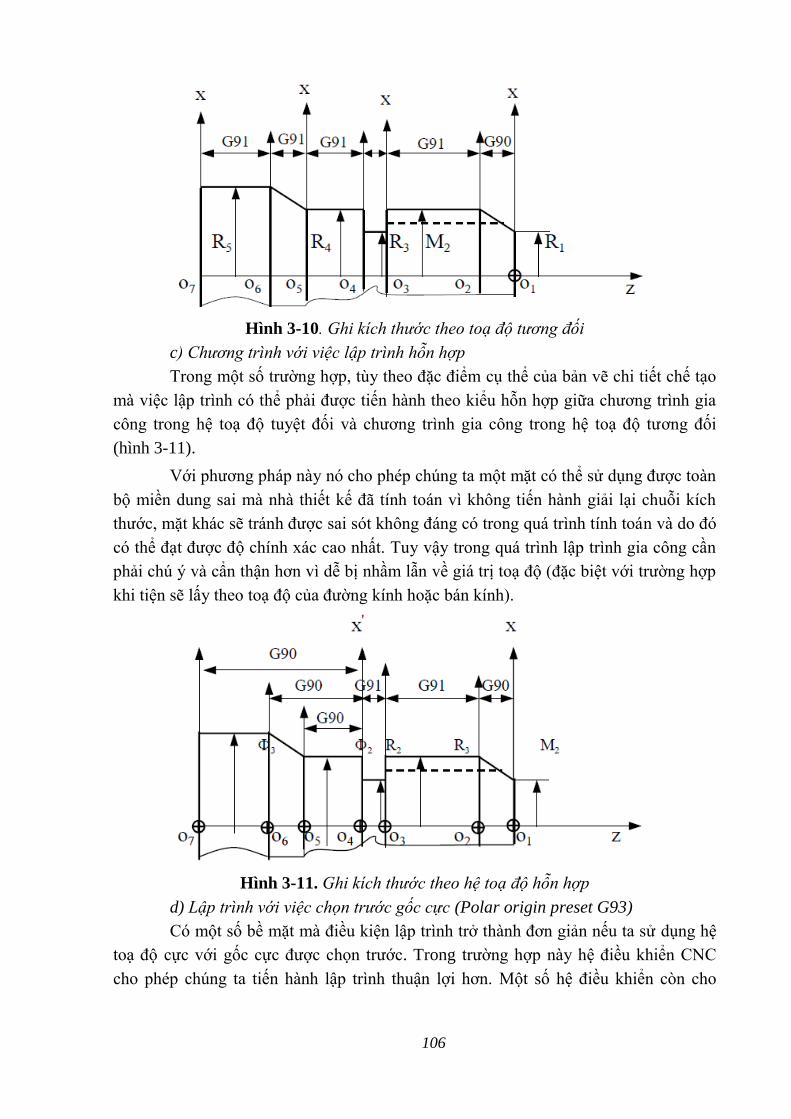
106
Hình 3-10. Ghi kích thước theo toạ độ tương đối
c) Chương trình với việc lập trình hỗn hợp
Trong một số trường hợp, tùy theo đặc điểm cụ thể của bản vẽ chi tiết chế tạo
mà việc lập trình có thể phải được tiến hành theo kiểu hỗn hợp giữa chương trình gia
công trong hệ toạ độ tuyệt đối và chương trình gia công trong hệ toạ độ tương đối
(hình 3-11).
Với phương pháp này nó cho phép chúng ta một mặt có thể sử dụng được toàn
bộ miền dung sai mà nhà thiết kế đã tính toán vì không tiến hành giải lại chuỗi kích
thước, mặt khác sẽ tránh được sai sót không đáng có trong quá trình tính toán và do đó
có thể đạt được độ chính xác cao nhất. Tuy vậy trong quá trình lập trình gia công cần
phải chú ý và cẩn thận hơn vì dễ bị nhầm lẫn về giá trị toạ độ (đặc biệt với trường hợp
khi tiện sẽ lấy theo toạ độ của đường kính hoặc bán kính).
Hình 3-11. Ghi kích thước theo hệ toạ độ hỗn hợp
d) Lập trình với việc chọn trước gốc cực (Polar origin preset G93)
Có một số bề mặt mà điều kiện lập trình trở thành đơn giản nếu ta sử dụng hệ
toạ độ cực với gốc cực được chọn trước. Trong trường hợp này hệ điều khiển CNC
cho phép chúng ta tiến hành lập trình thuận lợi hơn. Một số hệ điều khiển còn cho
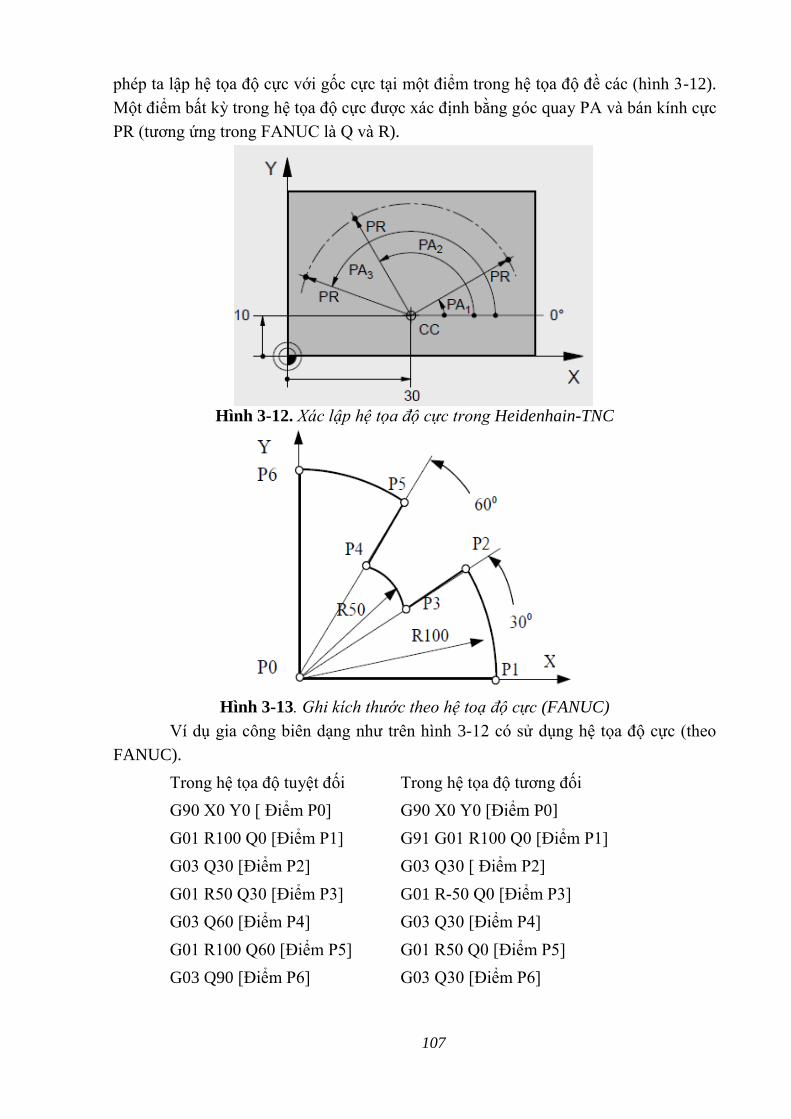
107
phép ta lập hệ tọa độ cực với gốc cực tại một điểm trong hệ tọa độ đề các (hình 3-12).
Một điểm bất kỳ trong hệ tọa độ cực được xác định bằng góc quay PA và bán kính cực
PR (tương ứng trong FANUC là Q và R).
Hình 3-12. Xác lập hệ tọa độ cực trong Heidenhain-TNC
Hình 3-13. Ghi kích thước theo hệ toạ độ cực (FANUC)
Ví dụ gia công biên dạng như trên hình 3-12 có sử dụng hệ tọa độ cực (theo
FANUC).
Trong hệ tọa độ tuyệt đối Trong hệ tọa độ tương đối
G90 X0 Y0 [ Điểm P0] G90 X0 Y0 [Điểm P0]
G01 R100 Q0 [Điểm P1] G91 G01 R100 Q0 [Điểm P1]
G03 Q30 [Điểm P2] G03 Q30 [ Điểm P2]
G01 R50 Q30 [Điểm P3] G01 R-50 Q0 [Điểm P3]
G03 Q60 [Điểm P4] G03 Q30 [Điểm P4]
G01 R100 Q60 [Điểm P5] G01 R50 Q0 [Điểm P5]
G03 Q90 [Điểm P6] G03 Q30 [Điểm P6]
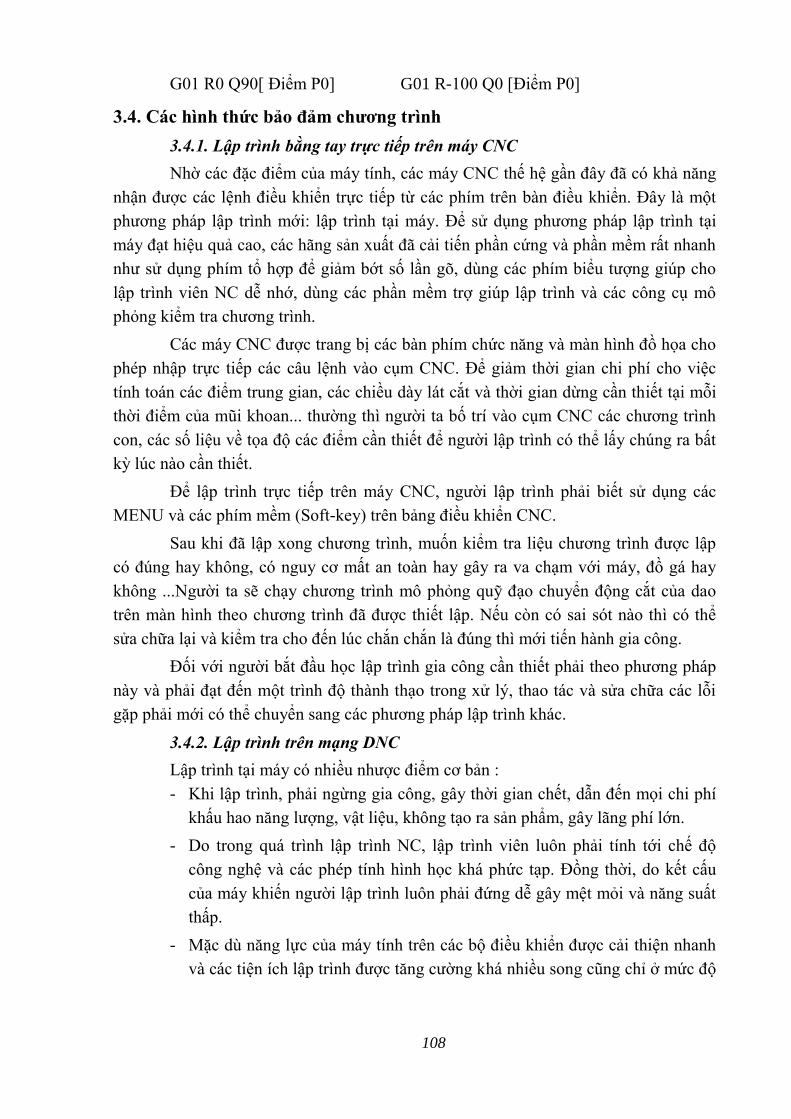
108
G01 R0 Q90[ Điểm P0] G01 R-100 Q0 [Điểm P0]
3.4. Các hình thức bảo đảm chƣơng trình
3.4.1. Lập trình bằng tay trực tiếp trên máy CNC
Nhờ các đặc điểm của máy tính, các máy CNC thế hệ gần đây đã có khả năng
nhận được các lệnh điều khiển trực tiếp từ các phím trên bàn điều khiển. Đây là một
phương pháp lập trình mới: lập trình tại máy. Để sử dụng phương pháp lập trình tại
máy đạt hiệu quả cao, các hãng sản xuất đã cải tiến phần cứng và phần mềm rất nhanh
như sử dụng phím tổ hợp để giảm bớt số lần gõ, dùng các phím biểu tượng giúp cho
lập trình viên NC dễ nhớ, dùng các phần mềm trợ giúp lập trình và các công cụ mô
phỏng kiểm tra chương trình.
Các máy CNC được trang bị các bàn phím chức năng và màn hình đồ họa cho
phép nhập trực tiếp các câu lệnh vào cụm CNC. Để giảm thời gian chi phí cho việc
tính toán các điểm trung gian, các chiều dày lát cắt và thời gian dừng cần thiết tại mỗi
thời điểm của mũi khoan... thường thì người ta bố trí vào cụm CNC các chương trình
con, các số liệu về tọa độ các điểm cần thiết để người lập trình có thể lấy chúng ra bất
kỳ lúc nào cần thiết.
Để lập trình trực tiếp trên máy CNC, người lập trình phải biết sử dụng các
MENU và các phím mềm (Soft-key) trên bảng điều khiển CNC.
Sau khi đã lập xong chương trình, muốn kiểm tra liệu chương trình được lập
có đúng hay không, có nguy cơ mất an toàn hay gây ra va chạm với máy, đồ gá hay
không ...Người ta sẽ chạy chương trình mô phỏng quỹ đạo chuyển động cắt của dao
trên màn hình theo chương trình đã được thiết lập. Nếu còn có sai sót nào thì có thể
sửa chữa lại và kiểm tra cho đến lúc chắn chắn là đúng thì mới tiến hành gia công.
Đối với người bắt đầu học lập trình gia công cần thiết phải theo phương pháp
này và phải đạt đến một trình độ thành thạo trong xử lý, thao tác và sửa chữa các lỗi
gặp phải mới có thể chuyển sang các phương pháp lập trình khác.
3.4.2. Lập trình trên mạng DNC
Lập trình tại máy có nhiều nhược điểm cơ bản :
- Khi lập trình, phải ngừng gia công, gây thời gian chết, dẫn đến mọi chi phí
khấu hao năng lượng, vật liệu, không tạo ra sản phẩm, gây lãng phí lớn.
- Do trong quá trình lập trình NC, lập trình viên luôn phải tính tới chế độ
công nghệ và các phép tính hình học khá phức tạp. Đồng thời, do kết cấu
của máy khiến người lập trình luôn phải đứng dễ gây mệt mỏi và năng suất
thấp.
- Mặc dù năng lực của máy tính trên các bộ điều khiển được cải thiện nhanh
và các tiện ích lập trình được tăng cường khá nhiều song cũng chỉ ở mức độ
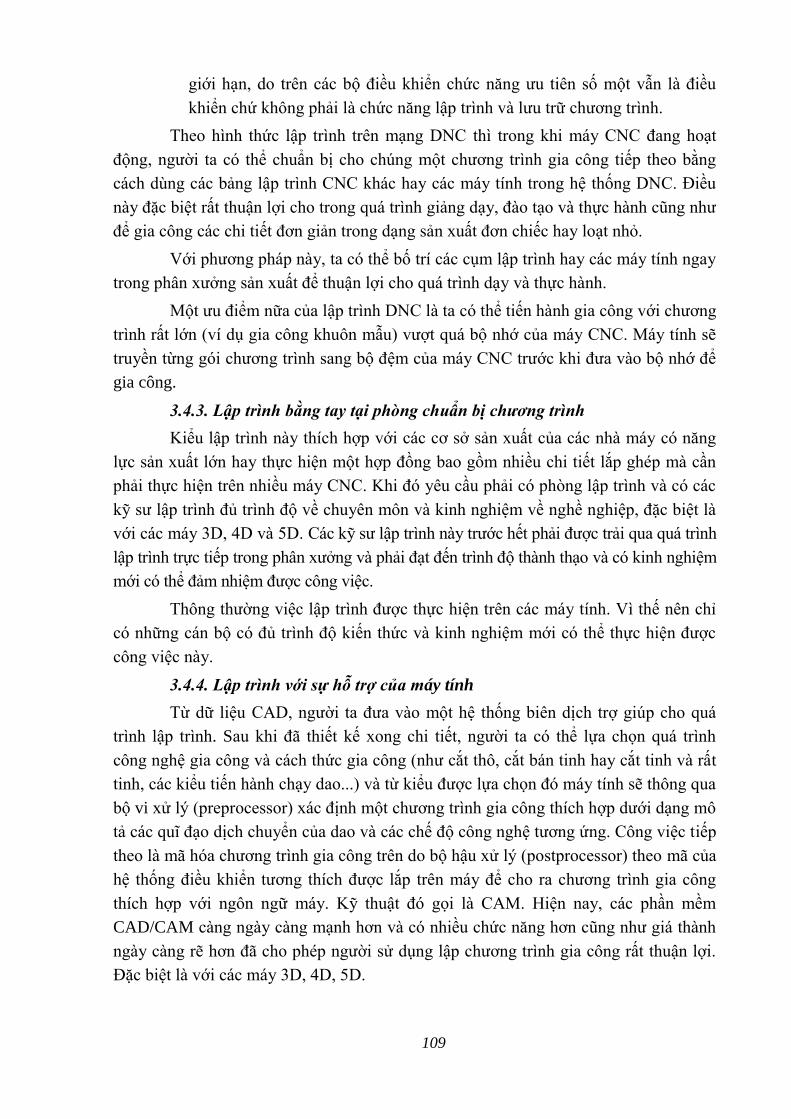
109
giới hạn, do trên các bộ điều khiển chức năng ưu tiên số một vẫn là điều
khiển chứ không phải là chức năng lập trình và lưu trữ chương trình.
Theo hình thức lập trình trên mạng DNC thì trong khi máy CNC đang hoạt
động, người ta có thể chuẩn bị cho chúng một chương trình gia công tiếp theo bằng
cách dùng các bảng lập trình CNC khác hay các máy tính trong hệ thống DNC. Điều
này đặc biệt rất thuận lợi cho trong quá trình giảng dạy, đào tạo và thực hành cũng như
để gia công các chi tiết đơn giản trong dạng sản xuất đơn chiếc hay loạt nhỏ.
Với phương pháp này, ta có thể bố trí các cụm lập trình hay các máy tính ngay
trong phân xưởng sản xuất để thuận lợi cho quá trình dạy và thực hành.
Một ưu điểm nữa của lập trình DNC là ta có thể tiến hành gia công với chương
trình rất lớn (ví dụ gia công khuôn mẫu) vượt quá bộ nhớ của máy CNC. Máy tính sẽ
truyền từng gói chương trình sang bộ đệm của máy CNC trước khi đưa vào bộ nhớ để
gia công.
3.4.3. Lập trình bằng tay tại phòng chuẩn bị chương trình
Kiểu lập trình này thích hợp với các cơ sở sản xuất của các nhà máy có năng
lực sản xuất lớn hay thực hiện một hợp đồng bao gồm nhiều chi tiết lắp ghép mà cần
phải thực hiện trên nhiều máy CNC. Khi đó yêu cầu phải có phòng lập trình và có các
kỹ sư lập trình đủ trình độ về chuyên môn và kinh nghiệm về nghề nghiệp, đặc biệt là
với các máy 3D, 4D và 5D. Các kỹ sư lập trình này trước hết phải được trải qua quá trình
lập trình trực tiếp trong phân xưởng và phải đạt đến trình độ thành thạo và có kinh nghiệm
mới có thể đảm nhiệm được công việc.
Thông thường việc lập trình được thực hiện trên các máy tính. Vì thế nên chỉ
có những cán bộ có đủ trình độ kiến thức và kinh nghiệm mới có thể thực hiện được
công việc này.
3.4.4. Lập trình với sự hỗ trợ của máy tính
Từ dữ liệu CAD, người ta đưa vào một hệ thống biên dịch trợ giúp cho quá
trình lập trình. Sau khi đã thiết kế xong chi tiết, người ta có thể lựa chọn quá trình
công nghệ gia công và cách thức gia công (như cắt thô, cắt bán tinh hay cắt tinh và rất
tinh, các kiểu tiến hành chạy dao...) và từ kiểu được lựa chọn đó máy tính sẽ thông qua
bộ vi xử lý (preprocessor) xác định một chương trình gia công thích hợp dưới dạng mô
tả các quĩ đạo dịch chuyển của dao và các chế độ công nghệ tương ứng. Công việc tiếp
theo là mã hóa chương trình gia công trên do bộ hậu xử lý (postprocessor) theo mã của
hệ thống điều khiển tương thích được lắp trên máy để cho ra chương trình gia công
thích hợp với ngôn ngữ máy. Kỹ thuật đó gọi là CAM. Hiện nay, các phần mềm
CAD/CAM càng ngày càng mạnh hơn và có nhiều chức năng hơn cũng như giá thành
ngày càng rẽ hơn đã cho phép người sử dụng lập chương trình gia công rất thuận lợi.
Đặc biệt là với các máy 3D, 4D, 5D.
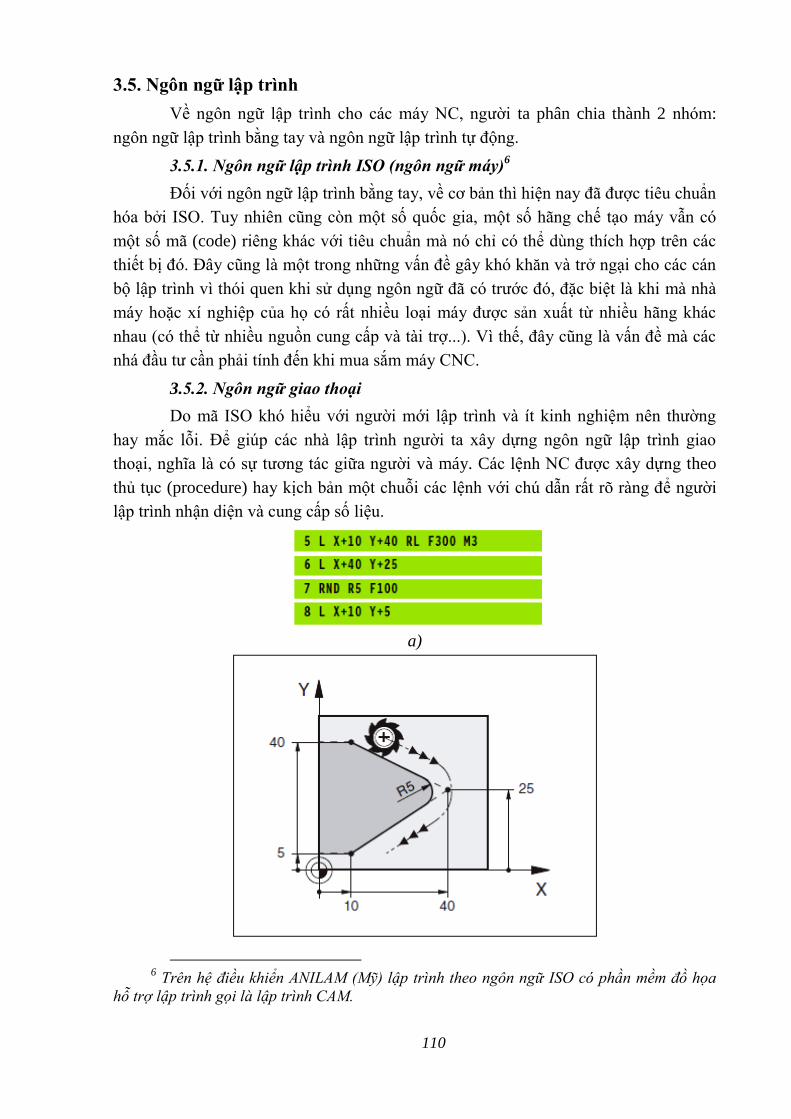
110
3.5. Ngôn ngữ lập trình
Về ngôn ngữ lập trình cho các máy NC, người ta phân chia thành 2 nhóm:
ngôn ngữ lập trình bằng tay và ngôn ngữ lập trình tự động.
3.5.1. Ngôn ngữ lập trình ISO (ngôn ngữ máy)6
Đối với ngôn ngữ lập trình bằng tay, về cơ bản thì hiện nay đã được tiêu chuẩn
hóa bởi ISO. Tuy nhiên cũng còn một số quốc gia, một số hãng chế tạo máy vẫn có
một số mã (code) riêng khác với tiêu chuẩn mà nó chỉ có thể dùng thích hợp trên các
thiết bị đó. Đây cũng là một trong những vấn đề gây khó khăn và trở ngại cho các cán
bộ lập trình vì thói quen khi sử dụng ngôn ngữ đã có trước đó, đặc biệt là khi mà nhà
máy hoặc xí nghiệp của họ có rất nhiều loại máy được sản xuất từ nhiều hãng khác
nhau (có thể từ nhiều nguồn cung cấp và tài trợ...). Vì thế, đây cũng là vấn đề mà các
nhá đầu tư cần phải tính đến khi mua sắm máy CNC.
3.5.2. Ngôn ngữ giao thoại
Do mã ISO khó hiểu với người mới lập trình và ít kinh nghiệm nên thường
hay mắc lỗi. Để giúp các nhà lập trình người ta xây dựng ngôn ngữ lập trình giao
thoại, nghĩa là có sự tương tác giữa người và máy. Các lệnh NC được xây dựng theo
thủ tục (procedure) hay kịch bản một chuỗi các lệnh với chú dẫn rất rõ ràng để người
lập trình nhận diện và cung cấp số liệu.
a)
6 Trên hệ điều khiển ANILAM (Mỹ) lập trình theo ngôn ngữ ISO có phần mềm đồ họa
hỗ trợ lập trình gọi là lập trình CAM.
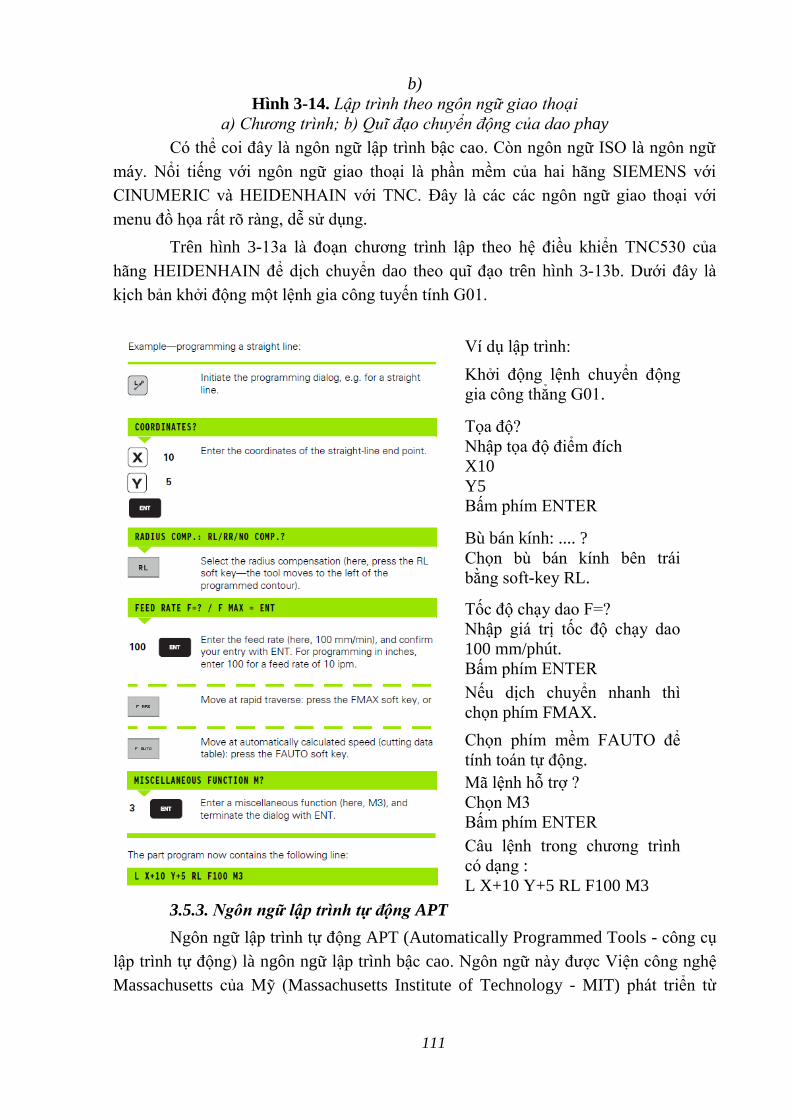
111
b)
Hình 3-14. Lập trình theo ngôn ngữ giao thoại
a) Chương trình; b) Quĩ đạo chuyển động của dao phay
Có thể coi đây là ngôn ngữ lập trình bậc cao. Còn ngôn ngữ ISO là ngôn ngữ
máy. Nổi tiếng với ngôn ngữ giao thoại là phần mềm của hai hãng SIEMENS với
CINUMERIC và HEIDENHAIN với TNC. Đây là các các ngôn ngữ giao thoại với
menu đồ họa rất rõ ràng, dễ sử dụng.
Trên hình 3-13a là đoạn chương trình lập theo hệ điều khiển TNC530 của
hãng HEIDENHAIN để dịch chuyển dao theo quĩ đạo trên hình 3-13b. Dưới đây là
kịch bản khởi động một lệnh gia công tuyến tính G01.
Ví dụ lập trình:
Khởi động lệnh chuyển động
gia công thẳng G01.
Tọa độ?
Nhập tọa độ điểm đích
X10
Y5
Bấm phím ENTER
Bù bán kính: .... ?
Chọn bù bán kính bên trái
bằng soft-key RL.
Tốc độ chạy dao F=?
Nhập giá trị tốc độ chạy dao
100 mm/phút.
Bấm phím ENTER
Nếu dịch chuyển nhanh thì
chọn phím FMAX.
Chọn phím mềm FAUTO để
tính toán tự động.
Mã lệnh hỗ trợ ?
Chọn M3
Bấm phím ENTER
Câu lệnh trong chương trình
có dạng :
L X+10 Y+5 RL F100 M3
3.5.3. Ngôn ngữ lập trình tự động APT
Ngôn ngữ lập trình tự động APT (Automatically Programmed Tools - công cụ
lập trình tự động) là ngôn ngữ lập trình bậc cao. Ngôn ngữ này được Viện công nghệ
Massachusetts của Mỹ (Massachusetts Institute of Technology - MIT) phát triển từ
112
1956 (APT I). APT II là sản phẩm hợp tác giữa hiệp hội công nghiệp hàng không
(Aerospace Industries Association - AIA) và MIT. Có rất nhiều phiên bản APT,
nhưng phiên bản APT III được sử dụng phổ biến nhất. APT gồm trên 300 từ lệnh cho
phép lập chương trình với các máy 5D.
Cốt lõi của APT chính là bộ xử lý APT- một chương trình máy tính dùng để
xử lý các câu lệnh chương trình và đưa ra một tập tin (file) chứa vị trí cắt (cutter
locations-CL file) và các mã lệnh khác được yêu cầu để điều khiển máy công cụ.
Những thông tin trong CL file được chuyển đổi sang định dạng mã NC phù hợp cho
máy NC cụ thể nhờ một bộ hậu xử lý (postprocessor).
APT có 3 mô đun cơ bản sau:
- Mô đun mô tả kích thước và hình dáng hình học của chi tiết gia công.
- Mô đun mô tả trình tự và quỹ đạo chuyển động của dao cắt.
- Mô đun hậu xử lý.
Có 6 loại câu lệnh trong một chương trình APT:
- Các câu lệnh định nghĩa ban đầu (định nghĩa hình học, kích thước của phôi,
định nghĩa hình học, kích thước chi tiết cần gia công, vật liệu gia công, các
đặc tính và thông số của dụng cụ gia công…)
- Các lệnh dịch chuyển (định vị dụng cụ gia công, mô tả quỹ đạo chuyển
động của dụng cụ gia công…)
- Các lệnh mô tả nguyên công (xác định/đặt chế độ cắt, chọn dao, bật/tắt
dung dịch trơn nguội…)
- Các lệnh phụ trợ công nghệ (định nghĩa dung sai, chế độ dừng máy, các
lệnh hiệu chỉnh dao…)
- Các cấu trúc điều khiển (vòng lặp, chương trình thứ cấp, chương trình con,
các chu trình gia công…)
- Các lệnh tính toán (thực hiện các phép toán thông thường, tính toán các
hàm toán học vi phân/tích phân.
Cấu trúc một chương trình viết theo ngôn ngữ lập trình APT:
Tên chương trình PROGRAM <Tên chương trình>
Sử dụng các tập tin
có sẵn
USEMAC <Tên tập chương trình con>
USEDAT T <Tên tập chứa dữ liệu về dụng cụ gia công>
USEDAT M <Tên tập chứa dữliệu vềmáy gia công>
Định nghĩa các
hằng số
DEFCON
<Tên hằng số> = <Bằng giá trị cụ thể>
ENDCON;
Định nghĩa các
biến số
DEFVAR
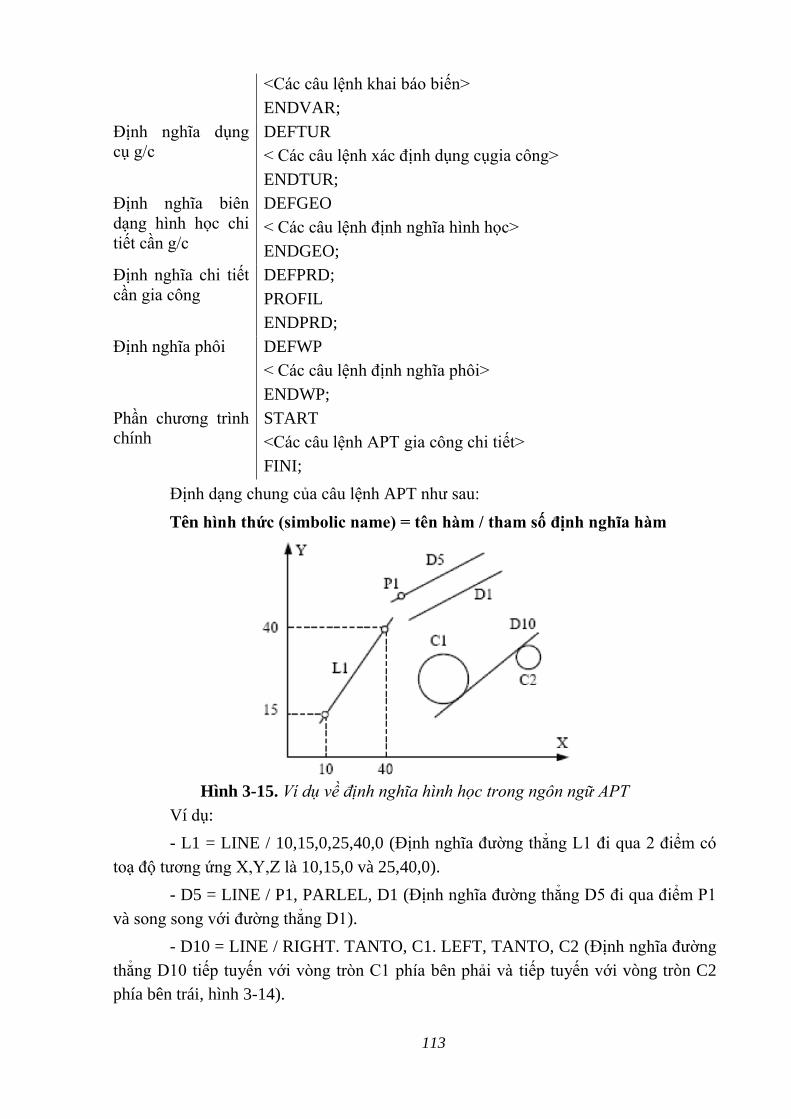
113
<Các câu lệnh khai báo biến>
ENDVAR;
Định nghĩa dụng
cụ g/c
DEFTUR
< Các câu lệnh xác định dụng cụgia công>
ENDTUR;
Định nghĩa biên
dạng hình học chi
tiết cần g/c
DEFGEO
< Các câu lệnh định nghĩa hình học>
ENDGEO;
Định nghĩa chi tiết
cần gia công
DEFPRD;
PROFIL
ENDPRD;
Định nghĩa phôi
DEFWP
< Các câu lệnh định nghĩa phôi>
ENDWP;
Phần chương trình
chính
START
<Các câu lệnh APT gia công chi tiết>
FINI;
Định dạng chung của câu lệnh APT như sau:
Tên hình thức (simbolic name) = tên hàm / tham số định nghĩa hàm
Hình 3-15. Ví dụ về định nghĩa hình học trong ngôn ngữ APT
Ví dụ:
- L1 = LINE / 10,15,0,25,40,0 (Định nghĩa đường thẳng L1 đi qua 2 điểm có
toạ độ tương ứng X,Y,Z là 10,15,0 và 25,40,0).
- D5 = LINE / P1, PARLEL, D1 (Định nghĩa đường thẳng D5 đi qua điểm P1
và song song với đường thẳng D1).
- D10 = LINE / RIGHT. TANTO, C1. LEFT, TANTO, C2 (Định nghĩa đường
thẳng D10 tiếp tuyến với vòng tròn C1 phía bên phải và tiếp tuyến với vòng tròn C2
phía bên trái, hình 3-14).
114
3.5.4. Lập trình bằng các phần mềm CAD/CAM
Khi lập trình NC trên hệ thống CAD/CAM thì việc đầu tiên là người thiết kế
phải xây dựng và lưu trữ mô hình hình học của chi tiết trong cơ sở dữ liệu của hệ
thống, mô hình này bao gồm toàn bộ các thông số hình học, kích thước, độ chính xác,
vật liệu phôi...
Để xây dựng mô hình hình học của chi tiết, người thiết kế sử dụng các phương
trình toán học trong CAD để mô tả các vật thể hình học, sự mô tả này được lưu trữ
trong bộ nhớ máy tính và có thể được hiển thị trên màn hình đồ hoạ để tiến hành các
thao tác trên mô hình đó. Các thao tác này bao gồm việc tạo mới các mô hình hình học
từ các lệnh vẽ cơ bản chứa sẵn trong hệ thống, dịch chuyển các hình ảnh trên màn
hình, phóng to hay thu nhỏ, sửa chữa, hiệu chỉnh hình ảnh một cách dễ dàng. Có nhiều
loại mô hình được sử dụng trong một hệ thống như mô hình hai chiều (2D) hoặc mô
hình ba chiều (3D). Ngoài ra người ta còn phân các mô hình hình học trong hệ thống
CAD/CAM ra các loại sau:
- Mô hình dạng khung lưới (wire frame).
- Mô hình dạng bề mặt (surface) được tạo nên bởi việc định nghĩa các bề mặt
xung quanh dựa trên mô hình khung lưới.
- Mô hình khối rắn hay khối đặc (solid).
Khi kết cấu của chi tiết phức tạp, nếu sử dụng mô hình wire frame để biểu
diễn sẽ rất rắc rối bởi tất cả các đường mô tả hình dạng của vật thể đều được thể hiện
(kể cả những đường nằm ở mặt khuất của vật thể). Mặc dù có sẵn các kỹ thuật để loại
bỏ các đường khuất này nhưng mô hình dạng khung lưới vẫn còn nhiều điều chưa thoả
đáng.
Các mô hình dạng vật rắn (solid) giúp cho người sử dụng có thể nhìn vật thể
giống như thật. Đồng thời việc thể hiện vật thể trong hệ thống dưới dạng solid đạt độ
chính xác hơn vì vậy việc tính toán các đặc tính của vật thể, thực hiện việc kiểm tra sự
lắp ráp các chi tiết với nhau dễ dàng hơn.
Do đó dạng mô hình solid ngày càng được phát triển nhanh chóng và sử dụng
phổ biến để mô hình hoá hình học các chi tiết.
Sau đó, người ta phải tiến hành đặt tên nhãn cho các yếu tố hình học của chi
tiết sẽ được sử dụng trong quá trình lập trình sau này. Các tên nhãn là các tên biểu
tượng được gán cho các đường thẳng, đường cong, các bề mặt khác nhau của chi tiết.
Bước thứ hai trong quá trình lập trình NC là tạo quĩ đạo dao cắt (tool path).
Trước hết ta phải chọn được dao cắt thích hợp. Hầu hết trong hệ thống CAD/CAM đều
có sẵn thư viện dao cho người lập trình lựa chọn. Nếu dao cắt muốn sử dụng không có
sẵn trong thư viện thì hệ thống CAD/CAM có khả năng cho phép người lập trình định
nghĩa thêm dao đó vào thư viện để sử dụng khi cần thiết. Nếu người lập trình đã quyết
115
định chọn một dao nào đó thì đường kính dao và các kích thước khác của nó sẽ được
tự động nạp vào để tính toán lượng bù dao (tool offset).
Tiếp theo là việc mô tả quĩ đạo dao để có thể gia công chi tiết.
Sau khi đã định nghĩa các bước gia công, người sử dụng có thể chạy chương
trình tiền xử lý (preprocessor) để tạo ra quĩ đạo dao hay các dữ liệu vị trí dao
(CLDATA).
Phần lớn các hệ CAD/CAM đều có phần chuyển động đồ hoạ tương tác cho
phép kiểm tra chương trình NC. Khả năng này rất có ích trong việc xác định một trình
tự gia công hợp lý và tránh được các sự cố khi gia công.
Đầu ra của các môđun NC là các file dạng CL data cho biết các vị trí của dao
khi gia công nhưng các tập tin này không thể sử dụng trực tiếp trong các bộ điều khiển
NC. Nó phải được biên dịch ra các dạng mã ISO thông qua bộ hậu xử lý
(postprocessor). Các hệ điều khiển NC khác nhau cần phải có các bộ hậu xử lý tương
ứng.
116
Chƣơng 4 LẬP TRÌNH CƠ BẢN CHO MÁY PHAY CNC
Trên máy phay hoặc trung tâm gia công CNC người ta thực hiện các nguyên
công phay, khoan lỗ, doa và gia công ren...
4.1. Các mã lệnh chủ yếu của máy phay
Trong mục này giới thiệu những mã lệnh thường dùng nhất.
4.1.1. Chức năng chuẩn bị (G)
Mã lệnh (chức năng) chuẩn bị bắt đầu từ chữ cái địa chỉ G theo sau đó là hai
chữ số thể hiện chức năng của công việc sẽ thực hiện. Thuật ngữ chuẩn bị nghĩa là hệ
thống điều khiển sẵng sàng thực hiện những thông tin tiếp theo trong câu lệnh. Chức
năng này thường được gọi là mã G (G - code). Ở các hệ thống điểu khiển CNC có rất
nhiều mã G, có thể phân biệt một số loại như sau:
- Chạy nhanh (G00).
- Nội suy (G01, G02, G03).
- Chọn mặt phẳng gia công (G17, G18, G19).
- Chuyển sang hệ toạ độ cực G15, G16
- Hệ thống toạ độ tuyệt đối hay tương đối (G90, G91).
- Kiểu đơn vị đo inch hay mm (G70, G71 hoặc G20, G21).
- Xác lập hệ toạ độ làm việc (G92).
- Trở về điểm tham chiếu (reference point)- (G28, G29, G30).
- Chọn đơn vị chạy dao (G94, G95).
4.1.2. Các lệnh bù dao và bù hệ toạ độ.
- Bù hệ toạ độ (G54 - G59).
- Bù kích thước (đường kính) dao (G40, G41, G42).
- Bù chiều dài dao (G43, G44, G49).
4.1.3. Các chu kỳ
- Các chu kỳ cố định chuẩn (G80 - G89).
- Các chu kỳ đặc biệt.
- Các chu kỳ do người sử dụng định nghĩa.
4.1.4. Chức năng bổ trợ hay chức năng phụ M-code (M).
Chức năng bổ trợ dùng chữ cái địa chỉ M theo sau là 2 chữ số. Một số chức
nămg bổ trợ M như sau:
- Dừng chương trình không điều kiện (M00).
- Dừng có điều kiện (M01). Chức năng có hiệu lực nếu công tắc dừng đặt ở
vị trí “ON”.
- Kết thúc chương trình (M02).
- Trục chính quay theo chiều kim đồng hồ (M03).
117
- Trục chính quay ngược chiều kim đồng hồ (M04).
- Dừng trục chính (M05).
- Thay đổi dao (M06).
- Mở dung dịch trơn nguội ở chế độ nhỏ giọt mis (M07).
- Mở dung dịch trơn nguội ở chế độ phun tràn flood (M08).
- Đóng dung dịch trơn nguội (M09).
- Kẹp tự động (M10).
- Nhả kẹp tự động (M7).
- Kết thúc chương trình (M30).
Trong một câu lệnh, có thể bỏ qua các Từ máy mà khi viết nó trong câu không
cần dùng đến các thông tin ở dạng số.
Dưới đây là một số lệnh lập trình cơ bản.
4.2. Các mã lệnh cơ bản
4.2.1. Chạy dao nhanh, G0 hoặc G00
Định dạng chung của mã lệnh này như sau:
G00 Xx Yy Zz
Trong đó x, y, z là toạ độ điểm đích.
Như vậy điểm đích được lập trình với chuyển động chạy dao nhanh.
Thông thường trong các hệ điều khiển hiện đại, đoạn đường cần dịch chuyển
tương ứng với tổng các vectơ của các chuyển động trên từng trục riêng riêng lẻ.
Nhờ các dữ liệu điều chỉnh, máy có thể xác định được trước xem liệu có cần
chạy với tốc độ nhanh tối đa trên trục toạ độ có đoạn dịch chuyển dài hơn; hoặc liệu có
cần thích ứng tốc độ dịch chuyển tính ra với tốc độ chạy nhanh cho phép tối đa hay
không.
Độ lớn của tốc độ chạy dao nhanh thường không cần lập trình. Nó được nhớ
trong hệ điều khiển như một hằng số máy và được cài đặt trước. Tuy nhiên trên bảng
điều khiển có nút xoay cho phép người vận hành giảm tốc độ chạy dao nhanh.
Có một vài hệ điều khiển cũ xử lý lệnh G00 theo kiểu đồng thời có dịch
chuyển với tốc độ chạy nhanh tối đa trên tất cả các trục.
Để an toàn khi chuyển động chạy dao nhanh, tránh va chạm vào chi tiết cũng
như các phần tử gá kẹp, người lập trình nên tách câu lệnh trên thành hai câu lệnh. Nếu
dao tiến vào vùng gia công (hình 4-1a) ta có:
N15 G00 Xx Yy
N20 Zz
Nghĩa là dao chạy theo trục XY trước (đường 1), sau đó mới chạy theo trục Z
(đường 2). Nếu dao lùi ra khỏi vùng gia công thì ta có:
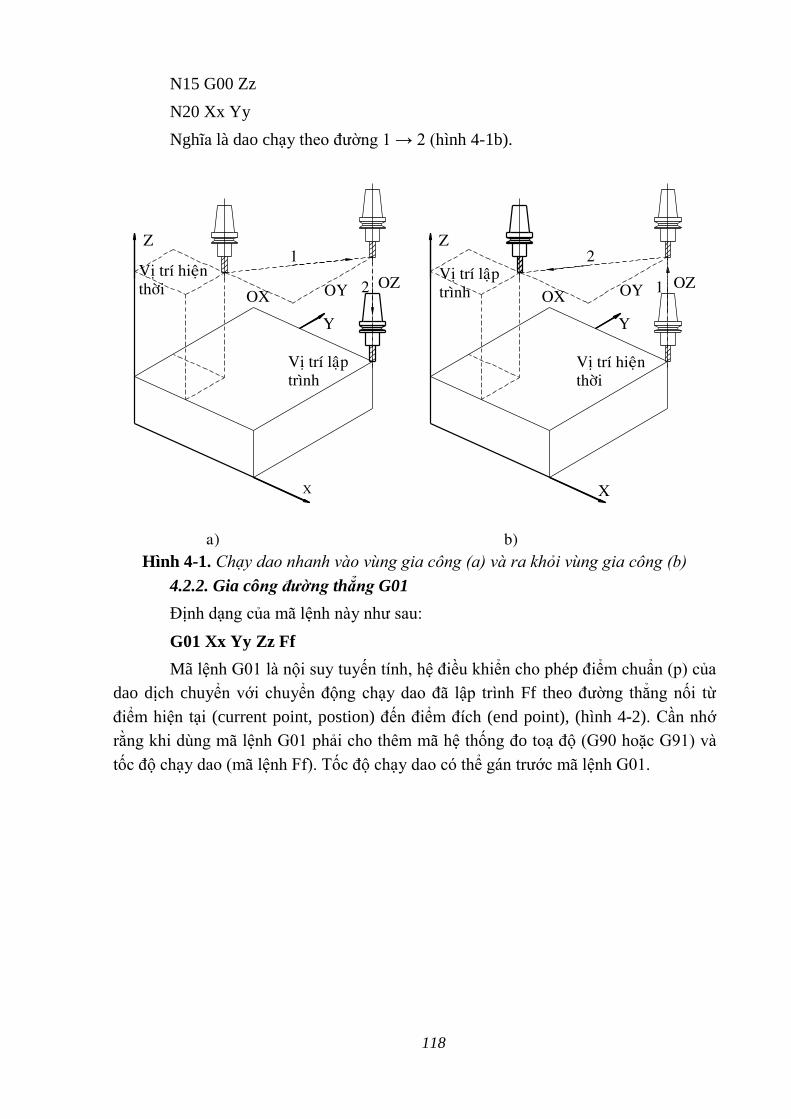
118
N15 G00 Zz
N20 Xx Yy
Nghĩa là dao chạy theo đường 1 → 2 (hình 4-1b).
X
Y
Z
1
2OX
OYOZ OZ
OYOX
1
2
Z
Y
X
Vò trí hieän
thôøi
Vò trí laäp
trình
Vò trí hieän
thôøi
Vò trí laäp
trình
a) b) Hình 4-1. Chạy dao nhanh vào vùng gia công (a) và ra khỏi vùng gia công (b)
4.2.2. Gia công đường thẳng G01
Định dạng của mã lệnh này như sau:
G01 Xx Yy Zz Ff
Mã lệnh G01 là nội suy tuyến tính, hệ điều khiển cho phép điểm chuẩn (p) của
dao dịch chuyển với chuyển động chạy dao đã lập trình Ff theo đường thẳng nối từ
điểm hiện tại (current point, postion) đến điểm đích (end point), (hình 4-2). Cần nhớ
rằng khi dùng mã lệnh G01 phải cho thêm mã hệ thống đo toạ độ (G90 hoặc G91) và
tốc độ chạy dao (mã lệnh Ff). Tốc độ chạy dao có thể gán trước mã lệnh G01.
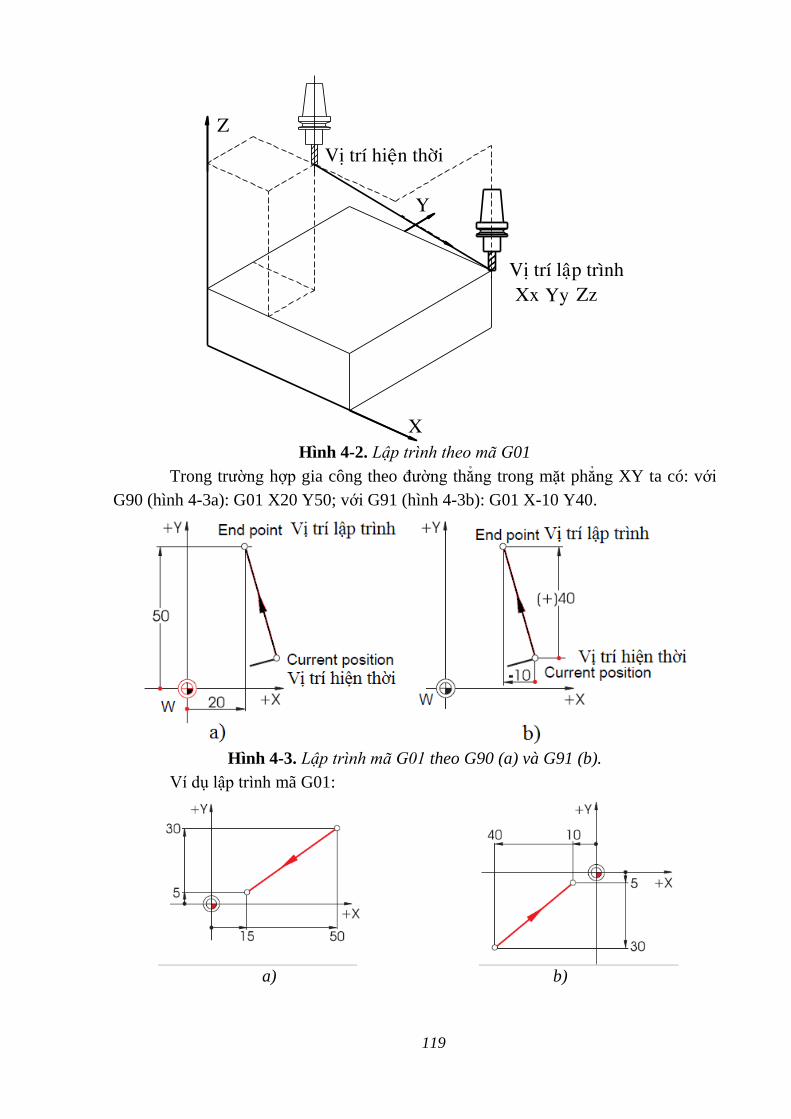
119
Vò trí hieän thôøi
Vò trí laäp trình
X
Y
Z
Yy ZzXx
Hình 4-2. Lập trình theo mã G01
Trong trường hợp gia công theo đường thẳng trong mặt phẳng XY ta có: với
G90 (hình 4-3a): G01 X20 Y50; với G91 (hình 4-3b): G01 X-10 Y40.
Hình 4-3. Lập trình mã G01 theo G90 (a) và G91 (b).
Ví dụ lập trình mã G01:
a) b)
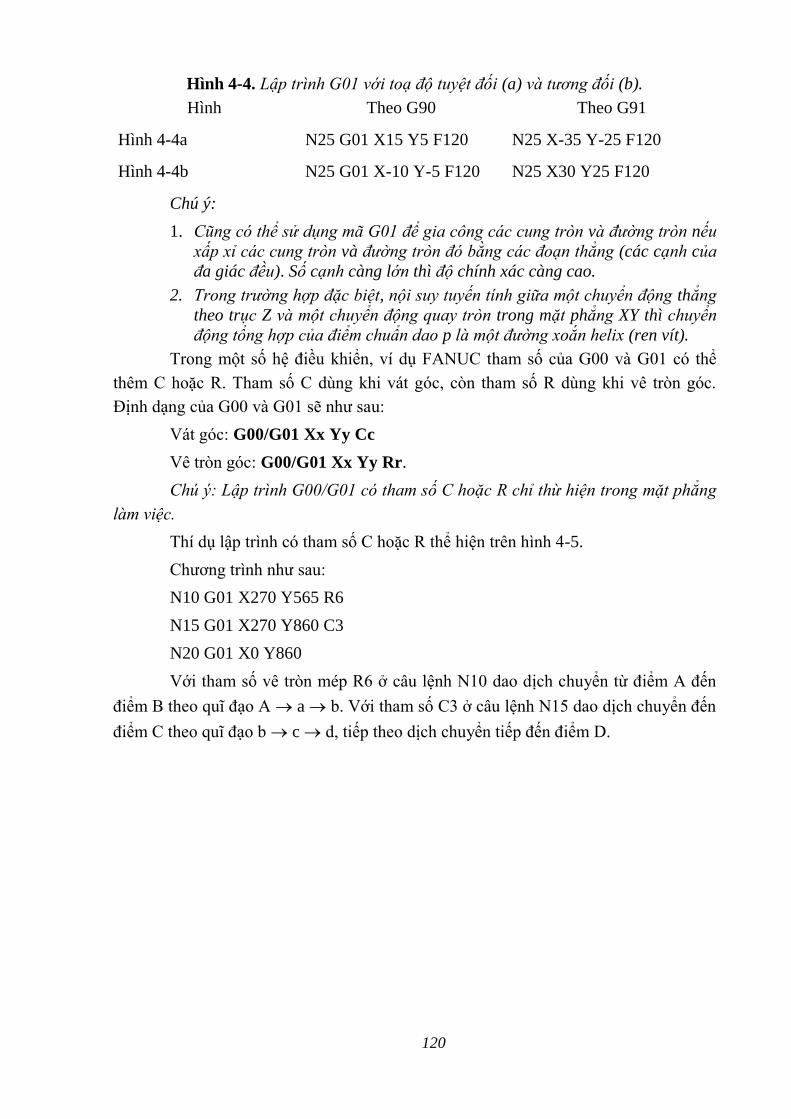
120
Hình 4-4. Lập trình G01 với toạ độ tuyệt đối (a) và tương đối (b).
Hình Theo G90 Theo G91
Hình 4-4a N25 G01 X15 Y5 F120 N25 X-35 Y-25 F120
Hình 4-4b N25 G01 X-10 Y-5 F120 N25 X30 Y25 F120
Chú ý:
1. Cũng có thể sử dụng mã G01 để gia công các cung tròn và đường tròn nếu
xấp xỉ các cung tròn và đường tròn đó bằng các đoạn thẳng (các cạnh của
đa giác đều). Số cạnh càng lớn thì độ chính xác càng cao.
2. Trong trường hợp đặc biệt, nội suy tuyến tính giữa một chuyển động thẳng
theo trục Z và một chuyển động quay tròn trong mặt phẳng XY thì chuyển
động tổng hợp của điểm chuẩn dao p là một đường xoắn helix (ren vít).
Trong một số hệ điều khiển, ví dụ FANUC tham số của G00 và G01 có thể
thêm C hoặc R. Tham số C dùng khi vát góc, còn tham số R dùng khi vê tròn góc.
Định dạng của G00 và G01 sẽ như sau:
Vát góc: G00/G01 Xx Yy Cc
Vê tròn góc: G00/G01 Xx Yy Rr.
Chú ý: Lập trình G00/G01 có tham số C hoặc R chỉ thừ hiện trong mặt phẳng
làm việc.
Thí dụ lập trình có tham số C hoặc R thể hiện trên hình 4-5.
Chương trình như sau:
N10 G01 X270 Y565 R6
N15 G01 X270 Y860 C3
N20 G01 X0 Y860
Với tham số vê tròn mép R6 ở câu lệnh N10 dao dịch chuyển từ điểm A đến
điểm B theo quĩ đạo A a b. Với tham số C3 ở câu lệnh N15 dao dịch chuyển đến
điểm C theo quĩ đạo b c d, tiếp theo dịch chuyển tiếp đến điểm D.
121
R6
530
270
860
565
C3
W
AB
C
D
b
a
c
d
Hình 4-5. Lập trình G00/G01 với tham số C và R
4.2.3. Gia công cung tròn, đường tròn G02 và G03
G02 sản sinh một chuyển động theo cung tròn giữa điểm xuất phát (điểm hiện
thời) của dao và điểm đích theo chiều kim đồng hồ; với G03 thì chuyển động ngược
chiều kim đồng hồ. Dao đi theo cung tròn với tốc độ chạy dao đã lập trình Ff.
Xác định chiều thuận G02 hay chiều ngược G03 kim đồng hồ là dựa theo quan
sát các tục toạ độ từ chiều dương đến âm trên mỗi trục.
Định dạng chung của nội suy cung tròn, đường tròn có hai dạng: lập trình theo
bán kính R của cung tròn, đường tròn và lập trình theo tâm cung tròn, đường tròn
(phương pháp IJK). Lập trình theo bán kính R cung tròn, đường tròn ta có:
G17 G02/G03 Xx Yy Rr Ff
G18 G02/G03 Xx Zz Rr Ff
G19 G02/G03 Yy Zz Rr Ff
Lập trình theo tâm cung tròn, đường tròn ta có:
G17 G02/G03 Xx Yy Ii Jj Ff
G18 G02/G03 Xx Zz Ii Kk Ff
G19 G02/G03 Yy Zz Jj Kk Ff
Trong đó:
G17, G18, G19 - Lựa chọn mặt phẳng gia công.
Xx, Yy, Zz - toạ độ điểm đích.
Ii, Jj, Kk - toạ độ tâm cung tròn, đường tròn lấy tương đối so với điểm xuất
phát.
Rr - bán kính cung tròn, đường tròn.
Ff - tốc độ chạy dao.
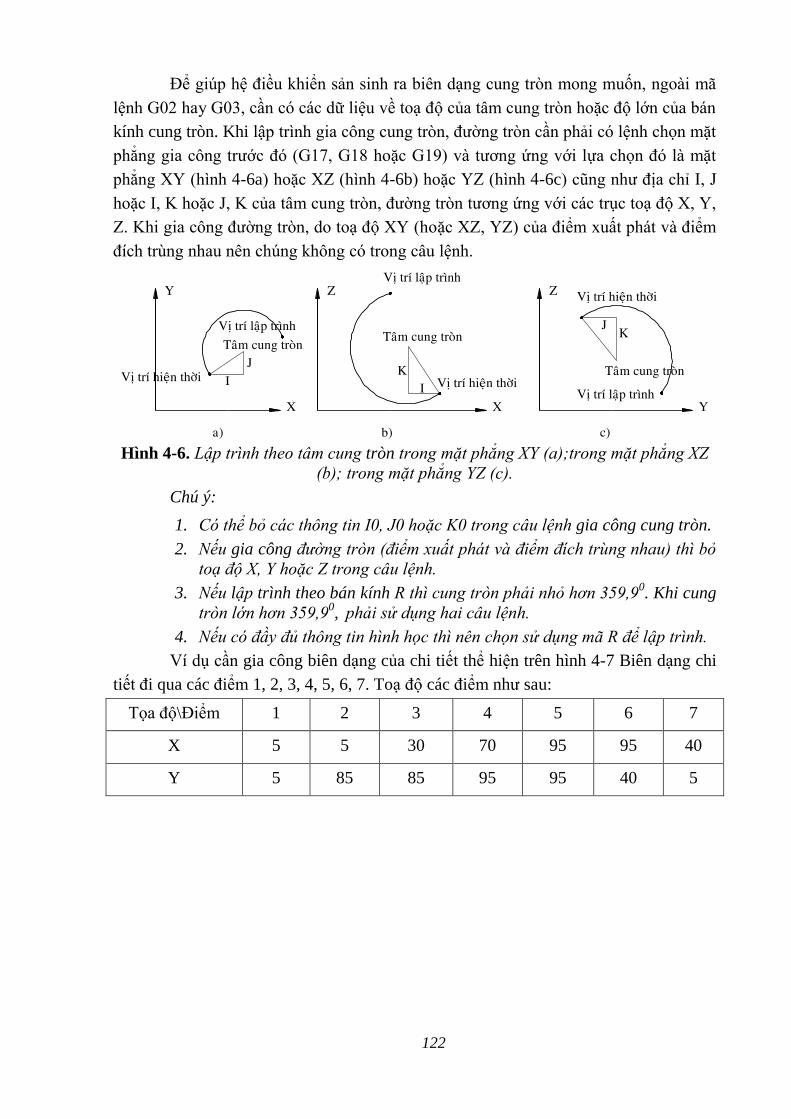
122
Để giúp hệ điều khiển sản sinh ra biên dạng cung tròn mong muốn, ngoài mã
lệnh G02 hay G03, cần có các dữ liệu về toạ độ của tâm cung tròn hoặc độ lớn của bán
kính cung tròn. Khi lập trình gia công cung tròn, đường tròn cần phải có lệnh chọn mặt
phẳng gia công trước đó (G17, G18 hoặc G19) và tương ứng với lựa chọn đó là mặt
phẳng XY (hình 4-6a) hoặc XZ (hình 4-6b) hoặc YZ (hình 4-6c) cũng như địa chỉ I, J
hoặc I, K hoặc J, K của tâm cung tròn, đường tròn tương ứng với các trục toạ độ X, Y,
Z. Khi gia công đường tròn, do toạ độ XY (hoặc XZ, YZ) của điểm xuất phát và điểm
đích trùng nhau nên chúng không có trong câu lệnh.
X
Y
Vò trí laäp trình
Taâm cung troøn
Vò trí hieän thôøi
J
I
K
IVò trí hieän thôøi
Taâm cung troøn
Vò trí laäp trình
Z
X
JK
Vò trí hieän thôøi
Taâm cung troøn
Vò trí laäp trình
Z
Y
a) b) c) Hình 4-6. Lập trình theo tâm cung tròn trong mặt phẳng XY (a);trong mặt phẳng XZ
(b); trong mặt phẳng YZ (c).
Chú ý:
1. Có thể bỏ các thông tin I0, J0 hoặc K0 trong câu lệnh gia công cung tròn.
2. Nếu gia công đường tròn (điểm xuất phát và điểm đích trùng nhau) thì bỏ
toạ độ X, Y hoặc Z trong câu lệnh.
3. Nếu lập trình theo bán kính R thì cung tròn phải nhỏ hơn 359,90. Khi cung
tròn lớn hơn 359,90,
phải sử dụng hai câu lệnh.
4. Nếu có đầy đủ thông tin hình học thì nên chọn sử dụng mã R để lập trình.
Ví dụ cần gia công biên dạng của chi tiết thể hiện trên hình 4-7 Biên dạng chi
tiết đi qua các điểm 1, 2, 3, 4, 5, 6, 7. Toạ độ các điểm như sau:
Tọa độ\Điểm 1 2 3 4 5 6 7
X 5 5 30 70 95 95 40
Y 5 85 85 95 95 40 5
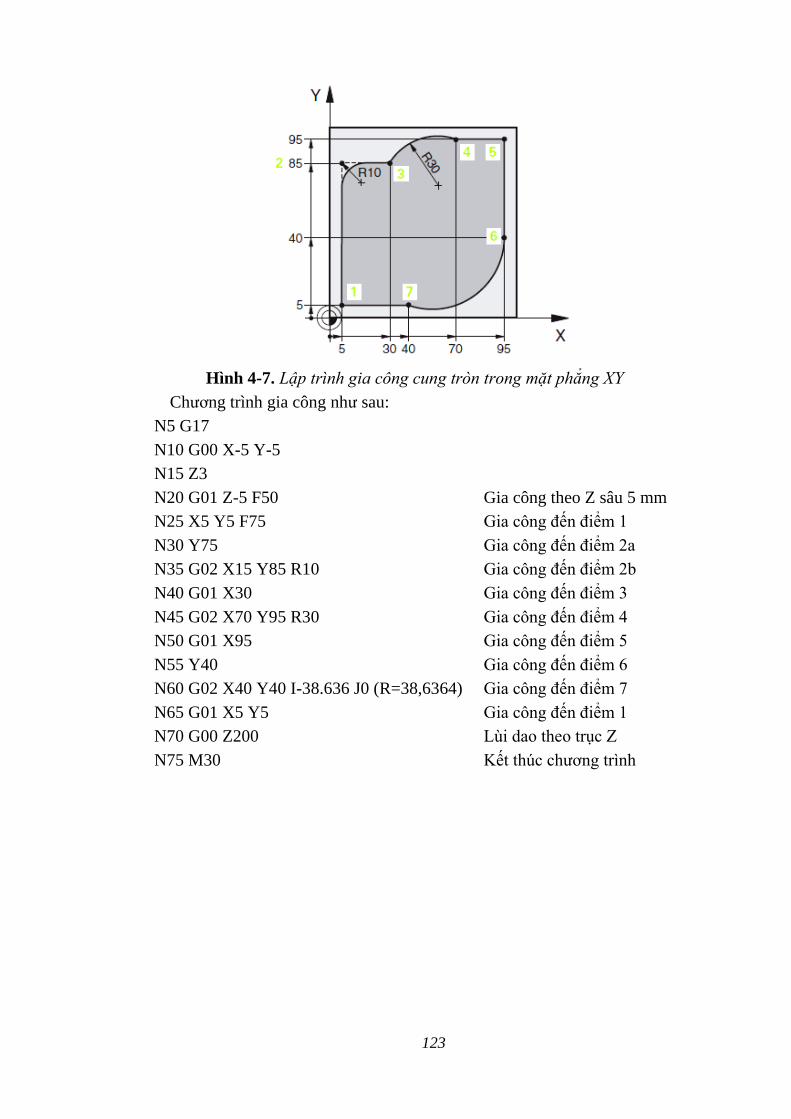
123
Hình 4-7. Lập trình gia công cung tròn trong mặt phẳng XY
Chương trình gia công như sau:
N5 G17
N10 G00 X-5 Y-5
N15 Z3
N20 G01 Z-5 F50 Gia công theo Z sâu 5 mm
N25 X5 Y5 F75 Gia công đến điểm 1
N30 Y75 Gia công đến điểm 2a
N35 G02 X15 Y85 R10 Gia công đến điểm 2b
N40 G01 X30 Gia công đến điểm 3
N45 G02 X70 Y95 R30 Gia công đến điểm 4
N50 G01 X95 Gia công đến điểm 5
N55 Y40 Gia công đến điểm 6
N60 G02 X40 Y40 I-38.636 J0 (R=38,6364) Gia công đến điểm 7
N65 G01 X5 Y5 Gia công đến điểm 1
N70 G00 Z200 Lùi dao theo trục Z
N75 M30 Kết thúc chương trình
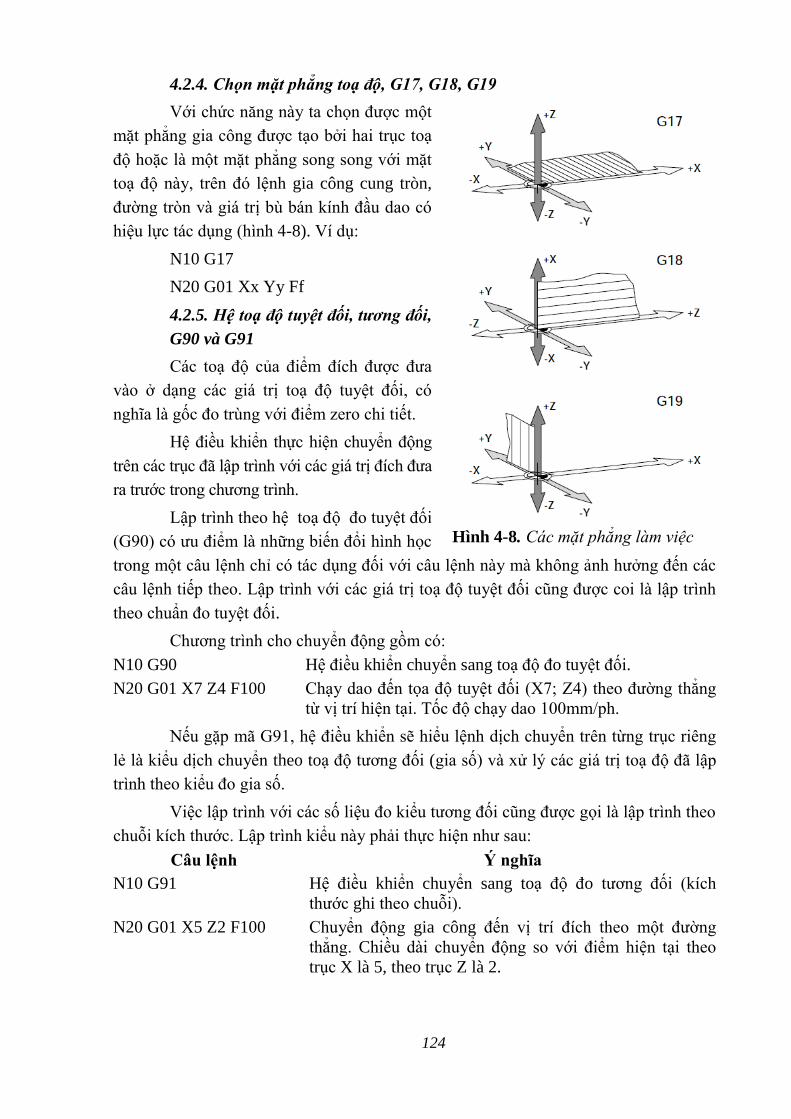
124
4.2.4. Chọn mặt phẳng toạ độ, G17, G18, G19
Với chức năng này ta chọn được một
mặt phẳng gia công được tạo bởi hai trục toạ
độ hoặc là một mặt phẳng song song với mặt
toạ độ này, trên đó lệnh gia công cung tròn,
đường tròn và giá trị bù bán kính đầu dao có
hiệu lực tác dụng (hình 4-8). Ví dụ:
N10 G17
N20 G01 Xx Yy Ff
4.2.5. Hệ toạ độ tuyệt đối, tương đối,
G90 và G91
Các toạ độ của điểm đích được đưa
vào ở dạng các giá trị toạ độ tuyệt đối, có
nghĩa là gốc đo trùng với điểm zero chi tiết.
Hệ điều khiển thực hiện chuyển động
trên các trục đã lập trình với các giá trị đích đưa
ra trước trong chương trình.
Lập trình theo hệ toạ độ đo tuyệt đối
(G90) có ưu điểm là những biến đổi hình học
trong một câu lệnh chỉ có tác dụng đối với câu lệnh này mà không ảnh hưởng đến các
câu lệnh tiếp theo. Lập trình với các giá trị toạ độ tuyệt đối cũng được coi là lập trình
theo chuẩn đo tuyệt đối.
Chương trình cho chuyển động gồm có:
N10 G90 Hệ điều khiển chuyển sang toạ độ đo tuyệt đối.
N20 G01 X7 Z4 F100 Chạy dao đến tọa độ tuyệt đối (X7; Z4) theo đường thẳng
từ vị trí hiện tại. Tốc độ chạy dao 100mm/ph.
Nếu gặp mã G91, hệ điều khiển sẽ hiểu lệnh dịch chuyển trên từng trục riêng
lẻ là kiểu dịch chuyển theo toạ độ tương đối (gia số) và xử lý các giá trị toạ độ đã lập
trình theo kiểu đo gia số.
Việc lập trình với các số liệu đo kiểu tương đối cũng được gọi là lập trình theo
chuỗi kích thước. Lập trình kiểu này phải thực hiện như sau:
Câu lệnh Ý nghĩa
N10 G91 Hệ điều khiển chuyển sang toạ độ đo tương đối (kích
thước ghi theo chuỗi).
N20 G01 X5 Z2 F100 Chuyển động gia công đến vị trí đích theo một đường
thẳng. Chiều dài chuyển động so với điểm hiện tại theo
trục X là 5, theo trục Z là 2.
Hình 4-8. Các mặt phẳng làm việc
125
Trong một số hệ điều khiển, có thể lập trình trong một câu lệnh cả toạ độ tuyệt
đối lẫn toạ độ tương đối. Khi lập trình ta phân biệt các địa chỉ X, Y, Z dành cho toạ độ
tuyệt đối còn các địa chỉ U, V, W dành cho toạ độ tương đối.
4.2.6. Đơn vị đo G70 hoặc G71
G70 báo cho hệ thống điều khiển biết đơn vị đo là inch, còn G71 - đơn vị đo là
mm. Một số hệ điều khiển (ví dụ FANUC) sử dụng mã G20 và G21 thay cho hai mã
tương ứng. Đơn vị đo là mã lệnh toàn cục. Nếu trong chương trình không có mã G70
hay G71 thì hệ thống điều khiển sử dụng đơn vị đo mặc định đã được gán mặc định
khi cài đặt máy CNC (chế độ SETUP).
4.2.7. Xác lập điểm 0 của chi tiết, G92
Điểm 0 của chương trình hay điểm 0 của chi tiết có thể được xác định tại điểm
bất kỳ trong vùng làm việc của hệ điều khiển.
Khi lập trình, các tính toán toạ độ sẽ đơn giản hơn hoặc thậm chí có thể bỏ
qua, nếu điểm gốc 0 của hệ toạ độ được lựa chọn ở những điểm thuận lợi.
Nhờ G92, ta xác lập được điểm 0 của chương trình hay điểm 0 của chi tiết
(gốc của hệ toạ độ làm việc) so với điểm chuẩn của máy theo các giá trị đã cho tại địa
chỉ X, Y, Z. Các bàn máy không chuyển động với lệnh này.
Lệnh G92 sẽ có tác dụng cho đến khi nó bị thay đổi bởi một lệnh khác.
Dưới các địa chỉ X, Y, Z, U, V, W, P, Q, R, A, B, C, hệ điều khiển nhận được
các thông tin về những đoạn đường cần dịch chuyển trên từng trục riêng lẻ hoặc là về
các góc quay xung quanh các trục xác định.
4.2.8. Tr về điểm tham chiếu G28, G29, G30.
a) Trở về điểm tham chiếu có đi qua điểm trung gian G28
Định dạng chung:
G28 Xx Yy Zz
Trong đó x, y, z là toạ độ điểm trung gian (hình 4-9).
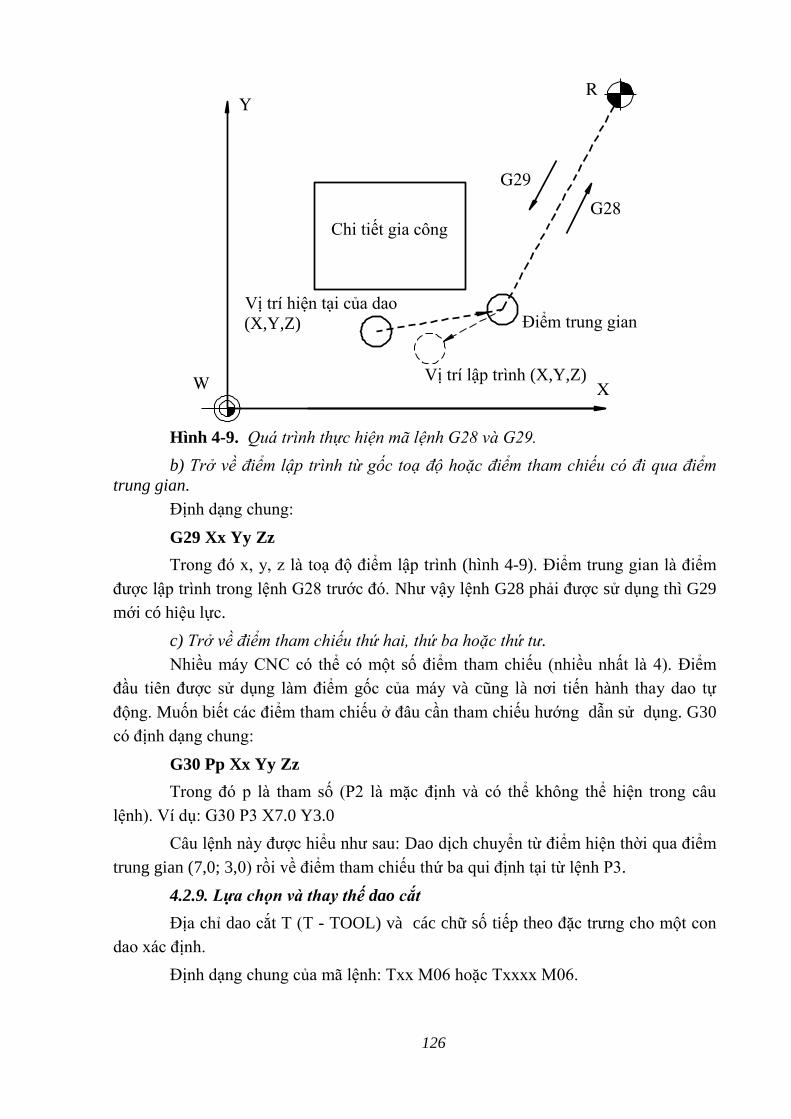
126
Chi tiêt gia công
Y
XW
R
Vi tri hiên tai cua dao
(X,Y,Z) Điêm trung gian
G29
G28
Vi tri lâp trinh (X,Y,Z)
Hình 4-9. Quá trình thực hiện mã lệnh G28 và G29.
b) Trở về điểm lập trình từ gốc toạ độ hoặc điểm tham chiếu có đi qua điểm
trung gian.
Định dạng chung:
G29 Xx Yy Zz
Trong đó x, y, z là toạ độ điểm lập trình (hình 4-9). Điểm trung gian là điểm
được lập trình trong lệnh G28 trước đó. Như vậy lệnh G28 phải được sử dụng thì G29
mới có hiệu lực.
c) Trở về điểm tham chiếu thứ hai, thứ ba hoặc thứ tư.
Nhiều máy CNC có thể có một số điểm tham chiếu (nhiều nhất là 4). Điểm
đầu tiên được sử dụng làm điểm gốc của máy và cũng là nơi tiến hành thay dao tự
động. Muốn biết các điểm tham chiếu ở đâu cần tham chiếu hướng dẫn sử dụng. G30
có định dạng chung:
G30 Pp Xx Yy Zz
Trong đó p là tham số (P2 là mặc định và có thể không thể hiện trong câu
lệnh). Ví dụ: G30 P3 X7.0 Y3.0
Câu lệnh này được hiểu như sau: Dao dịch chuyển từ điểm hiện thời qua điểm
trung gian (7,0; 3,0) rồi về điểm tham chiếu thứ ba qui định tại từ lệnh P3.
4.2.9. Lựa chọn và thay thế dao cắt
Địa chỉ dao cắt T (T - TOOL) và các chữ số tiếp theo đặc trưng cho một con
dao xác định.
Định dạng chung của mã lệnh: Txx M06 hoặc Txxxx M06.
127
Địa chỉ dao có những nhiệm vụ sau:
- Nhớ các kích thước của dao (TOOL DATA) trong bộ nhớ dữ liệu về dao
của hệ điều khiển. Khi lập trình cho các chuyển động cong, không cần phải
quan tâm đến các kích thước dao, bỏ qua các lo ngại về va chạm. Các kích
thước chính xác của dao được tìm ra nhờ quá trình điều chỉnh dao hoặc đo
dao trên máy sẽ được nạp vào hệ điều khiển bằng tay trên bảng điều khiển
hoặc thông qua vật mang tin đưa vào bộ nhớ về dữ liệu dao của hệ điều
khiển.
- Nhớ các giá trị bù dao. Các giá trị sai lệch khi điều chỉnh gá lắp dao cũng
như lượng mòn của lưỡi cắt dẫn đến sai lệch giữa các dữ liệu dao đã ghi
trong bộ nhớ và vị trí thật của các lưỡi cắt. Hệ điều khiển khi nhớ thêm các
giá trị bù dao (TOOL OFFSET) sẽ tạo khả năng khắc phục các sai lệch của
dao ứng với từng số hiệu dao trong bộ nhớ.
- Gọi dao từ ổ chứa dao. Lệnh T cho phép gọi dao từ ổ chứa vào vị trí làm
việc, cho phép hệ điều khiển quan tâm đến những dữ liệu về dao.Trong một
số trường hợp, quan tâm cả những giá trị bù dao phù hợp với điều kiện
chỉnh dao (G41 đến G44) cũng như bề mặt nội suy đã lập trình.
4.2.10. Đơn vị tốc độ chạy dao G94 và G95
Tốc độ mà bàn máy cần dịch chuyển được lập trình trực tiếp trong các hệ điều
khiển CNC với địa chỉ F (F = FEED) với đơn vị đo theo phút hoặc theo vòng quay trục
chính. G94 đơn vị chạy dao theo phút, còn G95 - theo vòng. Đương nhiên đơn vị đo
này còn phụ thuộc đơn vị dài. Ví dụ:
G70 G94 - inch/phút
G70 G95 - inch/vòng.
G71 G94 - mm/phút.
G71 G95 - mm/vòng.
Ví dụ :
G71 G95 F1.5 - lượng chạy dao là 1,5 mm/vòng.
G70 G94 F7.5 - lượng chạy dao 7,5 inch/phút.
4.2.11. Số vòng quay trục chính S
Số vòng quay trục chính có thể được lập trình trực tiếp dưới địa chỉ S (S-
SPEED).
Lập trình trực tiếp: số vòng quanh trục chính được lập trình với đơn vị
vòng/phút (round per minute - RPM). Ví dụ, số vòng quay trục chính mong muốn là
710 vòng/phút thì mã lệnh phải lập trình là S710. Trong trường hợp này hệ điều khiển
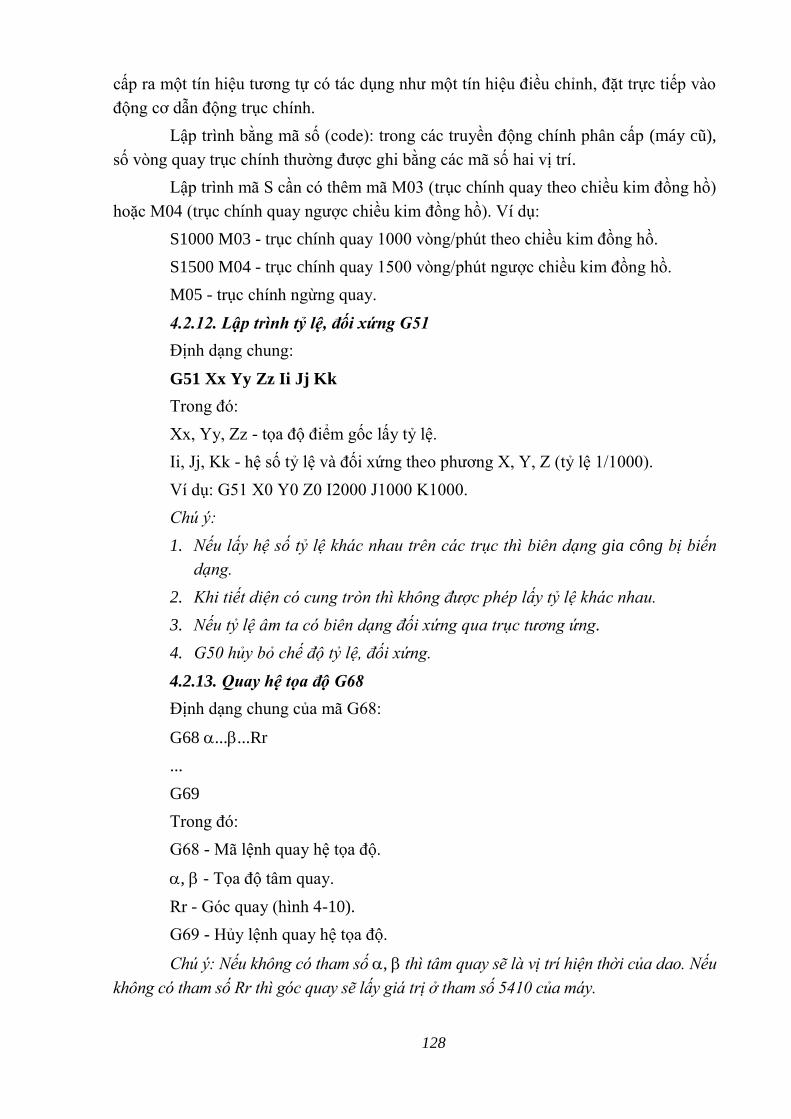
128
cấp ra một tín hiệu tương tự có tác dụng như một tín hiệu điều chỉnh, đặt trực tiếp vào
động cơ dẫn động trục chính.
Lập trình bằng mã số (code): trong các truyền động chính phân cấp (máy cũ),
số vòng quay trục chính thường được ghi bằng các mã số hai vị trí.
Lập trình mã S cần có thêm mã M03 (trục chính quay theo chiều kim đồng hồ)
hoặc M04 (trục chính quay ngược chiều kim đồng hồ). Ví dụ:
S1000 M03 - trục chính quay 1000 vòng/phút theo chiều kim đồng hồ.
S1500 M04 - trục chính quay 1500 vòng/phút ngược chiều kim đồng hồ.
M05 - trục chính ngừng quay.
4.2.12. Lập trình t lệ, đối xứng G51
Định dạng chung:
G51 Xx Yy Zz Ii Jj Kk
Trong đó:
Xx, Yy, Zz - tọa độ điểm gốc lấy t lệ.
Ii, Jj, Kk - hệ số t lệ và đối xứng theo phương X, Y, Z (t lệ 1/1000).
Ví dụ: G51 X0 Y0 Z0 I2000 J1000 K1000.
Chú ý:
1. Nếu lấy hệ số tỷ lệ khác nhau trên các trục thì biên dạng gia công bị biến
dạng.
2. Khi tiết diện có cung tròn thì không được phép lấy tỷ lệ khác nhau.
3. Nếu tỷ lệ âm ta có biên dạng đối xứng qua trục tương ứng.
4. G50 hủy bỏ chế độ tỷ lệ, đối xứng.
4.2.13. Quay hệ tọa độ G68
Định dạng chung của mã G68:
G68 ......Rr
...
G69
Trong đó:
G68 - Mã lệnh quay hệ tọa độ.
, - Tọa độ tâm quay.
Rr - Góc quay (hình 4-10).
G69 - Hủy lệnh quay hệ tọa độ.
Chú ý: Nếu không có tham số , thì tâm quay sẽ là vị trí hiện thời của dao. Nếu
không có tham số Rr thì góc quay sẽ lấy giá trị ở tham số 5410 của máy.
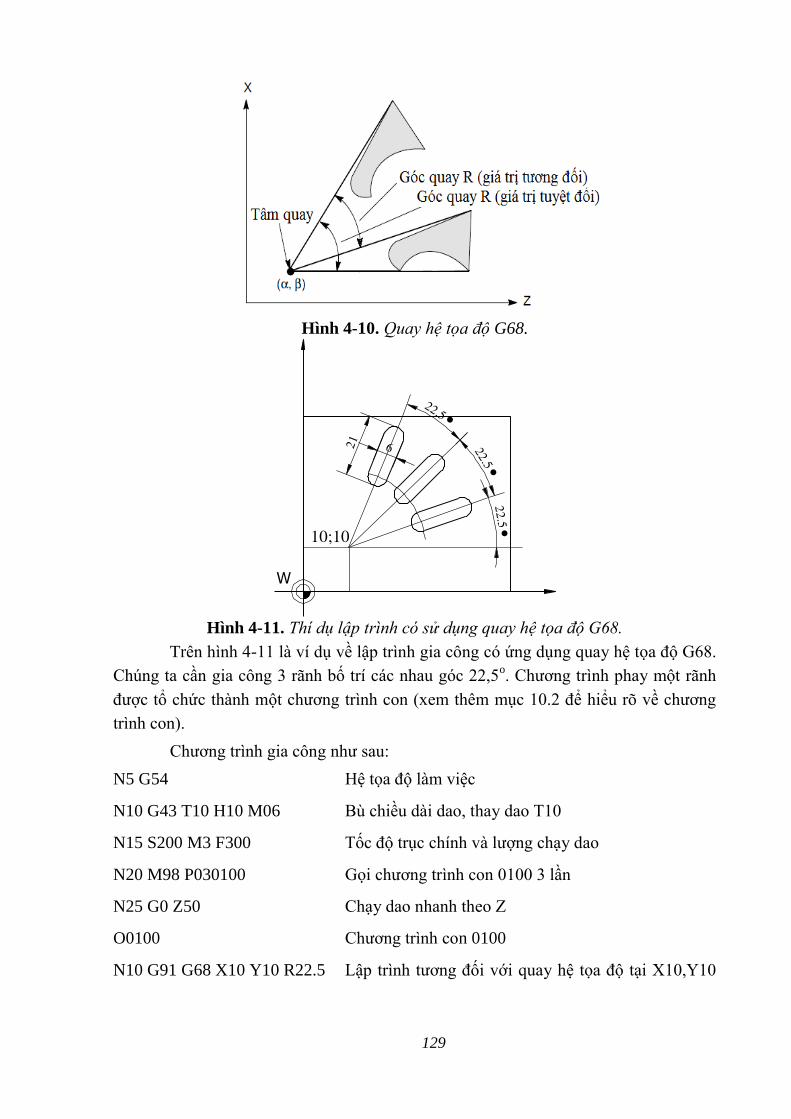
129
Hình 4-10. Quay hệ tọa độ G68.
22.5
°2
2.5
°
10;10
W
21
6
22.5
°
Hình 4-11. Thí dụ lập trình có sử dụng quay hệ tọa độ G68.
Trên hình 4-11 là ví dụ về lập trình gia công có ứng dụng quay hệ tọa độ G68.
Chúng ta cần gia công 3 rãnh bố trí các nhau góc 22,5o. Chương trình phay một rãnh
được tổ chức thành một chương trình con (xem thêm mục 10.2 để hiểu rõ về chương
trình con).
Chương trình gia công như sau:
N5 G54 Hệ tọa độ làm việc
N10 G43 T10 H10 M06 Bù chiều dài dao, thay dao T10
N15 S200 M3 F300 Tốc độ trục chính và lượng chạy dao
N20 M98 P030100 Gọi chương trình con 0100 3 lần
N25 G0 Z50 Chạy dao nhanh theo Z
O0100 Chương trình con 0100
N10 G91 G68 X10 Y10 R22.5 Lập trình tương đối với quay hệ tọa độ tại X10,Y10
130
gốc quay là 22,5o
N15 G90 X30 Y10 Z5 Lập trình tuyệt đối, chạy dao nhanh đến tọa độ
X30Y10Z5
N20 G1 Z-2 Gia công theo đến chiều sâu 2 mm.
N25 X45 Gia công theo trục X đến tọa độ X45
N30 G0 Z5 Rút dao nhanh theo Z
N35 M99 Kết thúc chương trình con
Dưới đây là ví dụ ứng dụng các mã lệnh lập trình cơ bản.
Để gia công chi tiết như trên hình 4-11 (phay biên dạng và khoan 4 lỗ) cần sử
dụng:
- Dao phay T1 đường kính 10 mm. Chiều sâu phay là 10 mm.
- Dao khoan T2 đường kính 20 mm.
Chọn điểm zero phôi và điểm zero chương trình tại A.
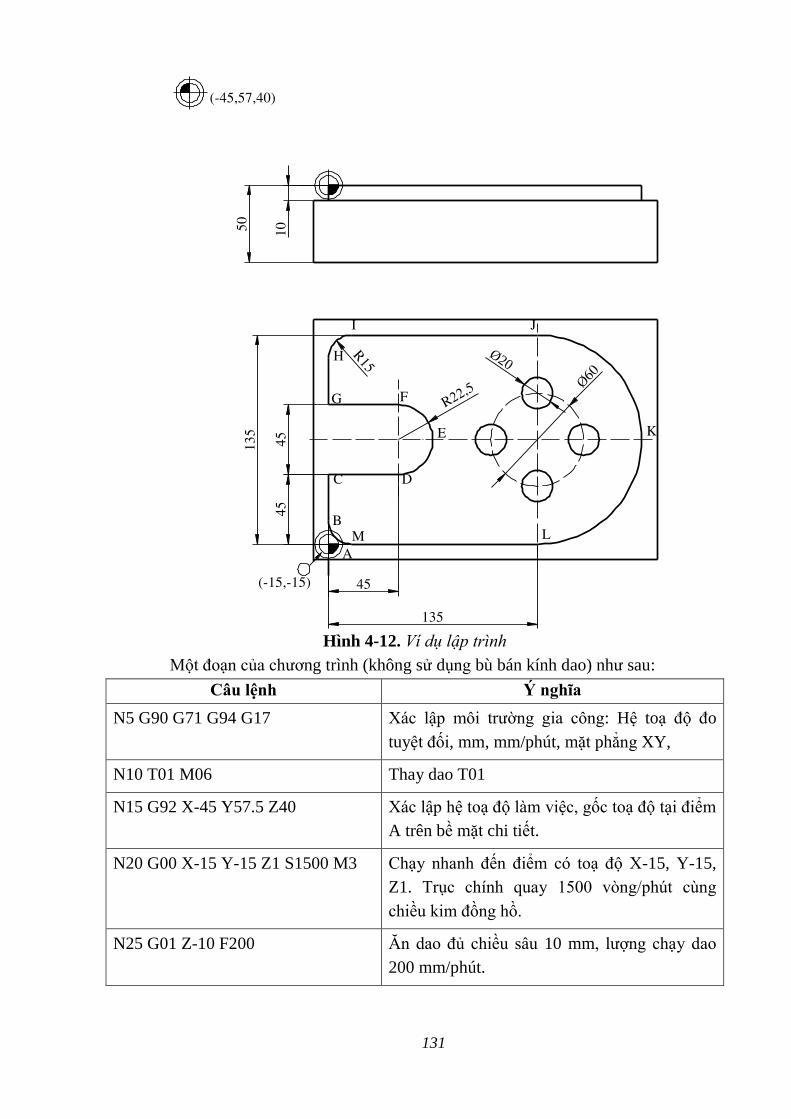
131
50
135
10
R15
K
M L
JI
H
G F
E
DC
B
A
(-15,-15)
(-45,57,40)
R22,5
13
5
45
45
45
Ø20
Ø60
Hình 4-12. Ví dụ lập trình
Một đoạn của chương trình (không sử dụng bù bán kính dao) như sau:
Câu lệnh Ý nghĩa
N5 G90 G71 G94 G17 Xác lập môi trường gia công: Hệ toạ độ đo
tuyệt đối, mm, mm/phút, mặt phẳng XY,
N10 T01 M06 Thay dao T01
N15 G92 X-45 Y57.5 Z40 Xác lập hệ toạ độ làm việc, gốc toạ độ tại điểm
A trên bề mặt chi tiết.
N20 G00 X-15 Y-15 Z1 S1500 M3 Chạy nhanh đến điểm có toạ độ X-15, Y-15,
Z1. Trục chính quay 1500 vòng/phút cùng
chiều kim đồng hồ.
N25 G01 Z-10 F200 Ăn dao đủ chiều sâu 10 mm, lượng chạy dao
200 mm/phút.
132
Câu lệnh Ý nghĩa
N30 X-5 Y0 F250 Chạy dao đến điểm A, lượng chạy dao 250
mm/phút.
N35 Y50 Chạy dao đến điểm đến C
N40 X45 Chạy dao đến điểm đến D
N45 G03 Y85 I0 J17.5 Chạy dao đến điểm đến F
N50 G1 X-5 Chạy dao đến điểm đến G
N55 Y120 Chạy dao đến điểm đến H
133
Chƣơng 5 LẬP TRÌNH CƠ BẢN CHO MÁY TIỆN CNC
Trong chương này và các chương tiếp theo về lập trình gia công trên máy tiện,
chúng ta chỉ giới thiệu về các máy hai trục toạ độ. Tuy nhiên kỹ thuật lập trình máy
tiện hai trục toạ độ cũng có thể mở rộng cho máy có nhiều hơn hai trục.
Các trục toạ độ và hướng của chúng trên máy tiện hai trục đã được giới thiệu
trong chương 3: trục Z trùng với trục chính và hướng +Z ra ngoài thể hiện chiều
chuyển động của bàn dao. Trục X vuông góc với trục Z và hướng +X về phía bàn dao
(dao cắt). Như vậy trục +X hướng về phía người vận hành khi bàn dao nằm giữa người
vận hành và chi tiết (hệ toạ độ tay phải - right-hand coordinate system), còn khi bàn
dao nằm phía bên kia chi tiết thì trục +X hướng ra xa người vận hành (left-hand
coordinate system). Theo qui định này thì:
+Z (hoặc +W) - bàn dao dịch chuyển ra xa trục chính.
-Z (hoặc -W) - bàn dao dịch chuyển vào gần trục chính.
+X (hoặc +U) - bàn dao dịch chuyển ra xa trục chính.
-X (hoặc -U) - bàn dao dịch chuyển vào gần trục chính.
Quá trình tiện bao gồm các dạng: tiện mặt đầu, tiện mặt trụ, tiện rãnh, khoan
lỗ, tiện trong, cắt ren...
5.1. Các nhóm mã lệnh chủ yếu của máy tiện
5.1.1. Các mã lệnh chuẩn bị (mã G)
Các mã lệnh chuẩn bị G-codes cho máy tiện có ba nhóm: A, B và C. Nhóm A
sử dụng tại Nhật, nhóm B sử dụng tại Mỹ và nhóm C cho các nước khác. Bảng 5-1
thống kê một số mả G hay dùng.
- Chạy nhanh (G00).
- Nội suy (G01, G02, G03).
- Bù bán kính dao cắt (G40, G41, G42).
- Các chu trình chuẩn: gia công ren (G32, G34, G76, G92); tiện thô chạy dao
ngang (G72); chu trình tiện thô chạy dao dọc (G71); chu trình tiện thô theo
biên dạng G73; chu trình tiện tinh G70; chu trình phay rãnh then (G75); chu
trình khoan hốc (G74); chu trình tiện rãnh (G77); chu trình khác (G90,
G94).
- Điều khiển tốc độ bề mặt cố định (G96, G97).
- Đơn vị lượng chạy dao (G98, G99 hoặc G94, G95).
- Xác lập hệ toạ độ (G50 hoặc G92).
Bảng 5-1
Nhóm Mã lệnh Chức năng
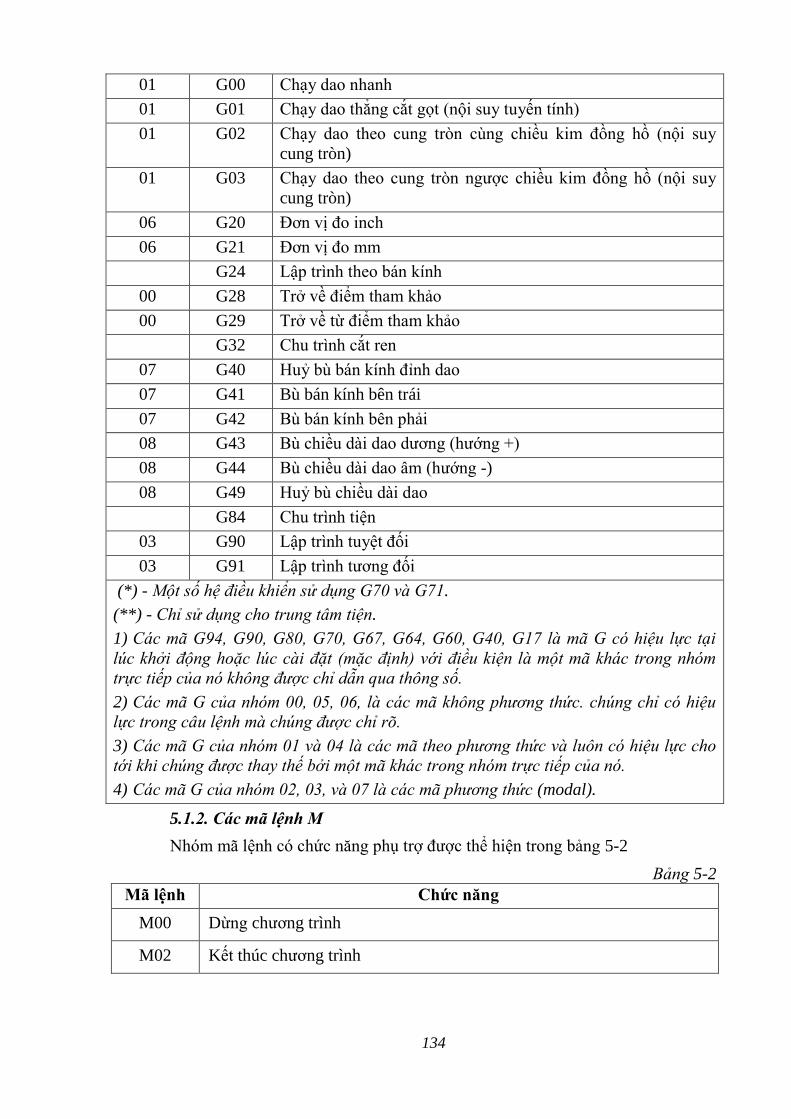
134
01 G00 Chạy dao nhanh
01 G01 Chạy dao thẳng cắt gọt (nội suy tuyến tính)
01 G02 Chạy dao theo cung tròn cùng chiều kim đồng hồ (nội suy
cung tròn)
01 G03 Chạy dao theo cung tròn ngược chiều kim đồng hồ (nội suy
cung tròn)
06 G20 Đơn vị đo inch
06 G21 Đơn vị đo mm
G24 Lập trình theo bán kính
00 G28 Trở về điểm tham khảo
00 G29 Trở về từ điểm tham khảo
G32 Chu trình cắt ren
07 G40 Hu bù bán kính đỉnh dao
07 G41 Bù bán kính bên trái
07 G42 Bù bán kính bên phải
08 G43 Bù chiều dài dao dương (hướng +)
08 G44 Bù chiều dài dao âm (hướng -)
08 G49 Hu bù chiều dài dao
G84 Chu trình tiện
03 G90 Lập trình tuyệt đối
03 G91 Lập trình tương đối
(*) - Một số hệ điều khiển sử dụng G70 và G71.
(**) - Chỉ sử dụng cho trung tâm tiện.
1) Các mã G94, G90, G80, G70, G67, G64, G60, G40, G17 là mã G có hiệu lực tại lúc khởi động hoặc lúc cài đặt (mặc định) với điều kiện là một mã khác trong nhóm
trực tiếp của nó không được chỉ dẫn qua thông số.
2) Các mã G của nhóm 00, 05, 06, là các mã không phương thức. chúng chỉ có hiệu lực trong câu lệnh mà chúng được chỉ rõ.
3) Các mã G của nhóm 01 và 04 là các mã theo phương thức và luôn có hiệu lực cho tới khi chúng được thay thế bởi một mã khác trong nhóm trực tiếp của nó.
4) Các mã G của nhóm 02, 03, và 07 là các mã phương thức (modal).
5.1.2. Các mã lệnh M
Nhóm mã lệnh có chức năng phụ trợ được thể hiện trong bảng 5-2
Bảng 5-2
Mã lệnh Chức năng
M00 Dừng chương trình
M02 Kết thúc chương trình
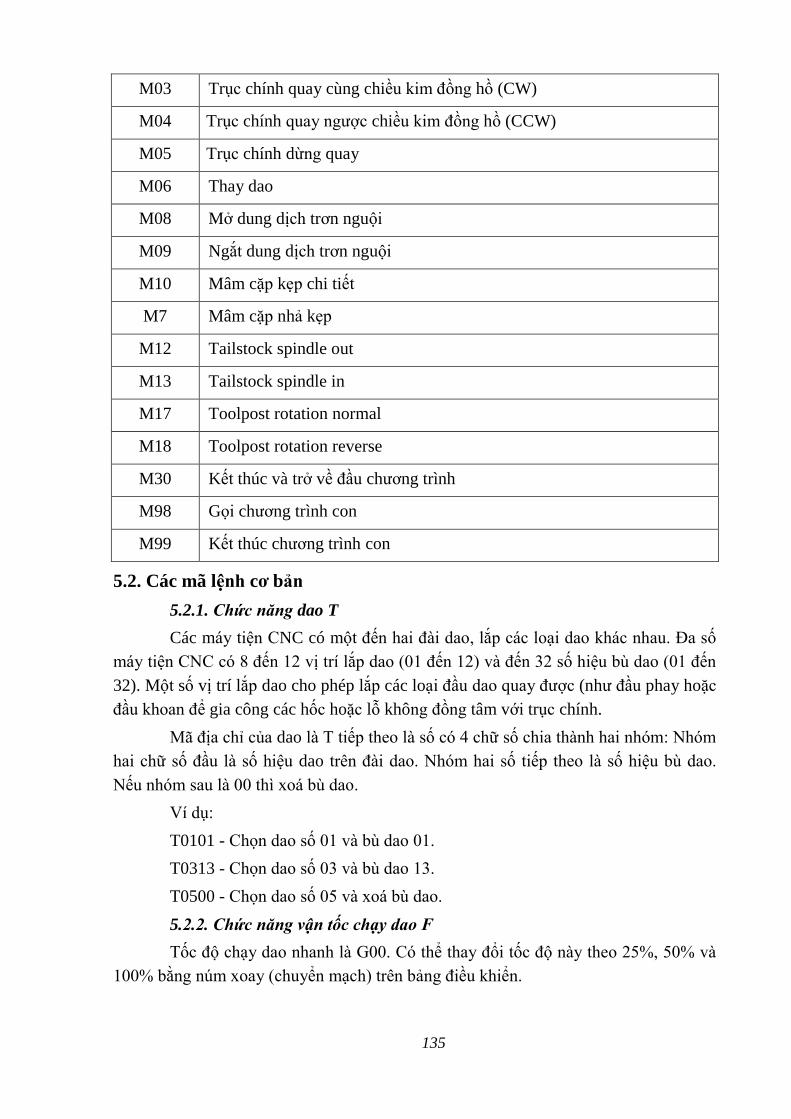
135
M03 Trục chính quay cùng chiều kim đồng hồ (CW)
M04 Trục chính quay ngược chiều kim đồng hồ (CCW)
M05 Trục chính dừng quay
M06 Thay dao
M08 Mở dung dịch trơn nguội
M09 Ngắt dung dịch trơn nguội
M10 Mâm cặp kẹp chi tiết
M7 Mâm cặp nhả kẹp
M12 Tailstock spindle out
M13 Tailstock spindle in
M17 Toolpost rotation normal
M18 Toolpost rotation reverse
M30 Kết thúc và trở về đầu chương trình
M98 Gọi chương trình con
M99 Kết thúc chương trình con
5.2. Các mã lệnh cơ bản
5.2.1. Chức năng dao T
Các máy tiện CNC có một đến hai đài dao, lắp các loại dao khác nhau. Đa số
máy tiện CNC có 8 đến 12 vị trí lắp dao (01 đến 12) và đến 32 số hiệu bù dao (01 đến
32). Một số vị trí lắp dao cho phép lắp các loại đầu dao quay được (như đầu phay hoặc
đầu khoan để gia công các hốc hoặc lỗ không đồng tâm với trục chính.
Mã địa chỉ của dao là T tiếp theo là số có 4 chữ số chia thành hai nhóm: Nhóm
hai chữ số đầu là số hiệu dao trên đài dao. Nhóm hai số tiếp theo là số hiệu bù dao.
Nếu nhóm sau là 00 thì xoá bù dao.
Ví dụ:
T0101 - Chọn dao số 01 và bù dao 01.
T0313 - Chọn dao số 03 và bù dao 13.
T0500 - Chọn dao số 05 và xoá bù dao.
5.2.2. Chức năng vận tốc chạy dao F
Tốc độ chạy dao nhanh là G00. Có thể thay đổi tốc độ này theo 25%, 50% và
100% bằng núm xoay (chuyển mạch) trên bảng điều khiển.
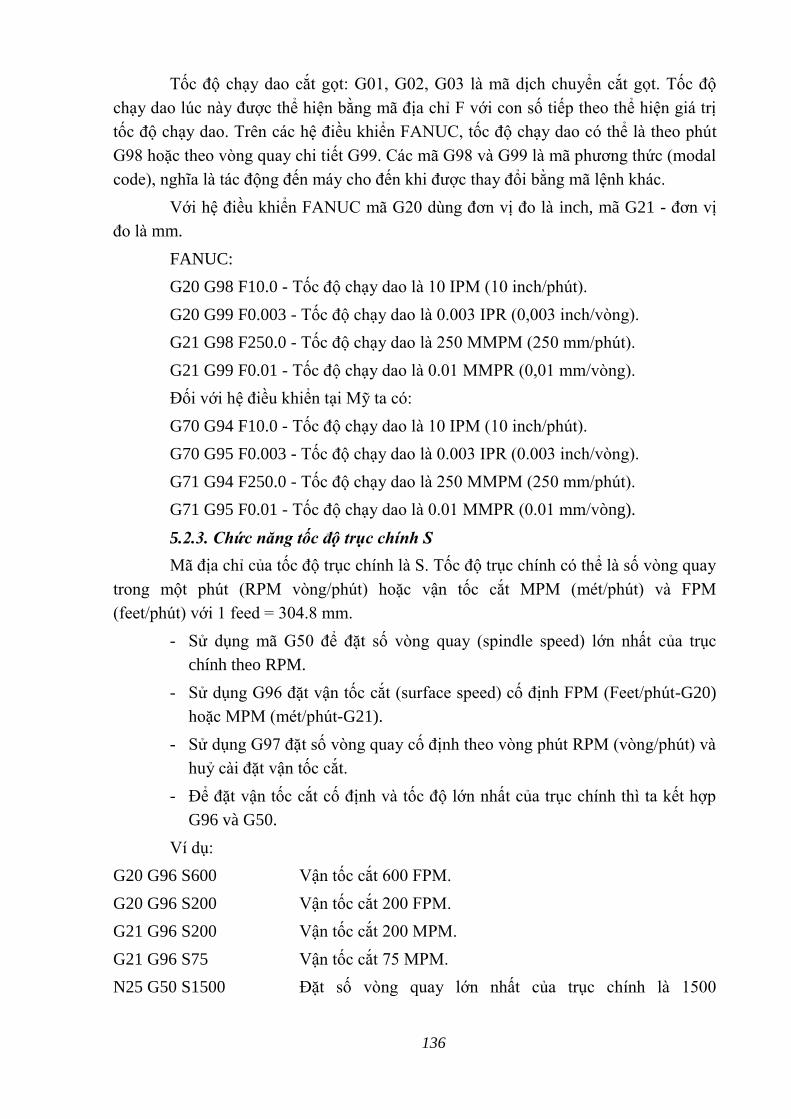
136
Tốc độ chạy dao cắt gọt: G01, G02, G03 là mã dịch chuyển cắt gọt. Tốc độ
chạy dao lúc này được thể hiện bằng mã địa chỉ F với con số tiếp theo thể hiện giá trị
tốc độ chạy dao. Trên các hệ điều khiển FANUC, tốc độ chạy dao có thể là theo phút
G98 hoặc theo vòng quay chi tiết G99. Các mã G98 và G99 là mã phương thức (modal
code), nghĩa là tác động đến máy cho đến khi được thay đổi bằng mã lệnh khác.
Với hệ điều khiển FANUC mã G20 dùng đơn vị đo là inch, mã G21 - đơn vị
đo là mm.
FANUC:
G20 G98 F10.0 - Tốc độ chạy dao là 10 IPM (10 inch/phút).
G20 G99 F0.003 - Tốc độ chạy dao là 0.003 IPR (0,003 inch/vòng).
G21 G98 F250.0 - Tốc độ chạy dao là 250 MMPM (250 mm/phút).
G21 G99 F0.01 - Tốc độ chạy dao là 0.01 MMPR (0,01 mm/vòng).
Đối với hệ điều khiển tại Mỹ ta có:
G70 G94 F10.0 - Tốc độ chạy dao là 10 IPM (10 inch/phút).
G70 G95 F0.003 - Tốc độ chạy dao là 0.003 IPR (0.003 inch/vòng).
G71 G94 F250.0 - Tốc độ chạy dao là 250 MMPM (250 mm/phút).
G71 G95 F0.01 - Tốc độ chạy dao là 0.01 MMPR (0.01 mm/vòng).
5.2.3. Chức năng tốc độ trục chính S
Mã địa chỉ của tốc độ trục chính là S. Tốc độ trục chính có thể là số vòng quay
trong một phút (RPM vòng/phút) hoặc vận tốc cắt MPM (mét/phút) và FPM
(feet/phút) với 1 feed = 304.8 mm.
- Sử dụng mã G50 để đặt số vòng quay (spindle speed) lớn nhất của trục
chính theo RPM.
- Sử dụng G96 đặt vận tốc cắt (surface speed) cố định FPM (Feet/phút-G20)
hoặc MPM (mét/phút-G21).
- Sử dụng G97 đặt số vòng quay cố định theo vòng phút RPM (vòng/phút) và
hu cài đặt vận tốc cắt.
- Để đặt vận tốc cắt cố định và tốc độ lớn nhất của trục chính thì ta kết hợp
G96 và G50.
Ví dụ:
G20 G96 S600 Vận tốc cắt 600 FPM.
G20 G96 S200 Vận tốc cắt 200 FPM.
G21 G96 S200 Vận tốc cắt 200 MPM.
G21 G96 S75 Vận tốc cắt 75 MPM.
N25 G50 S1500 Đặt số vòng quay lớn nhất của trục chính là 1500
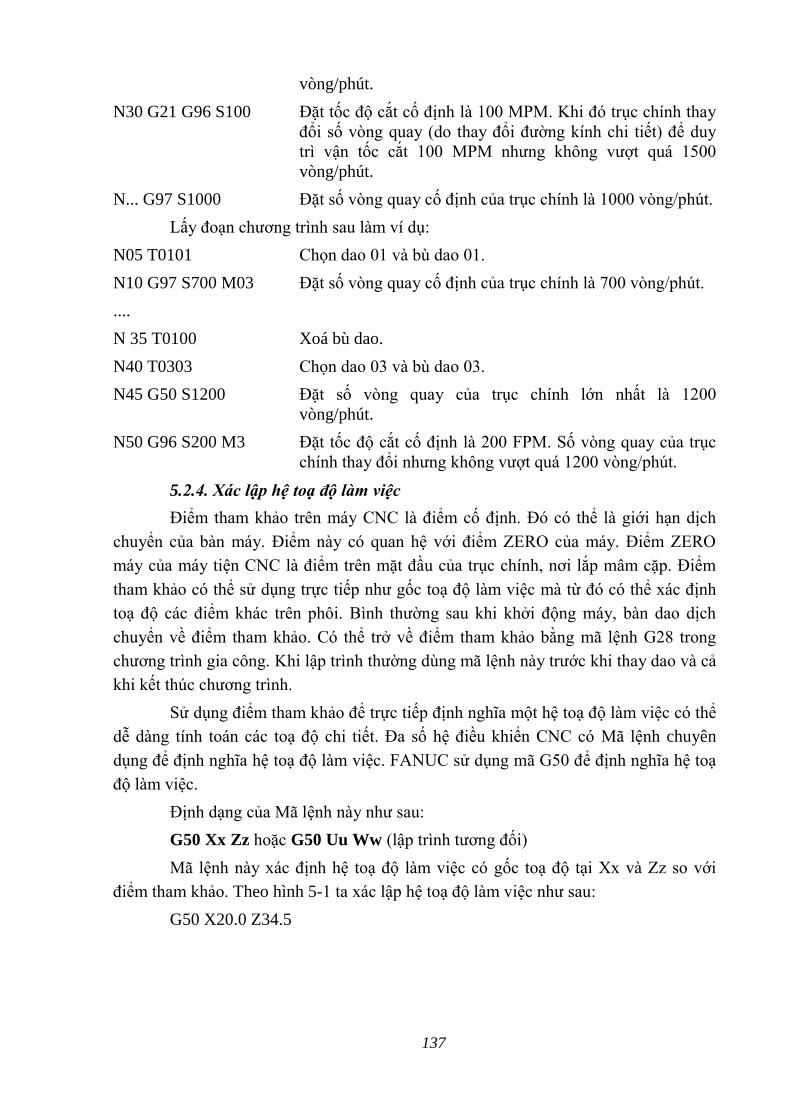
137
vòng/phút.
N30 G21 G96 S100 Đặt tốc độ cắt cố định là 100 MPM. Khi đó trục chính thay
đổi số vòng quay (do thay đổi đường kính chi tiết) để duy
trì vận tốc cắt 100 MPM nhưng không vượt quá 1500
vòng/phút.
N... G97 S1000 Đặt số vòng quay cố định của trục chính là 1000 vòng/phút.
Lấy đoạn chương trình sau làm ví dụ:
N05 T0101 Chọn dao 01 và bù dao 01.
N10 G97 S700 M03 Đặt số vòng quay cố định của trục chính là 700 vòng/phút.
....
N 35 T0100 Xoá bù dao.
N40 T0303 Chọn dao 03 và bù dao 03.
N45 G50 S1200 Đặt số vòng quay của trục chính lớn nhất là 1200
vòng/phút.
N50 G96 S200 M3 Đặt tốc độ cắt cố định là 200 FPM. Số vòng quay của trục
chính thay đổi nhưng không vượt quá 1200 vòng/phút.
5.2.4. Xác lập hệ toạ độ làm việc
Điểm tham khảo trên máy CNC là điểm cố định. Đó có thể là giới hạn dịch
chuyển của bàn máy. Điểm này có quan hệ với điểm ZERO của máy. Điểm ZERO
máy của máy tiện CNC là điểm trên mặt đầu của trục chính, nơi lắp mâm cặp. Điểm
tham khảo có thể sử dụng trực tiếp như gốc toạ độ làm việc mà từ đó có thể xác định
toạ độ các điểm khác trên phôi. Bình thường sau khi khởi động máy, bàn dao dịch
chuyển về điểm tham khảo. Có thể trở về điểm tham khảo bằng mã lệnh G28 trong
chương trình gia công. Khi lập trình thường dùng mã lệnh này trước khi thay dao và cả
khi kết thúc chương trình.
Sử dụng điểm tham khảo để trực tiếp định nghĩa một hệ toạ độ làm việc có thể
dễ dàng tính toán các toạ độ chi tiết. Đa số hệ điều khiển CNC có Mã lệnh chuyên
dụng để định nghĩa hệ toạ độ làm việc. FANUC sử dụng mã G50 để định nghĩa hệ toạ
độ làm việc.
Định dạng của Mã lệnh này như sau:
G50 Xx Zz hoặc G50 Uu Ww (lập trình tương đối)
Mã lệnh này xác định hệ toạ độ làm việc có gốc toạ độ tại Xx và Zz so với
điểm tham khảo. Theo hình 5-1 ta xác lập hệ toạ độ làm việc như sau:
G50 X20.0 Z34.5
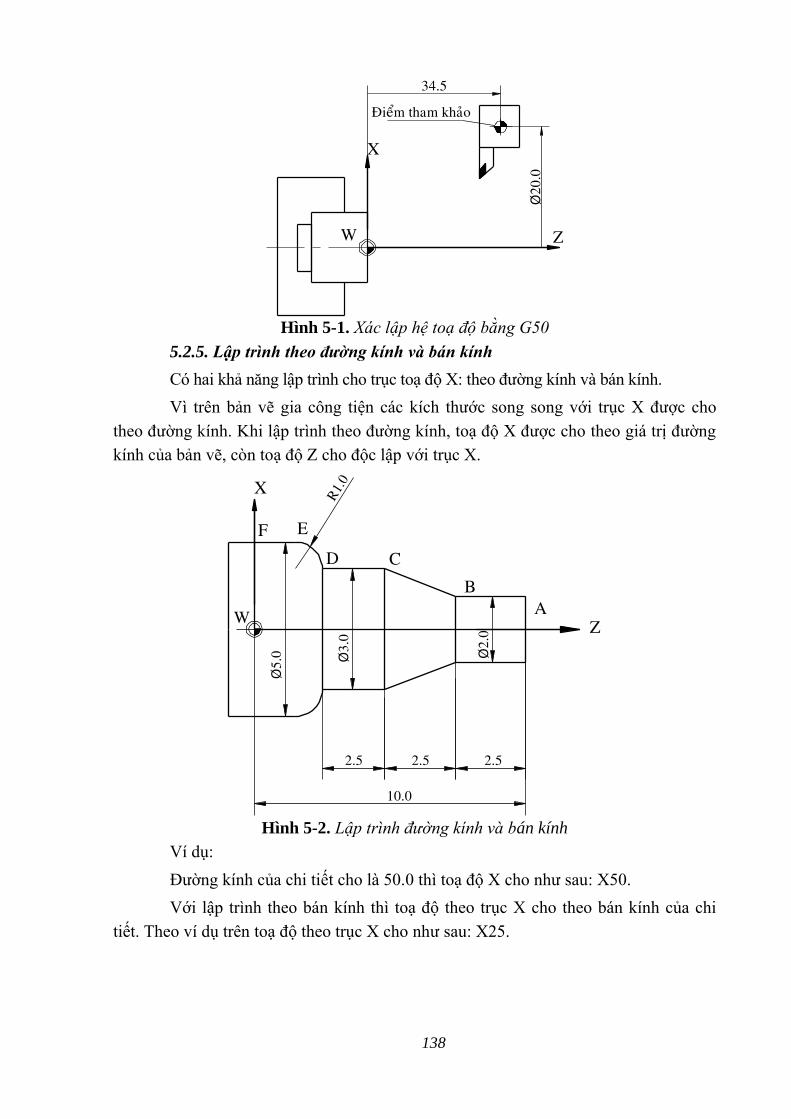
138
Ñieåm tham khaûo
X
Z
Ø2
0.0
34.5
W
Hình 5-1. Xác lập hệ toạ độ bằng G50
5.2.5. Lập trình theo đường kính và bán kính
Có hai khả năng lập trình cho trục toạ độ X: theo đường kính và bán kính.
Vì trên bản vẽ gia công tiện các kích thước song song với trục X được cho
theo đường kính. Khi lập trình theo đường kính, toạ độ X được cho theo giá trị đường
kính của bản vẽ, còn toạ độ Z cho độc lập với trục X.
R1.0
EF
W
CD
Ø5
.0 Ø3
.0
2.5 2.5
A
X
Z
2.5
10.0
Ø2
.0
B
Hình 5-2. Lập trình đường kính và bán kính
Ví dụ:
Đường kính của chi tiết cho là 50.0 thì toạ độ X cho như sau: X50.
Với lập trình theo bán kính thì toạ độ theo trục X cho theo bán kính của chi
tiết. Theo ví dụ trên toạ độ theo trục X cho như sau: X25.
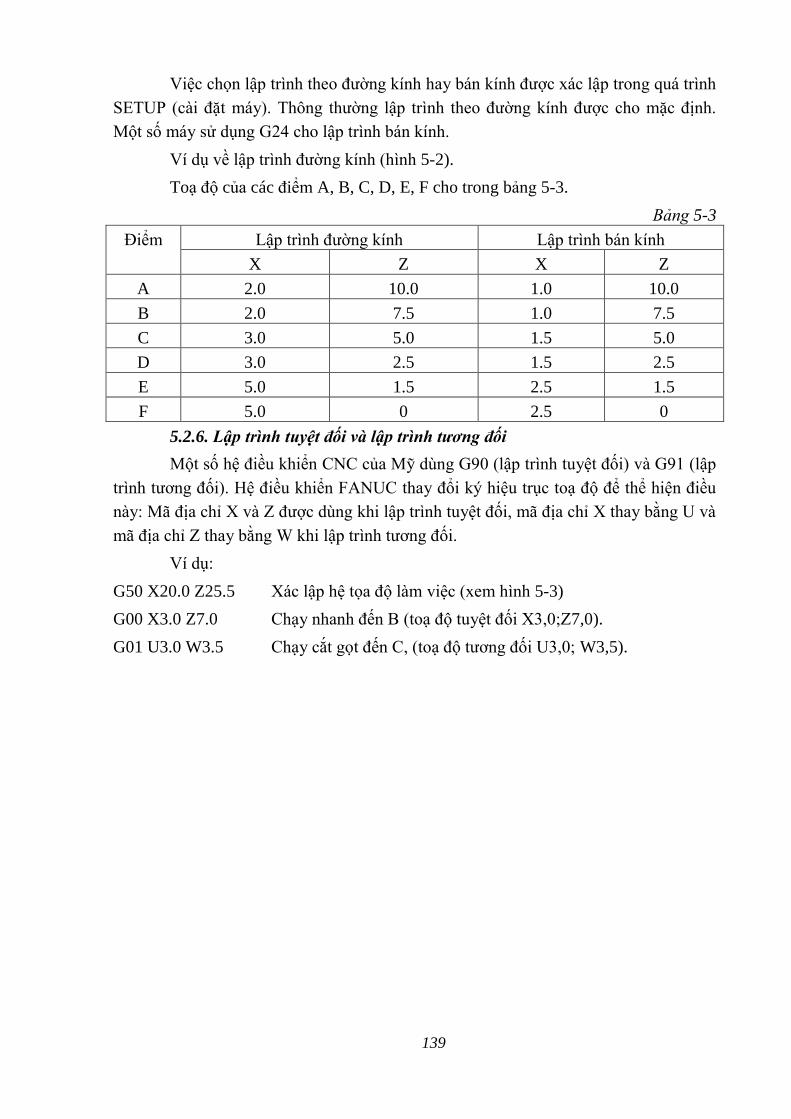
139
Việc chọn lập trình theo đường kính hay bán kính được xác lập trong quá trình
SETUP (cài đặt máy). Thông thường lập trình theo đường kính được cho mặc định.
Một số máy sử dụng G24 cho lập trình bán kính.
Ví dụ về lập trình đường kính (hình 5-2).
Toạ độ của các điểm A, B, C, D, E, F cho trong bảng 5-3.
Bảng 5-3
Điểm Lập trình đường kính Lập trình bán kính
X Z X Z
A 2.0 10.0 1.0 10.0
B 2.0 7.5 1.0 7.5
C 3.0 5.0 1.5 5.0
D 3.0 2.5 1.5 2.5
E 5.0 1.5 2.5 1.5
F 5.0 0 2.5 0
5.2.6. Lập trình tuyệt đối và lập trình tương đối
Một số hệ điều khiển CNC của Mỹ dùng G90 (lập trình tuyệt đối) và G91 (lập
trình tương đối). Hệ điều khiển FANUC thay đổi ký hiệu trục toạ độ để thể hiện điều
này: Mã địa chỉ X và Z được dùng khi lập trình tuyệt đối, mã địa chỉ X thay bằng U và
mã địa chỉ Z thay bằng W khi lập trình tương đối.
Ví dụ:
G50 X20.0 Z25.5 Xác lập hệ tọa độ làm việc (xem hình 5-3)
G00 X3.0 Z7.0 Chạy nhanh đến B (toạ độ tuyệt đối X3,0;Z7,0).
G01 U3.0 W3.5 Chạy cắt gọt đến C, (toạ độ tương đối U3,0; W3,5).
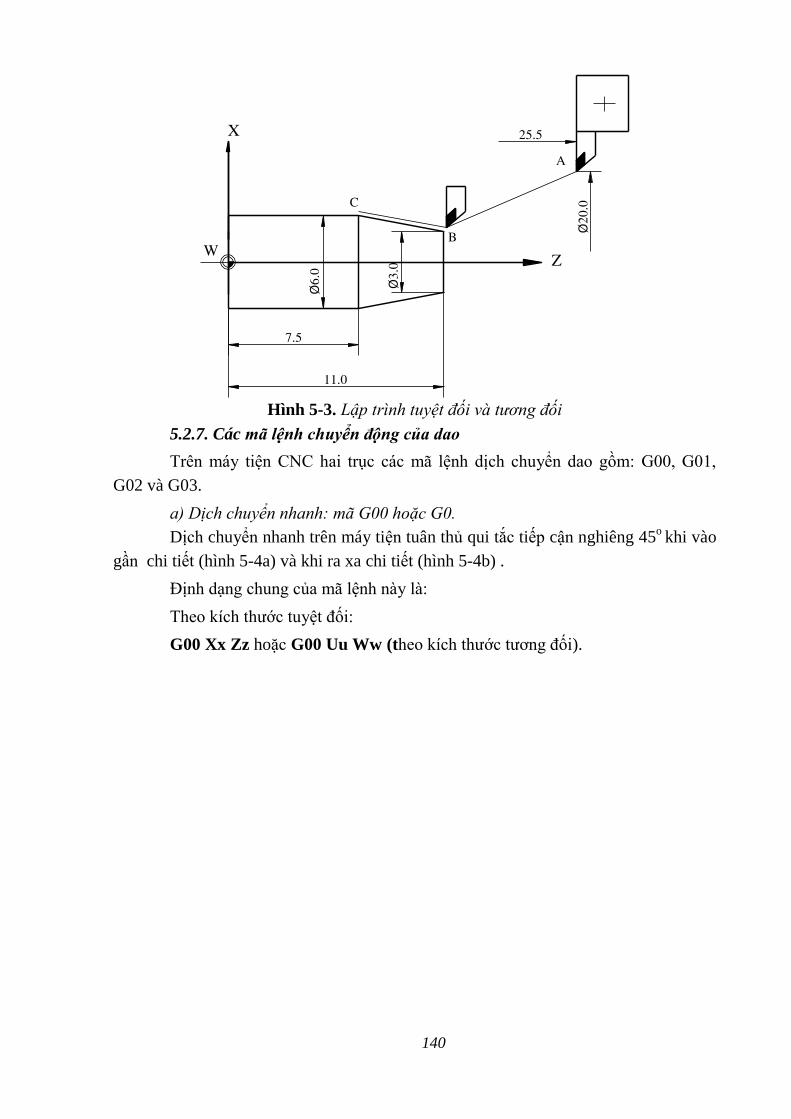
140
A
B
X
Z
7.5
11.0
Ø6
.0
Ø3
.0
25.5
Ø2
0.0
C
W
Hình 5-3. Lập trình tuyệt đối và tương đối
5.2.7. Các mã lệnh chuyển động của dao
Trên máy tiện CNC hai trục các mã lệnh dịch chuyển dao gồm: G00, G01,
G02 và G03.
a) Dịch chuyển nhanh: mã G00 hoặc G0.
Dịch chuyển nhanh trên máy tiện tuân thủ qui tắc tiếp cận nghiêng 45o
khi vào
gần chi tiết (hình 5-4a) và khi ra xa chi tiết (hình 5-4b) .
Định dạng chung của mã lệnh này là:
Theo kích thước tuyệt đối:
G00 Xx Zz hoặc G00 Uu Ww (theo kích thước tương đối).
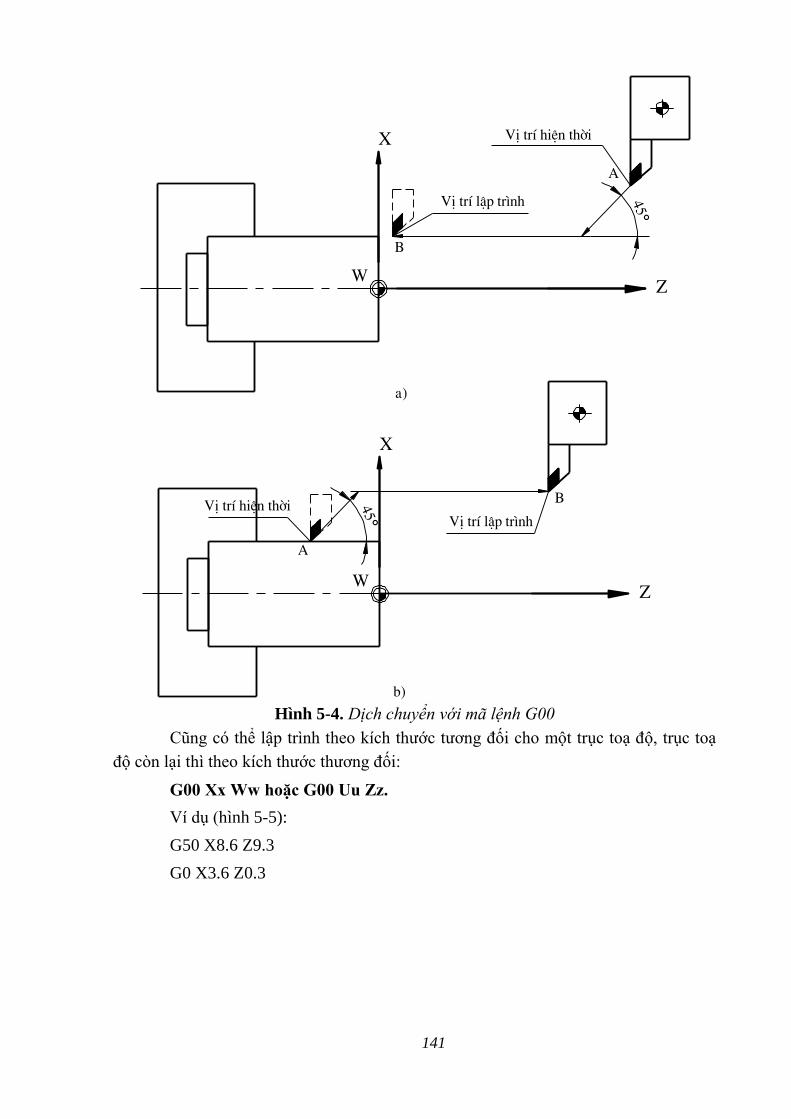
141
Z
X
B
A
Z
X
VÞ trÝ lËp tr×nh
B
A
VÞ trÝ lËp tr×nh
VÞ trÝ hiÖn thêi
W
W
45°
VÞ trÝ hiÖn thêi
45°
a)
b) Hình 5-4. Dịch chuyển với mã lệnh G00
Cũng có thể lập trình theo kích thước tương đối cho một trục toạ độ, trục toạ
độ còn lại thì theo kích thước thương đối:
G00 Xx Ww hoặc G00 Uu Zz.
Ví dụ (hình 5-5):
G50 X8.6 Z9.3
G0 X3.6 Z0.3
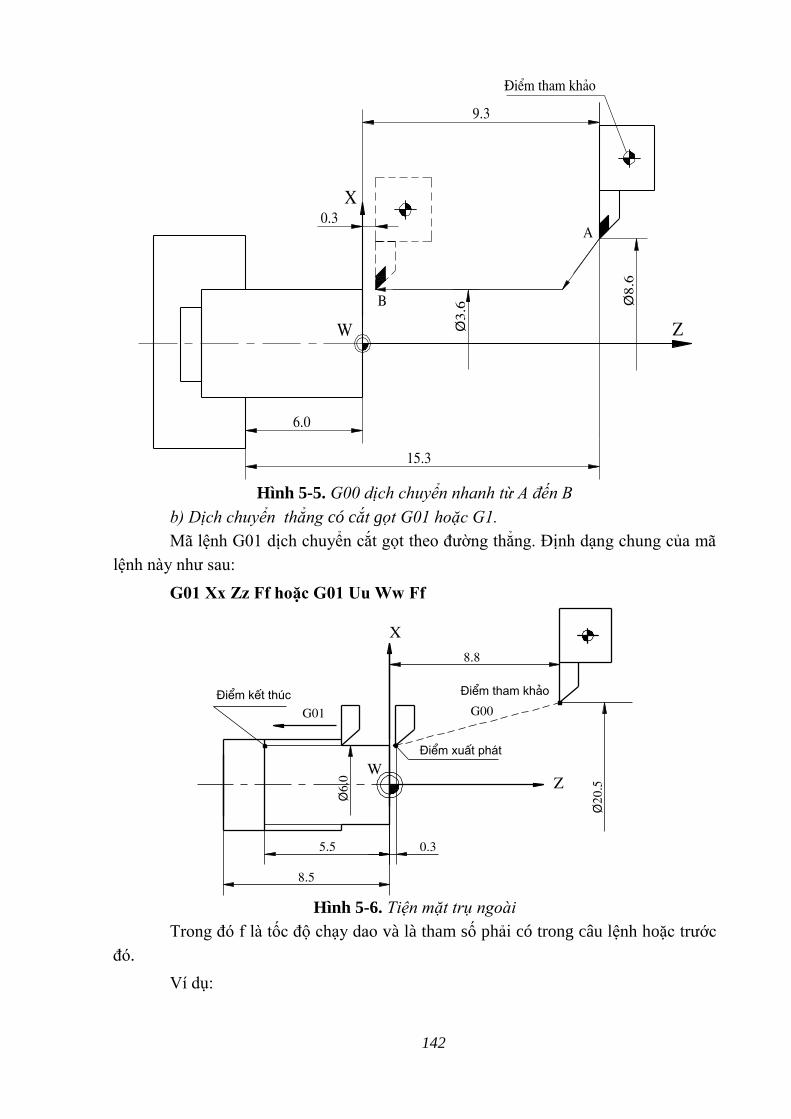
142
6.0
15.3
9.3
A
B
§iÓm tham kh¶o
X
ZØ3
.6 Ø
8.6
W
0.3
Hình 5-5. G00 dịch chuyển nhanh từ A đến B
b) Dịch chuyển thẳng có cắt gọt G01 hoặc G1.
Mã lệnh G01 dịch chuyển cắt gọt theo đường thẳng. Định dạng chung của mã
lệnh này như sau:
G01 Xx Zz Ff hoặc G01 Uu Ww Ff
8.8
§iÓm kÕt thóc
§iÓm xuÊt ph¸t
G01 G00
Ø2
0.5
X
§iÓm tham kh¶o
8.5
5.5
Z
W
Ø6
.0
0.3
Hình 5-6. Tiện mặt trụ ngoài
Trong đó f là tốc độ chạy dao và là tham số phải có trong câu lệnh hoặc trước
đó.
Ví dụ:
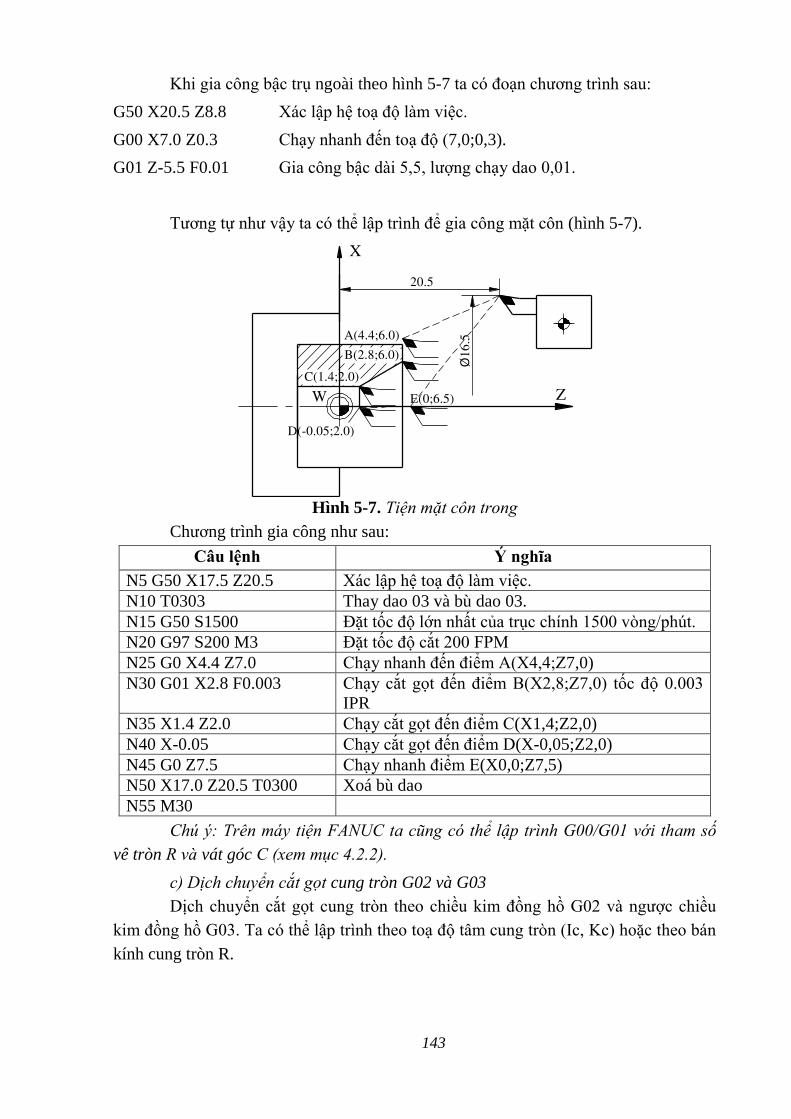
143
Khi gia công bậc trụ ngoài theo hình 5-7 ta có đoạn chương trình sau:
G50 X20.5 Z8.8 Xác lập hệ toạ độ làm việc.
G00 X7.0 Z0.3 Chạy nhanh đến toạ độ (7,0;0,3).
G01 Z-5.5 F0.01 Gia công bậc dài 5,5, lượng chạy dao 0,01.
Tương tự như vậy ta có thể lập trình để gia công mặt côn (hình 5-7).
Ø1
6.5
E(0;6.5)W
D(-0.05;2.0)
C(1.4;2.0)
B(2.8;6.0)
A(4.4;6.0)
Z
X
20.5
Hình 5-7. Tiện mặt côn trong
Chương trình gia công như sau:
Câu lệnh Ý nghĩa
N5 G50 X17.5 Z20.5 Xác lập hệ toạ độ làm việc.
N10 T0303 Thay dao 03 và bù dao 03.
N15 G50 S1500 Đặt tốc độ lớn nhất của trục chính 1500 vòng/phút.
N20 G97 S200 M3 Đặt tốc độ cắt 200 FPM
N25 G0 X4.4 Z7.0 Chạy nhanh đến điểm A(X4,4;Z7,0)
N30 G01 X2.8 F0.003 Chạy cắt gọt đến điểm B(X2,8;Z7,0) tốc độ 0.003
IPR
N35 X1.4 Z2.0 Chạy cắt gọt đến điểm C(X1,4;Z2,0)
N40 X-0.05 Chạy cắt gọt đến điểm D(X-0,05;Z2,0)
N45 G0 Z7.5 Chạy nhanh điểm E(X0,0;Z7,5)
N50 X17.0 Z20.5 T0300 Xoá bù dao
N55 M30
Chú ý: Trên máy tiện FANUC ta cũng có thể lập trình G00/G01 với tham số
vê tròn R và vát góc C (xem mục 4.2.2).
c) Dịch chuyển cắt gọt cung tròn G02 và G03
Dịch chuyển cắt gọt cung tròn theo chiều kim đồng hồ G02 và ngược chiều
kim đồng hồ G03. Ta có thể lập trình theo toạ độ tâm cung tròn (Ic, Kc) hoặc theo bán
kính cung tròn R.
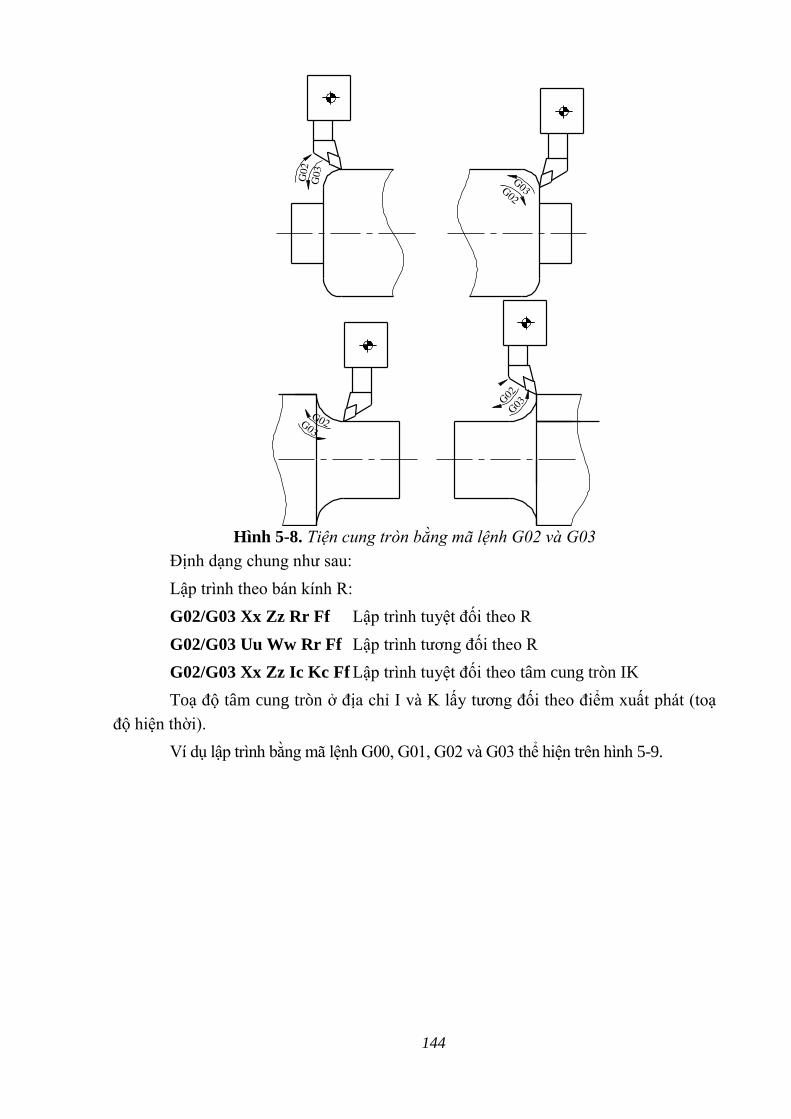
144
G03G
02
G02G
03
G02
G03
G03G
02
Hình 5-8. Tiện cung tròn bằng mã lệnh G02 và G03
Định dạng chung như sau:
Lập trình theo bán kính R:
G02/G03 Xx Zz Rr Ff Lập trình tuyệt đối theo R
G02/G03 Uu Ww Rr Ff Lập trình tương đối theo R
G02/G03 Xx Zz Ic Kc Ff Lập trình tuyệt đối theo tâm cung tròn IK
Toạ độ tâm cung tròn ở địa chỉ I và K lấy tương đối theo điểm xuất phát (toạ
độ hiện thời).
Ví dụ lập trình bằng mã lệnh G00, G01, G02 và G03 thể hiện trên hình 5-9.
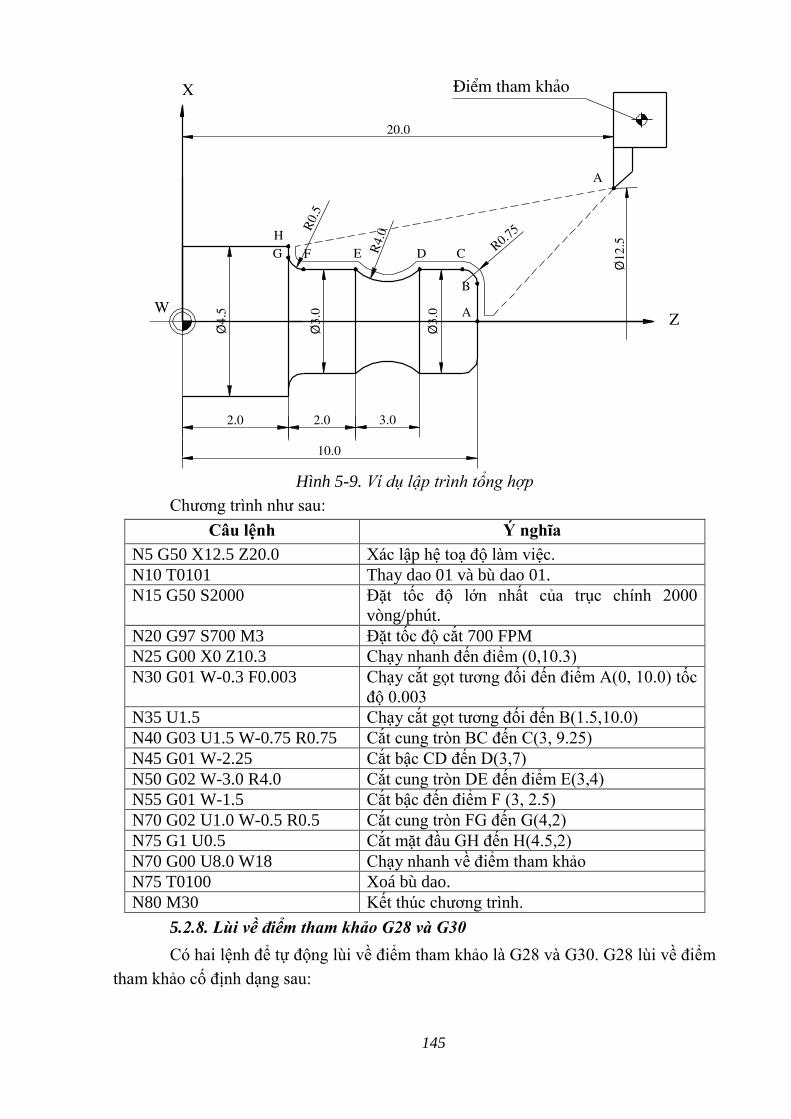
145
R4.0
R0.5
X
Z
A
2.0 2.0 3.0
10.0
Ø4
.5
Ø3
.0
Ø3
.0
R0.7
5
20.0
§iÓm tham kh¶o
A
B
CDEFG
H
Ø1
2.5
W
Hình 5-9. Ví dụ lập trình tổng hợp
Chương trình như sau:
Câu lệnh Ý nghĩa
N5 G50 X12.5 Z20.0 Xác lập hệ toạ độ làm việc.
N10 T0101 Thay dao 01 và bù dao 01.
N15 G50 S2000 Đặt tốc độ lớn nhất của trục chính 2000
vòng/phút.
N20 G97 S700 M3 Đặt tốc độ cắt 700 FPM
N25 G00 X0 Z10.3 Chạy nhanh đến điểm (0,10.3)
N30 G01 W-0.3 F0.003 Chạy cắt gọt tương đối đến điểm A(0, 10.0) tốc
độ 0.003
N35 U1.5 Chạy cắt gọt tương đối đến B(1.5,10.0)
N40 G03 U1.5 W-0.75 R0.75 Cắt cung tròn BC đến C(3, 9.25)
N45 G01 W-2.25 Cắt bậc CD đến D(3,7)
N50 G02 W-3.0 R4.0 Cắt cung tròn DE đến điểm E(3,4)
N55 G01 W-1.5 Cắt bậc đến điểm F (3, 2.5)
N70 G02 U1.0 W-0.5 R0.5 Cắt cung tròn FG đến G(4,2)
N75 G1 U0.5 Cắt mặt đầu GH đến H(4.5,2)
N70 G00 U8.0 W18 Chạy nhanh về điểm tham khảo
N75 T0100 Xoá bù dao.
N80 M30 Kết thúc chương trình.
5.2.8. Lùi về điểm tham khảo G28 và G30
Có hai lệnh để tự động lùi về điểm tham khảo là G28 và G30. G28 lùi về điểm
tham khảo cố định dạng sau:
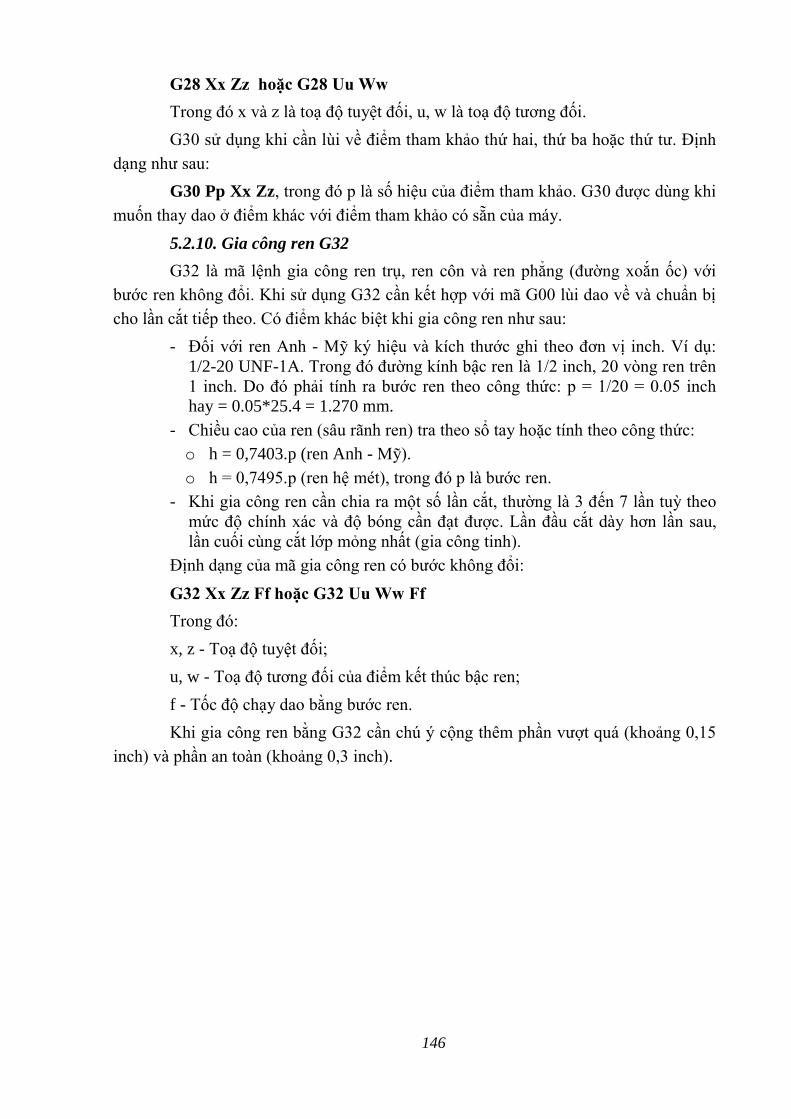
146
G28 Xx Zz hoặc G28 Uu Ww
Trong đó x và z là toạ độ tuyệt đối, u, w là toạ độ tương đối.
G30 sử dụng khi cần lùi về điểm tham khảo thứ hai, thứ ba hoặc thứ tư. Định
dạng như sau:
G30 Pp Xx Zz, trong đó p là số hiệu của điểm tham khảo. G30 được dùng khi
muốn thay dao ở điểm khác với điểm tham khảo có sẵn của máy.
5.2.10. Gia công ren G32
G32 là mã lệnh gia công ren trụ, ren côn và ren phẳng (đường xoắn ốc) với
bước ren không đổi. Khi sử dụng G32 cần kết hợp với mã G00 lùi dao về và chuẩn bị
cho lần cắt tiếp theo. Có điểm khác biệt khi gia công ren như sau:
- Đối với ren Anh - Mỹ ký hiệu và kích thước ghi theo đơn vị inch. Ví dụ:
1/2-20 UNF-1A. Trong đó đường kính bậc ren là 1/2 inch, 20 vòng ren trên
1 inch. Do đó phải tính ra bước ren theo công thức: p = 1/20 = 0.05 inch
hay = 0.05*25.4 = 1.270 mm.
- Chiều cao của ren (sâu rãnh ren) tra theo sổ tay hoặc tính theo công thức:
o h = 0,7403.p (ren Anh - Mỹ).
o h = 0,7495.p (ren hệ mét), trong đó p là bước ren.
- Khi gia công ren cần chia ra một số lần cắt, thường là 3 đến 7 lần tuỳ theo
mức độ chính xác và độ bóng cần đạt được. Lần đầu cắt dày hơn lần sau,
lần cuối cùng cắt lớp mỏng nhất (gia công tinh).
Định dạng của mã gia công ren có bước không đổi:
G32 Xx Zz Ff hoặc G32 Uu Ww Ff
Trong đó:
x, z - Toạ độ tuyệt đối;
u, w - Toạ độ tương đối của điểm kết thúc bậc ren;
f - Tốc độ chạy dao bằng bước ren.
Khi gia công ren bằng G32 cần chú ý cộng thêm phần vượt quá (khoảng 0,15
inch) và phần an toàn (khoảng 0,3 inch).
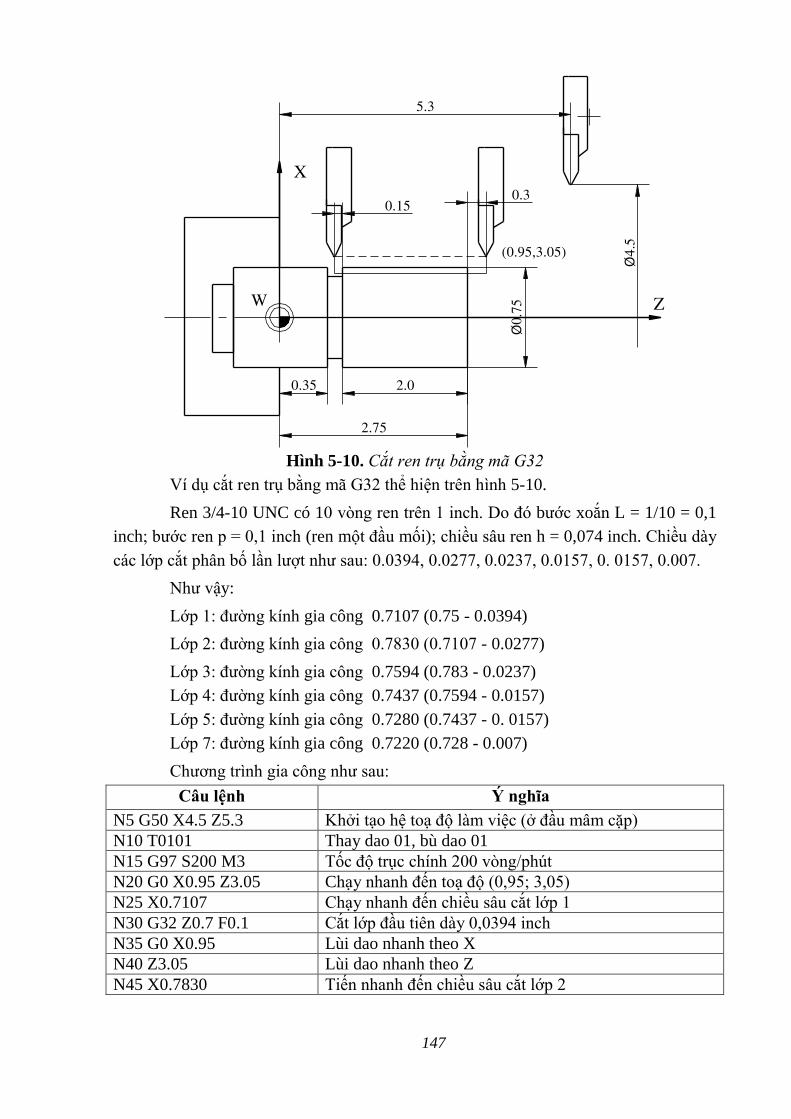
147
2.75
X
Z
0.15
0.3
5.3
Ø0
.75
2.00.35
(0.95,3.05)
Ø4
.5
W
Hình 5-10. Cắt ren trụ bằng mã G32
Ví dụ cắt ren trụ bằng mã G32 thể hiện trên hình 5-10.
Ren 3/4-10 UNC có 10 vòng ren trên 1 inch. Do đó bước xoắn L = 1/10 = 0,1
inch; bước ren p = 0,1 inch (ren một đầu mối); chiều sâu ren h = 0,074 inch. Chiều dày
các lớp cắt phân bố lần lượt như sau: 0.0394, 0.0277, 0.0237, 0.0157, 0. 0157, 0.007.
Như vậy:
Lớp 1: đường kính gia công 0.7107 (0.75 - 0.0394)
Lớp 2: đường kính gia công 0.7830 (0.7107 - 0.0277)
Lớp 3: đường kính gia công 0.7594 (0.783 - 0.0237)
Lớp 4: đường kính gia công 0.7437 (0.7594 - 0.0157)
Lớp 5: đường kính gia công 0.7280 (0.7437 - 0. 0157)
Lớp 7: đường kính gia công 0.7220 (0.728 - 0.007)
Chương trình gia công như sau:
Câu lệnh Ý nghĩa
N5 G50 X4.5 Z5.3 Khởi tạo hệ toạ độ làm việc (ở đầu mâm cặp)
N10 T0101 Thay dao 01, bù dao 01
N15 G97 S200 M3 Tốc độ trục chính 200 vòng/phút
N20 G0 X0.95 Z3.05 Chạy nhanh đến toạ độ (0,95; 3,05)
N25 X0.7107 Chạy nhanh đến chiều sâu cắt lớp 1
N30 G32 Z0.7 F0.1 Cắt lớp đầu tiên dày 0,0394 inch
N35 G0 X0.95 Lùi dao nhanh theo X
N40 Z3.05 Lùi dao nhanh theo Z
N45 X0.7830 Tiến nhanh đến chiều sâu cắt lớp 2
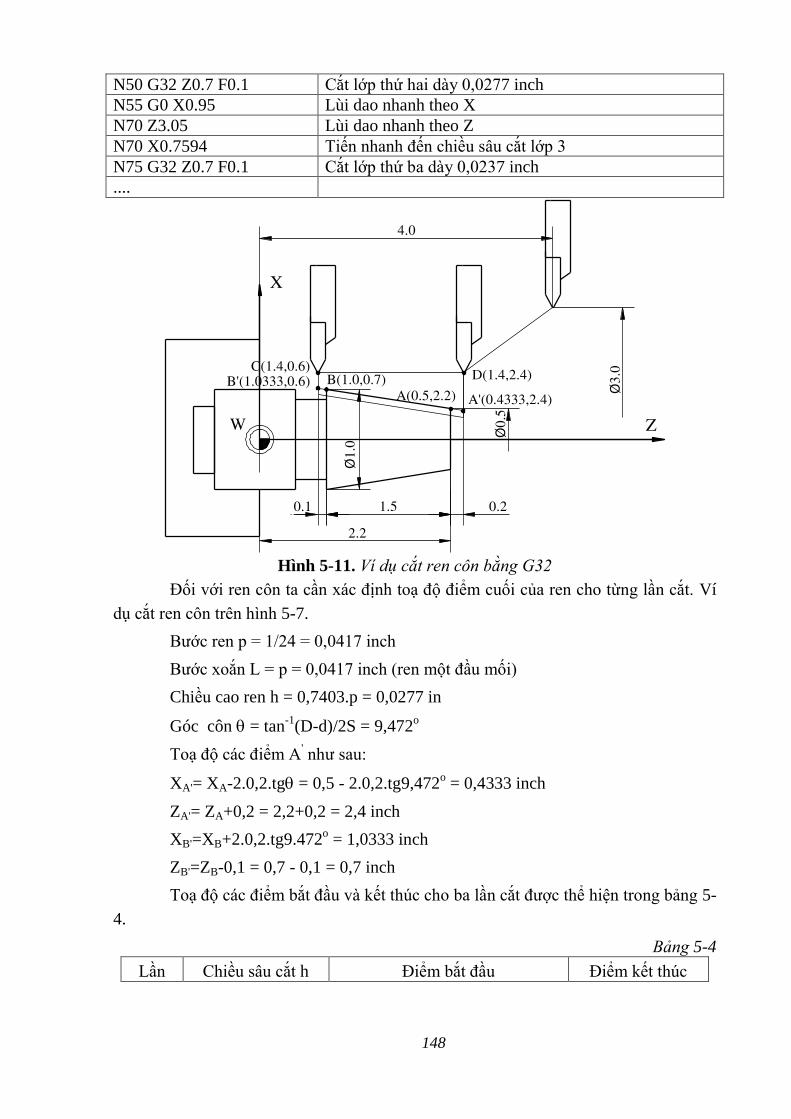
148
N50 G32 Z0.7 F0.1 Cắt lớp thứ hai dày 0,0277 inch
N55 G0 X0.95 Lùi dao nhanh theo X
N70 Z3.05 Lùi dao nhanh theo Z
N70 X0.7594 Tiến nhanh đến chiều sâu cắt lớp 3
N75 G32 Z0.7 F0.1 Cắt lớp thứ ba dày 0,0237 inch
....
4.0
X
A'(0.4333,2.4)
1.5
2.2
0.2
Z
Ø0
.5
A(0.5,2.2)
C(1.4,0.6)D(1.4,2.4)
B(1.0,0.7)B'(1.0333,0.6)
Ø1
.0
Ø3
.0
W
0.1
Hình 5-11. Ví dụ cắt ren côn bằng G32
Đối với ren côn ta cần xác định toạ độ điểm cuối của ren cho từng lần cắt. Ví
dụ cắt ren côn trên hình 5-7.
Bước ren p = 1/24 = 0,0417 inch
Bước xoắn L = p = 0,0417 inch (ren một đầu mối)
Chiều cao ren h = 0,7403.p = 0,0277 in
Góc côn = tan-1
(D-d)/2S = 9,472o
Toạ độ các điểm A' như sau:
XA'= XA-2.0,2.tg = 0,5 - 2.0,2.tg9,472o = 0,4333 inch
ZA'= ZA+0,2 = 2,2+0,2 = 2,4 inch
XB'=XB+2.0,2.tg9.472o = 1,0333 inch
ZB'=ZB-0,1 = 0,7 - 0,1 = 0,7 inch
Toạ độ các điểm bắt đầu và kết thúc cho ba lần cắt được thể hiện trong bảng 5-
4.
Bảng 5-4
Lần Chiều sâu cắt h Điểm bắt đầu Điểm kết thúc
149
cắt (theo đường kính) XA'-h ZA' XB'-h ZB'
Lần 1 0.0315 0.4018 (0.4333-0.0315) 2.4 1.0018 0.7
Lần 2 0.0157 0.3871 (0.4018-0.0157) 2.4 0.9871 0.7
Lần 3 0.0072 0.3799(0.3871-0.0072) 2.4 0.9799 0.7
5.2.11. Cắt ren có bước thay đổi G34
G34 được sử dụng khi bước ren thay đổi theo qui luật gia tăng (hoặc giảm) sau
mỗi vòng ren.
Định dạng như sau:
G34 Xx Zz Ff Kk hoặc G34 Uu Ww Ff Kk
L+3k L+2k L+1k L
L-3k L-2k L-1k L
Hình 5-12. Bước ren gia tăng (k dương) và giảm (k âm).
Trong đó:
x, z - Toạ độ tuyệt đối của điểm cuối phần ren.
u, w - Khoảng cách được đo từ điểm đầu đến điểm cuối của ren theo trục X và
Z.
f – Vận tốc chạy dao (bằng bước ren).
k - Lượng gia tăng (hoặc giảm) bước ren sau mỗi vòng ren (xem hình 5-12).
150
Chƣơng 6 RÔ-BỐT CÔNG NGHIỆP
6.1. Sơ lƣợc quá trình phát triển của rô-bốt công nghiệp
Gợi ý về mặt ý tưởng cho các nhà sáng chế kỹ thuật về những cơ cấu, máy
móc bắt chước những hoạt động cơ bắp của con người có lẽ xuất phát từ Cộng hòa
Czech. Từ năm 1921, trong vở kịch “Rossum’s Universal Robots”, bố con nhà
Rossum đã chế tạo ra những chiếc máy gần giống với con người để phục vụ con
người. Thuật ngữ Rô-bốt xuất phát từ tiếng Czech “Robota” có nghĩa là công việc tạp
dịch.
Trên thực tế, một trong những rô-bốt công nghiệp đầu tiên được công ty AMF
(Mỹ) chế tạo vào đầu những năm 60 của thế k trước, đó là rô-bốt Versatran. Cũng
vào khoảng thời gian này, ở Mỹ xuất hiện loại rô-bốt Unimate-1900, chúng được dùng
đầu tiên trong ngành công nghiệp ôtô. Tiếp theo Mỹ, các nước khác bắt đầu sản xuất
rô-bốt công nghiệp: Anh (1967), Thụy Điển và Nhật (1968, theo bản quyền của Mỹ),
CHLB Đức (1971), Pháp (1972), Ý (1973),…
Về mặt kỹ thuật, những rô-bốt công nghiệp ngày nay, có nguồn gốc từ hai lĩnh
vực kỹ thuật ra đời sớm hơn, đó là các cơ cấu điều khiển từ xa và các máy công cụ
điều khiển số. Có thể nói, rô-bốt là sự tổ hợp khả năng hoạt động linh hoạt của các cơ
cấu điều khiển từ xa với mức độ “tri thức” ngày càng phong phú của hệ thống điều
khiển theo chương trình số, cũng như kỹ thuật chế tạo các bộ cảm biến, công nghệ lập
trình, sự phát triển của lĩnh vực trí tuệ nhân tạo, hệ chuyên gia,…
Tính năng làm việc của rô-bốt ngày càng được nâng cao, nhất là về khả năng
nhận biết và xử lý. Các rô-bốt được trang bị thêm các loại cảm biến khác nhau để nhận
biết môi trường xung quanh. Cùng với những thành tựu to lớn của lĩnh vực điện tử -
tin học đã tạo ra các thế hệ rô-bốt với nhiều tính năng đặc biệt. Số lượng rô-bốt ngày
càng tăng, giá thành ngày một giảm. Do vậy, rô-bốt công nghiệp đã có vị trí quan
trọng trong các dây chuyền sản xuất tự động.
Mỹ là nước phát minh ra rô-bốt, nhưng nước có những phát triển cao nhất
trong lĩnh vực nghiên cứu, chế tạo và sử dụng rô-bốt lại là Nhật Bản.
6.2. Cấu trúc cơ bản của rô-bốt công nghiệp
Một rô-bốt công nghiệp thường bao gồm các thành phần chính như: cánh tay
chấp hành, nguồn động lực, dụng cụ gắn lên khâu chấp hành cuối, các cảm biến, bộ
điều khiển, thiết bị dạy học, máy tính,…Các phần mềm lập trình cũng có thể được coi
là một thành phần của hệ thống rô-bốt. Các thành phần này có quan hệ như hình 6-1.
Cánh tay rô-bốt: là kết cấu cơ khí gồm các khâu liên kết với nhau bằng các
khớp động để có thể tạo nên các chuyển động cơ bản của rô-bốt.
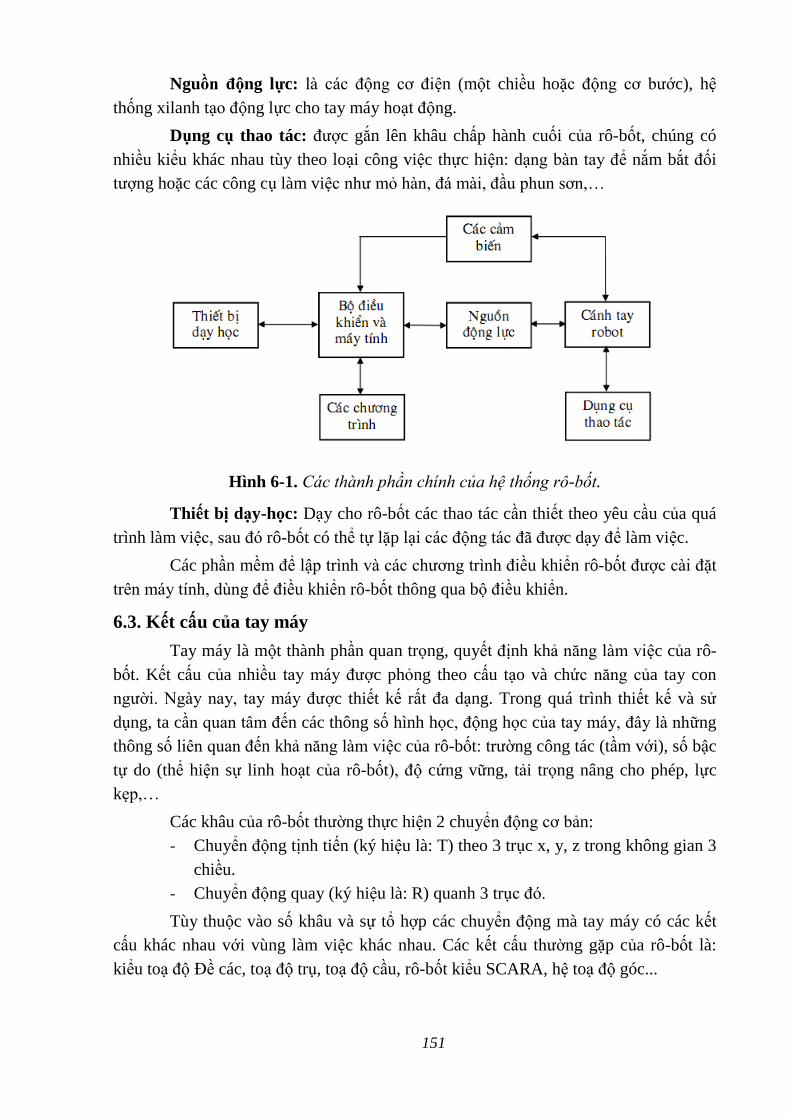
151
Nguồn động lực: là các động cơ điện (một chiều hoặc động cơ bước), hệ
thống xilanh tạo động lực cho tay máy hoạt động.
Dụng cụ thao tác: được gắn lên khâu chấp hành cuối của rô-bốt, chúng có
nhiều kiểu khác nhau tùy theo loại công việc thực hiện: dạng bàn tay để nắm bắt đối
tượng hoặc các công cụ làm việc như mỏ hàn, đá mài, đầu phun sơn,…
Hình 6-1. Các thành phần chính của hệ thống rô-bốt.
Thiết bị dạy-học: Dạy cho rô-bốt các thao tác cần thiết theo yêu cầu của quá
trình làm việc, sau đó rô-bốt có thể tự lặp lại các động tác đã được dạy để làm việc.
Các phần mềm để lập trình và các chương trình điều khiển rô-bốt được cài đặt
trên máy tính, dùng để điều khiển rô-bốt thông qua bộ điều khiển.
6.3. Kết cấu của tay máy
Tay máy là một thành phần quan trọng, quyết định khả năng làm việc của rô-
bốt. Kết cấu của nhiều tay máy được phỏng theo cấu tạo và chức năng của tay con
người. Ngày nay, tay máy được thiết kế rất đa dạng. Trong quá trình thiết kế và sử
dụng, ta cần quan tâm đến các thông số hình học, động học của tay máy, đây là những
thông số liên quan đến khả năng làm việc của rô-bốt: trường công tác (tầm với), số bậc
tự do (thể hiện sự linh hoạt của rô-bốt), độ cứng vững, tải trọng nâng cho phép, lực
kẹp,…
Các khâu của rô-bốt thường thực hiện 2 chuyển động cơ bản:
- Chuyển động tịnh tiến (ký hiệu là: T) theo 3 trục x, y, z trong không gian 3
chiều.
- Chuyển động quay (ký hiệu là: R) quanh 3 trục đó.
Tùy thuộc vào số khâu và sự tổ hợp các chuyển động mà tay máy có các kết
cấu khác nhau với vùng làm việc khác nhau. Các kết cấu thường gặp của rô-bốt là:
kiểu toạ độ Đề các, toạ độ trụ, toạ độ cầu, rô-bốt kiểu SCARA, hệ toạ độ góc...
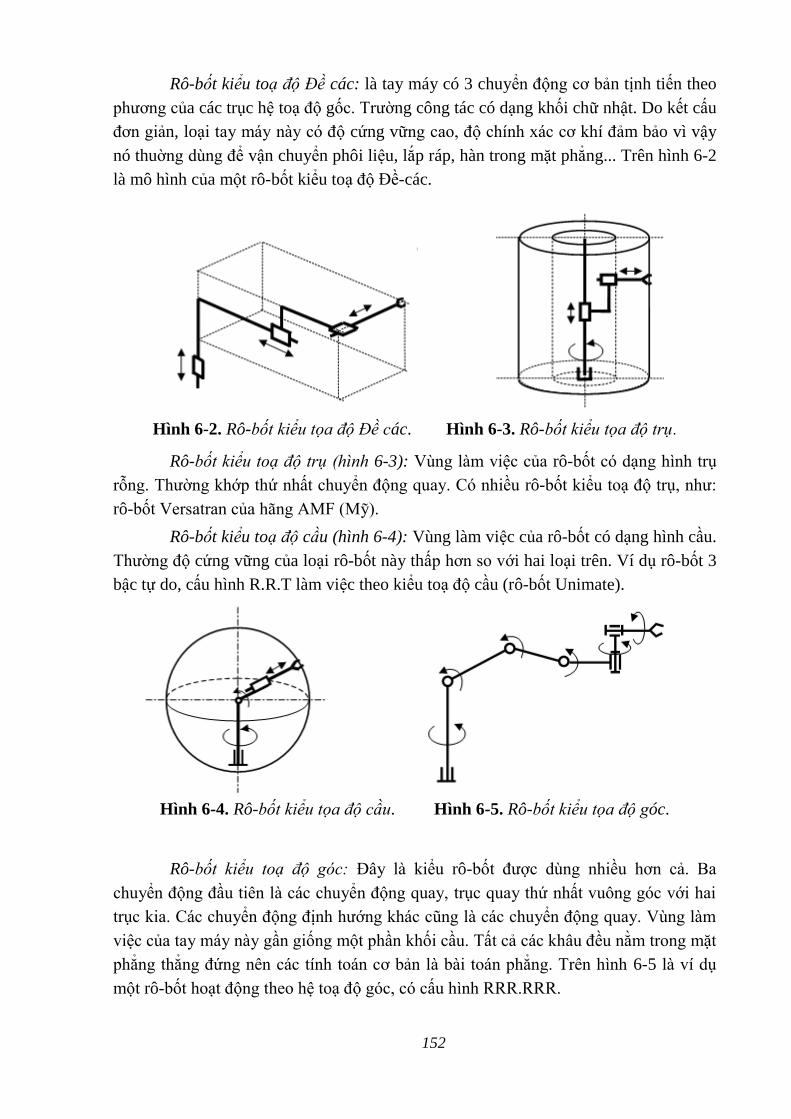
152
Rô-bốt kiểu toạ độ ề các: là tay máy có 3 chuyển động cơ bản tịnh tiến theo
phương của các trục hệ toạ độ gốc. Trường công tác có dạng khối chữ nhật. Do kết cấu
đơn giản, loại tay máy này có độ cứng vững cao, độ chính xác cơ khí đảm bảo vì vậy
nó thuờng dùng để vận chuyển phôi liệu, lắp ráp, hàn trong mặt phẳng... Trên hình 6-2
là mô hình của một rô-bốt kiểu toạ độ Đề-các.
Hình 6-2. Rô-bốt kiểu tọa độ ề các. Hình 6-3. Rô-bốt kiểu tọa độ trụ.
Rô-bốt kiểu toạ độ trụ (hình 6-3): Vùng làm việc của rô-bốt có dạng hình trụ
rỗng. Thường khớp thứ nhất chuyển động quay. Có nhiều rô-bốt kiểu toạ độ trụ, như:
rô-bốt Versatran của hãng AMF (Mỹ).
Rô-bốt kiểu toạ độ cầu (hình 6-4): Vùng làm việc của rô-bốt có dạng hình cầu.
Thường độ cứng vững của loại rô-bốt này thấp hơn so với hai loại trên. Ví dụ rô-bốt 3
bậc tự do, cấu hình R.R.T làm việc theo kiểu toạ độ cầu (rô-bốt Unimate).
Hình 6-4. Rô-bốt kiểu tọa độ cầu. Hình 6-5. Rô-bốt kiểu tọa độ góc.
Rô-bốt kiểu toạ độ góc: Đây là kiểu rô-bốt được dùng nhiều hơn cả. Ba
chuyển động đầu tiên là các chuyển động quay, trục quay thứ nhất vuông góc với hai
trục kia. Các chuyển động định hướng khác cũng là các chuyển động quay. Vùng làm
việc của tay máy này gần giống một phần khối cầu. Tất cả các khâu đều nằm trong mặt
phẳng thẳng đứng nên các tính toán cơ bản là bài toán phẳng. Trên hình 6-5 là ví dụ
một rô-bốt hoạt động theo hệ toạ độ góc, có cấu hình RRR.RRR.
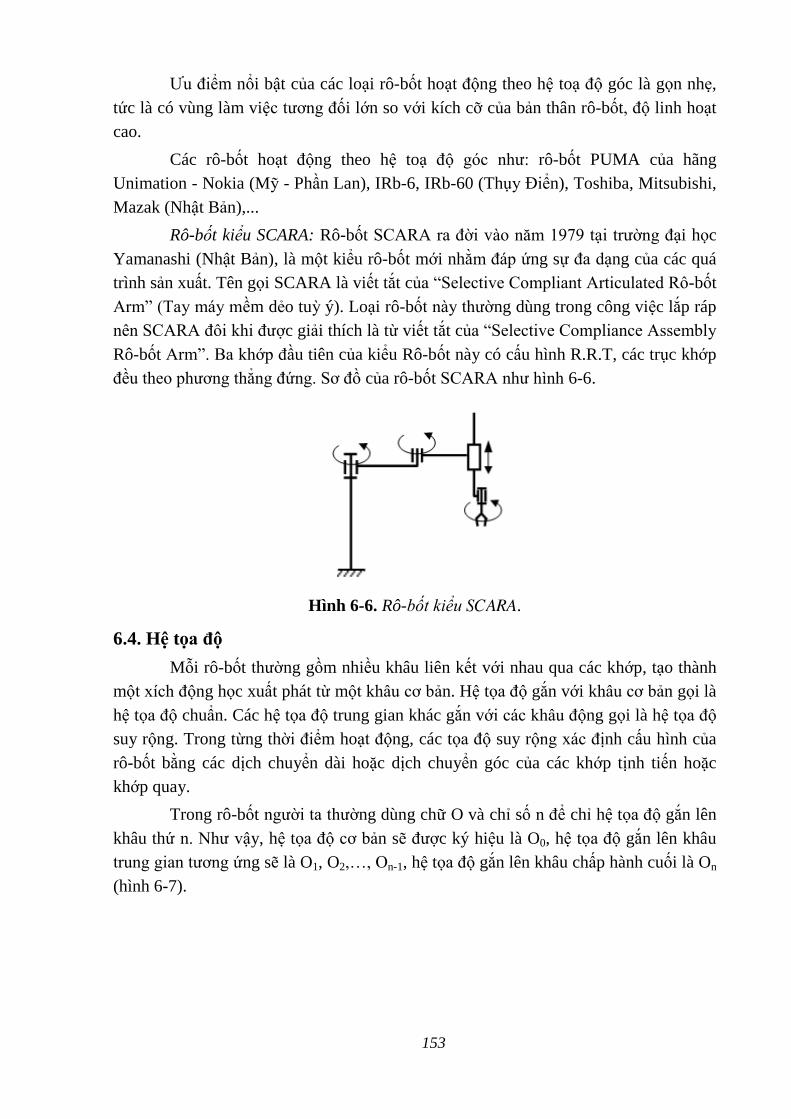
153
Ưu điểm nổi bật của các loại rô-bốt hoạt động theo hệ toạ độ góc là gọn nhẹ,
tức là có vùng làm việc tương đối lớn so với kích cỡ của bản thân rô-bốt, độ linh hoạt
cao.
Các rô-bốt hoạt động theo hệ toạ độ góc như: rô-bốt PUMA của hãng
Unimation - Nokia (Mỹ - Phần Lan), IRb-6, IRb-60 (Thụy Điển), Toshiba, Mitsubishi,
Mazak (Nhật Bản),...
Rô-bốt kiểu SCARA: Rô-bốt SCARA ra đời vào năm 1979 tại trường đại học
Yamanashi (Nhật Bản), là một kiểu rô-bốt mới nhằm đáp ứng sự đa dạng của các quá
trình sản xuất. Tên gọi SCARA là viết tắt của “Selective Compliant Articulated Rô-bốt
Arm” (Tay máy mềm dẻo tuỳ ý). Loại rô-bốt này thường dùng trong công việc lắp ráp
nên SCARA đôi khi được giải thích là từ viết tắt của “Selective Compliance Assembly
Rô-bốt Arm”. Ba khớp đầu tiên của kiểu Rô-bốt này có cấu hình R.R.T, các trục khớp
đều theo phương thẳng đứng. Sơ đồ của rô-bốt SCARA như hình 6-6.
Hình 6-6. Rô-bốt kiểu SCARA.
6.4. Hệ tọa độ
Mỗi rô-bốt thường gồm nhiều khâu liên kết với nhau qua các khớp, tạo thành
một xích động học xuất phát từ một khâu cơ bản. Hệ tọa độ gắn với khâu cơ bản gọi là
hệ tọa độ chuẩn. Các hệ tọa độ trung gian khác gắn với các khâu động gọi là hệ tọa độ
suy rộng. Trong từng thời điểm hoạt động, các tọa độ suy rộng xác định cấu hình của
rô-bốt bằng các dịch chuyển dài hoặc dịch chuyển góc của các khớp tịnh tiến hoặc
khớp quay.
Trong rô-bốt người ta thường dùng chữ O và chỉ số n để chỉ hệ tọa độ gắn lên
khâu thứ n. Như vậy, hệ tọa độ cơ bản sẽ được ký hiệu là O0, hệ tọa độ gắn lên khâu
trung gian tương ứng sẽ là O1, O2,…, On-1, hệ tọa độ gắn lên khâu chấp hành cuối là On
(hình 6-7).
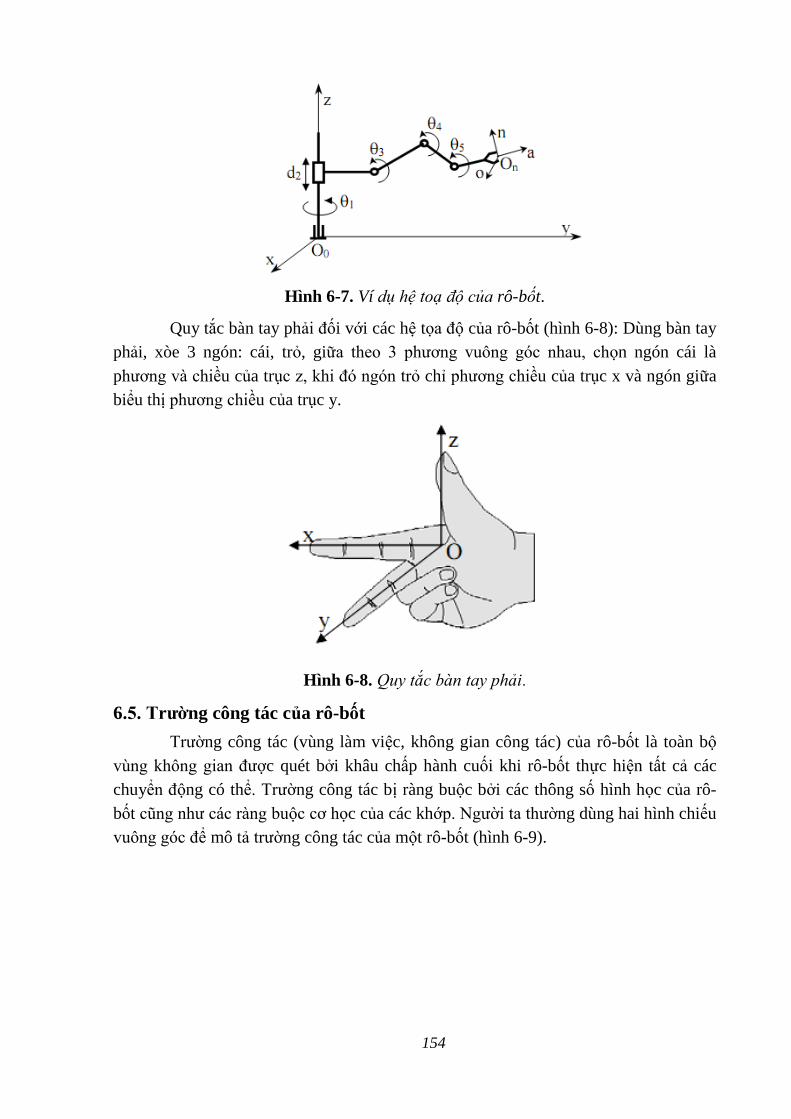
154
Hình 6-7. Ví dụ hệ toạ độ của rô-bốt.
Quy tắc bàn tay phải đối với các hệ tọa độ của rô-bốt (hình 6-8): Dùng bàn tay
phải, xòe 3 ngón: cái, trỏ, giữa theo 3 phương vuông góc nhau, chọn ngón cái là
phương và chiều của trục z, khi đó ngón trỏ chỉ phương chiều của trục x và ngón giữa
biểu thị phương chiều của trục y.
Hình 6-8. Quy tắc bàn tay phải.
6.5. Trƣờng công tác của rô-bốt
Trường công tác (vùng làm việc, không gian công tác) của rô-bốt là toàn bộ
vùng không gian được quét bởi khâu chấp hành cuối khi rô-bốt thực hiện tất cả các
chuyển động có thể. Trường công tác bị ràng buộc bởi các thông số hình học của rô-
bốt cũng như các ràng buộc cơ học của các khớp. Người ta thường dùng hai hình chiếu
vuông góc để mô tả trường công tác của một rô-bốt (hình 6-9).
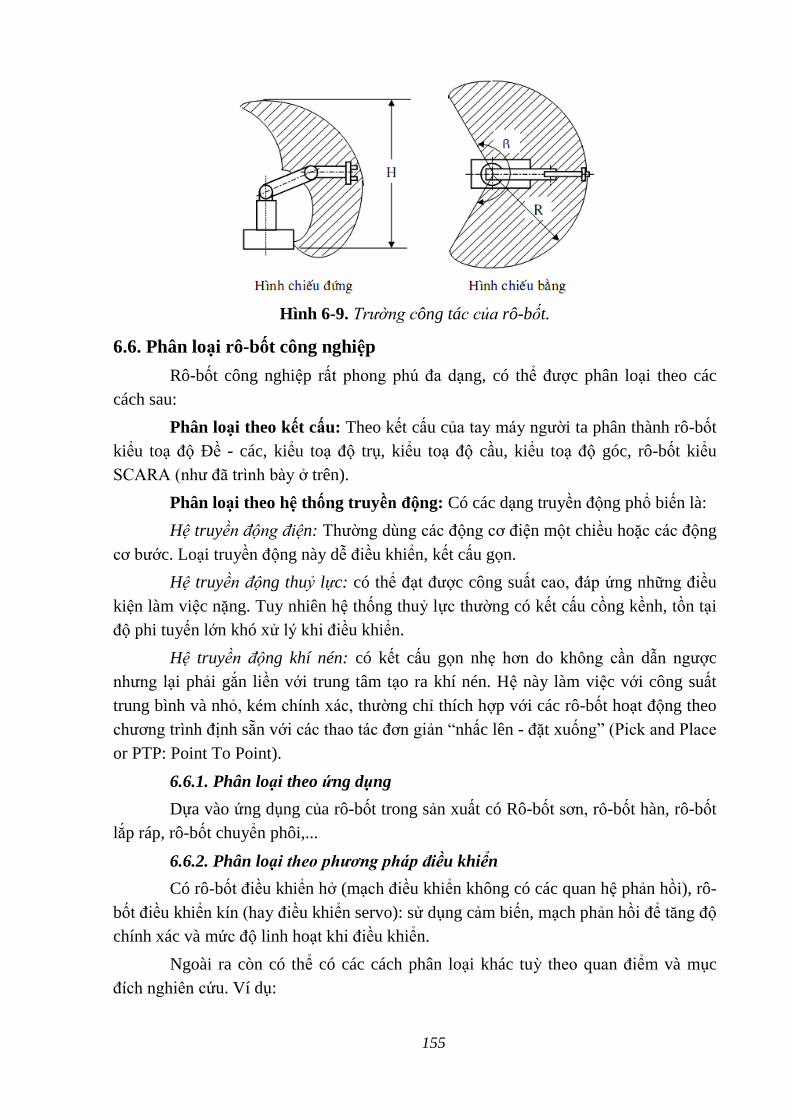
155
Hình 6-9. Trường công tác của rô-bốt.
6.6. Phân loại rô-bốt công nghiệp
Rô-bốt công nghiệp rất phong phú đa dạng, có thể được phân loại theo các
cách sau:
Phân loại theo kết cấu: Theo kết cấu của tay máy người ta phân thành rô-bốt
kiểu toạ độ Đề - các, kiểu toạ độ trụ, kiểu toạ độ cầu, kiểu toạ độ góc, rô-bốt kiểu
SCARA (như đã trình bày ở trên).
Phân loại theo hệ thống truyền động: Có các dạng truyền động phổ biến là:
Hệ truyền động điện: Thường dùng các động cơ điện một chiều hoặc các động
cơ bước. Loại truyền động này dễ điều khiển, kết cấu gọn.
Hệ truyền động thuỷ lực: có thể đạt được công suất cao, đáp ứng những điều
kiện làm việc nặng. Tuy nhiên hệ thống thu lực thường có kết cấu cồng kềnh, tồn tại
độ phi tuyến lớn khó xử lý khi điều khiển.
Hệ truyền động khí nén: có kết cấu gọn nhẹ hơn do không cần dẫn ngược
nhưng lại phải gắn liền với trung tâm tạo ra khí nén. Hệ này làm việc với công suất
trung bình và nhỏ, kém chính xác, thường chỉ thích hợp với các rô-bốt hoạt động theo
chương trình định sẵn với các thao tác đơn giản “nhấc lên - đặt xuống” (Pick and Place
or PTP: Point To Point).
6.6.1. Phân loại theo ứng dụng
Dựa vào ứng dụng của rô-bốt trong sản xuất có Rô-bốt sơn, rô-bốt hàn, rô-bốt
lắp ráp, rô-bốt chuyển phôi,...
6.6.2. Phân loại theo phương pháp điều khiển
Có rô-bốt điều khiển hở (mạch điều khiển không có các quan hệ phản hồi), rô-
bốt điều khiển kín (hay điều khiển servo): sử dụng cảm biến, mạch phản hồi để tăng độ
chính xác và mức độ linh hoạt khi điều khiển.
Ngoài ra còn có thể có các cách phân loại khác tuỳ theo quan điểm và mục
đích nghiên cứu. Ví dụ:
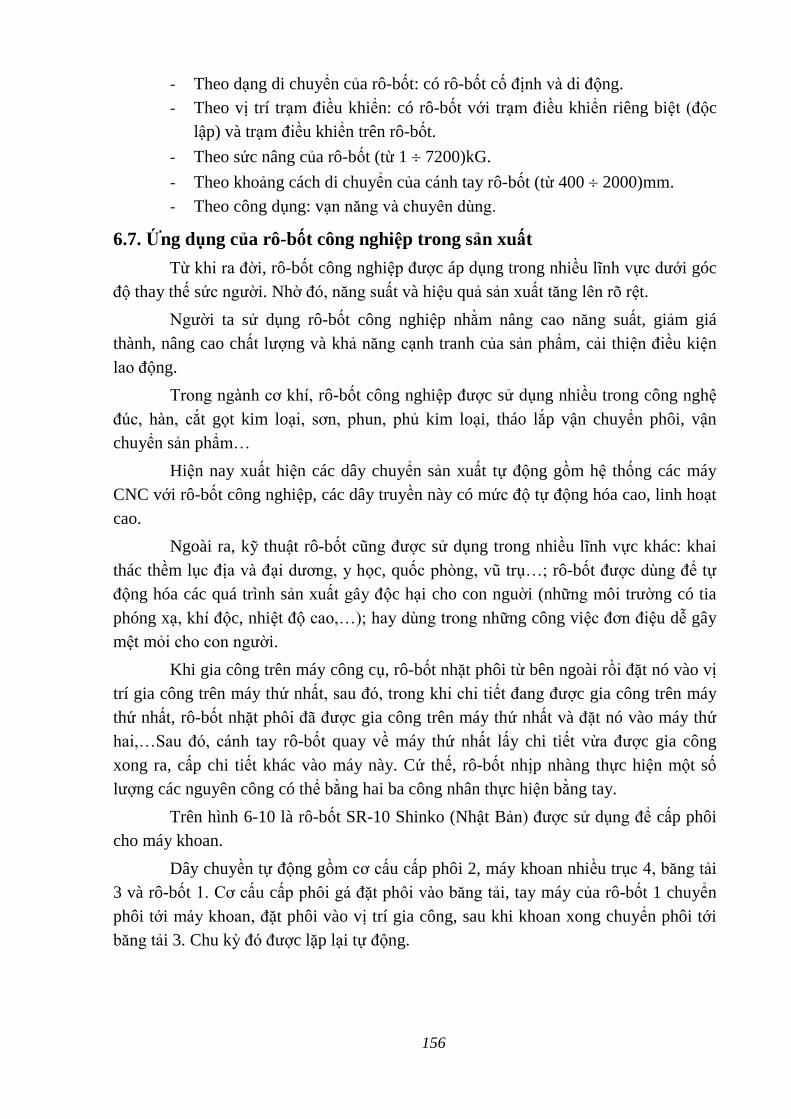
156
- Theo dạng di chuyển của rô-bốt: có rô-bốt cố định và di động.
- Theo vị trí trạm điều khiển: có rô-bốt với trạm điều khiển riêng biệt (độc
lập) và trạm điều khiển trên rô-bốt.
- Theo sức nâng của rô-bốt (từ 1 7200)kG.
- Theo khoảng cách di chuyển của cánh tay rô-bốt (từ 400 2000)mm.
- Theo công dụng: vạn năng và chuyên dùng.
6.7. Ứng dụng của rô-bốt công nghiệp trong sản xuất
Từ khi ra đời, rô-bốt công nghiệp được áp dụng trong nhiều lĩnh vực dưới góc
độ thay thế sức người. Nhờ đó, năng suất và hiệu quả sản xuất tăng lên rõ rệt.
Người ta sử dụng rô-bốt công nghiệp nhằm nâng cao năng suất, giảm giá
thành, nâng cao chất lượng và khả năng cạnh tranh của sản phẩm, cải thiện điều kiện
lao động.
Trong ngành cơ khí, rô-bốt công nghiệp được sử dụng nhiều trong công nghệ
đúc, hàn, cắt gọt kim loại, sơn, phun, phủ kim loại, tháo lắp vận chuyển phôi, vận
chuyển sản phẩm…
Hiện nay xuất hiện các dây chuyển sản xuất tự động gồm hệ thống các máy
CNC với rô-bốt công nghiệp, các dây truyền này có mức độ tự động hóa cao, linh hoạt
cao.
Ngoài ra, kỹ thuật rô-bốt cũng được sử dụng trong nhiều lĩnh vực khác: khai
thác thềm lục địa và đại dương, y học, quốc phòng, vũ trụ…; rô-bốt được dùng để tự
động hóa các quá trình sản xuất gây độc hại cho con nguời (những môi trường có tia
phóng xạ, khí độc, nhiệt độ cao,…); hay dùng trong những công việc đơn điệu dễ gây
mệt mỏi cho con người.
Khi gia công trên máy công cụ, rô-bốt nhặt phôi từ bên ngoài rồi đặt nó vào vị
trí gia công trên máy thứ nhất, sau đó, trong khi chi tiết đang được gia công trên máy
thứ nhất, rô-bốt nhặt phôi đã được gia công trên máy thứ nhất và đặt nó vào máy thứ
hai,…Sau đó, cánh tay rô-bốt quay về máy thứ nhất lấy chi tiết vừa được gia công
xong ra, cấp chi tiết khác vào máy này. Cứ thế, rô-bốt nhịp nhàng thực hiện một số
lượng các nguyên công có thể bằng hai ba công nhân thực hiện bằng tay.
Trên hình 6-10 là rô-bốt SR-10 Shinko (Nhật Bản) được sử dụng để cấp phôi
cho máy khoan.
Dây chuyền tự động gồm cơ cấu cấp phôi 2, máy khoan nhiều trục 4, băng tải
3 và rô-bốt 1. Cơ cấu cấp phôi gá đặt phôi vào băng tải, tay máy của rô-bốt 1 chuyển
phôi tới máy khoan, đặt phôi vào vị trí gia công, sau khi khoan xong chuyển phôi tới
băng tải 3. Chu kỳ đó được lặp lại tự động.
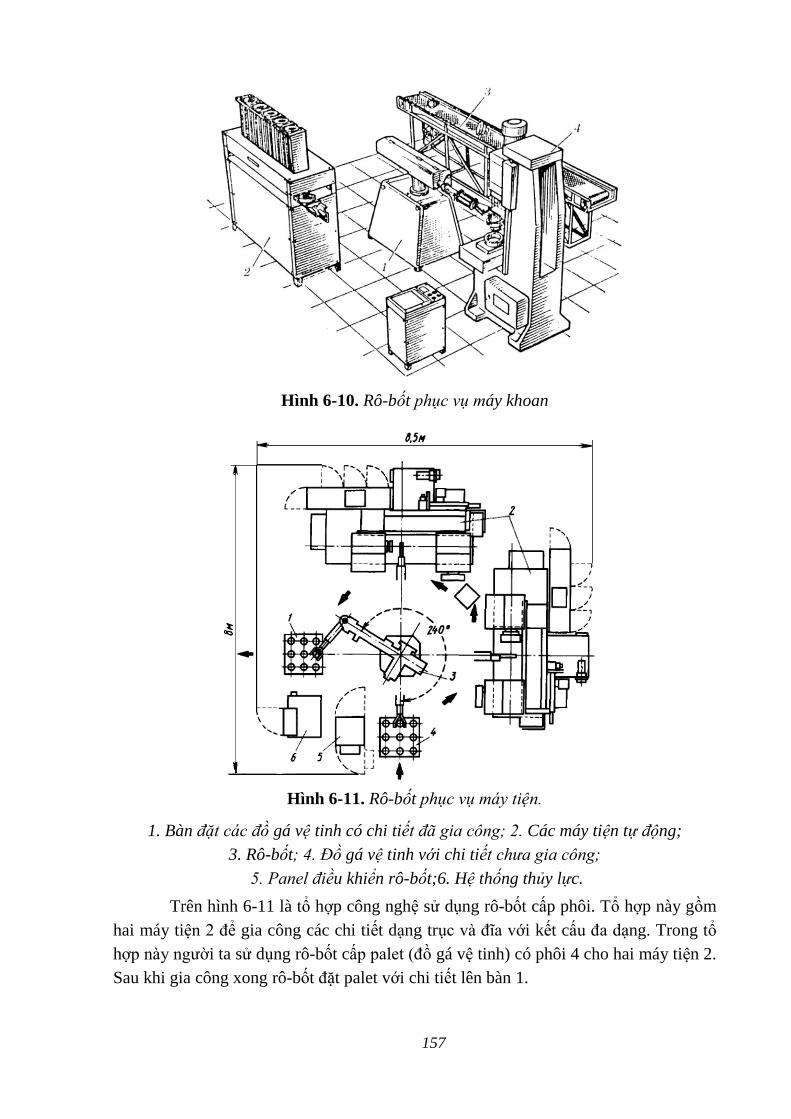
157
Hình 6-10. Rô-bốt phục vụ máy khoan
Hình 6-11. Rô-bốt phục vụ máy tiện.
1. Bàn đặt các đồ gá vệ tinh có chi tiết đã gia công; 2. Các máy tiện tự động;
3. Rô-bốt; 4. ồ gá vệ tinh với chi tiết chưa gia công;
5. Panel điều khiển rô-bốt;6. Hệ thống thủy lực.
Trên hình 6-11 là tổ hợp công nghệ sử dụng rô-bốt cấp phôi. Tổ hợp này gồm
hai máy tiện 2 để gia công các chi tiết dạng trục và đĩa với kết cấu đa dạng. Trong tổ
hợp này người ta sử dụng rô-bốt cấp palet (đồ gá vệ tinh) có phôi 4 cho hai máy tiện 2.
Sau khi gia công xong rô-bốt đặt palet với chi tiết lên bàn 1.
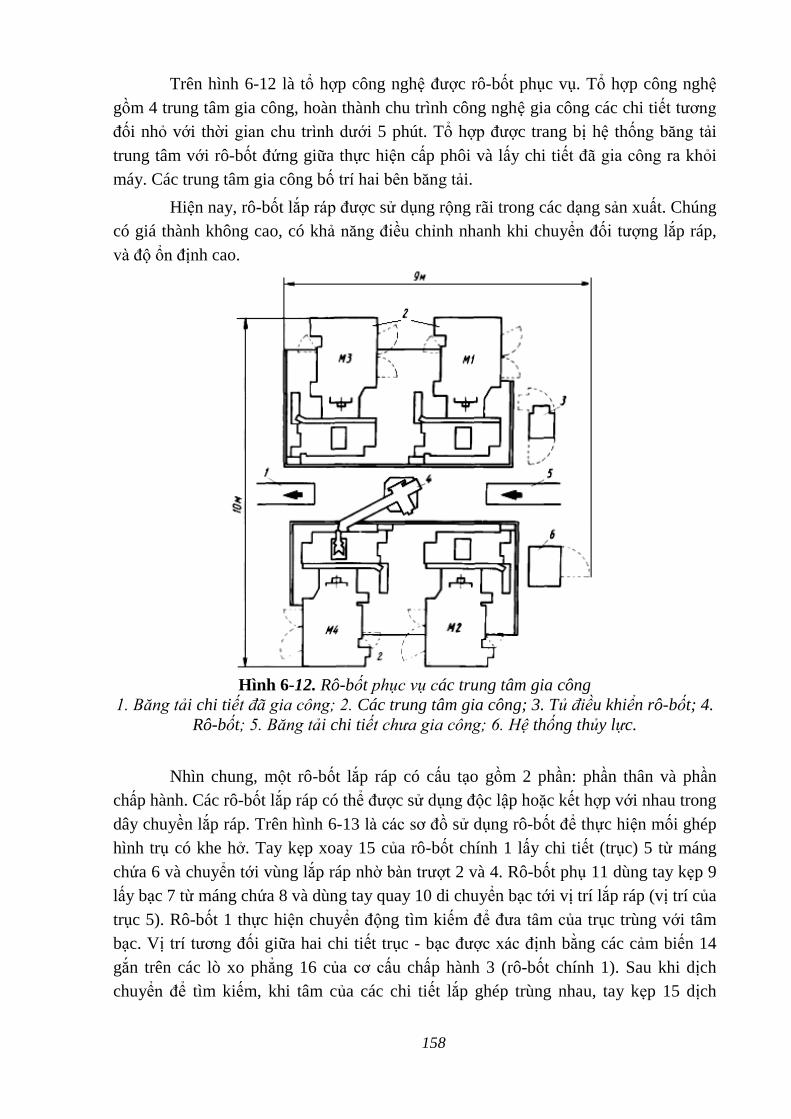
158
Trên hình 6-12 là tổ hợp công nghệ được rô-bốt phục vụ. Tổ hợp công nghệ
gồm 4 trung tâm gia công, hoàn thành chu trình công nghệ gia công các chi tiết tương
đối nhỏ với thời gian chu trình dưới 5 phút. Tổ hợp được trang bị hệ thống băng tải
trung tâm với rô-bốt đứng giữa thực hiện cấp phôi và lấy chi tiết đã gia công ra khỏi
máy. Các trung tâm gia công bố trí hai bên băng tải.
Hiện nay, rô-bốt lắp ráp được sử dụng rộng rãi trong các dạng sản xuất. Chúng
có giá thành không cao, có khả năng điều chỉnh nhanh khi chuyển đối tượng lắp ráp,
và độ ổn định cao.
Hình 6-12. Rô-bốt phục vụ các trung tâm gia công
1. Băng tải chi tiết đã gia công; 2. Các trung tâm gia công; 3. Tủ điều khiển rô-bốt; 4.
Rô-bốt; 5. Băng tải chi tiết chưa gia công; 6. Hệ thống thủy lực.
Nhìn chung, một rô-bốt lắp ráp có cấu tạo gồm 2 phần: phần thân và phần
chấp hành. Các rô-bốt lắp ráp có thể được sử dụng độc lập hoặc kết hợp với nhau trong
dây chuyền lắp ráp. Trên hình 6-13 là các sơ đồ sử dụng rô-bốt để thực hiện mối ghép
hình trụ có khe hở. Tay kẹp xoay 15 của rô-bốt chính 1 lấy chi tiết (trục) 5 từ máng
chứa 6 và chuyển tới vùng lắp ráp nhờ bàn trượt 2 và 4. Rô-bốt phụ 11 dùng tay kẹp 9
lấy bạc 7 từ máng chứa 8 và dùng tay quay 10 di chuyển bạc tới vị trí lắp ráp (vị trí của
trục 5). Rô-bốt 1 thực hiện chuyển động tìm kiếm để đưa tâm của trục trùng với tâm
bạc. Vị trí tương đối giữa hai chi tiết trục - bạc được xác định bằng các cảm biến 14
gắn trên các lò xo phẳng 16 của cơ cấu chấp hành 3 (rô-bốt chính 1). Sau khi dịch
chuyển để tìm kiếm, khi tâm của các chi tiết lắp ghép trùng nhau, tay kẹp 15 dịch
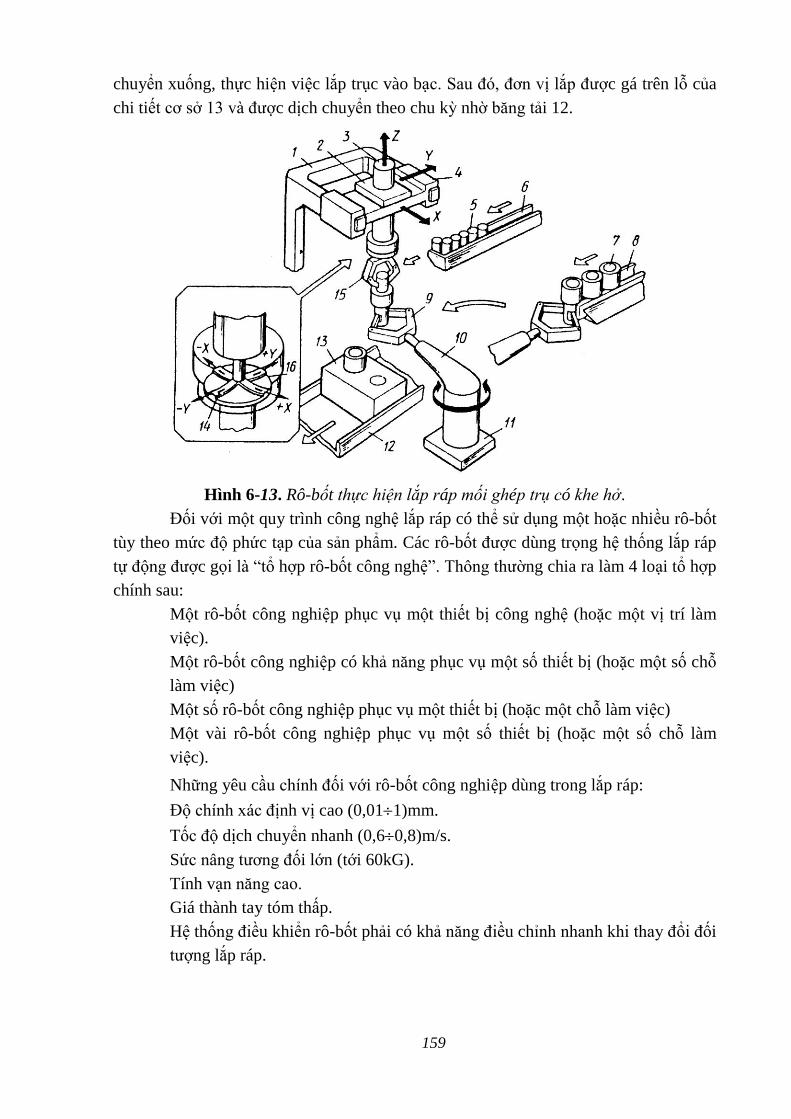
159
chuyển xuống, thực hiện việc lắp trục vào bạc. Sau đó, đơn vị lắp được gá trên lỗ của
chi tiết cơ sở 13 và được dịch chuyển theo chu kỳ nhờ băng tải 12.
Hình 6-13. Rô-bốt thực hiện lắp ráp mối ghép trụ có khe hở.
Đối với một quy trình công nghệ lắp ráp có thể sử dụng một hoặc nhiều rô-bốt
tùy theo mức độ phức tạp của sản phẩm. Các rô-bốt được dùng trọng hệ thống lắp ráp
tự động được gọi là “tổ hợp rô-bốt công nghệ”. Thông thường chia ra làm 4 loại tổ hợp
chính sau:
Một rô-bốt công nghiệp phục vụ một thiết bị công nghệ (hoặc một vị trí làm
việc).
Một rô-bốt công nghiệp có khả năng phục vụ một số thiết bị (hoặc một số chỗ
làm việc)
Một số rô-bốt công nghiệp phục vụ một thiết bị (hoặc một chỗ làm việc)
Một vài rô-bốt công nghiệp phục vụ một số thiết bị (hoặc một số chỗ làm
việc).
Những yêu cầu chính đối với rô-bốt công nghiệp dùng trong lắp ráp:
Độ chính xác định vị cao (0,011)mm.
Tốc độ dịch chuyển nhanh (0,60,8)m/s.
Sức nâng tương đối lớn (tới 60kG).
Tính vạn năng cao.
Giá thành tay tóm thấp.
Hệ thống điều khiển rô-bốt phải có khả năng điều chỉnh nhanh khi thay đổi đối
tượng lắp ráp.
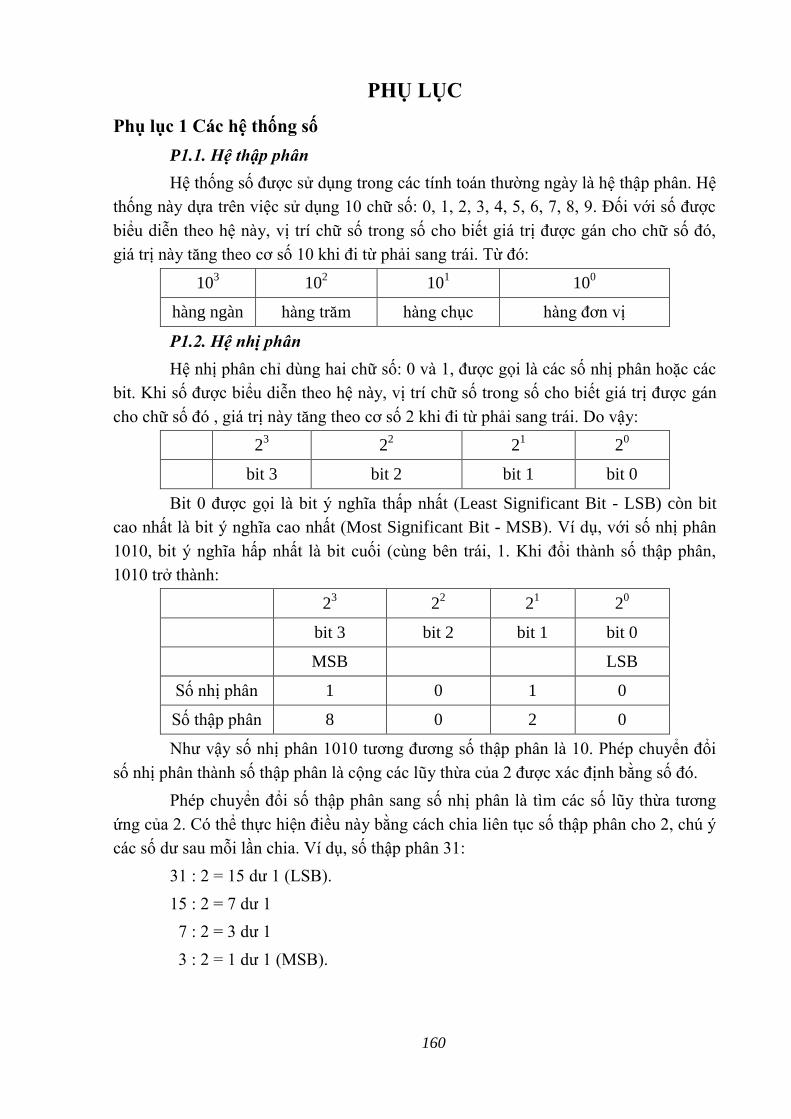
160
PHỤ LỤC
Phụ lục 1 Các hệ thống số
P1.1. Hệ thập phân
Hệ thống số được sử dụng trong các tính toán thường ngày là hệ thập phân. Hệ
thống này dựa trên việc sử dụng 10 chữ số: 0, 1, 2, 3, 4, 5, 6, 7, 8, 9. Đối với số được
biểu diễn theo hệ này, vị trí chữ số trong số cho biết giá trị được gán cho chữ số đó,
giá trị này tăng theo cơ số 10 khi đi từ phải sang trái. Từ đó:
103 10
2 10
1 10
0
hàng ngàn hàng trăm hàng chục hàng đơn vị
P1.2. Hệ nhị phân
Hệ nhị phân chỉ dùng hai chữ số: 0 và 1, được gọi là các số nhị phân hoặc các
bit. Khi số được biểu diễn theo hệ này, vị trí chữ số trong số cho biết giá trị được gán
cho chữ số đó , giá trị này tăng theo cơ số 2 khi đi từ phải sang trái. Do vậy:
23 2
2 2
1 2
0
bit 3 bit 2 bit 1 bit 0
Bit 0 được gọi là bit ý nghĩa thấp nhất (Least Significant Bit - LSB) còn bit
cao nhất là bit ý nghĩa cao nhất (Most Significant Bit - MSB). Ví dụ, với số nhị phân
1010, bit ý nghĩa hấp nhất là bit cuối (cùng bên trái, 1. Khi đổi thành số thập phân,
1010 trở thành:
23 2
2 2
1 2
0
bit 3 bit 2 bit 1 bit 0
MSB LSB
Số nhị phân 1 0 1 0
Số thập phân 8 0 2 0
Như vậy số nhị phân 1010 tương đương số thập phân là 10. Phép chuyển đổi
số nhị phân thành số thập phân là cộng các lũy thừa của 2 được xác định bằng số đó.
Phép chuyển đổi số thập phân sang số nhị phân là tìm các số lũy thừa tương
ứng của 2. Có thể thực hiện điều này bằng cách chia liên tục số thập phân cho 2, chú ý
các số dư sau mỗi lần chia. Ví dụ, số thập phân 31:
31 : 2 = 15 dư 1 (LSB).
15 : 2 = 7 dư 1
7 : 2 = 3 dư 1
3 : 2 = 1 dư 1 (MSB).
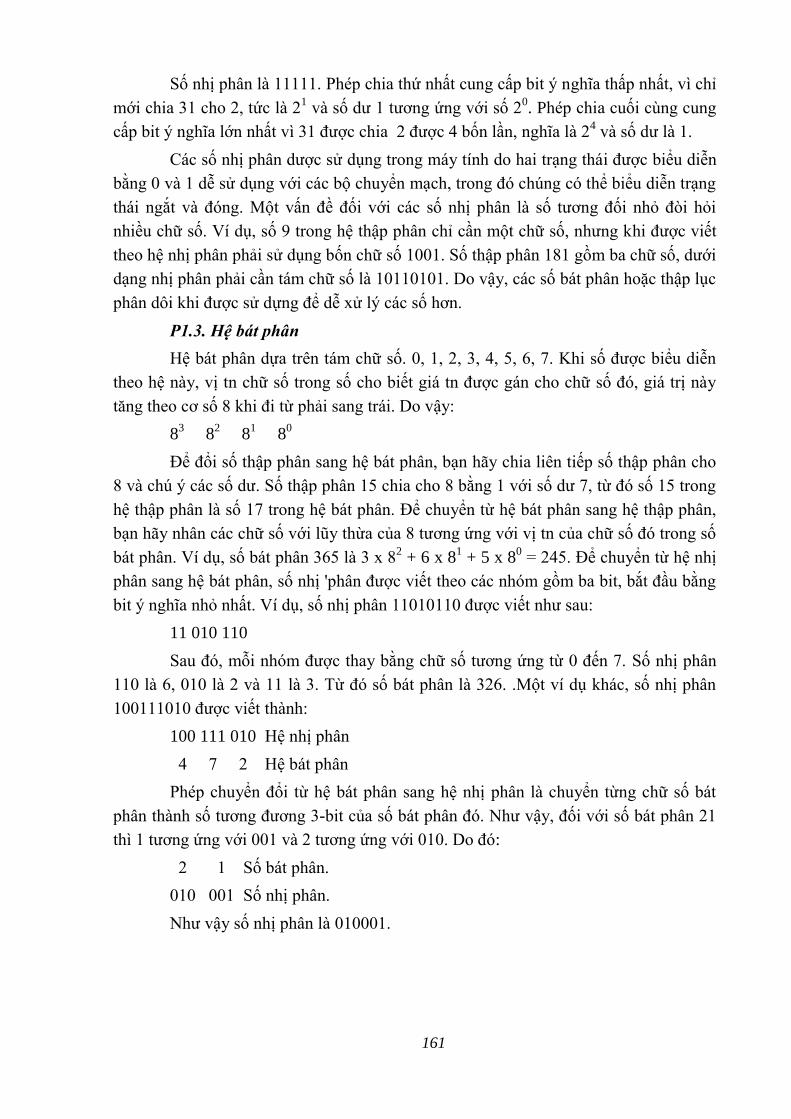
161
Số nhị phân là 11111. Phép chia thứ nhất cung cấp bit ý nghĩa thấp nhất, vì chỉ
mới chia 31 cho 2, tức là 21 và số dư 1 tương ứng với số 2
0. Phép chia cuối cùng cung
cấp bit ý nghĩa lớn nhất vì 31 được chia 2 được 4 bốn lần, nghĩa là 24 và số dư là 1.
Các số nhị phân dược sử dụng trong máy tính do hai trạng thái được biểu diễn
bằng 0 và 1 dễ sử dụng với các bộ chuyển mạch, trong đó chúng có thể biểu diễn trạng
thái ngắt và đóng. Một vấn đề đối với các số nhị phân là số tương đối nhỏ đòi hỏi
nhiều chữ số. Ví dụ, số 9 trong hệ thập phân chỉ cần một chữ số, nhưng khi được viết
theo hệ nhị phân phải sử dụng bốn chữ số 1001. Số thập phân 181 gồm ba chữ số, dưới
dạng nhị phân phải cần tám chữ số là 10110101. Do vậy, các số bát phân hoặc thập lục
phân dôi khi được sử dựng để dễ xử lý các số hơn.
P1.3. Hệ bát phân
Hệ bát phân dựa trên tám chữ số. 0, 1, 2, 3, 4, 5, 6, 7. Khi số được biểu diễn
theo hệ này, vị tn chữ số trong số cho biết giá tn được gán cho chữ số đó, giá trị này
tăng theo cơ số 8 khi đi từ phải sang trái. Do vậy:
83 8
2 8
1 8
0
Để đổi số thập phân sang hệ bát phân, bạn hãy chia liên tiếp số thập phân cho
8 và chú ý các số dư. Số thập phân 15 chia cho 8 bằng 1 với số dư 7, từ đó số 15 trong
hệ thập phân là số 17 trong hệ bát phân. Để chuyển từ hệ bát phân sang hệ thập phân,
bạn hãy nhân các chữ số với lũy thừa của 8 tương ứng với vị tn của chữ số đó trong số
bát phân. Ví dụ, số bát phân 365 là 3 x 82 + 6 x 8
1 + 5 x 8
0 = 245. Để chuyển từ hệ nhị
phân sang hệ bát phân, số nhị 'phân được viết theo các nhóm gồm ba bit, bắt đầu bằng
bit ý nghĩa nhỏ nhất. Ví dụ, số nhị phân 11010110 được viết như sau:
11 010 110
Sau đó, mỗi nhóm được thay bằng chữ số tương ứng từ 0 đến 7. Số nhị phân
110 là 6, 010 là 2 và 11 là 3. Từ đó số bát phân là 326. .Một ví dụ khác, số nhị phân
100111010 được viết thành:
100 111 010 Hệ nhị phân
4 7 2 Hệ bát phân
Phép chuyển đổi từ hệ bát phân sang hệ nhị phân là chuyển từng chữ số bát
phân thành số tương đương 3-bit của số bát phân đó. Như vậy, đối với số bát phân 21
thì 1 tương ứng với 001 và 2 tương ứng với 010. Do đó:
2 1 Số bát phân.
010 001 Số nhị phân.
Như vậy số nhị phân là 010001.
162
P1.4. Hệ thập lục phân (hex)
Hệ thập lục phân dựa trên 16 chữ số/ký hiệu: 0, 1, 2, 3, 4, 5, 6, 7, 8, 9, A, B, C.
D, E, F. Khi số được biểu diễn theo hệ này, vị trì chữ số trong số cho biết giá trị được
gán cho chữ số đó, giá trị này tăng theo cơ số 16 khi đi từ phải sang trái như sau:
... 163 16
2 16
0 16
0
Ví dụ, số thập phân 15 là F trong hệ thập lục phân. Để chuyển các số thập
phân sang hệ thập lục phân, bạn chia liên tiếp số thập phân cho 16 và chú ý các số dư.
Số thập phân 156 khi được chia cho 16 sẽ bằng 9 với số dư 12, do đó, theo hệ thập lục
phân là 9C. Để chuyển từ hệ thập lục phân sang hệ thập phân, bạn nhân các chữ số
trong hệ thập lục phân với lũy thừa của 16 tương ứng với vị trí của chữ số trong số
thập lục phân. Như vậy, số 12 thập lục phân sẽ thành 1 x 161 + 2 x 16
0 = 18. Để
chuyển các số nhị phân thành các số thập lục phân, ta tách các số nhị phân thành
nhóm bốn chữ số bắt đầu từ số có giá trị nhỏ nhất.
Như vậy, số nhị phân 1110100110 sẽ là:
11 1010 0110 Số nhị phân.
3 A 6 Số thập lục phân.
Đối với phép chuyển đổi từ hệ thập lục phân sang hệ nhị phân, mỗi số thập lục
phân được đổi thành số tương đương 4-bit của số thập lục phân đó. Như vậy số thập
lục phân 1D sẽ có số tương đương 4-bit là 0001 đối với 1 và 1101 đối với D:
1 D Số thập lục phân
0001 1101 Số nhị phân
Như vậy số nhị phân là 00011101.
Do thế giới thực có khuynh hướng sử dụng chủ yếu các số theo hệ thập phân
và các máy tính sử dụng các số theo hệ nhị phân, nên luôn luôn có bài toán chuyển
đổi. Tuy nhiên, không có liên hệ đơn giản giữa vị trí của các chữ số trong số thập phân
và vị trí của các chữ số trong số nhị phân. Phương pháp thường được sử dụng là hệ
thập phân mã hóa nhị phân (BCD). Với hệ thống này, mỗi chữ số thập phân được mã
hóa riêng biệt trong hệ nhị phân. Ví dụ, số thập phân 15 có số 5 được chuyển thành số
nhị phân 0101 và số 1 thành 0001:
1 5 Số thập phân
0001 0101 Số nhị phân
Như vậy ta có số 0001 0101 theo BCD.
Bảng PL-1 nêu các ví dụ về số biểu diễn theo hệ thập phân, hệ nhị phân, hệ bát
phân, hệ thập lục phân và hệ BCD.
Bảng P1-1
Các số theo các hệ thống đếm
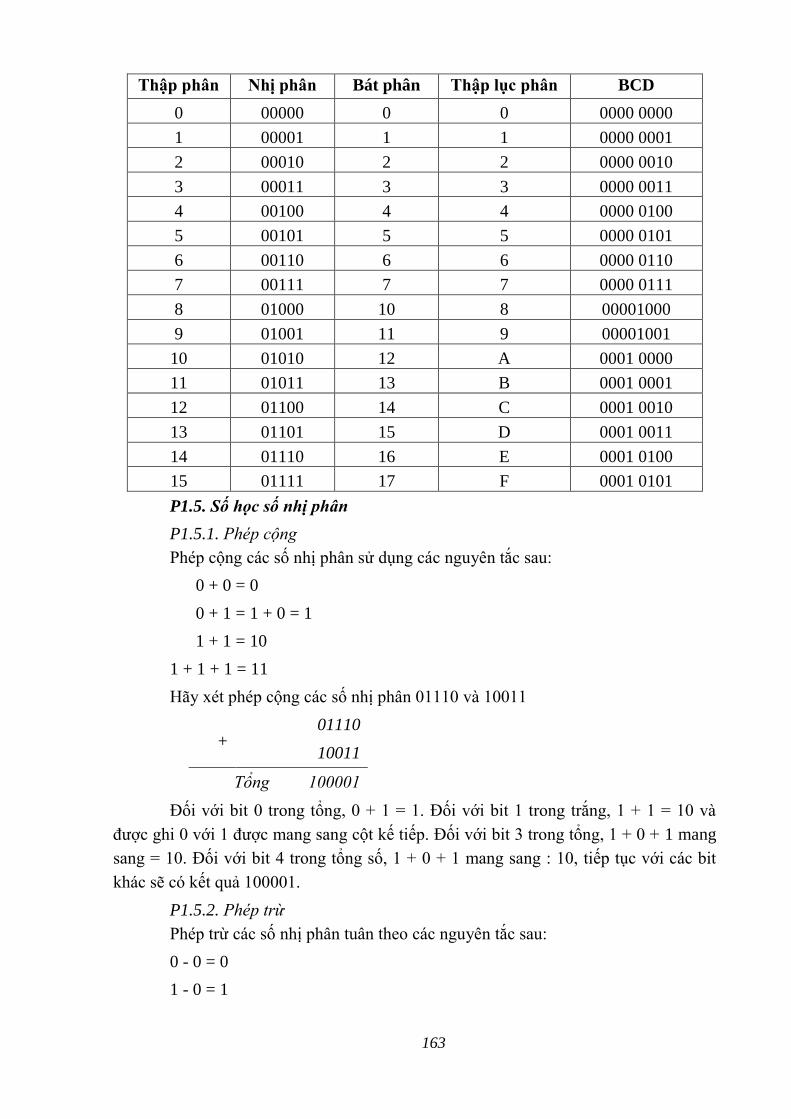
163
Thập phân Nhị phân Bát phân Thập lục phân BCD
0 00000 0 0 0000 0000
1 00001 1 1 0000 0001
2 00010 2 2 0000 0010
3 00011 3 3 0000 0011
4 00100 4 4 0000 0100
5 00101 5 5 0000 0101
6 00110 6 6 0000 0110
7 00111 7 7 0000 0111
8 01000 10 8 00001000
9 01001 11 9 00001001
10 01010 12 A 0001 0000
11 01011 13 B 0001 0001
12 01100 14 C 0001 0010
13 01101 15 D 0001 0011
14 01110 16 E 0001 0100
15 01111 17 F 0001 0101
P1.5. Số học số nhị phân
P1.5.1. Phép cộng
Phép cộng các số nhị phân sử dụng các nguyên tắc sau:
0 + 0 = 0
0 + 1 = 1 + 0 = 1
1 + 1 = 10
1 + 1 + 1 = 11
Hãy xét phép cộng các số nhị phân 01110 và 10011
+ 01110
10011
Tổng 100001
Đối với bit 0 trong tổng, 0 + 1 = 1. Đối với bit 1 trong trắng, 1 + 1 = 10 và
được ghi 0 với 1 được mang sang cột kế tiếp. Đối với bit 3 trong tổng, 1 + 0 + 1 mang
sang = 10. Đối với bit 4 trong tổng số, 1 + 0 + 1 mang sang : 10, tiếp tục với các bit
khác sẽ có kết quả 100001.
P1.5.2. Phép trừ
Phép trừ các số nhị phân tuân theo các nguyên tắc sau:
0 - 0 = 0
1 - 0 = 1
164
1 - 1 = 0
Khi tính giá trị 0 - 1, 1 được mượn từ cột kế tiếp bên trái đang chứa 1. Ví dụ
sau đây sẽ minh họa điều này.
- 11011
01110
Hiệu 01101
Đối với bit 0, có 1 - 0 = 1. Đối với bit 1, có 1 - 1 = 0. Đối với bit 2, có 0 - 1
cần mượn 1 từ cột kế tiếp để có 10 - 1 : 1. Đối với bit 3, có 0 - 1, hãy nhớ có mượn 1.
Tiếp tục mượn 1 từ cột kế tiếp để có 10 - 1 : 1.
Đối với bit 4, có 0 - 0 = 0, hãy nhớ có mượn 1.
P1.5.3. Các số có dấu
Trước đây, các số nhị phân được khảo sát không có dầu cho biết chúng dương
hoặc âm. Từ khi có nhu cầu sử dụng cả số âm và số dương, đã phát sinh cách phân biệt
chúng. Điều này có thể được thực hiện bằng cách thêm bit dấu. Khi đó số được gọi là
có dấu, bit có giá trì lớn nhất được sử dùng để cho biết dấu của số đó, 0 được sử dụng
cho số dương và 1 cho số âm. Như vậy, đối với số 8 - bit, sẽ có dạng:
XXXX XXXX
Số dương được viết theo cách thông thường với 0 đứng trước. Từ đó, số nhị
phân dương 10110 sẽ được viết 010110. Số âm 10110 sẽ được viết 110110. Tuy nhiên,
đây không phải là cách viết các số âm thông dụng đối với trường hợp vận hành bằng
máy tính. Cách viết các số'có dấu âm thông đụng hơn là sử dụng phương pháp phần tử
bù hai. Số nhị phân có hai phần tử bù, được gọi là phần tử bù một và phần tử bù hai .
Phần tử bù một trong số nhị phân có được bằng cách thay đổi tất cả các số ls trong số
không dấu thành các số Os và các số Os thành số ls. Do đó, với số nhị phân 101101,
phần tử bù một của số này là 010010. Phần tử bù hai có được từ phần tử bù một bằng
cách cộng 1 vào bit ý nghĩa nhỏ nhất trong phần tử bù một. Như vậy, phần tử bù một
của 010010 trở thành 010011.
Khi có số âm, để nhận được phần tử bù hai có dấu, hãy tìm phần tử bù hai sau
đó gán dấu cho phần tử đó bằng cách thêm số 1 vào bit dấu. Xét cách biểu diễn số thập
phân -6 dưới dạng phần tử bù hai có dấu khi tổng số bit là tám.
Trước hết, hãy viết số nhị phân tương đương với + 6, đó là 0000110, sau đó
tìm được phần tử bù một là 1111001, cộng 1 sẽ được 1111010, và cuối cùng gán dấu
cho phần tử này để cho biết đó là số âm. Kết quả sẽ là 11111010.
Số nhị phân không dấu khi bỏ qua dấu 0000110
Bít dấu
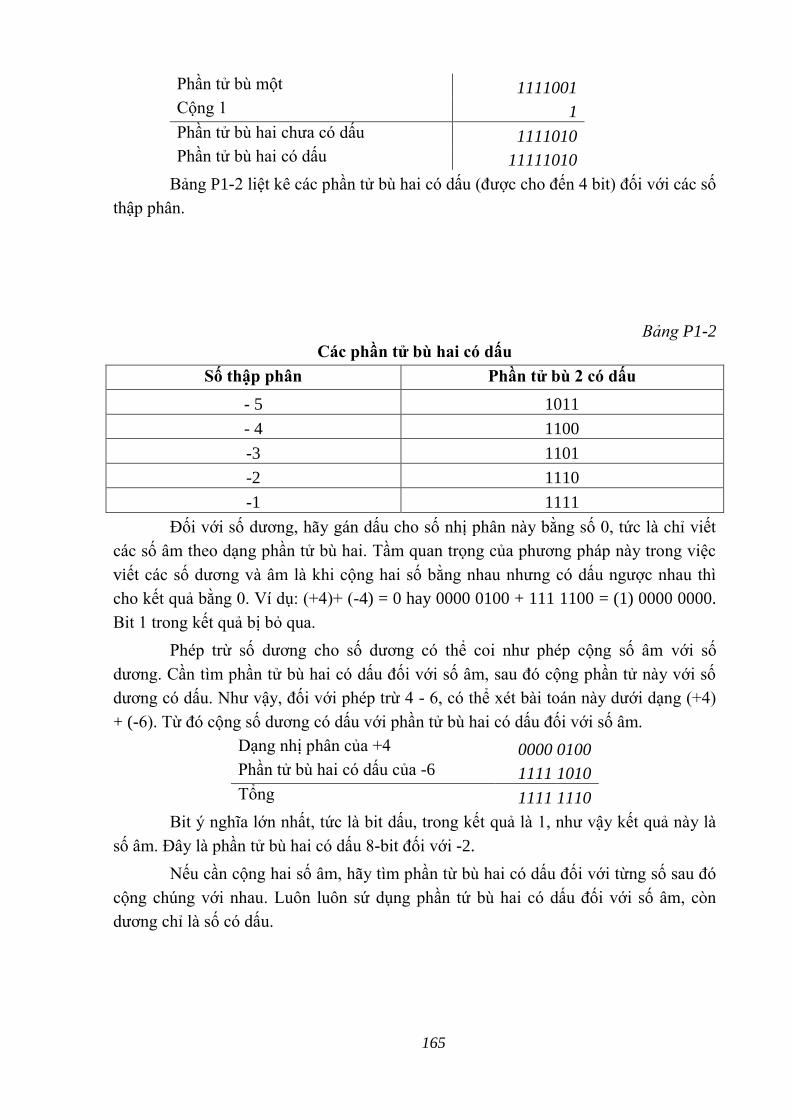
165
Phần tử bù một 1111001
Cộng 1 1
Phần tử bù hai chưa có dấu 1111010
Phần tử bù hai có dấu 11111010
Bảng P1-2 liệt kê các phần tử bù hai có dấu (được cho đến 4 bit) đối với các số
thập phân.
Bảng P1-2
Các phần tử bù hai có dấu
Số thập phân Phần tử bù 2 có dấu
- 5 1011
- 4 1100
-3 1101
-2 1110
-1 1111
Đối với số dương, hãy gán dấu cho số nhị phân này bằng số 0, tức là chỉ viết
các số âm theo dạng phần tử bù hai. Tầm quan trọng của phương pháp này trong việc
viết các số dương và âm là khi cộng hai số bằng nhau nhưng có dấu ngược nhau thì
cho kết quả bằng 0. Ví dụ: (+4)+ (-4) = 0 hay 0000 0100 + 111 1100 = (1) 0000 0000.
Bit 1 trong kết quả bị bỏ qua.
Phép trừ số dương cho số dương có thể coi như phép cộng số âm với số
dương. Cần tìm phần tử bù hai có dấu đối với số âm, sau đó cộng phần tử này với số
dương có dấu. Như vậy, đối với phép trừ 4 - 6, có thể xét bài toán này dưới dạng (+4)
+ (-6). Từ đó cộng số dương có dấu với phần tử bù hai có dấu đối với số âm.
Dạng nhị phân của +4 0000 0100
Phần tử bù hai có dấu của -6 1111 1010
Tổng 1111 1110
Bit ý nghĩa lớn nhất, tức là bit dấu, trong kết quả là 1, như vậy kết quả này là
số âm. Đây là phần tử bù hai có dấu 8-bit đối với -2.
Nếu cần cộng hai số âm, hãy tìm phần từ bù hai có dấu đối với từng số sau đó
cộng chúng với nhau. Luôn luôn sứ dụng phần tứ bù hai có dấu đối với số âm, còn
dương chỉ là số có dấu.
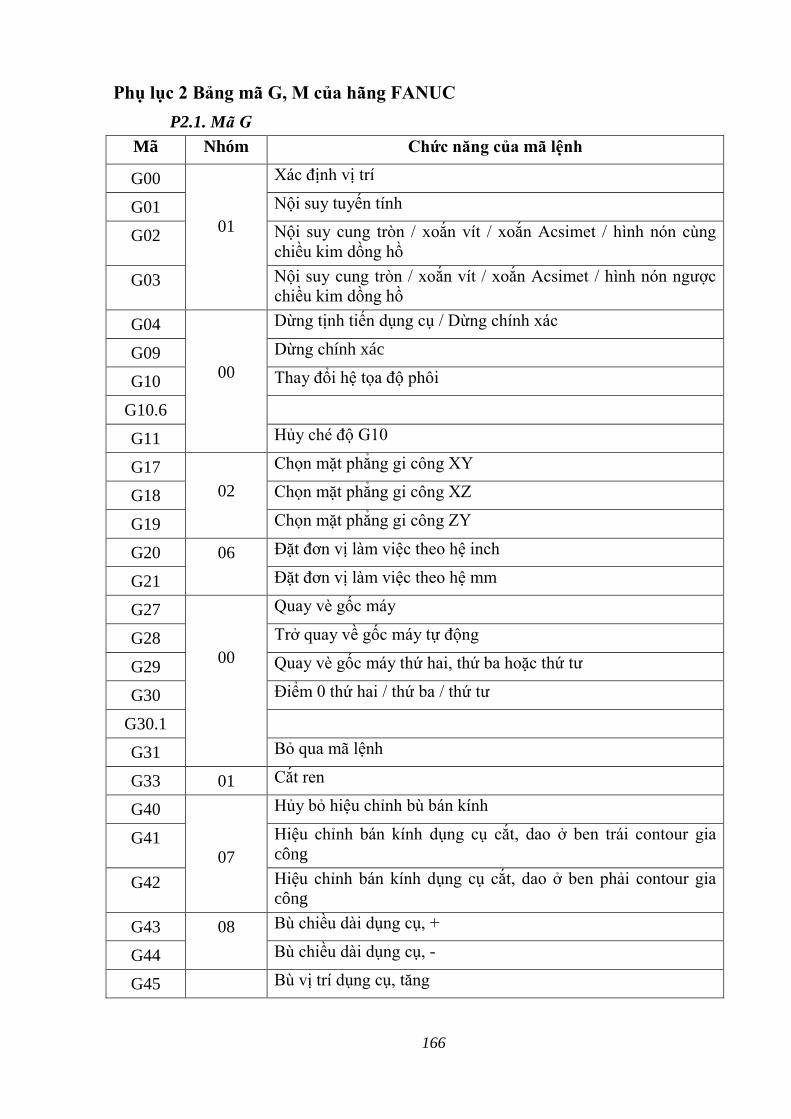
166
Phụ lục 2 Bảng mã G, M của hãng FANUC
P2.1. Mã G
Mã Nhóm Chức năng của mã lệnh
G00
01
Xác định vị trí
G01 Nội suy tuyến tính
G02 Nội suy cung tròn / xoắn vít / xoắn Acsimet / hình nón cùng
chiều kim dồng hồ
G03 Nội suy cung tròn / xoắn vít / xoắn Acsimet / hình nón ngược
chiều kim dồng hồ
G04
00
Dừng tịnh tiến dụng cụ / Dừng chính xác
G09 Dừng chính xác
G10 Thay đổi hệ tọa độ phôi
G10.6
G11 Hủy ché độ G10
G17
02
Chọn mặt phẳng gi công XY
G18 Chọn mặt phẳng gi công XZ
G19 Chọn mặt phẳng gi công ZY
G20 06 Đặt đơn vị làm việc theo hệ inch
G21 Đặt đơn vị làm việc theo hệ mm
G27
00
Quay vè gốc máy
G28 Trở quay về gốc máy tự động
G29 Quay vè gốc máy thứ hai, thứ ba hoặc thứ tư
G30 Điểm 0 thứ hai / thứ ba / thứ tư
G30.1
G31 Bỏ qua mã lệnh
G33 01 Cắt ren
G40
07
Hủy bỏ hiệu chỉnh bù bán kính
G41 Hiệu chỉnh bán kính dụng cụ cắt, dao ở ben trái contour gia
công
G42 Hiệu chỉnh bán kính dụng cụ cắt, dao ở ben phải contour gia
công
G43 08 Bù chiều dài dụng cụ, +
G44 Bù chiều dài dụng cụ, -
G45 Bù vị trí dụng cụ, tăng
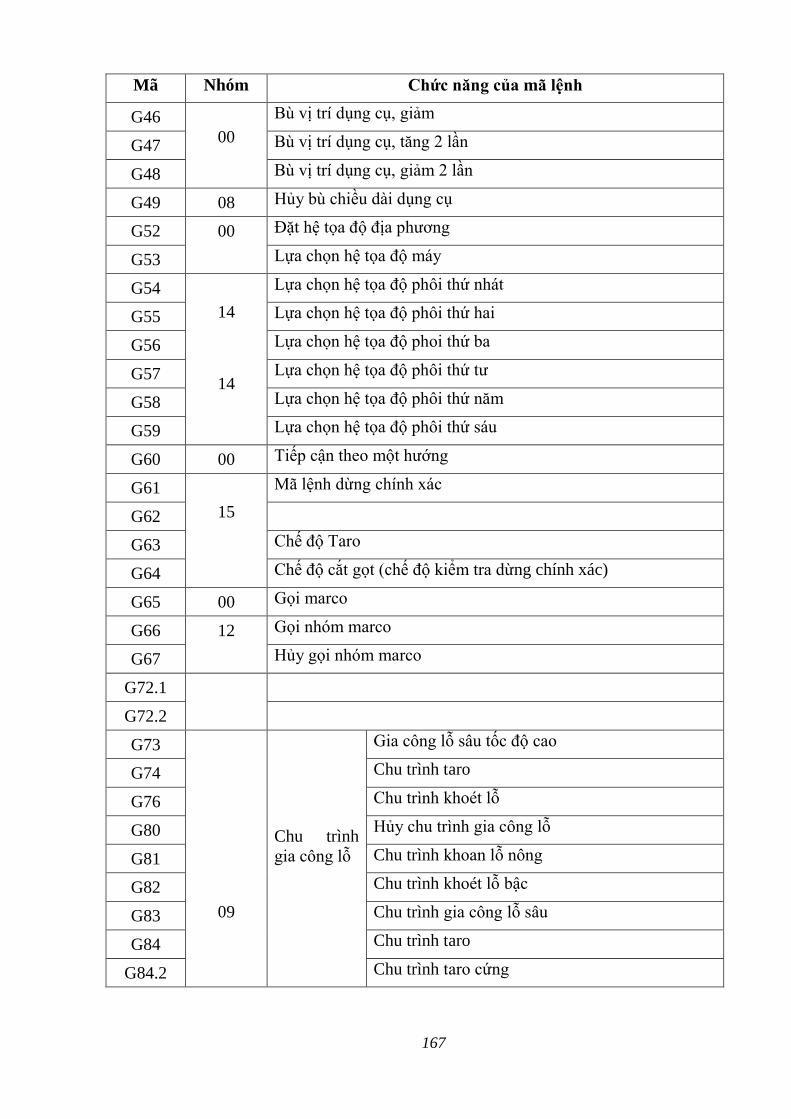
167
Mã Nhóm Chức năng của mã lệnh
G46
00
Bù vị trí dụng cụ, giảm
G47 Bù vị trí dụng cụ, tăng 2 lần
G48 Bù vị trí dụng cụ, giảm 2 lần
G49 08 Hủy bù chiều dài dụng cụ
G52 00 Đặt hệ tọa độ địa phương
G53 Lựa chọn hệ tọa độ máy
G54
14
14
Lựa chọn hệ tọa độ phôi thứ nhát
G55 Lựa chọn hệ tọa độ phôi thứ hai
G56 Lựa chọn hệ tọa độ phoi thứ ba
G57 Lựa chọn hệ tọa độ phôi thứ tư
G58 Lựa chọn hệ tọa độ phôi thứ năm
G59 Lựa chọn hệ tọa độ phôi thứ sáu
G60 00 Tiếp cận theo một hướng
G61
15
Mã lệnh dừng chính xác
G62
G63 Chế độ Taro
G64 Chế độ cắt gọt (chế độ kiểm tra dừng chính xác)
G65 00 Gọi marco
G66 12 Gọi nhóm marco
G67 Hủy gọi nhóm marco
G72.1
G72.2
G73
09
Chu trình
gia công lỗ
Gia công lỗ sâu tốc độ cao
G74 Chu trình taro
G76 Chu trình khoét lỗ
G80 Hủy chu trình gia công lỗ
G81 Chu trình khoan lỗ nông
G82 Chu trình khoét lỗ bậc
G83 Chu trình gia công lỗ sâu
G84 Chu trình taro
G84.2 Chu trình taro cứng
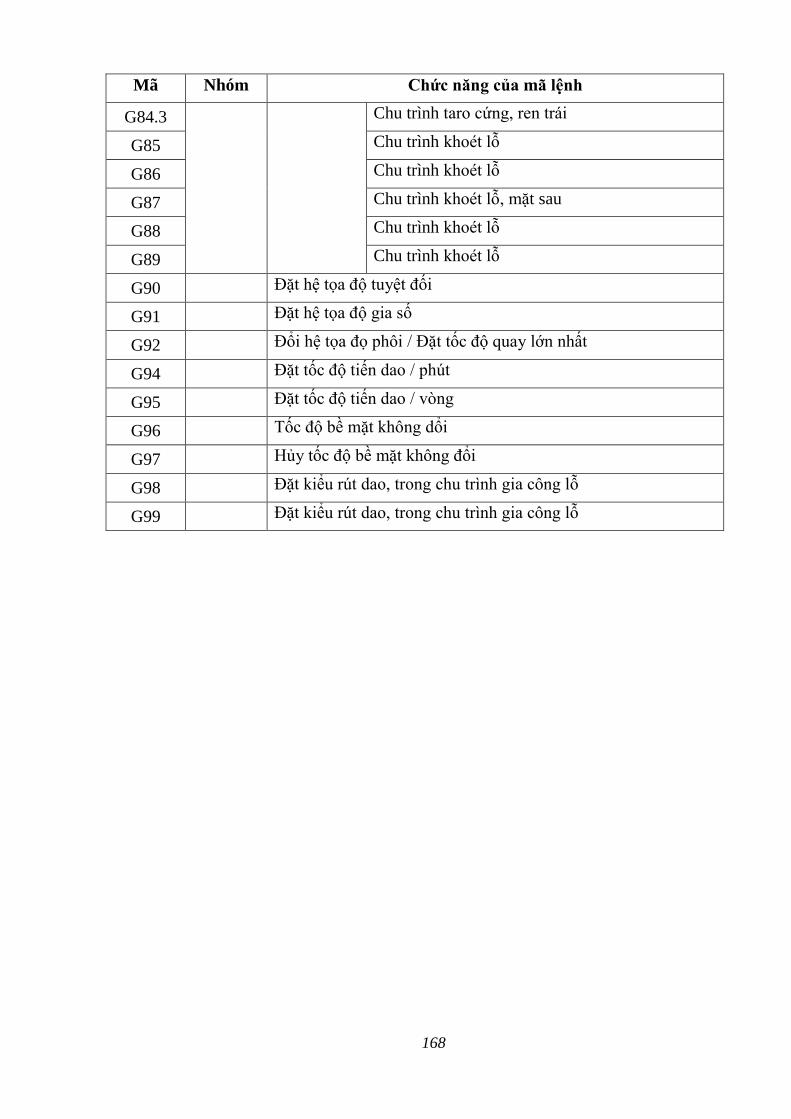
168
Mã Nhóm Chức năng của mã lệnh
G84.3 Chu trình taro cứng, ren trái
G85 Chu trình khoét lỗ
G86 Chu trình khoét lỗ
G87 Chu trình khoét lỗ, mặt sau
G88 Chu trình khoét lỗ
G89 Chu trình khoét lỗ
G90 Đặt hệ tọa độ tuyệt đối
G91 Đặt hệ tọa độ gia số
G92 Đổi hệ tọa đọ phôi / Đặt tốc độ quay lớn nhất
G94 Đặt tốc độ tiến dao / phút
G95 Đặt tốc độ tiến dao / vòng
G96 Tốc độ bề mặt không dổi
G97 Hủy tốc độ bề mặt không đổi
G98 Đặt kiểu rút dao, trong chu trình gia công lỗ
G99 Đặt kiểu rút dao, trong chu trình gia công lỗ
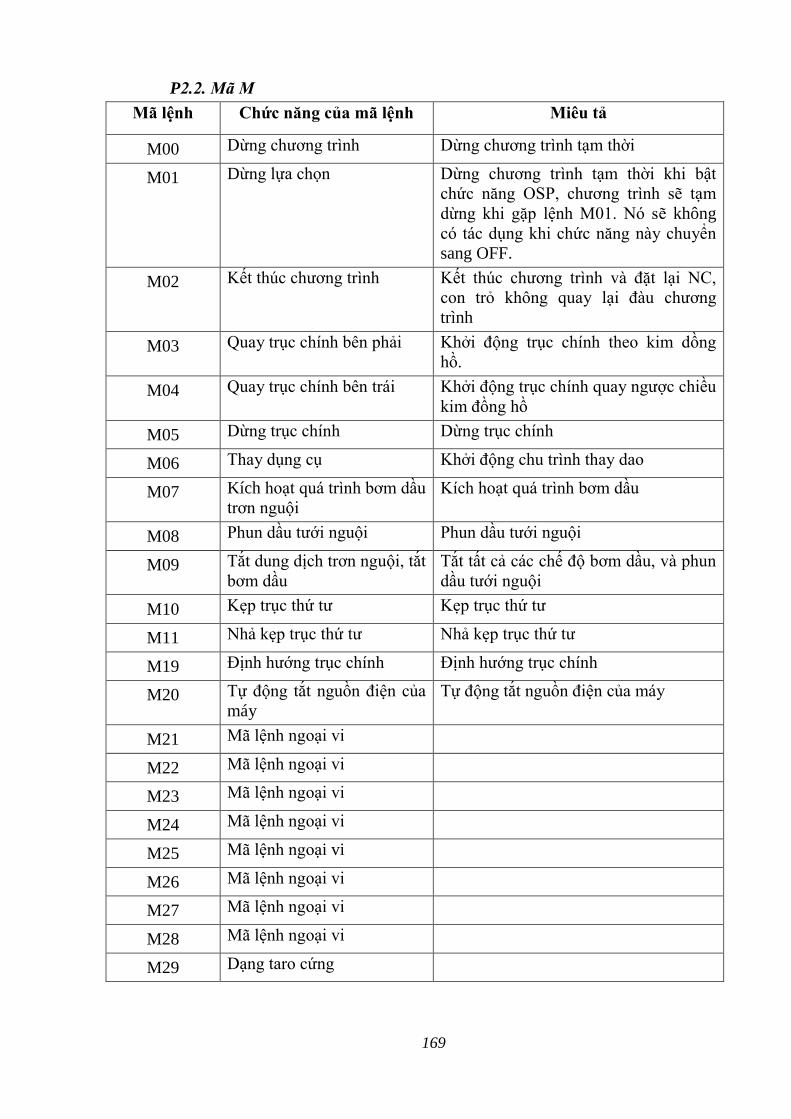
169
P2.2. Mã M
Mã lệnh Chức năng của mã lệnh Miêu tả
M00 Dừng chương trình Dừng chương trình tạm thời
M01 Dừng lựa chọn Dừng chương trình tạm thời khi bật
chức năng OSP, chương trình sẽ tạm
dừng khi gặp lệnh M01. Nó sẽ không
có tác dụng khi chức năng này chuyển
sang OFF.
M02 Kết thúc chương trình Kết thúc chương trình và đặt lại NC,
con trỏ không quay lại đàu chương
trình
M03 Quay trục chính bên phải Khởi động trục chính theo kim dồng
hồ.
M04 Quay trục chính bên trái Khởi động trục chính quay ngược chiều
kim đồng hồ
M05 Dừng trục chính Dừng trục chính
M06 Thay dụng cụ Khởi động chu trình thay dao
M07 Kích hoạt quá trình bơm dầu
trơn nguội
Kích hoạt quá trình bơm dầu
M08 Phun dầu tưới nguội Phun dầu tưới nguội
M09 Tắt dung dịch trơn nguội, tắt
bơm dầu
Tắt tất cả các chế độ bơm dầu, và phun
dầu tưới nguội
M10 Kẹp trục thứ tư Kẹp trục thứ tư
M11 Nhả kẹp trục thứ tư Nhả kẹp trục thứ tư
M19 Định hướng trục chính Định hướng trục chính
M20 Tự động tắt nguồn điện của
máy
Tự động tắt nguồn điện của máy
M21 Mã lệnh ngoại vi
M22 Mã lệnh ngoại vi
M23 Mã lệnh ngoại vi
M24 Mã lệnh ngoại vi
M25 Mã lệnh ngoại vi
M26 Mã lệnh ngoại vi
M27 Mã lệnh ngoại vi
M28 Mã lệnh ngoại vi
M29 Dạng taro cứng
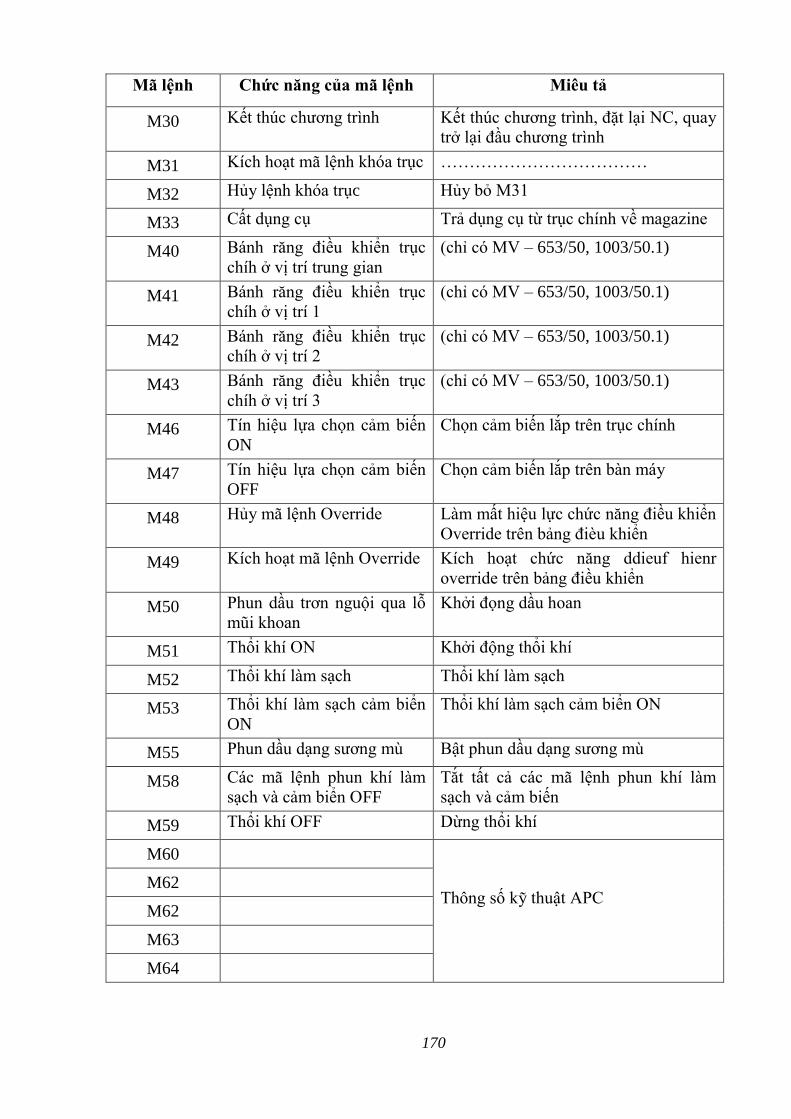
170
Mã lệnh Chức năng của mã lệnh Miêu tả
M30 Kết thúc chương trình Kết thúc chương trình, đặt lại NC, quay
trở lại đầu chương trình
M31 Kích hoạt mã lệnh khóa trục ………………………………
M32 Hủy lệnh khóa trục Hủy bỏ M31
M33 Cất dụng cụ Trả dụng cụ từ trục chính về magazine
M40 Bánh răng điều khiển trục
chíh ở vị trí trung gian
(chỉ có MV – 653/50, 1003/50.1)
M41 Bánh răng điều khiển trục
chíh ở vị trí 1
(chỉ có MV – 653/50, 1003/50.1)
M42 Bánh răng điều khiển trục
chíh ở vị trí 2
(chỉ có MV – 653/50, 1003/50.1)
M43 Bánh răng điều khiển trục
chíh ở vị trí 3
(chỉ có MV – 653/50, 1003/50.1)
M46 Tín hiệu lựa chọn cảm biến
ON
Chọn cảm biến lắp trên trục chính
M47 Tín hiệu lựa chọn cảm biến
OFF
Chọn cảm biến lắp trên bàn máy
M48 Hủy mã lệnh Override Làm mất hiệu lực chức năng điều khiển
Override trên bảng đièu khiển
M49 Kích hoạt mã lệnh Override Kích hoạt chức năng ddieuf hienr
override trên bảng điều khiển
M50 Phun dầu trơn nguội qua lỗ
mũi khoan
Khởi đọng dầu hoan
M51 Thổi khí ON Khởi động thổi khí
M52 Thổi khí làm sạch Thổi khí làm sạch
M53 Thổi khí làm sạch cảm biển
ON
Thổi khí làm sạch cảm biển ON
M55 Phun dầu dạng sương mù Bật phun dầu dạng sương mù
M58 Các mã lệnh phun khí làm
sạch và cảm biển OFF
Tắt tất cả các mã lệnh phun khí làm
sạch và cảm biến
M59 Thổi khí OFF Dừng thổi khí
M60
Thông số kỹ thuật APC M62
M62
M63
M64
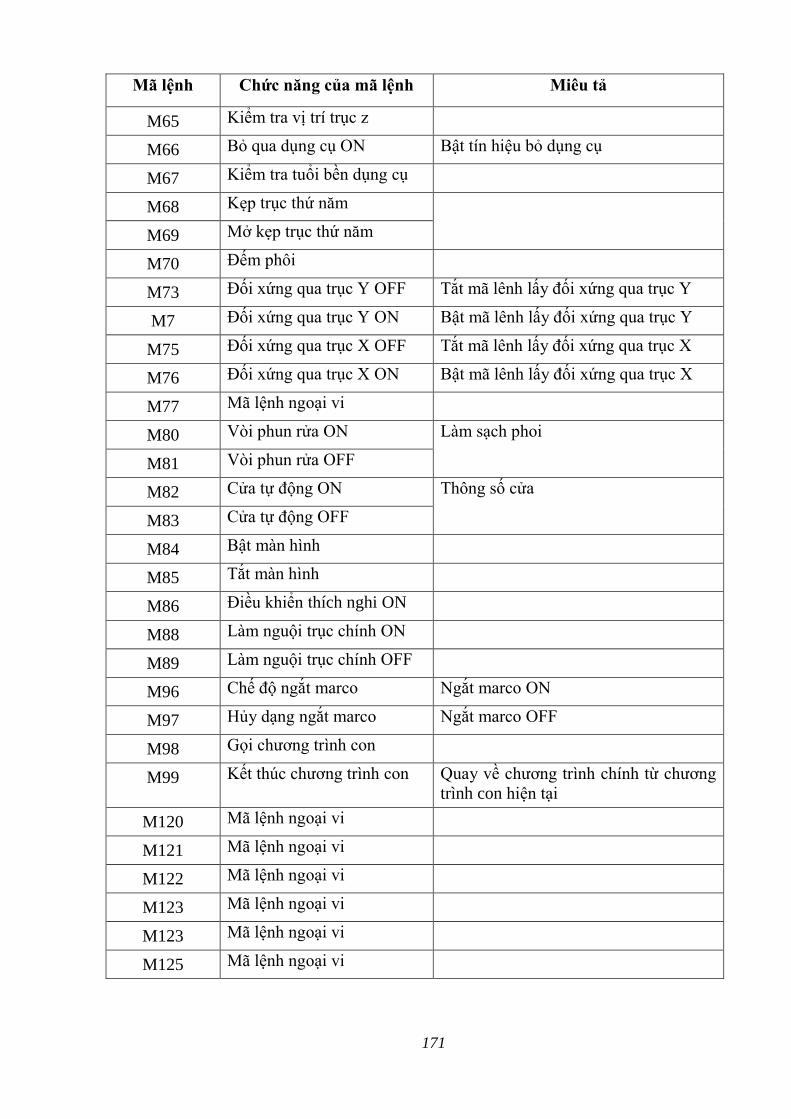
171
Mã lệnh Chức năng của mã lệnh Miêu tả
M65 Kiểm tra vị trí trục z
M66 Bỏ qua dụng cụ ON Bật tín hiệu bỏ dụng cụ
M67 Kiểm tra tuổi bền dụng cụ
M68 Kẹp trục thứ năm
M69 Mở kẹp trục thứ năm
M70 Đếm phôi
M73 Đối xứng qua trục Y OFF Tắt mã lênh lấy đối xứng qua trục Y
M7 Đối xứng qua trục Y ON Bật mã lênh lấy đối xứng qua trục Y
M75 Đối xứng qua trục X OFF Tắt mã lênh lấy đối xứng qua trục X
M76 Đối xứng qua trục X ON Bật mã lênh lấy đối xứng qua trục X
M77 Mã lệnh ngoại vi
M80 Vòi phun rửa ON Làm sạch phoi
M81 Vòi phun rửa OFF
M82 Cửa tự động ON Thông số cửa
M83 Cửa tự động OFF
M84 Bật màn hình
M85 Tắt màn hình
M86 Điều khiển thích nghi ON
M88 Làm nguội trục chính ON
M89 Làm nguội trục chính OFF
M96 Chế độ ngắt marco Ngắt marco ON
M97 Hủy dạng ngắt marco Ngắt marco OFF
M98 Gọi chương trình con
M99 Kết thúc chương trình con Quay về chương trình chính từ chương
trình con hiện tại
M120 Mã lệnh ngoại vi
M121 Mã lệnh ngoại vi
M122 Mã lệnh ngoại vi
M123 Mã lệnh ngoại vi
M123 Mã lệnh ngoại vi
M125 Mã lệnh ngoại vi
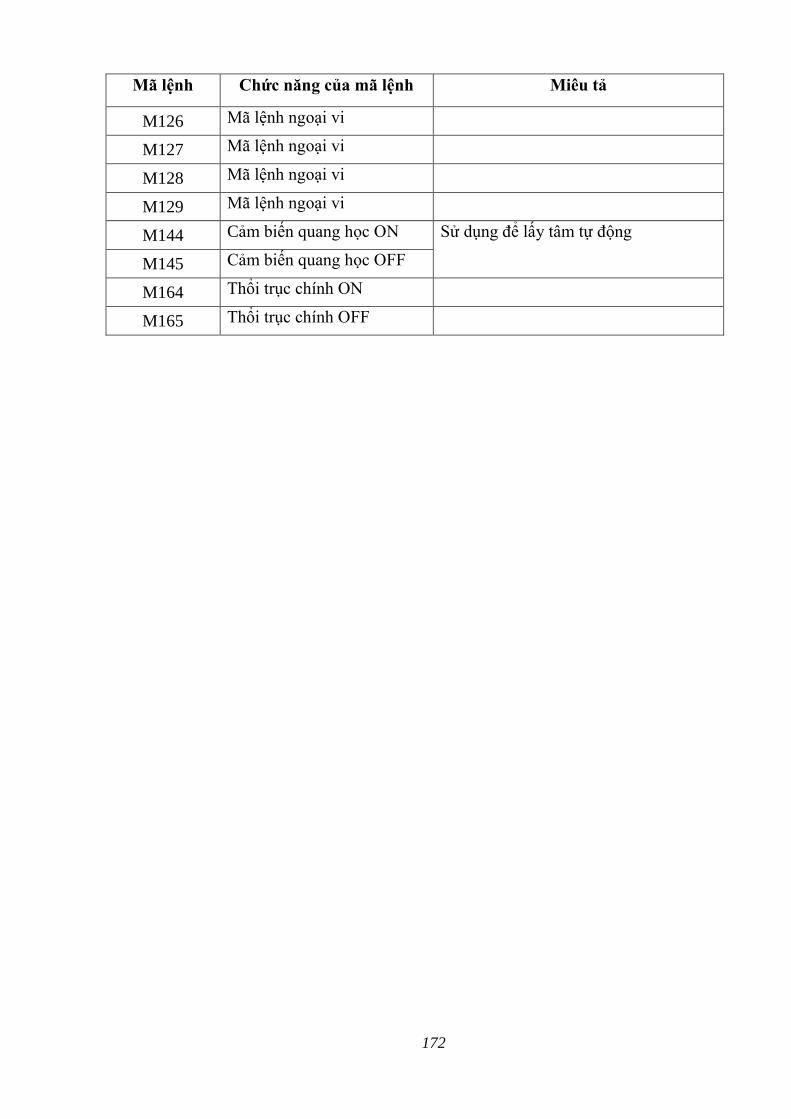
172
Mã lệnh Chức năng của mã lệnh Miêu tả
M126 Mã lệnh ngoại vi
M127 Mã lệnh ngoại vi
M128 Mã lệnh ngoại vi
M129 Mã lệnh ngoại vi
M144 Cảm biến quang học ON Sử dụng để lấy tâm tự động
M145 Cảm biến quang học OFF
M164 Thổi trục chính ON
M165 Thổi trục chính OFF
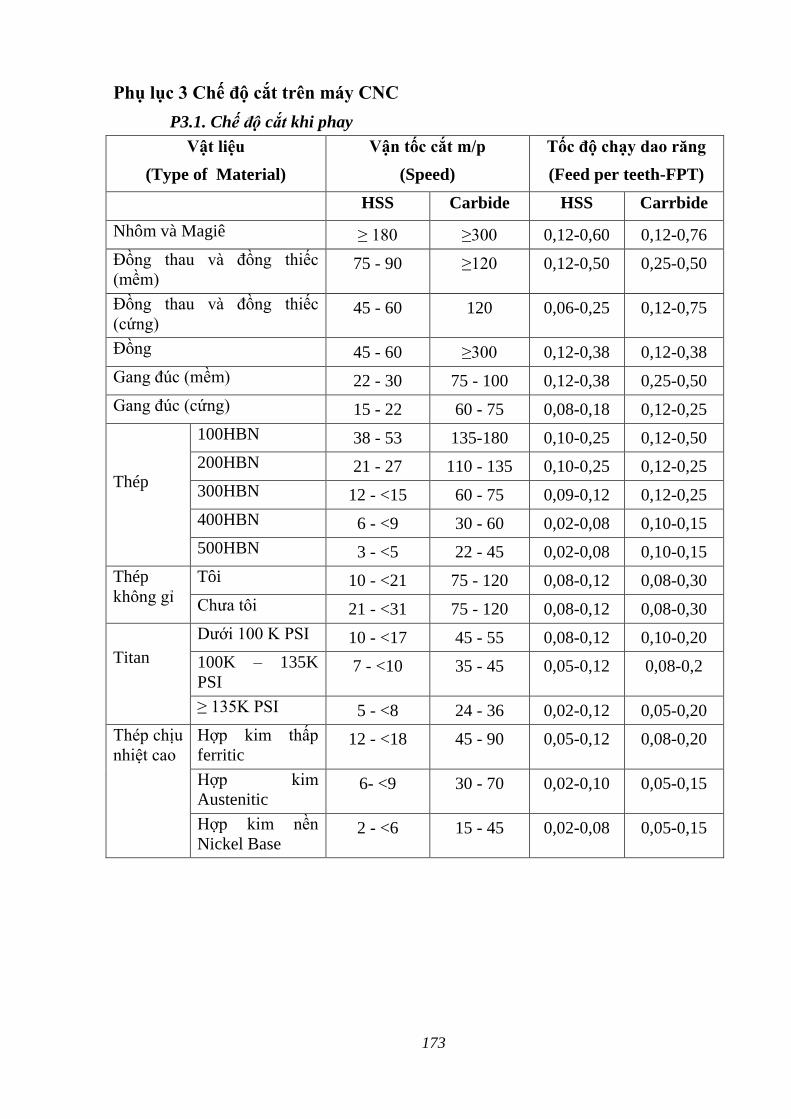
173
Phụ lục 3 Chế độ cắt trên máy CNC
P3.1. Chế độ cắt khi phay
Vật liệu
(Type of Material)
Vận tốc cắt m/p
(Speed)
Tốc độ chạy dao răng
(Feed per teeth-FPT)
HSS Carbide HSS Carrbide
Nhôm và Magiê ≥ 180 ≥300 0,12-0,60 0,12-0,76
Đồng thau và đồng thiếc
(mềm) 75 - 90 ≥120 0,12-0,50 0,25-0,50
Đồng thau và đồng thiếc
(cứng) 45 - 60 120 0,06-0,25 0,12-0,75
Đồng 45 - 60 ≥300 0,12-0,38 0,12-0,38
Gang đúc (mềm) 22 - 30 75 - 100 0,12-0,38 0,25-0,50
Gang đúc (cứng) 15 - 22 60 - 75 0,08-0,18 0,12-0,25
Thép
100HBN 38 - 53 135-180 0,10-0,25 0,12-0,50
200HBN 21 - 27 110 - 135 0,10-0,25 0,12-0,25
300HBN 12 - <15 60 - 75 0,09-0,12 0,12-0,25
400HBN 6 - <9 30 - 60 0,02-0,08 0,10-0,15
500HBN 3 - <5 22 - 45 0,02-0,08 0,10-0,15
Thép
không gỉ
Tôi 10 - <21 75 - 120 0,08-0,12 0,08-0,30
Chưa tôi 21 - <31 75 - 120 0,08-0,12 0,08-0,30
Titan
Dưới 100 K PSI 10 - <17 45 - 55 0,08-0,12 0,10-0,20
100K – 135K
PSI 7 - <10 35 - 45 0,05-0,12 0,08-0,2
≥ 135K PSI 5 - <8 24 - 36 0,02-0,12 0,05-0,20
Thép chịu
nhiệt cao
Hợp kim thấp
ferritic 12 - <18 45 - 90 0,05-0,12 0,08-0,20
Hợp kim
Austenitic 6- <9 30 - 70 0,02-0,10 0,05-0,15
Hợp kim nền
Nickel Base 2 - <6 15 - 45 0,02-0,08 0,05-0,15
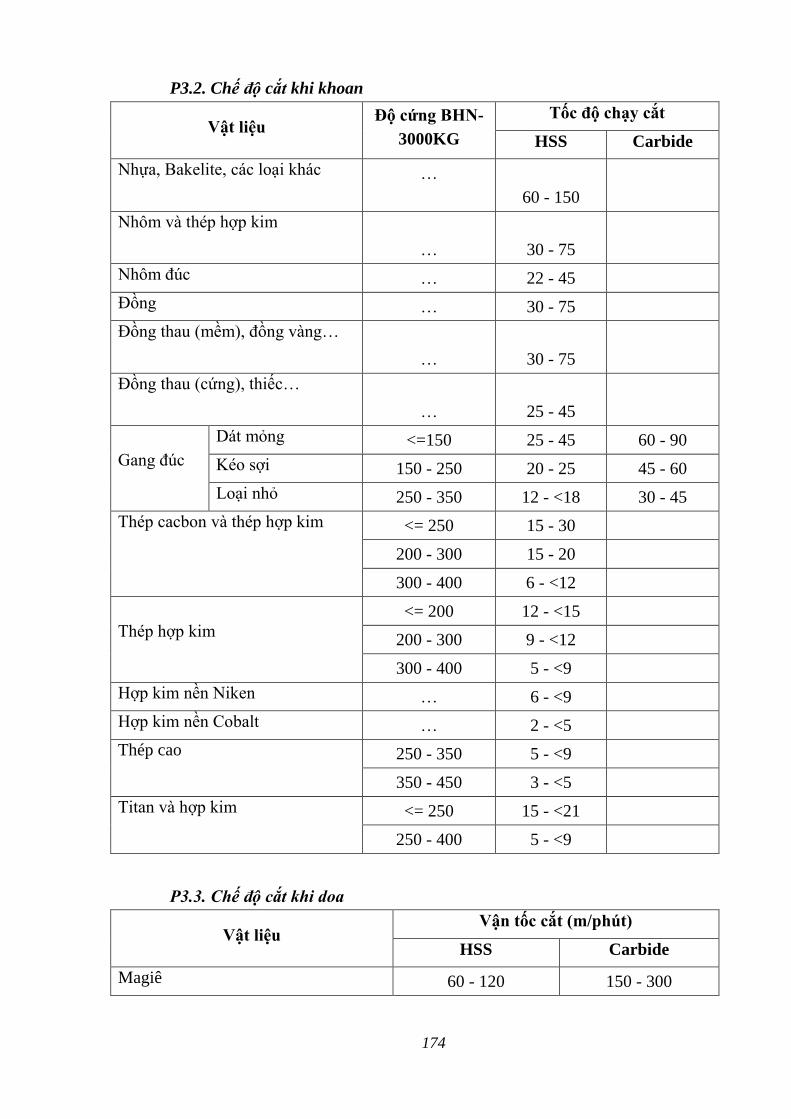
174
P3.2. Chế độ cắt khi khoan
Vật liệu Độ cứng BHN-
3000KG
Tốc độ chạy cắt
HSS Carbide
Nhựa, Bakelite, các loại khác …
60 - 150
Nhôm và thép hợp kim
…
30 - 75
Nhôm đúc … 22 - 45
Đồng … 30 - 75
Đồng thau (mềm), đồng vàng…
…
30 - 75
Đồng thau (cứng), thiếc…
…
25 - 45
Gang đúc
Dát mỏng <=150 25 - 45 60 - 90
Kéo sợi 150 - 250 20 - 25 45 - 60
Loại nhỏ 250 - 350 12 - <18 30 - 45
Thép cacbon và thép hợp kim <= 250 15 - 30
200 - 300 15 - 20
300 - 400 6 - <12
Thép hợp kim
<= 200 12 - <15
200 - 300 9 - <12
300 - 400 5 - <9
Hợp kim nền Niken … 6 - <9
Hợp kim nền Cobalt … 2 - <5
Thép cao 250 - 350 5 - <9
350 - 450 3 - <5
Titan và hợp kim <= 250 15 - <21
250 - 400 5 - <9
P3.3. Chế độ cắt khi doa
Vật liệu Vận tốc cắt (m/phút)
HSS Carbide
Magiê 60 - 120 150 - 300
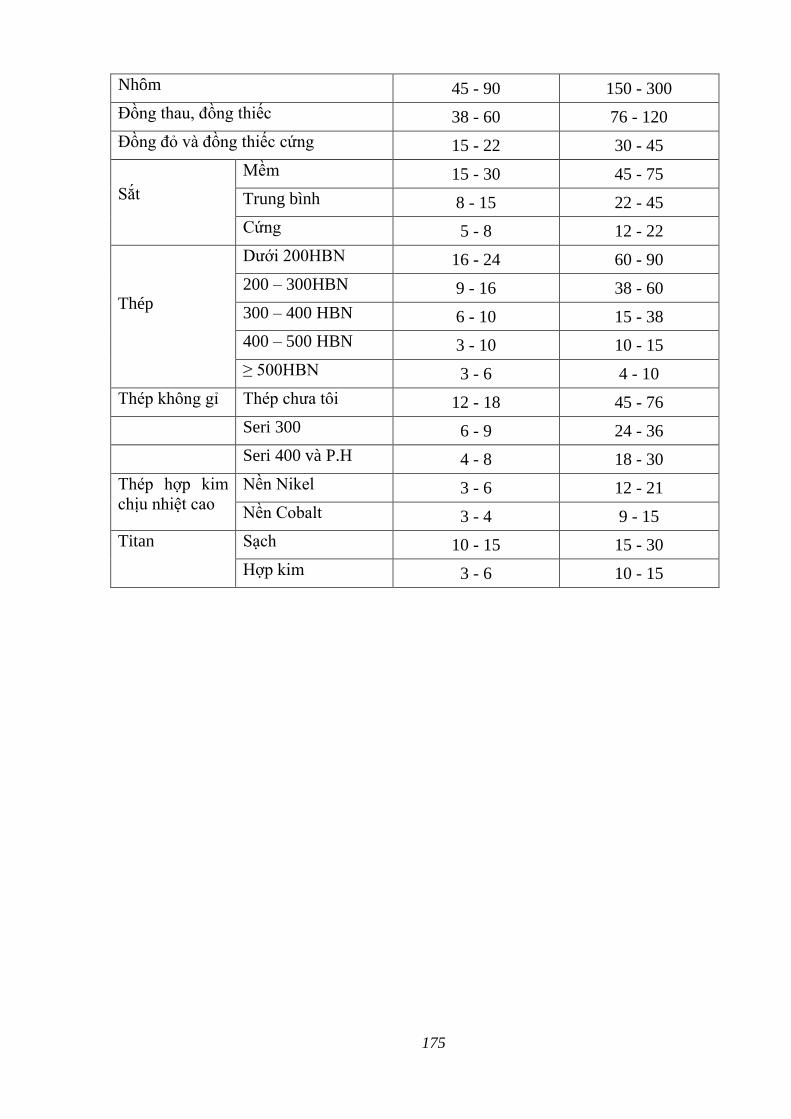
175
Nhôm 45 - 90 150 - 300
Đồng thau, đồng thiếc 38 - 60 76 - 120
Đồng đỏ và đồng thiếc cứng 15 - 22 30 - 45
Sắt
Mềm 15 - 30 45 - 75
Trung bình 8 - 15 22 - 45
Cứng 5 - 8 12 - 22
Thép
Dưới 200HBN 16 - 24 60 - 90
200 – 300HBN 9 - 16 38 - 60
300 – 400 HBN 6 - 10 15 - 38
400 – 500 HBN 3 - 10 10 - 15
≥ 500HBN 3 - 6 4 - 10
Thép không gỉ Thép chưa tôi 12 - 18 45 - 76
Seri 300 6 - 9 24 - 36
Seri 400 và P.H 4 - 8 18 - 30
Thép hợp kim
chịu nhiệt cao
Nền Nikel 3 - 6 12 - 21
Nền Cobalt 3 - 4 9 - 15
Titan Sạch 10 - 15 15 - 30
Hợp kim 3 - 6 10 - 15
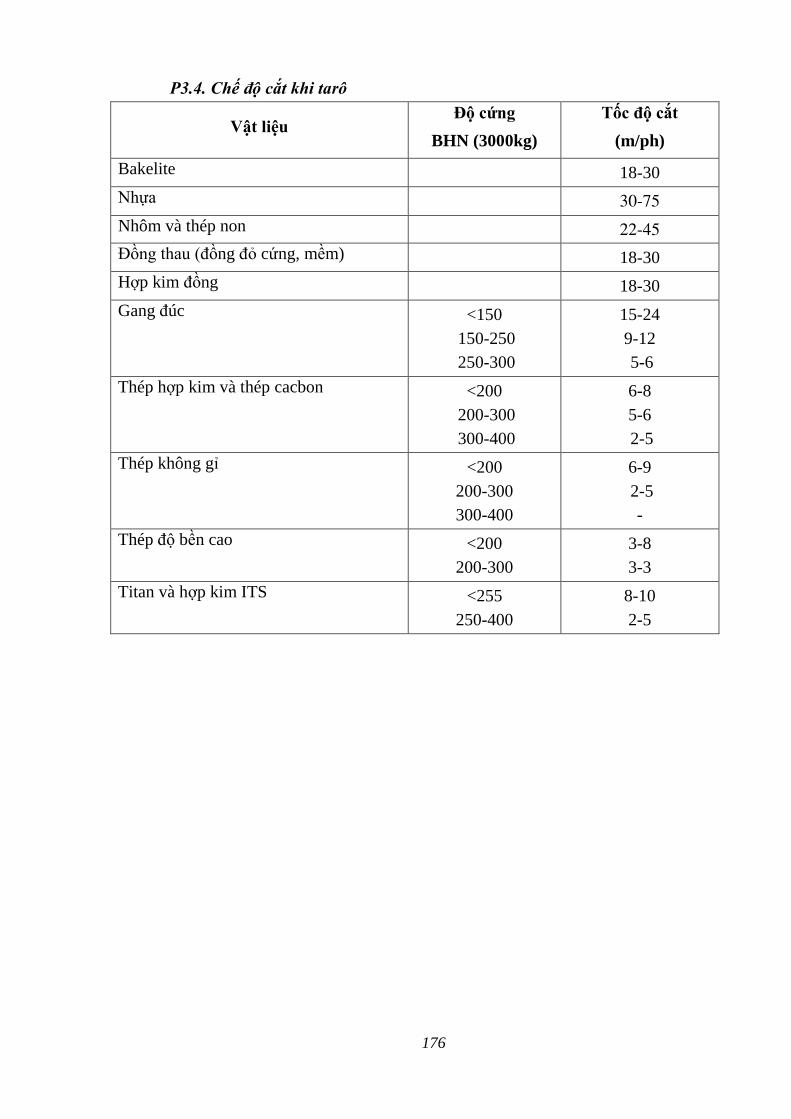
176
P3.4. Chế độ cắt khi tarô
Vật liệu Độ cứng
BHN (3000kg)
Tốc độ cắt
(m/ph)
Bakelite 18-30
Nhựa 30-75
Nhôm và thép non 22-45
Đồng thau (đồng đỏ cứng, mềm) 18-30
Hợp kim đồng 18-30
Gang đúc <150
150-250
250-300
15-24
9-12
5-6
Thép hợp kim và thép cacbon <200
200-300
300-400
6-8
5-6
2-5
Thép không gỉ <200
200-300
300-400
6-9
2-5
-
Thép độ bền cao <200
200-300
3-8
3-3
Titan và hợp kim ITS <255
250-400
8-10
2-5





























