Embed Size (px)
Citation preview

Mold and DieMechanical Engineering DepartmentKasetsart University

Standard 2-Plate Mold Components

Function of Mold Base Components• Top Clamping Plate
– Supports the “A” cavity plate, locating ring, and sprue bushing.
• Locating Ring– Its intended purpose is to properly
situate the mold in relation to the injection nozzle of the machine.

Function of Mold Base Components• “A” Cavity Plate
– Contains and supports the cavity or cavities or the core insert, sprue bushing, and the runners for the parts to be molded.
– In some cases, the cavity may be cut directly into the solid steel plate, while in others the cavities can be constructed separately and inserted into pockets within the cavity plate.

Function of Mold Base Components• “B” Cavity Plate (Core Plate)
– Contains and supports a core section of the molded part and also contains the leader pin bushings.
– The plane between these two plates is the normal parting line (P/L) of the mold, which separates the two halves of the tool.

Function of Mold Base Components• Support Plate
– Is used to provide strength to the cavities to avoid deflection during melt injection inside the cavities.
• Ejector Housing– The ejector housing parallel blocks are
added to provide the height required for the movement of the ejector system.

Function of Mold Base Components• Bottom Clamping Plate
– Secures the movable half of the mold to the movable platen of the injection molding machine.
• Ejector Retainer Plate– Mounted on top of the ejector plate, this
plate retains the ejector head pins, ejector return pins, and sprue puller pin through counter bored holes.

Function of Mold Base Components• Ejector Plate
– Is bolted together with the ejector retainer plate to form a unit. It acts as a back support plate for the ejector pins, return pins, and the knockout bar.
• Ejector Pins– Enter the cavity to make contact with
the molded part.

Function of Mold Base Components• Sprue Puller Pin
– It is used to pull the solid sprue out of the bushing automatically when the mold opens and the molded parts and the runner system are ejected.
• Return Pins– They contact the stationary cavity plate
and prompt the movement of the ejector plates back to normal position prior to the next shot.

Function of Mold Base Components• Leader Pins
– Used to align the plates on the closing of the mold, are hardened and ground steel pins mounted into one of the mold halves.
• Shoulder Bushings– Hardened and ground steel bushings
are mounted into the other half of the mold, in-line with the leader pins.

Injection Molding M/C Nozzle
•The nozzle is a tabular shaped component of various lengths and inside diameters, long enough to reach the mold.

Injection Molding M/C Nozzle
•It commonly consists of a one-piece unit or removable separate nozzle tip screwing into the main body of the nozzle.

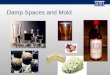
Mold Cold Runner System•The cold runner system transfers the
thermoplastic melt from the injection nozzle to the cavities.
•It consists of sprue, sprue puller, runner, cold slug pockets, and gates.
•It is desirable to keep the travelling distance of the material to a minimum to reduce pressure and heat losses.

Mold Cold Runner System
Figure 1 Illustration of molded components in a complete shot

Mold Cold Runner System•The purpose of the runner cold slug
pockets is to catch the melt that has chilled at the front of the nozzle.
•The runner is a channel machined into the mold cavity plate surface (P/L) to connect the sprue with the entrance (gate) to the cavity.

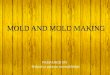
Cold Runner Sprue
•The sprue transfers polymer melt and heat from the molding M/C nozzle to either a runner system or directly to a cavity.
•The contact radius surface between the injection nozzle and the sprue bushing helps with alignment of the flow channels between these components.

Cold Runner Sprue
•Fig 10-67
Figure 2 Contact radius surfaces between injection nozzle tip and sprue bushing

Cold Runner Sprue
•The radius of the sprue bushing should be slightly larger than the injection nozzle tip to ensure sufficient sealing w/o flashing.
•If there were any misalignment, an undercut would be created and inhibit the sprue from being pulled from the bushing.

Cold Runner Sprue
•Fig 10-68
Figure 3 Interface problems between injection nozzle and standard sprue bushing

Cold Runner Sprue
Guidelines when designing a sprue:
•The sprue must not freeze before the runner system and cavities.
•The sprue must be ejected easily and reliably.
•The sprue interfaces with the injection M/C nozzle must not have any flash to avoid sprue ejection problems.

Cold Runner Sprue
Guidelines when designing a sprue:
•At the base of the main runner, in line with the sprue, a sprue puller pocket should be provided to act as a cold slug well.
•The sprue bushing “O” diameter should be a minimum 0.031 in larger than the injection nozzle tip orifice diameter.

Cold Runner Sprue
Standard Sprue Bushings
Figure 4 Standard commercially available sprue bushing

Cold Runner SpruePerformance Alloy Sprue Bushings
Figure 5 Performance alloy sprue bushing to improve temperature control

Cold Runner SprueTranziSprueTM
Figure 6 TranziSprue, a sprue bushing with temperature control

Cold Runner SprueExtension Nozzle Sprue Bushings• They are used to reduce length of the sprue,
reduce pressure drop, and lower injection pressure required for the molding process.
Figure 7 Extension nozzle sprue bushing and short sprue mold

Guidelines for dimensioning sprues

Sprue Puller• During mold opening, the cold sprue is pulled
from the sprue bushing by an undercut in the sprue puller pocket.
Figure 8 Ejection sequence of the cold sprue and runner system

Sprue Puller
Figure 9 Recommended sprue puller designs

Sprue Puller
Reverse taper:
It is the most common design used for molding both high and low melt temperature materials, unreinforced, impact modified, fiber glass, and mineral reinforced resins.

Sprue Puller
“Z” type sprue puller:
It is used in similar applications as the reverse taper. It is not recommended with brittle materials.

Sprue PullerAnnual ring:
This design is recommended only for unreinforced resins.

Designing the Cold Runner System
Important considerations for designing the cold runner system:
▫Cold runner system layout
▫Cold runner cross section geometry
▫Cold runner dimensions

Cold Runner System Layout
The layout of the runner system will depend on the following factors:
▫The number of cavities
▫The geometry of the molded parts
▫The type of mold
▫The type, geometry, and size of the gates.

Cold Runner Cross Section Geometries
nn
Figure 9 Typical cold runner cross section geometries

Cold Runner Cross Section Geometries•The half round runner design is the most
insufficient in delivering a melt, because its ratio of pressure loss to runner unit volume is very high.
•The parabolic runner best approximation of circular
cross-section, simpler machining in one mold
half only.

Cold Runner Cross Section Geometries•The trapezoidal runner
alternative to parabolic cross-section,
more heat loses and scrap thanparabolic cross-section.

Cold Runner Cross Section Geometries
•A full round runner
slowest cooling rate,low heat and frictional losses,center of channel freezes last therefore
effective holding pressure,machining into both mold
halves is difficult and expensive.

Cold Runner Cross Section Geometries
The runner should provide •a maximum cross section area from the
standpoint of pressure transfer and •minimum contact on the periphery from
the standpoint of heat transfer.

Cold Runner Dimensions
Considerations required for
specifying the cold runner dimensions:
• The wall thickness and volume of the molded part
• The distance of the cavity from the main runner or sprue
• The mold cooling system for the runner and gates

Cold Runner Dimensions
Considerations required for
specifying the cold runner dimensions: (cont.)
• Type of cold runner cross section design
• The thermoplastic melt flow rate
• The thermoplastic viscosity and shear rate characteristics

Cold Runner Dimensions
• The runner length should always be kept
to a minimum to reduce pressure losses and the cold runner system should be balanced.
• Runner balancing means that the distance, the volume, and heat transfer characteristics should be identical for each channel.

Cold Runner Layout
Figure 10 Difference between balanced and unbalanced runners

Cold Runner Layout
Figure 11 Three different balanced runner configurations

Cold Runner Layout
Circular Layout• Equal flow length to all cavities,• Easy demolding especially of parts
requiring unscrewing devices,• Only limited number of cavities can be
accommodated.

Cold Runner Layout
Series Layout• Space for more cavities than with
circular layout,• Unequal flow lengths to individual cavities,• Uniform filling possible only with corrected
channel diameters.

Cold Runner Layout
Symmetrical Layout• Equal flow length to all cavities
without gate correction,• Large runner volume,• Much scrap,• Rapid cooling of melt (Remedy: hot
manifold or insulated runner).

Mold Cavity Gating
The gate is always the narrowest point in the gating system (except the sprue gate) which encounters a resistance to flow. This is a desirable effect because• The melt entering the cavity becomes more
fluid and reproduces the cavity better,• The surrounding metal is heated up and the
gate remains open longer for the holding pressure.

Mold Cavity Gating
The gate size is important for the following reasons:
• The correct type of gate allows for simple gate separation from the molded product and automatic molding process.
• After de-gating, only a small witness mark remains on the molded part.
• Uniform quality control of multi-cavity molds can be achieved.

Mold Cavity Gating
The optimum type, geometry, dimension, and location of the gate are determined by the following factors:
• The viscosity and shear rate characteristics of the resin to be molded.
• The shot size or volume of material to be injected.
• The melt and mold processing temperatures.

Mold Cavity Gating• The crystallinity rate or time required to
freeze the melt in the mold cavity
• The size, complexity, and wall thickness of the molded part.
• Molded product requirements (flatness, roundness, tolerances, strength, toughness)
• Type of injection molding process (runnerless, 2- or 3- plate)

Types of Mold Cavity GatesSprue Gate
• The molded part is injected directly from a sprue, the feed section is called a sprue gate.
• The main disadvantage is that it leaves a large gate mark on the molded part, requires manual sprue removal, and single cavity molds.

Types of Mold Cavity GatesRectangular Edge Gate
• The cross section geometry is simple and cheap to machine (only in one mold plate).
• Close accuracy in the gate dimensions can be achieved.
• The gate dimensions can be easily and quickly modified.

Types of Mold Cavity GatesRectangular Edge Gate
• One disadvantage is that after gate removal, a witness mark is left on a visible surface of the molded part.
“W” should be between D and H

Types of Mold Cavity GatesOverlap Edge Gate
• This gate, being attached to the molding surface, does require more careful removal and finishing than for edge gate.

Types of Mold Cavity GatesFan Edge Gate

Types of Mold Cavity GatesFan Edge Gate
• A width of the gate at the cavity is relatively wide and, because of this, a large volume of material can be injected in a short cycle time.
• This gate can be used for large area, thin-walled molded part.
• The fan shape appears to spread the flow of the melt uniformly.

Types of Mold Cavity GatesTab Edge Gate
• This gate prevents the undesirable “jetting”, leaves large witness marks, and is developed for high viscosity amorphous resins.

Types of Mold Cavity GatesSprue Diaphragm Gate
• This gate is used for single-cavity tubular shaped injection molded part.

Types of Mold Cavity GatesExternal Ring Gate
• This gate is used for tubular type molded parts when more than one cavity is required in a simple 2-plate mold.

Types of Mold Cavity GatesInternal Ring Gate
• This gate is used for molding small tubular molded parts.

Types of Mold Cavity GatesSpider Gate

Types of Mold Cavity GatesFilm Edge Gate

Types of Mold Cavity GatesFilm Edge Gate
• This gate is used for injection molding large, thin-walled, good surface finishing thermoplastic component to help in the production of warp-free products.
• The gate normally extends across the complete width of the molded part.

Types of Mold Cavity GatesPin Point Gate

Types of Mold Cavity GatesStandard Tunnel Gate
Figure 14 Tunnel gate, sequence of ejection

Types of Mold Cavity GatesStandard Tunnel Gate
• It is a circular or oval gate that submerges and feeds into the cavity below the P/L of the mold.
• The gate is sheared off from the cavity automatically during ejection.

Types of Mold Cavity GatesStandard Tunnel Gate
• The standard tunnel gates are found in two varieties: short tunnel and long tunnel gates.

Types of Mold Cavity GatesStandard Tunnel Gate
• When a long tunnel is used, the angle between the part and the tunnel should not exceed 30 to ensure gate shearing.
• The steel safety margin must be at least 0.078 in or greater.

Types of Mold Cavity GatesBanana or Cashew Gate
• It is a variation of a tunnel gate and can provide gating into the lower base of the molded component.

Gate Molding Effects• Ideally, the gate should be positioned to
allow an even flow of the melt into the cavity, so that fills uniformly and the advancing melt front spreads out and reaches the various cavity extremities simultaneously.
• The location and the type of gates used in the molds affect the geometry and dimensional size of the molded part.

Gate Molding Effects
Figure 15 Molding effects caused by a single external
edge gate
Figure 16 Effects caused by two external runners and
edge gates

Gate Molding Effects
Figure 17 Effects caused by two internal spider runners
and gates
Figure 18 Effects caused by four internal spiders and
gates

Gate Molding Effects
Figure 19 Molding effects caused by the type of gate and location

Gate Molding Effects
Figure 20 Molding effects caused by the type of gate and location

Gate Molding Effects
Figure 21 Molding effects caused by the type of gate and location

Gate Molding Effects
Figure 22 Effects caused by type, number, and location of gates

Mold Venting Systems
• The openings through which gases trapped inside the cavity escape are known as “vents”.
• The ideal vent would be one that will allow gases to expel freely from the cavity while completely blocking the escape of molten polymer, which would cause flashing.

Mold Venting Systems
Consequences of inadequate mold venting:
For the molded part For the mold For injection molding
Burn marks due to diesel effect
Abrasion through combustion residues in the combustion gas diesel effect
Irregular processes through blockage of venting channels
Structural defects/surface defects through detachment of the polymer from a structured mold wall
Corrosion by aggressive gases diesel effect
Longer cycle times due to increased back pressure in the cavity
Overpacking due to injection pressure set too high when vents clogged
Mold coated by combustion residues in the combustion gas diesel effect
Short service life of machine due to higher loading

Mold Venting Systems
Consequences of inadequate mold venting:
For the molded part For the mold For injection molding
Displacement if weld lines due to changes in vents
Mold exposed to direct heat due to strong air heating during compression hardening of outer layer
Escaping gases during the process may be harmful to health, depending on material
Entrapped air (voids) Increased cleaning of venting elements
Longer setup time through higher scrap rate
Incomplete mold filling
Higher repair and maintenance costs
Greater need for pressure due to increased back pressure in the cavity
Reduction in strength especially at weld lines
Injection molding machine has higher energy requirements

Mold Venting Systems
• Lack of proper venting will cause excessive use of injection pressure for the molding process, which will cause a high degree of internal stresses.
• Relief edge vents have to be small enough to prevent the polymer melt from entering the venting channels.

Product Design for Venting
Several product design geometries can lead to venting problems:
• A thermoplastic injection molded product designed with thin-walled sections connected and surrounded by thick sections should be avoided.

Product Design for Venting
Figure 23 Venting problems, outer heavy/middle thin wall section

Product Design for Venting
• Blind, deep hole in the cavity should be avoided.
Figure 24 Venting problems with a cavity/center deep blind
hole

Product Design for Venting• Avoid any geometry that could cause
a preferential filling along the P/L or around core pins, where the unvented section of the cavity is last to fill.
Figure 25 Venting problems of thick upper/thin base taper core

Venting Characteristics of Thermoplastic Polymers
There are two characteristics of thermoplastics that lead to venting problems:
• Thermoplastic that release large quantities of vapor when heated require more mold venting than materials that do not.
• Thermoplastic that have sharp melting points, fast melt flow rates; for a fast injection, the mold must be well vented.

Mold Venting Process Problems
Inadequate venting causes many injection molding problems:
• Flashing problems
Figure 26 Poor mold venting causes flashing problems

Mold Venting Process Problems
• Short shot
Figure 27 Poor mold venting causes incomplete molded parts

Mold Venting Process Problems
• Internal gas voids
Figure 28 Micro structural analysis showing internal gas voids

Mold Venting Process Problems
• Poor weld lines
Figure 29 Micro structural analyses showing the weld lines

Mold Venting Process Problems• Burn marks
Figure 30 Burn mark problem of a thermoplastic molded part

Mold Venting Process Problems• Core insert corrosion
Figure 31 Core insert corrosion caused by poor mold venting

Mold Venting Process Problems• Poor surface finishing:
caused by the inability to fill the mold cavity quickly.
Figure 32 Two molded bushings showing poor surface finishing

Mold Venting Process Problems• Mold deposit spots
Figure 33 Molded cup showing mold deposit problems

Mold Venting Design• P/L Cavity Venting
Figure 34 Mold base plates and cavity insert mount clearances

Mold Venting Design• P/L Cavity Venting
Figure 35 In-line P/L cavity venting (in)

Mold Venting Design• P/L Cavity Venting
Figure 36 P/L cavity venting to the ring groove vent (in)

Mold Venting DesignTable 2 Cavity relief edge vent depth for common types of
resins

Mold Venting Design• P/L Cavity Venting
Figure 37 P/L cavity venting systems

Mold Venting Design• Mold Cavity Insert Parting Surface
Venting
Figure 37 Different mold cavity insert parting face venting systems

Mold Venting Design• Mold Cavity Insert Parting Surface
Venting
Figure 37 Different mold cavity insert parting face venting systems

Mold Venting Design• Mold Cavity Insert Parting Surface
Venting
Figure 38 Horizontal parting face insert cavity venting (in)

Mold Venting Design• Mold Cavity Insert Parting Surface
Venting
Figure 39 Vertical parting face insert cavity venting (in)

Mold Venting Design• Ejector Ring Venting System
Figure 40 Ejector ring and P/L cavity venting system

Mold Venting Design• Core or Ejector Pin Ring Groove Venting
Figure 41 Core or ejector pins ring groove venting details (in)

Mold Venting Design• Core or Ejector Pin Ring Groove Venting
Figure 42 Core or ejector pins ring groove vent projection view

Figure 43 Two screw bosses using cores with ring groove vents
Mold Venting Design• Core or Ejector Pin Ring Groove Venting

Figure 44 Additional cold runner system locations for venting
Mold Venting Design• Ring groove vents for sprue puller pins,
runner/gate ejector pip vents, and 3-plate mold runner venting systems.

Figure 44 Additional cold runner system locations for venting
Mold Venting Design

Figure 44 Additional cold runner system locations for venting
Mold Venting Design

Figure 45 Sintered porous insert plug mold
venting
Mold Venting Design• Using Sintered Porous Insert Plugs
Figure 46 Sintered vent plug insert mold venting
application