Embed Size (px)
Citation preview

Module 1
1.1 Brewing Raw Materials
1.1.2 Adjuncts 1.1.3 Water 1.1.4 Hops
DIPL
OM
A IN
BRE
WIN
G

Contents Abstract ............................................................................................................................................ 1
Learning Outcomes ........................................................................................................................... 1
Prerequisite Understanding ............................................................................................................... 1
1.1.2 Adjuncts ................................................................................................................................... 2
Introduction .................................................................................................................................. 2
Solid Adjuncts ................................................................................................................................ 2
Liquid Adjuncts .............................................................................................................................. 3
Use of Adjuncts in the Brewery ...................................................................................................... 7
Adjunct Starch and Gelatinisation Temperature ............................................................................. 9
Commercial Enzymes in Brewing ................................................................................................. 10
Speciality Malts ........................................................................................................................... 13
Self-Assessment Questions .......................................................................................................... 18
Self Assessment Answers ............................................................................................................. 19
1.1.3 Water ..................................................................................................................................... 21
Introduction ................................................................................................................................ 21
Water Hardness ........................................................................................................................... 24
Measuring Water Hardness ......................................................................................................... 25
Brewing Water Ionic Content ....................................................................................................... 25
Microbiological Treatments ......................................................................................................... 27
Self-Assessment Questions .......................................................................................................... 31
Self-Assessment Answers ............................................................................................................ 32
1.1.4 Hops ....................................................................................................................................... 33
Introduction ................................................................................................................................ 33
Hop Cultivation ............................................................................................................................ 35
Chemical Composition of Hop Constituents ................................................................................. 38
Processed Hop Products .............................................................................................................. 42
The Use of Hops in Brewing ......................................................................................................... 48
Self-Assessment Questions .......................................................................................................... 53
Self-Assessment Answers ............................................................................................................ 55

© The Institute of Brewing & Distilling 2017
1
ABSTRACT
In this continuation of Module 1.1 (Brewing Raw Materials) of the Diploma in Brewing, we will examine the non-malted raw materials used in wort production (yeast and fermentation is covered in Module 2). These are: Adjuncts, Water and Hops. Firstly, we will consider the range of brewing adjuncts available, including their uses, composition and methods of manufacture. Typical specifications and relevance to brewing performance will be discussed. Secondly, the impact of water composition and quality on beer processing and quality will be examined. This will include typical specifications and methods of analysis for brewing water, and their relevance for predicting wort composition, extract efficiency and brewing performance. Finally, we will look at hops, and consider hop selection, hop constituents, available hop products and their use throughout the brewing process.
LEARNING OUTCOMES
On completion of this section you should be able to:
1. Understand the range of brewing adjuncts and specialty malts and their use in the brewery.
2. Describe a specification for brewing water treatment and understand the impact of water on wort production and beer quality.
3. Understand the selection of hops and hop products for use throughout the brewing process.
PREREQUISITE UNDERSTANDING
Basic scientific knowledge and terminology.

© The Institute of Brewing & Distilling 2017
2
1.1.2 ADJUNCTS
Introduction
There are a variety of different adjuncts available to the brewer. Such adjuncts can be categorised and subdivided as follows:
Solid Adjuncts Liquid Adjuncts
Roasted Glucose Syrups Torrified Sucrose Syrups Micronised Invert Sugars Flaked Malt Extracts Grits Caramel Flours Primings
Solid Adjuncts
Roasted Barley predominates as the main roasted adjunct and is used as a cheaper alternative to speciality chocolate malts. The unmalted grain is roasted in a heated rotating drum, producing a “concentrated” grain that imparts more colour and flavour. Roasted and raw barley used as adjuncts, cause processing problems due to the structural integrity of their grains. Unmalted barley is an extremely abrasive grain, rapidly eroding the rollers of the mill, leading to increased maintenance and repair outlays.
Torrified / Micronised In this process, cereals are subjected to heat at 260°C in the form of either hot sand or air (torrification) or, infrared heat (micronisation). The heat rapidly increases the internal water vapour causing the grain to expand until it pops. This heat partly cooks and disrupts the starch structure, rendering it pre-gelatinised and eliminating this step in the brewhouse. Such heating has the added benefit of denaturing major portions of the protein in the kernel, to the extent that only 10% of the wort soluble protein remains.
With reduced protein levels, the proportions of malt and adjuncts in the grist can be varied, to adjust beer characteristics. For example, extra flavour and colour can be introduced without compounding excessive protein levels from malt. Lipid levels are slightly raised when using torrified adjuncts in comparison to others, but this can be negated in the final wort by increasing the total proportion of adjuncts in the grist. There is no handling or dust problems associated with torrified products and they can be added to the usual grist bill for normal milling and mashing. However, higher extract yields prevail if micronised and torrified products are first pre-cooked, but this is at the expense of additional processing costs.
Flaked Flaking of cereals to produce adjuncts is typically, a two-stage process. Firstly, the cereal is partially gelatinised either through mild pressure-cooking or by steaming at atmospheric pressure. Secondly, the semi-processed cereal grits are passed through rollers held at approximately 85°C, before the moisture content of the flake is reduced to 8-10%. Flaked adjuncts, as with the torrified and micronised adjuncts can be added directly to the grist bill and processed throughout the brewhouse without any special requirements, depending on the cereal variety. For example, flaked barley does not need pre-cooking but flaked maize and rice, which have higher gelatinisation temperatures will.
Grits Grits of various adjuncts are prepared through coarse milling. The milling process removes the husk and outer layers of the endosperm along with the oil-rich germ, leaving behind almost pure endosperm fragments. These fragments can be further milled and classified according to each brewers specific requirements. Some grit products can be processed through the brewhouse without additional processing, but this is dependent

© The Institute of Brewing & Distilling 2017
3
upon the cereal gelatinisation temperature. Grits tend to have high β-glucan levels that increase wort viscosity and can hinder wort separation.
Flours/Starch Starch and flours used in brewing predominantly consist of wheat and maize, although others are used. Starch and flours are produced via the wet milling process. Flours are mainly produced through sequential milling, although hammer mills are often used to produce the final fine flour. Refined starches are prepared as in Figure 2, with the additional step of drying the final starch slurry to yield a “flour”. Flours can also be pelletised. Refined starches are the purest extract source available to the brewer. Although starches and flours can be added directly into the mash, additional storage and handling problems are incurred. Storage containers must be earthed due to the risk of dust explosions and pneumatic conveyors are needed to transport the starch. Starch flour collapses or “bridges” easily on leaving storage bins, blocking vessel outlets. Storage vessels with special fluidising bottoms are required. Additionally, grist compositions containing a high proportion of fine flours can lead to “set” mashes, where the bed is too thick to allow efficient enzyme mixing and saccharification. Particle size is important, too large and extract losses ensue, whilst too small and haze and wort separation problems follow.
Liquid Adjuncts
Glucose Syrups The term glucose in this context can be misleading. Glucose is the most common name for dextrose. In brewing, glucose syrups are in fact solutions of a large range of sugars and contain dextrose, maltose, maltotriose, maltotetrose, and larger dextrins. The spectrum of sugars in the syrup depends upon the manufacturing process used.
Glucose syrups are mainly produced from maize and wheat. The process is outlined in Figures 2 and 3. The degree of starch conversion in the final syrup is expressed as Dextrose Equivalent (DE). This is a measure of the reducing power of the solution. For example: • Starch has a DE = 0 • Pure dextrose has a DE = 100
Sucrose Syrups Sucrose syrups comprise two varieties; sucrose syrups and invert syrups. Both are derived from sugar cane or sugar beet (see Figures 1 below). The benefit of invert sugars is the additional fermentable material achieved on inversion, termed the “inversion gain”.
We can see above that by transforming a disaccharide such as sucrose into two monosaccharides (glucose and fructose) through hydrolysis, there is a molecular weight gain equivalent to a 5.26% increase. This gain in weight is effectively transferred into a gain in product volume. KEYPOINT: The process of inversion, in relation to food, is the hydrolysis of sucrose by acid and/ or high temperatures to give invert sugar. Invert sugar is a mixture of equal parts of d-fructose and d-glucose. Most fruits contain invert sugar and honey contains over 70%; it is also obtained from starch. The use of syrup adjuncts has drawbacks. Problems include: • Storage and handling of syrups is unique.
It is essential to store syrups warm; if this is not done the syrup will crystallise, and the viscosity of the syrup will hinder, if not halt, transfer between vessels.

© The Institute of Brewing & Distilling 2017
4
o glucose syrups should be stored at approximately 45°C
o sucrose/invert syrups should be
stored at approximately 25°C
• Microbial infection must be prevented; as a result glucose syrups should contain 80% solids and sucrose syrups 67% solids, whilst condensation must be avoided at all costs. Maintaining the syrups at such solids loadings or concentrations produces osmotic pressures within the syrup
• that few microbial contaminants can survive. The use of sterile air filters will also help.
• Worts produced with excessive
proportions of sugar syrups, in particular glucose, can lead to both increased diacetyl production and cause “stuck” fermentations.
KEYPOINT: Critical levels of adjunct syrups can be encountered. Excessive concentrations of individual sugars can force the yeast to suppress uptake of other sugars causing a premature cessation to fermentation. Known as a “stuck or hung” fermentation.
Malt Extracts Malt extracts are essentially concentrated syrups of wort. Malt is milled, and mashed as usual and the wort then concentrated to a syrup by evaporation. They can be prepared from any range of grist components to supply the required specifications. Malt extracts can be prepared to include or exclude diastatic enzymes, as required. The diastatic malt extracts are prepared using slightly lower mashing temperatures, to preserve enzyme levels, by avoiding thermal denaturation. Malt extracts can be used to increase production capacity and alter product characteristics, but due to the extra processing involved they are considerably more expensive than other adjuncts.
Caramel Caramels are used to add colour to beer and are produced by heating invert sugars or acid hydrolysed starches. The colour is produced via the Maillard reaction and as such the sweetness of the caramel is substituted for extra colour. The Maillard reaction is the non-enzymatic browning caused by the reaction of the aldehydes or ketones present in the reducing sugars with protein and amino acids.
Figure 1 Sucrose syrup production. The syrup can be used as is or processed further to produce invert syrup.

© The Institute of Brewing & Distilling 2017
5
Figure 2 The production of refined starch from Maize via the wet-milling process

© The Institute of Brewing & Distilling 2017
6
Figure 3 Adjunct syrup production from starch

© The Institute of Brewing & Distilling 2017
7
Use of Adjuncts in the Brewery
Introduction The Bavarian Purity Law (the Reinheitsgebot) defines an adjunct as:
“Anything that is not malt, yeast, hops or water”.
Today, the definition is much broader, for instance in the UK the Foods Standards Committee interprets adjuncts to be: “Any carbohydrate source other than malted barley which contributes sugars to the wort,” An enormous and varied range of adjuncts is available to the brewer, each has benefits and drawbacks. Classically they can be characterised by their form and application. • Solid, unmalted cereals processed in the
brewhouse.
• Solid, malted cereals other than barley, processed in the brewhouse.
• Liquid adjuncts, usually added to the
copper (kettle), or added post fermentation as primings.
Typically, adjuncts contribute no enzyme activity to the mash, which can pose problems. The major benefits of adjunct use are that they contribute little soluble nitrogen, whilst purchase cost is usually reduced compared to malted barley. Huge efforts are expended in improving adjunct performance and examining their contribution to final beer characteristics. In general, maize will give beer a fuller flavour than wheat, which imparts a dryness, whilst barley supplies a stronger harsher flavour.
Technically both wheat and barley can considerably improve the head retention of a product. The most commonly used adjunct materials worldwide are maize (46% of total adjunct use), rice (31%), barley (1%), and sugars and syrups (22%). Other materials are also used, for instance potato and soya beans.
Adjunct Properties The processing properties of adjuncts are related to their structure and chemistry.
Adjunct Type Source
Basic raw cereal Barley, wheat
Raw grits Maize, rice, sorghum
Flakes Maize, rice, barley, oats
Torrified / Micronised Maize, barley, wheat
Flour / Starch Maize, wheat, rice, potato, soya, sorghum
Syrup Maize, wheat, barley, potato, sucrose
Malted cereals other than barley
Wheat, oats, rye, sorghum
Adjunct β-glucan Pentosans Proteins Lipids
Barley 3.5 10 11 3.5
Wheat 0.5 8.5 12 3
Maize grits 0.1 1.5 9 0.4
Rice grits 0.1 0.5 7 0.5
Wheat flour 0.1 1 0.9 1
Wheat starch 0.1 0.6 0.5 0.4
Sorghum 0.3 2.5 11 5.0

© The Institute of Brewing & Distilling 2017
8
There are 6 major adjunct attributes that affect their use during brewing:
1. Decreased protein levels increase beer stability (by lowering haze potential) whilst reducing the capacity for microbial infection, therefore improving shelf life.
2. Diminished levels of lipid materials
abate staling reactions and guard against loss of head retention.
3. Less cell wall material reduces β-
glucan and pentosan content and improving wort viscosity.
4. Different proteins and their proportions present, improve head retention.
5. Differing starch gelatinisation
temperatures can impose additional processing steps.
6. Altered fermentable sugar spectrums
affect product flavour profiles.
Adjunct Protein Brewers mostly, only require protein derived from the grist for yeast nutrition. Diminished cereal protein levels in the wort reduce haze potential and susceptibility to microbial infection. Unfortunately, very rarely do adjuncts only supply sufficient protein for yeast fermentation. Wheat starch has the lowest protein levels, of the cereal adjuncts, and would meet the brewers’ requirements. However, the wheat protein gluten is far more soluble than the barley protein hordein, and consequently, can cause brewhouse problems when used at lower concentrations. For these reasons, wheat is not primarily used as a source of starch. In addition to gluten, wheat also contains high levels of glycoproteins. These high molecular weight, hydrophobic polypeptides act to
stabilise beer foam (or head) by interacting with other polymers derived from hops. By using large quantities of wheat adjunct in the grist, the need to use synthetic head stabilisers such as Propylene Glycol Alginate (PGA) is avoided. Generally, the protein contributed to the wort from adjunct addition is insignificant, resulting in a linear dilution of wort free amino nitrogen (FAN). This dilution is accentuated further as malt proteases will not degrade unmalted cereals. Dilution of wort amino acids can be detrimental to yeast, critically forcing the yeast to anabolically synthesise the deficit. This can give rise to the production of unwanted flavours, such as diacetyl, a by-product of anabolic amino acid synthesis. This occurrence is most common with the use of large quantities of high glucose sugar and syrup adjuncts.
Adjunct β-Glucan and Pentosan Excessive concentrations of pentosans and β-glucans can produce a highly viscous wort, slowing mash filtration. Barley contains the highest levels of β-glucans, pentosans, lipids and starch used in brewing. Sorghum has the lowest β-glucan content, but can release very low levels of extremely soluble fractions, generating wort separation difficulties. Malting sorghum makes filtration worse by accentuating the solubility of the β-glucans, but at 20% grist composition, it is much cheaper than maize. Barley has the highest levels of pentosans, however, they are insoluble in comparison to those of wheat, rye, and to some extent sorghum. As such, the use of the latter cereals will create filtration problems to a significantly higher degree than barley.
Adjunct Lipid The lipid content of the cereal is important and should be limited to prevent the occurrence of staling reactions, whilst defending against loss of head retention. The lipid materials are oxidised during brewhouse

© The Institute of Brewing & Distilling 2017
9
procedures, generating “off-flavours”. The lipids interact with the hydrophobic polypeptides within the head breaking their conformational structure, causing foam collapse. A reduction of lipid material can be achieved using grits (pure endosperm particles) and by removing the germ from the grain.
Adjunct Sugars Substituting grist components with differing adjuncts in the mash, provides varying proportions of fermentable sugars and dextrins for the yeast to metabolise. Carbohydrate spectrums are further altered with differing mash temperature regimes. By adjusting the extract provided for yeast growth, the end metabolic by-products, and therefore the character of the beer will change. For example, controlling starch degradation to supply an optimal sugar-dextrin balance is thought to enhance mouthfeel. As an example of the varying use of adjuncts, wheat flour can be used up to 10-15% of grist composition, but use of wheat starch is acceptable up to 40-50%. Wheat starch can be used in greater proportions because, after additional processing, it contains reduced levels of β-glucans and pentosans than wheat flour. The wheat flour will create an exceptionally viscous wort at 40-50% grist composition, demonstrating how the structure of the grain affects processing properties.
Priming Sugar (Primings) Some ale brewers provide additional fermentable materials for “Live” beers in cask using priming sugar. Cask or real ales contain residual yeast in order to condition the beer, but primarily to carbonate the beer. Primings can be specifically designed to provide a desired carbohydrate spectrum or simple syrup adjuncts can be used.
Adjunct Starch and Gelatinisation Temperature
The chemistry and structure of starch influences the way in which the adjuncts are processed. The granular starch of cereals comprises two glucose polymers: • Amylopectin (70-80%) • Amylose (20-30%) The most important property of a starch granule is the gelatinisation temperature. This is the temperature at which the starch dextrins are broken down to their individual glucose polymers. Only after thermal gelatinisation will the starch liquefying (α-amylase) and saccharifiying (β-amylase) enzymes operate efficiently.
Starch Structure Granules have partly amorphous and partly crystalline (structured) sections. These structures produce a layered composition, which generates the characteristic “Maltese cross” appearance when viewed under the microscope in polarised light. When gelatinisation is complete and the crystalline structure disrupted, the black “Maltese cross” can no longer be observed. This is because the light is no longer polarised.
Figure 4 Properties of starch from various cereals.

© The Institute of Brewing & Distilling 2017
10
Why should the gelatinisation temperature cause a problem? Typically, mashing systems are not operated at temperatures above 65°C, as the starch degrading enzymes will be denatured and cease to function. This is further complicated by the fact that the more abundant, small B-Type granules possess higher gelatinisation temperatures than the large A-Type granules. As such, adjuncts with gelatinisation temperatures greater than 65°C cannot simply be added to the mash as part of the normal grist bill, otherwise the starch will not degrade. This gives rise to extract loss and potential for carbohydrate haze formation. Additionally, unconverted starch will increase wort viscosity and hinder separation and run-off in the lauter tun. The starch will continue to pass through the brewhouse and generate uncontrollable carbohydrate hazes, affecting beer stability and shelf life. In order to overcome the problem of critical mashing temperatures, supplementary plant hard ware is necessary. This takes the form of cereal cookers. Cereal cookers pre-cook/gelatinise starch from adjunct cereals such as maize, rice and sorghum. Further milling equipment, and storage requirements may also be needed, whilst the use of flours
and starches may demand installation of specialised pneumatic conveyors. Consequently, extra costs are incurred in the form of further labour, CIP, maintenance expenditure etc.
Commercial Enzymes in Brewing
Commercial enzymes in brewing refer to those not derived from any of the grist components. It is advisable that in most instances, adjuncts should comprise no more than 30% of the total extract source, otherwise malt enzymes and nitrogen levels are critically diluted. When pre-cooking an adjunct in a cereal cooker, 5% of the total grist malt fraction is often added providing hydrolysing enzymes to assist starch degradation. If enzyme deficits are still apparent, a wide range of commercially prepared enzymes can be used. The use of commercial enzymes is not entirely restricted to compensating enzyme deficiencies, however, and they can also be employed for:
• Adjusting wort and beer sugar spectrums. • Sugar and syrup adjunct manufacture. • Clarification purposes. Today, commercial enzymes are manufactured from deep, stirred microbial cultures, usually fungal or bacterial e.g. Aspergillus spp., Bacillus subtilis, and Penicillin spp. They can be supplied in solid or liquid forms and are often mixed with carrier substances depending on the brewers requirements. The various types of enzymes available to the brewer are as follows: • Heat stable α and β-amylases • Amyloglucosidase • β-glucanases • Papain
Figure 5 Polarised light assessment of starch degradation.

© The Institute of Brewing & Distilling 2017
11
α- And β-Amylases Heat stable α-amylase can be added to the cereal cooker to liquefy the adjunct starch. Malt derived α-amylase is heat labile and would denature under pre-cooking conditions, resulting in extract loss. The addition of β-amylase to the mash, in addition to malt enzymes already present, can speed up the saccharification process whilst increase the fermentability of the wort by degrading more starch derived dextrins. Heat stable enzymes can be deleterious as they can survive boiling, and actively continue to impart additional sweetness by degrading dextrins to glucose.
Amyloglucosidase Amyloglucosidase (AMG) acts in a similar manner to β-amylase, by completely degrading liquified starch to glucose. However, AMG is of little benefit in the mash tun as its hydrolysing action is too slow, but it is invaluable in the production of glucose/fructose syrups. AMG has also been used to obtain highly attenuated beers and as a replacement for priming sugars.
β-Glucanases β-glucanses prepared from bacterial sources, are more heat stable and therefore, more useful than the heat labile fungal preparations. β-glucanase is used to degrade cell wall material, reducing wort viscosity and avoiding wort separation difficulties. Such enzymes are often applied when barley is used as an adjunct, as it contains large amounts of β-glucan.
Papain Papain is a proteolytic enzyme prepared from the latex of the papaya plant. It is used as a corrective measure to degrade the protein-polyphenol haze complexes that form as chill haze. However, the addition of papain is by no means ideal, it is a non-specific enzyme and may degrade foam positive proteins causing diminished head retention.
Other Enzyme Preparations Mixtures of enzymes are also commercially produced. For instance, preparations consisting of α and β-amylases and β-glucanase can be used where under-modified malts are causing bewhouse losses. Glucose oxidase can be added to the mash. This scavenges oxygen and helps guard against staling reactions. Preparations of diacetyl reductase can be added to beer during maturation, this assists in the conversion of the vicinal diketones to the inactive diols, with an improvement in flavour.
Enzyme Production Considerations Commercial enzymes are undoubtedly an important tool for the brewer but mismanagement and impure products can be more harmful than beneficial. Enzyme preparations should have the following characteristics: • Preparations must be stable and
consistent.
• Pure and free from residual production contaminants e.g. bacterial proteases.
• Cannot contain any microbial hazards (mycotoxins etc.) or contain viable organisms or spores.
• No side activities. Commercial enzymes can contain other enzymes as impurities. e.g. a bacterial α-amylase may also have a high β-glucanase activity.
Adjunct Considerations The Darcy equation explains the general principles behind wort separation, called lautering. The equation is not totally appropriate for the lautering procedure as the equation expresses relationships based on incompressible beds, such as sand filters. Lauter beds, unlike sand filter beds are

© The Institute of Brewing & Distilling 2017
12
compressible. Therefore, during lautering, bed height decreases due to the drag force exerted by the wort flow, reducing the porosity of the bed and hindering run-off. To compensate, for this bed loadings above 240 kg/m2 are to be avoided, whilst grist composition should not contain excessive levels of fine particles which will “blind”, or block the filter bed.
Darcy Equation
Q = Total volume of liquid percolating in unit time. A = Constant cross sectional area L = Filter bed depth K = Filter bed permeability (h1-h2) = Pressure drop across bed μ = Liquid viscosity The level of adjuncts used affects the above equation and lauter performance in several ways: • High Sugar/ High gravity worts increase
viscosity and slow run-off. • Adjuncts providing high levels of cell wall
material, protein and unconverted starch deposits (hemicellulose gums), blind the filter bed and can slow, or even halt, run-off.
• High β-glucan levels in wort increase viscosity impeding run-off.
The overall brewing value of an adjunct can be assessed with the equation:
Brewing Value = (Extract + Contribution to beer quality) – (Brewing Costs)

© The Institute of Brewing & Distilling 2017
13
Speciality Malts
Introduction Thanks to the skilful manipulation of the malting and kilning regimes, the maltster is able to produce a diverse and vast array of malt types. The brewer can utilise this extensive malt family to craft beers with a multitude of qualities to satisfy the ever challenging consumer. The assorted malts range from lightly coloured white malts through to charred black and chocolate malts, each imparting their own unique colourful and aromatic qualities to beer. In addition, not only barley can be malted; the range of malts available can be extended by use of malted wheat, oats, rye and sorghum. The primary factor influencing the colour and flavour of the malt produced are the temperature and extent of kilning to which the green malt is subjected. However, we can not forget the biological nature of the grain and the purpose for which it is intended (to provide extract and the diastatic power required to yield this extract). The highest coloured malts contain little, if any residual enzyme activity after kilning, and it is essential to bear this in mind when setting your grist recipes. KEYPOINT: The colour of malt is measured in EBC units. Wort is produced from a laboratory extract of malt and the colour determined by a spectrophotometric method.
White Malts The palest of the malts produced is the white malt (attaining a colour of 2 EBC units). Lightly kilned, with an air on temperature not exceeding 70°C, white malts retain a large proportion of their enzyme activity. The lack of real heat treatment restrains the development of flavour compounds producing malt with a neutral, slightly sweet taste. Often the grassy, aldehydic aromas will remain along with sulphidic and DMS tastes due to the lack of heat to drive them off during kilning.
Wheat Malts Wheat malts differ from their sibling barley malts due to physical composition. Wheat has no husk, and as such hydrates quicker during steeping than barley to generate higher extract values. The contrasting chemical composition of wheat also gives the malt an altered characteristic. Wheat contains more protein than barley, which gives the resulting beer a fuller mouth-feel and enhanced head stability. Wheat malt is notoriously difficult to produce, is often undermodified with reduced friability and can generate viscous worts. Compared to barley malt, wheat malts produce turbid, physically unstable beers. Wheat malts tend to have a colour of approximately 2 EBC units
Lager/Pils Malt The very pale Pilsner malts tend to be made
from plump, two-rowed barley with Total Nitrogen (TN) contents of 1.52-1.84%. The barley is steeped to achieve moisture content of 43%, which after a long, cool germination period (below 17°C) produces fully modified malt. This green malt is dried quickly at cool temperatures (around 50°C), with rapid airflow to around 8% moisture before final curing at 70-85°C. These malts are characteristically very pale with no trace of caramel or melanoidin colour formation, and have weak
aromas. The UK lager malt has evolved into a very
Figure 6 Comparative ranges in the composition of barley and malt.

© The Institute of Brewing & Distilling 2017
14
pale, well-modified malt produced from two-rowed barley with moderate TN contents of 1.65-1.8%. These malts are lightly kilned to produce characteristics that closely match the European Pilsners. Historically lager malts were undermodified, but this is no longer true and the light curing to which they are subject permits considerable enzyme survival, generating high extract yields - often more than the pale ale malts. Kilning “air-on” temperatures are in the range 50-70°C and curing around 85°C, which is adequate to effect removal of most of the green, grassy aromas produced from oxidised lipids, but insufficient to break down the DMS precursor (SMM). This is acceptable in lager malts and is often specified. However, a stand of at least 30 minutes is required during wort boiling to ensure DMS control. Malt moisture levels are typically 4-6%, colours ≤ 3 EBC units, and TSN values between 0.5-0.7% giving a lightly coloured malt with a malty, biscuit-like flavour.
Pale Ale and Mild Malts The pale and mild ale malts are typically used when producing traditional British top fermented beers and cask conditioned ales. The pale ale malts are produced using the best two-rowed barley, with low nitrogen contents ideally 1.5% TN. This lower protein content helps achieve the required good clarification and physical stability of these beers. • If slightly less well modified malts are
used head retention is favoured.
• Under-modified malts generate poor extract recoveries, hinder wort filtration and instability.
• Over-modified malts give wort separation problems, lend a thin character to the beer, and produce weak head retention.
• Losses can also be incurred as over-modified malts break up easily when handled.
Finished pale ale malts have high extract values and moderate TSN values, commonly 0.5-0.7%, with TSN: TN ratios around 40%. Colours range from 4-6.5 EBC units. Kilning regimes are sufficient to drive off any grassy notes and remove the DMS precursors to produce a characteristically malty, biscuit flavour with toffee and caramel notes provided from the increased Maillard reaction products. The mild malts are prepared in a very similar manner to the pale ale malts. They are subjected to higher curing temperatures of between 110-140°C. This provides these mild malts with rich nutty, toffee and caramel flavour characteristics.
Vienna Malts Vienna type lager malts or Wiener malz are much darker than their UK counterpart lager malts, attaining colours of between 5-10 EBC units. These tend to be mid-range values of the Pilsner and Münchener (Munich) type malts. Vienna malts are used as part of the grist in the production of dark, European golden lagers. Two rowed barley, that have higher than average protein contents, are commonly used to achieve increased colour. The malts tend to be well, but not over-modified, and production often encapsulates raised germination temperatures on the final day. Kilning initiates with a slow re-circulation of air to promote the development of the soluble sugars and amino acids that take part
Figure 7 Representative IOB standard analysis values for a sample of typical UK floor-malts.

© The Institute of Brewing & Distilling 2017
15
in the Maillard reaction generating the flavoured melanoidin pigments. Paradoxically, compared to the Carapils® malts, endosperm liquefaction must not occur during kilning. Once hand-dry, the kilning regime is ramped up and curing set at around 90°C to impart the dark colour and strong nutty, toffee flavour, whilst limiting the enzyme content of the malt.
Munich Malt Munich malts (Münchener Malz) have characteristically high melanoidin contents producing dark, aroma-rich malts (strong nutty flavours) and are typically used for brewing strong, full-bodied dark lagers. The barley used has high nitrogen values, moisture contents greater than 45% and are permitted a long, warm germination period. Today single deck kilns are used to kiln the green malt, where it is held in warm re-circulating air for an extended duration, which slows evaporation and further effect endosperm modification. This allows the accumulation of reducing sugars and amino acids for colour and flavour formation. These highly coloured (15-30 EBC units) and flavoured malts (mainly imparted by pyrazines) have slow conversion times and reduced extract yields, combined with reduced fermentability due to their poor enzymatic content. However, due the high buffering capacity and reducing power of the resulting wort, derived from the high melanoidin content, beers with good stability are produced.
Crystal and Carapils® (Caramel) Malts Carapils® and crystal malts are distinctly different from the rest of the malt family due to the physical and structural change that the endosperm starch undergoes. With Carapils® malt, warm air is circulated around the wetted grain encouraging the degradation of the starch and proteins into sugars and amino acids. Once the majority of the conversion is complete, the grain is heated to generate colour and a glazed appearance, with flavours
typically noted as “sweet biscuit” and full, but little caramelised flavour. A process that effectively liquefies, mashes and re-crystallises the starch produces Crystal malts. Crystal malt (hence the name) are the only malts that truly undergo complete biochemical transformation of the starch to sugar. The green malt is deliberately held wet Crystal malts are currently prepared using fully modified (not over-modified) green malt that is steeped to effect re-wetting, up to 50% moisture, and loaded into a roasting drum. Initially the drum is fired directly at about 50°C to remove any surface moisture from the grain. After this the drum is closed to prevent excess evaporation before the temperature is steadily raised to 65-70°C via external heating (Carapils® malts are dried at lower temperatures, in the range of 55-60°C). This generates the maximum yield of reducing sugars, completely replacing the endosperm with a clear sweet liquid. When this grain is squeezed sugary liquid comes out. At this point the temperature is increased (suddenly or incrementally) to 100°C in order to dry the grain and re-crystallise the sugars. The final curing temperature can be as high as 120-160°C for more highly coloured products. On slicing the crystal malt grains open at least 90% should appear hard and glassy, as opposed to the Carapils® malt which remains floury and mealy. With both malt types, changing the initial moisture content of the grain and kilning regimes will alter the characteristics of the product. Crystal malt grains are smooth, round and swollen whilst evenly coloured and bright. Final colour values attained are around 15-35 EBC units (Carapils®) and 10-40 EBC units (Crystal). However, some British caramel malts achieve colours in excess of 300 EBC units with values around 140 EBC units the most popular. • Crystal malts when added to the grist bill
give beer a characteristic flavour with

© The Institute of Brewing & Distilling 2017
16
greater body and enhanced haze and flavour stability.
• The crystal malts provide ruby red colours and rich, sweet, full caramel flavours.
• Caution must be taken when using grists comprised of more than 8-12% crystal malt. At this ratio astringent notes can be produced.
• Caramel malts impart more palate fullness, and head formation/retention to the beer.
• A slight red hue is imparted to beer when using caramel malts, in association with light flavours whilst also contributing body.
• As progressively darker malts are produced the flavours they impart develop and become increasingly toffee-like and malty, providing aromatic, luscious honey-like notes.
• Extracts for both malt types are in the range 260-285 l°/kg with moistures between 3-7.5%.
KEYPOINT: Roasted malts start their life in the same manner as any other malt. Initial drying is at relatively low temperatures, but the later conventional drying is superseded with extremely high air temperatures effected through the roasting drum, at the expense of total enzyme destruction.
Amber Malt Open coke-fired kilning was used at one time to produce amber malts. This no longer occurs and roasting drums are now utilised, hence the finished malt no longer has a smoky flavour. It is normal for finished malt (pale ale or more commonly mild ale) to be directly heated within the roasting drum with temperatures reaching between 49°C and 170°C. These malts are amber coloured, impart a pleasant, dry, biscuit-like flavour with toffee undertones. Amber malts are used to
produce special ales with golden, ruby red hues and dry palates. Extract values are typically 270-285 l°/kg, colour 35-85 EBC units and low moistures around 3.5%.
Chocolate and Black Roasted Malts Chocolate and black roasted malts are very dark coloured products that have no enzyme capacity. They have quite distinct characters, which are different to any of the coloured malts already discussed. Plump barley with a modest nitrogen content (1.5-1.7%) is used and is less modified than typical lager malt. The kilning temperature is gradually increased to final curing temperatures of 215-225oC. The colour of the grain is frequently checked throughout production and when the required degree is obtained heating is stopped and the roasting process halted by quenching the grains with water. This causes the grain to swell. In total around 15% of grain dry weight is lost during the process as dust and fumes. Depending upon the quality of product the malt will be chocolate brown to black, the husk should appear shiny and polished, and when the endosperm is cut open it should be floury, mealy and friable not steely or charred. • Pale chocolate malts attain colours of
about 500-600 EBC units.
• Standard chocolate malts have between 900-1100 EBC units colour units.
• Black malts achieve colours in the range 1,150-1,300 EBC units.
• HWE for both are in the range 255-275 l°/kg and moistures approximately ≤ 2%.
Chocolate malts impart a coffee caramel, burnt flavour mainly provided by pyrroles and pyrazines from the Maillard reaction and black malts impart an acrid sharp taste. Chocolate and black malts are used in sweet stouts and dark beers, whilst in small

© The Institute of Brewing & Distilling 2017
17
quantities they can be added to cask conditioned beers to provide a deeper colour in combination with a fuller flavour with a final hang or bite. Typically addition rates are 1.5-3% of the total grist.
Roasted Barley To produce roasted barley, grain at approximately 2-16% moisture is directly fired in a roasting drum for around 2.5 hours. The malting quality of the grain is irrelevant. Over the first 2 hours the temperature within the drum is raised from 80°C to 230°C. This effects very rapid colour formation that needs to be frequently monitored by inspecting the grain every 2-3 minutes. The heat applied to the grain in the final stages is reduced to 215°C. At this temperature roasting is halted and water is used to cool the grain and prevent combustion (a massive risk in roast houses).
The grains typically appear reddish, shiny and black whilst swollen to almost double the size, consequently approximately 50% will be split. Roast barley has a very different flavour than the roasted malts and is described as sharp, dry, acidic, astringent and burnt whilst providing no sweetness. Roast barley achieves colours in the range 1200-1400 EBC units with extracts around 260-275 l°/kg and moistures of ≤ 2%. Roasted barley is mainly used to produce stouts.
Figure 8 A schematic representation of malt production.

© The Institute of Brewing & Distilling 2017
18
Self-Assessment Questions
When answering any of the Self-Assessment Questions try and link the process with the scientific theory. They can never be separated in practice. Good luck with these, give them your best shot and don’t get disheartened if you aren’t quite right, it will come eventually. 1. What is an adjunct? 2. How are adjuncts classified? Give examples.
3. What brewhouse processing procedures would you use for the following adjuncts?
Maize grits + rice Flaked barley + Torrified wheat Wheat starch Roasted barley Invert sugar
4. Currently the wort you are producing in the brewhouse is drastically out of specification. Wort gravity is too low, mash separation is hideously slow, the subsequent fermentations are not fully attenuating and the beer produced is throwing a haze. What would you do to correct this and explain your reasoning?
The grist recipe for this particular brew contains:
35% Malt 50% Glucose syrup 15% Barley
5. Your Sales and Marketing colleagues are not happy with one of your beers. They want a much redder hue instead of the present murky brown. What changes are you going to make to the malt grist?

© The Institute of Brewing & Distilling 2017
19
Self Assessment Answers
1. An adjunct can be defined as “Any carbohydrate source other than malted barley that
contributes sugars to the wort”. 2. Adjuncts are typically classified according to their form and application, for example, solid and
liquid adjuncts. Solid adjuncts can then be further subdivided into malted (e.g. wheat malt) or unmalted cereals (e.g. maize grits). Liquid adjuncts can also be subdivided according to type. Adjunct syrups can be used either in the brewhouse (e.g. invert syrup) or post-fermentation (e.g. primings). Malt extracts, can either be added pre- or post-fermentation.
3. Rice is usually supplied as grits, but otherwise may require milling. Both maize grits and
rice require pre-cooking in a cereal cooker, prior to addition to the mash. They both require pre-cooking due to their higher gelatinisation temperatures; too high for typical mashing regimes. With any pre-cooking in the brewhouse, it is standard procedure to include between 5-10% of the malt grist to allow enzymatic degradation pre- or post-gelatinisation. This is an important additional step that acts to reduce the viscosity of the mash facilitating rapid and easy transfer to the mash tun.
The flaked barley and torrified wheat can be added directly to the mash tun along with
the remaining grist. The flaking and torrifiying procedures pre-gelatinise the starch and therefore, these adjuncts require no pre-cooking.
The wheat starch can be added directly to the mash, it requires no milling and with a starch gelatinisation temperature below that reached during normal mashing regimes, requires no pre-cooking.
Roasted barley needs no pre-cooking step due to the partial starch pre-gelatinisation
effected by the roasting process. However, as with unmalted barley, separate milling from the grist may be required due to the structural integrity of the grain.
Invert sugar can be added directly to the copper (kettle) as it requires no pre-
gelatinisation, it is simply a sugar solution. However, it is good practice to stagger the addition of the syrup proportionately between the coppers in use. For example, 15-20% of the total syrup volume used should be added to the first (strong) worts collected. Then as the weaker worts and final runnings are collected into the second and third coppers respectively, the amount of syrup added to each can be increased. Approximately 20-30% into the second copper and 50-65% into the third copper, according to the original gravity of the wort. This distribution will help prevent excessive evaporation and colour formation in the copper that could result from extremely strong first worts and weak final runnings.
Another important concern when pre-cooking is the addition of the “cook” to the mash. The whole practice of pre-cooking the cereals is because they require processing at much higher temperatures than

© The Institute of Brewing & Distilling 2017
20
the mash will permit. If the cooked cereals are then added directly to the mash, the temperature increase will be sufficient to destroy the enzymatic integrity of the mash and render the process futile. Therefore, when utilising pre-cooking procedures, a much lower primary mash temperature must be used (48-50°C) so that on addition of the hotter “cook” the temperature of the mash will not be raised above critical temperatures where enzyme degradation will occur (>68°). Often the same points will arise time after time after time, e.g. wort viscosity, haze potential, beer stability. This is due to the inherent overlap between the process components and their actions. Try and think of the process as whole and not as separate component systems. 4. Check lab analyses of all the raw materials. Is the malt sufficiently modified? If not, incomplete breakdown of cell wall materials will restrict starch extraction (reducing the potential gravity achievable) and produce viscous worts. Is the diastatic power of the malt sufficient to achieve starch degradation and release the full extract potential? Incomplete gelatinisation may also be contributing to the haze problem, (carbohydrate haze). Under-modified malt could also provide the proteinaceous haze pre-cursors, whilst there could be insufficient FAN for an active fermentation.
The grist cereals could be checked against specification. It is possible that high β-glucan and pentosan levels contributed by the cell walls influencing the viscosity of the wort, whilst the elevated protein levels are amplifying the haze problem.
Incomplete attenuation can more than likely be attributed to the glucose syrup. At 50% grist composition the high level of glucose may be causing stuck fermentations through catabolite repression. High glucose concentrations suppress the uptake of other sugars by the yeast. Critical dilution of the wort protein content can also cause stuck fermentations through a change in pH. If the protein content of the wort is too low there will be no pH buffering action. Therefore, as the fermentation proceeds the pH can drop and inhibit cell growth and halt the progression of attenuation. In practice total adjunct use will rarely exceed 40%. Many brewers consider this high.
Is the process itself at fault? Is the mash regime OK? Is the temperature too high, denaturing the enzymes leading to incomplete starch breakdown? Is the grist: liquor ratio acceptable, or is the mash too thick (a set mash)? This could explain reduced extract and gravity potential, and carbohydrate haze formation. Milling could be the cause of the problem:
If the grist is ground to fine flour then this could lead to viscosity problems with the wort.
Or if particles are too large this can lead to extract loss.
5. The murky brown hue in the beer at present is probably due to the use of chocolate or black malt as the main colouring agent. If we were to replace this with crystal malt, the beer hue would appear redder.

© The Institute of Brewing & Distilling 2017
21
1.1.3 WATER
Introduction
Quantitatively water is the predominant brewing raw material with most beers composed of 90-95% water. Therefore, the condition of this water is of paramount importance to the brewer, as this will have consequences for the quality of the beer. The importance of water used in the brewing industry is traditionally so significant (in terms of availability and suitability) that the location and survival of a brewery has been determined by its water supply. It is easy to ignore the fact that water has its own unique taste and that this taste differs from city to city, and country to country. Let us consider the production of the same beer in different worldwide locations. If the production conditions are the same, in each brewery, then any differences in taste may be attributed to the different water source – even if the beers are intended to be the same.
Water Source and Application Water is increasingly a scarce resource and brewing is a water intensive process. Today the brewer may have the option to draw water
from two sources: • Surface waters (e.g. local borehole
supplies, wells, and rivers). • Municipal water supplies. The surrounding topography and geology of the extraction point, whether borehole or municipal supplies influence the characteristics of the water. Certain water types (in terms of their mineral composition and hardness) are particularly suited to brewing. Towns and cities with high quality water supplies have traditionally become established brewing centres, often renowned for producing their own typical beers. For example, Burton-On-Trent (England) for its pale ales, Dublin (Ireland) for its stouts, Munich (Germany) for its dark lagers and Pilsen (Czech Republic) for its pale lagers. The dependency of the brewing process upon its water supply is apparent when we consider that on average 6 hl of water are needed to produce 1 hl of beer. Of course not all of this water ends up as beer.
Figure 9 Representation of brewery borehole.

© The Institute of Brewing & Distilling 2017
22
Water is also used for: • Brewing and processing • Dilution of high gravity beer • Cleaning plant equipment • Bottle washing • Pasteurisation • Boiler feed water • General amenities
Figure 10 Analyses of typical water qualities used around the world for brewing (ppm or mg/l).
Figure 11 Typical distribution of optimal water usage within a brewery.

© The Institute of Brewing & Distilling 2017
23
The luckiest brewer in the world is the one whose water supply is pure, clean, untainted and free from microbial contamination and of course free of charge! In reality this is never the case. Before brewing the water must be analysed to ensure it is suitable for human consumption. What are the desirable characteristics of brewing water? In general water used for brewing should be analysed for the following: • Microbiological content: coliform
bacteria are indicative of water purity with safety levels stipulated at 0 cells/ 100 ml water.
• Colour and clarity: suspended solids can cause increased colour and haze.
• Taste and odour: water treatments such as chlorination can affect beer flavour.
• pH: water should optimally be slightly acidic or close to neutral pH (7.0).
• Heavy metal ion concentration: all potable water should be free from such compounds on health grounds.
However, ask yourself how much control we should apply to our water intake? Let’s think about it. The water coming in to our brewery has an intolerably high microbe count; yet all other parameters are suitable and within specification for production. Should we sterilise, at great cost, all water supplied to the brewery? If we were to do this we would be wasting both resource and money. Boiler feed water, for example, is not used for beer production and is sterilised due to the nature of the operation. Think carefully about the application of your brewing liquor and its treatment requirements.
Water Is More Essential Than You Think! Why is water more important than we first imagine? Water is important in determining the taste profile of our beer, simply through
imparting its own characteristic traits. The chemical composition of water provides essential minerals, which fortify the wort. These minerals aid yeast during fermentation. In general terms the composition of brewing liquor can influence the production and quality of beer in three areas: • Mineral composition and pH (see section
1.5.2). • Microbial contamination - leading to beer
spoilage. • Inorganic and organic compounds and
flavour taints.
What implications does the water composition have for the brewer?
Inorganic and Organic Compounds The worlds water resources are increasingly becoming contaminated by inorganic (nitrates and heavy metals) and organic compounds (pesticides, fungicides, fertilizers, phenols, mineral oils and polyaromatic hydrocarbons). With the use of intensive agricultural practice more nitrate is leaching into the rivers and water aquifers. These nitrates inhibit yeast growth leading to sluggish fermentations and high levels of diacetyl. More worryingly these nitrates can also be converted into carcinogenic non-volatile nitrosamines, referred to as Apparent Total N-nitroso Compounds (ATNC). There are other materials produced from the reaction of organic compounds in the water that detrimentally affect beer quality. For example, trihalomethanes and chlorophenols are produced from the reaction of chlorine and organic substances. A vast number of these compounds have extremely low flavour thresholds (below 1 ppb) which can impart undesirable medicinal, phenolic traits to beer.
Microbiological Contaminants Brewers need to guard the sterility of the beer from fermentation onwards, knowing the impact that microbial contaminants play

© The Institute of Brewing & Distilling 2017
24
regarding beer stability, health and safety and in addition fermentation performance efficiency. The preceding brewhouse operations of mashing and boiling are considered sufficient to combat any posing microbial threats. Remember though that not all brewing liquor incorporated into beer passes through the brewhouse. High gravity dilution water and CIP final rinses are two examples where microbiologically sterile water is essential. Brewers rarely have to worry about the microbial quality of water coming from municipal supplies. Water authorities and suppliers in Europe are subject to rigorous regulations such as the EC drinking water directive in Europe (80/778/EEC). If a brewery uses water from a private well or borehole then it is necessary to treat the water before use.
Water Hardness
KEYPOINT: Hardness is a property of water, which leads to difficulty in forming soap lather. This is due to the presence of calcium and magnesium cations in solution.
Examples of water hardness can be seen around our homes that are also common to the brewery. After considerable use of an electric kettle the heating element inside tends to “fur up” and in a similar manner, steam boilers and heating surfaces in the brewery are subject to the same problem. Another crucial impact of water hardness is the ability of the minerals in solution to adjust the pH of wort. Water hardness has the potential to affect the brewing process in two ways: • Limestone scaling (which leads to reduced
heat transfer efficiencies). • Adjustment of wort pH (leading to altered
wort composition and fermentation performance).
Water hardness is almost exclusively dependent upon the calcium and magnesium in solution. Water can be categorised into
two types of hardness: • Temporary Hardness
• Permanent Hardness
Temporary Hardness
KEYPOINT: Temporary hardness of water is caused by the presence of the hydrogen carbonates of calcium and magnesium. They are removable by boiling which precipitates the carbonate.
Temporary water hardness is caused by the presence of calcium and magnesium hydrogen carbonates (or bicarbonates). Permanent hardness, however, is due to the presence of mainly sulphate, chloride, and nitrate salts of calcium and magnesium. The hardness of water has the ability to influence the pH of brewing liquor and therefore can affect the production process. The ions causing temporary hardness generally raise the pH whilst the ions causing permanent hardness, tend to lower the pH.
Equation 1 describes what happens when water with temporary hardness is boiled. Calcium carbonate is formed and precipitates out of solution whilst the carbon dioxide is released. Studying equation 2 (a detailed breakdown of what is happening to these compounds) we can see that these compounds act as weak bases and raise the pH of the water (or mash) because hydroxyl ions (OH-) are produced and carbon dioxide (which is acidic) leaves the system. Alkaline worts are detrimental as they can
cause: • Poor saccharification. • Poor wort separation.

© The Institute of Brewing & Distilling 2017
25
• Reduced extract. • Dark worts. • Poor biological stability. • Poor protein precipitation. • Astringent beer (polyphenol extraction).
Permanent Hardness Unlike the weak alkaline bicarbonate salts of calcium and magnesium – the acidic sulphates, chlorides and nitrate salts decrease the pH of the liquor and wort due to the release of hydrogen ions (H+). A large number of substances such as phosphates, organic acids, phytates and proteins are extracted from the malt and it is these that interact with the calcium and magnesium salts to release the H+ ions to reduce pH. The example below illustrates how phosphate complexes interact with calcium ions to release hydrogen ions.
It is essential therefore that the pH of the water used for making beer is balanced and several methods can be employed to achieve. KEYPOINT: Phytic acid, which is derived from the aleurone layer of malt, reacts in a similar manner to phosphate complexes with calcium but has an increased affinity for this ion. It is believed the drop in pH is also due to proteins reacting with the calcium.
Measuring Water Hardness
Total Hardness This is calculated by titrating 100 ml of water buffered with ammonia/ammonium chloride with 0.02 M EDTA to an indicator end point using Eriochrome Black Indicator. Total Hardness is expressed as mg of CaCO3 – were 1 ml of the EDTA solution is equivalent to 1 mg of CaCO3.
Calcium Hardness This is obtained by titrating 1 ml of EDTA buffered with a strong alkaline solution
(NaOH) to an indicator end point using Patton and Reeders Reagent Indicator. Calcium hardness is expressed as CaCO3 – were 1 ml of the EDTA solution is equivalent to 1 mg of Ca2+.
Magnesium Hardness This is the difference between the total hardness and the calcium hardness, for example: • Total hardness = 278 mg/ litre expressed
as mg of CaCO3. • Calcium hardness = 108 mg/ litre
expressed as mg of CaCO3. • Therefore Magnesium hardness = 170
mg/ litre expressed as mg of CaCO3
Total Alkalinity This is estimated by titrating 100 ml of water with 0.1 N HCl to pH 4.4 using bromocresol green or methyl orange indicator. This titration measures the bicarbonates, carbonates and hydroxides of alkali and alkaline earth metals with hydrochloric acid. Alkalinity is expressed as mg of CaCO3 – were 1 ml of 0.1 M HCl is equivalent to 5 mg of CaCO3. As well as treating brewing water it is necessary to treat boiler feed water, since hard water leads to a build up of scale with a loss in boiler efficiency. The methods commonly used to treat boiler feed waters vary with the type of boiler; usually the choice is between chemical treatment with lime and ion exchange.
Brewing Water Ionic Content
Calcium (Ca2+) In addition to its prominent role in water hardness calcium ions have a beneficial input to the production of beer. Calcium is responsible for reducing pH throughout mashing, boiling, and fermentation. By reacting with buffering compounds such as polypeptides, amino acids and phosphates

© The Institute of Brewing & Distilling 2017
26
calcium forms insoluble compounds that precipitate out of solution, consequentially releasing hydrogen ions (H+) that force a reduction in pH. A reduction in the mash and wort pH resulting from the addition of calcium compounds combined with the presence of calcium ions already present results in the following: • Increased wort fermentability. • Improved extract recovery. • Increased wort free amino and soluble
nitrogen. • Increased rate of mash tun run-off. • Reduced extraction of tannins and silica
compounds. • A reduction in wort pH does have a
negative impact upon hop utilisation. α-Acid isomerisation is most efficient at an alkaline pH although some say the bitterness produced at lower pH is “finer”.
Calcium has other benefits not directly related to pH: • Improved protein precipitation and
restricted colour development during the boil.
• Improved yeast flocculation. • Improved beer stability due to the
augmented removal of oxalic acid as calcium oxalate (beer stone) minimising the potential for haze formation and gushing.
• Protection of β-amylase from thermal denaturation extending its effective activity.
• Stimulates amylolytic and proteolytic enzyme activity, which improves brewhouse extract.
Magnesium (Mg2+) Magnesium salts give similar reactions to calcium, but are more soluble in water. Magnesium salts at levels above 15 ppm give a sour, slightly bitter taste to beer whilst magnesium salts in excess can unfortunately cause flatulence, even laxative effects in humans. Importantly magnesium acts as an enzyme co-factor in yeast.
Sodium (Na+) Sodium imparts a sour, salty flavour to beer (especially as NaCl) and this is true for concentrations of approximately 150 ppm. Lower concentrations (75 – 150 ppm) of sodium can provide sweetness and palate fullness.
Potassium (K+) The effects of potassium are similar to that of sodium imparting a salty characteristic, but unlike sodium it is not usually added to water used for brewing. In excess, potassium can induce laxative effects.
Iron (Fe2+) The presence of iron in wort and beer is detrimental and should be absent from brewing water or at least present in quantities less than 0.2-0.5 ppm. Iron prevents the saccharification of the mash and disables the yeast producing insipid beers lacking body and palate fullness. Iron acts as a catalyst in packaged beer for the auto-oxidation of polyphenols. Iron then promotes and accelerates the formation of permanent hazes. Iron itself imparts a strong metallic, astringent flavour tainting the beer.
Zinc (Zn2+) Zinc is an important mineral and is often found as a component of yeast food. In trace amounts (0.15-0.20 ppm) zinc is a yeast nutrient involved as an enzyme co-factor that is required for normal metabolic processes and if limited can restrict fermentation. At
Figure 12 The effect of Mineral Composition of mash water on wort pH.

© The Institute of Brewing & Distilling 2017
27
high concentrations, however, zinc becomes toxic to yeast whilst it also inhibits amylase activity and is a haze promoter.
Copper (Cu2+) Copper is not a mineral brewers really want in brewing water. Copper is toxic to yeast at levels above 10 ppm, but even at lower concentrations it accelerates polyphenol auto-oxidation catalysing the formation of undesirable hazes.
Chloride (Cl-) At levels up to 300 ppm chloride ions increase palate fullness, whilst providing a mellow flavour. In addition chloride improves clarification and colloidal stability but at concentrations higher than 500 ppm, chloride ions can restrict yeast flocculation giving sluggish fermentations and poor beers.
Sulphate (SO4-)
Sulphate ions in water especially complexed with magnesium impart drier more bitter flavours in beers. Sulphates are also precursors for SO2 and H2S that are generated by the yeast, or contaminating bacteria, during fermentation.
Manganese (Mn2+) At concentrations above 0.5 ppm it may inhibit the fermentation, but it is required at lower levels (0.2 ppm ) when it acts as a co-factor to yeast enzymes.
Nitrite (NO2-)
The presence of nitrite indicates pollution or contamination of the water. It is poisonous for yeast and can react with tannins to give a reddish tinge to beer. Wort nitrite can contribute to N-nitrosocompounds in beer.
Nitrates (NO3-)
With intensive agricultural practices more nitrate is finding its way into water supplies where in conjunction with microbial contamination in wort and beer can form carcinogenic non-volatile ATNCs. It is recommended that the total ATNC level in beer should be less than 20 ppb. The problem is reduced by careful attention to: • The nitrate content in the water. • Type and quality of the hops. • Standards of plant hygiene to eliminate
nitrate reducing bacteria.
Microbiological Treatments
Chlorine Treatment Chlorine water treatments incorporate the use of chlorine gas (Cl2) and chlorine dioxide (ClO2). Chlorination Chlorine gas is slowly injected into water to form hypochlorous acid (HOCl). The activity of chlorine as an anti-microbial agent has not been fully determined. There are many theories on how chlorine exerts its anti-microbial activity; these modes of action include the destruction of key metabolic enzymes, interference with DNA replication, chromosomal aberration and impaired microbial cell membrane function. This is an effective sterilisation method but the risk of formation of organic halogen compounds is high which increases the risk of taints in the beer. Advantages: • Low initial cost. • Low running costs. • Simplicity of handling. • Protection against re-infection. Disadvantages:

© The Institute of Brewing & Distilling 2017
28
• Gives an off-taste that requires carbon filtration.
• Some organisms are resistant to chlorine. • Formation of haloforms. Chlorine dioxide Less is known about the anti-microbial effect of chlorine dioxide than the other chlorine compounds and it is being used more in the food industry. The use of chlorine dioxide has advantages over the use of chlorine even at its maximum permitted level of 0.5 ppm (in potable water). Chlorine dioxide is an unstable gas produced by reacting hydrochloric acid with sodium hypochlorite. Advantages: • No change in taste of the water. • Low operating costs. • Safe process. • Reliable sterilisation. • Effective against a broad spectrum of
microorganisms. • No formation of chloroform or other
organic halogens because these compounds are oxidised.
Disadvantages: • Chlorine dioxide must be generated in
situ. • Limited approval for use in the food
industry.
UV treatment Ultraviolet light in the range 200-280 nm works by destroying the DNA in microbial contaminants. A clean and effective process, UV irradiation is expensive but flow throughput is slow. Unlike chemical treatments, however, there is no residual action after application but to be effective the thickness of the water treatment layer must be shallow, whilst highly coloured water with a high level of turbidity will restrict sterilisation.
Ozone treatment Ozone is produced by passing a flow of air or oxygen through a high voltage field in which the reaction 3O2→2O3 proceeds. When used in combination ozone and UV treatment break down chlorinated hydrocarbons, by the following reaction:
Advantages: • Strong disinfecting effect. • Protection against re-infection. • Removal of off-tastes and colouration. • Degradation of phenols to harmless acids. • Degradation of pesticides. • Removal by precipitation or oxidation of
iron, manganese, sulphur, hydrogen sulphide, nitrite and ammonia.
Disadvantages: • Forms haloforms unless combined with
UV treatment. • High initial cost. • High running costs. • Automatic control required.
Sterile Filtration In the same manner that beer is filtered through porous membranes to remove microbiological contaminants the same technique can be used with water. Pore diameters of the filters are usually in the range 0.2-0.45 µm. Unfortunately throughputs can be slow and the membrane can quickly become blocked.
Chemical Treatments To Remove Hardness There are various methods the brewer can employ to remove or reduce the hardness of the water. The first is boiling. By boiling the water for at least 30 minutes the soluble calcium bicarbonate is broken down to insoluble carbonate as described in section 1.5.2.1. Using lime as a water softening process,

© The Institute of Brewing & Distilling 2017
29
carried out hot or cold, reduces the hardness of the water by precipitating the dissolved calcium or magnesium salts as insoluble calcium carbonate and magnesium hydroxide, respectively. With this method the water must be left to stand, allowing the precipitate to settle.
Another treatment used to remove hardness is the addition of acids. Acids such as sulphuric (H2SO4), hydrochloric (HCl) and phosphoric (H3PO4) can be used to remove the carbonate and if the calcium acid is insoluble part of the calcium also. However, the type of acid used can affect the ionic composition of the water and the flavour of the final product.
Other Methods of Salt Removal In addition to the chemical water treatments stated above other physical treatments are employed which not only deal with water hardness but also the composition of other minerals.
Distillation This process involves boiling the raw water in a double phase change from liquid to vapour and back again. The dissolved materials are left behind in the boiling chamber, which will need regular descaling for efficient operation. Beneficially the water exiting the distillation chamber is also sterile, but volatile impurities including organics can be carried over into the distillate.
Ion Exchange Ion exchange is the interchange of ions of similar charge between an insoluble resin and a solution brought into contact with it. Ion exchangers have been used for a long time in the brewing industry to remove cations from the water and reduce hardness. Sodium ion exchange is often used to soften water for
boiler feed and CIP to remove calcium and magnesium ions – this water is not suitable for brewing due to the high sodium chloride content.
De-Mineralisation If hydrogen ion exchange resin is used then the calcium and magnesium (and any sodium) ions will be replaced with hydrogen ions. The hydrogen ions react with dissolved salts to form the corresponding acids, however, these acids need to be replaced or neutalised prior to use.
De-Ionisation Anion exchange resin is used which exchanges sulphate, carbonates and chlorides for hydroxyl ions. Hydroxyl ions react with hydrogen ions to give pure water. The downside of de-ionisation is that silicate and organic residues are not removed by ion exchange.
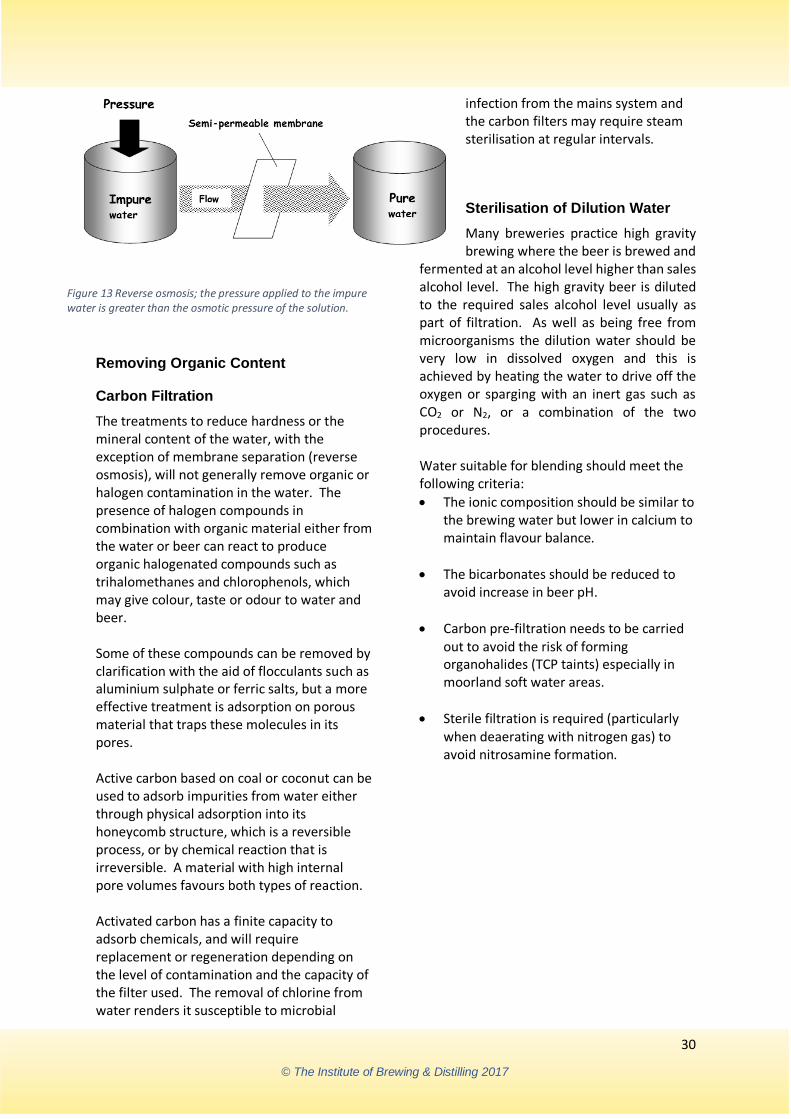
Reverse Osmosis (RO) Standard osmosis involves the diffusion of a solvent through a semi-permeable membrane into a more concentrated solution; the end result is an equal concentration on both sides of the membrane. RO involves purifying water by forcing it, under pressure, through a semi-permeable membrane that is not permeable to the impurities to be removed. By applying pressure to water containing dissolved minerals, only the water is forced through the membrane (excluding particles in the range 0.00001 to 0.001 µm in diameter) for collection. The process can be considered to be forced pressure filtration than true RO. Salts and contaminants are concentrated in the upstream side of the membrane and can flushed to drain. RO has the great advantage over ion exchange in that no chemicals are added to the water saving capital expenditure, health and safety and waste disposal. However, water destined for RO must first be pre-filtered to prevent the semi-permeable membrane from blocking.
© The Institute of Brewing & Distilling 2017
30
Removing Organic Content
Carbon Filtration The treatments to reduce hardness or the mineral content of the water, with the exception of membrane separation (reverse osmosis), will not generally remove organic or halogen contamination in the water. The presence of halogen compounds in combination with organic material either from the water or beer can react to produce organic halogenated compounds such as trihalomethanes and chlorophenols, which may give colour, taste or odour to water and beer. Some of these compounds can be removed by clarification with the aid of flocculants such as aluminium sulphate or ferric salts, but a more effective treatment is adsorption on porous material that traps these molecules in its pores. Active carbon based on coal or coconut can be used to adsorb impurities from water either through physical adsorption into its honeycomb structure, which is a reversible process, or by chemical reaction that is irreversible. A material with high internal pore volumes favours both types of reaction. Activated carbon has a finite capacity to adsorb chemicals, and will require replacement or regeneration depending on the level of contamination and the capacity of the filter used. The removal of chlorine from water renders it susceptible to microbial
infection from the mains system and the carbon filters may require steam sterilisation at regular intervals.
Sterilisation of Dilution Water Many breweries practice high gravity brewing where the beer is brewed and
fermented at an alcohol level higher than sales alcohol level. The high gravity beer is diluted to the required sales alcohol level usually as part of filtration. As well as being free from microorganisms the dilution water should be very low in dissolved oxygen and this is achieved by heating the water to drive off the oxygen or sparging with an inert gas such as CO2 or N2, or a combination of the two procedures. Water suitable for blending should meet the following criteria: • The ionic composition should be similar to
the brewing water but lower in calcium to maintain flavour balance.
• The bicarbonates should be reduced to avoid increase in beer pH.
• Carbon pre-filtration needs to be carried
out to avoid the risk of forming organohalides (TCP taints) especially in moorland soft water areas.
• Sterile filtration is required (particularly
when deaerating with nitrogen gas) to avoid nitrosamine formation.
Figure 13 Reverse osmosis; the pressure applied to the impure water is greater than the osmotic pressure of the solution.

© The Institute of Brewing & Distilling 2017
31
Self-Assessment Questions
When answering any of the Self-Assessment Questions try and link the process with the scientific theory. They can never be separated in practice. Good luck with these, give them your best shot and don’t’ get disheartened if you aren’t quite right – try again. 1. Today most brewers have the option to draw their water from several sources. Can you
remember what these sources are and what affects the water quality drawn from these points? 2. We know that during the production of 1 hl of beer we make use of 6 hl of liquor. The greatest
percentage of this is put to use throughout brewhouse and fermentation process operations. TRUE or FALSE?
3. Discuss water hardness. What causes it, and what implications does this pose for the brewer?

© The Institute of Brewing & Distilling 2017
32
Self-Assessment Answers
1. Brewers have the option to draw their liquor supplies from two sources.
A) Ground water and Surface waters (e.g. boreholes, wells and rivers) B) Municipal water supplies.
The topology and geology of the surrounding catchment area influence all water characteristics. This is augmented when water is drawn from natural sources such as boreholes. This is because municipal supplies experience compositional change during treatment e.g. removal of suspended solids or the addition of fluoride.
2. Surprisingly this is FALSE! We consume the greatest volume of water during packaging and
dispatch (almost 40%). Imagine how much water a two-tier pasteuriser uses, or how much water we use washing bottles and cans. Hope this didn’t catch you out.
3. Right then. Hardness can be defined as that property of water that leads to difficulty in
forming soap lather and is due of the presence of calcium and magnesium cations in solution.
Water Hardness is divided into two categories:
Temporary Hardness Permanent Hardness
Temporary Hardness is caused by the presence of calcium and magnesium hydrogen carbonates, whereas permanent hardness is due to the presence of mainly chloride, sulphate and nitrate salts of magnesium and calcium. The empirical definition of permanent hardness is that which remains after prolonged boiling and is induced by magnesium and calcium chloride and or sulphates. Temporary and permanent water hardness present differing implications for the brewer. The ions causing:
Temporary Hardness tends to raise wort pH.
Permanent hardness tends to lower wort pH.

© The Institute of Brewing & Distilling 2017
33
1.1.4 HOPS
Introduction
Hops have been utilised in brewing since its early origins. Hops, other herbs and spices were probably first added to finished beer to produce special flavours and cover up “off-flavours” imparted by microbial contaminants. Hops are still added to beer during production. Hop addition is historically recognised to confer bitterness and distinctive aroma or flavour to the beer, but today hops are recognised as also being able to improve beer stability (in terms of clarity), head stability, anti-microbial activity and light stability. Without hops, would beer still be beer?
Hop Biology and Structure Hops are members of the :
Family = Cannabinaceae
Genus = Humulus
Species = Lupulus L
Although related to the cannabis plant, hops (Humulus lupulus) contain none of the toxic resins associated with marijuana. The hop is a perennial, climbing plant native to Asia, North America, and Europe, which has also been successfully cultivated in Australia.
The hop cone (the strobilus), is the productive female flower. The hop cone is made up of valueless stipular bracts and seed bearing bracteoles, both attached to the central strig. The lupulin glands are located at the base of the bracteoles, where the seeds also develop. It is the lupulin glands that provide all of the bittering and aroma compounds utilised in brewing, i.e. the bitter hop resins and aromatic essential oils.
These figures are a representative example. Remember as with any botanical, biochemical entity there will be varietal differences. Hop varieties are divided into 2 distinct categories:
• Bittering hops • Aroma hops
Figure 15 Diagram of hop cone and its constituent parts.
Figure 14 Chemical composition of whole hops.

© The Institute of Brewing & Distilling 2017
34
Bittering hops (high in α-acids) predominantly provide bitterness although they do confer aroma. Aroma hops (containing high proportions of essential oils) provide the hoppy aroma, and to varying extents bitterness. However, each will impart varying degrees of both bitterness and aroma.
Figure 16 Hop varieties and their relative uses and a-acid values.

© The Institute of Brewing & Distilling 2017
35
Hop Cultivation
As a perennial crop, hops are grown from rootstocks that remain in the ground all year round. They can be propagated from cuttings taken from this rootstock, from underground rhizomes or from softwood cuttings.
Cultivation practice varies widely, but a typical schedule in Northern Europe is as follows: • March: Shallow plowing to reduce weeds,
mulch in last years leaves and vines and add base fertiliser.
• April: Stringing from overhead wires to rootstock.
• April/May: Training of new shoots onto strings.
• June: Plowing between rows for irrigation and weed control.
• July/August: Pest control as necessary. • August: Harvest. Hops should be harvested in all cases 10 days after ripening, to prevent overripe cones shattering. Historically, hop growing was extremely labour intensive, but with the technological revolution, harvesting has become almost fully automated. The harvesting steps are as follows: • The bines are cut down and transported
to a picking machine, which strips the cones from the bine.
• The cones are separated, the debris
screened and removed. The picked hops
are dried from ~80% to 10% moisture in kilns, similar to those used for malting. Drying prevents deterioration.
• The whole hops are then compressed and
baled to reduce storage requirements and costs. The whole hops can then be used as is, or after processing as pellets, powders, extracts.
Hop Diseases Growing hops are vulnerable to both viral and fungal attack, which if severe enough can destroy whole harvests. The main culprits are: • Damson Hop Aphid • Powdery & Downy Mildew • Verticillium wilt • Red spider mite • Viruses: hop mosaic, hop latent, and
necrotic ringspot
Hop Breeding Hops are dioecious plants i.e. they grow as male plants or female plants. Hop breeding takes the form of classic “crossing” of two species, and growing out the hybrids. As such, all male hop plants are destroyed within a three-mile radius of farms, to prevent unwanted natural pollinations. Breeders are currently trying to improve their strains in three main areas. • Dwarf varieties • Disease resistance • High α-acid and β-acid varieties By developing dwarf varieties, the tall frameworks currently used can be eliminated. These frameworks, although sturdy, can be demolished by strong winds and are extremely expensive to repair and replace. In addition dwarf varieties would allow easier, more accessible and less expensive harvesting coupled with a reduced labour requirement. Breeding varieties that produce higher concentrations of α-acids (bitterness)
Figure 17 Supporting framework for hop cultivation.

© The Institute of Brewing & Distilling 2017
36
increases the yield per hectare dramatically. As with cereal breeding, new hop varieties must be used on a pilot brewing scale to ensure the quality and application of the variety.
Glossary of Hop Terms
α-Acid These are a major component of the soft resins. When isomerised, these materials provide the main bittering compounds associated with beer. The -acid content varies widely amongst hop varieties from levels of 3-4% w/w in aromatic type hops to levels of 10-14% w/w in the bitter hops.
Aroma Much is spoken of the organoleptic quality and intensity of dried hop aroma. These are again strong varietal characteristics. There does appear to be a general relationship between the type and heaviness of a hop aroma and the flavour and aromatic properties of a resultant beer. However, this relationship can be obscured by the manner of using the hops. A skilled, comparative aromatic evaluation of samples of one variety can detect those samples that have been picked too early or too late, over dried or stewed. Moreover, a trained evaluation can select particularly favourable growths of a variety from within the normal range of aroma exhibited by that variety in a particular season.
β-Acid Another soft resin component, the -acid, is not bitter in the natural or isomerised form. Some of the oxidation products do provide bitterness, and the -acid can be chemically transformed into light-stable bittering forms.
Caryophylene, Myrcene, Humulene and Farnesene The four major components of the essential oils. Between them the oils account for about 60-80% of the essential oil of most varieties. The amount of these constituents, and particularly the ratios between them, can be used as clear varietal characteristics. These compounds are all highly volatile hydrocarbons; and during boiling of the wort – most, if not all of them, are driven off and so contribute little to hop flavour and aroma in beer. Some of the oxidation products of these compounds, such as the humulene epoxides, are thought to be positive contributors to beer flavour and hence sufficient ageing of aromatic hop varieties is necessary to allow these products to he formed.
Co-Humulone The α-acid exists in three analogous forms, humulone, ad-humulone and co-humulone; and the properties of these analogues vary considerably with variety. Relatively high levels of co-humulone produce a harsh, unpleasant bitterness and have a negative impact on head retention. Although this belief is still being questioned, varieties with relatively low co-humulone levels are still strongly favoured
Cone Structure Certain physical properties of hop cones, while relatively unimportant in the brewing process, are strongly characteristic of a particular variety. For example, the cones of English Fuggle variety are markedly square in cross section. Light loose cones are much more prone to shattering during harvesting while heavy dense cones, like those of English Northdown pick beautifully as they roll well and hang together.
Disease Reaction Different varieties can display a wide range of

© The Institute of Brewing & Distilling 2017
37
reaction to various hop diseases. Of great importance in England is Verticillium Wilt and the fungal diseases Downy Mildew (caused by Psuedoparonospora humuli) and Powdery Mildew.
Drying Some varieties are more difficult to dry than others. Growers can adjust practices to accommodate these peculiarities but the more difficult a variety the more likely it is that mistakes will be made.
General Trade Perception Over a number of years a hop variety will find a particular role or niche within the brewing industry and its particular properties will become well known and accepted. This general perception is helpful to brewers considering the use of a variety new to them.
Growth Habit Hop varieties vary widely in structural aspects such as general vigour, lateral (or side arm) length, and the overall bine structure. These characteristics can make a variety more or less easy to pick and handle.
Lupulin Hop lupulin may vary in colour from pale yellow to an intense golden colour. It is not known if lupulin colour affects brewing performance but it is a fairly strong characteristic of a variety. It is certain that the bitter hops have much greater quantities of lupulin than the aromatic types.
Maturity This is a statement of the time in the hop harvest season at which the particular variety reaches optimal maturity. Harvesting in England occurs from about the end of August to the end of September. Of current English varieties, the aromatic types tend to be earlier maturing than the bitter type varieties.
Packing Some varieties tend to shatter more than others do when being packed. Growers can adjust practices to accommodate these peculiarities but the more difficult a variety the more likely it is that mistakes will be made.
Pedigree These are brief remarks about the ancestry of a variety. Modern varieties can often be traced back through two to three generations of crosses often involving other known hop varieties. It is important to note that the qualities of a hop variety are only partly determined by the genes it receives. Of at least equal importance is the selection for particular characteristics practised by the hop breeders
Pickability This is another characteristic that is of direct concern to both grower and brewer. If a hop is known to pick well, one can expect a good clean sample. If a hop is difficult to pick, one is more likely to see shattered cones and a higher proportion of leaf and stem in a sample.
Storageability Oxidation of -acid removes its ability to be isomerised to the required bitter isomers. In comparable circumstances some varieties lose a greater proportion of their -acid to oxidation than others. Cold storage and anaerobic conditions can both delay oxidation, but the innate property of a variety in this context is important in commerce. Interestingly, some oxidation of essential oil components is necessary to produce compounds thought to be important in beer flavours so controlled ageing is important for hops required for both bittering and aromatic purposes.

© The Institute of Brewing & Distilling 2017
38
Total Oil This characteristic varies widely amongst seasons, varieties and growths from 0.5 ml to about 3.0 ml per 100 g of hops. Whilst the soft resins are responsible for providing the bitterness of a beer, the quantity and composition of the essential oils are responsible for the amount and quality of hop flavour and aroma in beer. A brewer, when deciding on which varieties and how much to use, will always consider the hops' contribution to flavour and aroma as well as its bittering potential. This is the kilo dry weight of hops in zentners normally produced by that variety in commercial production in England. On average, the aromatic types tend to be lower yielding and hence more highly priced than the bitter types. As with other crops, yields vary markedly from farm to farm and year to year. Hence, the range in yields can be quite wide.
Zentner 1 Zentner = 50 kilos
Chemical Composition of Hop Constituents
Three fractions contribute the entire brewing value of hops: • Total Resins • Essential Oils • Tannins
Total Resins The bittering Total Resins are subdivided and classified according to their varying solubilities in standard solvents. Total Resins: Characterised by
solubility in diethyl ether and cold methanol. (Hard resins, α- and β- acids and *uncharacterised soft resins)
Total Soft Resins: Fraction of total resins soluble in hexane. (α- and β- acids, and *uncharacterised soft resins)
Hard Resins: The fraction of total
resins insoluble in hexane. (The difference between the total resins and total soft resins)
* Uncharacterised fractions remain unidentified and have dubious brewing value.

© The Institute of Brewing & Distilling 2017
39
Tannins The Tannin fraction of hops devotes little character to beer and they are more detrimental than beneficial acting as haze precursors. They also promote the precipitation of protein-polyphenol haze complexes during wort boiling, aiding the formation of trub as hot and cold break.
The α- & β-Acids
The α-acids (Humulones) have the basic structural formula:
Figure 19 The basic structural formula of the a-acids.
It is difficult to draw a single structure for the majority of hop resins, for they exhibit keto-enol tautomerism. This is where the ketone and enol isomer forms of the compound exist in equilibrium with each other. The base unit, Phloroglucinol, the central parent of hop resins can be seen below demonstrating such a relationship.
The β-Acids The β-acids (Lupulones) have the basic chemical structure:
The β-acids, like the α-acids are composed of the parent phloroglucinol, differing only with the addition of the extra isopentyl side chain. The remaining structural groups are synthesised from amino acids as the hop grows.
Humulone and lupulone arise from leucine, the co-analogues (i.e. co-humulone and co-lupulone) valine and the ad-analogues (i.e. ad-humulone and ad-lupulone)
isoleucine. Three analogues each exist for the α & β acids.
Figure 21 The chemical changes occurring during keto-enol tautomersim demonstrated with phloroglucinol.
Figure 18 The basic structural formula of the β-acids.
Figure 20 Chemical structure of the amino acids Valine, Leucine and Isoleucine

© The Institute of Brewing & Distilling 2017
40
The α and β acids each account for approximately 50% of the soft resin fraction. Ad-humulone consistently forms 10-15% of the total α-acid fraction. Humulone and co-humulone concentrations fluctuate with variety, and can be 20-50% and 45-70% of the total α-acid content, respectively. The proportion of hop soft resin, the α acid : β acid ratio and the quantity of α and β acid analogues present, all differ with variety. Regional and seasonal differences and the presence of seeds further affect these relationships. Seedless hops have higher α-acid contents and therefore, greater bittering potential.
The Essential Oils The Essential Oils comprise: • hydrocarbons (various terpenes and their
derivatives) and, • oxygenated terpene forms. In addition, to some extent the essential oils also contain fatty acids and esters. Whilst the acidic resin fractions impart bitterness, the
essential oils confer aroma and are isolated for analysis by steam distillation. The oil components, a complex mixture of at least 300 compounds, range from 0.03-3% of the total hop weight, with seedless hops tending to contain elevated levels. The essential oils develop late during ripening, after the majority of the resins have been laid down. The oil fraction can be divided into hydrocarbon and oxygenated fractions.
Figure 22 The differing side chains that make up the ad- and co-analogues of the α & β acids.
Figure 23 Structural diagrams of hydrocarbon compounds found in the essential oil fraction.
Figure 24 Structural diagrams of oxygenated hydrocarbon compounds found in the essential oil fraction.

© The Institute of Brewing & Distilling 2017
41
Myrcene (a monoterpene) is the most abundant compound in the hydrocarbon fraction, which also contains humulene and caryophyllene (sesquiterpenes). The hydrocarbons are extremely volatile and do not survive wort boiling. KEYPOINT: Terpenes are compounds of the chemical formula (C5H8)n, the majority of which occur in plants. The value n is used as a basis for classification. 1) Monoterpenes C10H16; 2) Sesquiterpenes C15H24; 3) Diterpenes C20H32. All naturally occurring terpenes can be built up of isoprene units. The oxygenated forms of the sesquiterpenes and terpenes, (predominantly acids, alcohols, esters and ethers) are less volatile and more aromatic than the hydrocarbon. The essential oils generate the distinctive aroma associated with hops. The aromas are characterised as either a dry hop or late hop aroma. The late hop aroma is produced when hop products are added to the wort during copper/kettle boils, typically 10-15 minutes before the wort is cast to the whirlpool. The late hop aroma is most likely derived from the oxygenated fraction of the oils. The hydrocarbons are volatile and are lost during wort boiling, therefore, unlikely to contribute aroma. The hydrocarbon fraction will only contribute character in dry hopped beers, where whole hops are added to the finished product. The formation of the hop characteristic does not end with wort boiling. Modification continues throughout fermentation, with esterification of acids and reduction of ketones. This is combined with the evaporation of hop compounds in the stream of fermentation gas and adsorption to the yeast surface.
α-Acid Isomerisation Although the major bittering components of hops are the α-acids, bitterness is not provided in their discrete form. At normal
wort / beer temperature and pH, the α-acids are insoluble. For this reason hops are added during wort boiling. During the boil, the α and β-acids metamorphose to produce highly soluble products. These include the iso-α-acids, which are the principal bittering compounds in wort and beer. The α-acid base unit consists of an asymmetric carbon atom with a chiral centre at C-6. Therefore, each analogue can exist in two forms or enantiomers. These two forms exist as cis and trans isomers KEYPOINT: The terms cis and trans refer to two forms of one isomer that differ only in their stereochemical arrangement. CIS- isomers have their functional groups adjacent or in the same plane across a bond; TRANS- isomers arrange with their functional groups in opposite planes either side of the bond. The five carbon ring restricts rotation around these bonds and prevents the metamorphosis between the two forms, hence the iso-α-acids form cis and trans isomers. Ideal conditions for isomerisation are: • Slightly alkaline pH
o (@ pH 9 = 100% isomerisation) o (@ pH 6 = 60% isomerisation)
• The presence of divalent metal ion
catalyst (e.g. Mg2+) • Short, vigorous boil (≥ 60 minutes)

© The Institute of Brewing & Distilling 2017
42
Processed Hop Products
The whole hop is bulky and therefore, an expensive product to transport and store. Whole hops can be processed and transformed to reduce their size, whilst providing additional benefits including: • Increased bulk density/ decreased
volume. • Improved convenience/ storage. • Improved stability/ shelf life. • Increased utilisation. • Improved consistency/ homogeneity. • Easier, automatic addition. • Reduced extract loss/ effluent. • Removal of unwanted elements (chemical
residues/heavy metals). Hop products today, commonly exist as pellets or extracts. The diversity of hop products within these two groups is phenomenal.
Hop Pellets • Type 90 Standard hop pellets: comprise
whole hops, which after removal of debris are dried and hammer milled. The hop material can then be compressed into the pellets and packaged.
• Type 45 pellets: enriched or concentrated. The hop material is first fed through a cutting mill and the waste fraction removed before final hammer milling. This process removes the majority of the non-essential vegetative material, enhancing the -acid content.
• Isomerised (iso) Hop Pellets: Isomerised hop pellets differ from type 90 in two ways. Firstly, magnesium oxide is added to the hop powder prior to pelleting. Secondly, during pelleting, the magnesium oxide reacts producing the salt of the -acids. The vacuum packed pellets are then stored at 50°C for
Figure 25 -Acid isomerisation to Iso-a-acids; Humulone into iso-humulone.

© The Institute of Brewing & Distilling 2017
43
between 10 to 14 days. During this time the magnesium* salt of the -acid isomerises to the magnesium salt of the iso--acid.
*Magnesium and calcium are added to hop pellets; they act as catalysts increasingα -acid solubility during wort boiling. The majority of pelleted hops are added to the wort in the copper, during boiling. Some aroma pellets can be added straight to the beer in cask or post fermentation for dry hopping. By using pelleted hops, particularly pre-isomerised forms, then superior α-acid utilisation and efficiencies can be achieved in the brewhouse, whilst retaining most, if not all of the original hop character.
Type 90 Standard hop pellets A brief outline of the production process for Type 90 pellet is described in the following section.
The mixed hops are dried to the desired moisture content of 7-8% using a kiln at approximately 50oC. Before grinding, vine parts, leaves, clumps of earth, stones, wire and other foreign materials are separated from the hops using magnets and a pneumatic separator. The cleaned and dried hops are then ground
using a hammer mill, which grinds with little kinetic energy, so avoiding any temperature increases that could damage the hops. The fineness of the powder is determined by the moisture content of the hops and the size of the sieves used in the mill. The powder is then placed in holding tanks before being pressed into pellets (pelletised) – further mixing occurs in these tanks. The hop powder then passes through a pellet press and is pelletised. This increases the density of the hop powder and further improves space savings. It is essential that pelletisation occurs below 50oC – this helps maintain the quality of the hops. Cool air is blown on the pellets to bring them to room temperature to prevent them from sticking together. It is desirable to have uniform α-acid throughout batches of hop pellets, as this is important for beer quality. The pellets are then packaged. Pellets are very oxygen sensitive as oxygen causes deterioration of the hop oils and α-acids – so the pellets need to be packaged under a nitrogen-CO2 gas mixture.
Type 45 Pellets (Concentrated Pellets)
The production of Type 45 pellets is essentially the same as Type 90 pellets except for a few additional steps. After separation of foreign objects the hops are frozen in order to harden the sticky hop resins. Once temperatures of -30oC to -40oC are reached then mechanical separation of the lupulin and
Figure 27 Production of Type 90 hop pellets.
Figure 26 Production of Type 45 pellets.

© The Institute of Brewing & Distilling 2017
44
leaf fractions can proceed. The deep frozen, brittle hops are crushed in a slowly revolving refrigerated crusher and then sieved into leaf and lupulin fractions. Cone shaped screw mixers are used to achieve a consistent powder blend before pelletisation.
Isomerised Hop Pellets
The pellets are made in the same way as regular pellets except for the following two steps:
1. Small quantities of food-grade magnesium oxide are added to the hop powder to catalyse the isomerisation process.
2. The stabilised pellets are packaged,
boxed and placed on pallets in a hot room (50oC) until the isomerisation is complete. Isomerisation in a hot room takes between 7 and 12 days, depending on the variety of the hop.
Hop Extracts Hop extracts are principally purified solutions of particular hop components. They can be prepared to the brewers specification as: • Pure resin extracts. • Oil rich extracts or emulsions.
• Pure oil extracts or emulsions. • Fractionated oil extracts. • Specialist reduced isomerised extracts. • Isomerised Kettle extracts or Post
Fermentation Bittering (PFB). Hop extracts were traditionally prepared using solvents such as methylene chloride and trichloroethelyne. However, due to toxic residues left behind and general environmental issues, their use has ceased. Today ethanol and liquid CO2 are the two principal solvents used to completely dissolve and extract hop oils and resins.
Ethanol Extraction: A hop and 90% ethanol mix is wet milled and passed through a continuous multistage extractor. Alcohol flows counter-currently to the hop mix, becoming enriched with the hop constituents. The spent hops are separated from the resin liquid by a pressing process and then dried and pelletised. The hop extract is concentrated as the alcohol is evaporated before a final steam scrub. The evaporation system produces a concentrated hop extract composed of all the hop resins.
Liquid CO2: The hops (as pellets) are placed in an extraction chamber. Liquid CO2 at extraction pressure is pumped through the extraction vessel into which the hop components dissolve. The pressure in the vessel is reduced causing the CO2 to lose its ability to act as a solvent and is evaporated leaving the hop extract. Supercritical CO2 is also used with superior extraction properties (40-50°C / @ 250 bar). The CO2 gas is recovered and recycled for use in further extraction runs.

© The Institute of Brewing & Distilling 2017
45
Isomerised Extracts
Either supercritical or liquid CO2 extract can be used for further processing into isomerised extract. To prepare the extract it is first warmed and mixed with deaerated water under an inert atmosphere (nitrogen gas). The extract is further heated before magnesium or potassium catalyst is added to induce isomerisation. After isomerisation is complete then a multi-step process is undertaken to separate the iso-α-acid from the remaining hop material by pH reduction. The resulting isomerised extract is standardised with de-ionized water to an iso-α−acid content of 20–30%. Non-isomerised hop materials are recovered and run back through the plant for further production. Isomerised extract has various advantages, including: • The product can be added at various
stages of the brewing process. To achieve maximum utilisation the isomerised extract should be added after fermentation but before final filtration. The expected utilisation is approximately 95%, which compares favourably with the utilisation yields of hops, pellets and
regular extracts which are normally in the range of 25-35%.
• Isomerised extract usage means lower transport and storage costs. Unopened containers can be stored at room temperature for a year with no loss in brewing value.
• The consistency of the product gives the brewer precise control over the bitterness levels.
KEYPOINT: Unlike the other hop extracts, pre-isomerised extracts do not require wort boiling to produce the iso-α-acids. As such, iso-extracts can be added directly to the beer for precise control of bittering both pre- and post-fermentation, further improving utilisation.
Hop Oil Extracts Hop oil extracts or emulsions used to impart aroma are produced through steam distillation, allowing harvesting of the required fraction. Aroma emulsions provide the brewer with excellent control over the intensity and consistency of dry-hopping effect.
Reduced Iso-extracts Light in the range 300-500nm readily passes through both clear and green bottles. Beer exposed to this light quickly develops unpleasant off flavours, often described as “skunky”. This is due to photolysis of the iso-α-acids, which react to produce 3-methyl-2-butene-1-thiol (MBT) or isopentenyl mercaptan (the skunky aroma). By reducing the iso-α-acids, through hydrogenation, photolysis, causing the development of skunky aromas can be prevented (Figure 29)
Figure 28 Production of Isomerised Hop Extract.

© The Institute of Brewing & Distilling 2017
46
The mechanism of the photolytic reaction is shown below:
Light stability is not the only benefit derived from the use of reduced iso--acids. Hydrogenating bond A benefits foam stability, whilst if either B1 or B2 is hydrogenated, light strike resistance is conferred. The reduced forms of iso-α-acids are known as Tetrahydro-iso- α -acids, Rho-iso- α -acids and Hexahydro-iso- α -acids, reflecting the number of hydrogen atoms added (ie 4, 2 or 6 respectively). These reduced compounds also impart bitterness, but to differing degrees. For example, tetrahydro- forms are more bitter than α-acids, whilst hexahydro- forms are comparable and rho-forms less bitter.
Reduced iso-products have some draw backs. Isopentenyl mercaptan is flavour active at parts per trillion (ppt) and as such, even the smallest quantity of the light
sensitive α-acids present in the beer, will negate the effects of the reduced iso-products. This requires separate yeast handling or thorough acid washing (of the yeast) to clean and remove all hop particles. This must be combined with careful process management to avoid contamination with non-reduced products. One of the most important hop characteristics is their anti-bacterial activity. If reduced PFB iso-products are the sole hopping agent in use, the wort will not be protected and is susceptible to microbial infection. This can be
overcome by adding some of the reduced extract during wort boiling.
It is reported that over-addition of the reduced products generates a foam that appears artificial.
Figure 31 Reduced Isomerised Hop Extract Properties.
Figure 32 Results of a 20 day beer test, evaluating the exposure to UV light of unhopped beer, beer with reduced iso-extract and beer containing pure iso-α-acid; mercaptan is an indicator of lightstruck aroma.
Figure 29 Chemical sights of iso-a-acid photolytic cleavage and its prevention.
Figure 30 The chemical structure of the three forms of reduced iso-a-acids.

© The Institute of Brewing & Distilling 2017
47
Analytical Assessment of Hops During the manufacture of hop products frequent samples are taken throughout the production process to test for correct procedures and quality. A few of these methods are described below. Typically, hop product analyses are dependent upon the solubility of the hop resins in organic solvents. The initial extraction is made with benzene or toluene and subsequently diluted with methanol prior to analysis. Standard methods specify standard sampling, which can vary depending if the sample is from unpressed hops, bales, pellets or extracts. Customarily, 200 g samples are taken from a random 10% of the product for analysis. Historically, solvent fractionation of the total resins was sufficient, however, determination of the α-acid content identifies the brewing value of the hops more specifically. α-acids hold three chemical properties upon which contemporary analyses are founded. • Formation of methanol insoluble lead
salts. • Ultra-violet light (UV) absorption. • Optical rotation of polarised light.
Lead Conductance Value (LCV) With the addition of acetic acid acidified lead acetate solution to a methanolic hop extract, the α-acids present form a bright yellow precipitate (the lead salt). This precipitate could simply be dried and weighed, but this is clumsy and inaccurate. Alternatively, the lead acetate solution is slowly titrated into the hop extract solution whilst the conductance or resistance of the solution is monitored. A graph of conductivity can then be plotted against the volume of lead solution added. The resulting curve, on extrapolation, allows the determination of the reaction end point, or the lead conductance value (LCV) of the hop extract. Although not exact, this LCV value gives a good estimate of α -acid content.
Figure 33 Measurement of LCV by titration with acidified lead acetate.
Measurements must be made shortly after harvest to avoid the production of inaccurate LCV values from ageing hops. Older hops generate increased LCV’s, but lower than expected values of α-acids as predicted by the sensory evaluation of hop bitterness. This suggests that, although levels of α-acids have deteriorated, new bitter compounds are formed to replace the lost bitterness. However, one drawback of this method is that not all of the new compounds form lead salts.
Ultra-violet Light Absorbance The light absorption of the hop resins is dependant upon the pH of the solution in which they are analysed; basic or acidic. From the absorption spectra, regression equations were derived. Optical density measurements were compiled in basic solutions at: • 325 nm = λmax for α-acids
• 355 nm = λmax for β-acids
• 275 nm = λmax for α and β-acids
background absorption The concentration of both α and β-acids can then be calculated from the regression equations: Concentration α-acids = 73.79A325 − 51.56
A355 − 19.07 A275

© The Institute of Brewing & Distilling 2017
48
Concentration β-acids = 55.57 A355 − 47.59 A325 + 5.10 A275
Alternatively, the α and β-acids can be measured separately, after HPLC (on reversed phase columns) by spectrophotometer.
Spectrophotometric methods are also used to generate identifiable bitterness measurements in relation to the actual sensory bitterness of beer, and not simply -acid content. The recommended EBC analysis states 10 ml of acidified beer is extracted with 20 ml of iso-octane. After centrifugation the bitterness of the beer is read against a blank of pure iso-octane.
Polarimetric Analysis The α-acids are the only important resin constituents demonstrating optical activity. The difficulty with this method is the preparation of a sample solution with sufficient opacity to light, allowing the refraction to be accurately recorded. Although polarimetric analyses are the most specific for α-acid determination, showing high levels of accuracy with fresh hops, they will give erroneous results with ageing hops and hop extracts and so are no longer used. The LCV is regarded as the most specific for brewing value. High Pressure Liquid Chromatography (HPLC) is becoming the most reliable method of analysis. However, simple hand evaluation is still useful and can reveal much about product quality: colour, debris, infection, age, aroma etc.
The Use of Hops in Brewing
Hop Utilisation Most of the bitterness contributed by the hops is derived from the α-acids when they are isomerised during wort boiling. Isomerisation of α-acids during the boil is never 100% efficient and is dependent upon the following factors.
Duration of the boil To impart bitterness the typical 45-60 minute boil is usually sufficient to allow complete isomerisation, but reduced boiling will be inefficient. Addition of the hops to the boil to impart aroma should be left to the later stages (approximately 15-20 minutes before boiling ceases). If hops are added early in the boil the volatile oil components will be lost. Leave it too late, however, and -acid isomerisation may not complete. To overcome this some of the hops can be added at the start of the boil and the remainder towards the end.
Figure 34 The absorption spectra for humuluone and lupulone in acidic and basic solutions.
Figure 35 The correlation between organoleptic sensed hop strength and BU measured by spectrophotometry.

© The Institute of Brewing & Distilling 2017
49
Boil temperature Any chemical reaction proceeds quicker with increased temperature. As such the α-acid isomerisation can be accelerated using a high pressure boil.
Wort pH Isomerisation and solubility is greatest at high pH. An alkaline pH reduces hop losses, which can take the form of hop precipitates lost as trub. As the pH of the boiling wort falls so to does the formation of the iso-α-acids.
Hop rate The greater the amount of α-acid used in hopping, the more losses are enhanced. For example, the more α-acid present the more iso-α-acid is formed, but the percentage conversion is less.
Wort gravity Hop utilisation is most efficient in lower gravity worts and least productive in more concentrated worts. The efficiency of α-acid conversion to the iso-α-acids, or the hop utilisation is expressed as:
Hop utilisation is notoriously poor. Often hop utilisation calculations return values of around 30%; 40% hop utilisation is an acceptable numeration. Pre-isomerised products suffer lower losses than un-isomerised, whilst post fermentation bittering (PFB) products can achieve 95% utilisation. KEYPOINT: 1 IBU (International Bitterness Unit) is usually assumed to be equivalent to 1 milligram of iso-alpha acid in 1 litre of water or beer.
As well as the losses described above, hop material is lost throughout fermentation and clarification due to: • Scrubbing action of CO2 (hop oils only). • Adsorption of constituents onto the yeast
cell surface (top fermenting yeasts are worse than bottom fermenting yeasts).
• Adsorption onto filter material. Hop utilisation is improved by using pre-isomerised pellets and post fermentation extracts.
KEYPOINT: CO2 Scrubbing is the process whereby highly soluble, volatile compounds are extracted into the CO2 produced during fermentation as it rises through the wort, removing the compounds from the beer.
Calculating a Hop Grist In order to calculate the weight of hops required to produce a beer with a required level of bitterness it is necessary to know the following information: • Bitterness of beer required in IBU. • The % α-acid in the hop material used. • % utilisation of the hop material.
Figure 36 Bitterness factor and % utilisation for different hop preparations.

© The Institute of Brewing & Distilling 2017
50
Example A brewer needs to produce a 100 hl of beer containing 26 IBU, with bitterness contribution from a hop variety with a 10% -acid content. What weight of hops (kg) does the brewer need to use? You will need the following information: Volume (litres) = 100 x 100 = 10,000.
1 IBU = 1 mg/ litre.
Total IBU in 10,000 litres beer = 26 x
10,000 = 26,000 IBU.
260,000 IBU = 260,000 mg (or 260 g)of iso--acid in the final beer.
If hop utilisation is only 25% (i.e. only 25% of the original α-acid ends up as iso-α-acid in the final beer), then the brewer needs to supply (100/25) x 260 = 1040 g of α -acid.
So, the total weight of α -acid needed to produce 100 hl of beer with a bitterness of 26
IBU is 1.040 kg of α -acid. Considering all the α -acid comes from the hop variety with 10% α -acid, then the weight of hops required will be:
1.040 x (100/10) = 10.4 kg
Other Compounds Beer bitterness is not only derived from the iso-α-acids. Bittering components can also be derived from the oxidation of the α and β-acids, or even from the reaction products of iso-α-acids. Some of these latter compounds are in fact, more bitter than iso-α-acids (e.g. anti-isohumulones and alloisohumulones). Hulupones derived from the oxidation of the β-acids are as bitter as iso-compounds and account for approximately 10% of the bitterness provided by hops.
Some compounds such as humulinic acid, generated through the hydrolysis of iso-α-acids, are not bitter at all.
Further reactions occur during storage to the detriment of hop quality. The α-acid content is diluted in a linear fashion when plotted against time, and the concentration of essential oils decreases almost as fast. The reactions mainly involve oxidation reactions, but others have been implicated. Deterioration of hop material is accelerated with exposure to air, moisture and elevated temperatures. If stored at 50°C, losses can equate to 50%, within one year. Therefore, whole/leaf hops should be stored compressed, in vacuum containers (but this doesn’t occur in commercial practice) and for as little time as possible at temperatures as cool possible. The result of hop deterioration through the
Figure 37 The oxidation of the α and β-acids to produce the bitter compounds Humulinones and Hulupones respectively.
Figure 38 The hydrolysis of iso-a-acids to produce the non-bittering compound Humulinic acid.

© The Institute of Brewing & Distilling 2017
51
oxidation and polymerisation of the α- and β-acids is the generation of a rancid, cheesy aroma. These cheesy aromas are imparted by free acids, originating from the oxidation of the acyl side chain, of the acidic resin fractions. Thus the main culprits are isobutyric, isovaleric and 2-methyl butyric acid. In addition, ethyl esters consequently formed from these acids contribute to a stale hop aroma.
Hop Aroma The essential oils in hops are the source of aroma compounds. These oils are volatile and will be almost entirely vaporised from the kettle if they are present from the start of a 60–90 minute boil, although some will be converted by heat or chemical reaction. To compensate for this, many brewers who want beer with a hoppy character add selected aroma varieties into the kettle between 5 and 20 minutes before the end of the boil. This gives sufficient time to extract the hop aroma but ensures that all the oil is not lost in the vapour. Late hop character is often described as floral or citrus, but it can be unpleasant if present in too high a concentration. The variety of hop, the timing of the addition, as well as the kettle shape and the material of construction all have a major influence on the subtlety of the final beer aroma. Hops can also be added to beer after
fermentation, to the maturation vessel or to the cask to give beer a dry hop flavour - this is often described as resinous, spicy and citrus. As the α-acids are only slightly soluble in cold beer, there is hardly any increase in the bitterness of beer with dry hopping. Hops produce up to 3% of essential oils during the later stages of ripening after the bulk of the resin synthesis is complete. The composition of the oil reflects not only the variety but also the degree of ripeness. Over 300 hop oil compounds have been isolated and they are usually separated and identified using gas chromatography with mass spectroscopy (GCMS). The details for these compounds are covered in detail in section 1.6.2. The essential oils can be divided into three classes: • Hydrocarbons • Oxygenated compounds • Sulfur Compounds Giving a hop aroma character to a beer not only requires selecting an appropriate hop variety to provide the essential oils but also to add the hops so that at an appropriate stage in the process. These stages can be divided into the following: • Kettle hops • Late hop addition • Dry hopping
Kettle Hops When hops are added at the beginning of the kettle boil, little if any aromatic oils persist into the finished beer. There will be some chemical modification or combination of flavour compounds.
Late hop addition Hops may be added at any stage from 20 to 5 minutes before the end of the boil, or fresh
Figure 39 The oxidation of the α and β-acids to produce the stale, “off flavoured” cheesy aromas imparted by free acids.

© The Institute of Brewing & Distilling 2017
52
hops added to a hop back to allow sufficient time for the extraction of some of the hop oils without all being lost due to vaporisation. Not only will some of the more volatile hop oils be lost in the last few minutes of boiling or while waiting for wort cooling, but also the remaining oils may be modified or lost during fermentation. It is usually the heavier esters and ketones that are retained to give the fruit citrus characters found in many late hop lagers. The extent to which these characters persist depends on the kettle design as well as the hop variety.
Dry Hopping Appropriate hop varieties may be added during maturation or to cask to impart a hop aroma and taste particularly to traditional ales. A wider range of hop oils is extracted than during late hopping, which imparts a floral fragrant note to beer often with spicy characters that can be astringent if overdone. When whole hops are added to a cask the extraction and chemical reaction of the oils will continue throughout the drinking life of the cask which produces a constantly evolving change in palate over time.

© The Institute of Brewing & Distilling 2017
53
Self-Assessment Questions
The following questions are a mixture of true or false, multiple choice and standard questions. We are going to try and catch you out so think carefully about all of the questions, good luck! 1) Hop α-acids provides the bitterness associated with beer. True/False? 2) It is the chiral centre at carbon 6 of the phloroglucinol unit that allows the production of the
cis- and trans- enantiomers of the α-acids. True/False? 3) Which of the following would you identify as ideal conditions for α-acid isomerisation?
a) Slightly acidic, pH 5 b) Slightly alkaline, pH 6 c) Alkaline, pH 9 d) The presence of Ca2+ ions e) The presence of K+ ions f) A 35 min boil at 110°C + agitation g) A 65 min boil at 100°C + agitation h) A 80 min boil at 90°C
Is it possible to achieve these conditions during normal production? Explain your reasoning.
4) Draw the chemical structure of co-humulone and its isomerised product, iso-co-humulone. 5) The greater the amount of hops added to wort the greater the hop utilisation. True/False? 6) Hop utilisation is greatest in lower gravity worts. True/False? 7) During production, the final beer produced has a lower bitterness value than expected, even
though a hop utilisation of 40% in the brewhouse was accounted for. Give reasons for this anomaly.
8) A 10 ml sample of acidified beer (at a 1:9 dilution with water) is extracted with 20 ml of 2,2,4 trimethylpentane. This sample is then analysed spectrophotometrically at a wavelength of 275 nm, against a blank of pure 2,2,4 trimethylpentane. The beer returns an absorbance value of 0.065. What is the bitterness of the beer in BU’s? Is it a) 32.0 b) 32.5 c) 33.25 d) 325.0 e) none of the above

© The Institute of Brewing & Distilling 2017
54
9) Hand evaluation of fresh hops is a redundant, inaccurate method for determining hop
quality. True/False? 10) Arrange the following in order of utilisation efficiency, from greatest through to the least.
a) Iso hop pellets b) Type 90 hop pellets c) PFB extracts d) Type 45 hop pellets e) Iso kettle extracts
11) A beer has been manufactured using a mixture of isomerised pellets added during wort
boiling and reduced iso extracts, added post filtration. Into which colour can and bottle should the beer be packaged to achieve the greatest shelf life?
a) Blue bottle b) Clear bottle c) Red can d) Green can e) Green bottle f) Brown bottle
12) Draw the structures of three reduced iso compounds and state, which gives the best foam
enhancement, light stability, and list their relative relative bitterness’ to iso-α-acid.

© The Institute of Brewing & Distilling 2017
55
Self-Assessment Answers
1) FALSE: Although the acidic resin fractions of hops comprise the bittering components (these are primarily the α-acids) it is the isomerised form (the iso-α-acids) that provide beer with its bitterness.
2) TRUE: It is the unsymmetrical nature of the six carbon ring that allows the formation of cis-
and trans- isomers, i.e. when one isomers mirror image cannot be superimposed upon itself. 3) C, D, and G are the ideal options.
a) pH 5 is too acidic and will hinder solubilisation and isomerisation of the α-acids. b) pH 6 is too alkaline and there is only approximately 60% conversion.
e) Potassium (K+) is not a divalent metal ion and will not catalyse the isomerisation, unlike Ca2+, although magnesium is the most suited.
f) Although 35 min at 110°C with agitation may seem to be equal to 55 min at 110°C with agitation, 35 min is too short for trub formation as well as isomerisation. Whilst the energy costs of maintaining the boil at 110°C are also a hindrance combined with the potential for extra colour formation.
g) 80 min at 90°C is too long and at too low a temperature, colour formation will be high and all aroma will be lost. Without agitation trub formation and hop utilisation will be poor.
Of the three ideal answers only c) cannot be achieved during wort boiling. Wort pH ranges between approximately pH 5.5 (at mashing) through to pH 5.2 (prior to fermentation). A wort at pH9 would be incredibly difficult to achieve would be detriment to the process as a whole. pH 5.5 is the ideal for enzyme activity during mashing, and after wort boiling, a highly alkaline pH would completely kill yeast activity.
4)
5) FALSE: Try to remember hop utilisation is never 100% efficient, therefore if more hopping material is added the greater the loss will be enhanced.
6) TRUE: Greater hop utilisation is achieved in weaker worts. This is most likely attributable to
the increased solubility of the hop components in the more aqueous environment.
cohumulone isocohumulone

© The Institute of Brewing & Distilling 2017
56
7) The rate of hop addition during the copper boil is always corrected to compensate for the
losses attributed to inefficient utilisation. However, losses also arise during downstream processing, especially during fermentation. The hydrophobic nature of hops encourages them to escape aqueous environments at any possible opportunity, which impacts upon utilisation figures further. Iso-acid levels are dissipated, left behind on vessel surfaces when foaming removes hop materials from the wort. Similarly, hop materials are adsorbed onto the yeast cell surface, and removed from the wort at cropping. Bittering materials are further removed from the wort, extracted by the scrubbing action of CO2 as it rises through the vessel. Final losses are incurred during beer filtration as bittering materials are adsorbed onto filter bed particulates. To this end, the addition of bitterness would be most efficiently achieved in the form of pre-isomerised extracts, added post-filtration.
8) ANSWER = b) 32.5
Bitterness units (BU) = A275 x 50
Therefore 0.065 x 10 (the dilution factor) = 0.65 Therefore 0.65 x 50 (the conversion factor) = 32.5
Therefore the bitterness of the beer is described as 32.5 BU’s 9) FALSE: Hand evaluation of whole/baled hops can be a rapid, meaningful tool in determining
hop quality. Fresh hops should be free from brown tainting (oxidation), and extremely aromatic. This is observed best by rubbing the hops between your hands. This should produce a sticky bright green mass, with a pungent, fruity hop aroma. Visual, hand evaluation also allows the identification of excess debris (string, stones etc.) and any infection (moulds, viruses, and pests).
10) Greatest hop utilisation:
PFB extracts: pre-isomerised extracts, added post fermentation, (ideally post filtration) incur no losses and imparted bitterness is proportional to levels of extract added. Iso-kettle extracts: should incur no losses in the brewhouse through isomerisation but some bittering material will be lost, removed with the trub. Remaining losses are comparative to other materials down stream.
Iso-hop pellets: will incur slightly higher losses than the kettle extract with reduced efficiencies attributable to the effectiveness of pellet solubilisation. Type 45 pellets: effect greater losses than the above iso-pellets due to the need for isomerisation. However the hop material is more concentrated than the Type 90 pellets and therefore experience greater efficiencies.
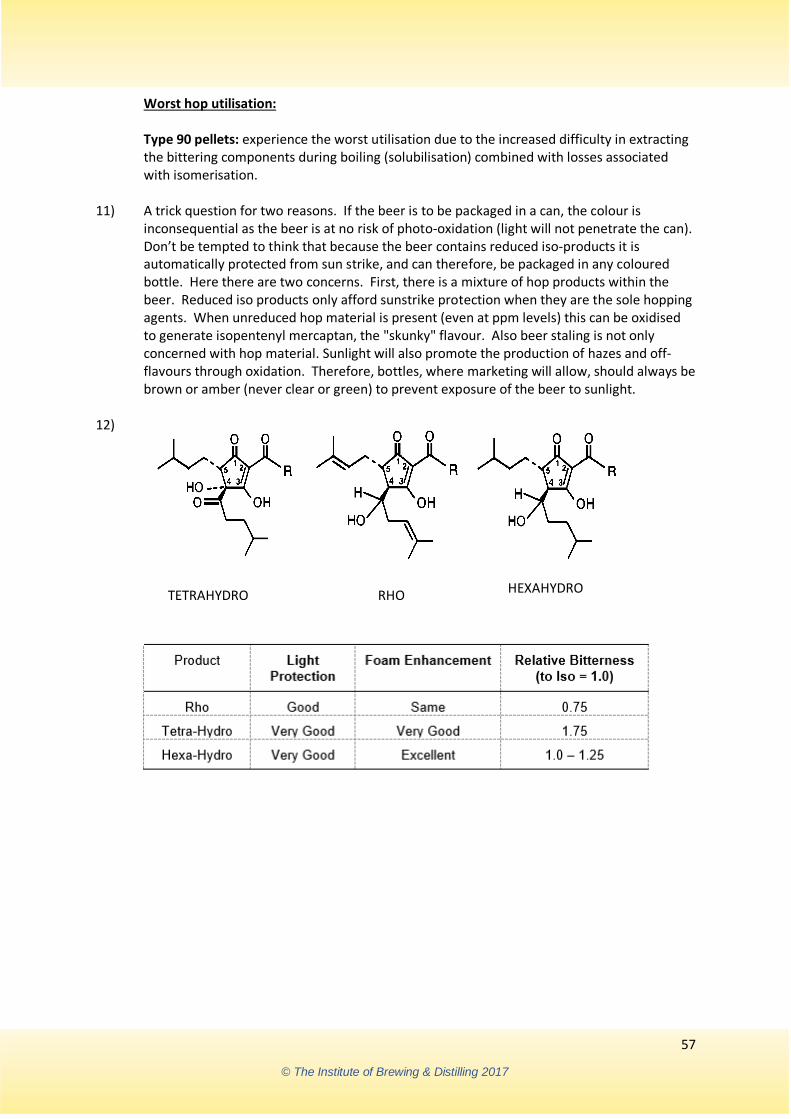
© The Institute of Brewing & Distilling 2017
57
Worst hop utilisation: Type 90 pellets: experience the worst utilisation due to the increased difficulty in extracting the bittering components during boiling (solubilisation) combined with losses associated with isomerisation.
11) A trick question for two reasons. If the beer is to be packaged in a can, the colour is inconsequential as the beer is at no risk of photo-oxidation (light will not penetrate the can). Don’t be tempted to think that because the beer contains reduced iso-products it is automatically protected from sun strike, and can therefore, be packaged in any coloured bottle. Here there are two concerns. First, there is a mixture of hop products within the beer. Reduced iso products only afford sunstrike protection when they are the sole hopping agents. When unreduced hop material is present (even at ppm levels) this can be oxidised to generate isopentenyl mercaptan, the "skunky" flavour. Also beer staling is not only concerned with hop material. Sunlight will also promote the production of hazes and off- flavours through oxidation. Therefore, bottles, where marketing will allow, should always be brown or amber (never clear or green) to prevent exposure of the beer to sunlight.
12)
RHO TETRAHYDRO HEXAHYDRO

© The Institute of Brewing & Distilling 2017
58
The Institute of Brewing and Distilling www.ibd.org.uk





























