Embed Size (px)
Citation preview

HSC Chemistry Revision Module 1HSC Chemistry Revision Module 1HSC Chemistry Revision Module 1HSC Chemistry Revision Module 1 David Pham
# Production of Materials 1. construct word and
balanced formulae equations of chemical reactions as they are encountered
* gather and present information from first-hand or secondary sources to write equations to represent all chemical reactions encountered in the HSC course
• Skill
identify the industrial source of ethylene from the cracking of some of the fractions from the refining of petroleum
The main industrial source of ethene is from the cracking, catalytic or otherwise, of certain fractions obtained from the refining of petroleum. Generally, in other countries petroleum fractions are too long for used in general industry and catalytically cracking these leads to hydrocarbons of usable length.
C10H22(g) C8H18(g) + H2C=CH2(g)
Here the otherwise less useful molecule is cut at a suitable carbon atom to form two very useful substances, octane, the major component of petrol, and ethene, the starting product for many industrial chemicals. Cracking of petroleum fractions was initially achieved by a process known as thermal cracking, where the fraction was heated to high temperatures in the absence of air. This process, however, was very expensive due to the heat energy input required and was unreliable due to the random nature and position of the cracking, leading to some products which were not as desirable. Nowadays catalysts have been developed which allow the processes to be carried out at lower temperatures and controls where the fractions are cut. Within catalytic cracking, zeolites are used to adsorb the reactants and, within their pores, split the fractions at appropriate areas, i.e.
C18H38(g) 4H2C=CH2(g) + C10H22(g)
In Australia, where natural gas reserves are high, steam cracking of ethane is used as an industrial source for ethene. Steam cracking of ethane is also used to convert ethane and propane to ethene. In this, a mixture of ethane and steam is fed into furnaces between 750 and 900oC, causing much of the ethane to be converted into ethene, i.e.
C2H6(g) H2C=CH2(g) + H2(g) C3H8(g) H2C=CH2(g) + CH4(g)
identify that ethylene, because of the high reactivity of its double bond, is readily transformed into many useful products
Ethene is susceptible to chemical attack due to its reactive C=C double bond. It undergoes many addition or substitution reactions to create varying products. The π bond electrons are easily ‘grabbed’ by electronegative atoms and as such the electron-dense π bond easily breaks to form new σ bonds, i.e. in general,
H2C=CH2 + X-Y XH2C-CH2Y Some specific reactions include Hydrogenation: Ethene + Hydrogen Ethane, over metal catalyst (Ni, Pd, or Pt) Halogenation: Ethene + Halogen 1,2-dihaloethane Hydrohalogenation: Ethene + Hydrogen Halide Haloethane Hydration: Ethene + Water Ethanol Oxidation: Ethene 1,2-ethanediol, over cold dilute KMnO4 or O2/H2O mixture
* *
identify data, plan and perform a first-hand investigation to compare the reactivities of appropriate alkenes with the corresponding alkanes in bromine water
• See Attachments • See Prac Book

identify that ethylene serves as a monomer from which polymers are made
Ethene serves as a monomer from which polymers are made. It is the starting material for the production of other commercially significant monomers such as chloroethene and ethenyl benzene. Ethene links up in addition polymerisation, due to its reactive double bond, which is easily opened for further reactions with suitable conditions of reaction. High pressure reaction conditions leads to the formation of LDPE, while lower pressures create HDPE.
identify polyethylene as an addition polymer and explain the meaning of this term
Ethene undergoes polymerisation where its double bonds are opened up with suitable catalysis and conditions, providing extra bonding capacity which is used to bond each monomer, a process called addition polymerisation. Addition polymerisation is the process in which smaller identical monomers link up, often by bond rearrangement, to form a longer chain molecule, without any additional product. In addition polymerisation, the monomers add to the growing polymer chain such that all atoms present in the monomer are present in the polymer, usually requiring a catalyst or initiator. Other addition polymers are PVC, polystyrene and Teflon.
* analyse information from secondary sources such as computer simulations, molecular model kits or multimedia resources to model the polymerisation process
A ‘molymod’ kit was used to model the polymerisation process. Several (3+) ethene molecules were constructed with the kit.
One of each of their double bonds was broken (with non-present initiator), creating the activated monomer.
They were then linked up to form a polymer, with termination by hydrogens at the ends of the molecule
outline the steps in the
production of polyethylene as an example of a commercially and industrially important polymer
Polyethylene is an example of a commercially and industrially important polymer. Properties: Polyethene occurs generally in two main forms where their properties and structures differ. Both forms of PE are thermoplastic, non-toxic, waterproof, resistant to most chemical attack, and are excellent insulators. In Low Density PolyEthene (molar mass < 100,000), there is a high degree of branching, reducing the dispersion forces between the chains. The branching in LDPE means that the chains cannot pack together as tightly. This results in a soft, flexible, low density plastic with low melting points. High Density PolyEthene (molar mass > 100,000) allows the chains to be packed more tightly due to fewer side branches, resulting in extensive dispersion forces, making HDPE stronger and less flexible than LDPE. Uses: LDPE can be made into a variety of forms for different uses. One of the more common uses in the tough, flexible, transparent film (cling wrap) used as packaging for many items. This wrap is permeable to O2 and CO2 but not water allows it to keep food fresh and prevent it from drying out. ‘Plastic’ bags supplied at supermarkets are also made of LDPE. Further uses include insulation of wires and cables and, after moulding, for soft, squeezable ‘tetra paks’ which hold liquids. HDPE is used in piping for natural gas, and containers for petrol, oil, detergents, acids and solvents, due to its chemical resistance. Its durability and toughness make it ideal for manufacture of children’s toys, buckets, boxes, garbage bins, and playground equipment. It can be made into a tough film, as in freezer bags. Manufacture: The form of polyethene is determined by the process by which is it manufactured. The polymerisation process consists of three stages of initiation, propagation, and termination. During the production of LDPE, a catalyst, usually an organic peroxide (e.g. benzoyl peroxide), splits and produces free radicals, of the form , which attacks the double bond in ethene, creating , itself a radical, called

an ‘activated monomer’. This new radical will then continue to attack the double bond of another ethene, and this process will then lead to a rapid sequence of addition of monomers, and are referred to as chain propagating reactions, or propagation. As chains grow they can curl unto themselves so that the radical nears a hydrogen atom in the middle, which is subsequently ‘captured’ to leave the radical in the middle of the chain. This is called backbiting and occurs every 50 or so atoms, and causes branching to occur, as in LDPE. At various times, it is possible for two free radical polymers to react with one another to form a covalent bond and a longer chain, called a chain terminating reaction, or termination.
The polymerisation of HDPE uses an ionic Ziegler-Natta catalyst consisting of a mixture of compounds such as TiCl4 and Al(C2H5)3 In this process ethene molecules are added to the growing polymer on the surface of the catalyst, reducing branching.
identify the following as commercially significant monomers: • vinyl chloride • styrene by both their systematic and common names
Vinyl Chloride is chloroethene, a commercially significant monomer as it makes PVC, a widely used plastic.
Styrene is ethenyl benzene or phenyl ethene, which undergoes addition polymerisation to make polystyrene, an important plastic in everyday life.
describe the uses of the
polymers made from the above monomers in terms of their properties
Poly(vinyl chloride): PVC is a thermoplastic, and as such pure PVC is not particularly useful as it is hard and brittle, and tends to decompose when heated. However, there are additives which are used to increase its flexibility and thermal stability, extending its range of use. Additives called plasticisers are used in order to increase the plastic properties of PVC while titanium compounds are used to decrease the susceptibility of PVS to sunlight. PVC is generally unreactive and safe for general use. Especially, PVC is an insulator and is waterproof. Depending on the additives used, PVC can be rigid (water pipes, floor tiles, kitchen utensils, credit cards) or flexible (garden hoses, upholstery, electrical insulation). As it is impervious to oils and most organic materials, it can be used as bottles to contain these substances. Poly(styrene): This comes in many forms, notably Styrofoam (expanded polystyrene), produced by blowing gas through liquid polystyrene to froth it, then allowing it to cool and solidify. These gases make polystyrene an excellent lightweight insulator, and therefore it finds use in insulating cups, eskies, and packing material, where the foam absorbs shock due to air spaces. It can alternatively be produced as a clear, hard, brittle plastic, which can be coloured. This type of polystyrene is thus used for medicine cups, CD and cassette cases, and plastic drinking glasses.
2. discuss the need for alternative sources of the compounds presently obtained from the petrochemical industry
Petrochemicals are chemicals made from compounds in petroleum or natural gas. Currently Australia has petroleum reserves that will last about ten years and natural gas reserves that will last about one hundred years. Fossil fuels have taken hundreds of millions of years to accumulate. Over 95% of fossil fuel is burnt as a source of energy and, once consumed, fossil fuels are no longer available. Less than 5% of fossil fuel is used to make plastics and only a small percentage of that plastic is recycled. If energy and material needs are to be met in the future, alternative sources will be needed as fossil fuel sources are
used up. Biomass is a possible option for replacement of the main source of chemical compounds, and will be explored further on.
explain what is meant by a condensation polymer
describe the reaction involved when a condensation polymer is formed
Condensation polymers are any class of polymers formed through a condensation reaction, releasing (or condensing) a small molecule by-product such as water or methanol, as opposed to addition polymers which involve the reaction of unsaturated monomers. It is a form of step-growth polymerisation. Two molecules join together and release another. The type of end product resulting from a condensation polymerization is dependent on the number of functional end groups of the monomer which can react. An example of this is polymerisation of proteins via peptide bonds or reactions between a hydroxy and carboxylic acid group, both of which release water. For example, glucose links together to form polysaccharides, eliminating water in the process.
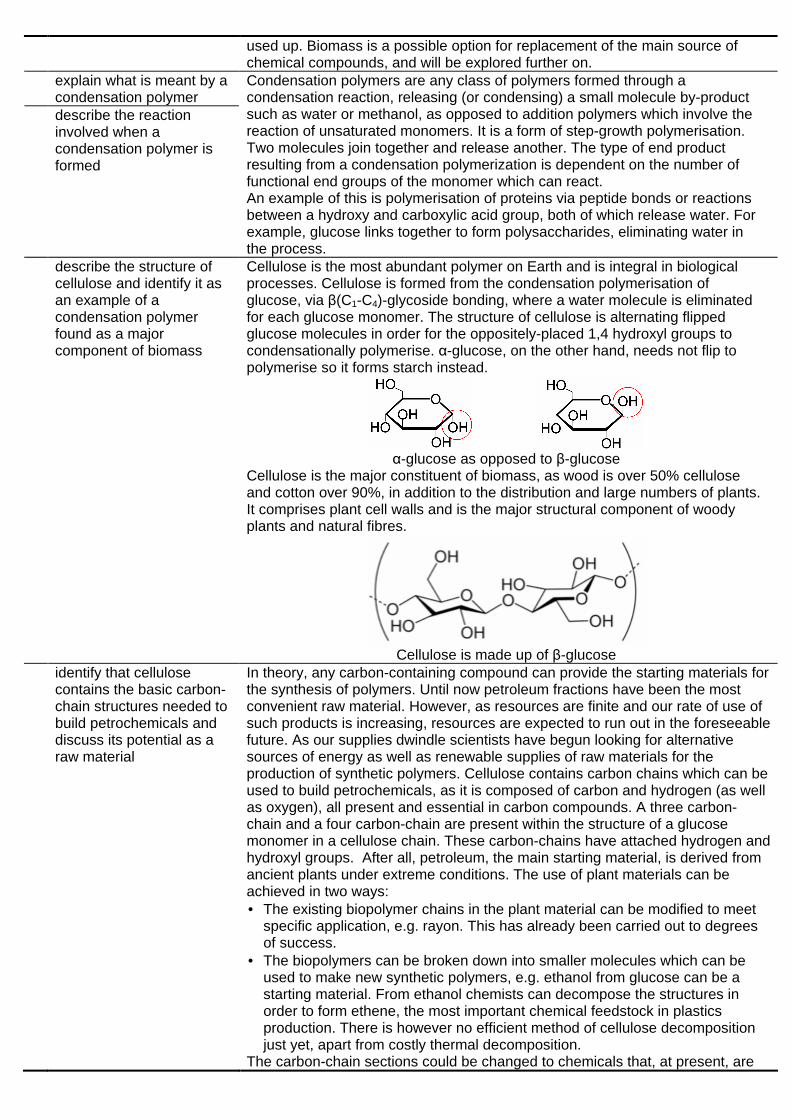
describe the structure of cellulose and identify it as an example of a condensation polymer found as a major component of biomass
Cellulose is the most abundant polymer on Earth and is integral in biological processes. Cellulose is formed from the condensation polymerisation of glucose, via β(C1-C4)-glycoside bonding, where a water molecule is eliminated for each glucose monomer. The structure of cellulose is alternating flipped glucose molecules in order for the oppositely-placed 1,4 hydroxyl groups to condensationally polymerise. α-glucose, on the other hand, needs not flip to polymerise so it forms starch instead.
α-glucose as opposed to β-glucose
Cellulose is the major constituent of biomass, as wood is over 50% cellulose and cotton over 90%, in addition to the distribution and large numbers of plants. It comprises plant cell walls and is the major structural component of woody plants and natural fibres.
Cellulose is made up of β-glucose
identify that cellulose contains the basic carbon-chain structures needed to build petrochemicals and discuss its potential as a raw material
In theory, any carbon-containing compound can provide the starting materials for the synthesis of polymers. Until now petroleum fractions have been the most convenient raw material. However, as resources are finite and our rate of use of such products is increasing, resources are expected to run out in the foreseeable future. As our supplies dwindle scientists have begun looking for alternative sources of energy as well as renewable supplies of raw materials for the production of synthetic polymers. Cellulose contains carbon chains which can be used to build petrochemicals, as it is composed of carbon and hydrogen (as well as oxygen), all present and essential in carbon compounds. A three carbon-chain and a four carbon-chain are present within the structure of a glucose monomer in a cellulose chain. These carbon-chains have attached hydrogen and hydroxyl groups. After all, petroleum, the main starting material, is derived from ancient plants under extreme conditions. The use of plant materials can be achieved in two ways: • The existing biopolymer chains in the plant material can be modified to meet
specific application, e.g. rayon. This has already been carried out to degrees of success.
• The biopolymers can be broken down into smaller molecules which can be used to make new synthetic polymers, e.g. ethanol from glucose can be a starting material. From ethanol chemists can decompose the structures in order to form ethene, the most important chemical feedstock in plastics production. There is however no efficient method of cellulose decomposition just yet, apart from costly thermal decomposition.
The carbon-chain sections could be changed to chemicals that, at present, are

mostly made from petroleum. If a chemical process can be developed or a micro-organism found that can break the glucose into three carbon-chains and four carbon-chains this would be very useful. Many polymers are made using three carbon monomers (such as polypropylene in Australian 'paper' currency) or four carbon monomers (such as those used to make synthetic rubbers). Thus biomass, a renewable resource, could be used instead of fossil fuel, a non-renewable resource, to make polymers.
* use available evidence to gather and present data from secondary sources and analyse progress in the recent development and use of a named biopolymer. This analysis should name the specific enzyme(s) used or organism used to synthesise the material and an evaluation of the use or potential use of the polymer produced related to its properties
Introduction: Biopol® is a trade name for a poly(hydroxyalkanoate), is a copolymer of hydroxybutanoic acid (systematic: 3-hydroxybutanoic acid) and hydroxyvaleric acid (systematic: 3-hydroxypentanoic acid), where each monomer alternates. Thus Biopol’s true systematic name is poly(3-hydroxybutanoate)-poly(2-hydroxypentanoate). It is a naturally occurring condensation polyester biopolymer.
3-hydroxybutanoic acid 3-hydroxypentanoic acid
Production:
Biopol is produced industrially by bacteria (Alcaligenes eutrophus or Ralstonia eutrophus) growing in tanks with a carbon-based food source, high in glucose or valeric acid with limited supply of nutrients such as P and N. These bacteria produce this poly(3-hydroxybutyrate)-poly(2-hydroxyvalerate) as granules in their cell walls for later use for energy. This polymer is then isolated and purified, which involves dissolution in hot CHCl3 , removing solid waste by centrifugation, then precipitation of the PHA and drying the powder. Use based on Properties: Biopol’s properties: Insoluble in water Biocompatible Permeable to oxygen Biodegradable (within 2 years) Resistant to UV light, acids and bases High melting point Soluble in chlorinated hydrocarbons High tensile strength Denser than water Non-toxic
All in all, Biopol has similar properties to polypropylene. It can thus be used as a substitute for PP, especially in situations where being biodegradable is an issue, such as with disposable products like shampoo and cosmetics containers or disposable razors, ‘paper’ plates, fast food utensils and
nappies. As it is biocompatible, it can be used in medicine as tissue scaffolding and as a carrier for slow release of fertiliser, insecticide, or herbicides. Recent Development(s): The cost of these bacterial plastics is much higher than that of petroleum-based plastics, so research is required to make these economically viable. Recently, attempts to produce the polymer more economically include genetic engineering techniques, an example of biotechnology. Gene splicing of the gene used to produce this PHA has been attempted on E. coli (1980’s), which has advantages of faster growth, higher yield, easier recovery, and the production of less waste biomass. Scientists have also attempted to genetically engineer plants such as cress (1992) so that they produce these plastics rather than storing starch in their leaves. This results in a much cheaper process, producing the same biopolymer, though it is still more expensive than that of petrochemical polymers. Conclusion: Although these biopolymers cost more than petrochemical plastics, they have the advantage of being biodegradable and biocompatible. This allows for better waste management and being renewable is a boon, as they are not made from fossil fuels. The use of transgenic plants is expected to lower costs so that this polymer becomes more competitive. For use in medical applications, where biodegradability and biocompatibility are important, there is often no good petrochemical alternative to their use.
3. describe the dehydration of ethanol to ethylene and identify the need for a catalyst in this process and the catalyst used
C2H5OH(g) C2H4(g) + H2O(g) In the past alumina was used as a catalyst but today porous ceramic catalysts are used industrially. In the laboratory, ethanol can be heated with excess (concentrated) sulfuric acid as a catalyst. This is a dehydration of ethanol, removing a water molecule, essentially the opposite of the hydration of ethene. It is an example of a typical reversible reaction, and either product can be formed with managed conditions. The reaction requires a catalyst as concentrated sulfuric acid absorbs water very well and thus can dehydrate ethanol.
describe the addition of water to ethylene resulting in the production of ethanol and identify the need for a catalyst in this process and the catalyst used
C2H4(g) + H2O(g) C2H5OH(g) Industrial ethanol is generally produced by the acid-catalysed addition of water to ethene. It is carried out at 300oC and required H2SO4 or H3PO4 as a catalyst as water by itself is not reactive enough to attack the electrons in the ethene double bond. Ethene must first react with the acid:
C2H4 + H2SO4 C2H5HSO4 The substituent is replaced by the OH group:
C2H5HSO4 + H2O C2H5OH + H2SO4 * *
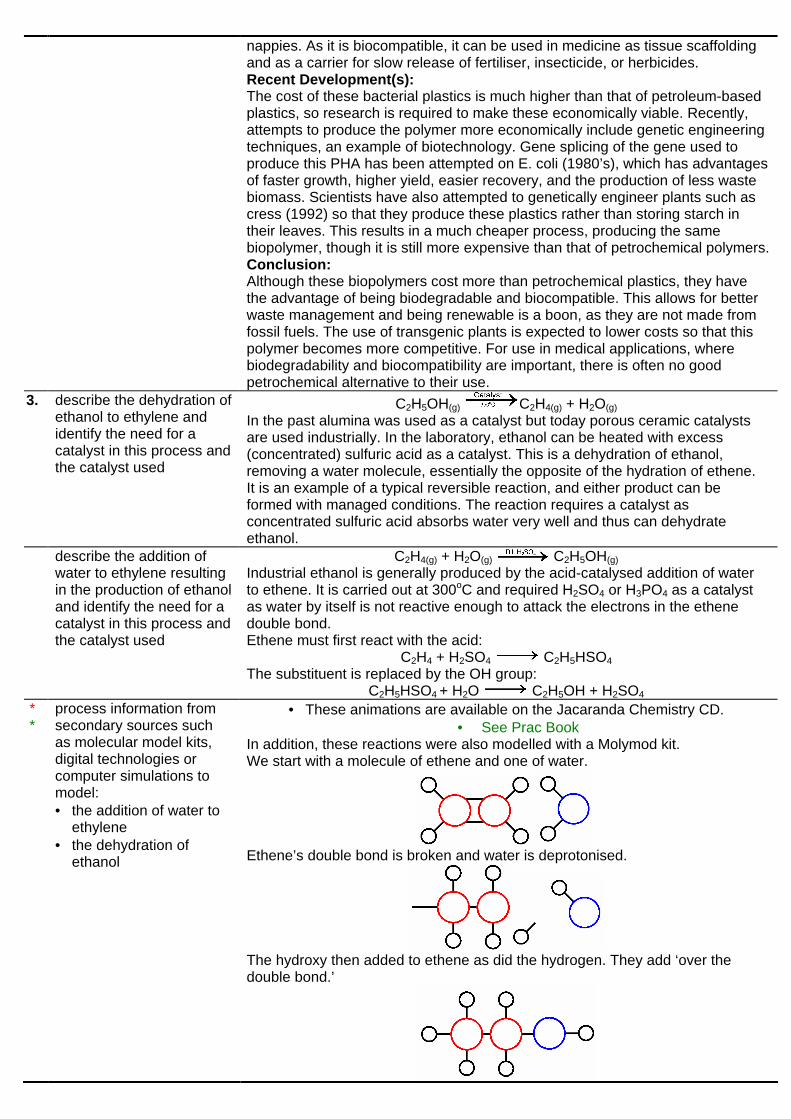
process information from secondary sources such as molecular model kits, digital technologies or computer simulations to model: • the addition of water to
ethylene • the dehydration of
ethanol
• These animations are available on the Jacaranda Chemistry CD. • See Prac Book
In addition, these reactions were also modelled with a Molymod kit. We start with a molecule of ethene and one of water.
Ethene’s double bond is broken and water is deprotonised.
The hydroxy then added to ethene as did the hydrogen. They add ‘over the double bond.’
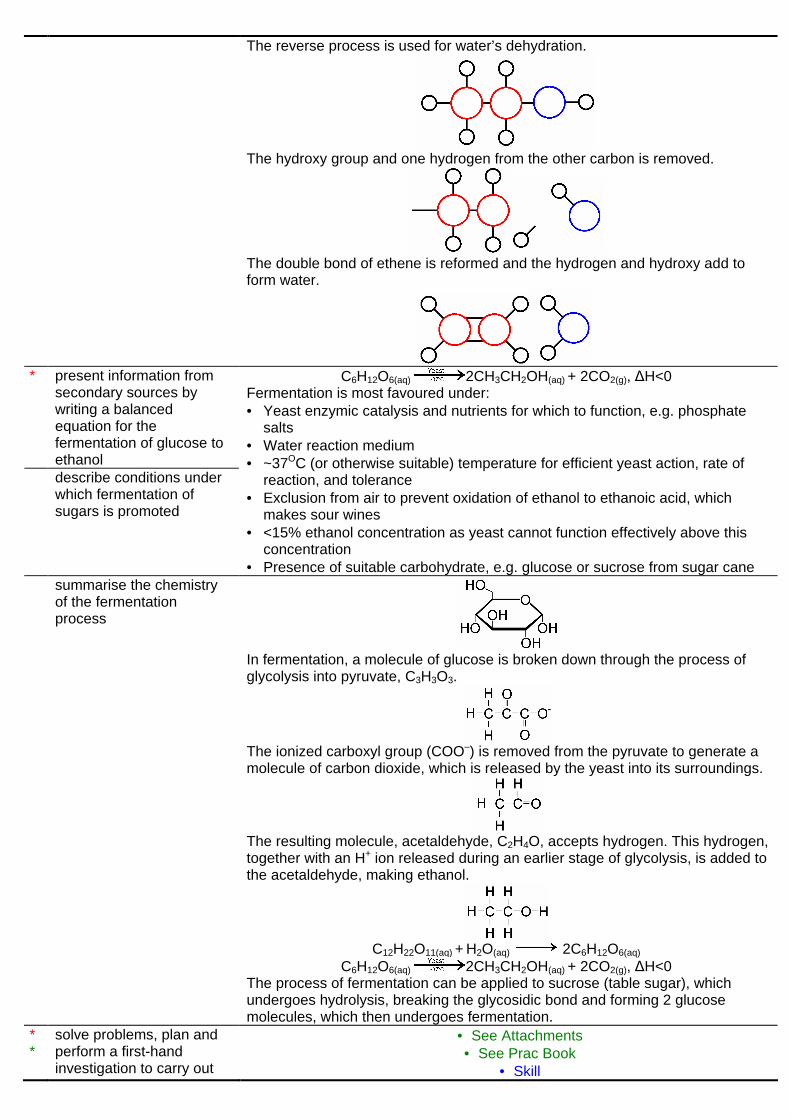
The reverse process is used for water’s dehydration.
The hydroxy group and one hydrogen from the other carbon is removed.
The double bond of ethene is reformed and the hydrogen and hydroxy add to form water.
* present information from
secondary sources by writing a balanced equation for the fermentation of glucose to ethanol
describe conditions under which fermentation of sugars is promoted
C6H12O6(aq) 2CH3CH2OH(aq) + 2CO2(g), ∆H<0 Fermentation is most favoured under: • Yeast enzymic catalysis and nutrients for which to function, e.g. phosphate
salts • Water reaction medium • ~37OC (or otherwise suitable) temperature for efficient yeast action, rate of
reaction, and tolerance • Exclusion from air to prevent oxidation of ethanol to ethanoic acid, which
makes sour wines • <15% ethanol concentration as yeast cannot function effectively above this
concentration • Presence of suitable carbohydrate, e.g. glucose or sucrose from sugar cane
summarise the chemistry of the fermentation process
In fermentation, a molecule of glucose is broken down through the process of glycolysis into pyruvate, C3H3O3.
The ionized carboxyl group (COO–) is removed from the pyruvate to generate a molecule of carbon dioxide, which is released by the yeast into its surroundings.
The resulting molecule, acetaldehyde, C2H4O, accepts hydrogen. This hydrogen, together with an H+ ion released during an earlier stage of glycolysis, is added to the acetaldehyde, making ethanol.
C12H22O11(aq) + H2O(aq) 2C6H12O6(aq)
C6H12O6(aq) 2CH3CH2OH(aq) + 2CO2(g), ∆H<0 The process of fermentation can be applied to sucrose (table sugar), which undergoes hydrolysis, breaking the glycosidic bond and forming 2 glucose molecules, which then undergoes fermentation.
* *
solve problems, plan and perform a first-hand investigation to carry out
• See Attachments • See Prac Book
• Skill

the fermentation of glucose and monitor mass changes
define the molar heat of combustion of a compound and calculate the value for ethanol from first-hand data
* *
identify data sources, choose resources and perform a first-hand investigation to determine and compare heats of combustion of at least three liquid alkanols per gram and per mole
The molar heat of combustion of a compound is the amount of heat evolved upon combustion of one mole of a particular substance in their standard state at standard conditions, and is measured in kJmol-1, also known as the enthalpy. Given values are usually at standard conditions, which are combustion in their standard states at 105 Pa (100 kPa) and 25oC (298K). Calorimetry can be used to determine the molar heat of combustion of a compound, but calorimetry in schools is very inaccurate and as such is not extremely reliable. Sources of possible error include incomplete combustion (as evidenced by soot formation) and loss of heat to surroundings (via detection of infrared radiation by hands).
• See Attachments • Skill
• See Prac Book
describe and account for the many uses of ethanol as a solvent for polar and non-polar substances
Ethanol is a very useful solvent as it can readily dissolve a range of substances, from polar, non-polar, and ionic compounds. The miscibility of ethanol in hexane and water is due its molecular structure, with a polar hydroxy (hydrophilic) group and a non-polar (hydrophobic) alkyl group. The hydroxy interacts with other polar molecules and forms dipole-dipole or hydrogen bonds with solutes. The essentially non-polar alkyl chain allows ethanol to act as a solvent for some non-polar substances such as hydrocarbons and oils, forming dispersion forces between the molecules. As such, ethanol is used as a solvent for substances that do not dissolve easily in water. Once the non-polar material is dissolved in the ethanol, water can be added to prepare a solution that is mostly water. Industrially and in consumer products, ethanol is the second most important solvent after water. Ethanol is the least toxic of all the alcohols as it is poisonous in moderate amounts rather than small amounts. Consumer products listed as containing alcohol practically always contain ethanol as the alcohol, with methylated spirits containing methanol to discourage consumption. Because of this usefulness, ethanol is used as a solvent in dyes, food colourings, perfumes and aftershaves, pharmaceuticals, varnishes and plastics. For example, an ethanol-water solvent is used to dissolve antiseptic iodine solutions as iodine is non-polar and cannot dissolve in water. In addition, ethanol can also dissolve polar substances due to its ability to form dipole-dipole interactions, dipole-ion interactions, or hydrogen bonds. It can thus act as a suitable solvent for polar and non-polar substances.
* process information from secondary sources to summarise the processes involved in the industrial production of ethanol from sugar cane
In northern NSW and Queensland, sugarcane is grown to produce sugar (sucrose). A by-product of the sucrose production is a concentrated solution of sucrose called molasses. Some of this molasses syrup can be used to produce ethanol by fermentation. The steps involved are summarised below. • Crush the harvested sugarcane to extract the juices that contain sucrose. Any
cellulose is hydrolysed with dilute sulfuric acid for 2 hours to creak the glycosidic bonds.
• The mixture is filtered to remove leftover lignin or cellulose. Following the extraction and crystallisation of sucrose the remaining liquor (molasses) contains a high percentage of sucrose. The solid residue is further hydrolysed. Calcium hydroxide is added to slightly neutralize the acid, then is filtered to remove remaining gypsum.
• Water is added to the molasses syrup to reduce the sucrose concentration to about 40%. Acid is then added to obtain an acidic medium (pH ~4–5) that prevents bacterial growth.
• The mixture in the fermentation tank (fermenter) is adjusted to the desired temperature (~32–37ºC) and appropriate alcohol tolerant yeast (e.g. Saccharomyces cerevisiae) is added.
• Vigorous fermentation begins and considerable amounts of carbon dioxide are evolved. The gas is collected and purified and sold to other industries such as the soft-drink industry.
• After about 2 days the fermentation is complete. The mixture now contains about 8–12% ethanol. The mixture is passed through rectifying columns to
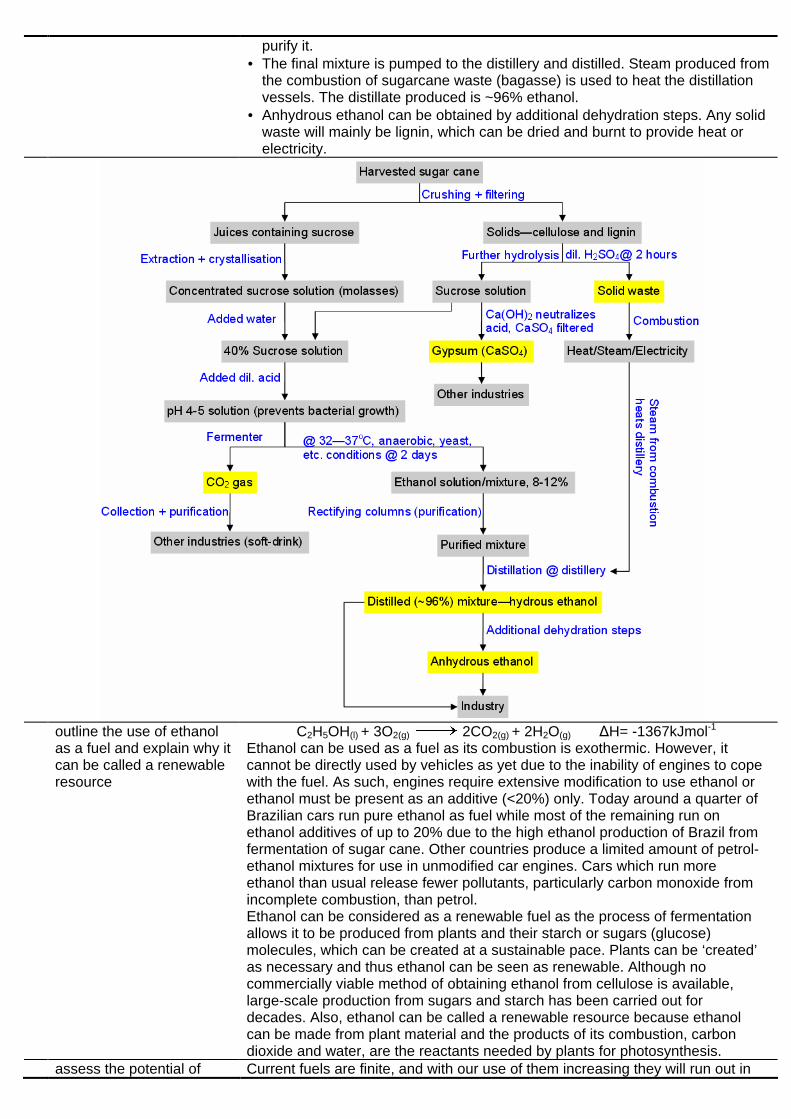
purify it. • The final mixture is pumped to the distillery and distilled. Steam produced from
the combustion of sugarcane waste (bagasse) is used to heat the distillation vessels. The distillate produced is ~96% ethanol.
• Anhydrous ethanol can be obtained by additional dehydration steps. Any solid waste will mainly be lignin, which can be dried and burnt to provide heat or electricity.
outline the use of ethanol
as a fuel and explain why it can be called a renewable resource
C2H5OH(l) + 3O2(g) 2CO2(g) + 2H2O(g) ∆H= -1367kJmol-1 Ethanol can be used as a fuel as its combustion is exothermic. However, it cannot be directly used by vehicles as yet due to the inability of engines to cope with the fuel. As such, engines require extensive modification to use ethanol or ethanol must be present as an additive (<20%) only. Today around a quarter of Brazilian cars run pure ethanol as fuel while most of the remaining run on ethanol additives of up to 20% due to the high ethanol production of Brazil from fermentation of sugar cane. Other countries produce a limited amount of petrol-ethanol mixtures for use in unmodified car engines. Cars which run more ethanol than usual release fewer pollutants, particularly carbon monoxide from incomplete combustion, than petrol. Ethanol can be considered as a renewable fuel as the process of fermentation allows it to be produced from plants and their starch or sugars (glucose) molecules, which can be created at a sustainable pace. Plants can be ‘created’ as necessary and thus ethanol can be seen as renewable. Although no commercially viable method of obtaining ethanol from cellulose is available, large-scale production from sugars and starch has been carried out for decades. Also, ethanol can be called a renewable resource because ethanol can be made from plant material and the products of its combustion, carbon dioxide and water, are the reactants needed by plants for photosynthesis.
assess the potential of Current fuels are finite, and with our use of them increasing they will run out in
ethanol as an alternative fuel and discuss the advantages and disadvantages of its use
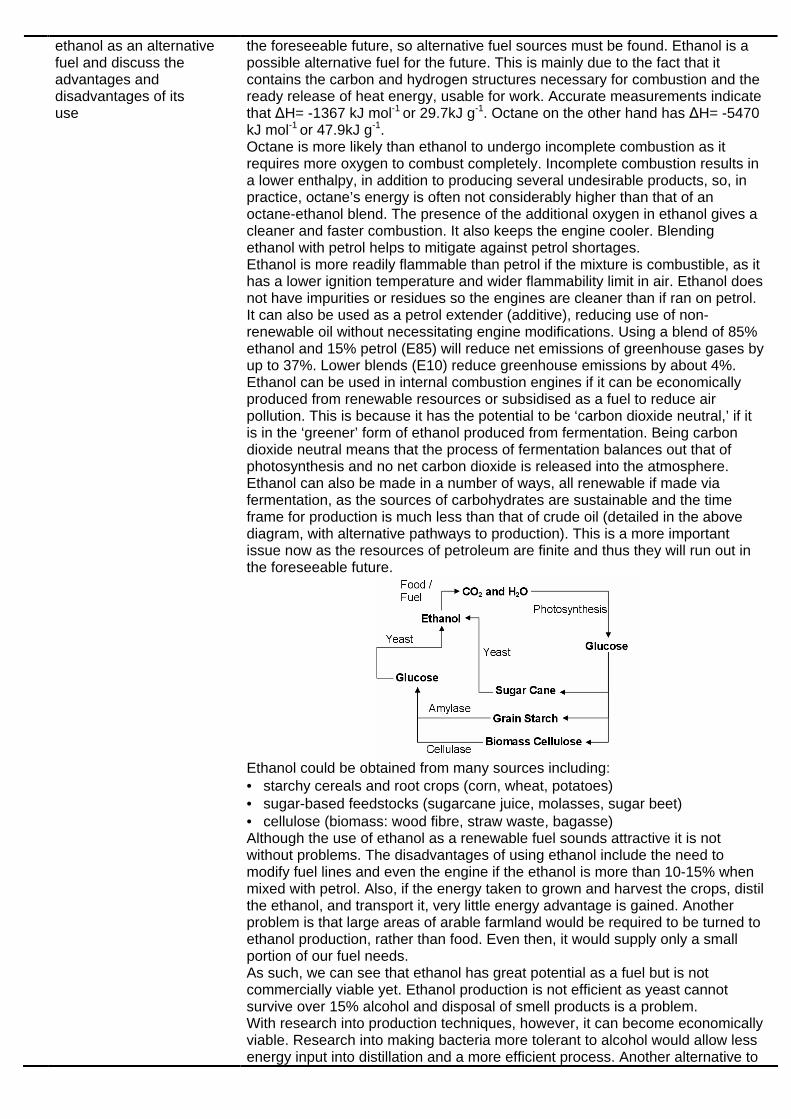
the foreseeable future, so alternative fuel sources must be found. Ethanol is a possible alternative fuel for the future. This is mainly due to the fact that it contains the carbon and hydrogen structures necessary for combustion and the ready release of heat energy, usable for work. Accurate measurements indicate that ∆H= -1367 kJ mol-1 or 29.7kJ g-1. Octane on the other hand has ∆H= -5470 kJ mol-1 or 47.9kJ g-1. Octane is more likely than ethanol to undergo incomplete combustion as it requires more oxygen to combust completely. Incomplete combustion results in a lower enthalpy, in addition to producing several undesirable products, so, in practice, octane’s energy is often not considerably higher than that of an octane-ethanol blend. The presence of the additional oxygen in ethanol gives a cleaner and faster combustion. It also keeps the engine cooler. Blending ethanol with petrol helps to mitigate against petrol shortages. Ethanol is more readily flammable than petrol if the mixture is combustible, as it has a lower ignition temperature and wider flammability limit in air. Ethanol does not have impurities or residues so the engines are cleaner than if ran on petrol. It can also be used as a petrol extender (additive), reducing use of non-renewable oil without necessitating engine modifications. Using a blend of 85% ethanol and 15% petrol (E85) will reduce net emissions of greenhouse gases by up to 37%. Lower blends (E10) reduce greenhouse emissions by about 4%. Ethanol can be used in internal combustion engines if it can be economically produced from renewable resources or subsidised as a fuel to reduce air pollution. This is because it has the potential to be ‘carbon dioxide neutral,’ if it is in the ‘greener’ form of ethanol produced from fermentation. Being carbon dioxide neutral means that the process of fermentation balances out that of photosynthesis and no net carbon dioxide is released into the atmosphere. Ethanol can also be made in a number of ways, all renewable if made via fermentation, as the sources of carbohydrates are sustainable and the time frame for production is much less than that of crude oil (detailed in the above diagram, with alternative pathways to production). This is a more important issue now as the resources of petroleum are finite and thus they will run out in the foreseeable future.
Ethanol could be obtained from many sources including: • starchy cereals and root crops (corn, wheat, potatoes) • sugar-based feedstocks (sugarcane juice, molasses, sugar beet) • cellulose (biomass: wood fibre, straw waste, bagasse) Although the use of ethanol as a renewable fuel sounds attractive it is not without problems. The disadvantages of using ethanol include the need to modify fuel lines and even the engine if the ethanol is more than 10-15% when mixed with petrol. Also, if the energy taken to grown and harvest the crops, distil the ethanol, and transport it, very little energy advantage is gained. Another problem is that large areas of arable farmland would be required to be turned to ethanol production, rather than food. Even then, it would supply only a small portion of our fuel needs. As such, we can see that ethanol has great potential as a fuel but is not commercially viable yet. Ethanol production is not efficient as yeast cannot survive over 15% alcohol and disposal of smell products is a problem. With research into production techniques, however, it can become economically viable. Research into making bacteria more tolerant to alcohol would allow less energy input into distillation and a more efficient process. Another alternative to

this problem is to find alternative energy inputs, such as solar power, to distil ethanol. In addition, biomass is a very promising stock if it could be decomposed into glucose – but there is no efficient method yet. However, future enzyme and hydrolysis research can shed light onto this problem. For example, bacteria strains are being research for efficiency in breaking down the 4 and 5- carbon chains present in fermentation, and genetically modified E. coli strains are being tested for ethanol production.
* process information from secondary sources to summarise the use of ethanol as an alternative car fuel, evaluating the success of current usage
Brazil is the world’s largest producer of ethanol. During the 1970s, the government of Brazil began subsidising the production of ethanol by fermentation of sugar cane. In Brazil, sugar cane has been used as a source of sugar for alcoholic fermentation. The cellulose waste (called bagasse) is also used to generate ethanol. Two forms of ethanol are produced: anhydrous ethanol and hydrous ethanol. The anhydrous ethanol is used as a 24% blend with petrol, and no engine modifications are needed. Hydrous alcohol contains some water and engine-modified cars are required to utilize this fuel. Ethanol was added to petroleum (gasoline) to reduce oil imports and increase employment, particularly in the rural sector. Modifications were made to vehicles so they could run on a mixture consisting of 20–25% ethanol and petrol. The program was so successful that during the mid-1980s, up to 94% of new vehicles sold in that period ran exclusively on ethanol. However, reduced consumer confidence caused by a shortage of ethanol in 1989 and 1990 coupled with lower oil prices resulted in many Brazilians returning to petrol–ethanol mixtures during the 1990s. As oil prices began to increase and new ‘flex-fuel’ cars, which can run on petrol, ethanol or any combination of the two, became available in 2003, the shift moved again towards ethanol. Some analysts predict that most new cars sold in Brazil in the next few years will adopt this new technology and, with ethanol currently 40% cheaper than petrol, the trend towards increased use of ethanol is likely to continue. Other countries including Australia and the United States also produce a limited amount of a petrol–ethanol mixture (called gasohol in the USA). The engines in motor vehicles do not require any modifications to run on petrol–ethanol mixtures containing less than 15% ethanol, but some modifications are necessary for engines running on high ethanol mixtures. Cars using exclusively ethanol or a petrol–ethanol mixture have reduced greenhouse gas emissions and generally produce fewer pollutants, particularly carbon monoxide, than cars running on petrol. The oxygen present in ethanol also means that toxic additives such as MTBE that help petrol burn evenly by providing oxygen do not need to be added to the fuel. It seems unlikely that a viable ethanol industry will be established in Australia in the near future. Although modern ethanol biofuel production plants are designed for zero water effluents, there is still the requirement for large amounts of processing water during production of the fuel. This is important in a dry continent such as Australia. As long as petrol remains cheaper, there is less impetus to develop the ethanol industry. In 2003 the Australian government legislated that ethanol–petrol blends no greater than E10 could be sold to the public for car fuel. This was prompted by public concerns over engine damage that could be caused by higher blends. At present, the ethanol fuel industry can survive only because of exemptions from fuel tax allowed by the Australian government. An independent cost/benefit analysis quoted by the Queensland canegrowers suggests that the benefits of ethanol to the government significantly outweigh the costs by at least $40 million annually.
identify the IUPAC nomenclature for straight-chained alkanols from C1 to C8
• Skill • Always remember to number the hydroxy group
4. explain the displacement of metals from solution in terms of transfer of electrons
Metals ions are displaced from solution by a more reactive metal. In this, electrons are transferred from the more reactive metal to the less reactive one, as the more reactive metal tends to lose its electrons more easily. These free electrons become captured by the less reactive metal, which precipitates out as it is no longer ionic, and the cations of the more reactive metal takes its place. These are example of redox reactions. For example:
Zn(s) Zn2+(aq) + 2e-
Cu2+(aq) + 2e- Cu(s)
Zn(s) + Cu2+(aq) Cu(s) + Zn2+
(aq)
Here the zinc displaces the copper from solution as it ‘donates’ its electrons towards copper and thus becomes ions in solution. Copper accepts electrons and turns into metal solid. Zinc is oxidised and copper is reduced.
identify the relationship between displacement of metal ions in solution by other metals to the relative activity of metals
More reactive metals displace less reactive metals from solutions, as more reactive metals lose their electrons more easily, which are captured by the more electronegative, less reactive metals. An activity series can be built from this with more reactive metals displacing less reactive ones in solution. It also corresponds to the table of reduction values. Metal reactions can be related to the activity series. For example: • the metals from K to Pb react with dilute acids releasing hydrogen gas • the metals from K to Mg react with liquid water • the metals from Al to Ni require water to be in the form of steam before
reacting Say for example metal X is more reactive than metal Y. X would displace Y ions in solution. X would be oxidized and Y would be reduced. This is similar to the Zn and Cu example above.
X(s) + Y+(aq) X+
(aq) + Y(s) However, addition of Y to a solution of X would not induce any reactions.
account for changes in the oxidation state of species in terms of their loss or gain of electrons
The oxidation of a species is shown by an increase in its oxidation number, or loss in electrons. An easy way to remember this is by the charge on the atom. Similarly, reduction is a gain of electrons, loss of oxidation number, and decrease in atomic charge.
Oxidation Is Loss, Reduction Is Gain (of electrons) OIL RIG An oxidant or oxidising agent initiates oxidation and hence gets reduced. A reductant or reducing agent similarly gets oxidised.
describe and explain galvanic cells in terms of oxidation/reduction reactions
outline the construction of galvanic cells and trace the direction of electron flow
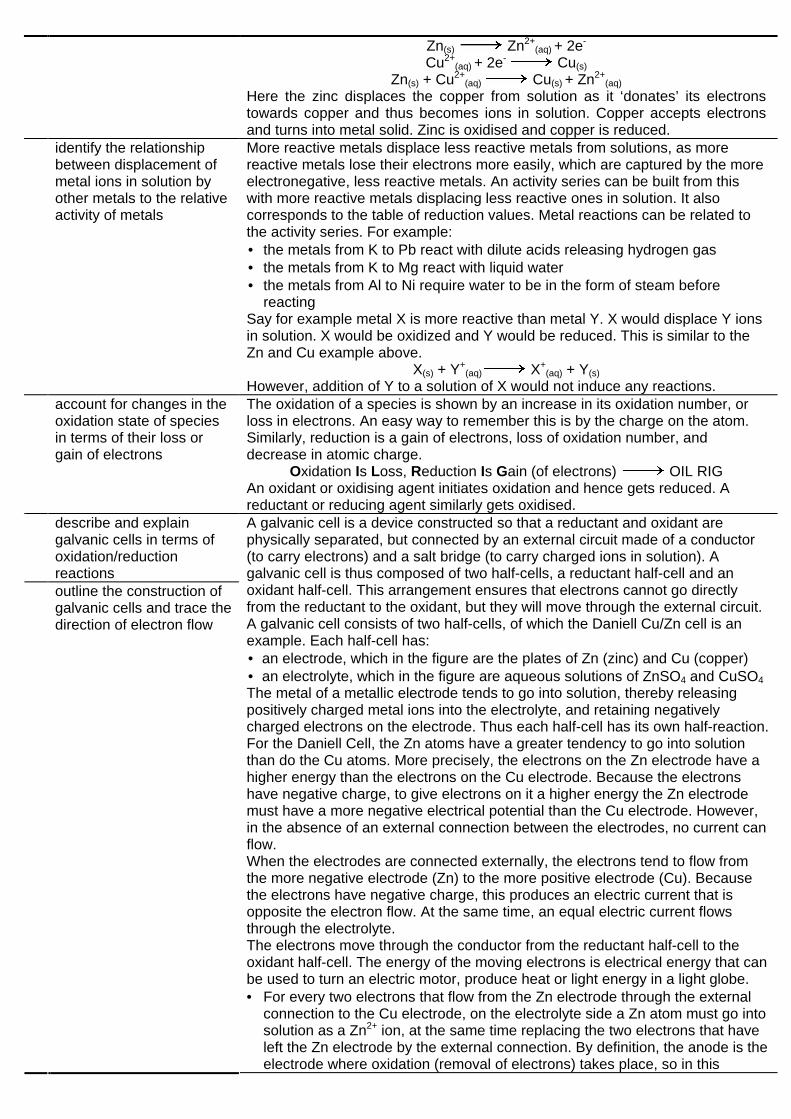
A galvanic cell is a device constructed so that a reductant and oxidant are physically separated, but connected by an external circuit made of a conductor (to carry electrons) and a salt bridge (to carry charged ions in solution). A galvanic cell is thus composed of two half-cells, a reductant half-cell and an oxidant half-cell. This arrangement ensures that electrons cannot go directly from the reductant to the oxidant, but they will move through the external circuit. A galvanic cell consists of two half-cells, of which the Daniell Cu/Zn cell is an example. Each half-cell has: • an electrode, which in the figure are the plates of Zn (zinc) and Cu (copper) • an electrolyte, which in the figure are aqueous solutions of ZnSO4 and CuSO4 The metal of a metallic electrode tends to go into solution, thereby releasing positively charged metal ions into the electrolyte, and retaining negatively charged electrons on the electrode. Thus each half-cell has its own half-reaction. For the Daniell Cell, the Zn atoms have a greater tendency to go into solution than do the Cu atoms. More precisely, the electrons on the Zn electrode have a higher energy than the electrons on the Cu electrode. Because the electrons have negative charge, to give electrons on it a higher energy the Zn electrode must have a more negative electrical potential than the Cu electrode. However, in the absence of an external connection between the electrodes, no current can flow. When the electrodes are connected externally, the electrons tend to flow from the more negative electrode (Zn) to the more positive electrode (Cu). Because the electrons have negative charge, this produces an electric current that is opposite the electron flow. At the same time, an equal electric current flows through the electrolyte. The electrons move through the conductor from the reductant half-cell to the oxidant half-cell. The energy of the moving electrons is electrical energy that can be used to turn an electric motor, produce heat or light energy in a light globe. • For every two electrons that flow from the Zn electrode through the external
connection to the Cu electrode, on the electrolyte side a Zn atom must go into solution as a Zn2+ ion, at the same time replacing the two electrons that have left the Zn electrode by the external connection. By definition, the anode is the electrode where oxidation (removal of electrons) takes place, so in this
galvanic cell the Zn electrode is the anode. • Because the Cu has gained two electrons from the external connection, it
must release two electrons at the electrolyte side, where a Cu2+ ion plates onto the Cu electrode. By definition, the cathode is the electrode where reduction (gain of electrons) takes place, so the Cu electrode is the cathode.
A salt bridge allows movement of ions between the two half-cells, completing the
circuit and facilitating charge equality, as otherwise once a sufficient imbalance of charged particles build up, the cell’s potential drops and current stops, as the cell emitting electrons becomes significantly positive and starts attracting them again. The salt bridge could be filter paper soaked in a conducting solution such as potassium nitrate solution. Potassium ions (K+) and (NO3
-) ions do not form insoluble precipitates with other ions. It can also be a porous membrane between the half cells that allow ions to travel. Notation such as Fe(s)|FeSO4(aq) is used to denote each half cell, with || separating them – such as Zn(s)|ZnSO4(aq) || Fe(s)|FeSO4(aq). This is a shorthand method of writing a galvanic cell in terms of the half-cells (particularly the electrodes and electrolytes.) There is no set convention as to whether the cathode is put on the left or right, as it can vary (though usually the anode is on the left – that is, the oxidized half cell, the negative terminal). A X(s)|XNO3(aq) would mean that X is the electrode and XNO3 is the electrolyte. Similarly, C(s)|Fe2+, Fe3+
(aq), would mean that there is a graphite electrode and the electrolyte consists of Fe3+ and Fe2+ ions. It is generally assumed the solutions are 1M and conditions are standard (1M, 25oC, 100kPa)
define the terms anode, cathode, electrode and electrolyte to describe galvanic cells
Anode: Oxidation occurs at the anode, and it is the place where electrons leave. In galvanic cells, the anode has a negative polarity, as it provides electrons. ANode OXidation AN OX Cathode: Reduction occurs at the anode, and it is the place where electrons enter. In galvanic cells, the anode has a positive polarity, as it attracts electrons. REDuction at CAThode RED CAT Electrode: The component of an electric circuit, and is an electrical conductor, that connects the conventional wiring of the circuit to a conducting (non-metallic) medium such as an electrolyte, semiconductor, gas, or vacuum. Electrolyte: An electrolyte is a substance containing free ions that behaves as an electrically conductive medium, usually of an ionic substance dissolved in water, when dealing with galvanic cells. Because they generally consist of ions in solution, electrolytes are also known as ionic solutions, but molten electrolytes and solid electrolytes are also possible. When two electrodes are placed in an electrolyte and a voltage is applied, the electrolyte will conduct electricity – not due to electrons but rather charged ions. The cathodic solution is called the catholyte while the anodic solution is called the anolyte.

* *
perform a first-hand investigation to identify the conditions under which a galvanic cell is produced
• See Attachments • See Prac Book
* *
perform a first-hand investigation and gather first-hand information to measure the difference in potential of different combinations of metals in an electrolyte solution
• See Attachments • See Prac Book
* gather and present information on the structure and chemistry of a dry cell or lead-acid cell and evaluate it in comparison to one of the following: • button cell • fuel cell • vanadium redox cell • lithium cell • liquid junction
photovoltaic device (e.g. the Gratzel cell)
in terms of: • chemistry • cost and practicality • impact on society • environmental impact
The Vanadium Redox cell is a rechargeable redox cell invented by Maria Skyllas-Kazakcos and her research team at UNSW in 1985. It uses tanks to store two vanadium electrolytes which are pumped through a battery stack where the chemical energy stored in the solutions is converted to electrical energy. Anode Reaction: V2+ V3+ + e- Cathode Reaction: VO2
+ + 2H+ + e- VO2+ + H2O(l)
Overall Reaction: V2O5 + 2VO 2VO2 + V2O3
OR 2V2+ + VO2+ + 2H+ 2V3+ + VO2+ + H2O(l)
Recharging: 2VO2 + V2O3 V2O5 + 2VO OR 2V3+ + VO2+ + H2O(l) 2V2+ + VO2
+ + 2H+
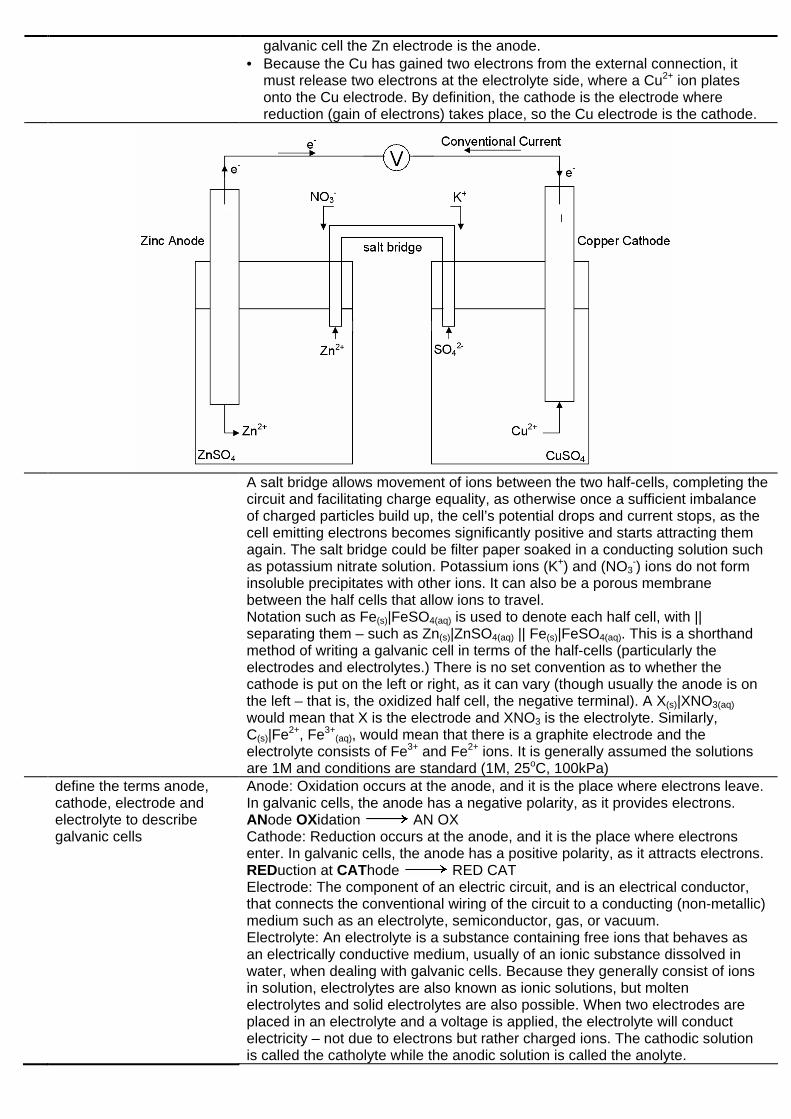
The anode and cathode are composed of graphite-impregnated polypropylene sheet or graphite felt. The electrolyte is a VSO4 anolyte and (VO2)2SO4 catholyte. Its e.m.f is 1.26V at standard conditions, but 1.6V in practice. The Lead-Acid cell is a battery commonly used in motor vehicles to jump-start the engine, and its development revolutionized the automobile industry. In the battery, six cells, each supplying about 2V are arranged in a series (for a total of around 12V; in practice, not at standard conditions) Anode Reaction: Pb(s) + SO4
2- PbSO4(s) + 2e- Cathode Reaction: PbO2(s) + SO4
2- + 4H+ + 2e- PbSO4(s) + 2H2O(l) Overall Reaction: Pb(s) + PbO2(s) + 4H+ + 2SO4
2- 2PbSO4(s) + 2H2O(l) Recharging: 2PbSO4(s) + 2H2O(l) Pb(s) + PbO2(s) + 4H+ + 2SO4
2-
The anode is a Pb sheet while the cathode is a PbO2 powder on a lead sheet, and the electrolyte is a 35% (w/w) or 4.5M solution of sulfuric acid. Both these cells are rechargeable due to the nature of their electrochemical reactions; a current placed over the electrodes will allow the reaction to reverse and recharge the battery. These allow both cells to have useful lifetimes as the physical materials used for creating the cell need not be renewed for each time the cell ‘runs out.’ However, the life of lead batteries is limited as internal short-circuiting, slow corrosion of the lead anode, and the lead sulfate disintegrating from the electrode surfaces. Meanwhile, vanadium redox batteries are almost indefinitely rechargeable and allow recycling of electrolytes as fuels, so waste is minimized. The lead-acid cell is relatively cheap but still expensive compared to dry cells due to the lead content. As noted, the battery lasts many years and can be recharged, and is quite reliable. The batteries are heavy compared to dry cells, but are still portable, meaning that they are easily replaced. They also have relatively low energy density, but are suitable to their intended purposes due to their ability to provide short bursts of large current. On the other hand, the vanadium redox cell is a very complicated cell and is not portable due to its size and components, requiring integration. As noted, it can be indefinitely recharged, especially useful since it required low voltage to be recharged but can provide many volts on discharge, as many redox cells are likely to be linked up. Even though vanadium is plentiful, cheap and safe, vanadium redox cells remain very expensive until fully commercialized. The system is safe due to less risk of electrolytes mixing and releasing sudden energy, as well less recharge risk, requiring less maintenance. The cell is very energy efficient as the reactions are readily reversible, and tanks can be implemented to supply energy to electric cars easily, especially with the liquid and rechargeable nature of reactants. The lead-acid cell has been implemented for a very long time due to the suitability of its properties to its application, being cheap and rechargeable. It is a very important battery for car startup motors, providing short bursts of high current. It is also useful as a storage battery for remote locations, or for emergency lighting. In addition, they can be recharged by connection to solar panels or electric generators. Thus, due to the impact that the lead-acid battery has had on the development of the automobile industry, we can see that it has impacted society greatly, allowing efficient transport. The vanadium redox cell, on the other hand is a relatively new invention, finding limited use due to lack of commercialization and relative expensiveness and complexity. However, with increased awareness into alternative sources of energy, particularly renewable sources, it is finding use. For example, it has been proposed as an energy mechanism for electric cars, and, used in conjunction with solar cells or other renewable energy sources they can provide power for residential and industrial applications. They are an alternative to lead-acid batteries in cars, as they are non-toxic, and indefinitely rechargeable. As such, we can see that this redox battery shows much promise but has not significantly affected wider society yet, finding use in specialized niches so far.
However, over time, their use will most likely increase. Lead-acid cells are much more deficit to the environment that vanadium redox cells. While the vanadium redox cells are infinitely rechargeable and the components recyclable, the lead-acid cell has lead and acid refuse which is detrimental, even though lead can be recycled. The fact is, lead does not always end up recycled and lead and acid is very detrimental to life as it is a cumulative poison. Sealing acid in the batteries is a preliminary step but is still insufficient.
* solve problems and analyse information to calculate the potential requirement of named electrochemical processes using tables of standard potentials and half-equations
• Skill
5. distinguish between stable and radioactive isotopes and describe the conditions under which a nucleus is unstable
Radioactive isotopes of elements are unstable and emit radiation to reach more stable daughter nuclei. Many naturally occurring nuclei are unstable and will spontaneously emit radiation, and all nuclei with atomic number greater than 83 are unstable and radioactive, and some lighter elements with unstable isotopes. The stability of a nucleus depends on its neutron-to-proton ratio. For Z<20, the n:p ratio is ideally 1. However as Z increases, the ratio for a stable nucleus increases gradually and becomes greater than 1. There is a ‘zone of stability’ for each Z where the mass number creates stable nuclei, and most radioactive isotopes lie outside this zone. For n:p >> stable, β decay is common to increase p by 1 and decrease n by 1 For n:p << stable, positron decay or electron capture is common to increase n by 1 and decrease p by 1 For Z>83, atoms tend to decay via α radiation to decrease both Z and A.
Radiation Symbol Type Alpha α Beta β Gamma γ High frequency electromagnetic radiation
describe how transuranic elements are produced
Transuranic elements (Z>92) are produced by bombardment of nuclei with neutrons or other nuclei, in particle accelerators or nuclear reactors. For example, Neutron Bombardment:
+ +
+ Nuclei Bombardment:
+ + + +
Transuranic elements from atomic number 96 and up are all made by accelerating a small nucleus (such as He, B or C) in a charged particle accelerator to collide with a heavy nucleus (often of a previously made transuranic element) target. To overcome the ionic repulsions present in nuclei bombardment, the charged particles must be accelerated to high speeds to overcome this repulsion. This is usually done in particle accelerator, where alternating electric and magnetic fields accelerate the ions to the velocities required for penetration of the target nucleus. There are 3 types of accelerators: • Linear accelerators are favoured for high-energy electrons, for radiation
therapy and research • Cyclotrons are spiral and take up less space, using centripetal acceleration,
and produce medical isotopes • Synchotrons are used primarily for research into composition and properties
of materials and can accelerate protons to 0.9c * process information from
secondary sources to • See Attachments
• http://www.iupac.org/publications/pac/1997/pdf/6901x0179.pdf
describe recent discoveries of elements
The manufacture of synthetic elements began with Glenn T. Seaborg and his team at Lawrence Berkeley National Laboratory (LBNL) in the late 1940s. He succeeded in synthesising neptunium and plutonium from uranium. Between 1944 and 1953 this team established the existence of americium, curium, berkelium, californium, einsteinium, fermium, mendelevium and nobelium. Element 106 (seaborgium, Sg) has since been named in honour of Glenn Seaborg. The production of even heavier synthetic elements continues to the present time. Theories of nuclear stability had predicted that super-heavy nuclei with atomic numbers around 114 would be more stable than other superheavy elements. In 1999 a research team at Dubna in Russia announced the discovery of element 114. Its half-life was 30 seconds. This is considerably longer than the half-lives of other superheavy nuclei, which are measured in milliseconds. The first isotope of element 114 was created by colliding a calcium-48 ion into a plutonium-244 target using a heavy ion accelerator. Calcium-48 is a rare isotope of calcium, and plutonium is a highly toxic, radioactive metal. A lighter isotope of element-114 was also created by bombarding Pu-242 with Ca-48 ions. Its half-life was 5 seconds.
+ Uuq-292 rapidly lost 4 neutrons, and the resulting isotope decayed by alpha emission to elements of lower atomic number. The first three steps of the decay chain are shown below.
+ 4 +
+ In 1999, the LBNL team in California claimed to have produced three atoms of element 118 (Uuo) by bombarding lead targets with an intense beam of high-energy krypton ions in a synchrotron. Element 116 (Uuh) was identified as a decay product. In 2000 the LBNL team announced the discovery of element 116 produced by bombarding curium-248 with calcium-48 ions. In 2001, the Berkeley team withdrew its claim to have discovered elements 118 and 116 in its 1999 experiments, as they could not repeat their discovery in experiments conducted in 2000. As well, other researchers in Japan and Germany could not reproduce their work. In July 2002, Victor Ninov, one of the fifteen LBNL researchers was accused of scientific fraud and misconduct over the analysis of these experiments, and was dismissed. The group’s director admitted that sufficient checks on the data and its interpretation were not performed in the rush to announce the discovery. The discovery of element 116 by another independent research group in 2001 may be given priority credit by IUPAC.
describe how commercial radioisotopes are produced
Commercial radioisotopes are produced in particle accelerators (neutron-deficient isotopes) or reactors (neutron rich isotopes). In Australia, ANSTO has a nuclear reactor at Lucas Heights and a cyclotron in RPA hospital. An example of radioisotope production is Technetium-99 in a nuclear reactor.
+ + Other radioisotopes produced at HIFAR include iodine-131 and iridium-192 Neutron deficient radioisotopes are produced in a cyclotron, and iodine-123, carbon-11, fluorine-18, and oxygen-15 are produced here.
+ + identify one use of a
named radioisotope: • in industry • in medicine
• Several radioisotopes are used in the detection of metal faults, tracing matter flow, and gauging thickness, including Na-24, H-3, Co-60 and other gamma emitters.
• Technetium-99m is a γ emitter which is used in tracer diagnosis. Iodine-131 is also used to study and treat thyroid disorders.
describe the way in which the above named industrial and medical radioisotopes are used and explain their use in terms of their chemical properties
Tracers emit readily detectable radiation, and are easily incorporated into existing matter, as they are chemically identical to other atoms of the same atomic number. Handheld detectors are generally used to locate these areas of higher radioactivity. For different applications, radioisotopes most suited to the task are used as tracers. • β-emitting isotopes such as Ir-192 or Tc-99 have been solvated into sewage
to track dispersal, often from air. This allows scientists to estimate sewage

densities and conduct environmental impact analysis and take appropriate action. Similarly, H-3 can be incorporated into water to track liquid wastes and sewerage.
• Ir-192, Au-198 and Cr-57 are used to label sand and track the process of erosion.
• Isotopes can be incorporated into the water supply to detect leaks in pipelines. These isotopes must have γ radiation as well as a short half-life as they should be rid of to prevent damage as soon as possible.
Radiation loses energy as it passes through matter as it transfers some energy. This decrease in energy is proportional to the thickness and nature of the material, and radiation of the appropriate type is used to gauge this thickness. • Thin films use α-emitting isotopes to study the thickness as α radiation is low
penetrating (suitable for this purpose) and thus safe, such as Am-241. • Thicker/denser materials require more penetrating power in β-emitting
isotopes, such as Kr-85 or Pm-147. These detectors are connected to rollers which can control the thickness of the processed material. The detector can thus modify the thickness of the rollers as fit, especially as the system is sensitive and responsive.
• The penetrating power of γ radiation allows it to detect faults in metals due to metal fatigue, hairline cracks, or poor welding. More γ radiation passes through areas with less thickness, and this method is used on pipelines, boiler welds, and metal fatigue in aircraft. Radioisotopes (e.g. Co-60, Sr-90) are convenient for this purpose as they can be inserted without dismantling. Co-60 is used because it is an emitter of gamma rays which will penetrate metal parts. It has a half-life of 5.3 years and can be used in a chemically inert form held inside a sealed container. This enables the equipment to have a long lifetime and not require regular maintenance, leading to lower costs and higher efficiency.
• Note, however, that Strontium-90 has the shortcoming of being a group II element, with similar properties to calcium. As such, it accumulates easily in bones and can be detrimental, as radiation affects body functions.
Technetium-99m is a medically significant radioisotope and is the most widely used (~80% of all applications). Its relatively short half-life of 6 hours means minimal exposure of the patient to radiation while providing adequate time for tracer study. Depending on its addition to other compounds, it can be used to study different areas of the body. Tc-99m can be changed to a number of oxidation states. This enables production of a wide range of biologically active chemicals. The Tc-99m is attached to a biological molecule that concentrates in the organ to be investigated. For example, combined with a tin compound it attached to blood, where it can be traced to study the abnormalities in blood vessels and the heart. Technetium-99 is produced in a nuclear reactor.
+ + Alternatively, it can be produced via fission of uranium. Tc-99m is used because: • it has a very short half-life of 6 hours • it emits low energy gamma radiation that minimises damage to tissues but can
still be detected in a person's body by a gamma ray sensitive camera • it is quickly eliminated from the body • Technetium is reasonably reactive; it can be reacted to form a compound with
chemical properties that leads to concentration in the organ of interest such as the heart, liver, lungs or thyroid.
Iodine-123 is also used to study and treat thyroid disorders, as the thyroid gland is the only major user of iodine in the body, which uses it to produce the hormone thyroxin. It is a beta and gamma radiator, with a relatively safe half-life of 13 hours. After a drink of radioactive NaI or a capsule, the patient’s iodine uptake is measured, and compared to healthy iodine uptake levels within a few hours. A different value to this could indicate a malfunction. This difference can be analyzed by a doctor to determine whether there exists a possibility for thyroid cancer. Larger doses of I-131 can be used for radiation therapy to treat tumours in the thyroid.
* use available evidence to analyse benefits and problems associated with the use of radioactive isotopes in identified industries and medicine
A non-exhaustive list of benefits of using radioisotopes in medicine and industry, in addition to the uses of radioisotopes discussed above: • It allows us to date by C-14 dating to a precise degree where we could not
before and thus allows us to accurately date fossils and rocks. • It allows us to track chemical processes, and see which atoms interact with
which. For example, in photosynthesis, it was unclear whether the oxygen in glucose came from the water or carbon dioxide – analysis of heavy-oxygen carbon dioxide and ‘normal’ water leads chemists to understand glucoses’ oxygen is from carbon dioxide.
• Irradiation of foods with γ radiation from Co-60 and Cs-137 kills bacteria, moulds, and yeasts, and prolongs shelf life and prevents decay. The same technique is used to sterilise medical equipment, such as bandages.
• Radiation is used in medical applications to assess the functioning of the heart, brain, kidneys, thyroid and other organs of the body (i.e. I-131 for thyroid, Na-23 in heart and blood studies). They can be used to treat cancers.
Thus, we can see that the use of radioisotopes has allowed chemists insight into things which we otherwise could not have studied, diagnosed, or otherwise known, and thus they are very beneficial in that sense. However, there are problems associated with the use of radioisotopes, notably the possible dangers of ionising radiation and storage of depleted material. Ionising radiation (particularly the highly charged α) may disrupt cellular processes, by ionising biological molecules such as DNA and proteins, forming radicals and ions, which may lead to cancer development. Radioisotopes which become incorporated into the body are particularly dangerous, like strontium-90 which relaces calcium in bones and causes leukaemia. As such, people who are exposed more than average (i.e. not just the background radiation from interstellar space and the ground), usually those who work with radioisotopes in research, medicine, and industry, need to take particular care around such radiation. This may include a radiation badge (photographic film) and protective clothing which can intercept the radiation and reduce its harmful nature by reducing its intensity. Storage of depleted material such as uranium is a significant problem as they have significant half-lives and as such depleted nuclear fuel takes a long time to decompose, on the order of hundreds or thousands of years. In order to get rid of such waste products, they need to be sealed in thick concrete and lead and placed in an inaccessible location to prevent accidental radiation exposure. The cost of such procedures can often be high and thus the storage of depleted waste is a significant issue. This causes problems for those in the future as they are ‘stuck’ with our waste products, in addition to possible language barriers over time. On a less important note, radioisotopes can cause malfunction of electronic devices. Radioactive material must also be labelled with the universal nuclear warning symbol. Note that the alternative to gamma sources, X-rays, are not as penetrating and require high voltage equipment that uses a lot of electrical energy. However, the more expensive X-ray equipment is more easily disposed of and does need to be locked away in secure locations like potentially harmful gamma ray sources.
identify instruments and processes that can be used to detect radiation
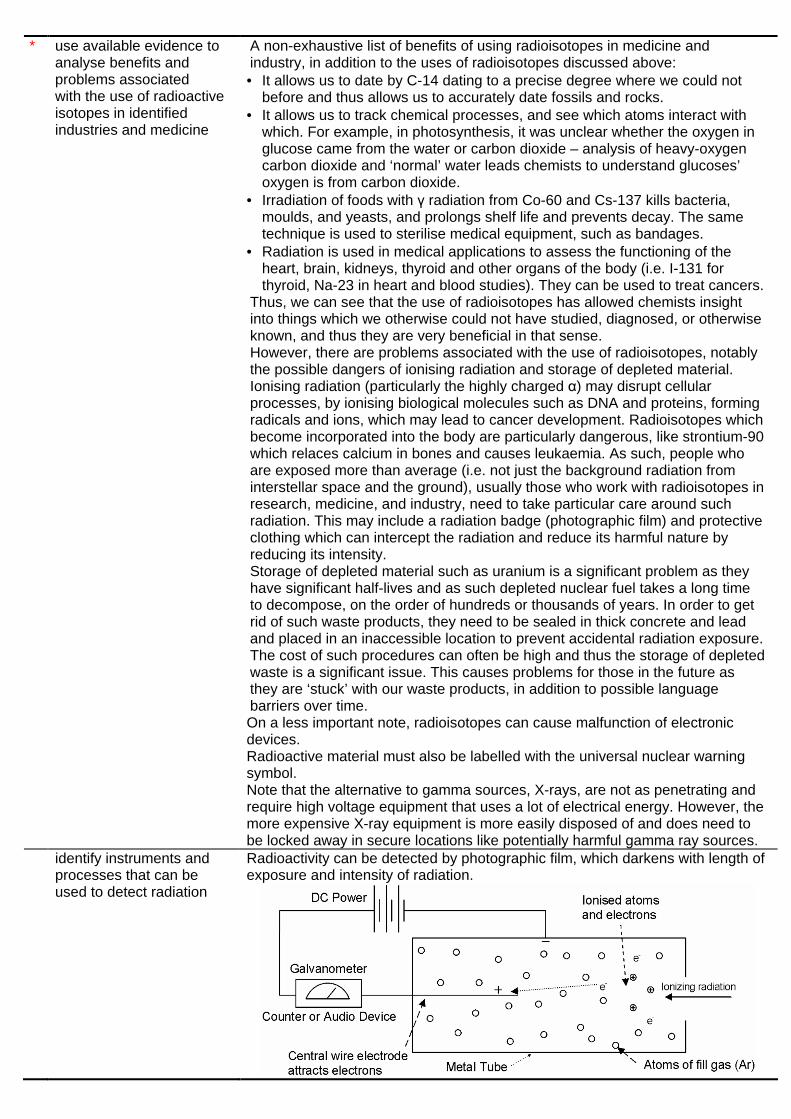
Radioactivity can be detected by photographic film, which darkens with length of exposure and intensity of radiation.

The Geiger-Müller counter is an ionisation counter which detects radiation. It is a tube filled with argon gas, and as radiation causes matter to become ionised, electrons are knocked into the tube. The tube is connected to electrons and as these electrons enter the electrodes a current is produced, which is detected by a galvanometer and produces a beep. This can be outputted to a digital readout to measure the intensity of the radiation. A scintillation counter uses the principle that some substances such as zinc sulfide produce a flash of light (scintillation) when struck by ionising radiation. The electrons in these substances are excited by the radiation and emit photons of light when the electrons return to lower energy states. The flashes of light are counted electronically to measure the amount of radiation.





























