Embed Size (px)
Citation preview

INDUSTRIAL WASTE: PAINTING AND PRINTING
Modern Industrial Assessments 313
10INDUSTRIAL WASTE
10.1. PAINTING AND PRINTING
Parts have to be painted for reasons of corrosion protection, differentiation and aesthetics, to name just a few. Most paints today are solvent based and are applied by liquid spray method. The paint is mixed with carrier and then sprayed onto a surface with an air pressurized spray gun. Most carriers are organic solvent based. During this process two waste components are generated: waste solvents and paint sludges. The paint sludge is normally the larger one of these two. It is generated when overspray happens and solvent dries. The recovery of this component typically happens in the scrubber sump. The second waste is generated during the cleaning process. Printing industry faces a similar problem. Unused inks or paper with ink residues and then solvents used to clean the presses and other equipment. In both cases VOC is also present. Alternatives discussed in the following chapters can be of significant help in reducing all hazardous pollutants. 10.1.1. Paint Wastes in Metalworking Industries
1. Some practical considerations
Painting is a necessary operation for corrosion protection. It is usually the largest source of waste in the plant. Most of the plant managers were sold on at least one of these “sacred cows”:
-Do not try to change the way painters do things. -Paint waste is an inevitable part of the product cost. -If it ain’t broke, why try to fix it?
What must be done before you can successfully reduce painting wastes? -Focus management’s attention onto the true costs of paint wastes.
2. Common problems to get management’s attention:
• VOC emissions: - purchase price of solvent; - close to permit limits? - could the limits be increased? - how much additional production could be taken on before exceeding limits?
• Special wastes:

INDUSTRIAL WASTE
Modern Industrial Assessments 314
- paint booth strapping - booth filters and lining material - water-curtain skimming
• Wastewater:
- If operating a treatment plant, is "goop" from booth curtain causing problems? - If discharging to a publicly owned treatment works (POTW), are you paying surcharges for bod, cod, or metals?
• Cost accounting:
- Few companies have ever really put together the full story on paint waste costs 3. What happens when management reconsiders painting?
Company A: - figured true cost of "low-cost" product line
Company B: - collect powder-paint from cleanouts for use on items needing protection, but not appearance-sensitive
Company C:
- collect paint leftovers and use it on hidden structural parts
Company D: - works with paint supplier to recycle paint - actively markets using recycled paint
Company E: - rebuilt paint room to handle color changes - replaced solvent pre-cleaning with aqueous - revised spray system for low-voc paints - installed thinner recovery system - found a way to re-use solvent still bottoms
10.1.2. Reduction in Paint Waste
Over the past decade people have learned that either burying or burning hazardous waste is a problem. In recent years, Congress and the EPA have emphasized effective treatment of hazardous waste prior to its land disposal. Treatment alone, however, will not remedy all hazardous waste problems. The reduction of waste generation, recovery and reuse is essential. As a result, the need for treatment, storage and disposal of waste will be reduced as well.

INDUSTRIAL WASTE: PAINTING AND PRINTING
Modern Industrial Assessments 315
Virtually every painting process involves hazardous materials or produces hazardous waste. Waste reduction, though not inexpensive, will conserve our nation's resources and protect public health and the environment. At the same time it will probably save business's money in a long run. Over the past two decades, an increased awareness has developed of harmful effects to human health and the environment from uncontrolled releases of hazardous substances and wastes as pollutants. Everybody has to pay attention to preventing hazardous wastes problems by cutting down on generating the waste at its source. Preventing the generation of hazardous waste is inherently preferable to controlling it after it is generated. The following quotation reflects the national policy formulated by the US Congress:
“The Congress hereby declares it to be the national policy of the United States that, wherever feasible, the generation of hazardous waste is to be reduced or eliminated as expeditiously as possible. Waste nevertheless generated should be treated, stored, or disposed of so as to minimize the present and future threat to human health and the environment.”
Paint Application
Most paint application wastes are caused by either paint overspray, or the paint not reaching the target. The amount of overspray results from the design and operation of the system used. The efficiency of some of the systems used is listed in Table 10.1.
PAINTING METHOD TRANSFER EFFICIENCY [%]
Conventional air atomized spray 30-60 Conventional pressure atomized spray 65-70 Electrostatic air atomized spray 65-85 Electrostatic centrifugal atomized spray 85-95 Powder coating 90-99 Roller/Flow coating 90-98
Table 10.1: Transfer Efficiency in Painting
Some general recommendations follow:
• Use equipment with low overspray. Implementation of better employee operating practices are essential in cases when the spray systems are operated manually. Proper training of operators and all personnel who work with the painting machinery promotes waste reduction. The good condition of an application equipment reduces waste and produces better finish as well.
INDUSTRIAL WASTE
Modern Industrial Assessments 316
Therefore, preventive maintenance is extremely important. All parts should be periodically, or as necessary, cleaned. Also lubricate in places recommended by the equipment manufacturer.
• To avoid overspray keep air pressure as low as possible and position the spray gun perpendicular to the surface.
Paint Stripping
Paint stripping comes into a picture when a bad finish has been produced, the coating has to be removed and the process of painting repeated. Many paint stripping wastes are generated because of a failure of the system. Some waste reduction methods are listed bellow:
• Inspect parts. The surfaces must be clean and dry with no rust. • Avoid overspray by using proper painting technique. • The maintenance of the equipment is essential. • Use non-phenolic strippers to reduce toxicity associated with phenol and acid additives. • Locate solvent soak tanks away from paint curing ovens to reduce the adverse effect of solvent
on a painted surface. • Use mechanical (cryogenic) paint stripping with plastic bead blasting to handle parts made of
soft metal. Such items are inappropriate for sand blasting or glass bead blasting. Solvents and Thinners
It is very desirable to reduce solvent emissions produced by evaporation from process equipment and coated parts. At the same time the subject of solvent recovery is of utmost importance. The following measures can reduce either:
• Keep solvent tanks from heat sources. • Use high solids content formulations. • Use powder coating techniques. • Use water based paints. • Reuse cleaning solutions and solvents. • Try to minimize variety of solvents in use. • Sequence batches from light to dark.
Waste Reduction Technologies In Painting
• High Transfer Efficiency Paint Application
Problem: overspray Solution: HVLP paint guns Benefit: reduced paint consumption (CA. 25%)

INDUSTRIAL WASTE: PAINTING AND PRINTING
Modern Industrial Assessments 317
Disadvantages: cost, applicability, operator, training • Gun Cleaning
Problem: solvent air emission from gun cleaning Solution: enclosed paint gun cleaners Benefit: reduced solvent consumption Disadvantage: start-up cost
• VOC Emissions
Problem: VOC emissions from high-solvent paints Solution: water-borne and high-solids paints Benefits: reduced emissions, solvent wastes Disadvantages: availability, corrosion, drying
• Spent Clean-Up Solvents
Problem: management of hazardous waste Solution: recycle with solvent recovery unit Benefits: reduced expenditure Disadvantages: waste segregation, energy, labor, nitrocellulose explosion hazard
10.1.3. Minimization of Waste in Printing Operations
Image Processing The primary waste streams are wastewater containing photoprocessing chemicals and silver dissolved from film development. Most chemicals are biodegradable and discharged into the sewer lines. Permits are required and biochemical oxygen demand (BOD) is monitored. Silver should be recovered and mercury specially handled if present. Plate or Cylinder Processing Photographic processes are used in all of the major printing operations for image conversion and plate making. Photographic wastes therefore comprise a large portion of the hazardous waste generated in these industries. Photographic processing solutions, developers, hardeners, plating chemicals, fountain solutions, or fixing baths that are sent to publicly owned treatment works ( "POTW) for disposal, however, are exempt from new RCRA requirements. Silver containing solutions that pass through electrolytic chemical replacement, or ion exchange silver recovery units located on the premises are exempt in a similar fashion. However, if the wastes are sent off site for recycling, they must be accompanied by the Manifest. Printing Process
INDUSTRIAL WASTE
Modern Industrial Assessments 318
In the printing operations the waste is mostly the printing ink. The solid wastes include waste paper from printing imperfections, web breaks and tears, paper at the end of the web, overruns, paper wrappers, cardboard cores and miscellaneous solid wastes. In addition there are used ink containers, used plates, damaged or worn rubber blankets, waste press oils used for lubrication, cleanup solvents and rags. Material Handling and Storage Options
Good practices can reduce or even eliminate waste resulting from obsolescence and improper storage. • The proper storage conditions will guarantee stated shelf life of many chemicals. • Reusing rinsewater as long as possible. • Use marbles in small scale photo developers to bring up the liquid level. • Keep the storage area clean to prevent contamination. • “First-in-first-out” prevents missing expiration dates. • Raw material should be ordered in just-in-time fashion as much as possible. Solid Waste
A portion of the solid waste generated by the printing industry is non-hazardous. These wastes should be managed using reduction techniques and source reduction. • Used lithographic plates should be sold for aluminum recycling. • Recycle empty containers. • Recycle spoiled photographic film and paper. • Install web break detectors. • Monitor press performance. Wastewater Options
The toxicity of wastewater from plating operations can be reduced by dragout reduction. Examples of different options follow. • Position the part on the rack to drain more easily. • Use drain boards to collect dragout and return it to the plating tank. • Raise temperature to reduce surface tension of the solution. Other waste reduction options include: • Material substitution where possible.
INDUSTRIAL WASTE: PAINTING AND PRINTING
Modern Industrial Assessments 319
• Wastewater reduction by counter-current washing, using squeegees to wipe off excess liquid and extending the bath life.
• Silver recovery and spent chemicals reuse. • Removal of heavy metals. Cleanup Solvents and Waste Inks
Ink recovery machines are currently on the market and come in variety of sizes. Another possibility might be to send the waste ink back to the manufacturer for black ink production. Solvents can be recovered by simple batch distillation if quantities justify the purchase of the equipment, otherwise could be recycled with professional recyclers. • Segregate spent solvent and inks according to the color. • Use as little solvent as possible. • Schedule jobs using light colors first, possibly reducing the necessity for cleaning. • Save unused ink for the future • Try to prolong life press wipes by using the dirty ones for the first passes.
§ Case Study of Screen Printing Plant
Process Description This plant uses screen printing to produce, in several varieties and color schemes, fleet (transportation truck) decals, beverage dispensing machine colored panels and toothbrush backings. Raw materials include plastic sheets, rolls and spools of plastic stock, inks, adhesives, urethane and various other chemicals and solvents related to image production and printing operations. The printing process begins with the plant receiving a mylar sheet with a positive image, paper copy, or a computer file from clients. Some artwork is done in-house. Images received on a computer disk, and other images developed on-site, are processed in a computerized system to yield a mylar positive. The image sheets are then transported to the screen-making department. Printing screens range from 2 inches by 4 inches to 4 feet by 10 feet in overall dimension. To produce a new screen, mesh material is unrolled, cut to size then stretched and mounted on rectangular aluminum frames. Screen images are produced in several steps. First, large screens are coated with a photo-sensitive emulsion in an automated system. Emulsion is applied to smaller screens manually. Coated screens are then covered with mylar sheets containing positive images and are placed on a "burn table" which exposes screens to ultraviolet light for a specified period of time. That hardens the emulsion
INDUSTRIAL WASTE
Modern Industrial Assessments 320
through transparent areas exposed to light. After exposure, screens are removed from the "burn table" and the uncured emulsion is washed away with a warm water high-pressure spray. A prepared screen is mounted horizontally on a press, and ink is troweled into an above-screen reservoir. Ink used in printing is received in 3 to 5 gallon containers from which it is used directly or is blended to customer specified colors in an ink-mixing area. During printing, a mechanical "wipe" moves across the screen and forces ink through porous areas onto substrate sheets. Subsequent use of other screen images in a set produces a multi-colored image on the sheets. After printing, the substrate is placed on a conveyor for transport through an ink-curing oven. After curing, some of the printed substrates are coated with an adhesive or a thin urethane film followed by heat-curing. Finished materials are inspected, packaged and shipped to customers. At the end of a printing run, screens are cleaned for reuse. Initially, excess ink is removed from screens with a putty knife. Next, they are hand-wiped with solvent-wetted paper towels while still positioned on the press. After surface ink removal, screens are removed from presses and are transported to a screen washing room. In this room, screens are positioned upright over a trough and ink-remover, and occasionally a "ghost" image remover is brushed into screen material, followed by a high pressure heated water rinse. In cases where it is not required to save a screen image, an emulsion remover is used to remove hardened emulsion. Clean screens are allowed to air dry and are returned to storage for future use. Inventory of Waste Producing Operations: 1. Raw material receiving 2. Inventory control (expired raw materials) 3. Image production 4. Screen making 5. Ink handling 6. Printing 7. Special coating processes 8. Plant and equipment cleanup 9. Product shipping 10. Screen cleaning 11. On and Off-site materials recycling 12. Office functions AR Example 1. Products produced in plant:
Screen printed plastics sheets and film 2. Selected waste producing process:
Ink cleanup utilizing liquid solvents that are currently removed from paper towels with use of a wringer, collected in 55 gallon drums, and shipped off-site as a hazardous waste.
INDUSTRIAL WASTE: PAINTING AND PRINTING
Modern Industrial Assessments 321
3. Waste streams generated:
- Contaminated liquid solvents (alcohol and solvent cleaners) - Solvent evaporation during handling - Soiled paper towels
4. Waste stream(s) selected for reduction:
- Waste liquid solvents (alcohol and solvent cleaners). 5. AR identification, evaluation, and selection:
- Extend printing runs to minimize clean-up operations (insufficient information). - Eliminate use of solvents by using a water-based ink (technical feasibility questions). - Install a distillation unit for recovery and reuse of solvent and alcohol (selected for
recommendation).
6. Outline of AR analysis: Reduction in Waste Amounts: - (Amount of solvent shipped off-site/yr)(% of solvent recoverable through distillation) = Solvent
waste reduction/yr. - (Amount of alcohol shipped off-site/yr)(% of alcohol recoverable through distillation) = Alcohol
waste reduction/yr.
Cost savings associated with waste reduction: - (Solvent waste reduction/yr)(Purchase cost/lb for solvent) = Solvent raw material cost
savings/yr - (Alcohol waste reduction/yr) (Purchase cost/lb for alcohol) = Alcohol raw material cost
savings/yr - (% of total hazardous waste (HW) adm. time spent on solvent and alcohol)(Cost of HW adm.
time/yr)(% of solvent and alcohol recoverable through distillation) = Administrative cost savings associated with solvent and alcohol/yr
- (% of total HW labor costs associated with solvent and alcohol)(Total HW labor costs/yr)(% of solvent and alcohol recoverable through distillation) = Labor cost savings associated with solvent and alcohol/yr.
- (% of solvent recoverable through distillation)(Amount of solvent shipped off-site/yr)(Cost of solvent HW shipment) = Off site removal cost savings for solvent/yr.
- (% of alcohol recoverable through distillation)(Amount of alcohol shipped off-site/yr)(Cost of alcohol HW shipment) = Off-site removal cost savings for alcohol/yr.
7. Sources of needed data:
- Amount of solvent shipped off-site/yr (from purchasing records) - % of solvent recoverable through distillation (estimated by assessment team). - Amount of alcohol shipped off-site/yr (from purchasing records) - % of alcohol recoverable through distillation (estimated by assessment team).
INDUSTRIAL WASTE
Modern Industrial Assessments 322
- Purchase cost/lb for solvent (from purchasing records) - Purchase cost/lb for alcohol (from purchasing records) - % of total HW administration time spent on solvent and alcohol (estimated by plant
manager) - Cost of HW administration time/yr (estimated by plant manager) - % of total HW labor costs associated with solvent and alcohol (estimated by plant
manager) - Total HW labor costs/yr (estimated by plant manager - Amount of solvent shipped off-site/yr (from shipping manifests) - Cost of solvent HW shipments (from shipping manifests) - Amount of alcohol shipped off-site/yr (from shipping manifests) - Cost of alcohol HW shipments (from shipping manifests)
8. Calculations:
Reduction in waste amounts: - (78,936 lbs/yr)(90%) = 71,042 lbs/yr reduction - (42,504 lbs/yr)(90%) = 38,253 lbs/yr reduction
Cost savings associated with waste reduction: - (71,042 lbs/yr)($0.55/lb) = $39,073/yr savings
- (38,253 lbs/yr) ($0.35/lb) = $13,388/yr savings 10.2. METALWORKING
In order to provide friction reduction and cooling of the machined part as well as the tool bid, coolant fluids are introduced into a point of application. The fluid also helps to remove metal particles (chips). The fluids can be categorized into: straight oil based, synthetic or semisynthetic and soluble oil. Today the most common are soluble oil coolants. Water is the major ingredient of these oils. The attempt should be made to reduce the volume of metalworking fluids. The way to do that is to introduce reconditioning and recycling of the fluids. 10.2.1. Sources and Nature of Coolant Waste
1. Outdated or contaminated raw materials (coolant concentrate, additives)
• Rare occurrences 2. Spills and "splatter loss"

INDUSTRIAL WASTE: METALWORKING
Modern Industrial Assessments 323
• Use of paper towels or rags to wipe-down machine surfaces; may be disposable with landfill waste.
• Use of absorbents on floor to collect liquid coolant; may be disposable with landfill waste. • Mop water from floor cleanup; may be added to liquid coolant waste shipped off site or
discharged into a sewer (if allowable). 3. Dragout on workpieces and metal shavings 4. Evaporation of volatile substances (e.g., water) at all air interfaces
• Periodic need to add make-up reagents (e.g., water). 5. Degradation of use characteristics
• Physical contamination with tramp oil, dust and debris. • Bacterial contamination: offensive odor (rancidity) discourages continued use. • Incorrect off-specification formulation.
10.2.2. Measures for Reducing Metalworking Coolant Waste
1. All waste streams - Redesign products to eliminate some or all machining steps - Utilize "dry" metalworking (e.g. grinding) where feasible
2. Outdated raw materials
- Improve inventory control
INDUSTRIAL WASTE
Modern Industrial Assessments 324
SteelMounting
Stock
MACHINING
CuttingMillingDrillingTapping
Polishing
SaltBlackening
Sludge toconv. disposal
Waste waterto POTW
Compressedair usage (elec)
Gas-heaters forprocess/rinse solns.
Rinse water(also from forging)
Batch treatmentonsite
AluminumBarrelStock
Machining
FORGINGFormingAnnealingSoln. heat treat
MACHINING
BoringThreadingSlotting
AQUEOUSCLEANING
SANDING &BUFFING
OFFSITEANODIZING
Compressedair usage (elec)
Electricannealingand agingovens
Compressedair usage (elec)
ASSEMBLY
SubassemblyCleaningNitrogen InjectionAdjustments
PACKAGING OPTICSSTOCK
CompletedRifle Scopes to
Customers
Discharged toatmosphere
Offsite disposalas NONHAZ waste
Metal chipsto reclaimFiltered and reused
Oil-basedcutting fluid
Aqueous & syntheticcutting fluid & sludge
Acteoneair emissions
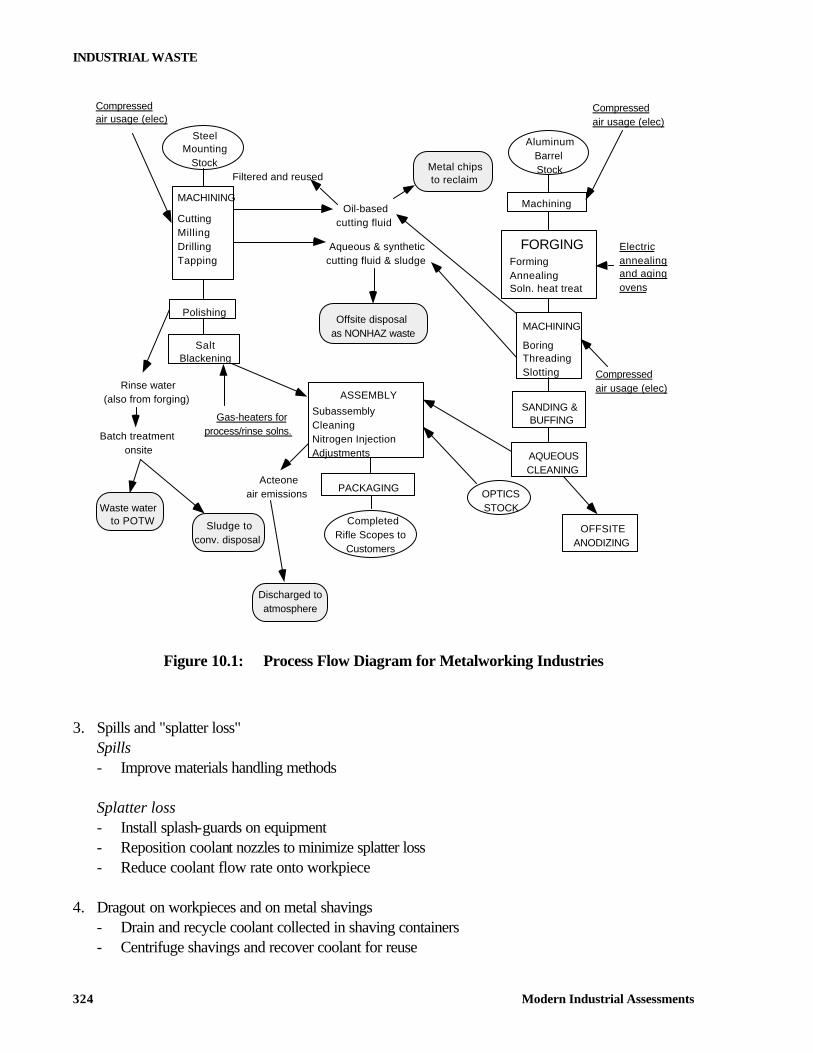
Figure 10.1: Process Flow Diagram for Metalworking Industries
3. Spills and "splatter loss"
Spills - Improve materials handling methods
Splatter loss - Install splash-guards on equipment - Reposition coolant nozzles to minimize splatter loss - Reduce coolant flow rate onto workpiece
4. Dragout on workpieces and on metal shavings
- Drain and recycle coolant collected in shaving containers - Centrifuge shavings and recover coolant for reuse
INDUSTRIAL WASTE: METALWORKING
Modern Industrial Assessments 325
- Use lower viscosity coolant
MetalworkingMachineCoolantSump
MetalworkingMachine
Filter
Evaporative lossesof volatile components(e.g. water)
Periodic dumpsshipped off-siteas a controlledor hazardouswaste
"Splatter loss"of coolant tomachine surfacesand floor
Coolant-wettedmetal chips
Additives
Contaminants fromwork area(e.g. dust, debris)
Coolantconcentrate
Disposal ofoutdatedmaterials
Water (if diluted)1. Initial formulation2. Make-up additions due to evaporative losses Scrap
metalrecycling
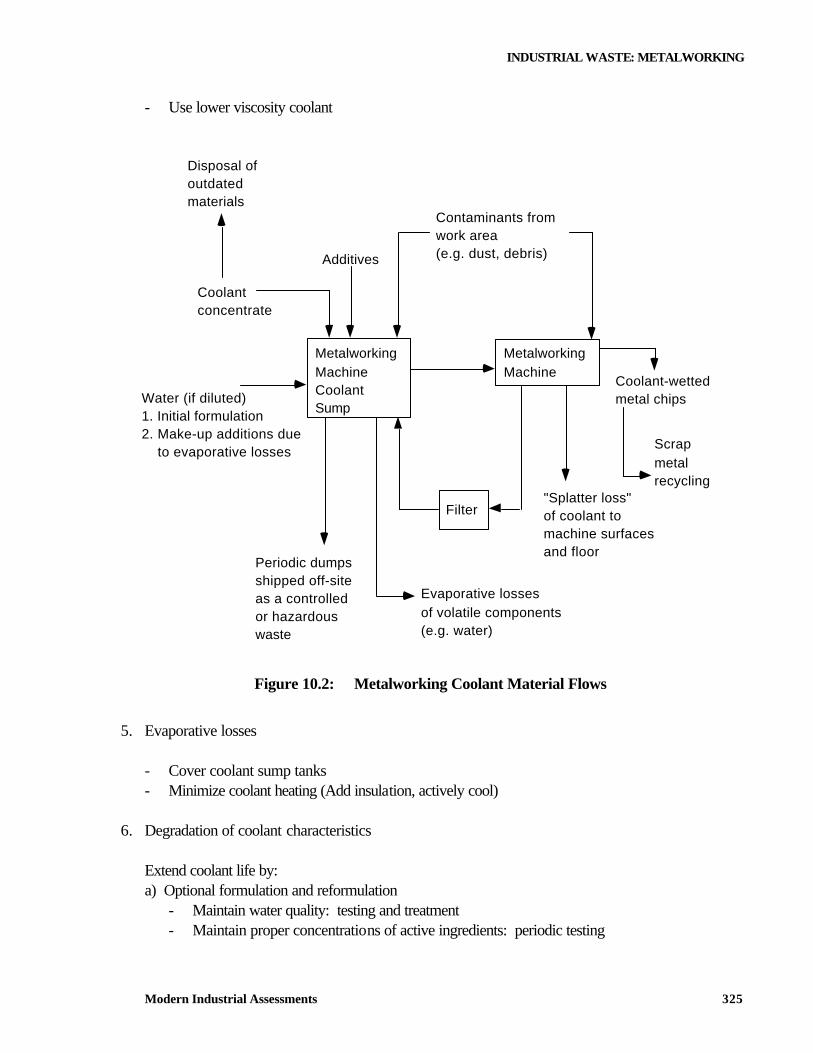
Figure 10.2: Metalworking Coolant Material Flows
5. Evaporative losses
- Cover coolant sump tanks - Minimize coolant heating (Add insulation, actively cool)
6. Degradation of coolant characteristics
Extend coolant life by: a) Optional formulation and reformulation
- Maintain water quality: testing and treatment - Maintain proper concentrations of active ingredients: periodic testing

INDUSTRIAL WASTE
Modern Industrial Assessments 326
b) Prevent contamination - Cover coolant sump tanks - Degrease metals before machining (may generate new waste streams)
c) Remove contaminants (Self-contained systems available) - Oil: absorbents, skimmers, coalescers, aeration, porous media separators, centrifugation - Participants and metal fines: filtration, settling, coalesces, cyclones, centrifugation, magnetic
separators - Bacteria: pasteurization, add bactericides, timely removal of metal chips and fines, agitate
coolant in sumps 7. Disposal of waste coolant
Reduce volume of waste water-based coolant shipped off site a) Treat chemically to allow discharge into a sewer b) Physical pretreatment to allow water discharge into a sewer: ultrafiltration c) Use evaporator to reduce waste stream volume
10.3. CLEANING AND DEGREASING
The way to clean surfaces of grease, oils, and other organic substances is to employ an organic solvent. During the process of cleaning substantial volume of pollutants is generated. The pollutants can be classified into two categories. The liquid waste solvent and degreasing agents which serve as carriers for unwanted organic matter, and emissions to the air containing volatile cleaners. The industry uses cold cleaning, vapor degreasing, and precision cleaning. Cold cleaning means simple dipping of a part into a solution of a solvent or applying it onto a part with a brush or cloth. Vapor degreasing uses dedicated equipment where the solvent is heated to a point of boiling, producing solvent saturated vapor. The part is being inserted into the area, vapor condensates on the surfaces of the part, and drips down back into the liquid bath taking the grease with it. Precision cleaning is used for instruments or electronics. The solvents have to be pure and evaporate very rapidly. 10.3.1. Solvents
A main focus of this chapter is on solvent wastes primarily because solvents are widely used in industry and because of their effect on human health and the environment. Solvents used in industry are essentially organic compounds such as aliphatic or aromatic hydrocarbons, esters, ethers, ketones, alcohol, amines, halogenated hydrocarbons. Not only are many of these solvents toxic to living organisms, but the very same properties that make them useful are responsible for their potential threat to the environment and human health. In particular, their high volatility results in air emissions which can cause air pollution and flammability problems at disposal sites. The hazardous constituents of solvents persist in the environment. Finally, land disposal of solvent wastes is a problem because of the solvents’ ability to dissolve or penetrate polymeric liners and to dewater clay liners.

INDUSTRIAL WASTE: CLEANING AND DEGREASING
Modern Industrial Assessments 327
A hierarchy for solvent waste reduction would include:
1. Source Reduction - focuses on in-plant changes that can be made to either reduce or eliminate the generation of the solvent waste. This alternative is the most preferable water management option, and should be explored first.
2. Recycling - refer to the reuse of a wastestream substance as an ingredient or feedstock in a production process, or reclamation of a waste material, involving recovery of reusable constituent fractions. Recycling is less preferable than source reduction, and should be explored second
3. Treatment - refer to destruction of wastes through the use of technologies such as biodegradation, fixation, and incineration. Treatment is the least preferable option of the three components of waste reduction, and should be explored after source reduction and recycling alternatives are addressed.
Source reduction, recycling, and treatment practices all serve to either reduce the volume or the toxicity of wastes that are generated and ultimately lad disposed. Technically and economically feasible source reduction, recycling, and treatment methods for solvent wastes exist. For solvent waste reduction there are three basic source reduction objectives.
1. Eliminate solvent use. 2. Reduce solvent use or loss. 3. Increase solvent recyclability.
Regulatory Trends in Solvent Waste Management
The 1984 amendments to RCRA impose a national ban on the land disposal of halogenated and non-halogenated solvent waste (RCRA waste nos. F001-F005). The land-ban restrictions were effective in November, 1986 (RCRA Sec. 3004(e)). A nation-wide variance for SQGs ended on November 8, 1988, and these new land-ban restrictions impacted solvent waste management practices. In the opening clauses of RCRA, Congress declared that “certain classes of land disposal facilities are not capable of assuring long-term containment of certain hazardous wastes ... and land disposal, particularly landfill and surface impoundment, should be the least favored methods for managing hazardous wastes” (RCRA Sec. 1002(a)(7)). Congress further stated that “alternatives to existing methods of land disposal must be developed ...” (RCRA Sec. 1002(a)(8)). Intensive Solvent Use Industries
Solvents are commonly used in dry cleaning, cold cleaning, solvent extraction, and vapor degreasing. They are also essential to the production of coatings, stains, wood-treatment chemicals,

INDUSTRIAL WASTE
Modern Industrial Assessments 328
printing inks, pesticides, and agricultural chemicals. Solvents are used as inert reaction media in chemical and pharmaceutical formulation. Solvents are incorporated into a manufactured product for several applications, such as printing ink. The volatility of solvents imparts fast-drying properties in the ink. In other applications, such as vapor degreasing of metal parts, the use of solvent is confined to the cleaning process. Then, the solvent becomes “spent” as it picks up oil and grease from the metal parts. Most applications result in generation of a solvent waste and, therefore, most user industries are also generators of solvent waste. Solvent wastes include off-specification batches of products containing solvents and contaminated or spent solvents from process applications. One method assessors may use to identify solvent-user industries is to identify solvent waste generators and assume that high-volume solvent waste generators are high-volume users. Assessors should examine a business’s waste manifests to determine if the business is a solvent waste generator. Some industries that employ solvent-use intensive operations include:
• Solvent Reclamation - SIC 7399 • Coatings Manufacturer - SIC 2851 • Cyclic Compounds and Intermediates - SIC 2865 • Industrial Organic Chemicals Manufacturing - SIC 2869 • Pesticides and Agricultural Chemicals Formulation - SIC 2879 • Inks Manufacturing - SIC 2893 • Chemical Preparations - SIC 2899 • Petroleum Refining - SIC 2910 • Semiconductors Manufacturing - SIC 3674 • Electronic components Manufacturing - SIC 3679 • Motor Vehicles Manufacturing - SIC 3711 • Aircraft Manufacturing - SIC 3721 • National Security - SIC 9711 • Dry Cleaning - SIC 7215, 7216, 3582 • Vehicle Maintenance - SIC 5511, 7538 • Pharmaceuticals Manufacturing - SIC 2834 • Metal Furniture Manufacturing -SIC 2514, 2522 • Photographic Processing - SIC 7395, 7333, 7819
Intensive Solvent Use Operations
Compared to the number of industries that use solvents and generate solvent waste, the number of specific types of operations in which solvents are used is relatively small. For example, one intensive solvent use operation, parts cleaning, is performed in electronic components manufacturing, vehicle manufacturing, aircraft manufacturing, metal finishing industries, and in equipment maintenance shops of almost any industrial facility. Similarly, equipment cleaning is performed in paint manufacturing, pesticide
INDUSTRIAL WASTE: CLEANING AND DEGREASING
Modern Industrial Assessments 329
formulation, semiconductors manufacturing, and other manufacturing processes. The following is a list of these common solvent-use operations.
• Parts Cleaning • Equipment Cleaning • Surface Coating Application • Reaction Medium • Entrainer Azeotropic Distillation • Extraction Medium
Solvent Wastes Solvent wastes are generated primarily by the following industrial applications.
• Paint and coating plants that use solvents to clean equipment • Metal working and machine plating shops that use solvents during degreasing • Cleaning of surfaces in the electrical, electronics, and printing industries
Solvent Recycling Technologies
The main solvent and reduction techniques include:
1. Distillation - separation techniques which rely on the boiling point differences of the components of a liquid waste.
2. Solids Removal - elimination of suspended particles to reduce fouling. 3. Emulsion or Dispersion Breaking - the separation of solvent or oil droplets in water, or of water
droplets in oil. 4. Dissolved and Emulsified Organics Recovery - organics separation techniques which
concentrate the organics so they can be recovered. Each of these operations may be performed on their own or in sequence. The recyclable product may be the solvent or the isolated contaminants, or both. On-Site Recycling Equipment Due to recent developments, small solvent recycling units are now commercially available for businesses generating low volumes of waste solvents. The simple heating and condensing systems remove impurities from the solving waste stream, returning the solvent or the solvent blend to the process that generated it.
§ Example 1

INDUSTRIAL WASTE
Modern Industrial Assessments 330
B/R Instrument Corporation’s solvent recovery system was used by a laboratory at Toronto General Hospital. The distillation unit cleaned xylene and chloroform to 100% purity and isopropyl alcohol to 99.7%. The lab recovered $180 per week of solvents which could otherwise have required costly off-site disposal.
Some companies have been able to scale down their equipment considerably since the equipment was first marketed.
§ Example 2 The Brighton Corporation introduced its first solvent recovery system over 20 years ago. They now manufacture units with capacities as small as 7-1/2 gallons of solvent treated per hour.
§ Example 3 The Finish Engineering Company manufactures solvent recovery equipment in a variety of sizes. The smallest of these units reclaims solvents having a boiling point of 160 degrees C or less. The waste solvent is reclaimed in 15 gallon batches, although clean solvent can be drawn off during operation. Recovery levels range from 80 to 95%, depending on the amount and type of contamination.
Solvent Loss Reduction Options
Solvents are most frequently used in:
1. The soak tank 2. The vapor degreaser
The vapor degreaser, because it produces a lot of air pollutants, has been studied in much greater detail with respect to pollution control. However, the main methods for reducing waste are the same for both the degreaser and the soak tank. The two most important goals are to reduce solvent vapor loss and to maintain solvent quality. The following methods were considered the most successful in achieving these objectives. Implement better operating practices to reduce wastes. Good housekeeping procedures can significantly affect the amount of solvent waste produced. These include:
1. Separators should be cleaned and checked frequently to avoid cross-contamination of solvents or water which can lead to acid formation. Also, parts should not be allowed to enter the degreaser while wet.
INDUSTRIAL WASTE: CLEANING AND DEGREASING
Modern Industrial Assessments 331
2. Promptly removing sludge collected at the bottom of the tank increases cleaning efficiency by not allowing contaminants to adsorb solvent and dissolve into the solution. As solvents are used, their ability to neutralize acids lessens. While the common practice is to add new solvent to the aged solvent, a more efficient method is to analyze the solvent and add specific components. The expense of analysis will be offset by the savings in solvent for tanks of approximately 500 gallons or more.
Based on better operation practices, other waste reduction techniques include:
• Standardizing the solvent used to allow for recycling. • Consolidating cold cleaning operations into a centralized vapor degreasing operation. • Locating cold cleaning tanks away from heat sources. • Controlling the amount of heat supplied to vapor degreasers. • Avoiding spraying parts above the vapor zone or cooling jackets. • Avoiding solvent vapor drag-out.
3. Install lids/silhouettes on tanks - all tanks should be covered when not in use. Covers that can
be used even during the cleaning process (known as “silhouette entries”) are available for an even greater reduction in vapor loss. All covers should be designed to slide horizontally over the top of the tank, since this disturbs the vapor zone less than hinged covers.
4. Increase the freeboard space on tanks - an increased freeboard has been proven to decrease emission. Early degreasers had a freeboard equal to one-half the tank width. When the US EPA in the mid-1970s recommended a 75% free board, emissions were decreased up to 46%. Increasing the freeboard to 100% can provide an additional 39% reduction where air turbulence is present.
5. Install freeboard chillers in addition to cooling jackets - a second set of refrigerated coils is installed above the condenser coils. These coils chill the air above the vapor zone and create a second barrier to vapor loss. Reductions in solvent use of up to 60% have been realized. However, water contamination of the solvent can occur due to frost buildup on the coils, so special water collection equipment is also necessary.
Reduction of solvent wastes can be accomplished through a wide variety of existing techniques and practices in applications involving parts cleaning, process equipment cleaning, coating applications, air emission control, and other operations. Source reduction measures should be addressed before recycling options are considered. Treatment of residuals, although ultimately necessary, should be addressed last, after source reduction and recycling options are fully explored. Source reduction techniques are extremely processor application-specific. While very effective, some source reduction techniques should be applied with caution because of cost implications. Good operational control of human factors in production is of paramount importance to discrete or batch operations. Improvement of operating practices is such areas as employee training, closer supervision, and employee motivation can accomplish a lot with a minimum cost. Solvent and waste recycling options include on-site or off-site reclamation, primarily through distillation and burning with energy recovery. Recycling technologies mostly rely on conventional proven

INDUSTRIAL WASTE
Modern Industrial Assessments 332
techniques. Treatment alternatives rely mainly on thermal, chemical, or biological oxidation of solvent wastes. Techniques are available to deal with a wide range of waste types and concentrations. The current regulatory climate provides incentives for reducing solvent wastes. Halogenated Solvents
PROS: • Stability • Ease of Drying • Effectiveness in removing oils
CONS:
• Restrictions on use/current phase-out • Stratospheric ozone depletion • Global warming potential • Ground smog formation • Hazardous solvent wastes • Worker safety & health:
- Chronic and acute effects - Carcinogenic - Teratogenic
Chlorinated Vapor Degreasing Solvent
Boiling Points Evaporation
°F °C Rate @ 25 °C 1,1,1 Trichloroethane 166-169 74-76 6.00 Trichloroethylene 189 87 6.39 Perchloroethylene 250 121 2.59 Methylene Chloride 104 40 14.5 Freon (CFC-113) 117-118 47-48 21.00
* Relative to n-butyl acetate, which has been assigned a value of 1
Table 10.2: Boiling Points and Relative Evaporation Rates for Solvents
OSHA Limits* ACGIH**
Solvent Time Weighted Average
Short-Time Exposure Limit
Threshold Limit Value
1,1,1 Trichloroethane 350 ppm 450 ppm 350 ppm Trichloroethylene 50 ppm 200 ppm 50 ppm
INDUSTRIAL WASTE: CLEANING AND DEGREASING
Modern Industrial Assessments 333
Perchloroethylene 25 ppm 170 ppm 50 ppm * ppm = parts per million ** ACGIH is American Conference of Governmental Industrial Hygienists
Table 10.3: Threshold Value Limits for Selected Halogenated Solvents
10.3.2. Other Cleaning Methods
Replacement Solutions and Substitutes
Cleaner Substitution Considerations • Establish Cleaning Standard
- Minimize testing - Selection viz. cleaning efficacy tests
• Health • Waste Treatment • Corrosion • Economy • Water Quality
- Good quality and low hardness means longer service life for cleaner - Rinse water-deionized water or softened water can be considered
Cleaning Method Evaluation When choosing a cleaning method, the following has to be considered:
• Process to be performed • Presence of metals • Soils to be removed • Process time cycle • Work load • Frequency of equipment use • Available equipment, space capital • Drains and waste disposal method
Cleaning Methods:
• Immersion • Spray • Electrolytic • Ultrasonic
INDUSTRIAL WASTE
Modern Industrial Assessments 334
Mechanical Action:
• Turbulence/agitation • Abrasives • Deformation • Ultrasonic Cleaning • Heat • Electrocleaning (direct current hydrogen scrubbing at the cathode)
Steps In Equipment Selection Process
1. Cleaning Process Objective 2. Part Analysis 3. Soil Analysis 4. Part Orientation/Material Handling 5. Production Volume Requirements 6. Plant Layout / Floor Space Requirements 7. Wastewater Management 8. Equipment Selection
Aqueous Cleaning
Advantages
• Provides water break-free surface free of smut or particulate soils • Operating costs are often lower • Worker exposure to toxic vapors is eliminated / reduced • Worker and community RTK reporting is eliminated • Spent cleaners do not present long-term liability
Your Decision to Switch to Aqueous Cleaning Will Mean:
• Cleaner parts • Less expensive cleaning • Environmentally safer cleaners
Benefits Resulting from New Aqueous Cleaning System
INDUSTRIAL WASTE: EXAMPLES OF WASTE REDUCTION
Modern Industrial Assessments 335
• Annual chemical purchases are reduced • Aqueous system is utilized by fewer operators. • Due to extensive filtration and oil removal, waste disposal cost dropped since aqueous
chemistry is easily handled in waste treatment system. • System is personnel and environmentally friendly. • Cost savings • Ηigh emission levels of chlorinated solvents are no longer a concern. • Better cleaning results due to the new system's ability to remove all of the different processing
fluids found on the part. • Reduction in waste disposal • Elimination of some wash procedures.
10.4. EXAMPLES OF WASTE REDUCTION
The following section gives several examples of waste elimination and reduction in a few different manufacturing plants. 10.4.1. Opportunity Example in Transmission Repair Plant
1. Products produced in plant: Heavy vehicle rebuilt transmissions and assorted replacement parts
2. Selected waste producing process:
Metalworking and machining of component parts 3. Waste streams:
• Metal scrap • Contaminated or off spec-coolant • Waste oil skimmed from coolant and stored in oil collection tank until off-site shipment • Evaporative losses of water
4. Waste stream (s) selected for reduction:
Contaminated or off-spec coolant 5. Waste AR identification, evaluation and selection:
• Replace metal working equipment with units that do not utilize a liquid coolant (special applications only, lengthy payback).
• Add chemicals to coolant to extend life (limited effectiveness as a sole measure).

INDUSTRIAL WASTE
Modern Industrial Assessments 336
• Purchase and utilize a recycling system to extend the life of coolant and reuse the coolant on-site (selected for recommendation).
6. Outline of AR analysis:
Reduction in waste amounts: • (% reduction on amount of coolant concentrate needed/yr)(Amount of coolant concentrate
purchased/yr) = Raw material reduction/yr
Cost savings associated with waste reduction: • (Raw material reduction/yr)(Unit cost of coolant concentrate) = Raw material cost savings/yr • Plant waste administration cost reduction: negligible
Additional considerations: • (Extra hours/week labor)(Labor costs) = Additional labor costs • Additional costs for needed chemical additives
7. Sources of needed data:
• % reduction in amount of coolant needed/yr (estimated by assessment team) • Amount of coolant purchased/yr (from purchasing records) • Unit cost of coolant (from purchasing records) • Extra hours/week labor (estimated by assessment team) • Labor costs (estimated by plant manager) • Additional costs for needed chemical additives (estimated by assessment team)
8. Calculations:
Reduction in waste amounts: • (75%)(2,200 gal/yr) = 1,650 gal/yr or 18,480 lbs/yr
Cost savings associated with waste reduction: • (1,650 gal/yr)($7.10/gal for coolant concentrate) = $11,715/yr cost savings
Additional costs associated with implementation: • (5 hrs/wk)(52 wks/yr)($15/hr) = $3,900/yr additional labor costs • $2000/yr chemical additive cost
9. Implementation consideration:
• Net cost savings for this measure is: ($11,715 - $3,900 - $2,000)/yr = $5,815/yr

INDUSTRIAL WASTE: EXAMPLES OF WASTE REDUCTION
Modern Industrial Assessments 337
• Implementation requires purchase of a metal working coolant recycling system (estimated cost: $20,000)
• It is suggested that a hand-held refractometer be purchased to monitor proper coolant concentrate and water ratio to increase coolant life (estimated cost: $200)
• Plant advised to contact coolant supplier for vendor recommendations 10.4.2. Waste Minimization for Electroplates
All electroplating facilities have one thing in common: the generation of hazardous waste. However, the most important wastestream is wastewater. The source of this wastestream is carry-over of plating chemicals by the workpiece, from plating bath to rinse. The basic way to reduce this wastestream is to reduce it at the source:
− Minimize the amount of carry-over, often called dragout; − Reduce the amount of rinsewater used.
Suggestions for the reduction of dragout and rinsewater are summarized here. Implementation of these suggestions will:
− Help meet requirements for discharge of treated wastewater to the local POTW; − Save money; − Not compromise product quality.
Dragout Reduction Reducing dragout will keep expensive plating chemicals in the tanks where they belong. Every percentage reduction of dragout will result in a corresponding reduction in water treatment costs. Minimizing drag-out produces savings both in raw materials and in disposal costs. In addition, less rinsewater is needed. The following techniques significantly reduce drag-out: 1) Withdraw workpieces at slower rates; the faster an item is removed from the process bath, the
thicker the film on the workpiece and the greater the drag-out volume will be. Slower withdrawal is the most important way to minimize drag-out. When workpieces are removed manually, try to incorporate slow withdrawal into process operation instructions. If your plant operates automated lines, adjust the hoist to remove workpiece racks at the slowest possible rate.
2) Improve drainage:

INDUSTRIAL WASTE
Modern Industrial Assessments 338
− Increase drainage time: 10 seconds drain will allow 90% of the drag-out to drain back into the tank. Install drip-bars or rails above the process tanks to ensure adequate drainage time is provided;
− Use drainage boards between process and rinse tanks to route drippage back to process tanks; − Position workpieces so that dripping is maximized: − Objects should be tilted; − Position parts so that they extend more in area than in-depth, to reduce film thickness; − Turn or twist the parts so that fluid flows off the part by the quickest route.
3) Lower the bath concentration; for example an acid copper plating bath can be operated in the range of 27 to 32 oz/gal of copper sulfate. By using 28 instead of 32 oz/gal, a 12.5% reduction of drag-out can be achieved.
§ Example 1 Consider a small job-shop, which plates a variety of parts manually (315 racks per
8 hour day). Nickel is the major metal plated. The amount of drag-out was 4 gallons of plating solution per day. By implementing above mentioned drag-out reduction techniques, they managed to reduce the drag-out with 50%, to 2 gallons a day.
Savings Evaluation: • Cost of installation of drip - $1,000 • Savings in raw material (plating solution) 500 gal. (2 gal/day x 250 working days) • Pay-back period: 5 weeks • Annual savings in raw material costs: + $8,750
($17.5 gallon x 500 gal) NOTE: Additional savings in water treatment costs can be added to this amount.
Rinsing Efficiency Efficient rinsing uses the least water possible to produce the desired level of cleanliness. Reducing the volume of rinsewater will lower the costs of water, energy, treatment and disposal. Several efficient methods exist which adequately rinse the workpiece. 1) Counter-current rinsing; for example, in a three tank system, the workpiece enters the first rinse tank which has the most contaminated rinsewater. It is then moved to the second tank, and then to the last where it contacts fresh rinsewater. So the rinse water flow moves in an opposite direction to the workpiece flow.
§ Example 2

INDUSTRIAL WASTE: EXAMPLES OF WASTE REDUCTION
Modern Industrial Assessments 339
If the dragout is 1 gallon/hour, concentration of chrome 16 oz/gal; dilution to 0.002 oz/gal would require a dilution ratio of 8000:1.
One rinse needs 8000 gallon/hour Two rinses need 90 gallon/hour (90 x 90 = 8100) Three rinses need 20 gallon/hour (20 x 20 x 20 =8000).
What would the savings of the installation of a third tank be in the case of this example? Rinse water savings are 70 gallons per hour, 1.17 gallon per minute. Water and sewer charges are $18/1000 gallon. Assume the plater has a precipitation system, which costs annually about $2,000 per gallon of flow per minute (Pollution Prevention Tips North Carolina, 1989).
Savings Evaluation: • Costs installing third tank - $2,500 • Savings sewer charges:
70 gallon x 8 hour x 250 days x $18/1000 gallon/ hour: + $2,520 • Saving wastewater treatment:
$1.17 x $2,000 = + $2,340 • Pay-back period: 6 months • Annual savings: $4,860
2) Reuse rinsewater within your plating facility. Take advantage of the nature of the contaminated rinse water to reduce water usage and increase rinsing efficiency.
§ Example 3 Reuse the rinsewater of an acid dip rinse tank to neutralize the rinsewater in an alkaline clean rinse tank. Rinsing efficiency is enhanced because of better removal of the soapy film on part surfaces. This will reduce water consumption for this basic cleaning process by one-half.
Savings Evaluation: If water consumption is reduced from 90 gallon per hour to 45 gallon per hour by reusing rinsewater, the savings will be: • Rinsewater savings:
45 gallon / hr x 8 hr x 250 days x $18/1000 gallon $1,620 • Wastewater treatment savings:
45/60 gallon per minute x $2,000 $1,500 • Annual savings: $3,120
Further Information
INDUSTRIAL WASTE
Modern Industrial Assessments 340
Reduction of drag-out and rinsewater are important first steps to minimize waste production and save money at the same time. There are many possibilities to reduce the production of waste in an economically feasible manner. 10.4.3. Waste Minimization for Paint Finishers
Paint finishers generate a variety of hazardous wastes in their operations. The most important wastestreams are:
• Paint sludge (filters, booths) • VOC's from paints and degreasers
This example focuses on paint sludge. The source of paint sludge is the failure of all of the paint to deposit on the object, either by spraying above or around the object or by bouncing off, usually called overspray. Overspray can be significantly reduced at the source by
• Operator training • Equipment selection Suggestions for reduction of the amount of overspray are summarized here. Implementation of these suggestions will save you money, in
- Disposal costs - Raw material costs - Costs of future liabilities. Operator Training Since many spray systems are manually operated, the equipment operator has a major impact on the amount of waste produced. Proper spraying has also advantages for the operators in that it requires less work and produces a higher quality finish.
§ Example 4 A company that manufactures TV cabinets started an operator training program. Before the training, it required 55 strokes to spray each cabinet. After the training program, the number of strokes was reduced to 32. With spraying of 400 cabinets a day, this resulted in savings of 8,800 strokes per operator.
The following aspects of proper spray technique are important for high quality and low waste:
• Gun Speed: must be constant and not too high, generally 20 feet per minute is adequate. • 50% Overlap: More than 50% will result in wasted strokes, less than 50% will result in streaks.
Aiming the gun at the bottom of the previous pattern will give 50% overlap. • Gun Distance: constant and in a range of 6 to 8 inches, depending on operator.

INDUSTRIAL WASTE: EXAMPLES OF WASTE REDUCTION
Modern Industrial Assessments 341
• Arcing: perpendicular to the surface at all times. • Triggering: difficult, but important to get high quality and to prevent paint waste.
§ Example 5 When a two feet by three feet surface is not triggered, it is conceivable that the operator might carry over as much as six inches beyond the edges. He will spray an area three feet by four feet, which results in a waste of 6 square feet paint.
Equipment Selection The transfer efficiency, the amount of coating which is applied to the object divided by the amount of coating sprayed from the gun, varies between different guns. Calculated data show that the High Volume Low Pressure (HVLP) spray is most efficient. The higher the efficiency, the lower the amount of waste produced.
§ Example 6 A paint finisher changes from air assisted airless to HVLP sprays and increases transfer efficiency from 45% to 75%. To maintain the same quality, the same amount of coating solids is applied, suppose 1,280 gallons a year. Assume a percentage solids of 32%, the finisher applies 1,280/0.32 = 4,000 gallons a year. As the transfer efficiency is not 100%, the painter needs more than 4,000 gallons: 4,000/(transfer efficiency) gallons of coating a year. So by increasing the transfer efficiency to 75%, he saves 3,556 gallons of coating a year. This results, assuming costs of coating $25 a gallon, in annual savings of $88,900.
Calculations of savings in raw material costs: • Transfer efficiency 45% 75% • Coating solids applied (gal/yr) 1,280 1,280 • Coating applied (gal/yr) 4,000 4,000 (32% solids) • Coating usage (gal/yr) 8,889 5,333 4,000/(transfer efficiency) • Costs coating ($) ($25/gallon) $222,225 $133,325 • Savings in raw material costs: $88,900
Also, higher transfer efficiency results in savings in disposal costs. By using the HVLP spray, the amount of coating solids oversprayed decreases from 1,565 to 427 gallons a year.

INDUSTRIAL WASTE
Modern Industrial Assessments 342
As the solid waste not only consists of coating solids, but also of filters, booths or water (in case of a water curtain-booth), the oversprayed solids is multiplied by five (5) to get a more realistic figure of the total amount of solid waste generated. It follows from the calculations, that disposal costs can be decreased by $14,420.
Calculations of savings in disposal costs: • Transfer efficiency 45% 75% • Coating solids applied (gal/yr) 1,280 1,280 • Coating solids used (gal/yr) 2,845 1,707 (0.32 x coating used) • Coating solids oversprayed (gal/yr) 1,565 427 • Solid waste generated (gal/yr) 7,825 2,135 (5 x solids oversprayed) • Costs disposal ($) ($140/55-gallon drum) $19,880 $5,640 Savings in disposal costs $14,420
Increase of transfer efficiency from 45% to 75% results in TOTAL SAVINGS of $103,320.
Further Information Operator training and transfer efficiency improvement are important ways to minimize paint waste and save money at the same time. There are many possibilities to reduce waste in an economically feasible manner. Think about, for instance, the use of less hazardous paints REFERENCES 1. Theodore, L., and McGuinn, Y.C., Pollution Prevention, Van Nostrand Reinhold, 1992 2. Bridgewater, A.V., and Mumford, C.J., Waste Recycling and Pollution Control Handbook, Van
Nostrand Reinhold, 1979 3. Wilson, D.C., Waste Management Planning, Evaluation, Technologies, Claredon Press Oxford,
1981 4. Overcash, M.R., Techniques for Industrial Pollution Prevention, Lewis Publishers, 1986 5. U.S. EPA, Waste Minimization Opportunity Assessment Manual, EPA/625/7-88/003, 1988





























