Embed Size (px)
Citation preview
Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas, para el caso del sector de la confección de prendas de vestir
Sebastián Eduardo Cáceres Gelvez
Universidad Nacional de Colombia
Facultad de Minas, Departamento de Ingeniería de la Organización
Medellín, Colombia
2021


Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas, para el caso del sector de la confección de prendas de vestir
Sebastián Eduardo Cáceres Gelvez
Tesis o trabajo de investigación presentada(o) como requisito parcial para optar al título
de:
Magíster en Ingeniería Industrial
Director (a):
Ph.D. Martín Darío Arango Serna
Codirector (a):
Ph.D. Julián Andrés Zapata Cortés
Línea de Investigación:
Ingeniería y Sistemas de Producción
Grupo de Investigación:
GICO - Logística Industrial Organizacional
Universidad Nacional de Colombia
Facultad de Minas, Departamento de Ingeniería de la Organización
Medellín, Colombia
2021


A Dios y a María Santísima, cuya presencia he
sentido junto a mí en cada etapa de mi vida.
A mis padres y a mi hermano, quienes han sido
mi apoyo y mi fuerza para alcanzar este gran
objetivo.


Declaración de obra original
Yo declaro lo siguiente:
He leído el Acuerdo 035 de 2003 del Consejo Académico de la Universidad Nacional.
«Reglamento sobre propiedad intelectual» y la Normatividad Nacional relacionada al
respeto de los derechos de autor. Esta disertación representa mi trabajo original, excepto
donde he reconocido las ideas, las palabras, o materiales de otros autores.
Cuando se han presentado ideas o palabras de otros autores en esta disertación, he
realizado su respectivo reconocimiento aplicando correctamente los esquemas de citas y
referencias bibliográficas en el estilo requerido.
He obtenido el permiso del autor o editor para incluir cualquier material con derechos de
autor (por ejemplo, tablas, figuras, instrumentos de encuesta o grandes porciones de
texto).
Por último, he sometido esta disertación a la herramienta de integridad académica, definida
por la universidad.
________________________________
Sebastian Eduardo Cáceres Gelvez
Fecha: 25/11/2020


Agradecimientos
En este apartado, el autor expresa sus agradecimientos a:
PhD. Martín Darío Arango Serna, profesor de la Facultad de Minas de la Universidad
Nacional de Colombia sede Medellín, por su orientación y apoyo en el desarrollo de la
presente tesis y durante mi estancia en la Universidad Nacional de Colombia.
PhD. Julián Andrés Zapata Cortés, profesor del CEIPA Business School de Sabaneta, por
sus importantes aportes y orientación para alcanzar los resultados de cada uno de los
objetivos de la presente tesis.
Grupo de Investigación GICO - Logística Industrial Organizacional y a los compañeros
miembros del grupo, cuyos recursos (computadores y licencias de software) apoyaron el
desarrollo de esta tesis.
Ministerio de Ciencia, Tecnología e Innovación de Colombia (MINCIENCIAS) y a la
Gobernación de Norte de Santander que, mediante la convocatoria 753 de 2016:
“Convocatoria para la Formación de Capital Humano de Alto Nivel para el Departamento
de Norte de Santander”, apoyaron mis estudios de maestría en la ciudad de Medellín.
Mis profesores y compañeros de estudio de la Facultad de Minas de la Universidad
Nacional de Colombia sede Medellín, de quienes a lo largo de estos años aprendí muchas
lecciones para mi crecimiento personal y profesional.

Resumen y Abstract XI
Resumen
Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas, para el caso del sector de
la confección de prendas de vestir
En la presente tesis de maestría se propone un modelo para la programación de la
producción en enfoques de celdas de manufactura flowshop, integrando el problema de
distribución de plantas con áreas desiguales, con el objetivo de minimizar el costo total de
manejo de materiales entre departamentos y de penalización por tardanza de los pedidos,
para el caso del sector de la confección de prendas de vestir de la ciudad de Cúcuta.
Inicialmente, se realizó una revisión sistemática de los enfoques matemáticos y métodos
de solución que se han propuesto para estos importantes problemas en la literatura. De
acuerdo con estos resultados, un modelo conceptual para la integración secuencial de
ambos problemas es propuesto. Debido a la característica NP-hard de los problemas, se
define un algoritmo genético, y se presentan los resultados de la validación y
parametrización de la metaheurística para instancias de datos reconocidas en la literatura
para cada uno de los problemas. Finalmente, los resultados de la aplicación del algoritmo
genético en la optimización de los problemas para el caso de estudio de una empresa de
confección de ropa deportiva de la ciudad de Cúcuta demuestran que el modelo propuesto
obtuvo una reducción del 6,67% de los costos totales de manejo de materiales y de
penalización por tardanza de los trabajos, en comparación con la situación actual de la
empresa.
Palabras clave: programación de la producción, celdas de manufactura, distribución
de plantas, confección de prendas de vestir, algoritmo genético, modelo integrado.

XII Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Abstract
Model for production scheduling in manufacturing cell approaches, integrating
lean plant design, for the case of the garment manufacturing sector
This master’s thesis proposes a model for production scheduling in a flowshop
manufacturing cell environment, integrating the facility layout problem with unequal area
requirements, to minimize the total costs of material handling between departments and
penalties due to tardiness of jobs, for the case of the garment industry in Cúcuta. Initially,
a systematic review of mathematical approaches and solution methods that have been
proposed for these important problems in the literature is performed. Following these
results, a conceptual model for the sequential integration of both problems is proposed.
Due to the NP-hard characteristic of the problems, a genetic algorithm is defined, and the
results of the validation and parametrization processes of the metaheuristic, using
recognized data instances in the literature for both problems, are presented. Finally, the
results of the application of the genetic algorithm in the optimization of the problems for the
case study of a sportswear manufacturing company in Cúcuta show that the proposed
model was able to reduce in 6,67% the total costs of material handling and penalties due
to tardiness of jobs, compared to the current situation of the company.
Keywords: production scheduling, cellular manufacturing, facility layout, garment
industry, genetic algorithm, integrated model.

Contenido XIII
Contenido
Pág.
Resumen ........................................................................................................................ XI
Lista de figuras ............................................................................................................ XVI
Lista de tablas ........................................................................................................... XVIII
Lista de símbolos y abreviaturas ................................................................................ XX
Introducción .................................................................................................................... 1
Capítulo 1. Antecedentes en programación de la producción, celdas de manufactura, distribución de plantas y optimización ................................................... 7
1.1. Programación de la producción .......................................................................... 7 1.2. Sistemas de producción esbelta ....................................................................... 12 1.3. Sistemas de celdas de manufactura ................................................................. 15 1.4. Distribución de Plantas ..................................................................................... 17 1.5. Algoritmos metaheurísticos para la solución de modelos de optimización ........ 20
Capítulo 2. Revisión sistemática de modelos para la programación de la producción en celdas de manufactura y distribución de plantas .............................. 25
2.1. Metodología de la revisión sistemática de la literatura ...................................... 27 2.1.1. Diseño del protocolo de búsqueda ................................................................. 28 2.1.2. Resultados de los procesos de búsqueda y selección ................................... 29
2.2. Enfoques matemáticos y métodos de solución para el FSGSP ........................ 33 2.2.1. Enfoques matemáticos y métodos de solución para el FSGSP de dos máquinas ................................................................................................................. 34 2.2.2. Enfoques matemáticos y métodos de solución para el FSGSP de múltiples máquinas ................................................................................................................. 37
2.3. Enfoques matemáticos y métodos de solución para el UAFLP ......................... 48 2.4. Enfoques matemáticos y métodos de solución para el problema integrado de layout y scheduling ..................................................................................................... 61 2.5. Discusión de los hallazgos de la revisión de literatura ...................................... 63
Capítulo 3. Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando la distribución de instalaciones ........................ 68
3.1. Propuesta de modelo conceptual ..................................................................... 68 3.2. Descripción del problema de distribución de plantas con áreas desiguales (UAFLP) ...................................................................................................................... 71

XIV Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
3.3. Descripción del problema de programación de la producción en enfoques de celdas de manufactura flowshop (FSGSP) .................................................................. 74
Capítulo 4. Algoritmo genético para la optimización del UAFLP y del FSGSP ... 79 4.1. Descripción general de la metaheurística algoritmo genético (GA) ................... 79 4.2. Codificación y representación de las soluciones para el UAFLP y el FSGSP .... 80
4.2.1. Codificación y representación del layout para el UAFLP ............................... 80 4.2.2. Codificación y representación de la secuencia de trabajos y familias de trabajos para el FSGSP ........................................................................................... 84
4.3. Determinación de la función fitness .................................................................. 85 4.3.1. Función fitness para el UAFLP ...................................................................... 85 4.3.2. Función fitness para el FSGSP ..................................................................... 86
4.4. Definición de los operadores de selección, cruce y mutación para el GA .......... 87 4.4.1. Operador de selección .................................................................................. 87 4.4.2. Operador de cruce ........................................................................................ 87 4.4.3. Operador de mutación ................................................................................... 89
4.5. Validación del GA para la optimización del UAFLP y del FSGSP ...................... 90 4.5.1. Validación del GA para el UAFLP .................................................................. 90 4.5.2. Validación del GA para el FSGSP ................................................................. 92
Capítulo 5. Sector de la confección de prendas de vestir y caso de estudio de una empresa del sector en la ciudad de Cúcuta, Colombia ..................................... 103
5.1. Descripción general del sector de la confección de prendas de vestir de la ciudad de Cúcuta ...................................................................................................... 104 5.2. Caso de estudio del sector de la confección de prendas de vestir .................. 108
Capítulo 6. Resultados de la optimización del UAFLP y FSGSP para el caso del sector de la confección de prendas de vestir de la ciudad de Cúcuta.............. 119
6.1. Análisis de la situación actual para el caso de estudio .................................... 120 6.1.1. Análisis del layout actual y determinación del costo de manejo de materiales 120 6.1.2. Análisis del programa de producción actual y determinación de los costos de penalización por tardanzas .................................................................................... 121
6.2. Aplicación del GA en la optimización de los problemas UAFLP y FSGSP para el caso de estudio ......................................................................................................... 125 6.3. Análisis de los resultados mediante simulación para el caso de estudio ......... 135
Conclusiones y recomendaciones ............................................................................ 145 Conclusiones ............................................................................................................. 145 Recomendaciones ..................................................................................................... 148
Bibliografía .................................................................................................................. 149
Anexo A: Resultados detallados para las instancias del FSGSP ............................ 178
Anexo B: Aplicación del Método de Guerchet para la determinación de las áreas propuestas para el caso de estudio del sector de la confección ............................ 187
Anexo C: Secuencia de operaciones para los tipos de productos considerados para el caso del sector de la confección ........................................................................... 189

Contenido XV
Anexo D: Tiempos de procesamiento de lotes de trabajos en las máquinas y tiempos de preparación de las máquinas dependientes de la secuencia para el estado actual del caso de estudio del sector de la confección ............................... 193
Anexo E: Tiempos de procesamiento de unidades de trabajos en las máquinas para el estado propuesto del caso de estudio del sector de la confección .................... 199
Anexo F: Mejores soluciones del GA en cada iteración para el estado propuesto del caso de estudio ........................................................................................................... 209

Contenido XVI
Lista de figuras
Pág. Figura 1-1: Actividades principales de la Planeación de Operaciones y Suministro.. 8
Figura 1-2: Ejemplo de diagrama de Gantt para una secuencia de producción
flowshop ............................................................................................... 12
Figura 1-3: Valor de los desperdicios con respecto a las actividades que generan
valor ..................................................................................................... 13
Figura 1-4: La casa de la producción esbelta ......................................................... 14
Figura 1-5: Comparación del flujo de materiales entre las alternativas de disposición
de máquinas en planta: a) por procesos, b) por producto y c) por celdas
de manufactura .................................................................................... 16
Figura 1-6: Representación del problema de distribución de instalaciones con áreas
desiguales, considerando la norma de la distancia rectilínea ............... 20
Figura 1-7: Clases de complejidad en los problemas de decisión ........................... 21
Figura 1-8: Ciclo de optimización del GA ................................................................ 24
Figura 2-1: Resultados de la búsqueda: a) por fuente, y b) por temática ................ 29
Figura 2-2: Resultados de la búsqueda: a) por fuente, y b) por temática ................ 30
Figura 2-3: Documentos selecionados por tipo de documento ............................... 31
Figura 2-4: Documentos seleccionados por cuartil en el índice SJR ...................... 31
Figura 2-5: Documentos seleccionados por año de publicación ............................. 32
Figura 2-6: Documentos seleccionados por publicación ......................................... 32
Figura 2-7: Comparación entre las estructuras a) FBS y b) STS para el UAFLP .... 60
Figura 2-8: Análisis de los modelos matemáticos encontrados por temática .......... 64
Figura 2-9: Análisis de las características de los problemas a) FSGSP y b) UAFLP65
Figura 2-10: Análisis de los métodos de solución por temática ................................ 66
Figura 2-11: Análisis de la aplicación de algoritmos metaheurísticos por temática ... 67
Figura 3-1: Modelo conceptual propuesto para la programación de la producción en
celdas de manufactura, integrando la distribución de plantas ............... 69
Figura 4-1: Diagrama de flujo del GA para la optimización del UAFLP y del FSGSP80
Figura 4-2: Un ejemplo de a) la codificación de la solución y b) la representación de
la solución mediante bahías flexibles para el UAFLP ........................... 81
Figura 4-3: Un ejemplo de a) la codificación de la solución y b) la representación de
la secuencia de trabajos y familias de trabajos para el FSGSP ............ 84
Figura 4-4: Un ejemplo del a) mecanismo PMX y b) método de dos puntos para el
cromosoma de dos vectores del UAFLP .............................................. 88
Figura 4-5: Un ejemplo del mecanismo PMX para el cromosoma del FSGSP ........ 89

Contenido XVII
Figura 5-1: Cadena productiva del sector textil-confecciones ............................... 106
Figura 5-2: Esquema de la cadena de operaciones general del sector de la
confección de prendas de vestir en la ciudad de Cúcuta .................... 107
Figura 5-3: Distribución de planta actual para el caso del sector de la confección de
la ciudad de Cúcuta ............................................................................ 109
Figura 5-4: Etapas del proceso productivo para la confección de ropa deportiva en
el caso de estudio del sector de la confección de prendas de vestir ... 112
Figura 5-5: Esquema propuesto para las celdas de manufactura flowshop en el área
de confección: a) celda de manufactura 1, b) celda de manufactura 2 y
c) celda de manufactura 3 .................................................................. 117
Figura 6-1: Distribución de bloques para la situación actual del caso de estudio .. 120
Figura 6-2: Esquema del ambiente de taller de trabajo flexible para la situación
actual del área de confección del caso de estudio .............................. 122
Figura 6-3: Procedimiento para la aplicación del GA en la optimización del UAFLP y
el FSGSP para el caso de estudio del sector de la confección de ropa
deportiva ............................................................................................. 125
Figura 6-4: Resultados de la aplicación del GA por generación para la optimización
del costo total de manejo de materiales .............................................. 128
Figura 6-5: Resultados de la aplicación del GA por generación para la optimización
del costo total de penalización por tardanza de trabajos ..................... 128
Figura 6-6: Resultados del GA para el tiempo de terminación máximo en la celda de
manufactura 1 ..................................................................................... 130
Figura 6-7: Resultados del GA para el tiempo de terminación máximo en la celda de
manufactura 2 ..................................................................................... 130
Figura 6-8: Resultados del GA para el tiempo de terminación máximo en la celda de
manufactura 3 ..................................................................................... 131
Figura 6-9: Resultados del GA para el tiempo de terminación total de los trabajos en
la celda de manufactura 1................................................................... 131
Figura 6-10: Resultados del GA para el tiempo de terminación total de los trabajos en
la celda de manufactura 2................................................................... 132
Figura 6-11: Resultados del GA para el tiempo de terminación total de los trabajos en
la celda de manufactura 3................................................................... 132
Figura 6-12: Comparación entre a) el mejor layout encontrado y b) el layout elegido
para el caso del sector de la confección de ropa deportiva ................. 133
Figura 6-13: Diseño de planta propuesto para el caso de estudio del sector de la
confección de prendas de vestir ......................................................... 134
Figura 6-14: Representación de los elementos de los modelos de simulación en 2D
para a) el estado actual y b) el estado propuesto del área de
confección .......................................................................................... 136
Figura 6-15: Resultados del tiempo de flujo promedio para a) el estado actual y b) el
estado propuesto del área de confección del caso de estudio ............ 141
Figura 6-16: Resultados del throughput promedio para a) el estado actual y b) el
estado propuesto del área de confección del caso de estudio ............ 142

Contenido XVIII
Lista de tablas
Pág. Tabla 1-1: Comparación entre la terminología del proceso de evolución y el GA ........ 23
Tabla 2-1: Enfoques de no programación matemática para el FSGSP de dos máquinas
34
Tabla 2-2: Enfoques de programación matemática para el FSGSP de dos máquinas . 35
Tabla 2-3: Enfoques de no programación matemática para el FSGSP de múltiples
máquinas .................................................................................................... 38
Tabla 2-4: Enfoques de programación matemática para el FSGSP de múltiples
máquinas .................................................................................................... 41
Tabla 2-5: Enfoques de no programación matemática para el UAFLP ........................ 49
Tabla 2-6: Enfoques de programación matemática para el UAFLP ............................. 53
Tabla 2-7: Enfoques matemáticos para el problema integrado layout-scheduling ........ 62
Tabla 4-1: Información detallada de las instancias de datos utilizadas para el UAFLP 90
Tabla 4-2: Valores de los parámetros utilizados en el proceso de validación del GA
para el UAFLP ............................................................................................ 91
Tabla 4-3: Resultados del proceso de validación del GA para la aplicación en el
problema UAFLP ........................................................................................ 93
Tabla 4-4: Comparación entre los resultados obtenidos por el GA y los mejores valores
encontrados en la literatura para el UAFLP ................................................ 94
Tabla 4-5: Niveles de los tiempos de preparación de las familias para celdas de
manufactura con dos, tres y seis máquinas ................................................ 96
Tabla 4-6: Valores de los parámetros utilizados en el proceso de validación del GA
para el FSGSP ........................................................................................... 97
Tabla 4-7: Resultados del proceso de validación del GA para la aplicación en el
problema FSGSP, minimizando el tiempo de terminación total de los
trabajos ...................................................................................................... 98
Tabla 4-8: Resultados del proceso de validación del GA para la aplicación en el
problema FSGSP, minimizando la tardanza ponderada total ...................... 99
Tabla 5-1: Descripción de los departamentos actuales y propuestos para la distribución
de planta del caso del sector de la confección de prendas de vestir ......... 111
Tabla 5-2: Flujo de materiales entre departamentos para el estado actual del caso de
estudio del sector de la confección de prendas de vestir .......................... 113
Tabla 5-3: Flujo de materiales entre departamentos para el estado propuesto del caso
de estudio del sector de la confección de prendas de vestir ..................... 113

Contenido XIX
Tabla 5-4: Información de las familias de productos y trabajos para el caso de estudio
del sector de la confección de prendas de vestir .......................................114
Tabla 5-5: Organización de las celdas de manufactura propuesta para el caso de
estudio del sector de la confección ...........................................................116
Tabla 6-1: Secuencia de trabajos mediante la regla de primero el tiempo de
procesamiento más corto para la situación actual del área de confección 124
Tabla 6-2: Resultados de la optimización del UAFLP y el FSGSP mediante el GA para
el estado propuesto del caso de estudio ...................................................127
Tabla 6-3: Resultados de la optimización del makespan y el tiempo de terminación total
para el estado propuesto del caso de estudio mediante el GA ..................129
Tabla 6-4: Elementos utilizados en los modelos de simulación para los estados actual y
propuesto del caso de confección de ropa deportiva ................................137
Tabla 6-5: Análisis de los tiempos promedios de procesamiento, de preparación, de
ocio y de espera para el estado actual y propuesto en el área de confección
140

Contenido XX
Lista de símbolos y abreviaturas
Símbolos con letras latinas
Símbolo Término
𝐶 Tiempo de terminación de trabajos
𝑠 Tiempo de preparación de familias de productos
𝑃 Tiempo de procesamiento de los trabajos
𝑓𝑚𝑙𝑠 Característica de familias de productos
𝑝𝑟𝑚𝑢 Característica de permutación
𝑁 Número de trabajos
𝑚 Número de máquinas
𝑔 Número de grupos/familias de productos
𝐺 Conjunto que incluye los trabajos en los grupos
𝑒 Fecha de entrega de trabajos
𝑤 Costo de penalización por entrega tardía de trabajos
𝑀 Número positivo grande
𝐹 Tiempo de terminación de grupos/familias de productos
𝑆 Tiempo de inicio de grupos/familias de productos
𝑋 Variable binaria de asignación a ‘slot’/secuenciación de trabajos
𝑈 Variable binaria de secuenciación de grupos/familias de productos
𝑇 Tardanza de trabajos
𝑓 Flujo de materiales
𝑑 Distancia
𝑙 Lado (ancho o alto) de departamentos
𝐿 Lado (ancho o alto) de instalación
𝐷 Departamento
𝑉 Valor de la función objetivo
𝑛 Número de departamentos
𝑎 Requerimientos de área de departamentos
𝑐 Coordenadas de centroide de los departamentos
𝑧 Variable binaria de ubicación de departamentos
Símbolos con letras griegas
Símbolo Término
𝛽 Tasa de aspecto máxima para departamentos

Contenido XXI
Subíndices
Subíndice Término
𝑗, 𝑙 Índices para trabajos
𝑙 Índice para ‘slots’
𝑟, 𝑓, 𝑘, 𝑡 Índices para grupos/familias de productos
𝑖 Índice para máquinas
𝑖, 𝑗 Índices para departamentos
𝑖𝑛𝑓 No factible
𝑓𝑒𝑎𝑠 Factible
𝑎𝑙𝑙 General
𝑚𝑎𝑥 Máximo
Superíndices
Superíndice Término
𝑖 Índice para máquinas
𝑥, 𝑦 En el eje 𝑥 o en el eje 𝑦
𝑘 Parámetro de ajuste de la función objetivo
Abreviaturas
Abreviatura Término
FSGSP Problema de programación de la producción en celdas de manufactura
flowshop
UAFLP Problema de distribución de plantas con áreas desiguales
GA Algoritmo genético
OATD Repositorio Open Access Theses and Dissertations
SJR Ranking de revistas del SCImago
MILP/MIP Programación lineal entera mixta
NLP Programación no lineal
MINLP Programación no lineal entera mixta
MHC Costo de manejo de materiales
FBS Estructura de bahía flexible
STS Estructura de árbol de corte
TWT Tardanza ponderada total
TCT Tiempo de terminación total
PMX Mecanismo de cruce parcialmente emparejado
OPT Valor óptimo
DU Distribución uniforme


Introducción
La distribución de instalaciones industriales y la programación de la producción han sido
dos de las decisiones más importantes en la gestión de operaciones de las industrias
manufactureras durante los últimos años. La distribución de instalaciones es una decisión
a largo plazo que consiste en ubicar los departamentos o áreas de trabajo necesarias para
la producción de productos o servicios, en una instalación o fábrica industrial. La
programación de la producción es considerada como una decisión operativa, de corto plazo
dentro del proceso de planeación y control de la producción, en donde se determinan las
secuencias de producción de los pedidos de los clientes en las diferentes máquinas o áreas
de trabajo en el piso de producción. Debido a su importancia, las decisiones que se tomen
en relación tanto con la distribución de plantas como con la programación de la producción
tienen un impacto significativo en la productividad y eficiencia de un sistema de producción.
Por este motivo, en la presente tesis de maestría se propone un modelo para la
programación de la producción en enfoques de celdas de manufactura, integrando la
decisión de distribución de plantas para el sector de la confección de prendas de vestir de
la ciudad de Cúcuta.
Los sistemas de celdas de manufactura son una de las aplicaciones más reconocidas de
la tecnología de grupos que consiste en agrupar los productos en familias de productos
para que sean procesados como un grupo en conjuntos de máquinas llamadas celdas de
manufactura (Ham et al., 1985; Irani, 1999). La agrupación de productos y máquinas
provee beneficios relacionados con la reducción en los tiempos de preparación de las
máquinas, en el manejo de materiales dentro de la planta y en el inventario en proceso,
así como con el incremento del throughput, o tasa de salida, y en la calidad de los
productos (Burbidge, 1975; Ham et al., 1985; Irani, 1999; Wemmerlöv & Hyer, 1989). Por
estas razones, los sistemas de celdas de manufactura son fundamentales para una
implementación efectiva de sistemas de producción avanzados como los sistemas de

2 Modelo para la programación de la producción en enfoques de celdas
de manufactura, integrando el diseño de plantas esbeltas
producción justo a tiempo y los sistemas de producción flexibles, los cuales están
enmarcados en la filosofía de producción esbelta (lean manufacturing, en inglés)
(Behnamian et al., 2010; Ebrahimi et al., 2016; Keshavarz et al., 2019; Saravanan & Noorul
Haq, 2008; Tavakkoli-Moghaddam et al., 2010; Wu et al., 2007). Una de las decisiones
operativas necesarias para la correcta aplicación de sistemas de celdas de manufactura
es la programación de la producción. La programación de la producción en celdas de
manufactura tiene como objetivo encontrar una secuencia de producción de tal manera
que las familias de productos, y los trabajos que pertenecen a cada familia, sean
procesadas en las celdas de manufactura, optimizando una o varias medidas de
desempeño (França et al., 2005; Schaller, 2000, 2001; Schaller et al., 2000). Cuando las
máquinas en una celda de manufactura están organizadas de manera que los trabajos
sean procesados en un flujo en línea, esta decisión se conoce como programación de la
producción en enfoques de celda de manufactura de flujo en línea (flowshop group
scheduling, en inglés), siendo este uno de los problemas a ser abordados en la presente
tesis de maestría.
Como se mencionó anteriormente, las decisiones de distribución de plantas han sido una
de las decisiones más importantes y difíciles en el área de producción hasta el día de hoy
(J. Liu, Liu, Liu, et al., 2020). Una planta de producción eficientemente distribuida aporta
en la reducción de los costos relacionados con el manejo de materiales de una empresa,
los cuales son considerados como uno de los costos de operación más representativos
(Tompkins et al., 2011). La decisión de distribución de plantas consiste entonces en ubicar
las instalaciones, es decir, las áreas de trabajo, máquinas, etc., en el piso de una planta,
de tal manera que se optimicen uno o varios criterios cualitativos y/o cuantitativos (Meller
& Gau, 1996). En la realidad, las instalaciones cuentan con requerimientos de área
desiguales entre ellas, lo que dificulta la decisión de distribución de las mismas en el plano
de planta. Este problema se conoce como distribución de instalaciones con requerimientos
de área desiguales (unequal-area facility layout, en inglés), y es otro de los temas de
interés de la presente tesis de maestría.
Considerando la importancia y complejidad de los dos problemas de decisión
anteriormente mencionados, en la presente tesis de maestría se examinaron los elementos
necesarios para la integración de la distribución de plantas y la programación de la

Introducción 3
producción en enfoques de celdas de manufactura para el sector de la confección de
prendas de vestir de la ciudad de Cúcuta, en el marco de un ambiente de producción
esbelto. El sector de la confección de prendas de vestir es una industria representativa en
la ciudad de Cúcuta, y que hace parte del clúster Sistema de Moda, junto con los sectores
de marroquinería y calzado de la ciudad (Cámara de Comercio de Cúcuta, 2014). Sin
embargo, la industria de la confección de prendas de vestir se ha desarrollado como una
industria tradicional en la ciudad, caracterizada por la informalidad laboral, por gerencias
reacias a los cambios y por la falta de organización al interior de gran parte de las empresas
del sector. Las decisiones de producción usualmente se toman por parte de los dueños de
las empresas, de acuerdo con su conocimiento empírico, y en las plantas de producción
se observa desorganización en los flujos de operación y desorden en los pasillos de acceso
de materiales y personal, sin mencionar que las plantas de producción usualmente son
residencias, que han sido adaptadas para la ubicación de máquinas de confección. Esta
situación tiene un impacto en la eficiencia y en la productividad de este sector industrial en
relación con otros sectores a nivel nacional (Acevedo Villalobos & Ramírez Vallejo, 2005),
lo cual no le permite ser competitivo y responder rápidamente a las exigencias de los
mercados globales actuales.
La anterior situación motiva al autor de la presente tesis de maestría a proponer un modelo
que optimice la programación de la producción en enfoques de celdas de manufactura,
integrando la distribución de plantas, para el caso de una empresa de confección de ropa
deportiva para dama y caballero ubicada en Cúcuta, con el objetivo de minimizar los costos
totales de manejo de materiales y de penalización por tardanza en la entrega de los
pedidos. La integración de estas decisiones en un modelo conceptual y matemático
permite la adopción de tecnologías obtenidas del estado del arte de la literatura por parte
de una empresa del sector en la ciudad. De esta manera, se busca dar solución a las
problemáticas que limitan la productividad en este sector, como son la disposición
inadecuada de departamentos en la planta de producción, que genera flujos de materiales
innecesarios y demoras en los procesos de producción. Del mismo modo, se busca
implantar estrategias de ingeniería para resolver la secuenciación de trabajos y grupos de
trabajos en ambientes esbeltos, como son los sistemas de celdas de manufactura,
minimizando las entregas tardías que afectan la satisfacción del cliente y la imagen de las
empresas en el mercado.

4 Modelo para la programación de la producción en enfoques de celdas
de manufactura, integrando el diseño de plantas esbeltas
Considerando que tanto el problema de programación de la producción en enfoques de
celdas de manufactura flowshop, como el problema de distribución de plantas con áreas
desiguales son problemas difíciles de la clase NP-hard (Castillo & Westerlund, 2005; Gupta
& Darrow, 1986), la solución de estos problemas en las instancias más grandes se
considera computacionalmente intratable. Por este motivo, se propone la metaheurística
algoritmo genético para obtener soluciones subóptimas en tiempos computacionales más
cortos para el caso del sector de la confección de prendas de vestir.
El objetivo general busca proponer un modelo que integre el diseño de plantas esbeltas y
la programación de la producción en enfoques de celdas de manufactura para la
minimización del costo total de manejo de materiales y de entregas de pedidos tardías para
el caso del sector de la confección de la ciudad de Cúcuta. El objetivo propuesto se logra
en el presente documento a través de un diseño metodológico mixto, en el cual la
información cualitativa sobre los elementos y características de los modelos para los
problemas de distribución de plantas con áreas desiguales y de programación de la
producción en celdas de manufactura es recabada para ser luego cuantitativamente
tratada en un caso de estudio, mediante la descripción, validación y aplicación de un
algoritmo metaheurístico. En este sentido, se proponen los siguientes objetivos
específicos:
▪ En primer lugar, se propone una revisión del estado del arte de la literatura
relacionada con la aplicación de modelos para la programación de la producción en
enfoques de celdas de manufactura y para el diseño de instalaciones esbeltas, en
el cual la metodología presentada por (Kitchenham, 2004) es utilizada para la
búsqueda sistemática de modelos, sus características y técnicas de solución
utilizadas para los problemas propuestos.
▪ El siguiente objetivo busca proponer un esquema de distribución de planta esbelta
que minimice los costos totales de manejo de materiales para la producción de
familias de productos del sector de la confección de Cúcuta. En este objetivo, se
busca implantar la solución encontrada para el problema de distribución de plantas
con áreas desiguales para el caso de estudio, mediante la aplicación del algoritmo
genético.

Introducción 5
▪ Un tercer objetivo propone un modelo de programación de la producción en
enfoques de celdas de manufactura que minimice los costos por entregas de
pedidos tardías para el sector de la confección de la ciudad de Cúcuta. Con este
objetivo, se plantea un programa de producción que satisfaga las características
del problema de programación de la producción en sistemas de celdas de
manufactura de flujo en línea, en el marco de los sistemas de producción esbeltas.
▪ Finalmente, la validación de los resultados del modelo propuesto es realizada
utilizando herramientas de simulación computacional. Este último objetivo busca
comprobar los resultados obtenidos en la solución analítica de los problemas de
optimización utilizando la simulación como herramienta principal.
La presente tesis de maestría se divide entonces en los siguientes capítulos: en el Capítulo
1, se presenta el marco teórico relacionado con el contenido de la tesis; el Capítulo 2
abarca la planeación y los resultados de la revisión sistemática de los enfoques
matemáticos para los problemas tratados en la presente tesis; en el Capítulo 3 se describe
el modelo propuesto para la integración de los problemas de programación de la
producción y distribución de plantas, junto con sus elementos; el Capítulo 4 describe el
algoritmo genético y sus operadores, así como los procesos de validación y
parametrización para la optimización de ambos problemas; el sector de la confección de
prendas de vestir de la ciudad de Cúcuta, y la información de la empresa caso de estudio
son presentados en el Capítulo 5; el Capítulo 6 presenta la aplicación del modelo
propuesto y del algoritmo genético para el caso de estudio; finalmente, se presentan
conclusiones y recomendaciones para el caso de estudio y la investigación futura.


Capítulo 1. Antecedentes en programación de
la producción, celdas de manufactura,
distribución de plantas y optimización
El problema integrado entre la programación de la producción en enfoques de celdas de
manufactura en ambientes flowshop y el diseño de plantas esbeltas requiere un
componente teórico que permita definir el problema y enmarcarlo en un estado del arte. El
presente capítulo recopila el marco teórico vigente relacionado con los temas de
programación de la producción en la Sección 1.1, los sistemas de producción esbelta en
la Sección 1.2, y los sistemas de celdas de manufactura en la Sección 1.3; la Sección
1.4 presenta lo relacionado con el diseño y distribución de plantas y, finalmente, la Sección
1.5 trata sobre los algoritmos metaheurísticos como métodos de solución aproximados
para los problemas de optimización.
1.1. Programación de la producción
La programación de la producción (scheduling) es un proceso de toma de decisiones que
se realiza de forma regular en las empresas manufactureras, cuya finalidad es la de asignar
recursos a tareas en un período de tiempo dado y, de esta manera, optimizar uno o más
objetivos, usualmente relacionados con el cumplimiento de los tiempos de entrega de los
pedidos o con la utilización de los recursos (Jacobs & Chase, 2018; Pinedo, 2016). La
programación de la producción o programación de órdenes es una decisión a corto plazo,
dentro del contexto de la Planeación de Operaciones y Suministro de una organización, en
donde la planeación a largo y mediano plazo se concreta a través de la secuenciación de
las órdenes de pedido en el piso de producción (Jacobs & Chase, 2018). En la Figura 1-1
se observa la cadena de decisiones que se toman en un proceso de Planeación de

8 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Operaciones y Suministro en una organización (Jacobs & Chase, 2018), desde el diseño
de los procesos de producción hasta la programación de órdenes de pedido (sombreado
en color rojo) para las áreas de producción, y cómo se relacionan estas actividades con
otras áreas de la organización como la gestión logística y los servicios.
Figura 1-1: Actividades principales de la Planeación de Operaciones y Suministro
Fuente: Adaptado de Jacobs & Chase (2018)
En el problema de programación de la producción, el objetivo es encontrar una secuencia
de producción óptima para los trabajos (𝑛), los cuales deben ser procesados en las
diferentes máquinas (𝑚) teniendo en cuenta el tiempo de procesamiento de cada trabajo 𝑗
en cada máquina 𝑖 (𝑝𝑗𝑖). El flujo que siguen los trabajos para ser procesados en las
diferentes máquinas determina la configuración de las mismas en el piso de producción.
De este modo, cuando todos los trabajos son procesados en cada una de las máquinas en
el mismo orden, las máquinas se organizan en una configuración conocida como de flujo
en línea (flowshop, 𝐹𝑚); mientras que si cada trabajo requiere un orden específico de
procesamiento en las diferentes máquinas, el ambiente en que estas se organizan es

Capítulo 1. Antecedentes en programación de la producción, celdas de
manufactura, distribución de plantas y optimización
9
conocido como de taller de trabajo (jobshop, 𝐽𝑚) (Pinedo, 2016). Una variación en las
configuraciones flowshop y jobshop se presenta cuando se ubican dos o más máquinas
idénticas en paralelo para el procesamiento de una o varias operaciones en el flujo de
producción de los trabajos. A este ambiente de máquinas se le conoce como de flujo en
línea flexible (flexible flowshop, 𝐹𝐹𝑐) y de taller de trabajo flexible (flexible jobshop, 𝐹𝐽𝑐),
respectivamente para los ambientes flowshop y jobshop, en donde el índice 𝑐 representa
las estaciones de trabajo con las máquinas ubicadas en paralelo (Pinedo, 2016). Otras
configuraciones de máquinas conocidas incluyen los ambientes con una sola máquina
(single machine, 1), con máquinas en paralelo (𝑃𝑚) y los talleres abiertos (openshop, 𝑂𝑚)
(Pinedo, 2016).
Ciertas características propias de los sistemas de producción pueden ser incluidas en el
problema de programación de la producción. El sistema productivo puede requerir, por
ejemplo, que los trabajos sean procesados en la misma secuencia en todas las máquinas.
A esta característica se le conoce como permutación (𝑝𝑟𝑚𝑢) y está relacionada con la
regla de ‘primero en entrar, primero en salir’ (first in, first out, FIFO) (Pinedo, 2016). Del
mismo modo, cada máquina puede necesitar un tiempo de preparación para poder
procesar un trabajo 𝑘, una vez ha finalizado el procesamiento de un trabajo 𝑗. Cuando los
tiempos de preparación dependen de la secuencia de los trabajos, esta característica es
conocida como tiempos de preparación dependientes de la secuencia (𝑠𝑗𝑘) (Pinedo, 2016).
Otras características reconocidas para los problemas de programación de la producción
incluyen la formación de familias de productos (𝑓𝑚𝑙𝑠), la liberación de los trabajos a lo
largo del horizonte de planeación (𝑟𝑗), el bloqueo en el flujo de los trabajos debido a los
inventarios entre máquinas (𝑏𝑙𝑜𝑐𝑘), la disponibilidad de las máquinas en el horizonte de
planeación (𝑀𝑗) y la posibilidad de avería de las máquinas (𝑏𝑟𝑘𝑑𝑤𝑛), entre otras (Nahmias
& Olsen, 2015; Pinedo, 2016).
La mejor secuencia de los trabajos es definida teniendo en cuenta uno o varios criterios
que pueden estar relacionados con el uso eficiente de las máquinas o con el cumplimiento
de las fechas de entrega acordadas con los clientes. Uno de los criterios más utilizados
para mejorar la utilización de las máquinas es el tiempo de terminación del último trabajo
en la última máquina (makespan, 𝐶𝑚𝑎𝑥) (Nahmias & Olsen, 2015; Pinedo, 2016). Otro
criterio relacionado con los tiempos de terminación de los trabajos es el tiempo de

10 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
terminación total (total completion time, ∑ 𝐶𝑗), también conocido como tiempo de flujo, que
es el tiempo que toma cada trabajo desde el inicio de su procesamiento hasta que sale del
sistema (Pinedo, 2016). En relación con los criterios basados en las fechas de entrega de
los pedidos, la anticipación (earliness, 𝐸𝑗) y la tardanza (tardiness, 𝑇𝑗) son los criterios más
utilizados. Dadas unas fechas de entrega de los trabajos acordadas con los clientes, 𝑑𝑗, la
anticipación hace referencia al tiempo en que un trabajo termina previo a su fecha de
entrega (𝐸𝑗 = max(𝑑𝑗 − 𝐶𝑗 , 0)); mientras que la tardanza determina el tiempo transcurrido
posterior a la fecha de entrega pactada (𝑇𝑗 = max(𝐶𝑗 − 𝑑𝑗, 0)) (Pinedo, 2016). Cuando se
consideran costos de penalización por anticipación o tardanza de los trabajos, los criterios
se conocen como anticipación ponderada total (total weighted earliness, ∑ 𝑤𝑗𝐸𝑗) y tardanza
ponderada total (total weighted tardiness, ∑ 𝑤𝑗𝑇𝑗), respectivamente.
Teniendo en cuenta los diferentes elementos mencionados anteriormente, Pinedo (2016)
propone representar el problema de programación de la producción en una nomenclatura
𝛼 | 𝛽 | 𝛾, en donde 𝛼 tiene una sola entrada y hace referencia a la configuración de
máquinas en donde se lleva a cabo el problema; 𝛽 puede tener una, varias entradas o
ninguna entrada, y describe las características y restricciones en las que se enmarca el
problema; finalmente, 𝛾 tiene una sola entrada y representa el objetivo que se pretende
optimizar. El problema que se aborda en la presente tesis de maestría, y que se describe
en mayor detalle en el Capítulo 2, se puede representar mediante la nomenclatura
𝐹𝑚 | 𝑓𝑚𝑙𝑠, 𝑝𝑟𝑚𝑢, 𝑠𝑟𝑓 | ∑ 𝑤𝑗𝑇𝑗, debido a que está relacionado con la secuenciación de
trabajos, que pertenecen a una familia de productos (𝑓𝑚𝑙𝑠), y que deben ser procesados
en una celda de manufactura con 𝑚 máquinas, considerando un flujo en línea (𝐹𝑚). Al
pertenecer a una familia de productos, los trabajos de la misma son procesados como un
grupo en cada una de las máquinas sin un tiempo de preparación significativo entre ellos.
Sin embargo, cuando una máquina finaliza el procesamiento una familia 𝑟, requiere un
tiempo de preparación antes de poder procesar la siguiente familia 𝑓, el cual es un tiempo
de preparación dependiente de la secuencia de las familias de productos (𝑠𝑟𝑓).
Adicionalmente, los trabajos y los grupos se procesan en la misma secuencia definida en
todas las máquinas, siguiendo la característica de permutación (𝑝𝑟𝑚𝑢). Finalmente, el
objetivo que se pretende optimizar para el problema de programación de la producción en
celdas de manufactura es el costo por tardanza total de los trabajos (∑ 𝑤𝑗𝑇𝑗).

Capítulo 1. Antecedentes en programación de la producción, celdas de
manufactura, distribución de plantas y optimización
11
Tradicionalmente, el problema de la obtención de una secuencia de trabajos ha sido
abordado mediante la aplicación de un conjunto de reglas de prioridad o de secuenciación
y, el uso de software avanzado de planeación y programación (Heizer et al., 2017; Jacobs
& Chase, 2018; Krajewski et al., 2016). Con la aplicación de reglas de secuenciación, el
programador busca darle prioridad a los trabajos en la secuencia, teniendo en cuenta una
característica definida por la regla (Heizer et al., 2017; Jacobs & Chase, 2018; Krajewski
et al., 2016; Nahmias & Olsen, 2015). Ejemplos de reglas de prioridad incluyen la regla de
primero en llegar primero en servir (first come, first served, FCFS), en donde los trabajos
son procesados según el orden en que llegan al área de producción; la regla de primero el
trabajo con tiempo de procesamiento más corto (shortest processing time, SPT), en donde
los trabajos se secuencian de acuerdo con el tamaño de sus tiempos de procesamiento; y
la regla de primero los trabajos con las fecha de entrega más cercanas (earliest due date,
EDD), es decir, los trabajos que requieren ser entregados más pronto en el horizonte de
planeación son priorizados en la secuencia (Heizer et al., 2017; Jacobs & Chase, 2018;
Krajewski et al., 2016; Nahmias & Olsen, 2015). En relación con los software de planeación
avanzados para la programación de la producción, se conoce que han sido ampliamente
utilizados por parte de las empresas, debido a que les permite controlar y optimizar todos
los procesos de su cadena de suministro (Heizer et al., 2017; Krajewski et al., 2016).
Otros enfoques para la solución del problema de programación de la producción están
relacionados con la aplicación de métodos aproximados y la optimización de modelos
matemáticos, mediante la aplicación de métodos exactos (Błażewicz et al., 1996; Fattahi
et al., 2007; Pinedo, 2016; Ruiz & Maroto, 2005). Dentro de los métodos aproximados, una
amplia variedad de algoritmos heurísticos y metaheurísticos se han propuesto para
resolver las diferentes variantes del problema, destacándose entre ellos el método de
Johnson (Johnson, 1954), que encuentra una secuencia óptima de trabajos para las
configuraciones de dos máquinas (𝐹2), y el algoritmo de Lawler (Lawler, 1973), para el
manejo de problemas en donde se tienen requerimientos de precedencia entre los trabajos
(Jacobs & Chase, 2018; Nahmias & Olsen, 2015). Debido a que el problema de
programación de la producción en ambientes de dos o más máquinas es un problema
complejo de la clase NP-hard (Gupta & Darrow, 1986), la solución mediante la aplicación
de algoritmos metaheurísticos ha sido una tendencia reciente. Algunos de estos algoritmos

12 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
metaheurísticos son ligeramente abordados en la Sección 1.5. En relación con los
métodos exactos, los algoritmos de ramificación, como el Branch & Bound, también han
sido ampliamente utilizados en la optimización de la programación de la producción
(Błażewicz et al., 1996).
Una vez solucionado el problema, la secuencia de los trabajos puede representarse
mediante un diagrama de Gantt, como el que se muestra en la Figura 1-2, el cual es una
ayuda visual que permite mostrar la asignación de los recursos y los trabajos en el
horizonte de planeación (Heizer et al., 2017). Del mismo modo, el diagrama de Gantt
facilita la identificación de tiempos de procesamiento (en colores para cada trabajo en la
Figura 1-2) y los tiempos de ocio de los recursos (en blanco) (Krajewski et al., 2016). La
herramienta adicionalmente es utilizada para controlar el progreso de los trabajos en el
horizonte de planeación (Heizer et al., 2017).
Figura 1-2: Ejemplo de diagrama de Gantt para una secuencia de producción flowshop
Fuente: Adaptado de Pinedo (2016). 1Los valores al interior de cada recuadro representan los tiempos de procesamiento de cada trabajo en cada máquina en unidades de tiempo.
1.2. Sistemas de producción esbelta
La producción o manufactura esbelta (lean manufacturing) es un sistema de producción
que tuvo su origen en el sistema de producción de Toyota (Toyota Production System,
TPS), y que se enfoca en la reducción de los desperdicios (muda), de la variabilidad (mura)

Capítulo 1. Antecedentes en programación de la producción, celdas de
manufactura, distribución de plantas y optimización
13
y de la sobrecarga de trabajo (muri), con el fin de lograr mayor satisfacción de los clientes,
mientras se utilizan menos recursos, en comparación con otros sistemas de producción,
como el sistema de producción en masa (Dennis, 2015; Womack et al., 1990). La palabra
japonesa muda se refiere a aquellas actividades que no agregan valor para el cliente, y por
las cuales este no está dispuesto a pagar (Dennis, 2015). La Figura 1-3 presenta los
diferentes tipos de desperdicios que se pueden identificar en una organización productiva,
en donde estos representan aproximadamente el 95% del total de actividades en un
proceso cuando no se han aplicado los principios de producción esbelta (Dennis, 2015).
La Figura 1-3 muestra que las actividades que realmente generan valor para el cliente solo
representan un 5% del total de las actividades.
Figura 1-3: Valor de los desperdicios con respecto a las actividades que generan valor
Fuente: Adaptado de Dennis (2015)
Los sistemas de producción esbeltos buscan eliminar todos los desperdicios que puedan
identificarse en un sistema productivo, además de la variabilidad y la sobrecarga de trabajo
que, en conjunto, limitan la productividad de una organización (Dennis, 2015; Socconini,
2009). Para lograr esto, la producción esbelta se fundamenta en unos principios de
estabilidad y estandarización, en donde los pilares de producción justo a tiempo (just-in-

14 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
time production) y automatización con toque humano (jidoka) se establecen para alcanzar
las metas de una organización. En la Figura 1-4 se muestra la casa de lean manufacturing,
en donde se representan estos principios y pilares para la implementación exitosa de
sistemas de producción basados en lean manufacturing.
Figura 1-4: La casa de la producción esbelta
Fuente: Adaptado de Dennis (2015) y Madariaga Neto (2013)
De acuerdo con Dennis (2015), el desafío de las organizaciones en el siglo XXI es reducir
los costos mientras se mantiene una cultura de la mejora continua de la calidad y la
satisfacción de las necesidades cambiantes de los clientes. Por lo tanto, los sistemas de
producción esbeltos se presentan como alternativa para que las organizaciones logren
este desafío en tiempos modernos. En la presente tesis de maestría, se propone un modelo
de programación de la producción en enfoques de celdas de manufactura, mientras se
integra un diseño de plantas esbelta. El esquema de distribución de plantas que se propone
para el sector de la confección de prendas de vestir tiene como objetivo minimizar los
costos de manejo de materiales entre los departamentos de la planta, lo cual está ligado a
la reducción de los desperdicios de transporte de materiales y movimientos innecesarios,
como se muestra en la Figura 1-3. Del mismo modo, el modelo de programación de la

Capítulo 1. Antecedentes en programación de la producción, celdas de
manufactura, distribución de plantas y optimización
15
producción está enfocado en los ambientes de celdas de manufactura, los cuales proveen
unos beneficios para los sistemas de producción esbeltos, que se mencionan en la
siguiente sección, y que son fundamento para la producción just-in-time. Adicionalmente,
el modelo de programación de la producción busca minimizar los costos de penalización
por la tardanza en la entrega de los pedidos, lo que está ampliamente relacionado con la
satisfacción de los requerimientos de los clientes. En general, los objetivos de la presente
tesis de maestría buscan vincular elementos de los sistemas de producción esbeltos en
los procesos de diseño de plantas y programación de la producción.
1.3. Sistemas de celdas de manufactura
Los sistemas de celdas de manufactura (cellular manufacturing systems, CMS) son
sistemas de producción basados en la tecnología de grupos (group technology, GT), la
cual consiste en identificar y agrupar productos o partes de productos similares para
procesarlas de forma más eficiente en máquinas o centros de trabajo agrupados en lo que
se denominan como celdas de manufactura (Ham et al., 1985; Irani, 1999). Una celda de
manufactura está constituida por un grupo independiente de máquinas distintas, que se
sitúan juntas en el piso de la planta, y que están dedicadas a fabricar grupos de productos
similares, también denominados familias de productos, cuya similitud puede estar dada por
su diseño o por sus procesos de producción (Ham et al., 1985; Irani, 1999). La disposición
de las máquinas en celdas de manufactura en la industria ha demostrado la obtención de
beneficios, entre otros, en el incremento de la tasa de rendimiento de producción
(throughput), en la mejora de la calidad de los productos y en la satisfacción de los
trabajadores, así como en la reducción del inventario en proceso (work-in-process, WIP),
del manejo de materiales y de los tiempos de preparación de las máquinas (Burbidge,
1975; Ham et al., 1985; Irani, 1999; Wemmerlöv & Hyer, 1989).
Dentro de las alternativas para la disposición de las máquinas en planta que se muestran
en la Figura 1-5, los sistemas de celdas de manufactura combinan la flexibilidad con la
que cuenta la disposición por procesos con la eficiencia de la disposición por productos,
simplificando el flujo de las partes y el tamaño de los lotes de producción, lo que permite a
las industrias que utilizan sistemas de producción basados en celdas de manufactura
competir en mercados cuyos consumidores requieren amplia variedad de productos en
lotes más pequeños (Askin & Goldberg, 2002; Delgoshaei et al., 2016; Logendran et al.,

16 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
2005; Park & Han, 2002; Qin et al., 2016). El conjunto de los beneficios de la aplicación de
un sistema de celdas de manufactura está relacionado con el lean manufacturing, como
se mencionó anteriormente, debido a que promueve la eliminación de los desperdicios por
movimientos, transportes y procesos innecesarios, así como con la reducción de la
sobreproducción, el inventario y los productos defectuosos (Cuatrecasas-Arbós, 2009;
Dennis, 2015), desperdicios que se observan en la Figura 1-3.
Figura 1-5: Comparación del flujo de materiales entre las alternativas de disposición
de máquinas en planta: a) por procesos, b) por producto y c) por celdas de manufactura
Fuente: Adaptado de Askin & Goldberg (2002) y Tompkins et al. (2011)
La implementación exitosa de un sistema de celdas de manufactura requiere de un
conjunto de decisiones relacionadas con el diseño y la operación de la misma, como son
la formación de las celdas (Cell Formation, CF), que comprende la agrupación de los
productos en familias de productos y de las máquinas que los procesan en celdas de
manufactura; la disposición de las máquinas dentro de las celdas de manufactura (Group
Layout, GL), que abarca el layout al interior de la celda de manufactura así como el layout

Capítulo 1. Antecedentes en programación de la producción, celdas de
manufactura, distribución de plantas y optimización
17
del grupo de celdas de manufactura como un conjunto; y la secuenciación de los trabajos
en las celdas de manufactura (Group Scheduling, GS), que incluye la secuenciación de las
familias de productos y de los productos dentro de las familias (Y.-C. Chen & Lee, 2001;
Costa et al., 2017; Ebrahimi et al., 2016; França et al., 2005; Irani, 1999; Schaller et al.,
2000; Tang et al., 2010; Wu et al., 2007). Uno de los objetivos de la presente tesis de
maestría es proponer un modelo basado en el problema de programación de la producción
de flujo en línea en ambientes de celdas de manufactura (flowshop group scheduling
problem, FSGSP) para el sector de la confección de prendas de vestir.
1.4. Distribución de Plantas
El diseño de plantas o instalaciones es uno de los componentes, junto con la localización
de instalaciones, del proceso de planeación de instalaciones de una organización
(Tompkins et al., 2011). Una instalación hace referencia a los activos fijos tangibles de una
organización, que requieren ser organizados de tal manera que impulsen el logro de los
objetivos de la misma (Stephens & Meyers, 2013; Tompkins et al., 2011). El componente
de diseño de instalaciones considera la distribución de los equipos, la maquinaria y el
mobiliario requerido en las áreas de producción y en sus áreas de apoyo, así como la
ubicación de las personas, los materiales y los equipos de manejo de materiales en cada
área de trabajo de una planta (Stephens & Meyers, 2013; Tompkins et al., 2011). La
distribución de instalaciones (facility layout) es uno de los productos finales del proceso de
diseño de una instalación.
La distribución de instalaciones consiste en disponer físicamente los elementos (máquinas,
equipos, estaciones de trabajo, personas, ubicación de materiales y materias primas,
equipo de manejo de materiales, entre otros) dentro una planta, de manera que se
optimicen uno o más objetivos (Drira et al., 2007; Singh & Sharma, 2006; Stephens &
Meyers, 2013; Tompkins et al., 2011). La distribución de instalaciones está ligada a los
objetivos de producción de una organización, incluyendo la reducción y control de los
costos, la mejora en la calidad de los productos y la satisfacción del cliente, el incremento
en la velocidad de respuesta y de la flexibilidad, el uso eficiente de personas, equipos,
espacio y energía, la seguridad y comodidad del personal, la integración con la cadena de
suministros, el aseguramiento de la sostenibilidad, entre otros (Heragu, 2016; Stephens &
Meyers, 2013; Tompkins et al., 2011). Una distribución efectiva de instalaciones ha estado

18 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
relacionada con la reducción de entre un 10% y un 30% de los costos de manejo de
materiales, los cuales se ha encontrado que representan entre un 20% y un 50% de los
costos totales de operación de una planta (Tompkins et al., 2011).
La distribución de instalaciones ha sido abordada a través de diferentes técnicas
sistemáticas y de optimización, con el fin de obtener layouts acordes a las necesidades de
las organizaciones. Dentro de los métodos sistemáticos, se reconocen los procedimientos
de planeación sistemática de la distribución de Müther (Muther, 1973), de Apple (Apple,
1977) y de Reed (Reed, 1961), siendo la planeación sistemática de la distribución de
Müther (Müther’s systematic layout planning, SLP) uno de los procedimientos más
aplicados en la industria y en la academia, el cual está basado en las relaciones de
cercanía requeridas para los departamentos de una instalación (Muther & Hales, 2015;
Palominos et al., 2019; T. Yang et al., 2000). En las técnicas de optimización, se destacan
la aplicación de algoritmos heurísticos de construcción, algoritmos metaheurísticos y
procedimientos exactos. Algunos algoritmos de construcción conocidos incluyen el método
de intercambio pareado, el método basado en gráficas, la técnica computarizada de
asignación relativa de plantas (computerized relative allocation of facilities technique,
CRAFT) (Armour & Buffa, 1963), BLOCPLAN (Donaghey & Pire, 1991) y el método de
optimización de la distribución con cortes tipo guillotina (layout optimization with guillotine
induced cuts, LOGIC) (Tam, 1992a). En relación con los métodos exactos y los modelos
matemáticos formulados para el problema, se reconoce el uso del modelo de asignación
cuadrática (quadratic assignment problem, QAP), así como diferentes formulaciones de
programación no-lineal y lineal entera mixta (Anjos & Vieira, 2017; Askin & Goldberg, 2002;
Hosseini-Nasab et al., 2018; Koopmans & Beckmann, 1957; Kusiak & Heragu, 1987;
Tompkins et al., 2011).
El problema de distribución de instalaciones (facility layout problem, FLP) consiste en
organizar un número de departamentos o áreas de trabajo (𝑛) dentro de un plano de planta
con unas dimensiones de ancho, 𝑊, y largo, 𝐿, dadas, teniendo en cuenta unos
requerimientos específicos de áreas de los departamentos y evitando la sobreposición
entre los mismos (Armour & Buffa, 1963; Drira et al., 2007; Singh & Sharma, 2006). El
costo de manejo de materiales es uno de los criterios más utilizados para optimizar la
distribución de una planta, debido al impacto que tiene la disminución de estos costos en

Capítulo 1. Antecedentes en programación de la producción, celdas de
manufactura, distribución de plantas y optimización
19
la eficiencia y productividad (Anjos & Vieira, 2017; Hosseini-Nasab et al., 2018; Sule, 2008;
Tompkins et al., 2011). El costo de manejo de materiales es una medida basada en la
distancia, en donde el costo de mover una unidad de material entre dos departamentos 𝑖
y 𝑗, 𝐶𝑖𝑗, se multiplica por el flujo de materiales, 𝑓𝑖𝑗, y por la distancia entre estos
departamentos, 𝑑𝑖𝑗, usualmente medida desde las coordenadas centrales (centroides) de
cada departamento (Kang & Chae, 2017). La medición de la distancia entre dos
departamentos 𝑖 y 𝑗, con coordenadas de los centroides (𝑥𝑖 , 𝑦𝑖) y (𝑥𝑗, 𝑦𝑗) dadas, usualmente
se calcula según alguna de las siguientes normas:
▪ La norma de la distancia rectilínea o Manhattan, la cual es la más utilizada en
aplicaciones reales y es la suma de las distancias absolutas recorridas en los ejes
𝑥 y 𝑦 entre dos puntos, de manera que 𝑑𝑖𝑗 = |𝑥𝑖 − 𝑥𝑗| + |𝑦𝑖 − 𝑦𝑗| (Gonçalves &
Resende, 2015), y
▪ La norma de la distancia euclidiana, que es la distancia en línea recta entre dos
puntos, y está dada como 𝑑𝑖𝑗 = √(𝑥𝑖 − 𝑥𝑗)2 + (𝑦𝑖 − 𝑦𝑗)2 (Carro Paz & González
Gómez, 2014; Gonçalves & Resende, 2015).
Cuando el problema de distribución de plantas (FLP) considera una representación
continua de los departamentos en el plano de planta y estos a su vez pueden tener
requerimientos de área desiguales entre ellos, el problema es conocido como de
distribución de plantas con áreas desiguales (unequal-area facility layout problem, UAFLP).
Este problema fue abordado inicialmente por Armour & Buffa (1963) y es un problema
ampliamente reconocido de clase NP-hard (Castillo & Westerlund, 2005; Gonçalves &
Resende, 2015; Paes et al., 2017). Las características del UAFLP, que se describen en
mayor detalle en el Capítulo 2, son frecuentemente encontradas en los problemas de
distribución de plantas de la vida real (Balamurugan et al., 2006; Konak et al., 2006; Meller
& Gau, 1996; Ulutas & Kulturel-Konak, 2012), motivo por el cual la presente tesis de
maestría aborda el UAFLP para el caso del sector de la confección de prendas de vestir,
con el objetivo de minimizar el costo de manejo de materiales entre departamentos,
utilizando la norma de la distancia rectilínea.

20 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
La Figura 1-6 es una representación del problema de distribución de instalaciones con
áreas desiguales, considerando la norma de la distancia rectilínea entre los centroides
(𝑥𝑖, 𝑦𝑖) y (𝑥𝑗, 𝑦𝑗) de dos departamentos 𝑖 y 𝑗, respectivamente; en donde 𝑊 y 𝐻 son las
dimensiones de la instalación (ancho y largo, respectivamente), 𝑙𝑗𝑥 y 𝑙𝑗
𝑦 son las dimensiones
de los lados del departamento 𝑗 (ancho y largo, respectivamente) y 𝑑𝑖𝑗𝑥 y 𝑑𝑖𝑗
𝑦 son las
distancias en los ejes 𝑥 y 𝑦, respectivamente.
Figura 1-6: Representación del problema de distribución de instalaciones con áreas
desiguales, considerando la norma de la distancia rectilínea
Fuente: Adaptado de (Kang & Chae, 2017)
1.5. Algoritmos metaheurísticos para la solución de modelos de optimización
Los problemas de programación de producción en celdas de manufactura flowshop y de
distribución de instalaciones con áreas desiguales corresponden a la categoría de
problemas combinatorios intratables o de complejidad NP-hard (Talbi, 2009). Un problema
es considerado NP-hard si un algoritmo de tiempo polinomial no existe para resolverlo de
forma óptima en el peor de los escenarios, es decir, se requiere un algoritmo no
determinístico para obtener una solución en tiempo polinomial (Garey & Johnson, 1979;
Talbi, 2009), mientras que los problemas tratables o de clase P (P-class) son problemas

Capítulo 1. Antecedentes en programación de la producción, celdas de
manufactura, distribución de plantas y optimización
21
que se resuelven de forma más veloz mediante algoritmos de tiempo polinomial (P). Lo
anterior hace referencia a uno de los problemas del Milenio1: P vs NP, el cual es reconocido
como uno de los problemas más importantes en el área de las matemáticas y la
computación (Carlson et al., 2006), debido a que de encontrarse un algoritmo que resuelva
en tiempo polinomial un problema de clase NP-hard, este podrá resolver también cualquier
problema dentro de la clase NP y P. La Figura 1-7 presenta la relación entre las clases NP
y P y los problemas de categoría NP-complete.
Figura 1-7: Clases de complejidad en los problemas de decisión
Fuente: Adaptado de Talbi (2009)
Debido a la dificultad que conlleva la optimización de estos problemas y al costo
computacional que se requiere para resolverlos, recientemente se han desarrollado
métodos de optimización basados en algoritmos aproximados que permiten obtener
buenas soluciones a problemas muy complejos en tiempos computacionales más cortos
(Talbi, 2009). Dentro de estos métodos aproximados se destacan los algoritmos
metaheurísticos, cuyo término fue acuñado por Glover (1986) y se han convertido en los
métodos de optimización más populares en la solución de problemas del tipo NP-hard
(Abduljabbar et al., 2020; Bahramara et al., 2020; Daş et al., 2020; Leao et al., 2020;
Pellerin et al., 2020; Talbi, 2009). Las metaheurísticas son heurísticas de alto nivel, que
pueden estar inspiradas en procesos sociales o de la naturaleza, como es el caso de la
búsqueda tabú y los algoritmos evolutivos, entre otros (Talbi, 2009). A continuación, se
1 P vs NP problem: https://www.claymath.org/millennium-problems

22 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
describen brevemente las formas básicas de algunos de los algoritmos metaheurísticos
más reconocidos.
▪ Templado simulado (simulated annealing, SA): tiene su origen en los trabajos de
Kirkpatrick et al. (1983) y Černý (1985) y está inspirado en el proceso de templado
de los metales, en donde estos son calentados y luego enfriados de forma lenta
(Talbi, 2009).
▪ Búsqueda Tabú (tabu search, TS): fue inicialmente propuesto por (Glover, 1989) y
su nombre hace referencia al proceso de evitar una solución local y buscar
soluciones vecinas peores que esta solución local, con el fin de evitar óptimos
locales y obtener mejores soluciones en el espacio de búsqueda (Talbi, 2009).
▪ Algoritmos evolutivos (evolutionary algorithms, EA): hace referencia a un conjunto
de algoritmos poblacionales inspirados en la naturaleza, específicamente en la
teoría de la evolución de Darwin (Talbi, 2009). Son algoritmos poblacionales ya que
en lugar de una solución (como en el caso del SA y de la TS), utilizan una población
de soluciones para obtener el mejor resultado. El algoritmo genético (genetic
algorithm, GA), propuesto inicialmente por Holland (1962, 1975) es uno de los
algoritmos evolutivos más aplicados en la solución de problemas de optimización.
▪ Algoritmos de inteligencia de enjambre (swarm intelligence algorithms): se refiere
a los algoritmos inspirados en comunidades de seres vivos que habitan en grupos,
en donde los individuos funcionan como agentes que cooperan en la búsqueda de
soluciones para los problemas (Talbi, 2009). El algoritmo de optimización por
colonia de hormigas (ant colony optimization, ACO), presentado por (Dorigo, 1992),
y el algoritmo de optimización por enjambre de partículas (particle swarm
optimization, PSO), que fue propuesto por Kennedy & Eberhart (1995), son los
algoritmos de inteligencia de enjambre más reconocidos.
En la presente tesis de maestría, y considerando la complejidad de los problemas de
programación de la producción en enfoques de celdas de manufactura flowshop y de
distribución de plantas con áreas desiguales, se decidió la aplicación de la metaheurística
algoritmo genético (GA) ya que, como se explica en el Capítulo 2, es la metaheurística
más utilizada en la literatura científica para resolver ambos problemas.

Capítulo 1. Antecedentes en programación de la producción, celdas de
manufactura, distribución de plantas y optimización
23
Como se mencionó anteriormente, el GA hace parte del conjunto de algoritmos
poblacionales que se inspira en el proceso de la evolución para obtener individuos más
adecuados (siguiendo el concepto de ‘survival of the fittest’). El proceso de evolución al
interior de un GA está conformado por unos operadores de selección, reproducción y
mutación, que se encargan de convertir una población inicial de individuos en individuos
más adecuados de acuerdo con el problema en cuestión (Sivanandam & Deepa, 2007). La
Tabla 1-1 presenta una comparación entre los términos relacionados con el proceso de
evolución y su significado en el desarrollo del GA, mientras que la Figura 1-8 muestra el
ciclo de optimización que se lleva a cabo al interior del GA.
Tabla 1-1: Comparación entre la terminología del proceso de evolución y el GA
Evolución natural GA
Evolución Solución del problema
Individuo Solución
Fitness Función objetivo
Cromosoma Cadena
Gen Característica
Alelo Valor de la característica
Locus Posición en la cadena
Genotipo Estructura o cadena codificada
Fenotipo Estructura decodificada
Fuente: Adaptado de Sivanandam & Deepa (2007) y Talbi (2009).
En el Capítulo 4 de este documento se describe en mayor medida las características de
los operadores del GA utilizados para la optimización de los problemas de distribución de
plantas con áreas desiguales y de programación de la producción en enfoques de celdas
de manufactura flowshop, respectivamente. Sin embargo, el GA aplicado en estos
capítulos responde al pseudocódigo que se muestra a continuación en el Algoritmo 1-1.

24 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Figura 1-8: Ciclo de optimización del GA
Fuente: Adaptado de Sivanandam & Deepa (2007)
Algoritmo 1-1: Pseudocódigo para el GA
Generar 𝑃(0); /* Población inicial */
t = 0;
While not Criterio_Terminacion (𝑃(𝑡)) Do:
Evaluar (𝑃(𝑡));
𝑃′(𝑡) = Seleccionar (𝑃(𝑡));
𝑃′(𝑡) = Reproducir (𝑃′(𝑡)); Evaluar (𝑃′(𝑡));
𝑃(𝑡 + 1) = Reemplazar (𝑃(𝑡), 𝑃′(𝑡))
𝑡 = 𝑡 + 1;
End While
Output Mejor individuo o mejor población encontrada
Fuente: Adaptado de Talbi (2009)

Capítulo 2. Revisión sistemática de modelos
para la programación de la producción en
celdas de manufactura y distribución de
plantas
La programación de la producción en sistemas de celdas de manufactura flowshop
(FSGSP), junto con la distribución de instalaciones con áreas desiguales (UAFLP), han
sido dos de las decisiones más importantes en la literatura científica relacionada con el
incremento en el desempeño de la producción y como solución a la necesidad de
responder rápidamente a los mercados cambiantes y globales de la actualidad (Drira et al.,
2007; Ebrahimi et al., 2016; Neufeld et al., 2016; Singh & Sharma, 2006).
Una revisión sistemática de los enfoques matemáticos y los métodos de solución que se
han propuesto en la literatura para el FSGSP y el UAFLP se presenta en este capítulo.
Estos problemas han sido abordados frecuentemente en la literatura reciente debido a su
aplicabilidad en casos de la vida real (Allahyari & Azab, 2018; H.-M. Cheng & Ying, 2011;
García-Hernández et al., 2019; J. Liu et al., 2018; Qin et al., 2016; Yazdani Sabouni &
Logendran, 2018). Por este motivo, diferentes enfoques matemáticos se han presentado
para el FSGSP y el UAFLP, incluyendo modelos de programación matemática lineal y no
lineal (Anjos & Vieira, 2017; Meller et al., 2007; Salmasi et al., 2010; Sherali et al., 2003).
Del mismo modo, al ser ambos problemas de la clase NP-hard, una amplia variedad de
algoritmos heurísticos y metaheurísticos, así como de métodos exactos, se han propuesto
como técnicas de solución para estos problemas en la literatura (Gupta & Darrow, 1986;
Meller & Gau, 1996; Schaller et al., 2000; Singh & Sharma, 2006).

26 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Adicionalmente, debido al impacto que genera la optimización conjunta de los problemas
de distribución plantas y de programación de la producción en el desempeño de los
sistemas productivos (Hernández-Gress et al., 2020; Ripon et al., 2012), se incluyó una
revisión de los enfoques matemáticos y métodos de solución que también se han
propuesto para el problema integrado entre distribución de plantas y programación de la
producción. Aunque este concepto integrador es relativamente nuevo en la literatura,
conocer los enfoques de optimización de estos problemas en conjunto puede fundar las
bases para un nuevo campo de investigación en el área de producción en el futuro.
En años anteriores, diferentes revisiones de literatura extensivas habían sido publicadas
relacionadas con problemas de programación de la producción que consideraran tiempos
y costos de preparación de máquinas. Ejemplos de estas revisiones incluyen las
presentadas por (Allahverdi et al., 1999), (T. C. E. Cheng et al., 2000), (Allahverdi et al.,
2008), y más recientemente por (Allahverdi, 2015). Sin embargo, solo la revisión de
literatura presentada por (Neufeld et al., 2016) se enfocó en el FSGSP, en donde se
consideraron los ambientes de celdas de manufactura flowshop con dos y múltiples
máquinas, así como los ambientes de celdas de manufactura flowshop flexibles y de
múltiples celdas. Del mismo modo, los autores de esta revisión consideraron las versiones
estáticas y dinámicas del FSGSP, adicional a las diferentes configuraciones de preparación
de las máquinas, funciones objetivo y métodos de solución encontrados en la literatura
hasta diciembre de 2014. En relación con el problema de distribución de plantas, un gran
número de revisiones de literatura se han publicado abordando los diferentes elementos y
variantes del problema. El lector puede referirse a las revisiones presentadas por (Kusiak
& Heragu, 1987), (Meller & Gau, 1996), (Singh & Sharma, 2006), (Drira et al., 2007),
(Kundu & Dan, 2012), (Anjos & Vieira, 2017), (Hosseini-Nasab et al., 2018) y (Kikolski &
Ko, 2018). En relación con el UAFLP, (Kusiak & Heragu, 1987) presentaron algoritmos de
construcción para el problema, (Drira et al., 2007) examinaron las formulaciones discretas
y continúas encontradas en la literatura para el UAFLP, (Kundu & Dan, 2012) analizaron
las diferentes metaheurísticas que se han desarrollado para el problema y, recientemente,
(Anjos & Vieira, 2017) recopilaron y presentaron los modelos de programación lineal y no-
lineal que se han formulado para el UAFLP.

Capítulo 2. Revisión sistemática de modelos para la programación de la
producción en celdas de manufactura y distribución de plantas
27
La revisión de la literatura que se presenta en este capítulo buscó recopilar en un solo
apartado los avances más recientes en los enfoques matemáticos, sus características y
los métodos de solución que se han propuesto para los problemas FSGSP, UAFLP y el
problema integrado de distribución de plantas y programación de la producción, con el fin
de proponer modelos y métodos de solución del estado del arte para el caso del sector de
la confección de prendas de vestir en la presente tesis de maestría. El capítulo está dividido
en las siguientes secciones: la Sección 2.1 describe la metodología utilizada para el
proceso de revisión sistemática de la literatura, la Sección 2.2 presenta los enfoques
matemáticos y métodos de solución recopilados para el FSGSP, mientras que la Sección
2.3 y la Sección 2.4 presentan los resultados para el UAFLP y el problema integrado entre
distribución de plantas y programación de la producción (denominado layout-scheduling en
adelante), respectivamente. Finalmente, la discusión de los hallazgos encontrados se lleva
a cabo en la Sección 2.5.
2.1. Metodología de la revisión sistemática de la literatura
La revisión sistemática de la literatura buscó responder a seis preguntas de investigación
relacionadas con los problemas FSGSP, UAFLP y el problema integrado layout-
scheduling: 1) ¿cuáles son las categorías de modelos matemáticos que se han formulado?,
2) ¿qué características tienen estos modelos matemáticos?, 3) ¿de qué forma se han
integrado los problemas de layout-scheduling?, 4) ¿cuáles son las técnicas y métodos de
solución que se han presentado para resolverlos?, 5) ¿qué casos reales o instancias de
datos se han utilizado para evaluar estos modelos y técnicas de solución?, y 6) ¿cuáles
son los autores más representativos en la literatura?
Con el fin de responder a estas preguntas de investigación, se llevó a cabo un proceso
sistemático que incluyó el desarrollo de las etapas de planeación y de ejecución de la
revisión de la literatura (Kitchenham, 2004; Velásquez, 2015a, 2015b). En la fase de
planeación, se consideró la justificación de la revisión y la formulación de las preguntas de
investigación, así como del diseño del protocolo de búsqueda. En la fase de ejecución, se
incluyeron la búsqueda y selección de documentos, y la extracción y análisis de la
información relevante para responder las preguntas de investigación. En relación con la
fase de planeación, la justificación se presentó en la Introducción del presente documento

28 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
y del presente capítulo, mientras que las preguntas de investigación fueron formuladas en
el párrafo anterior. En las siguientes subsecciones se muestran el diseño del protocolo de
búsqueda, y los resultados de los procesos de búsqueda y selección de documentos.
2.1.1. Diseño del protocolo de búsqueda
El protocolo de búsqueda se construyó teniendo en cuenta búsquedas preliminares
realizadas en la base de datos Scopus2. El objetivo de estas búsquedas preliminares fue
el de conocer el número de documentos encontrados y las palabras clave más frecuentes
para cada uno de los problemas objeto de la revisión. Del mismo modo, las búsquedas
preliminares permitieron reducir el alcance de la búsqueda a los problemas FSGSP y
UAFLP. El conjunto de palabras clave que se consideraron para la búsqueda del FSGSP
fueron ‘group scheduling’, ‘flowshop/flow-shop manufacturing cell’ y ‘flowline/flow-line
manufacturing cell’. Para el UAFLP, se utilizaron las palabras clave ‘facility layout’, ‘unequal
area’ y ‘single floor’. Finalmente, las palabras clave ‘facility layout’, ‘plant layout’, ‘layout
optimization’ y ‘scheduling’ se consideraron para el problema integrado de layout-
scheduling. La ecuación de búsqueda se conformó considerando la combinación de estas
palabras clave.
El proceso de búsqueda de la documentación relevante se restringió a artículos de revista
científica, artículos de conferencia, capítulos de libro y revisiones de literatura que se hayan
publicado entre el año 2000 y hasta abril de 2020. Adicionalmente, se incluyeron tesis de
maestría y de doctorado al proceso de búsqueda. En relación con las bases de datos para
el proceso de búsqueda, se definió el uso de Scopus como plataforma principal, y los
repositorios La Referencia3 y Open Access Theses and Dissertations (OATD)4 para la
búsqueda de tesis de maestría y de doctorado en Latinoamérica y en el mundo,
respectivamente.
2 Scopus: https://www.scopus.com 3 La Referencia: http://www.lareferencia.info/es/ 4 OATD: https://oatd.org/

Capítulo 2. Revisión sistemática de modelos para la programación de la
producción en celdas de manufactura y distribución de plantas
29
2.1.2. Resultados de los procesos de búsqueda y selección
La ejecución del protocolo de búsqueda establecido arrojó como resultado un total de 642
documentos. La mayoría de los documentos encontrados fueron suministrados por la base
de datos Scopus, con 579 documentos, mientras que 41 y 22 documentos fueron
encontrados en los repositorios OATD y La Referencia, respectivamente. El análisis de los
resultados de la búsqueda por tema permitió identificar que se encontró un total de 431
documentos para el FSGSP, 129 documentos para el UAFLP y 82 documentos para el
problema integrado layout-scheduling, del total de 642 documentos. La Figura 2-1 muestra
un análisis de los resultados por fuente y por temática.
Figura 2-1: Resultados de la búsqueda: a) por fuente, y b) por temática
Fuente: Autor.
Con el fin de responder las preguntas de investigación formuladas, se seleccionaron los
documentos más relevantes mediante la definición de cuatro criterios de inclusión y de
exclusión. El primer criterio se encargó de excluir los documentos duplicados en los
resultados de la búsqueda. El segundo criterio se enfocó en excluir los documentos
publicados en otros idiomas diferentes al inglés, el español y el portugués. Con el tercer
criterio se evaluó la calidad de los documentos, teniendo en cuenta el indicador del
Scopus; 579
La Referencia; 22
OATD; 41
a) Resultados de la búsqueda por fuente
FSGSP; 431
Layout-Scheduling;
82
UA-FLP; 129
b) Resultados de la búsqueda por temática
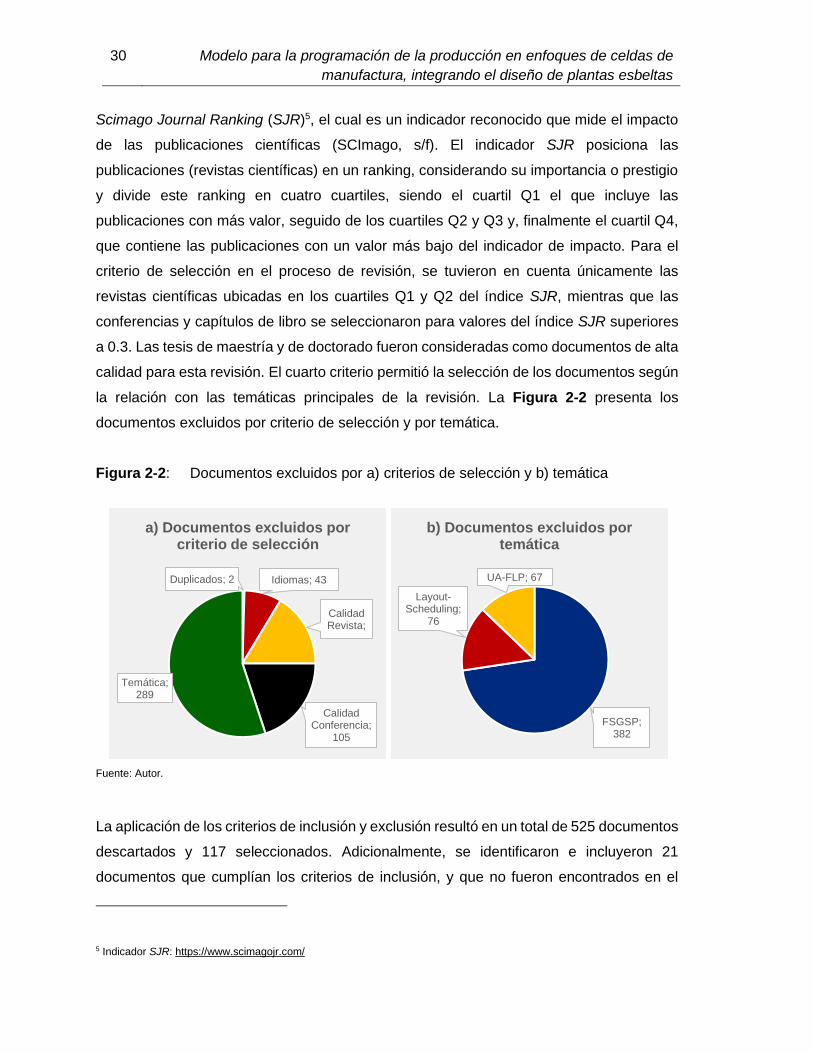
30 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Scimago Journal Ranking (SJR)5, el cual es un indicador reconocido que mide el impacto
de las publicaciones científicas (SCImago, s/f). El indicador SJR posiciona las
publicaciones (revistas científicas) en un ranking, considerando su importancia o prestigio
y divide este ranking en cuatro cuartiles, siendo el cuartil Q1 el que incluye las
publicaciones con más valor, seguido de los cuartiles Q2 y Q3 y, finalmente el cuartil Q4,
que contiene las publicaciones con un valor más bajo del indicador de impacto. Para el
criterio de selección en el proceso de revisión, se tuvieron en cuenta únicamente las
revistas científicas ubicadas en los cuartiles Q1 y Q2 del índice SJR, mientras que las
conferencias y capítulos de libro se seleccionaron para valores del índice SJR superiores
a 0.3. Las tesis de maestría y de doctorado fueron consideradas como documentos de alta
calidad para esta revisión. El cuarto criterio permitió la selección de los documentos según
la relación con las temáticas principales de la revisión. La Figura 2-2 presenta los
documentos excluidos por criterio de selección y por temática.
Figura 2-2: Documentos excluidos por a) criterios de selección y b) temática
Fuente: Autor.
La aplicación de los criterios de inclusión y exclusión resultó en un total de 525 documentos
descartados y 117 seleccionados. Adicionalmente, se identificaron e incluyeron 21
documentos que cumplían los criterios de inclusión, y que no fueron encontrados en el
5 Indicador SJR: https://www.scimagojr.com/
Duplicados; 2 Idiomas; 43
Calidad Revista;
Calidad Conferencia;
105
Temática; 289
a) Documentos excluidos por criterio de selección
FSGSP; 382
Layout-Scheduling;
76
UA-FLP; 67
b) Documentos excluidos por temática

Capítulo 2. Revisión sistemática de modelos para la programación de la
producción en celdas de manufactura y distribución de plantas
31
proceso de búsqueda, sino en referencias o en búsquedas independientes. En total, 75
documentos fueron seleccionados para el UAFLP, 54 documentos para el FSGSP y 9
documentos para el problema integrado de layout-scheduling. La Figura 2-3 y la Figura
2-4 muestran el análisis de los documentos seleccionados por tipo de documento y por
cuartil en el índice SJR, respectivamente.
Figura 2-3: Documentos selecionados por tipo de documento
Fuente: Autor.
Figura 2-4: Documentos seleccionados por cuartil en el índice SJR
Fuente: Autor.
Artículos enRevista
Artículos enConferencia
Capítulosde Libro
RevisionesTesis deMaestría
Tesis deDoctorado
UA-FLP 64 2 0 3 4 2
Layout-Scheduling 5 4 0 0 0 0
FSGSP 44 3 1 1 1 4
0
20
40
60
80
100
120
Núm
ero
de d
ocum
ento
s
Documentos seleccionados por tipo de documento
Q1 Q2
UA-FLP 56 10
Layout-Scheduling 4 2
FSGSP 34 12
0
10
20
30
40
50
60
70
80
90
100
Núm
ero
de d
ocum
ento
s
Documentos seleccionados por cuartil en el índice SJR

32 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
La Figura 2-5 presenta los documentos seleccionados por año de publicación, mientras
que la Figura 2-6 muestra los documentos seleccionados por publicación. Es importante
anotar que la mayoría de los documentos seleccionados son artículos (113), y un total de
94 documentos están ubicados en el cuartil Q1, de acuerdo con el índice SJR.
Figura 2-5: Documentos seleccionados por año de publicación
Fuente: Autor.
Figura 2-6: Documentos seleccionados por publicación
Fuente: Autor.
32 2
4
2
7
9
3
5
3
9
11
1312
56
109
78 8
0
2
4
6
8
10
12
14
2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020
Núm
ero
de d
ocum
ento
s
Año
Documentos seleccionados por año de publicación
FSGSP Layout-Scheduling UA-FLP Total
0
2
4
6
8
10
12
14
16
Núm
ero
de d
ocum
ento
s
Documentos seleccionados por publicación
FSGSP Layout-Scheduling UA-FLP

Capítulo 2. Revisión sistemática de modelos para la programación de la
producción en celdas de manufactura y distribución de plantas
33
2.2. Enfoques matemáticos y métodos de solución para el FSGSP
De acuerdo con (Schaller et al., 2000), el FSGSP puede definirse considerando un
conjunto dado de 𝑛 trabajos a ser procesados en 𝑚 máquinas en el mismo orden
tecnológico, es decir, en una configuración flowshop. En este problema, cada trabajo
pertenece a una de las 𝐾 familias de productos, en donde el trabajo 𝑛𝑓 pertenece a la
familia 𝑓, y 𝑁𝑓 representa el conjunto de trabajos que pertenecen a la familia 𝑓, de tal
manera que 𝑁𝑓 = {1, 2, … , 𝑛𝑓}, y 𝐹 = {1, 2, … , 𝐾} es el conjunto de 𝐾 familias. El tiempo de
procesamiento de cada trabajo 𝑗 en cada máquina 𝑖 está dado por 𝑃𝑗𝑖, y el tiempo de
preparación para que la familia 𝑓 sea procesada inmediatamente después de la familia 𝑟
en la máquina 𝑖 está dado por 𝑠𝑟𝑓𝑖 , en donde 𝑠𝑓𝑓
𝑖 = 0, para todo 𝑓, es decir, los tiempos de
preparación entre los trabajos pertenecientes a la misma familia de productos son
considerados insignificantes o están incluidos en los tiempos de procesamiento. Cuando
el tiempo de preparación de una familia de productos depende de la secuencia de las
familias, el problema es conocido entonces como problema de programación de la
producción en celdas de manufactura flowshop con tiempos de preparación dependientes
de la secuencia.
El FSGSP consiste en encontrar un programa 𝜎 que contenga la permutación de los n
trabajos, de tal manera que los trabajos dentro de la misma familia de productos sean
procesados en grupo (França et al., 2005; Schaller et al., 2000); es decir, el objetivo es
encontrar una secuencia de familias de productos y de trabajos dentro de cada familia que
optimice un criterio de desempeño. En esta subsección se presentan los enfoques
matemáticos, características de los modelos y métodos de solución encontrados en la
literatura para el FSGSP determinístico, en ambientes de celdas de manufactura de dos y
de múltiples máquinas. Los enfoques matemáticos fueron clasificados en enfoques de
programación y de no programación matemática, mientras que los métodos de solución
encontrados se organizaron en las categorías de procedimientos exactos, heurísticas y
metaheurísticas. Información sobre los casos de estudio e instancias de datos utilizadas
también son revisadas a continuación.

34 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
2.2.1. Enfoques matemáticos y métodos de solución para el FSGSP de dos máquinas
La Tabla 2-1 y la Tabla 2-2 presentan los enfoques de no programación y de programación
matemática para el FSGSP con dos máquinas, respectivamente. La tabla recopila la
información de los autores de la publicación, el problema abordado, el enfoque matemático
utilizado, los métodos de solución (Ex.: métodos exactos, He.: heurísticas, Me.:
metaheurísticas), y el contexto de aplicación del problema.
Tabla 2-1: Enfoques de no programación matemática para el FSGSP de dos máquinas
Autores Problema
𝐹2 | … Enfoque
Métodos de solución Aplicación
Ex. He. Me. Método
(D.-L. Yang &
Chern, 2000)
𝑡𝑗, 𝑝𝑟𝑚𝑢 |
𝐶𝑚𝑎𝑥 Construcción x
Heurística basada en
Maggu-Das y Johnson Aleatoria
(Logendran
et al., 2003)
𝑠𝑐𝑎𝑟𝑟𝑦, 𝑡𝑗 |
∑ 𝐶𝑗
Construcción,
Búsqueda x x Minsetup, TS
Tableros de
circuito impreso
(Liou & Liu,
2010) 𝑠𝑟𝑓, 𝑡𝑗 | ∑ 𝐶𝑗
Búsqueda:
Codificación de
solución, tiempo
de terminación
x PSO Aleatoria
(Liou et al.,
2013)
𝑠𝑟𝑓, 𝑝𝑟𝑚𝑢, 𝑡𝑗
| 𝐶𝑚𝑎𝑥
Búsqueda:
Codificación de
solución, tiempo
de terminación
x Híbrido entre GA y
PSO
Aleatoria,
(Salmasi et al.,
2010)
𝐶𝑚𝑎𝑥: tiempo de terminación máximo, ∑ 𝐶𝑗: tiempo de terminación total; 𝑠𝑟𝑓: preparación dependiente de la secuencia, 𝑠𝑐𝑎𝑟𝑟𝑦:
preparación dependiente del traspaso, 𝑡𝑗: tiempos de retirada/transporte, 𝑝𝑟𝑚𝑢: permutación; PSO: optimización por enjambre
de partículas, TS: búsqueda tabú, GA: algoritmo genético. Fuente: Autor.
En los enfoques de no programación para el FSGSP de dos máquinas se encontró que los
autores abordaron el problema mediante los enfoques de construcción o de búsqueda,
considerando cada grupo como un trabajo de composición en el cálculo de la función
objetivo (Liou et al., 2013; Liou & Liu, 2010; D.-L. Yang & Chern, 2000). Este de trabajo de
composición es definido por los autores como un vector de procesamiento (𝛼𝑖 , 𝛽𝑖, 𝛿𝑖) para
un grupo 𝐺𝑖 procesado después del grupo 𝐺𝑘. Recuperando lo presentado por (D.-L. Yang
& Chern, 2000) y (Liou et al., 2013), el vector (𝛼𝑖 , 𝛽𝑖, 𝛿𝑖) puede calcularse como:
𝛼𝑖 = 𝑇𝑖 − ∑ 𝑏𝑖𝑗
𝑛𝑖
𝑗=1
+ 𝑠𝑘𝑖1 − 𝑠𝑘𝑖2 (2.1)

Capítulo 2. Revisión sistemática de modelos para la programación de la producción en celdas de manufactura y
distribución de plantas
35
Tabla 2-2: Enfoques de programación matemática para el FSGSP de dos máquinas
Autores Problema
𝐹2 | …
Enfoque Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Método
(Logendran
et al., 2006)
𝑠𝑟𝑓, 𝑝𝑟𝑚𝑢 |
𝐶𝑚𝑎𝑥
MILP
Lower
Bound
- Tiempo de terminación de ‘slots’
- Tiempo de preparación de grupos en ‘slot’
- Asignación de grupos en ‘slot’ (Binaria)
- Secuencia de grupos en ‘slot’ (Binaria)
x TS variaciones de
memoria y frecuencia Aleatoria
(Yazdani
Sabouni &
Logendran,
2013)
𝑠𝑐𝑎𝑟𝑟𝑦, 𝑓𝑚𝑙𝑠,
𝑡𝑗 | ∑ 𝑤𝑗𝐹𝑗
𝑠𝑐𝑎𝑟𝑟𝑦, 𝑓𝑚𝑙𝑠,
𝑡𝑗 | ∑ 𝑤𝑗𝑇𝑗
MILP
- Tiempo de terminación de grupo de tablero en ‘slot’
- Tiempo de terminación de tipo de tablero de grupo asignado a
‘slot’
- Tiempo de terminación de ‘kitting’ para tipo de tablero de grupo
asignado a ‘slot’
- Tiempo de terminación de ‘kitting’ para grupo asignado en ‘slot’
- Tiempo de preparación dependiente de la secuencia de traspaso
requerido para asignar grupo a ‘slot’
- Tardanza para el tipo de tablero de grupo asignado a ‘slot’ en
máquina 2
- Tiempo de flujo ponderado para tipo de tablero de grupo asignado
en ‘slot’
- Tardanza ponderada para tipo de tablero de grupo asignado a
‘slot’
- Asignación de grupo de tablero en ‘slot’ (Binaria)
- Secuencia de tipos de tablero en grupo asignado a ‘slot’ (Binaria)
x x MILP(ILOG-CPLEX),
FIEI, GA, TS
Producción de
tableros de
circuito impreso
(Gelogullari &
Logendran,
2010)
(Yuan et al.,
2020)
𝑝𝑟𝑚𝑢, 𝑓𝑚𝑙𝑠,
𝑏𝑙𝑜𝑐𝑘, 𝑡𝑗 |
𝐶𝑚𝑎𝑥
MILP
- Tiempo de inicio de trabajo en máquina
- Tiempo de terminación de trabajo en máquina
- Tiempo de terminación de grupo en máquina
- Tiempo de inicio de transporte de trabajo
- Tiempo de retorno de transporte después de mover el trabajo en
máquina 2
- Tiempo de terminación máximo
- Secuencia de grupos (Binaria)
- Secuencia de trabajos en grupos (Binaria)
x x MILP(ILOG-CPLEX),
CGA
Producción de
tubería en acero
Aleatoria
𝐶𝑚𝑎𝑥: tiempo de terminación máximo, ∑ 𝑤𝑗𝐹𝑗: tiempo de flujo ponderado total, ∑ 𝑤𝑗𝑇𝑗: tardanza ponderada total; 𝑠𝑟𝑓: tiempo de preparación dependiente de la secuencia, 𝑠𝑐𝑎𝑟𝑟𝑦: tiempo de
preparación dependiente de la secuencia de traspaso, 𝑡𝑗: tiempo de transporte/retiro, 𝑝𝑟𝑚𝑢: permutación, 𝑓𝑚𝑙𝑠: familia de productos, 𝑏𝑙𝑜𝑐𝑘: bloqueo; MILP: programación lineal entera
mixta; TS: búsqueda tabú, FIEI: heurística de inserción/intercambio hacia adelante, GA: algoritmo genético, CGA: GA co-evolutivo. Fuente: Autor.

36 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
𝛽𝑖 = 𝑇𝑖 − ∑ 𝑎𝑖𝑗
𝑛𝑖
𝑗=1
(2.2)
𝛿𝑖 = 𝑇𝑖 + 𝑠𝑘𝑖1 − max{𝛼𝑖, 0} − max {𝛽𝑖, 0} (2.3)
en donde, 𝑇𝑖 es el tiempo mínimo para procesar un grupo 𝐺𝑖, y es determinado por el
algoritmo de Maggu-Das (Maggu & Das, 1980), 𝑠𝑘𝑖1 y 𝑠𝑘𝑖2 son los tiempos de preparación
si el grupo 𝑖 se procesa inmediatamente después del grupo 𝑘 en las máquinas 1 y 2,
respectivamente. De esta forma, el tiempo de terminación del grupo 𝐺𝑖 en las máquinas 1
y 2, si el grupo 𝐺𝑘 es procesado inmediatamente antes del grupo 𝐺𝑖 estaría dado por:
𝐶𝑖1 = 𝐶𝑘1 + max{𝛼𝑖, 0} + 𝛿𝑖 − min {0, 𝛽𝑖} (2.4)
𝐶𝑖2 = max{𝐶𝑘1 + max{𝛼𝑖, 0} , 𝐶𝑘2 − min{0, 𝛼𝑖}} + 𝛿𝑖 + max {𝛽𝑖, 0} (2.5)
En relación con los enfoques de programación matemática, diferentes modelos de
programación lineal entera mixta (MILP) se han formulado para el FSGSP de dos
máquinas, específicamente para los casos de la producción de tableros de circuito impreso
(Yazdani Sabouni & Logendran, 2013) y de tuberías de acero (Yuan et al., 2020). La
formulación presentada por (Yazdani Sabouni & Logendran, 2013) está basada en la
representación por ranuras (‘slots’) para la asignación de grupos de tableros y tipos de
tableros pertenecientes a cada grupo. Los autores además incluyeron variables para los
tiempos de terminación del proceso de ‘kitting’ de los grupos y tipos de tablero. El tiempo
de preparación dependiente de la secuencia del traspaso (carryover sequence dependent
setup time) también fue considerado entre las dos máquinas de la celda de manufactura.
En el modelo presentado por (Yuan et al., 2020), los autores se enfocaron en los tiempos
de inicio y terminación de los trabajos y los grupos en las máquinas; además, utilizaron
variables de secuenciación de grupos y trabajos en cada grupo.
Para el FSGSP de dos máquinas en general, solo (Logendran et al., 2006) han formulado
un modelo MILP como mecanismo para encontrar el límite inferior (lower bound). Esta
formulación consideró la secuencia de grupos (y no la de trabajos individuales) mientras
se preservó el ambiente de celdas de manufactura con dos máquinas y los tiempos de

Capítulo 2. Revisión sistemática de modelos para la programación de la
producción en celdas de manufactura y distribución de plantas
37
preparación dependientes de la secuencia entre grupos, lo que implica que esta
formulación matemática no es completamente adecuada para el problema. Sin embargo,
los resultados presentados por (Logendran et al., 2006) fueron adaptados y mejorados por
(Salmasi et al., 2010) y (Salmasi et al., 2011) para el FSGSP de múltiples máquinas.
2.2.2. Enfoques matemáticos y métodos de solución para el FSGSP de múltiples máquinas
La Tabla 2-3 y la Tabla 2-4 muestran las publicaciones encontradas para los enfoques de
no programación matemática y de programación matemática, respectivamente, en relación
con el FSGSP de múltiples máquinas. En los enfoques de no programación matemática,
los autores se han enfocado en métodos de construcción, de búsqueda o de lower bound
para abordar el problema. Para ello, los autores han aplicado algoritmos constructivos o
de mejora, así como metaheurísticas, en donde se busca optimizar un criterio basado en
el tiempo de terminación de cada trabajo 𝑗 en cada máquina 𝑖 (𝐶𝑗𝑖), como lo presenta
(Schaller et al., 2000), y que se muestra a continuación.
𝐶𝑗𝑖 = max{𝐶𝑗(𝑖−1); 𝐶(𝑗−1)𝑖 + 𝑠𝑟𝑓𝑖 } + 𝑃𝑗𝑖 (2.6)
en donde, 𝑃𝑗𝑖 es el tiempo de procesamiento del trabajo 𝑗 en la máquina 𝑖; 𝑠𝑟𝑓𝑖 es el tiempo
de preparación requerido en la máquina 𝑖 para procesar la familia 𝑓 inmediatamente
después de procesar la familia 𝑟, siendo 𝑠𝑓𝑓𝑖 = 0 para todo 𝑓; el trabajo 𝑗 ∈ 𝑁𝑓, el trabajo
(𝑗 − 1) ∈ 𝑁𝑟 y 𝐶0𝑖 = 𝐶𝑗0 = 0 para todo 𝑗, 𝑖.
Esta formulación ha sido utilizada en los trabajos presentados por (Schaller, 2005), (Gupta
& Schaller, 2006), (França et al., 2005), (Neufeld et al., 2015), (Lin, Ying, et al., 2009), (Lin,
Gupta, et al., 2009), (Lin et al., 2011), (H.-M. Cheng & Ying, 2011), (Bouabda et al., 2011),
(Ying et al., 2010) y (Liou & Hsieh, 2015), entre otros autores. Otro enfoque para abordar
el problema ha sido mediante el cómputo de los tiempos de inicio o de despacho de los
trabajos, como lo presentan (Hamed Hendizadeh et al., 2008) y (Eddaly et al., 2013). En
relación con la aplicación de algoritmos metaheurísticos, (França et al., 2005), (C.-F. Chen
et al., 2013) y (Costa et al., 2017) han propuesto mecanismos para la representación de la
solución del problema.

38 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 2-3: Enfoques de no programación matemática para el FSGSP de múltiples máquinas
Autores Problema
𝐹𝑚 | … Enfoque
Métodos de solución Aplicación
Ex. He. Me. Método
Único objetivo
(Schaller et al.,
2000) 𝑠𝑟𝑓 | 𝐶𝑚𝑎𝑥 Construcción y lower bound x x
Branch-Bound, CDS, NEH, Gupta-Darrow,
de descenso, CMD Aleatoria
(Schaller, 2000) 𝑠𝑟𝑓 | 𝐶𝑚𝑎𝑥 Construcción y lower bound x x x Branch-Bound, CDS, NEH, de intercambio,
TS, GA Aleatoria
(Schaller, 2001) 𝑠𝑓 | 𝐶𝑚𝑎𝑥 Construcción y lower bound x x Branch-Bound, híbrido entre Branch-Bound
y heurística de intercambio Aleatoria
(Schaller, 2005) 𝑠𝑓, 𝑝𝑟𝑚𝑢 | 𝐶𝑚𝑎𝑥 Construcción y lower bound x x x Branch-Bound modificado, TS, híbrido entre
Branch-Bound y CDS-NEH Aleatoria
(Gupta & Schaller,
2006) 𝑠𝑓, 𝑝𝑟𝑚𝑢 | ∑ 𝐶𝑗
Construcción, búsqueda y lower
bound x x x
Branch-Bound, Append y Append extendido,
NEH y NEH extendido, de descenso, de
mejora iterativa, GA, TS y TS modificado
(Schaller et al., 2000)
(Neufeld et al., 2015) 𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠, 𝑝𝑟𝑚𝑢 |
𝐶𝑚𝑎𝑥 Construcción x CDS, NEH, CMD, iterativa, de mejora (Schaller et al., 2000)
(W. H. Yang, 2002) 𝑠𝑓, 𝑝𝑟𝑚𝑢 | 𝐶𝑚𝑎𝑥 Construcción x Heurística basada en Branch-Bound
Producción de pantallas de
cristal líquido-transistor de
película delgada
(Celano et al., 2010) 𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠, 𝑏𝑙𝑜𝑐𝑘 |
𝐶𝑚𝑎𝑥
Construcción y búsqueda:
tiempos de inicio x x NEH modificado, GA, TS
Producción de obleas
semiconductoras
(Schaller et al., 2000)
(Qin et al., 2016)
𝑝𝑟𝑚𝑢, 𝑔𝑡𝑎, 𝑙𝑒𝑎𝑟𝑛 | …
𝐶𝑚𝑎𝑥, ∑ 𝐶𝑗, ∑ 𝑤𝑗𝐶𝑗 y
𝐿𝑚𝑎𝑥
Construcción, búsqueda y lower
bound x x
RBSR, GSPT-LE, GASPT-LE, GSWPT,
GEDD, GA, QDEA
Producción de paneles
sándwich de nido de abeja
de aluminio
(Celano et al., 2011) 𝑠𝑟𝑓, 𝑝𝑟𝑚𝑢, 𝑏𝑙𝑜𝑐𝑘,
𝑤𝑜𝑟𝑘 𝑠𝑘𝑖𝑙𝑙𝑠 | 𝐶𝑚𝑎𝑥
Búsqueda: codificación de
solución, tiempos de inicio x GA (Schaller et al., 2000)
(Cho & Ahn, 2003) 𝑠𝑟𝑓 | ∑ 𝑇𝑗 -- x x Híbrido basado en GA --
(França et al., 2005) 𝑠𝑟𝑓, 𝑝𝑟𝑚𝑢 | 𝐶𝑚𝑎𝑥 Búsqueda: codificación de
solución, tiempo de terminación x x Multistart, GA, MA (Schaller et al., 2000)
(Hamed Hendizadeh
et al., 2008)
𝑠𝑟𝑓, 𝑝𝑟𝑚𝑢, 𝑓𝑚𝑙𝑠 |
𝐶𝑚𝑎𝑥
Búsqueda: tiempos de inicio y
terminación x
TS con variaciones de memoria, frecuencia
y elitismo, MA
(Schaller et al., 2000),
(França et al., 2005)

Capítulo 2. Revisión sistemática de modelos para la programación de la producción en celdas de manufactura y
distribución de plantas
39
Tabla 2-3: (continuación)
Autores Problema
𝐹𝑚 | … Enfoque
Métodos de solución Aplicación
Ex. He. Me. Método
Único objetivo
(Lin, Ying, et al.,
2009)
𝑠𝑟𝑓, 𝑝𝑟𝑚𝑢,
𝑛𝑜𝑛 𝑝𝑟𝑚𝑢, 𝑓𝑚𝑙𝑠 | …
𝐶𝑚𝑎𝑥, ∑ 𝐶𝑗, ∑ 𝑤𝑗𝐶𝑗,
𝑇𝑚𝑎𝑥, ∑ 𝑇𝑗 y ∑ 𝑤𝑗𝑇𝑗
Búsqueda: codificación de la
solución para el 𝑛𝑜𝑛 𝑝𝑟𝑚𝑢,
tiempo de terminación
x SA, GA, TS (Schaller et al., 2000), (França
et al., 2005), aleatoria
(Lin, Gupta, et al.,
2009)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠, 𝑝𝑟𝑚𝑢 |
𝐶𝑚𝑎𝑥 Búsqueda: tiempo de terminación x SA
(Schaller et al., 2000), (França
et al., 2005), (Hamed Hendizadeh
et al., 2008)
(Ying et al., 2010)
𝑠𝑟𝑓, 𝑝𝑟𝑚𝑢,
𝑛𝑜𝑛 𝑝𝑟𝑚𝑢, 𝑓𝑚𝑙𝑠 | …
𝐶𝑚𝑎𝑥, ∑ 𝐶𝑗, ∑ 𝑤𝑗𝐶𝑗,
𝑇𝑚𝑎𝑥, ∑ 𝑇𝑗 y ∑ 𝑤𝑗𝑇𝑗
Búsqueda: tiempo de terminación x SA Aleatoria
(H.-M. Cheng &
Ying, 2011) 𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠 | 𝐶𝑚𝑎𝑥 Búsqueda: tiempo de terminación x IG de dos niveles (Schaller et al., 2000)
(Lin et al., 2011) 𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠 | 𝐶𝑚𝑎𝑥 Búsqueda: tiempo de terminación x x MSA
(Schaller et al., 2000), (França
et al., 2005), (Hamed Hendizadeh
et al., 2008), (Lin, Gupta, et al.,
2009), aleatoria
(Bouabda et al.,
2011)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠, 𝑝𝑟𝑚𝑢 |
𝐶𝑚𝑎𝑥 Búsqueda: tiempo de terminación x x Híbrido entre GA y Branch-Bound (Schaller et al., 2000)
(C.-F. Chen et al.,
2013)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠, 𝑝𝑟𝑚𝑢, 𝑡𝑗 |
𝐶𝑚𝑎𝑥 Búsqueda x GA modificado, ACO modificado
(Schaller et al., 2000), (França
et al., 2005), (Lin, Ying, et al.,
2009)
(Eddaly et al., 2013) 𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠 | 𝐶𝑚𝑎𝑥 Búsqueda: tiempo de despacho x EDA-ILS (Schaller et al., 2000), (França
et al., 2005)
(Ibrahem et al.,
2014)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠, 𝑝𝑟𝑚𝑢 |
∑ 𝐶𝑗 Búsqueda: función fitness x GA, PSO (Salmasi et al., 2011)
(Liou & Hsieh, 2015) 𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠, 𝑝𝑟𝑚𝑢, 𝑡𝑗 |
𝐶𝑚𝑎𝑥
Lower bound y búsqueda:
codificación de la solución,
tiempo de terminación
x PSO-GA Aleatoria

40 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 2-3: (continuación)
Autores Problema
𝐹𝑚 | … Enfoque
Métodos de solución Aplicación
Ex. He. Me. Método
Único objetivo
(Costa et al., 2017) 𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠, 𝑝𝑟𝑚𝑢 |
𝐶𝑚𝑎𝑥
Búsqueda: codificación de la
solución x HGA (Salmasi et al., 2011)
Multiobjetivo
(Hamed Hendizadeh
et al., 2007)
𝑠𝑟𝑓, 𝑝𝑟𝑚𝑢,
𝑓𝑚𝑙𝑠 | 𝐶𝑚𝑎𝑥, ∑ 𝐹𝑗
Lower bound y búsqueda:
tiempos de inicio y terminación x x Branch-Bound modificado, MOGA (Schaller et al., 2000), aleatoria
(Lin & Ying, 2012)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠 | …
𝐶𝑚𝑎𝑥, ∑ 𝐶𝑗 y
𝐶𝑚𝑎𝑥, ∑ 𝑇𝑗
Búsqueda: tiempo de terminación x x Híbrido entre SA y Multistart
(TLMSA) (Schaller et al., 2000)
(Venkataramanaiah,
2008)
𝑚𝑖𝑠𝑠 | ∑(𝑤1𝐶𝑚𝑎𝑥 +
𝑤2𝐹𝑗 + 𝑤3𝐼) Construcción y búsqueda x x
Híbrido basado en SA, integrando
reglas de despacho Aleatoria
𝐶𝑚𝑎𝑥: tiempo de terminación máximo, ∑ 𝐹𝑗: tiempo de flujo total, ∑ 𝐶𝑗: tiempo de terminación total, ∑ 𝑤𝑗𝐶𝑗: tiempo de terminación ponderado total, 𝐿𝑚𝑎𝑥: demora máxima, ∑ 𝑇𝑗: tardanza total,
∑ 𝑤𝑗𝑇𝑗: tardanza total ponderada, 𝑇𝑚𝑎𝑥: tardanza máxima, ∑ 𝐼: tiempo de ocio total de las máquinas; 𝑠𝑓: tiempo de preparación independiente de la secuencia, 𝑠𝑟𝑓: tiempo de preparación
dependiente de la secuencia, 𝑝𝑟𝑚𝑢: permutación, 𝑛𝑜𝑛 𝑝𝑟𝑚𝑢: sin permutación, 𝑓𝑚𝑙𝑠: familias de productos, 𝑏𝑙𝑜𝑐𝑘: bloqueo, 𝑔𝑡𝑎: tecnología de grupos, 𝑡𝑗: tiempos de transporte/remoción,
𝑙𝑒𝑎𝑟𝑛: efecto de aprendizaje, 𝑚𝑖𝑠𝑠: operaciones faltantes; CDS: heurística de Campbell-Dudek-Smith, NEH: heurística Nawaz-Enscore-Ham, CMD: heurística CDS-NEH-Descenso, TS: búsqueda tabú, GA: algoritmo genético, SA: templado simulado, MA: algoritmo memético, ACO: optimización por colonia de hormigas, PSO: optimización por enjambre de partículas, EDA: algoritmo de estimación de distribución, IG: algoritmo voraz iterado, ILS: algoritmo de búsqueda local iterado, MSA: algoritmo Multistart-SA, HGA: GA híbrido, MOGA: GA multiobjetivo. Fuente: Autor.

Capítulo 2. Revisión sistemática de modelos para la programación de la producción en celdas de manufactura y
distribución de plantas
41
Tabla 2-4: Enfoques de programación matemática para el FSGSP de múltiples máquinas
Autores Problema
𝐹𝑚 | …
Enfoque Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Método
Único objetivo
(Salmasi
et al., 2010)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠,
𝑝𝑟𝑚𝑢 | ∑ 𝐶𝑗
MILP
Lower
Bound
- Tiempo de terminación de trabajo en ‘slot’
- Tiempo de terminación de ‘slot’ en máquina
- Tiempo de preparación de grupo asignado a ‘slot’
- Asignación de grupo en ‘slot’ (Binaria)
- Secuencia de trabajos (Binaria)
- Asignación en secuencia de grupos en ‘slot’ (Binaria)
x x x
Branch-Price (ILOG
CPLEX), TS, ACO-
NEH (HACO)
(Schaller et al.,
2000), aleatoria
(Salmasi
et al., 2011)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠,
𝑝𝑟𝑚𝑢 | 𝐶𝑚𝑎𝑥
MILP:
Salmasi
et al.,
2010
- Tiempo de terminación de trabajo en ‘slot’
- Tiempo de terminación de ‘slot’ en máquina
- Tiempo de preparación de grupo asignado a ‘slot’
- Asignación de grupo en ‘slot’ (Binaria)
- Secuencia de trabajos (Binaria)
- Asignación en secuencia de grupos en ‘slot’ (Binaria)
x HACO Aleatoria
(Naderi &
Salmasi,
2012)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠,
𝑝𝑟𝑚𝑢 | ∑ 𝐶𝑗 MILP
Modelo 1
- Tiempo de terminación de último trabajo de grupo
- Tiempo de inicio de primer trabajo de grupo
- Tiempo de terminación de trabajo en máquina
- Secuencia de trabajos (Binaria)
- Secuencia de grupos (Binaria)
Modelo 2
- Tiempo de terminación de último trabajo de grupo
- Tiempo de inicio de primer trabajo de grupo
- Tiempo de terminación de trabajo en posición de grupo
- Asignación de trabajo en posición de grupo (Binaria)
- Secuencia de grupos (Binaria)
x x MILP (ILOG CPLEX),
GSA
(Salmasi et al.,
2010)
(Solimanpur &
Elmi, 2011)
𝑓𝑚𝑙𝑠, 𝑏𝑙𝑜𝑐𝑘 |
𝐶𝑚𝑎𝑥 ILP
- Tiempo de terminación de trabajo de familia en máquina
- Tiempo de inicio de procesamiento de familia en máquina
- Tiempo de terminación de procesamiento de familia en máquina
- Determinación de secuencia parcial de familias (Binaria)
- Determinación de secuencia parcial de trabajos en familia (Binaria)
- Tiempo de terminación máximo
x x TS-NEH Aleatoria

42 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 2-4: (continuación)
Autores Problema
𝐹𝑚 | …
Enfoque Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Método
Único objetivo
(Lin & Ying,
2019)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠,
𝑛𝑤𝑡 | 𝐶𝑚𝑎𝑥
ATSP/
BIP
- Asignación de ciudades (trabajos) en secuencia (Binaria)
- Asignación de ciudades (trabajos) en secuencia dentro de familia
(Binaria)
x x LKH
(Schaller et al.,
2000), (França
et al., 2005)
(Gelogullari &
Logendran,
2010)
𝑠𝑐𝑎𝑟𝑟𝑦, 𝑝𝑟𝑚𝑢,
𝑓𝑚𝑙𝑠 | ∑ 𝐶𝑗 MILP
- Tiempo de terminación de tipo de tablero asignado a ‘slot’
- Tiempo total de preparación antes de ‘slot’ en máquina
- Tipo de tablero de grupo es asignado a ‘slot’ (Binaria)
- Preparación es requerida entre grupos en ‘slot’ (Binaria)
- Componente reside en alimentador en ‘slot’ (Binaria)
- Preparación es requerida en alimentador en ‘slot’ (Binaria)
x x TS, CG-Branch-Price
Producción de
tableros de
circuito impreso,
aleatoria
(Ying et al.,
2012)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠,
𝑛𝑤𝑡 | 𝐶𝑚𝑎𝑥 MILP
- Tiempo de ocio de máquina antes de inicio de trabajo en la
secuencia
- Tiempo de demora en la primera máquina entre el inicio de
trabajos debido a la restricción de no espera (no-wait)
- Tiempo de terminación de trabajo en secuencia
- Secuenciación de familias (Binaria)
- Secuenciación de trabajos en familias (Binaria)
- Posición de trabajos (Binaria)
- Posición de trabajos en secuencia (Binaria)
x x GA, SA, IG
(Schaller et al.,
2000), (França
et al., 2005)
(Behjat &
Salmasi,
2017)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠,
𝑛𝑤𝑡 | ∑ 𝐶𝑗
MILP:
Naderi-
Salmasi,
2012
- Tiempo de terminación de último trabajo de grupo
- Tiempo de inicio de primer trabajo de grupo
- Tiempo de terminación de trabajo en máquina
- Secuencia de trabajos (Binaria)
- Secuencia de grupos (Binaria)
x PSO modificado, VNS
modificado (Salmasi, 2005)
(Keshavarz
et al., 2014)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠,
𝑝𝑟𝑚𝑢 | ∑ 𝐶𝑗
MILP:
Salmasi
et al.,
2010
Lower
Bound
Descomposición de Dantzig-Wolfe
- Tiempo de terminación de trabajo perteneciente a grupo en
máquina
- Programa es seleccionado en máquina (Binaria)
x x Branch-Price, Branch-
Bound, GA modificado
(Salmasi et al.,
2010)

Capítulo 2. Revisión sistemática de modelos para la programación de la producción en celdas de manufactura y
distribución de plantas
43
Tabla 2-4: (continuación)
Autores Problema
𝐹𝑚 | …
Enfoque Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Método
Único objetivo
(Keshavarz
et al., 2019)
𝑠𝑟𝑓, 𝑓𝑚𝑙𝑠,
𝑝𝑟𝑚𝑢 |
∑(𝑤𝑗𝐸𝑗 +
𝑤𝑗𝑇𝑗)
MILP:
Naderi-
Salmasi,
2012
Lower
Bound
MILP
- Tiempo de terminación de trabajo de grupo en máquina
- Tiempo de terminación de grupo en máquina
- Tiempo de inicio de grupo en máquina
- Anticipación de trabajo de grupo
- Tardanza de trabajo de grupo
- Secuencia de trabajos (Binaria)
- Secuencia de grupos (Binaria)
Descomposición de Dantzig-Wolfe
- Programa es seleccionado en máquina (Binaria)
x x x
MILP, Branch-Price
(ILOG CPLEX), reglas
de secuenciación:
EDD, LTER y METSM;
HPSO
(Salmasi et al.,
2010), aleatoria
(Costa et al.,
2020)
𝑠𝑟𝑓, 𝑏𝑙𝑜𝑐𝑘 |
𝐶𝑚𝑎𝑥 MILP
- Tiempo de terminación de trabajo procesado en ‘slot’ de grupo
- Tiempo de inicio de grupo en máquina
- Tiempo de terminación de grupo en máquina
- Tiempo de terminación máximo
- Asignación de grupo a ‘slot’ en secuencia (Binaria)
- Asignación de trabajo a ‘slot’ de grupo (Binaria)
x x
MILP (ILOG CPLEX),
Parallel Self-Adaptive
GA (PSAGA)
Aleatoria
Multiobjetivo
(Lu &
Logendran,
2013)
𝑠𝑟𝑓, 𝑟𝑗, 𝑀𝑗 |
∑ 𝑤𝑗𝐶𝑗,∑ 𝑤𝑗𝑇𝑗 MILP
- Tardanza de trabajo en grupo
- Tiempo de terminación de trabajo en ‘slot’
- Tiempo de terminación de ‘slot’ en máquina
- Tiempo de preparación para un grupo asignado a ‘slot’
- Asignación de grupo a ‘slot’ (Binaria)
- Secuencia de trabajos (Binaria)
- Asignación de grupo a ‘slot’ en secuencia (Binaria)
x TS modificado (Schaller et al.,
2000), aleatoria

44 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 2-4: (continuación)
Autores Problema
𝐹𝑚 | …
Enfoque Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Método
Multiobjetivo
(Yazdani
Sabouni &
Logendran,
2018)
𝑠𝑐𝑎𝑟𝑟𝑦, 𝑓𝑚𝑙𝑠 |
∑ 𝑤𝑗𝐹𝑗,∑ 𝑤𝑗𝑇𝑗
MILP
Lower
Bound
- Tiempo de terminación de grupo de tablero asignado a ‘slot’
- Tiempo de terminación de ensamble de tablero de grupo
- Tiempo de terminación de ‘kitting’ de tablero de grupo
- Tiempo de preparación requerido para asignar grupo de tablero a
‘slot’
- Tiempo de terminación de ‘kitting’ de grupo de tablero asignado a
‘slot’
- Tardanza de tablero de grupo en máquina
- Componente requerido para el grupo asignado a ‘slot’ en
alimentador
- Asignación de grupo de tablero a ‘slot’ (Binaria)
- Secuencia de tableros en grupo (Binaria)
- Requerimiento de componente en alimentador para grupo
asignado a ‘slot’ (Binaria)
- Preparación requerida en alimentador en ‘slot’ (Binaria)
x x x
MILP, Branch-Price
(ILOG CPLEX), CFIM1,
CFIM2, TS
Producción de
tableros de
circuito impreso
(Khalid
et al., 2019)
𝑓𝑚𝑙𝑠, 𝑝𝑟𝑚𝑢
| 𝑊𝐼𝑃,
𝑎𝑣. 𝑢𝑡𝑖𝑙
ILP
- Tiempo de llegadas de partes en máquinas
- Tiempo de inicio de partes en máquinas
- Tiempo de terminación de partes en máquinas
- Tiempo de espera en cola de partes en máquinas
x x
Reglas de
secuenciación, NEH,
GA, PSO, NEPSO
Industria
automotriz
𝐶𝑚𝑎𝑥: tiempo de terminación máximo, ∑ 𝑤𝑗𝐹𝑗: tiempo de flujo ponderado total, ∑ 𝐶𝑗: tiempo de terminación total, ∑ 𝑤𝑗𝐶𝑗: tiempo de terminación ponderado total, ∑(𝑤𝑗𝐸𝑗 + 𝑤𝑗𝑇𝑗): anticipación
y tardanza ponderadas totales, ∑ 𝑤𝑗𝑇𝑗: tardanza ponderada total, 𝑊𝐼𝑃: inventario en proceso, 𝑎𝑣. 𝑢𝑡𝑖𝑙: utilización promedio; 𝑠𝑟𝑓: tiempo de preparación dependiente de la secuencia, 𝑝𝑟𝑚𝑢:
permutación, 𝑓𝑚𝑙𝑠: familias de productos, 𝑏𝑙𝑜𝑐𝑘: bloqueo, 𝑛𝑤𝑡: sin esperas, 𝑀𝑗: disponibilidad de máquinas, 𝑟𝑗: liberación de pedidos; MILP: programación lineal entera mixta, ILP:
programación lineal entera, ATSP: problema del agente viajero asimétrico, BIP: programación entera binaria; NEH: heurística Nawaz-Enscore-Ham, LKH: algoritmo Lin-Kernighan-Helsgaun, IG: algoritmo voraz iterado, TS: búsqueda tabú, ACO: optimización por colonia de hormigas, HACO: híbrido entre ACO y NEH, GA: algoritmo genético, SA: templado simulado, GSA: híbrido entre GA y SA, PSO: optimización por enjambre de partículas, VNS: búsqueda en vecindario variable, HPSO: híbrido basado en PSO, NEPSO: híbrido entre NEH y PSO, CFIM: algoritmo de movimientos de mejora hacia adelante en ciclos. Fuente: Autor.

Capítulo 2. Revisión sistemática de modelos para la programación de la
producción en celdas de manufactura y distribución de plantas
45
Dentro de las formulaciones de programación matemática para el FSGSP de múltiples
máquinas, los modelos MILP se destacan en la literatura encontrada. Las formulaciones
presentadas por (Salmasi et al., 2010) y (Naderi & Salmasi, 2012), basadas en el
mecanismo de lower bound propuesto por (Logendran et al., 2006) son las formulaciones
más reconocidas para el problema con las características de tiempos de preparación
dependientes de la secuencia (𝑠𝑟𝑓𝑖 ), familia de productos (𝑓𝑚𝑙𝑠) y permutación (𝑝𝑟𝑚𝑢).
Los modelos MILP propuestos se pueden subdividir de acuerdo con el concepto con que
la secuencia de los grupos y de los trabajos dentro de los grupos es conformada. Un
concepto está basado en una secuencia mediante ranuras o ‘slots’, en donde se requieren
variables binarias de asignación de grupos y de trabajos a estos ‘slots’, como en los
modelos propuestos por (Salmasi et al., 2010), (Gelogullari & Logendran, 2010), (Costa
et al., 2020), (Lu & Logendran, 2013) y (Yazdani Sabouni & Logendran, 2018). Otro
concepto está relacionado con el uso de variables binarias de secuenciación de grupos y
de trabajos en cada grupo. Este concepto es usado en los modelos formulados por (Naderi
& Salmasi, 2012), (Ying et al., 2012), (Behjat & Salmasi, 2017) y (Keshavarz et al., 2019).
(Naderi & Salmasi, 2012) propusieron dos modelos matemáticos (modelo 1 y modelo 2),
que resultaron ser más eficientes que el modelo propuesto por (Salmasi et al., 2010), en
donde el modelo 2 logró resolver de manera óptima el FSGSP para celdas de manufactura
hasta con 6 máquinas, 10 grupos, 56 trabajos y 10 trabajos en cada grupo. (Keshavarz
et al., 2014) propusieron un algoritmo Branch-Price para resolver el MILP formulado por
(Salmasi et al., 2010), utilizando el método de descomposición de Dantzig-Wolfe y, de este
modo, obtener lower bounds para el problema. (Keshavarz et al., 2019) también utilizaron
este método para obtener lower bounds en la optimización de la anticipación y tardanza
ponderadas totales. Otras características como la no espera (𝑛𝑤𝑡) (Behjat & Salmasi,
2017; Lin & Ying, 2019; Ying et al., 2012), la liberación de pedidos (𝑟𝑗) y disponibilidad de
máquinas (𝑀𝑗) (Lu & Logendran, 2013) y el bloqueo (𝑏𝑙𝑜𝑐𝑘) (Costa et al., 2020; Solimanpur
& Elmi, 2011) también han sido consideradas en las formulaciones matemáticas del
problema. A continuación, se presenta el modelo 2 formulado por (Naderi & Salmasi, 2012)
para el problema 𝐹𝑚|𝑠𝑟𝑓 , 𝑓𝑚𝑙𝑠, 𝑝𝑟𝑚𝑢| ∑ 𝐶𝑗.

46 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Notación y parámetros
𝑁 número de trabajos
𝑚 número de máquinas
𝑔 número de grupos/familias de productos
𝐺𝑘 conjunto que incluye los trabajos que pertenecen al grupo 𝑘 ∈ {1, 2, … , 𝑔}
𝑁𝑘 número de trabajos en grupo 𝑘, es decir 𝑁𝑘 = |𝐺𝑘|
𝑗 índice para trabajos, 𝑗 ∈ {1, 2, … , 𝑁}
𝑙 índice para ‘slots’ 𝑙 ∈ {1, 2, … , 𝑁𝑘}
𝑖 índice para máquinas, 𝑖 ∈ {1, 2, … , 𝑚}
𝑡, 𝑘 índice para grupos, 𝑡, 𝑘 ∈ {1, 2, … , 𝑔}
𝑝𝑗𝑖 tiempo de procesamiento del trabajo 𝑗 en la máquina 𝑖
𝑠𝑡𝑘𝑖 tiempo de preparación del grupo 𝑘 procesado inmediatamente después del
grupo 𝑡 en la máquina 𝑖
𝑀 número positivo grande
Variables de decisión
𝐹𝑘𝑖 tiempo de terminación del último trabajo del grupo 𝑘 en la máquina 𝑖
𝑆𝑘𝑖 tiempo de inicio del primer trabajo del grupo 𝑘 en la máquina 𝑖
𝐶𝑘𝑙𝑖 tiempo de terminación del trabajo en la posición 𝑙 del grupo 𝑘 en la máquina 𝑖
𝑋𝑗𝑙 1, si el trabajo 𝑗 ocupa la posición 𝑙 del grupo 𝑘. ∀ 𝑘, 𝑗 ∈ 𝐺𝑘 , 𝑖 = {1, … , 𝑛𝑘}.
0, de lo contrario.
𝑈𝑡𝑘 1, si el grupo 𝑘 es procesado inmediatamente después del grupo 𝑡.
0, de lo contrario. 𝑡 ≠ 𝑘, 𝑡 = {0, 1, … , 𝑔}
𝑀𝑖𝑛𝑖𝑚𝑖𝑧𝑎𝑟 𝑍 = ∑ ∑ 𝐶𝑘𝑙𝑚
𝑛𝑘
𝑙=1
𝑔
𝑘=1
(2.7)
𝑠𝑢𝑗𝑒𝑡𝑜 𝑎
𝑆𝑘𝑖 ≥ 𝐹𝑡𝑖 + 𝑠𝑡𝑘𝑖 − (1 − 𝑈𝑡𝑘) ∗ 𝑀, ∀ 𝑡 ∈ {0, 1, … , 𝑔}, 𝑘 ≠ 𝑡, 𝑖 (2.8)
∑ 𝑈𝑡𝑘 = 1
𝑔
𝑡=0,𝑡≠𝑘
, ∀ 𝑘 (2.9)
∑ 𝑈𝑡𝑘 ≤ 1
𝑔
𝑘=1,𝑡≠𝑘
, ∀ 𝑡 (2.10)
∑ 𝑈0𝑘 = 1
𝑔
𝑘=1
(2.11)

Capítulo 2. Revisión sistemática de modelos para la programación de la
producción en celdas de manufactura y distribución de plantas
47
𝑈𝑡𝑘 + 𝑈𝑘𝑡 ≤ 1 (2.12)
∑ 𝑋𝑗𝑙 = 1, ∀ 𝑘, 𝑗 ∈ 𝐺𝑘
𝑛𝑘
𝑙=1
(2.13)
∑ 𝑋𝑗𝑙 = 1
𝑗∈𝐺𝑘
, ∀ 𝑘, 𝑙 ∈ {1, … , 𝑛𝑘} (2.14)
𝐶𝑘𝑙𝑖 ≥ 𝐶𝑘(𝑙−1)𝑖 + ∑ 𝑋𝑗𝑙 ∗ 𝑝𝑗𝑖
𝑗∈𝐺𝑘
, ∀ 𝑘, 𝑙 ∈ {2, … , 𝑛𝑘}, 𝑖 (2.15)
𝐶𝑘𝑙𝑖 ≥ 𝐶𝑘𝑙(𝑖−1) + ∑ 𝑋𝑗𝑙 ∗ 𝑝𝑗𝑖
𝑗∈𝐺𝑘
, ∀ 𝑘, 𝑙 ∈ {1, … , 𝑛𝑘}, 𝑖 (2.16)
𝐶𝑘1𝑖 ≥ 𝑆𝑘𝑖 + ∑ 𝑋𝑗𝑙 ∗ 𝑝𝑗𝑖
𝑗∈𝐺𝑘
, ∀ 𝑘, 𝑖 (2.17)
𝐹𝑘𝑖 ≥ 𝐶𝑘𝑛𝑘𝑖, ∀ 𝑘, 𝑖 (2.18)
𝐶𝑘𝑙𝑖, 𝑆𝑘𝑖 , 𝐹𝑘𝑖 ≥ 0, 𝑋𝑗𝑙 , 𝑈𝑡𝑘 ∈ {0, 1}, 𝑑𝑜𝑛𝑑𝑒 𝐶𝑘𝑙0 = 𝐹0𝑖 = 0 (2.19)
En la formulación matemática propuesta por (Naderi & Salmasi, 2012), se estableció como
función objetivo la minimización del tiempo de terminación total, como se muestra en la
ecuación (2.7). La restricción (2.8) asegura que las máquinas inicien el procesamiento de
los trabajos que pertenecen al grupo 𝑘, después de la suma del tiempo de terminación del
grupo anterior 𝑡 y el tiempo de preparación en la máquina 𝑖. El conjunto de restricciones
(2.9) y (2.10) aseguran que cada grupo solo tenga exactamente un grupo precedente y al
menos un grupo sucesor, respectivamente. Para la asignación de la secuencia de los
grupos, se definió un grupo de referencia, el cual se asigna en el primer ‘slot’ mediante la
restricción (2.11). La restricción (2.12) permite que cada grupo pueda ser procesado antes
o después de otro grupo. Las restricciones (2.13) y (2.14) aseguran que cada trabajo ocupe
exactamente un ‘slot’ en el grupo al que pertenecen, y que cada ‘slot’ de cualquier grupo
contenga únicamente un trabajo perteneciente a ese grupo, respectivamente. El
procesamiento de un trabajo puede iniciar cuando el procesamiento del trabajo en el ‘slot’
anterior y en la máquina anterior hayan terminado, a través de las restricciones (2.15) y
(2.16). La restricción (2.17) asegura que el procesamiento del trabajo en el primer ‘slot’
inicia cuando el procesamiento del grupo inicia. La restricción (2.18) establece que el
tiempo de terminación de un grupo debe ser mayor que el tiempo de terminación del trabajo

48 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
en el último ‘slot’. Finalmente, la restricción (2.19) define las variables continuas y binarias
del modelo, así como los valores iniciales de algunas de ellas.
2.3. Enfoques matemáticos y métodos de solución para el UAFLP
El UAFLP puede ser definido considerando una región rectangular dada con dimensiones
𝐿 y 𝑊, para largo y ancho, respectivamente, la cual es dividida en 𝑛 departamentos, cuyos
requerimientos de área (𝑎𝑖) son conocidos, de tal manera que la suma de los flujos de los
materiales entre pares de departamentos 𝑖 y 𝑗 (𝑓𝑖𝑗) se optimicen (Armour & Buffa, 1963;
Kulturel-Konak et al., 2004). Este objetivo está sujeto a un conjunto de restricciones, las
cuales incluyen que 1) todos los departamentos deben ser localizados dentro de la región
rectangular o instalación, 2) los departamentos no deben sobreponerse entre ellos, y 3) la
dimensión de los departamentos (ancho, 𝑙𝑖𝑥, y alto, 𝑙𝑖
𝑦) deben satisfacer ciertos
requerimientos de aspecto (𝛽𝑖) (Komarudin & Wong, 2010; Meller & Gau, 1996). La
solución para el UAFLP es una distribución de bloques que representa la instalación y
especifica la ubicación y forma de los departamentos dentro de misma (Jankovits et al.,
2011; Kulturel-Konak & Konak, 2011a, 2013).
Los flujos de materiales entre departamentos, también conocido como el costo de manejo
de materiales (material handling cost, MHC), se consideran una métrica basada en la
distancia, la cual puede ser definida de acuerdo con diferentes normas. La distancia
rectilínea (también conocida como distancia Manhattan), la distancia euclidiana, la
distancia euclidiana cuadrada y la distancia Chebyshev son algunas de las normas de
distancia conocidas (Gonçalves & Resende, 2015; Xie et al., 2018). La distancia rectilínea
es la norma de distancia más aplicada en los problemas de layout de la vida real (Bozer &
Wang, 2012; Gonçalves & Resende, 2015; Logendran & Kriausakul, 2006), sin embargo,
las normas de distancia euclidiana y Chebyshev también son consideradas en el diseño
de plantas y otras instalaciones (Xie et al., 2018). El MHC es considerado como el criterio
principal para la optimización del UAFLP (Drira et al., 2007; Meller & Gau, 1996).
La Tabla 2-5 y la Tabla 2-6 presentan los enfoques de no programación matemática y de
programación matemática, respectivamente, encontrados en la revisión de literatura para
el UAFLP estático.

Capítulo 2. Revisión sistemática de modelos para la programación de la producción en celdas de manufactura y
distribución de plantas
49
Tabla 2-5: Enfoques de no programación matemática para el UAFLP
Autores Función
objetivo Enfoque
Métodos de solución Aplicación
Ex. He. Me. Mh. Mc. Método
Único objetivo
(K.-Y. Lee et al.,
2003) MF
Función fitness, estructura
de paredes y pasajes
internos
x GA Aleatoria, problema de compartimiento de
barco
(Paul et al., 2006) MF
Función fitness, estructura
de paredes y pasajes
internos
x PSO Aleatoria
(Scholz et al.,
2009) MHC Curvas límite, STS x TS
(Armour & Buffa, 1963; Bazaraa, 1975;
Meller et al., 1998; van Camp et al., 1992)
(Komarudin &
Wong, 2010) MHC Función fitness, STS x AS
(Armour & Buffa, 1963; Q. Liu & Meller,
2007; Meller et al., 1998; van Camp,
1989; van Camp et al., 1992)
(Wong &
Komarudin, 2010) MHC Función fitness, FBS x AS
(Armour & Buffa, 1963; Bozer et al., 1994;
Q. Liu & Meller, 2007; Meller et al., 1998;
Tate & Smith, 1995; van Camp, 1989)
(Komarudin &
Wong, 2012) MHC FBS x AS
(Armour & Buffa, 1963; Bozer et al., 1994;
Q. Liu & Meller, 2007)
(Kulturel-Konak &
Konak, 2011b) MHC FBS x ACO
(Armour & Buffa, 1963; Bazaraa, 1975;
Dunker et al., 2003; Gau & Meller, 1999;
Komarudin & Wong, 2010; Q. Liu &
Meller, 2007; Meller, 1992; Montreuil
et al., 2004; Nugent et al., 1968; Tam,
1992a; Tate & Smith, 1995; van Camp
et al., 1992)
(Kulturel-Konak &
Konak, 2011a) MHC FBS x x
Híbrido entre PSO y hill
climbing local search
algorithm
(Armour & Buffa, 1963; Bazaraa, 1975;
Dunker et al., 2003; Gau & Meller, 1999;
Komarudin & Wong, 2010; Q. Liu &
Meller, 2007; Meller, 1992; Montreuil
et al., 2004; Nugent et al., 1968; Tam,
1992a; Tate & Smith, 1995; van Camp
et al., 1992)

50 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 2-5: (continuación)
Autores Función
objetivo Enfoque
Métodos de solución Aplicación
Ex. He. Me. Mh. Mc. Método
Único objetivo
(Kulturel-Konak,
2012) MF
FBS, programación lineal
incrustada en algoritmo x
Programación lineal
incrustada en TS
(Armour & Buffa, 1963; Bazaraa, 1975;
Bozer & Wang, 2012; Gau & Meller, 1999;
Q. Liu & Meller, 2007; Meller, 1992;
Montreuil et al., 2004; Nugent et al., 1968;
Tam, 1992a)
(Xiao et al., 2016) Distancia de
viaje total
Programación lineal
incrustada en algoritmo x
Programación lineal de
zona incrustada en SA (Q. Liu & Meller, 2007; Meller et al., 1998)
(Ulutas & Kulturel-
Konak, 2012) MHC FBS x CSA
(Armour & Buffa, 1963; Bazaraa, 1975;
Dunker et al., 2003; Gau & Meller, 1999;
Tam, 1992a; van Camp et al., 1992; VIP-
PLANOPT, Engineering Optimization
Software, 2005)
(Ulutas, 2012) MF FBS x CSA (Armour & Buffa, 1963)
(Ulutas & Kulturel-
Konak, 2013) MHC Función fitness, FBS x CSA
(Armour & Buffa, 1963; Dunker et al.,
2003; McKendall Jr. & Hakobyan, 2010;
van Camp et al., 1992)
(Paes et al., 2017) MHC Estrategia de ubicación de
instalación x
GA, GA con restricciones
de cuadrante y fases de
descomposición
(Gonçalves & Resende, 2015; Imam &
Mir, 1993, 1998; Mir & Imam, 1996, 2001;
VIP-PLANOPT, Engineering Optimization
Software, 2005)
(Ingole & Singh,
2017) MHC Función fitness, SBL x FA (Nugent et al., 1968), aleatoria
(Palomo-Romero
et al., 2017) MHC Función fitness, FBS x
GA de modelo de isla
(IMGA)
(Armour & Buffa, 1963; Bazaraa, 1975;
Bozer & Meller, 1997; Komarudin & Wong,
2010; Q. Liu & Meller, 2007; Tate & Smith,
1995; van Camp et al., 1992)
(García-
Hernández et al.,
2013)
Criterio de
expertos FBS x GA interactivo
Caso del matadero de ovinos, (Aiello
et al., 2006)

Capítulo 2. Revisión sistemática de modelos para la programación de la producción en celdas de manufactura y
distribución de plantas
51
Tabla 2-5: (continuación)
Autores Función
objetivo Enfoque
Métodos de solución Aplicación
Ex. He. Me. Mh. Mc. Método
Único objetivo
(García-
Hernández et al.,
2019)
MF Función fitness, FBS x CRO
Caso del matadero de ovinos, caso de la
planta de reciclaje de cartón, caso de la
planta de plástico picado, (Armour &
Buffa, 1963; Bazaraa, 1975; Bozer et al.,
1994; Bozer & Meller, 1997; Dunker et al.,
2003; Komarudin & Wong, 2010; Q. Liu &
Meller, 2007; van Camp et al., 1992)
(García-
Hernández, Salas-
Morera, Carmona-
Muñoz, García-
Hernández, et al.,
2020)
MHC Función fitness, FBS x CRO de modelo de islã
(IMCRO)
Caso del matadero de ovinos, caso de la
planta de reciclaje de cartón, caso de la
planta de plástico picado, (Armour &
Buffa, 1963; Bazaraa, 1975; Bozer &
Meller, 1997; Dunker et al., 2003; Q. Liu &
Meller, 2007; Meller et al., 1998; van
Camp et al., 1992; Wong & Komarudin,
2010, 2010)
(Salas-Morera
et al., 2020)
Criterio de
expertos
Evaluación mediante
seguimiento de ojos x Híbrido entre PSO y SA
Caso del matadero de ovinos, caso de la
planta de reciclaje de cartón, caso de la
planta de plástico picado, (Aiello et al.,
2006)
(García-
Hernández et al.,
2015)
Criterio de
expertos FBS x
GA combinado con
métodos de nichos
Caso del matadero de ovinos, (Aiello
et al., 2006)
Multiobjetivo
(Y. H. Lee & Lee,
2002) MHC, SAC SBL x HGA (TS/SA + GA) (Nugent et al., 1968; Tam, 1992a, 1992b)
(Aiello et al., 2006) MHC, WA,
DR, AR FBS x x NSGA-2, ELECTRE Aleatoria
(Aiello et al., 2012) MHC, WA,
DR, AR STS x MOGA Aleatoria
(Aiello et al., 2013) MHC, AR,
CR, DR STS x x NRGA, ELECTRE
(Armour & Buffa, 1963; M.-J. Wang et al.,
2005)

52 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 2-5: (continuación)
Autores Función
objetivo Enfoque
Métodos de solución Aplicación
Ex. He. Me. Mh. Mc. Método
Multiobjetivo
(La Scalia et al.,
2019) MHC, AR STS x FA (Armour & Buffa, 1963)
(Ripon et al.,
2011) MHC, CR STS x NSGA-2 (Komarudin & Wong, 2010)
(García-
Hernández et al.,
2014)
MHC, CR,
DR
Representación mediante
matriz de tres filas x
GA, combinado con redes
neuronales artificiales Caso del matadero de ovinos
(García-
Hernández, Salas-
Morera, Carmona-
Muñoz, Abraham,
et al., 2020)
MHC y
criterio de
expertos
FBS x CRO interactivo
Caso del matadero de ovinos, caso de la
planta de reciclaje de cartón, caso de la
planta de plástico picado, (Aiello et al.,
2006)
(Ripon et al.,
2013) MHC, CR STS x x
Híbrido entre VNS y
búsqueda adaptativa local (Komarudin & Wong, 2010)
(Hou et al., 2019) MHC, CR
STS, método de
segmentación de plano
binario
x GA con codificación por
capas
(Armour & Buffa, 1963; Bazaraa, 1975;
Bozer & Meller, 1997; Komarudin & Wong,
2010; Q. Liu & Meller, 2007; Meller et al.,
1998; Montreuil et al., 2004; van Camp
et al., 1992)
(J. Liu & Liu, 2019) MHC, CR
FBS, estrategia de
deformación de
departamentos
x x MOACO
(Armour & Buffa, 1963; Dunker et al.,
2003; Meller et al., 1998; van Camp et al.,
1992)
(J. Liu, Liu, Liu,
et al., 2020)
MHC, CR,
DR, AR FBS x CSE
(Aiello et al., 2012, 2013; Armour & Buffa,
1963; Dunker et al., 2003; Meller et al.,
1998; van Camp et al., 1992)
MHC/MF: costo de manejo de materiales/flujo de materiales, SAC: costo de área sin usar, CR: relación de cercanía, WA: adyacencia ponderada, DR: requerimiento de distancia, AR: requerimiento de tasa de aspecto; SBL: distribución de bloque basada en la forma, STS: estructura de árbol de corte, FBS: estructura de bahía flexible; GA: algoritmo genético, TS: búsqueda tabú, SA: templado simulado, AS: sistema de hormigas, ACO: optimización por colonia de hormigas, PSO: optimización por enjambre de partículas, VNS: búsqueda de vecindario variable, CSA: algoritmo de selección clonal, FA: algoritmo de luciérnaga, CRO: optimización por arrecifes de coral, CSE: algoritmo evolutivo de espacio de configuración, HGA: GA híbrido, NSGA-2: GA de clasificación no dominada, MOGA: GA multiobjetivo, MOACO: ACO multiobjetivo. Fuente: Autor.

Capítulo 2. Revisión sistemática de modelos para la programación de la producción en celdas de manufactura y
distribución de plantas
53
Tabla 2-6: Enfoques de programación matemática para el UAFLP
Autores Función
objetivo
Enfoque Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Mh. Mc. Método
Único objetivo
(Sherali et al.,
2003) MF MIP
- Distancia rectilínea entre departamentos
- Coordenadas de centroide de departamentos
- Mitad de lado (ancho, alto) de departamento
- Ubicación relativa de departamentos (Binaria)
x MIP (ILOG
CPLEX) (Meller et al., 1998)
(Castillo &
Westerlund,
2005)
MF MIP
- Ancho y alto de departamentos
- Coordenadas de centroide de departamentos
- Distancia rectilínea entre departamentos
- Relación 1/ancho de departamento
- Prevención de sobreposición (Binaria)
x MIP (ILOG
CPLEX) (Meller et al., 1998)
(Konak et al.,
2006) MF MIP, FBS
- Ancho y alto de departamentos
- Alto de departamento en bahía
- Coordenadas de centroide de departamentos
- Distancia rectilínea entre departamentos
- Asignación de departamentos a bahías (Bin.)
- Ubicación relativa de departamentos (Binaria)
- Ocupación de bahías (Binaria)
x MIP (ILOG
CPLEX)
(Meller et al., 1998; Sherali
et al., 2003)
(Chae &
Peters, 2006) MF MIP, FBS
- Coordenada de centroide de departamentos
- Ancho de departamentos/bahias
- Distancia rectilínea entre departamentos
- Ubicación relativa de departamentos (Binaria)
x x MIP (ILOG
CPLEX), MA
(Bozer et al., 1994; Meller,
1997; Meller & Bozer, 1996)
(Q. Liu &
Meller, 2007) MF
MIP: Sherali
et al, (2003),
representaci
ón de par de
secuencias
- Distancia rectilínea entre departamentos
- Coordenadas de centroide de departamentos
- Mitad de lado (ancho, alto) de departamento
- Ubicación relativa de departamentos (Binaria)
x GA
(Armour & Buffa, 1963;
Bazaraa, 1975; Bozer et al.,
1994; Bozer & Meller, 1997;
Kamoun & Yano, 1996;
Sherali et al., 2003; Tate &
Smith, 1995; van Camp
et al., 1992), aleatoria
(Meller et al.,
2007) MF
MIP: par de
secuencias
- Distancia rectilínea entre departamentos
- Coordenadas de centroide de departamentos
- Mitad de lado (ancho, alto) de departamento
- Ubicación relativa de departamentos (Binaria)
x MIP (ILOG
CPLEX) (Sherali et al., 2003)

54 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 2-6: (continuación)
Autores Función
objetivo
Enfoque Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Mh. Mc. Método
Único objetivo
(Castillo &
Sim, 2004) MHC
Spring-
embeddin
g
- Distancia euclidiana entre departamentos
- Coordenadas del centroide de departamentos
- Ancho y alto de departamentos
x
Multiplicador de
Lagrange
aumentado
(Nugent et al., 1968)
(Jankovits
et al., 2011) MF
MPCC,
SDP
- Distancia entre departamentos
- Coordenadas del centroide de departamentos
- Ancho y alto de departamentos
- Variables complementarias
x NLP (KNITRO),
SDP (SeDuMi)
(Armour & Buffa, 1963;
Nugent et al., 1968)
(Ahmadi &
Akbari
Jokar, 2016)
MHC
NLP:
Jankovits
et al.
(2011),
SDP
- Distancia entre departamentos
- Coordenadas del centroide de departamentos
- Ancho y alto de departamentos
- Variables complementarias
x NLP (CPLEX,
KNITRO)
(Bazaraa, 1975; Bozer &
Meller, 1997; Meller et al.,
2007; van Camp et al., 1992)
(Anjos &
Vieira, 2016) MF
NLP:
Jankovits
et al.
(2011),
SDP
- Coordenadas del centroide de departamentos
- Ancho y alto de departamentos
- Distancia objetivo generalizada (Fase 1)
- Linealización de la distancia rectilínea (Fase 2)
x SDP (SNOPT),
NLP (CPLEX)
(Armour & Buffa, 1963;
Bazaraa, 1975; Bozer &
Meller, 1997; Jankovits et al.,
2011; Q. Liu & Meller, 2007;
Meller et al., 2007; Nugent
et al., 1968; Tam, 1992a; van
Camp et al., 1992), aleatoria
(Anjos &
Vannelli,
2006)
MF
Modelo
ModCoAr,
MPEC
Modelo ModCoAr
- Coordenadas del centroide de departamentos
- Ancho y alto de departamentos
- Distancia objetivo generalizada
- Tamaño relativo de departamentos
Modelo MPEC
- Coordenadas del centroide de departamentos
- Ancho y alto de departamentos
- Variables complementarias
x MPEC
(MINOS) (Armour & Buffa, 1963)
(Castillo
et al., 2005) MF
MINLP,
MIP
- Coordenadas del centroide de departamentos
- Ancho y alto de departamentos
- Variables de no sobreposición lineales (Binarias)
x
MIP (CPLEX),
Branch-Bound,
BARON, ECP,
OA (Alpha)
(Bazaraa, 1975; Meller et al.,
1998; van Camp et al., 1992)

Capítulo 2. Revisión sistemática de modelos para la programación de la producción en celdas de manufactura y
distribución de plantas
55
Tabla 2-6: (continuación)
Autores Función
objetivo
Enfoque Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Mh. Mc. Método
Único objetivo
(Alagoz et al.,
2008) MF NLP
- Distancia más corta usando la estructura de
isla entre el punto de salida y de entrada de
dos departamentos
- Longitud del arco entre dos departamentos
- Uso del arco al final de la estructura de isla
(Binaria)
x x x
Híbrido entre
NLP, enfoque
heurístico y GA
(Arapoglu et al., 2001;
Armour & Buffa, 1963)
(Chang & Ku,
2013) MHC
MINLP:
QCP, STS
- Distancia rectilínea entre departamentos
- Ancho y alto de departamentos
- Coordenadas del centroide de departamentos
- Ubicación relativa de departamentos (Binaria)
x QCP incrustado
en HS
(Armour & Buffa, 1963;
Meller, 1992; Meller et al.,
1998; Nugent et al., 1968;
van Camp, 1989)
(Gonçalves &
Resende,
2015)
MHC MINLP
- Distancia rectilínea entre departamentos
- Ancho y alto de departamentos
- Coordenadas del centroide de departamentos
- Ubicación relativa de departamentos -
horizontal y vertical (Binarias)
x x
Programación
lineal
incrustada en
BRKGA
No restringido: (Dunker
et al., 2003; Imam & Mir,
1993, 1998; Mir & Imam,
1996, 2001; Tam & Li, 1991;
VIP-PLANOPT, Engineering
Optimization Software,
2005); Restringido: (Armour
& Buffa, 1963; Bazaraa,
1975; Gau & Meller, 1999;
Q. Liu & Meller, 2007; Meller
et al., 1998; Montreuil et al.,
2004; Tam, 1992a; van
Camp et al., 1992)
(Chae &
Regan, 2016) MHC
MINLP, MIP:
Sherali et al.
(2003) y
Castillo &
Westerlund
(2005)
- Distancia rectilínea entre departamentos
- Coordenadas del centroide de departamentos
- Ubicación relativa de departamentos -
izquierda y abajo (Binaria)
x MIP (CPLEX) (Meller et al., 1998)

56 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 2-6: (continuación)
Autores Función
objetivo
Enfoque Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Mh. Mc. Método
Único objetivo
(Kang & Chae,
2017) MF MINLP, STS
- Distancia rectilínea entre departamentos
- Coordenadas del centroide de departamentos
- Ubicación relativa de departamentos -
izquierda y abajo (Binaria)
x HS
(Armour & Buffa, 1963;
Dunker et al., 2003; Q. Liu &
Meller, 2007; Meller et al.,
1998; Nugent et al., 1968; van
Camp et al., 1992)
(Allahyari &
Azab, 2018) MHC
MINLP,
dispositivos
de manejo y
bloques de
islas
- Distancia horizontal entre centro de
instalación y línea de referencia vertical
- Distancia vertical entre centro de instalación y
línea de referencia horizontal
- Ubicación de instalación en el mismo nivel
horizontal (Binaria)
- Ubicación de instalación fuera de los límites
horizontales y verticales (Binaria)
x x Híbrido entre
SA y Multistart
Producción de herramientas
para metalmecánica,
(Bazaraa, 1975; Khare et al.,
1988; Mir & Imam, 2001)
(Bozer &
Wang, 2012) MHC
MIP: par de
grafo
Representación de par de grafo para bordes de
instalación x
Programación
lineal basada
en grafo
incrustado en
SA
(Armour & Buffa, 1963;
Komarudin & Wong, 2010; Q.
Liu & Meller, 2007; Meller
et al., 1998; van Camp, 1989;
van Camp et al., 1992)
(Kulturel-
Konak &
Konak, 2013)
MF
MIP: Sherali
et al. (2003),
par de
forma/
ubicación
- Distancia rectilínea entre departamentos
- Coordenadas del centroide de departamentos
- Ancho y alto de departamentos
- Ubicación relativa de departamentos (Binaria)
x
Programación
lineal
incrustada en
GA
(Armour & Buffa, 1963;
Bazaraa, 1975; Gau & Meller,
1999; Q. Liu & Meller, 2007;
Meller, 1992; Montreuil et al.,
2004; Nugent et al., 1968;
Tam, 1992a)
(Xie et al.,
2018) MHC MILP
- Coordenadas del centroide de departamentos
- Ancho y alto de departamentos
- Distancia rectilínea entre departamentos
- Distancia basada en métrica (Rectilínea,
euclidiana, Chebyshev)
- Ubicación relativa de departamentos (Binaria)
- Variable de no sobreposición (Binaria)
x MILP (CPLEX)
(Bazaraa, 1975; Meller et al.,
1998; Montreuil et al., 2004;
van Camp et al., 1992)

Capítulo 2. Revisión sistemática de modelos para la programación de la producción en celdas de manufactura y
distribución de plantas
57
Tabla 2-6: (continuación)
Autores Función
objetivo
Enfoque Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Mh. Mc. Método
Único objetivo
(Ghassemi
Tari &
Neghabi,
2015)
TAR MILP
- Coordenadas del centroide de departamentos
- Distancias relativas entre departamentos
según su ubicación
- Distancia más cercana entre límites de
departamentos
- Grado de adyacencia entre departamentos
- Variables de no sobreposición (Binaria)
- Aseguramiento de adyacencia (Binaria)
- Satisfacción de longitud de límite común
mínimo entre departamentos
x MILP (CPLEX)
(Georgiadis et al., 1997;
Gonzalez & Realff, 1998;
Jayakumar & Reklaitis,
1996; Khare et al., 1988;
Meyers, 1986; Özyurt &
Realff, 1999; Penteado &
Ciric, 1996)
Multiobjetivo
(J. Liu, Liu,
Yan, et al.,
2020)
MHC,
CR
MILP,
estrategia
deformación
- Coordenadas del centroide de departamentos
- Valor de cercanía
- Variable de no sobreposición (Binaria)
x
Búsqueda local
con métodos
de nicho
(Armour & Buffa, 1963; Asl
et al., 2016; S. K. Das,
1993; Dunker et al., 2003;
Meller et al., 1998; Scholz
et al., 2009; van Camp,
1989; van Camp et al.,
1992)
(Turgay, 2018)
MHC,
RC, AU,
RF
MILP
- Cantidad demandada para materiales
- Operación de material en instalación (Binaria)
- Ubicación relativa de departamentos (Binaria)
x SA (Singh & Singh, 2010)
(M.-J. Wang
et al., 2005)
MF, SR,
AU QSC
- Distancia rectilínea entre departamentos
- Asignación de departamento en malla
(Binaria)
x GA
(Armour & Buffa, 1963;
Islier, 1998; Tompkins,
1996)
(Balamurugan
et al., 2006)
MHC,
AU NLP
- Distancia rectilínea entre máquinas y línea de
referencia
- Ancho y alto de instalación
- Área sin usar
- Máquina reemplaza a otra máquina (Binaria)
x GA Aleatoria

58 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 2-6: (continuación)
Autores Función
objetivo
Enfoque Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Mh. Mc. Método
Multiobjetivo
(Logendran &
Kriausakul,
2006)
MHC,
SC MBNLP
- Coordenadas de centro de la sección de
cruce de departamentos
- Coordenadas de esquina inferior izquierda de
departamento
- Distancia rectilínea entre centros de
departamentos
- Tasa de aspecto de departamentos
- Ancho de departamentos
- Distancia mayor o igual a la mitad de la suma
de los anchos de departamentos (Binaria)
x TS Aleatoria
(Balamurugan
et al., 2008)
MHC,
AU
NLP:
Balamuruga
n et al
(2006), SBL
- Número de viajes entre máquinas
- Distancia rectilínea entre máquinas
- Área sin usar
- Máquina reemplaza a otra máquina (Binaria)
x GA Producción de autopartes
(Saraswat
et al., 2015)
MF,
WIP,
NMHD
MILP:
Castillo &
Westerlund
(2005),
MINLP, par
secuencia
- Número mínimo de dispositivos de manejo
- WIP promedio en dispositivo y departamento
- Coordenadas del centroide de departamentos
- Distancia rectilínea entre departamentos
- Ancho y alto de departamentos
- Prevención de sobreposición (Binaria)
x MOSA
(Benjaafar, 2002; Q. Liu &
Meller, 2007; Meller et al.,
1998)
(J. Liu et al.,
2018)
MHC,
AV, AU
MINLP,
método
división
espacio
- Coordenadas del centroide de departamentos
- Distancia rectilínea entre departamentos
- Factor de adyacencia entre departamentos
x MOPSO
Producción de motores de
diesel, (Asl et al., 2016; S.
K. Das, 1993; Dunker et al.,
2003; Zhang et al., 2013)
MHC/MF: costo de manejo de materiales/flujo de materiales, CR: relación de cercanía, TAR: tasa de adyacencia total, SR: tasa de aspecto, SC: costo de forma, AU: utilización de área, WIP: inventario en proceso, NMHD, número de dispositivos de manejo, RC: costo de relocalización/re-disposición, RF: función de lejanía, AV: valores de adyacencia; SBL: distribución de bloques basada en la forma, STS: estructura de árbol de corte, FBS: estructura de bahía flexible; MIP/MILP: programación (lineal) entera mixta, NLP: programación no lineal, MINLP: programación no lineal entera mixta, MBNLP: programación no lineal binaria mixta, SDP: programación semidefinida, MPEC/MPCC: programa matemático con restricciones de equilibrio, QCP: programa restringido cuadráticamente, QSC: cobertura de conjunto cuadrático; BARON: Navegador de optimización de ramificación y reducción, ECP: plano de corte extendido, OA, aproximación exterior, GA: algoritmo genético, MA: algoritmo memético, HS: búsqueda armónica, TS: búsqueda tabú, SA: templado simulado, VNS: búsqueda en vecindario variable, PSO: optimización por enjambre de partículas, BRKGA: GA de clave aleatoria sesgada, MOSA: SA multiobjetivo, MOPSO: PSO multiobjetivo. Fuente: Autor.

Capítulo 2. Revisión sistemática de modelos para la programación de la
producción en celdas de manufactura y distribución de plantas
59
Las tablas incluyen la información encontrada sobre los autores de la publicación, la
función objetivo optimizada, el enfoque matemático utilizado, los métodos de solución para
resolver el problema (Ex.: métodos exactos, He.: heurísticas, Me.: metaheurísticas, Mh.:
matheurísticas, Mc.: métodos multicriterio) y el caso de estudio o instancia aplicada para
el UAFLP.
Los enfoques matemáticos encontrados para el UAFLP en la literatura varían desde la
formulación de modelos de programación lineal y no lineal, hasta la optimización mediante
funciones de adaptación (fitness) en algoritmos de aproximación, en donde la función
objetivo es penalizada cuando algunas de las restricciones definidas para el problema se
incumple. Otros enfoques han abordado modelos de programación matemática
incrustados en heurísticas de mejora o metaheurísticas, métodos conocidos como
matheurísticas (Boschetti et al., 2009). En relación con los enfoques de no programación,
el uso de una función fitness es frecuente para evaluar la solución de un problema,
mientras que un mecanismo que represente la solución para el UAFLP siempre es
requerido con el fin de codificar y decodificar el problema en el algoritmo de solución. La
función fitness que se presenta en la ecuación (2.20) es la más frecuentemente encontrada
para evaluar el costo de manejo de materiales (MHC), el cual es el objetivo más utilizado
en la solución del UAFLP.
∑ ∑ 𝑓𝑖𝑗
𝑛
𝑗=1,𝑖≠𝑗
𝑑𝑖𝑗 + (𝐷𝑖𝑛𝑓)𝑘
(𝑉𝑓𝑒𝑎𝑠 − 𝑉𝑎𝑙𝑙), ∀ 𝑖, 𝑗 = 1, 2, … , 𝑛
𝑛
𝑖=1
(2.20)
en donde 𝑛 es el número de departamentos, 𝑓𝑖𝑗 representa el flujo de materiales o el costo
de manejo de materiales entre los departamentos 𝑖 y 𝑗, y 𝑑𝑖𝑗 es la distancia entre estos
departamentos. Este primer componente de la función fitness representa el MHC. El
segundo componente de la ecuación (2.20) hace referencia a una penalización para las
soluciones que incumplan la restricción relacionada con la tasa de aspecto de los
departamentos (𝛽𝑖). Esta tasa de aspecto está dada por la relación entre el máximo y el
mínimo de las dimensiones de los departamentos, es decir 𝛽𝑖 = max {𝑙𝑖𝑥, 𝑙𝑖
𝑦}/min {𝑙𝑖
𝑥, 𝑙𝑖𝑦
}
(Tate & Smith, 1995), en donde para ciertos problemas, la relación de aspecto se mide
teniendo en cuenta una dimensión mínima requerida para los lados de los departamentos
(Kang & Chae, 2017). De este modo, 𝐷𝑖𝑛𝑓 es el número de departamentos no factibles o

60 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
que incumplen la restricción de aspecto, 𝑉𝑓𝑒𝑎𝑠 es el mejor valor de la función objetivo para
una solución factible encontrada hasta el momento, mientras que 𝑉𝑎𝑙𝑙 representa el mejor
valor de la función objetivo encontrado hasta el momento, y 𝑘 es un parámetro de ajuste
al valor de la función de penalización, establecido en 3 por (Tate & Smith, 1995).
En relación con los mecanismos de representación de la solución utilizados para el UAFLP,
se destacan la estructura de bahías flexibles (flexible bay structure, FBS), la estructura de
árbol de corte (slicing tree structure, STS) y la distribución de bloques basada en la forma
(shape-based block layout, SBL) como las más frecuentemente aplicadas. La FBS es
conocida como la estructura más fácil y sencilla de implementar, en donde los
departamentos se ubican en bahías paralelas con anchos variables (Kulturel-Konak &
Konak, 2011a). En la estructura STS la instalación es dividida horizontalmente o
verticalmente en los diferentes departamentos que la componen (Komarudin & Wong,
2010), y es considerada la estructura de representación más compleja de aplicar para el
UAFLP (García-Hernández, Salas-Morera, Carmona-Muñoz, García-Hernández, et al.,
2020). Finalmente, la SBL también considera bahías con dimensiones de ancho variables
para localizar instalaciones con formas fijas (Y. H. Lee & Lee, 2002). La Figura 2-7
presenta una comparación entre las soluciones mediante estructuras FBS y STS para la
instancia AB20-ar7 (Armour & Buffa, 1963).
Figura 2-7: Comparación entre las estructuras a) FBS y b) STS para el UAFLP
Fuente: Adaptado por el autor de (García-Hernández, Salas-Morera, Carmona-Muñoz, García-Hernández, et al., 2020) y (Hou et al., 2019) para las estructuras FBS y STS, respectivamente.

Capítulo 2. Revisión sistemática de modelos para la programación de la
producción en celdas de manufactura y distribución de plantas
61
La aplicación de algoritmos metaheurísticos es la alternativa de solución más utilizada para
resolver el UAFLP, tanto en enfoques de no programación como de programación
matemática. Del mismo modo, se encontró en la literatura recuperada el uso de
matheurísticas, en donde formulaciones de programación lineal (LP) se integraron en el
proceso de búsqueda del algoritmo metaheurístico, como se presenta en (Kulturel-Konak,
2012), (Xiao et al., 2016) y (Gonçalves & Resende, 2015), para la búsqueda tabú (TS), el
templado simulado (SA) y el algoritmo genético de clave aleatoria sesgada (BRKGA),
respectivamente. En otras publicaciones, el proceso de búsqueda de los algoritmos
metaheurísticos era refinado en la selección de la alternativa de layout adecuada mediante
técnicas multicriterio. Los autores (Aiello et al., 2006) y (Aiello et al., 2013) consideraron el
uso de la técnica ELECTRE (del francés ELimination Et Choix Traduisant la REalité).
En los enfoques de programación matemática, diferentes formulaciones exactas no
lineales y lineales se han presentado en la literatura para el UAFLP, a través de modelos
de programación no lineal (MINLP/NLP) y programación entera mixta (MIP). (Anjos &
Vieira, 2017) ya habían revisado modelos matemáticos para diferentes variantes del
problema de distribución de plantas, incluyendo el UAFLP, en donde los autores analizaron
las formulaciones lineales propuestas por (Sherali et al., 2003), (Meller et al., 2007) y (Q.
Liu & Meller, 2007), así como enfoques no lineales de dos fases como los presentados por
(Anjos & Vannelli, 2002) y mejorado por (Jankovits et al., 2011). Recientemente, las
formulaciones matemáticas presentadas por (Allahyari & Azab, 2018), (Anjos & Vieira,
2016), (J. Liu et al., 2018), (Xie et al., 2018), (Turgay, 2018) y (J. Liu, Liu, Yan, et al., 2020)
se destacan en la literatura encontrada.
2.4. Enfoques matemáticos y métodos de solución para el problema integrado de layout y scheduling
El problema integrado layout-scheduling es un enfoque nuevo para resolver dos problemas
importantes en la administración de operaciones, como son la distribución de instalaciones
y la programación de producción. La Tabla 2-7 presenta los enfoques matemáticos
encontrados en la literatura para el problema integrado layout-scheduling.

62 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 2-7: Enfoques matemáticos para el problema integrado layout-scheduling
Autores Función
objetivo
Enfoque Integración
Métodos de solución Aplicación
Modelo Variables Ex. He. Me. Si. Método
(K.-J. Wang
& Chen,
2008)
MHC,
𝐶𝑚𝑎𝑥 MIP
Layout
- Coordenadas de centroide de departamentos
- Coordenadas de lados de departamentos
- Ubicación relativa de departamentos (Binaria)
Scheduling
- Tiempo de terminación en máquina
- Tiempo de terminación máximo
- Secuencia de trabajos (Binaria)
Secuencial x x
MIP (ILOG OPL),
Simulación (eM-
Plant)
Producción de
generadores de
energía
(Ripon et al.,
2012)
MHC, CR,
𝐶𝑚𝑎𝑥 MIP
- Distancia o valor en matriz de prioridad
- Valor de la relación de cercanía
- Tiempo de terminación máximo
- Asignación de instalación en locación (Binaria)
Simultánea x NSGA-2
(Beasley, 1990;
Ripon et al., 2009),
aleatoria
(Ripon &
Torresen,
2014)
MHC, CR,
𝐶𝑚𝑎𝑥,
𝑎𝑣. ∑ 𝐶𝑗
MIP
- Valor de la relación de cercanía
- Tiempo de terminación de trabajos
- Asignación de instalación en locación (Binaria)
Simultánea x Híbrido entre GA
y VNS (Ripon et al., 2012)
(Ranjbar &
Razavi,
2012)
𝐶𝑚𝑎𝑥 IP
- Tiempo de inicio de trabajo en máquina
- Asignación de máquina en locación (Binaria)
- Secuencia de trabajos (Binaria)
Simultánea x SS
(Fisher & Thompson,
1963; Lawrence,
1984), aleatoria
(Kazemi
et al., 2012) MAC, 𝐶𝑚𝑎𝑥 MODM
- Asignación de máquina en locación (Binaria)
- Secuencia de trabajos (Binaria) Simultánea x GA Aleatoria
(Mallikarjuna
& Babu,
2018)
OCC, 𝐶𝑚𝑎𝑥 MIP - Asignación de máquina en locación (Binaria)
- Secuencia de trabajos (Binaria) Simultánea x SFHA, DE Aleatoria
MHC/MF: costo de manejo de materiales/flujo de materiales, CR: relación de cercanía, MAC: costo de asignación de máquinas, OCC: costo total de transporte, 𝐶𝑚𝑎𝑥: tiempo de terminación máximo, 𝑎𝑣. ∑ 𝐶𝑗: tiempo de flujo promedio; MIP: programación entera mixta, IP: programación entera, MODM: toma de decisiones multiobjetivo; GA: algoritmo genético,
VNS: búsqueda en vecindario variable, SS: búsqueda dispersa, DE: evolución diferencial, SFHA: algoritmo de herencia de rebaño de ovejas, NSGA-2: GA de clasificación no dominada. Fuente: Autor.

Capítulo 2. Revisión sistemática de modelos para la programación de la
producción en celdas de manufactura y distribución de plantas
63
La tabla incluye los autores de la publicación, los objetivos optimizados, el modelo
matemático y las variables propuestas, la forma de integración entre los problemas, los
métodos de solución utilizados (Ex.: métodos exactos, He.: heurísticas, Me.:
metaheurísticas, Si.: simulación) y las instancias de datos y casos de aplicación
encontrados.
Los resultados de la búsqueda permitieron identificar al problema de programación de la
producción en ambientes jobshop como el único ambiente de producción considerado para
la integración con el problema de distribución de plantas (Hernández-Gress et al., 2020;
Ranjbar & Razavi, 2012; Ripon et al., 2012; Ripon & Torresen, 2014; K.-J. Wang & Chen,
2008). Del mismo modo, se encontró que la optimización simultánea entre los problemas
de layout y scheduling es más común que la integración secuencial en las publicaciones
revisadas. En la optimización simultánea, los autores usualmente formulaban un modelo
matemático que integraba variables del problema de secuenciación en jobshop, como son
el tiempo de terminación máximo y la secuenciación de trabajos en máquinas, con las
variables del problema de asignación cuadrática (quadratic assignment problem, QAP), en
donde se asignaba un departamento a una locación dentro de la representación discreta
de la planta (Kazemi et al., 2012; K.-J. Wang & Chen, 2008). En otros enfoques, los autores
se basaron en el problema de embalaje de tiras (strip packing problem, SPP) (Kamoshida,
2018), o en sistemas multi-agente para abordar el problema (Alves et al., 2019).
2.5. Discusión de los hallazgos de la revisión de literatura
Los resultados de la revisión de la literatura indican que existe un interés amplio tanto en
la academia como en la industria por abordar el FSGSP y el UAFLP. Aunque el problema
integrado layout-scheduling es un enfoque relativamente novedoso, el problema tiene el
potencial de ser un tema principal en la literatura, debido al impacto de su solución en
aplicaciones de la vida real. A continuación, se analizan los resultados de la presente
revisión de acuerdo con las preguntas de investigación formuladas en la Sección 2.1.
En primer lugar, se analizan los modelos matemáticos propuestos en la literatura para los
problemas objeto de estudio de la presente revisión. La Figura 2-8 muestra que las
formulaciones MILP/MIP son las más comunes en los problemas FSGSP y layout-

64 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
scheduling, mientras que tanto las formulaciones MILP/MIP como los modelos MINLP/NLP
son frecuentemente encontrados en las publicaciones relacionadas con el UAFLP, en
donde los modelos MILP/MIP son formulados con el fin de reducir la complejidad del
problema no lineal y, de esta manera, obtener soluciones óptimas en instancias
relativamente mayores.
Figura 2-8: Análisis de los modelos matemáticos encontrados por temática
MILP/MIP: programación lineal entera mixta, MINLP/NLP: programación no lineal (entera mixta), IP: programación entera, SDP: programación semidefinida, AR: modelo de atractor-repulsor, SE: modelo de spring incrustado, QSC, cobertura de conjunto cuadrática, MPEC, programación con restricciones de equilibrio, BIP: programación binaria, QCP: programación restringida cuadrática, QPM: modelo cuasi-físico, MODM: modelo de toma de decisiones multiobjetivo. Fuente: Autor
La Figura 2-9 presenta un análisis de las características más comúnmente encontradas
tanto para el FSGSP como para el UAFLP. En la Figura 2-9a se observa que los tiempos
de preparación dependientes de la secuencia, las familias de productos y la permutación
en la secuencia son las características más frecuentes para el FSGSP de múltiples
máquinas, debido a la naturaleza propia de las celdas de manufactura flowshop, mientras
que los tiempos de transporte/remoción de los trabajos son más comunes en los problemas
con celdas de manufactura de dos máquinas. En la Figura 2-9b se puede identificar que
las estructuras de bahías flexibles (FBS) y de árbol de corte (STS) son las más utilizadas
para abordar el UAFLP, encontrándose que la FBS es la estructura más sencilla de aplicar
y que tiene mayor funcionalidad en el diseño al detalle de la planta, mientras que con la
STS se pueden obtener mejores resultados de función fitness para las instancias
conocidas del problema, en comparación con la FBS.
0
5
10
15
20
25
30
35
40
MILP/MIP
MINLP/NLP
IP SDP AR SE QSC MPEC BIP QCP QPM MODM
Núm
ero
de d
ocum
ento
s
Análisis de los modelos matemáticos por temática
m-FSGSP 2-FSGSP Layout-Scheduling UAFLP

Capítulo 2. Revisión sistemática de modelos para la programación de la
producción en celdas de manufactura y distribución de plantas
65
Figura 2-9: Análisis de las características de los problemas a) FSGSP y b) UAFLP
𝑠𝑟𝑓: preparación dependiente de la secuencia, 𝑠𝑓: preparación independiente de la secuencia, 𝑠𝑐𝑎𝑟𝑟𝑦: preparación dependiente
de la secuencia de traspaso, 𝑝𝑟𝑚𝑢: permutación, 𝑛𝑜𝑛 𝑝𝑟𝑚𝑢: sin permutación, 𝑓𝑚𝑙𝑠: familias de productos, 𝑏𝑙𝑜𝑐𝑘: bloqueo, 𝑛𝑤𝑡: sin esperas, 𝑔𝑡𝑎: suposición de tecnología de grupos, 𝑀𝑗: disponibilidad de máquinas, 𝑟𝑗: liberación de pedidos, 𝑡𝑗:
transporte/remoción, 𝑤𝑜𝑟𝑘 𝑠𝑘𝑖𝑙𝑙𝑠: habilidades de trabajadores, 𝑙𝑒𝑎𝑟𝑛: aprendizaje, 𝑚𝑖𝑠𝑠: operaciones faltantes; FBS: bahías flexibles, STS: árbol de corte, SBL, basado en la forma. Fuente: Autor
La pregunta de investigación relacionada con la forma de integración entre los problemas
de layout-scheduling queda resuelta con la información recabada en la Tabla 2-7, teniendo
en cuenta los mecanismos simultáneos y secuenciales encontrados, y las variables de
decisión analizadas para el problema conjunto.
Una cuarta pregunta de investigación planteada hacía referencia a los métodos de solución
encontrados para resolver los problemas objeto de estudio. La Figura 2-10 presenta la
0
5
10
15
20
25
30
35
40
Srf fmls prmu tj Scarry block Sf nwt nonprmu
rj Mj gta workskills
learn miss
Núm
ero
de d
ocum
ento
s
a) Análisis de las características para el FSGSP
m-FSGSP 2-FSGSP
0
5
10
15
20
25
FBS STS SBL Circular ParSecuencia
Paredes/Pasillos
UbicaciónInstalación
Deformación Entradas/Salidas
Grafo Forma Matriz Islas DivisiónEspacios
Núm
ero
de d
ocum
ento
s
b) Análisis de las características para el UAFLP
UA-FLP

66 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
frecuencia en que se utilizan los métodos de solución encontrados en cada de los
problemas consultados. Los algoritmos metaheurísticos son los métodos más
predominantes en la literatura para los problemas FSGSP, UAFLP y layout-scheduling,
seguido de la aplicación de algoritmos heurísticos. Los procedimientos exactos también se
encontraron con frecuencia, especialmente en la formulación de modelos de programación
matemática, mientras que las matheurísticas se evidenciaron como nueva tendencia de
solución para el UAFLP.
Figura 2-10: Análisis de los métodos de solución por temática
Fuente: Autor
Un análisis de los algoritmos metaheurísticos más aplicados por temática se presenta en
la Figura 2-11. Se encontró que el algoritmo genético (GA) es la metaheurística más
utilizadas para resolver todos los problemas revisados, seguido de la búsqueda tabú (TS)
que fue el segundo algoritmo más aplicado en el FSGSP, y en tercer lugar el templado
simulado (SA), siendo este la segunda metaheurística más aplicada en el UAFLP.
La quinta pregunta de investigación formulada tenía relación con el contexto en cual los
problemas han sido aplicados en la literatura. Se encontró que solo pocos documentos
formularon y/o aplicaron los problemas en escenarios reales de producción. La producción
de tableros de circuito impreso fue el contexto industrial más considerado para el FSGSP,
mientras que los casos de matadero ovino, de planta de reciclaje y de plástico picado
fueron los más frecuentes en el UAFLP. Al momento de usar instancias de datos para los
0
10
20
30
40
50
60
70
80
90
100
Metaheurísticas Heurísticas Exactos Matheurísticas Multicriterio Simulación
Núm
ero
de d
ocum
ento
s
Análisis de los métodos de solución por temática
m-FSGSP 2-FSGSP Layout-Scheduling UA-FLP

Capítulo 2. Revisión sistemática de modelos para la programación de la
producción en celdas de manufactura y distribución de plantas
67
problemas, las instancias presentadas por (Schaller et al., 2000), (França et al., 2005) y
(Salmasi et al., 2010) fueron las más aplicadas para el FSGSP, con 19, 8 y 3 veces,
respectivamente. Por su parte, las instancias de datos para el UAFLP más frecuentemente
encontradas fueron las propuestas por (Armour & Buffa, 1963), (Meller et al., 1998) y (van
Camp et al., 1992), con 31, 22 y 19 veces, respectivamente. Para el problema integrado
layout-scheduling, (Ripon et al., 2012) formularon instancias utilizando datos conocidos
para el problema de distribución de plantas y de secuenciación.
Figura 2-11: Análisis de la aplicación de algoritmos metaheurísticos por temática
GA: algoritmo genético, TS: búsqueda tabú, SA: templado simulado, PSO: optimización por enjambre de partículas, ACO/AS: optimización por colonia de hormigas, MA: algoritmo memético, CSA: algoritmo de selección clonal, CRO: optimización de arrecifes de coral, HS: búsqueda armónica, FA: algoritmo de luciérnaga, VNS: búsqueda en vecindario variable, NSGA-2: algoritmo genético de clasificación no dominada, HACO, ACO híbrido, MSA: multistart-SA, MOGA: GA multiobjetivo, EDA: algoritmo estimación distribución, QDEA: algoritmo cuántico diferencial evolutivo, NEPSO: NEH-PSO, CGA: GA co-evolutivo, DE: evolución diferencial, SS: búsqueda dispersa, IMGA: GA de modelo de isla, IMCRO: CRO de modelo de isla, CSE: algoritmo evolutivo de espacio de configuración, SFHA: algoritmo de rebaño de ovejas, NRGA: GA de ranking no dominado, MOSA: SA multiobjetivo, MOACO: ACO multiobjetivo, PSAGA: GA auto adaptativo paralelo. Fuente: Autor
La pregunta de investigación final buscaba conocer los autores principales por temática
revisada. Con el fin de analizar este aspecto, los documentos revisados fueron
consolidados y analizados en el software VOSviewer (VOSviewer, s/f), mediante el análisis
de coautoría, en donde se identificaron los autores J.N.D. Gupta, R. Logendran, K.-C. Ying
y N. Salmasi como las principales referencias para el FSGSP, mientras que R.D. Meller, L.
Salas-Morera, L. García-Hernández y S. Kulturel-Konak sobresalieron como los autores
más referenciados para el UAFLP.
0
5
10
15
20
25
30
35
40
45
50
Núm
ero
de d
ocum
ento
s
b) Análisis de las metaheurísticas aplicadas por temática
m-FSGSP 2-FSGSP Layout-Scheduling UAFLP

Capítulo 3. Modelo para la programación de la
producción en enfoques de celdas de
manufactura, integrando la distribución de
instalaciones
En este capítulo se propone un modelo conceptual para el problema de programación de
la producción en enfoques de celdas de manufactura flowshop (FSGSP), integrando las
decisiones de distribución de plantas con áreas desiguales (UAFLP). El modelo propuesto
establece una optimización en secuencia de ambos problemas, con el fin de minimizar la
sumatoria de los costos de manejo de materiales (MHC), para el caso del UAFLP, y de los
costos de penalización por tardanza en la entrega de los trabajos, para el caso del FSGSP.
De esta manera, el modelo tiene como objetivo minimizar los costos totales de manejo de
materiales y de penalización por tardanza. El modelo consiste entonces en una integración
de dos de los problemas más reconocidos y aplicados en la literatura reciente y en la
industria. El objetivo principal de este capítulo es presentar y describir el modelo conceptual
propuesto. Adicionalmente, en este capítulo se busca definir los elementos de los
problemas UAFLP y FSGSP, así como presentar una formulación matemática para cada
uno de ellos. El capítulo se divide de la siguiente manera: la Sección 3.1 presenta el
modelo conceptual propuesto; mientras que la Sección 3.2 y la Sección 3.3 describen los
elementos y las formulaciones matemáticas para el UAFLP y el FSGSP, respectivamente.
3.1. Propuesta de modelo conceptual
El modelo para la programación de la producción en enfoques de celdas de manufactura
flowshop, que integra decisiones de distribución de plantas con áreas desiguales, y que se
propone en la presente tesis de maestría, se muestra en la Figura 3-1.

Capítulo 3. Modelo para la programación de la producción en enfoques de
celdas de manufactura, integrando la distribución de instalaciones
69
Figura 3-1: Modelo conceptual propuesto para la programación de la producción en
celdas de manufactura, integrando la distribución de plantas
IA: Inteligencia Artificial. Fuente: Autor
El modelo está conformado por diferentes bloques que representan cada uno de los
elementos en el proceso de optimización para el problema integrado. En primer lugar, se
define un bloque de recolección de la información requerida para cada uno de los
problemas principales que hacen parte del modelo propuesto. Este proceso de recolección

70 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
de la información consiste en identificar un caso de estudio y recabar la información de
entrada o parámetros necesarios para los siguientes bloques del modelo. De este bloque
se desprenden los bloques relacionados con la información de entrada para los problemas
de distribución de plantas y programación de la producción, como se describe en las
siguientes secciones.
El siguiente par de bloques del modelo representan la integración secuencial de las
decisiones de distribución de plantas y secuenciación de trabajos y familias de trabajos,
enmarcados en un ambiente Lean. El modelo propuesto ha sido definido considerando una
integración secuencial, debido a la naturaleza de las decisiones que se toman en cada uno
de estos dos problemas. Por un lado, la optimización de la distribución de una plantas es
una decisión estratégica que se realiza por períodos de tiempos largos, debido a los costos
que implica el rediseño o la reconfiguración de una instalación. Por otro lado, la
optimización de la secuenciación de los trabajos y de las familias de trabajos es
considerada como una decisión de corto plazo, que se lleva a cabo diariamente en el piso
de planta. Aunque ambos problemas son optimizados en diferentes horizontes de
planeación, estas decisiones deben estar enmarcadas en un contexto de operaciones
estratégico, que involucre una política de eliminación de los desperdicios, en donde ambas
decisiones se ajusten la una a la otra. Por este motivo, los bloques relacionados tanto con
el problema de distribución de plantas como con el problema de programación de la
producción están ubicados dentro de un ambiente Lean, como se muestra en el modelo
propuesto. La optimización de la distribución de la planta, considerando departamentos
con áreas desiguales, busca reducir los costos totales de manejo de materiales; mientras
que la optimización de la programación de la producción en un ambiente de celdas de
manufactura flowshop tiene como objetivo minimizar los costos totales por tardanza. La
optimización de estos problemas y sus funciones objetivo proporcionan un impacto
importante en la reducción de los desperdicios de una planta de producción.
La aplicación de procedimientos exactos, heurísticos o metaheurísticos y/o técnicas de
simulación es el siguiente bloque en el modelo conceptual. Debido a la naturaleza NP-hard
de las decisiones de distribución de plantas y de programación de la producción, los
algoritmos heurísticos y metaheurísticos son muy adecuados para resolver instancias
industriales de estos problemas en tiempos computacionales cortos. Sin embargo, los

Capítulo 3. Modelo para la programación de la producción en enfoques de
celdas de manufactura, integrando la distribución de instalaciones
71
procedimientos de optimización exactos han sido ampliamente desarrollados para ambos
problemas, lo cual puede significar una buena alternativa en instancias pequeñas y
medianas. La aplicación de modelos de simulación para la optimización de estas
decisiones es otra alternativa importante a ser considerada, mediante la cual se puede
obtener una evaluación de diferentes escenarios para la toma de decisiones en ambientes
dinámicos y de incertidumbre. Finalmente, teniendo en cuenta los resultados de la
aplicación de la(s) técnica(s) de solución seleccionada(s), se debe seleccionar una
alternativa con un costo total mínimo de manejo de materiales y de penalización por
tardanzas para el caso de estudio.
En las siguientes secciones se describen los elementos y se presenta una formulación
matemática para los problemas UAFLP y FSGSP, que son los elementos principales del
modelo conceptual propuesto en este capítulo.
3.2. Descripción del problema de distribución de plantas con áreas desiguales (UAFLP)
El UAFLP es un problema importante y de amplia aplicación en la academia y en la
industria (Chae & Regan, 2016; Kulturel-Konak et al., 2004; Meller & Gau, 1996; Wong &
Komarudin, 2010). La representación continua de los departamentos en el plano de planta,
así como la consideración de requerimientos de área desiguales para los departamentos,
hacen que el UAFLP se acerque a las condiciones reales a las que se enfrenta un
planificador de instalaciones. Adicionalmente, el objetivo de minimizar el MHC representa
una búsqueda por disminuir los desperdicios de transportes y movimientos innecesarios al
momento del diseño del layout, acorde con los principios de lean manufacturing.
El UAFLP consiste en ubicar un conjunto de departamentos dentro de un plano de planta,
considerando los requerimientos de área y aspecto asociados a cada uno de estos
departamentos. Adicionalmente, en cada departamento se identifican las coordenadas de
su centroide, desde donde se asume la entrada y salida del flujo de materiales
provenientes y salientes hacia otros departamentos. Desde este punto centroide, se inicia
la medición de la distancia rectilínea entre los departamentos, para el cálculo de los costos
de manejo de materiales (MHC). El MHC puede determinarse como se muestra en la
ecuación (3.1).

72 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
A continuación, se presenta una formulación exacta para el problema de distribución de
plantas con áreas desiguales, mediante un modelo de programación no lineal entera mixta
(mixed integer non-linear programming, MINLP) adaptado de (Kang & Chae, 2017).
Notación y parámetros
𝑛 número de departamentos
𝑖. 𝑗 índices para los departamentos, 𝑖 < 𝑗
𝐿𝑥 , 𝐿𝑦 dimensiones de la instalación para ancho y alto, respectivamente
𝑎𝑖 requerimientos de área para el departamento 𝑖
𝛽𝑖 requerimiento de tasa de aspecto máxima para el departamento 𝑖, 𝛽𝑖 ≥ 1
𝑓𝑖𝑗 volumen de flujo de materiales entre los departamentos 𝑖 y 𝑗
Variables de decisión
𝑑𝑖𝑗 distancia rectilínea entre los departamentos 𝑖 y 𝑗
𝑙𝑖𝑥 , 𝑙𝑖
𝑦 dimensiones de ancho y alto para el departamento 𝑖, respectivamente
𝑐𝑖𝑥 , 𝑐𝑖
𝑦 coordenadas del centroide en los ejes 𝑥 y 𝑦 para el departamento 𝑖,
respetivamente
𝑧𝑖𝑗𝑥 1, si el departamento 𝑖 se ubica a la izquierda del departamento 𝑗.
0, de lo contrario.
𝑧𝑖𝑗𝑦
1, si el departamento 𝑖 se ubica debajo del departamento 𝑗.
0, de lo contrario
𝑀𝑖𝑛𝑖𝑚𝑖𝑧𝑎𝑟 𝑀𝐻𝐶 = ∑ ∑ 𝑓𝑖𝑗
𝑛
𝑗=1,𝑖≠𝑗
𝑑𝑖𝑗
𝑛
𝑖=1
(3.1)
𝑆𝑢𝑗𝑒𝑡𝑜 𝑎:
𝑑𝑖𝑗 = |𝑐𝑖𝑥 − 𝑐𝑗
𝑥| + |𝑐𝑖𝑦
− 𝑐𝑗𝑦
|, ∀ 𝑖, 𝑗 (𝑖 ≠ 𝑗) (3.2)
𝑎𝑖 = 𝑙𝑖𝑥 ∗ 𝑙𝑖
𝑦, ∀ 𝑖 (3.3)
∑ 𝑎𝑖 ≤ 𝐿𝑥 ∗
𝑛
𝑖
𝐿𝑦 (3.4)
max{𝑙𝑖𝑥, 𝑙𝑖
𝑦}
min{𝑙𝑖𝑥, 𝑙𝑖
𝑦}≤ 𝛽
𝑖 (3.5)

Capítulo 3. Modelo para la programación de la producción en enfoques de
celdas de manufactura, integrando la distribución de instalaciones
73
𝑐𝑖𝑥 +
𝑙𝑖𝑥
2≤ 𝑐𝑗
𝑥 −𝑙𝑗
𝑥
2+ 𝐿𝑥(1 − 𝑧𝑖𝑗
𝑥 ), ∀ 𝑖 ≠ 𝑗
𝑐𝑖𝑦
+𝑙𝑖𝑦
2≤ 𝑐𝑗
𝑦−
𝑙𝑗𝑦
2+ 𝐿𝑦(1 − 𝑧𝑖𝑗
𝑦), ∀ 𝑖 ≠ 𝑗
(3.6)
𝑙𝑖𝑥
2≤ 𝑐𝑖
𝑥 ≤ 𝐿𝑥 −𝑙𝑖
𝑥
2, ∀ 𝑖
𝑙𝑖𝑦
2≤ 𝑐𝑖
𝑦≤ 𝐿𝑦 −
𝑙𝑖𝑦
2, ∀ 𝑖
(3.7)
𝑧𝑖𝑗𝑥 + 𝑧𝑗𝑖
𝑥 + 𝑧𝑖𝑗𝑦
+ 𝑧𝑗𝑖𝑦
= 1, ∀ 𝑖 ≠ 𝑗 (3.8)
𝑧𝑖𝑗𝑥 , 𝑧𝑖𝑗
𝑦∈ {0, 1}, ∀ 𝑖 ≠ 𝑗 (3.9)
En el modelo presentado, la restricción (3.2) define la norma de la distancia rectilínea entre
departamentos. La restricción (3.3) asegura que los requerimientos de área de cada
departamento se satisfagan, siendo esta limitación la que incrementa la complejidad del
problema por su naturaleza no lineal. La restricción (3.4) asegura que el área total de los
departamentos esté dentro de las dimensiones del piso de planta disponible. El
requerimiento de relación de aspecto, el cual permite únicamente una tasa de aspecto
máximo entre los lados más largos y cortes de los departamentos, se establece en la
restricción (3.5). El conjunto de restricciones (3.6) y (3.7) previenen que los departamentos
se sobrepongan entre ellos y aseguran que estos estén ubicados dentro del piso de planta,
respectivamente. Finalmente, la restricción (3.8) define la ubicación de cada departamento
en relación con otros departamentos, mientras que la restricción (3.9) establece las
condiciones binarias de estas variables de ubicación.
El UAFLP es un problema reconocido de la clase NP-complete (Kulturel-Konak & Konak,
2013; Meller & Gau, 1996), que requiere unas capacidades computacionales inexistentes
para ser resuelto de manera óptima en las instancias más grandes. Por este motivo, se ha
seleccionado la metaheurística algoritmo genético (GA) como método de solución para
obtener respuestas aceptables al problema en tiempos computacionales más cortos, para
el caso de estudio de la presente tesis de maestría. La descripción del GA utilizado para
la optimización del UAFLP se presenta en el Capítulo 4.

74 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
3.3. Descripción del problema de programación de la producción en enfoques de celdas de manufactura flowshop (FSGSP)
El FSGSP consiste en encontrar una secuencia de trabajos y familias de trabajos a ser
procesados en un conjunto de máquinas, que están agrupadas y organizadas en una
disposición flowshop en una celda de manufactura, de tal manera que se optimicen uno o
varios criterios. Debido a su enfoque en el cumplimiento de las fechas de entrega de los
pedidos a los clientes, la tardanza ponderada total fue seleccionada como función objetivo
para el FSGSP en el modelo conceptual y matemático propuestos.
La consideración de celdas de manufactura busca obtener beneficios relacionados con la
eliminación de desperdicios que limitan la productividad. Con el fin de maximizar estos
beneficios, se definen unas características específicas para el problema de programación
de la producción en enfoques de celdas de manufactura flowshop. Estas características
incluyen la consideración de familias de productos (𝑓𝑚𝑙𝑠) y la permutación (𝑝𝑟𝑚𝑢) en la
secuencia de procesamiento de los trabajos y familias. Los trabajos, al estar agrupados en
familias de productos, se procesan en el mismo grupo en cada una de las máquinas sin
mayores tiempos de preparación entre ellos. Sin embargo, cuando otra familia de
productos requiere ser procesada, un tiempo de preparación dependiente de la secuencia
(𝑠𝑟𝑓) es requerido en cada una de las máquinas. En este sentido, el problema que se
aborda en este capítulo es el 𝐹𝑚 | 𝑓𝑚𝑙𝑠, 𝑝𝑟𝑚𝑢, 𝑠𝑟𝑓 | ∑ 𝑤𝑗𝑇𝑗, de acuerdo con la notación
presentada en (Pinedo, 2016) y originalmente propuesta por (Graham et al., 1979).
Con el fin de complementar lo anteriormente mencionado, se presenta a continuación un
modelo matemático de programación lineal entera mixta (mixed integer lineal
programming, MILP) para el FSGSP, con el objetivo de minimizar los costos totales de
penalización por tardanza de los pedidos (TWT), como se muestra en la ecuación (3.10).
En el Capítulo 2, se presentó el modelo 2 formulado por (Naderi & Salmasi, 2012), quienes
utilizaron variables de asignación de trabajos a ‘slots’ para la secuenciación de los trabajos
en cada uno de los grupos o familias de productos. Este tipo de variables no permite un
cálculo adecuado y sencillo para la obtención de la tardanza de los trabajos; por lo tanto,
el modelo que se presenta a continuación está adaptado del modelo 1 de los mismos
autores, cuyas variables no utilizan el concepto de ‘slots’ sino que definen directamente la

Capítulo 3. Modelo para la programación de la producción en enfoques de
celdas de manufactura, integrando la distribución de instalaciones
75
secuencia de los trabajos en los grupos, permitiendo de este modo la obtención de la
medida de la tardanza de los trabajos. A pesar de esta diferencia, las restricciones
relacionadas con la secuenciación de los grupos o familias de productos del modelo 2 son
utilizadas en este modelo sin cambio alguno.
Notación y parámetros
𝑁 número de trabajos
𝑚 número de máquinas
𝑔 número de grupos/familias de productos
𝑙, 𝑗 índices para los trabajos, 𝑙, 𝑗 ∈ {1, 2, … , 𝑁}
𝑖 índice para las máquinas, 𝑖 ∈ {1, 2, … , 𝑚}
𝑘, 𝑡 índices para los grupos, 𝑘, 𝑡 ∈ {1, 2, … , 𝑔}
𝑝𝑗𝑖 tiempo de procesamiento de trabajo 𝑗 en la máquina 𝑖
𝑠𝑡𝑘𝑖 tiempo de preparación del grupo 𝑘 si es procesado inmediatamente después
del grupo 𝑡 en la máquina 𝑖
𝐺𝑘 conjunto de trabajos que pertenecen al grupo 𝑘 ∈ {1, 2, … , 𝑔}
𝑁𝑘 número de trabajos en grupo 𝑘, es decir 𝑁𝑘 = |𝐺𝑘|
𝑒𝑗 fecha de entrega del trabajo 𝑗
𝑤𝑗 costo de penalización por entrega tardía del trabajo 𝑗
𝑀 un número positivo grande
Variables de decisión
𝐹𝑘𝑖 tiempo de terminación del último trabajo del grupo 𝑘 en la máquina 𝑖
𝑆𝑘𝑖 tiempo de inicio del primer trabajo del grupo 𝑘 en la máquina 𝑖
𝐶𝑗𝑖 tiempo de terminación de trabajo 𝑗 en la máquina 𝑖
𝑇𝑗 tardanza del trabajo 𝑗
𝑋𝑙𝑗 1, si el trabajo 𝑗 es procesado después del trabajo 𝑙.
0, de lo contrario. ∀ 𝑘, 𝑗, 𝑙 ∈ 𝐺𝑘 , 𝑗 > 𝑙
𝑈𝑡𝑘 1, si el grupo 𝑘 es procesado inmediatamente después del grupo 𝑡.
0, de lo contrario. 𝑡 ≠ 𝑘, 𝑡 = {0, 1, … , 𝑔}
𝑀𝑖𝑛𝑖𝑚𝑖𝑧𝑎𝑟 𝑇𝑊𝑇 = ∑ 𝑤𝑗𝑇𝑗
𝑗∈𝐺𝑘
(3.10)
𝑆𝑢𝑗𝑒𝑡𝑜 𝑎:
Las restricciones (2.8), (2.9), (2.10), (2.11) y (2.12) del modelo 2 de (Naderi & Salmasi,
2012), presentado en el Capítulo 2.

76 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
𝐶𝑗𝑖 ≥ 𝐶𝑗(𝑖−1) + 𝑝𝑗𝑖 , ∀ 𝑗, 𝑖 (3.11)
𝐶𝑗𝑖 ≥ 𝐶𝑙𝑖 + 𝑝𝑗𝑖 − (1 − 𝑋𝑙𝑗) ∗ 𝑀, ∀ 𝑘, 𝑗, 𝑙 ∈ 𝐺𝑘 , 𝑖, 𝑙 < 𝑗 (3.12)
𝐶𝑙𝑖 ≥ 𝐶𝑗𝑖 + 𝑝𝑙𝑖 − 𝑋𝑙𝑗 ∗ 𝑀, ∀ 𝑘, 𝑗, 𝑙 ∈ 𝐺𝑘 , 𝑖, 𝑙 < 𝑗 (3.13)
𝐶𝑗𝑖 ≥ 𝑆𝑘𝑖 + 𝑝𝑗𝑖 , ∀ 𝑘, 𝑗 ∈ 𝐺𝑘 , 𝑖 (3.14)
𝐹𝑘𝑖 ≥ 𝐶𝑗𝑖, ∀ 𝑘, 𝑗 ∈ 𝐺𝑘 , 𝑖 (3.15)
𝑇𝑗 ≥ 𝐶𝑗𝑚 − 𝑒𝑗, ∀ 𝑗 ∈ 𝐺𝑘 (3.16)
𝐶𝑗𝑖, 𝑆𝑘𝑖, 𝐹𝑘𝑖, 𝑇𝑗 ≥ 0, 𝐶𝑗0 = 𝐹0𝑖 = 0, 𝑋𝑙𝑗, 𝑈𝑡𝑘 ∈ {0,1} (3.17)
La función objetivo del modelo matemático propuesto se define en la ecuación (3.10). La
restricción (3.11) asegura que un trabajo sea procesado una vez que se ha terminado su
procesamiento la máquina anterior. El conjunto de restricciones (3.12) y (3.13) se define
con el fin de evitar que una máquina procese dos trabajos de forma simultánea, por lo
tanto, el tiempo de terminación de un trabajo debe ser superior o igual al tiempo de
terminación del trabajo anterior en la máquina más el tiempo de procesamiento del trabajo
en la máquina. Así mismo, los tiempos de inicio y terminación de los trabajos deben estar
dentro de los tiempos de inicio y terminación de los grupos o familias de productos, lo que
se asegura mediante el conjunto de restricciones (3.14) y (3.15). La tardanza de los
trabajos es definida en la restricción (3.16). Finalmente, el conjunto de restricciones (3.17)
definen las variables continuas y binarias del problema. En el FSGSP, cuando cada grupo
o familia de productos está conformado por un solo trabajo, el problema se convierte en
un problema de programación de la producción flowshop tradicional, el cual es de clase
NP-complete cuando el número de máquinas es igual o superior a dos (Gupta & Darrow,
1986).
Teniendo en cuenta los elementos matemáticos de los problemas de decisión que
comprenden el modelo propuesto en este capítulo, se define un último componente que
está relacionado con la decisión de la alternativa de solución más apropiada para el caso

Capítulo 3. Modelo para la programación de la producción en enfoques de
celdas de manufactura, integrando la distribución de instalaciones
77
de estudio. Esta decisión está basada en el costo total de manejo de materiales y de
penalización por tardanza de los trabajos, que se calcula como se muestra en la ecuación
(3.18).
𝐶𝑜𝑠𝑡𝑜 𝑇𝑜𝑡𝑎𝑙 𝐴𝑙𝑡𝑒𝑟𝑛𝑎𝑡𝑖𝑣𝑎 = 𝑀𝐻𝐶 + 𝑇𝑊𝑇 (3.18)
En el presente capítulo se propuso un modelo conceptual y se describieron los elementos
matemáticos para la integración secuencial de los problemas de programación de la
producción en ambientes de celdas de manufactura flowshop con las decisiones de
distribución de plantas con áreas desiguales en ambientes lean, para la minimización de
los costos totales de manejo de materiales y de penalización por tardanza de los trabajos.
Como se mencionó anteriormente, el Capítulo 4 describe los algoritmos genéticos para
resolver cada uno de los problemas que conforman el modelo propuesto: el UAFLP y el
FSGSP. En el Capítulo 6, el modelo propuesto es aplicado para el caso del sector de la
confección de prendas de vestir de la ciudad de Cúcuta.


Capítulo 4. Algoritmo genético para la
optimización del UAFLP y del FSGSP
Debido a la dificultad computacional que plantean los problemas UAFLP y FSGSP,
descritos en el capítulo anterior, un algoritmo genético (GA) se propone en este capítulo
para la solución de cada uno de estos problemas en tiempos computacionales más cortos.
El GA es seleccionado como método de solución debido a su amplia aplicación en la
literatura para ambos problemas, como se concluyó en el Capítulo 2. Adicionalmente, el
GA es reconocido por resolver de manera eficiente problemas combinatorios complejos.
El capítulo se presenta con las siguientes secciones: la Sección 4.1 describe de forma
general el algoritmo genético y presenta un diagrama de flujo con las etapas utilizadas para
la optimización de los problemas; la Sección 4.2 explica detalladamente los mecanismos
de codificación y representación de las soluciones para el UAFLP y el FSGSP; el cálculo
de la función fitness para ambos problemas se define en la Sección 4.3; la Sección 4.4
describe los operadores de selección, cruce y mutación de los cromosomas para ambos
problemas; finalmente, la Sección 4.5 muestra los procesos de validación y
parametrización de los GA mediante la aplicación de instancias reconocidas de los
problemas UAFLP y FSGSP.
4.1. Descripción general de la metaheurística algoritmo genético (GA)
El GA fue inicialmente propuesto por (Holland, 1975), basado en la idea de la evolución y
selección natural, y hoy en día es una herramienta de optimización reconocida por resolver
problemas de gran dificultad (Sivanandam & Deepa, 2007). En el GA, la teoría de la
evolución de Darwin es simulada mediante procesos de recombinación, mutación y
selección de cromosomas, los cuales son las estructuras que representan la solución de

80 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
un problema. Estos cromosomas están conformados por genes y alelos, los cuales hacen
referencia a las diferentes características y a los valores de estas características para el
problema en cuestión, respectivamente. El GA es uno de los algoritmos evolutivos más
reconocidos, y se caracteriza por ser una metaheurística poblacional, estocástica y robusta
(Sivanandam & Deepa, 2007). En la presente tesis de maestría, se aplica un GA simple
para la optimización de cada problema UAFLP y FSGSP para el caso del sector de la
confección de prendas de vestir de la ciudad de Cúcuta. Los GA utilizados en la solución
de los problemas siguen los mismos pasos presentados en la Figura 4-1; sin embargo, el
proceso que se lleva a cabo en estas operaciones es diferente al momento de su aplicación
en cada uno de los problemas, como se detalla en las siguientes secciones del presente
capítulo.
Figura 4-1: Diagrama de flujo de los GA para la optimización del UAFLP y del FSGSP
PMX: Cruce parcialmente emparejado. Fuente: Autor
4.2. Codificación y representación de las soluciones para el UAFLP y el FSGSP
4.2.1. Codificación y representación del layout para el UAFLP
Para la codificación de la solución del UAFLP, se considera un cromosoma compuesto por
dos vectores, como el utilizado por (Wong & Komarudin, 2010), (Komarudin & Wong,

Capítulo 4. Algoritmo genético para la optimización del UAFLP y del FSGSP 81
2012), (Palomo-Romero et al., 2017), (García-Hernández et al., 2019), (García-
Hernández, Salas-Morera, Carmona-Muñoz, García-Hernández, et al., 2020), entre otros,
y como se muestra en la Figura 4-2a. La distribución de planta con áreas desiguales se
representa en esta aplicación mediante la estructura de bahías flexibles (FBS), como se
presenta en la Figura 4-2b.
Figura 4-2: Un ejemplo de a) la codificación de la solución y b) la representación de la
solución mediante bahías flexibles para el UAFLP
Fuente: Autor
El primer vector del cromosoma de dos vectores para la codificación de la solución consiste
en una permutación de números enteros de longitud igual a los 𝑛 departamentos a ser
ubicados dentro del piso de la instalación. Este vector representa la secuencia en que se
van posicionando cada uno de los departamentos dentro de las bahías formadas, de arriba
abajo y de izquierda a derecha en el layout. El segundo vector del cromosoma es de

82 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
longitud 𝑛 − 1 y está conformado por unos y ceros, en donde un valor de uno representa
la posición en la cual una bahía es formada, mientras que el cero indica que el
departamento ubicado en esa posición en el cromosoma de permutación debe ubicarse
dentro de la bahía existente. Por ejemplo, el cromosoma 1-2-3-4-5-6, 0-1-0-0-1 en la
Figura 4-2a representa el layout mostrado en la Figura 4-2b. En este caso, las bahías son
generadas cuando los departamentos en las posiciones 2 y 5 han sido ubicados en el
layout en la bahía existente y, por lo tanto, la representación en la Figura 4-2b está
conformada por tres bahías, con los departamentos 1-2, 3-4-5, y 6, respectivamente.
La estructura FBS para la representación del layout fue propuesta originalmente por (Tong,
1991) y consiste en dividir el plano de piso en bahías rectangulares y paralelas con
dimensiones de ancho variables, como se presenta en la Figura 4-2b. Esta estructura es
elegida debido a su facilidad de implementación y a que las fronteras entre bahías y
departamentos facilitan futuros procesos de diseño al detalle de la planta, como la
ubicación de pasillos o zonas de transporte de materiales entre departamentos. En el
siguiente ejemplo se detalla el proceso de decodificación del cromosoma de solución en el
plano de planta con bahías flexibles.
Se supone una solución dada para el problema con 3 departamentos como se muestra a
continuación. Las áreas de los departamentos 1, 2 y 3, están dadas por los valores 2, 4 y
2, respectivamente; las dimensiones del ancho y alto de la instalación para este ejemplo,
son 4 y 2, respectivamente.
Cromosoma de solución:
El proceso de decodificación del cromosoma es el siguiente:
a) Se determinan el número de bahías que componen el layout de la solución y los
departamentos que hacen parte de cada bahía. En este caso, se generan dos bahías,
compuestas por los departamentos 2 y 1-3, respectivamente.
b) Se calculan los anchos de las bahías, teniendo en cuenta el área de los departamentos
que la componen, así:
2 1 3 1 0
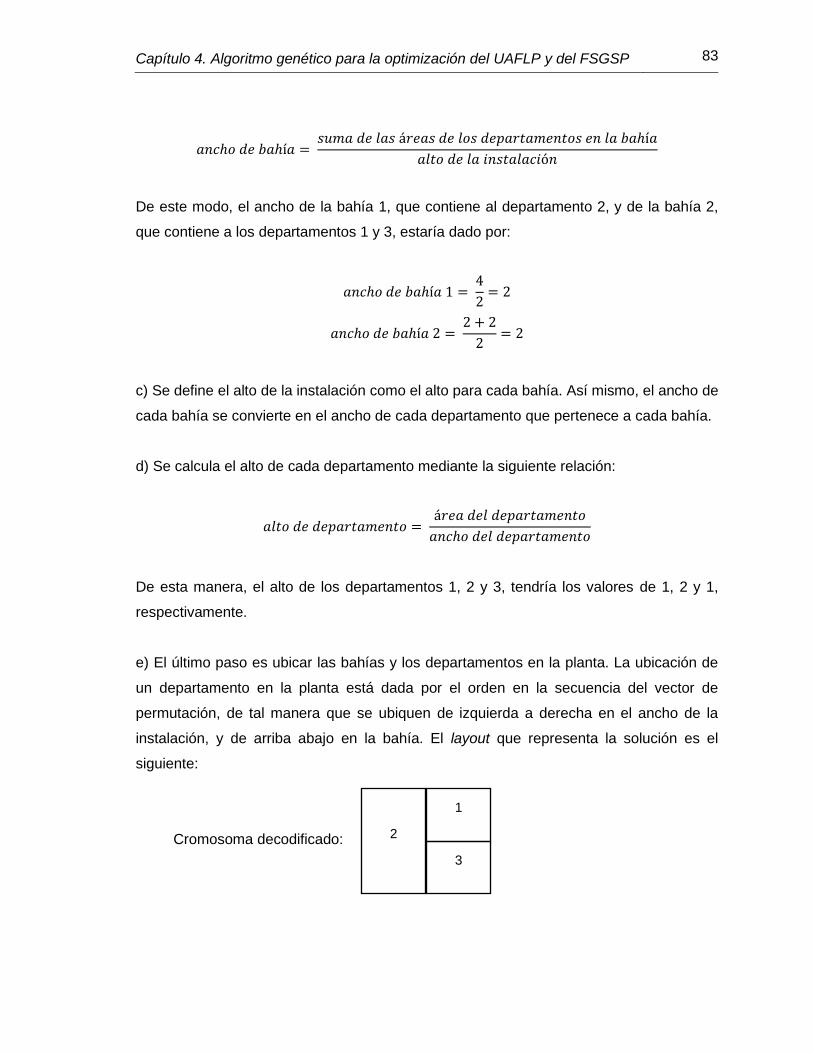
Capítulo 4. Algoritmo genético para la optimización del UAFLP y del FSGSP 83
𝑎𝑛𝑐ℎ𝑜 𝑑𝑒 𝑏𝑎ℎí𝑎 = 𝑠𝑢𝑚𝑎 𝑑𝑒 𝑙𝑎𝑠 á𝑟𝑒𝑎𝑠 𝑑𝑒 𝑙𝑜𝑠 𝑑𝑒𝑝𝑎𝑟𝑡𝑎𝑚𝑒𝑛𝑡𝑜𝑠 𝑒𝑛 𝑙𝑎 𝑏𝑎ℎí𝑎
𝑎𝑙𝑡𝑜 𝑑𝑒 𝑙𝑎 𝑖𝑛𝑠𝑡𝑎𝑙𝑎𝑐𝑖ó𝑛
De este modo, el ancho de la bahía 1, que contiene al departamento 2, y de la bahía 2,
que contiene a los departamentos 1 y 3, estaría dado por:
𝑎𝑛𝑐ℎ𝑜 𝑑𝑒 𝑏𝑎ℎí𝑎 1 = 4
2= 2
𝑎𝑛𝑐ℎ𝑜 𝑑𝑒 𝑏𝑎ℎí𝑎 2 = 2 + 2
2= 2
c) Se define el alto de la instalación como el alto para cada bahía. Así mismo, el ancho de
cada bahía se convierte en el ancho de cada departamento que pertenece a cada bahía.
d) Se calcula el alto de cada departamento mediante la siguiente relación:
𝑎𝑙𝑡𝑜 𝑑𝑒 𝑑𝑒𝑝𝑎𝑟𝑡𝑎𝑚𝑒𝑛𝑡𝑜 = á𝑟𝑒𝑎 𝑑𝑒𝑙 𝑑𝑒𝑝𝑎𝑟𝑡𝑎𝑚𝑒𝑛𝑡𝑜
𝑎𝑛𝑐ℎ𝑜 𝑑𝑒𝑙 𝑑𝑒𝑝𝑎𝑟𝑡𝑎𝑚𝑒𝑛𝑡𝑜
De esta manera, el alto de los departamentos 1, 2 y 3, tendría los valores de 1, 2 y 1,
respectivamente.
e) El último paso es ubicar las bahías y los departamentos en la planta. La ubicación de
un departamento en la planta está dada por el orden en la secuencia del vector de
permutación, de tal manera que se ubiquen de izquierda a derecha en el ancho de la
instalación, y de arriba abajo en la bahía. El layout que representa la solución es el
siguiente:
Cromosoma decodificado:
2
1
3

84 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
4.2.2. Codificación y representación de la secuencia de trabajos y familias de trabajos para el FSGSP
Para el caso del FSGSP, se utiliza la codificación de la solución propuesta inicialmente por
(França et al., 2005), aplicada por una amplia variedad de autores para el FSGSP y
presentada por (Neufeld et al., 2016) en su revisión de literatura sobre el problema. La
codificación y representación de la solución para el GA aplicado al FSGSP consiste en un
vector con 𝑔 + 1 secciones, siendo 𝑔 el número de grupos o familias de productos para
el problema, como se muestra en la Figura 4-3a.
Figura 4-3: Un ejemplo de a) la codificación de la solución y b) la representación de la
secuencia de trabajos y familias de trabajos para el FSGSP
Fuente: Autor
En la primera sección, el cromosoma representa la secuencia de familias de productos a
ser procesadas en cada una de las máquinas; mientras que las secciones posteriores
hacen referencia a la secuencia de los trabajos dentro de cada familia, respectivamente.
Por ejemplo, en la Figura 4-3a, el cromosoma de solución representa una secuencia de
familias 1-2-3, dada por la primera sección del cromosoma, en donde en los tres trabajos

Capítulo 4. Algoritmo genético para la optimización del UAFLP y del FSGSP 85
de la familia 1 son procesados en las máquinas en la secuencia 3-1-2, mientras que los
dos trabajos de la familia 2, se procesan con una secuencia 4-5, y la secuencia 6-8-7 se
lleva a cabo para la familia 3. Debido a que una de las características del problema es la
permutación en la secuencia de los trabajos en las máquinas, las familias y los trabajos en
las familias se procesan en el mismo orden definido en todas las máquinas. La Figura 4-3b
representa la solución del cromosoma propuesto en la Figura 4-3a, mediante un diagrama
de Gantt. En esta representación, se asume el procesamiento en una celda de manufactura
conformada por dos máquinas, y los tiempos de preparación de las familias de productos
son omitidos, con el fin de facilitar la comprensión de la codificación y representación de la
solución para el FSGSP.
El proceso de decodificación del cromosoma de solución planteado en la Figura 4-3a se
lleva a cabo basado en la aplicación de la ecuación (2.6), presentada en el Capítulo 2.
Con esta ecuación, se calculan los tiempos de preparación de las familias de productos, y
los tiempos de inicio y terminación de los trabajos para cada una de las máquinas. Estos
tiempos permiten representar el problema en el diagrama de Gantt, como se mostró en la
Figura 4-3b.
4.3. Determinación de la función fitness
4.3.1. Función fitness para el UAFLP
La función fitness es la medida mediante la cual se determina si un individuo está adaptado
o no dentro de la población de individuos en el proceso del GA, en relación con el problema
que se está optimizando. La función fitness para la aplicación del GA en el problema
UAFLP está comprendida por dos elementos principales, como se muestra en la ecuación
(4.1). El primer elemento hace referencia al costo de manejo de materiales (MHC), que es
la función objetivo a optimizar. El segundo elemento determina una penalización para la
función objetivo en el caso de que la solución evaluada incumpla con el requerimiento de
aspecto de los departamentos que la incluyen, como se expresa en la ecuación (3.5), en
donde el número de departamentos que incumplan esta restricción (𝐷𝑖𝑛𝑓) se eleva al
parámetro 𝑘, definido con el valor de 3 (Tate & Smith, 1995), y este resultado se multiplica
por el valor del MHC calculado en el primer elemento de la función. Esta función fitness es

86 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
utilizada por (Ulutas & Kulturel-Konak, 2012). El MHC se calcula de acuerdo con lo definido
en la ecuación (3.1).
𝐹𝑢𝑛𝑐𝑖ó𝑛 𝑓𝑖𝑡𝑛𝑒𝑠𝑠 = 𝑀𝐻𝐶 + (𝐷𝑖𝑛𝑓)𝑘
∗ 𝑀𝐻𝐶 (4.1)
Con el fin de facilitar el proceso de evaluación dentro del GA para solucionar el UAFLP
para el caso definido en este capítulo, se determinó usar la expresión (4.1) en lugar de la
ecuación (2.20), presentada en el Capítulo 2, la cual es ampliamente utilizada en la
literatura para comparar el desempeño de nuevos algoritmos de solución. Sin embargo, la
ecuación (2.20) implica una dificultad relacionada con la identificación y almacenamiento
de las soluciones factibles y no factibles, así como del valor de su función fitness, lo cual
no se consideró necesario para el fin de la presente aplicación.
4.3.2. Función fitness para el FSGSP
La función fitness para el FSGSP está definida por la función objetivo a optimizar, que es
la minimización de la tardanza ponderada total (TWT), como se presenta en la ecuación
(3.10), en donde la tardanza está dada por la ecuación (3.16), siempre y cuando 𝐶𝑗𝑚 ≥ 𝑒𝑗.
La obtención de la tardanza de los trabajos requiere entonces el cómputo de los tiempos
de terminación de los trabajos en las máquinas, que viene siendo dado por la ecuación
(2.6). De este modo, la función fitness para el FSGSP no necesita una penalización a la
función objetivo, ya que el cumplimiento de los requerimientos del modelo matemático se
logra con el proceso de decodificación del cromosoma, presentado en la sección anterior.
Adicionalmente, para la validación del GA para el FSGSP, se tuvo en cuenta el tiempo de
terminación total de los trabajos (total completion time of jobs, TCT), el cual está dado por
la ecuación (4.2).
𝑇𝐶𝑇 = ∑ 𝐶𝑗𝑚
𝑗∈𝐺𝑘
(4.2)
en donde 𝐶𝑗𝑚 es el tiempo de terminación del trabajo 𝑗 en la última máquina 𝑚, siempre
que 𝑗 ∈ 𝐺𝑘, 𝑘 = {1, 2, … , 𝑔} y 𝑔 el número de familias de productos.

Capítulo 4. Algoritmo genético para la optimización del UAFLP y del FSGSP 87
4.4. Definición de los operadores de selección, cruce y mutación para el GA
4.4.1. Operador de selección
El proceso de selección de los individuos para recombinación dentro del GA se lleva a
cabo mediante un torneo de selección, como lo expone (Sivanandam & Deepa, 2007),
independientemente del problema que se esté optimizando. En primer lugar, se definió un
nuevo parámetro denominado ‘tamaño del torneo’, mediante el cual el usuario puede definir
un valor entero positivo para el número de individuos que se desea participen en el torneo
de selección. Con este parámetro definido, el operador de selección realiza dos veces un
torneo con el número de individuos ingresado, los cuales son seleccionados
aleatoriamente sin reemplazo de la población de individuos. El ganador del primer torneo
tampoco puede ser elegible para el segundo torneo. En cada torneo, los individuos
seleccionados son comparados de acuerdo con su función fitness, y el mejor individuo de
cada torneo es seleccionado como individuo padre para el proceso de cruce. El torneo es
realizado dos veces con el fin de seleccionar dos individuos padre por cada vez que se
llame al operador de selección.
4.4.2. Operador de cruce
Una vez los individuos padre han sido seleccionados mediante el operador de selección,
el operador de cruce es aplicado, siempre y cuando se cumpla con el parámetro de
‘probabilidad de cruce’, definido por el usuario, y que se evalúa de forma aleatoria antes
de ingresar al proceso de cruce. Para el caso del UAFLP, al ingresar al operador de cruce,
se utiliza el mecanismo de cruce parcialmente emparejado (partially matched crossover,
PMX), con el fin de recombinar el vector de permutación de departamentos del cromosoma
de los individuos padre, mientras que el método de cruce de dos puntos (two-point
crossover) es aplicado para el vector de quiebre de bahías del cromosoma de los
individuos padre. La Figura 4-4 presenta un ejemplo de los métodos PMX y de dos puntos
para el proceso de recombinación.
En el mecanismo PMX, una sección de emparejamiento se obtiene de forma aleatoria y
los alelos dentro de esta sección son intercambiados posición por posición en la
descendencia (Sivanandam & Deepa, 2007). Por ejemplo, la sección de emparejamiento

88 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
se representa por las posiciones que se encuentran entre las dos líneas punteadas
verticales en los individuos padre de la Figura 4-4a. De esta manera, la descendencia es
generada al intercambiar los valores de las posiciones en la sección de emparejamiento
en cada uno de los individuos padre, de tal manera que las posiciones con los valores de
5 son intercambiadas por el valor de 2, y las posiciones con los valores de 3 son
intercambiadas por 4, y viceversa, para el ejemplo de la Figura 4-4a.
Figura 4-4: Un ejemplo del a) mecanismo PMX y b) método de dos puntos para el
cromosoma de dos vectores del UAFLP
Fuente: Autor
La sección de emparejamiento obtenida para el mecanismo PMX se mantiene para el
método de cruce de dos puntos. En este caso, la sección de dos puntos en un individuo
padre simplemente es intercambiada por la misma en el otro individuo padre, como se
muestra en la Figura 4-4b.
Para el caso del FSGSP, la operación de cruce se lleva a cabo mediante el mecanismo
PMX, como se muestra en la Figura 4-5, siempre y cuando se cumpla con el parámetro
de ‘probabilidad de cruce’. Esta aplicación del PMX se diferencia con la aplicación al
cromosoma del UAFLP en que el mecanismo de cruce se lleva a cabo en cada sección del
cromosoma; es decir, en cada componente del cromosoma se determina la sección de
emparejamiento y se realiza el cambio posición por posición de los valores dentro de esta

Capítulo 4. Algoritmo genético para la optimización del UAFLP y del FSGSP 89
sección de emparejamiento. De esta manera se evita que los trabajos pertenecientes a
unas familias terminen en la sección de otras familias después del proceso de
recombinación.
Figura 4-5: Un ejemplo del mecanismo PMX para el cromosoma del FSGSP
Fuente: Autor
De acuerdo con (Sivanandam & Deepa, 2007), el mecanismo PMX ha sido útil para
problemas cuyos cromosomas son secuencias de números enteros positivos, como en el
caso del problema del agente viajero, mientras que el método de cruce de dos puntos
permite una exploración en mayor medida del espacio de soluciones. Por estas razones,
los mecanismos PMX y cruce de dos puntos son seleccionados para el proceso de cruce
en la presente aplicación.
4.4.3. Operador de mutación
La operación de mutación se realiza de la misma manera para los problemas de UAFLP y
FSGSP, y consiste en intercambiar un par de alelos de cada uno de los cromosomas de la
descendencia, dado un parámetro de ‘probabilidad de mutación’. Cuando se permite
ingresar al operador de mutación, dos posiciones son seleccionadas de forma aleatoria en
cada uno de los vectores que comprenden el cromosoma de los individuos hijo para el
problema UAFLP, y en cada una de las secciones del cromosoma de los individuos hijo
para el problema FSGPS. Una vez identificadas las posiciones, los valores en estas

90 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
posiciones simplemente son intercambiados. La operación de mutación es reconocida por
mejorar el proceso de exploración del algoritmo y por prevenir que este quede atrapado en
mínimos locales (Sivanandam & Deepa, 2007).
4.5. Validación del GA para la optimización del UAFLP y del FSGSP
4.5.1. Validación del GA para el UAFLP
El GA propuesto es validado en esta sección mediante su aplicación en instancias de datos
reconocidas para el UAFLP, y la comparación de sus resultados con los de otros autores
encontrados en la literatura. Para el proceso de validación, se consideraron las instancias
de datos en donde la restricción de tasa de aspecto máximo de los departamentos y la
norma de la distancia rectilínea son utilizadas. Estas instancias de datos son la O7, O8 y
O9, presentadas por (Meller et al., 1998); la vC10R-a, propuesta por (van Camp et al.,
1992) y la MB12, definida por (Bozer & Meller, 1997). La información detallada de las
instancias utilizadas en esta sección se presenta en la Tabla 4-1. Los datos de cada
instancia fueron recuperados de (Komarudin & Wong, 2010).
Tabla 4-1: Información detallada de las instancias de datos utilizadas para el UAFLP
Instancia Número de
departamentos
Tamaño de la
instalación
(𝐿𝑥x𝐿𝑦)
Tasa de aspecto
máxima
Norma de la
distancia Referencia
O7 7 8.54 x 13.00 = 4 Rectilínea (Meller et al., 1998)
O8 8 11.31 x 13.00 = 4 Rectilínea (Meller et al., 1998)
O9 9 12.00 x 13.00 = 4 Rectilínea (Meller et al., 1998)
vC10R-a 10 25.00 x 51.00 = 5 Rectilínea (van Camp et al., 1992)
MB12 12 6.00 x 8.00 = 4 Rectilínea (Bozer & Meller, 1997)
Fuente: Autor.
En relación con la determinación de los parámetros más apropiados para la aplicación del
GA en el problema UAFLP, seis combinaciones de valores de parámetros se probaron en
cada una de las instancias de datos seleccionadas. Cada conjunto de parámetros fue
aplicado 10 veces en cada una de las cinco instancias de datos; por lo tanto, el GA fue

Capítulo 4. Algoritmo genético para la optimización del UAFLP y del FSGSP 91
probado un total de 300 veces para el proceso de validación. Los parámetros y conjuntos
de valores de cada parámetro utilizados en el proceso de validación del GA se muestran
en la Tabla 4-2.
Tabla 4-2: Valores de los parámetros utilizados en el proceso de validación del GA para
el UAFLP
Conjunto de
parámetros
Tamaño de la
población
Número de
generaciones
Tamaño del
torneo
Probabilidad de
cruce
Probabilidad de
mutación
1 50 50 3 0.7 0.1
2 100 100 10 0.9 0.3
3 150 100 4 0.8 0.2
4 100 200 2 0.9 0.1
5 100 200 5 0.7 0.2
6 200 200 8 0.9 0.3
Fuente: Autor.
Los resultados del proceso de validación se presentan en la Tabla 4-3, en donde se
muestra la instancia evaluada, y los resultados del GA por cada iteración y conjunto de
parámetros. La Tabla 4-3 también presenta el mejor resultado encontrado, la media y la
desviación estándar por cada conjunto de parámetros en las 10 iteraciones.
Adicionalmente, resaltado en negrilla en la columna ‘Mejor’ se presentan los valores
mínimos encontrados por cada conjunto de parámetros para cada instancia de datos. Se
encontró que únicamente el conjunto de parámetros 4 pudo obtener el valor mínimo en las
cinco instancias de datos evaluadas, convirtiéndolo en el conjunto de parámetros
candidato para la aplicación del GA para el caso del sector de la confección de prendas de
vestir.
En la Tabla 4-4 se realiza una comparación entre los mejores valores encontrados por el
GA desarrollado en el presente documento y los mejores valores obtenidos de la literatura
reciente. La tabla muestra los valores de la función fitness obtenidas por (García-
Hernández, Salas-Morera, Carmona-Muñoz, García-Hernández, et al., 2020), (García-
Hernández et al., 2019) y (Palomo-Romero et al., 2017), quienes son autores de las
publicaciones más recientes y con los mejores resultados conocidos para las instancias

92 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
evaluadas en este documento, junto con los algoritmos utilizados en cada caso. Se
evidenció que el GA se desempeña de forma adecuada para las instancias de datos
seleccionadas, logrando alcanzar el valor mínimo conocido en dos de ellas (vC10R-a y
MB12), y en las demás obtuvo un porcentaje de error mínimo, como es el caso de las
instancias O7, O8 y O9 con 0,0223%, 0,0122% y 6,559%, respectivamente, en
comparación con la capacidad de los algoritmos utilizados por los autores referenciados.
4.5.2. Validación del GA para el FSGSP
Similar a como se realizó para el UAFLP, el GA para el problema de FSGSP fue validado
mediante instancias de datos conocidas en la literatura para el problema con los objetivos
de minimización del tiempo de terminación total y de la tardanza ponderada total. Para ello,
se utilizaron las instancias de datos propuestas por (Salmasi et al., 2010) y (Keshavarz
et al., 2019), y se compararon los resultados con el valor óptimo obtenido para cada uno
de los objetivos mencionados, evaluando así el porcentaje de error entre el GA y el óptimo,
como se muestra en la ecuación (4.3).
% 𝑒𝑟𝑟𝑜𝑟 =𝐺𝐴 − 𝑂𝑃𝑇
𝑂𝑃𝑇∗ 100 (4.3)
en donde GA hace referencia al mejor valor de la función objetivo encontrado por el
algoritmo genético y OPT al valor óptimo para la instancia dada. Este valor óptimo es
obtenido utilizando el modelo 2 de (Naderi & Salmasi, 2012), que fue presentado en el
Capítulo 2, para el caso del tiempo de terminación total; y el modelo propuesto en el
Capítulo 3, para la tardanza ponderada total. Los modelos fueron programados en Python
3.8 y resueltos con el software ILOG CPLEX 12.0 a través del paquete PuLP6 (Mitchell
et al., 2011).
6 PuLP: https://coin-or.github.io/pulp/

Capítulo 4. Algoritmo genético para la optimización del UAFLP y del FSGSP 93
Tabla 4-3: Resultados del proceso de validación del GA para la aplicación en el problema UAFLP
Instancia Conj.
Par.
Iteración Mejor Media
Desviación
estándar 1 2 3 4 5 6 7 8 9 10
O7
1 134,19 134,19 134,19 134,19 140,43 134,19 134,19 134,19 134,19 134,19 134,19 134,81 1,97
2 134,19 134,19 134,19 134,19 134,19 134,19 134,19 134,19 134,19 134,19 134,19 134,19 0,00
3 134,19 134,19 134,19 134,19 134,19 134,19 134,19 134,19 134,19 141,95 134,19 134,96 2,45
4 134,19 134,19 134,19 134,19 134,19 134,19 134,19 134,19 134,19 134,19 134,19 134,19 0,00
5 134,19 134,19 134,19 134,19 134,19 140,43 134,19 134,19 134,19 134,19 134,19 134,81 1,97
6 134,19 134,19 134,19 134,19 134,19 134,19 134,19 134,19 134,19 134,19 134,19 134,19 0,00
O8
1 245,51 245,51 245,51 245,51 245,51 280,01 245,51 285,13 245,51 262,93 245,51 254,66 15,72
2 260,78 260,78 262,93 245,51 280,44 245,51 245,51 262,93 277,52 245,51 245,51 258,74 13,20
3 245,51 245,51 245,51 262,93 245,51 245,51 245,51 245,51 245,51 245,51 245,51 247,25 5,51
4 245,51 245,51 260,78 260,78 245,51 260,78 245,51 245,51 245,51 245,51 245,51 250,08 7,37
5 245,51 245,51 262,93 245,51 245,51 245,51 276,06 245,51 245,51 272,98 245,51 253,05 12,57
6 245,51 245,51 245,51 260,78 245,51 245,51 264,40 245,51 260,78 245,51 245,51 250,44 8,02
O9
1 260,06 265,00 270,70 262,03 270,24 276,63 257,97 272,08 260,80 260,06 257,97 265,56 6,39
2 274,77 260,17 263,11 277,31 263,11 257,97 254,39 272,28 263,13 257,59 254,39 264,38 7,79
3 263,13 263,13 254,39 260,80 263,11 260,06 257,97 260,17 257,59 260,06 254,39 260,04 2,81
4 254,39 257,97 260,06 260,06 254,39 254,39 257,97 262,03 263,11 263,11 254,39 258,75 3,50
5 260,17 260,80 271,35 275,16 260,17 257,59 267,98 257,97 275,15 260,06 257,59 264,64 7,05
6 254,39 260,17 257,59 257,97 260,06 257,97 257,59 257,59 276,21 259,48 254,39 259,90 5,97
vC10R-a
1 23641,89 25007,46 20142,13 23898,97 21011,74 29333,92 22479,56 21521,54 31691,29 25694,68 20142,13 24442,32 3680,92
2 24072,90 24072,90 20983,24 21328,26 23642,05 21328,26 26433,88 21755,93 23235,71 25797,86 20983,24 23265,10 1911,67
3 21835,70 21328,26 23021,91 21328,26 23452,57 24323,53 21388,37 20142,13 20142,13 23642,05 20142,13 22060,49 1468,93
4 23021,91 23270,75 20142,13 22630,24 20142,13 20142,13 21388,37 23452,57 21755,93 23642,05 20142,13 21958,82 1438,92
5 22493,18 20229,61 23641,31 20142,13 20142,13 23813,85 21755,93 21328,26 24594,64 21755,93 20142,13 21989,70 1618,17
6 20142,13 22691,53 20142,13 21755,93 23235,71 21802,40 21755,93 21011,74 20983,24 22630,24 20142,13 21615,10 1053,71

94 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 4-3: (continuación)
Instancia Conj.
Par.
Iteración
Mejor Media Desviación
estándar 1 2 3 4 5 6 7 8 9 10
MB12
1 163,00 169,43 226,35 186,00 174,58 179,10 196,85 169,50 360,06 202,83 163,00 202,77 58,47
2 150,50 155,76 177,43 163,00 163,00 178,40 125,50 176,94 187,80 185,25 125,50 166,35 19,01
3 147,00 172,50 156,75 250,13 125,50 153,50 128,50 147,50 147,50 150,50 125,50 157,94 35,03
4 125,00 125,00 148,50 158,00 147,50 147,50 125,50 158,00 128,50 150,50 125,00 141,40 13,81
5 125,00 150,50 158,00 177,77 167,00 150,50 182,17 158,00 147,00 147,00 125,00 156,29 16,57
6 125,50 147,00 147,50 147,50 169,49 150,50 158,28 150,50 147,50 147,00 125,50 149,08 10,94
Fuente: Autor.
Tabla 4-4: Comparación entre los resultados obtenidos por el GA y los mejores valores encontrados en la literatura para el UAFLP
Instancia
Este enfoque
(García-Hernández,
Salas-Morera, Carmona-
Muñoz, García-
Hernández, et al., 2020)
(García-Hernández
et al., 2019)
(Palomo-Romero
et al., 2017) % error con el
mejor conocido
GA IMCRO CRO IMGA
O7 134,19 134,16 134,16 134,19 0,0223
O8 245,51 245,48 245,48 245,51 0,0122
O9 254,39 238,73 239,44 241,06 6,5597
vC10R-a 20142,13 20142,13 20142,13 20142,13 0,0000
MB12 125,00 125,00 125,00 125,00 0,0000
GA: algoritmo genético, CRO: optimización de arrecifes de coral, IMCRO: CRO de modelo de isla, IMGA: GA de modelo de isla. Fuente: Autor.
Capítulo 4. Algoritmo genético para la optimización del UAFLP y del FSGSP 95
Las instancias de datos propuestas por (Salmasi et al., 2010) consisten en diferentes
niveles para los tamaños de familias de productos, trabajos en cada familia y tiempos de
preparación de las familias en las máquinas, los cuales son determinados de forma
aleatoria para el problema con celdas de manufactura conformadas por dos, tres y seis
máquinas, como se describe más adelante. Sin embargo, debido a la complejidad de
resolver el FSGSP de forma óptima, solo algunos de estos niveles pudieron ser resueltos
para su comparación con el GA.
(Salmasi et al., 2010) definieron instancias de datos aleatorias para el FSGSP, de acuerdo
con unos niveles, de la siguiente manera:
▪ Tamaño de las familias de productos: los tamaños de las familias de productos se
clasifican en tres niveles: pequeños, medianos y grandes, obtenidos aleatoriamente
mediante una distribución uniforme (DU), en los siguientes rangos: números
enteros positivos entre 𝐷𝑈[1,5], 𝐷𝑈[6,10] y 𝐷𝑈[11,16] para los tamaños de familias
pequeños, medianos y grandes, respectivamente.
▪ Tamaño de los trabajos en las familias: los tamaños de los trabajos que pertenecen
a cada familia de productos están clasificados también en tres niveles: pequeños,
medianos y grandes, obtenidos aleatoriamente mediante una distribución uniforme
(DU), en los siguientes rangos: números enteros positivos entre 𝐷𝑈[2,4], 𝐷𝑈[5,7] y
𝐷𝑈[8,10] para los tamaños de trabajos pequeños, medianos y grandes,
respectivamente.
▪ Niveles de los tiempos de preparación: los tiempos de preparación de las familias
de productos en las máquinas se clasifican en tres niveles. Estos niveles son
obtenidos aleatoriamente mediante una distribución uniforme (DU) y se diferencian
según el número de máquinas que conforman la celda de manufactura, como se
muestra en la Tabla 4-5.
(Salmasi et al., 2010) también definieron los tiempos de procesamiento de los trabajos en
las máquinas mediante una distribución uniforme (DU) aleatoria en el rango 𝐷𝑈[1,20], para
todos los niveles mencionados anteriormente. En relación con las fechas de entrega de los
trabajos y los costos de penalización por tardanza, para el objetivo de minimización de la
tardanza ponderada total, se usó lo definido por (Keshavarz et al., 2019). Los autores

96 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
definieron dos niveles de fechas de entrega para los trabajos: fechas de entrega amplias
(loose due dates) y fechas de entrega ajustadas (tight due dates). (Keshavarz et al., 2019)
mencionan que estas fechas de entrega se determinan aleatoriamente mediante una
distribución uniforme (DU) en los rangos de números enteros positivos entre
𝐷𝑈[0.3𝐶𝑚𝑎𝑥, 1.7𝐶𝑚𝑎𝑥] y 𝐷𝑈[0.1𝐶𝑚𝑎𝑥, 0.9𝐶𝑚𝑎𝑥], para los niveles amplio y ajustado,
respectivamente, en donde 𝐶𝑚𝑎𝑥 hace referencia al mejor u óptimo tiempo de terminación
máximo (makespan) encontrado para el problema. Los costos de penalización por
tardanza también son definidos por los autores mediante una distribución uniforme (DU)
en el rango de números enteros positivos entre 𝐷𝑈[1,5].
Tabla 4-5: Niveles de los tiempos de preparación de las familias para celdas de
manufactura con dos, tres y seis máquinas
Número de
máquinas Máquina Nivel 1 Nivel 2 Nivel 3
2 máquinas M1 𝐷𝑈[1,50] 𝐷𝑈[1,50] 𝐷𝑈[17,67]
M2 𝐷𝑈[17,67] 𝐷𝑈[1,50] 𝐷𝑈[1,50]
3 máquinas
M1 𝐷𝑈[1,50] 𝐷𝑈[1,50] 𝐷𝑈[45,95]
M2 𝐷𝑈[17,67] 𝐷𝑈[1,50] 𝐷𝑈[17,67]
M3 𝐷𝑈[45,95] 𝐷𝑈[1,50] 𝐷𝑈[1,50]
6 máquinas
M1 𝐷𝑈[1,50] 𝐷𝑈[1,50] 𝐷𝑈[300,350]
M2 𝐷𝑈[17,67] 𝐷𝑈[1,50] 𝐷𝑈[170,220]
M3 𝐷𝑈[45,95] 𝐷𝑈[1,50] 𝐷𝑈[92,142]
M4 𝐷𝑈[92,142] 𝐷𝑈[1,50] 𝐷𝑈[45,95]
M5 𝐷𝑈[170,220] 𝐷𝑈[1,50] 𝐷𝑈[17,67]
M6 𝐷𝑈[300,350] 𝐷𝑈[1,50] 𝐷𝑈[1,50]
DU: distribución uniforme. Fuente: Adaptado de (Salmasi et al., 2010).
En esta sección se realizó también el proceso de parametrización del GA para el FSGSP.
En este sentido, y teniendo en cuenta la cantidad de problemas que conforman las
instancias de datos seleccionadas, se redujo el número de conjuntos de parámetros de
seis a cuatro, en comparación con la parametrización realizada para el UAFLP. La Tabla
4-6 presenta los conjuntos de parámetros evaluados para el GA en la optimización del
FSGSP.

Capítulo 4. Algoritmo genético para la optimización del UAFLP y del FSGSP 97
Tabla 4-6: Valores de los parámetros utilizados en el proceso de validación del GA para
el FSGSP
Conjunto de
parámetros
Tamaño de la
población
Número de
generaciones
Tamaño del
torneo
Probabilidad de
cruce
Probabilidad de
mutación
1 100 100 3 0.7 0.2
2 200 200 4 0.8 0.3
3 100 300 2 0.9 0.1
4 200 400 3 0.8 0.2
Fuente: Autor.
Los resultados de los procesos de validación y parametrización del GA para el FSGSP se
presentan en la Tabla 4-7 y la Tabla 4-8, para la minimización del tiempo de terminación
total y de la tardanza ponderada total, respectivamente. Las tablas muestran el número de
máquinas que conforman la celda de manufactura para la instancia dada, el tamaño de las
familias de productos y el número de problemas propuestos para la instancia dada. Del
mismo modo, en la tabla se presenta el número de problemas que se pudieron resolver
mediante ILOG CPLEX y PuLP, y que pudieron compararse con el GA propuesto, junto
con el porcentaje de error promedio obtenido para cada uno de los cuatro conjuntos de
parámetros seleccionados. En la parte inferior de las tablas, se observa el porcentaje de
error promedio obtenido por el GA para todas las instancias que se pudieron resolver y
comparar.
En total, se resolvieron 30 de 54 problemas para el ambiente de dos máquinas, 72 de 162
problemas para el ambiente de tres máquinas y 18 de 54 problemas para el ambiente de
seis máquinas, en la optimización del tiempo de terminación total. En promedio, el
porcentaje de error del GA para esta función objetivo fue del 0.012% para el conjunto de
parámetros 1, del 0.006% para el conjunto de parámetros 2 y 3, y del 0.005% para el
conjuntos de parámetros 4. De esta manera, se concluye que el GA, utilizando el conjunto
de parámetros 4, obtiene un porcentaje de error muy bajo para la optimización del tiempo
de terminación total de los trabajos.

98 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 4-7: Resultados del proceso de validación del GA para la aplicación en el problema FSGSP, minimizando el tiempo de
terminación total de los trabajos
Número de
máquinas
Tamaño de
las familias
Número de
problemas de
la instancia
Parámetros 1 Parámetros 2 Parámetros 3 Parámetros 4
Problemas
resueltos % error
Problemas
resueltos % error
Problemas
resueltos % error
Problemas
resueltos % error
2 máquinas
Pequeño 18 18 0.009 18 0.002 18 0.003 18 0.002
Mediano 18 12 0.021 12 0.012 12 0.019 12 0.013
Grande 18 0 -- 0 -- 0 -- 0 --
3 máquinas
Pequeño 54 54 0.010 54 0.006 54 0.003 54 0.004
Mediano 54 18 0.024 18 0.011 18 0.015 18 0.009
Grande 54 0 -- 0 -- 0 -- 0 --
6 máquinas
Pequeño 18 18 0.006 18 0.005 18 0.004 18 0.003
Mediano 18 0 -- 0 -- 0 -- 0 --
Grande 18 0 -- 0 -- 0 -- 0 --
Promedio: 0.012 Promedio: 0.006 Promedio: 0.006 Promedio: 0.005
Fuente: Autor.

Capítulo 4. Algoritmo genético para la optimización del UAFLP y del FSGSP 99
Tabla 4-8: Resultados del proceso de validación del GA para la aplicación en el problema FSGSP, minimizando la tardanza
ponderada total
Número de
máquinas
Tamaño de
las familias
Número de
problemas de
la instancia
Parámetros 1 Parámetros 2 Parámetros 3 Parámetros 4
Problemas
resueltos % error
Problemas
resueltos % error
Problemas
resueltos % error
Problemas
resueltos % error
Fechas de entrega amplias
2 máquinas
Pequeño 18 12 0.327 12 0.202 12 0.186 12 0.755
Mediano 18 6 0.418 6 0.755 6 0.071 6 0.571
Grande 18 0 -- 0 -- 0 -- 0 --
3 máquinas
Pequeño 54 18 0.077 18 0.057 18 0.049 18 0.037
Mediano 54 0 -- 0 -- 0 -- 0 --
Grande 54 0 -- 0 -- 0 -- 0 --
6 máquinas
Pequeño 18 8 0.034 8 0.056 8 0.010 8 0.014
Mediano 18 0 -- 0 -- 0 -- 0 --
Grande 18 0 -- 0 -- 0 -- 0 --
Promedio: 0.184 Promedio: 0.167 Promedio: 0.082 Promedio: 0.273
Fechas de entrega ajustadas
2 máquinas
Pequeño 18 12 0.084 12 0.062 12 0.169 12 0.116
Mediano 18 6 0.047 6 0.028 6 0.026 6 0.048
Grande 18 0 -- 0 -- 0 -- 0 --
3 máquinas
Pequeño 54 18 0.008 18 0.025 18 0.018 18 0.036
Mediano 54 0 -- 0 -- 0 -- 0 --
Grande 54 0 -- 0 -- 0 -- 0 --

100 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de plantas
esbeltas
Tabla 4-8: (continuación)
Número de
máquinas
Tamaño de
las familias
Número de
problemas de
la instancia
Parámetros 1 Parámetros 2 Parámetros 3 Parámetros 4
Problemas
resueltos % error
Problemas
resueltos % error
Problemas
resueltos % error
Problemas
resueltos % error
Fechas de entrega justadas
6 máquinas
Pequeño 18 8 0.022 8 0.005 8 0.009 8 0.000
Mediano 18 0 -- 0 -- 0 -- 0 --
Grande 18 0 -- 0 -- 0 -- 0 --
Promedio: 0.037 Promedio: 0.032 Promedio: 0.059 Promedio: 0.053
Fuente: Autor.
Capítulo 4. Algoritmo genético para la optimización del UAFLP y del FSGSP 101
En la validación de la tardanza ponderada total, se pudieron resolver 18 y 18 problemas
de 54 problemas para el ambiente de dos máquinas con fechas de entrega amplias y
ajustadas, respectivamente; 18 y 18 de 162 problemas para el ambiente de tres máquinas
con fechas de entrega amplias y ajustadas, respectivamente; y 8 y 8 de 54 problemas para
el ambiente de seis máquinas con fechas de entrega amplias y ajustadas, respectivamente.
En esta función objetivo, el conjunto de parámetros 1 obtuvo un porcentaje de error
promedio total del 0.110%; un 0.097% fue obtenido por el conjunto de parámetros 2,
mientras que los conjuntos de parámetros 3 y 4 resultaron en un porcentaje de error de
0.070% y 0.159%, respectivamente. De esta manera, se identifica que el conjunto de
parámetros 3 es más apropiado para la minimización de la tardanza ponderada total en la
aplicación del GA. En conclusión, un total de 208 problemas fueron resueltos y comparados
para la validación del GA para el FSGSP en esta sección. Considerando el total de
problemas resueltos, el conjunto de parámetros 3 logró el menor porcentaje de error
promedio (0.033%), lo que lo convierte en el conjunto de parámetros más apropiado para
la aplicación del GA al caso del sector de la confección de prendas de vestir. Los resultados
detallados para las instancias de datos utilizadas en la validación y parametrización del GA
para el FSGSP se pueden encontrar en el Anexo A.
En este capítulo se realizó la descripción de los operadores, la validación y la
parametrización de un GA propuesto para su aplicación en cada uno de los problemas
UAFLP y FSGSP, para el caso del sector de la confección de prendas de vestir de la ciudad
de Cúcuta. Se demostró que los operadores propuestos cumplen las funcionalidades de
selección, recombinación y mutación propias de un GA. Adicionalmente, el proceso de
validación permitió concluir que los GA presentados encuentra soluciones buenas para
ambos problemas de optimización. Finalmente, los parámetros más adecuados para la
optimización de cada uno de los problemas fueron obtenidos considerando las instancias
de datos tomadas de la literatura. Los procesos de validación y parametrización de los GA
fueron realizados en un computador Intel Core i5 con CPU de 2,2 GHz y 6 Gb de RAM, y
el GA fue programado en Python 3.87. En el siguiente capítulo, el caso para el sector de la
confección de prendas de vestir de la ciudad de Cúcuta es presentado, mientras que la
aplicación de los GA para el caso de estudio se realiza en el Capítulo 6.
7 Repositorio en GitHub: https://github.com/scaceres21/uaflp-fsgsp-ga_optimization


Capítulo 5. Sector de la confección de
prendas de vestir y caso de estudio de una
empresa del sector en la ciudad de Cúcuta,
Colombia
El sector de la confección de prendas de vestir de la ciudad de Cúcuta es el caso de estudio
seleccionado en la presente tesis de maestría para la aplicación del modelo propuesto para
la programación de la producción en enfoques de celdas de manufactura flowshop,
integrando la distribución de plantas esbeltas. La confección de prendas de vestir es una
industria importante en la economía mundial, que se caracteriza por la amplia variedad y
la velocidad en el ciclo de vida de sus productos, por las demandas impredecibles y
temporales, y por la alta competitividad de sus mercados, en parte, debido a la
globalización actual (Dicken, 2003; Fares et al., 2019; Fares & Lebbar, 2019; Forza &
Vinelli, 2000; Gökalp et al., 2018; Hassler, 2003; Huang, 2019; Jones, 2006; Nayak &
Padhye, 2015; Scott, 2006; Seo et al., 2016; Zheng & Song, 2019).
En Colombia, el sector textil-confección es uno de los más representativos de la industria
manufacturera local, siendo conformado principalmente por pequeñas y medianas
empresas, y cuya cadena productiva abarca una amplia variedad de actividades
económicas, incluyendo la producción de insumos químicos para la fabricación de fibras y
textiles, procesos de mecanizado relacionados con las fibras y textiles y la confección
propiamente dicha de prendas de vestir y otras prendas (Nieto Galindo & López, 2017;
Sánchez et al., 2015).

104 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
El presente capítulo busca describir de manera general la situación del sector de la
confección de prendas de vestir de la ciudad de Cúcuta, identificando su cadena productiva
y procesos de producción. Adicionalmente, un caso de estudio del sector es identificado y
la información de entrada para los problemas de distribución de plantas con áreas
desiguales y de programación de la producción en enfoques de celdas de manufactura
flowshop es presentada, con el propósito de que estos problemas sean optimizados
mediante el modelo propuesto para el caso específico del sector.
El capítulo se divide en las siguientes secciones: Sección 5.1 describe de forma general
la cadena productivo y los procesos de producción del sector de la confección de prendas
de vestir de la ciudad de Cúcuta, y la Sección 5.2 presenta el caso de estudio del sector
de la confección de prendas de vestir de la ciudad de Cúcuta para la optimización del
modelo propuesto en la presente tesis de maestría.
5.1. Descripción general del sector de la confección de prendas de vestir de la ciudad de Cúcuta
El sector de la confección de prendas de vestir es considerado uno de los sectores más
representativos de la ciudad de Cúcuta, en Colombia, en el cual se agrupa
aproximadamente el 30% de la industria manufacturera y, junto con los sectores de
marroquinería y calzado, hace parte del Sistema de Moda, que es uno de los clústeres
económicos estratégicos de la ciudad (Cámara de Comercio de Cúcuta, 2014; García
Bautista & Jauregui Mancipe, 2016). A pesar de su importancia, el sector de la confección
de prendas de vestir, así como la industria manufacturera en general, se ha visto afectado
durante varios años por la situación económica de la ciudad y su dependencia comercial
con el país vecino de Venezuela. A lo anteriormente mencionado, se suman las
condiciones propias del sector en la ciudad, el cual se caracteriza por una amplia
informalidad laboral, por estar conformado en gran medida por empresas familiares reacias
a la innovación y la tecnología, y por la falta de vínculos industria-academia que permitan
el desarrollo del sector a nivel local y nacional (Acosta Dreika et al., 2015; García Bautista
& Jauregui Mancipe, 2016; Ramírez Zambrano et al., 2016). Adicionalmente, la carencia
de información sobre la productividad y el desempeño del sector a nivel local y nacional
son evidentes, y no permite que se enfoquen soluciones a problemas reales o que se forjen
alianzas para incrementar la visibilidad del sector a nivel nacional y global. La información

Capítulo 5. Sector de la confección de prendas de vestir y caso de estudio de
una empresa del sector en la ciudad de Cúcuta, Colombia
105
que se describe a continuación se extrae de documentos publicados por entes públicos
locales, por trabajos de grado de universidades de la ciudad y del conocimiento empírico
por visitas a algunas empresas de esta industria en Cúcuta por parte del autor de la
presente tesis de maestría.
La confección de prendas de vestir se considera una industria tradicional en la ciudad de
Cúcuta, en donde gran parte de las empresas que lo componen no cuentan con una
estructura organizacional y estratégica que les permita trazarse objetivos y medir el
desempeño de sus resultados (Gelvez Manrique, 2016). Los procesos de planeación y
ejecución de las actividades de producción están atados a esta carencia en las empresas
del sector. La planeación de la producción usualmente no está asignada a un área
específica en la mayoría de estas empresas (García Bautista & Jauregui Mancipe, 2016),
y las decisiones que se toman están basadas en la experiencia y en la información de
períodos anteriores. Otro aspecto significativo en las empresas de esta industria tiene que
ver con los lugares en que se realizan las actividades de producción. Se ha encontrado
que la mayoría de las empresas del sector están ubicadas en zonas residenciales de la
ciudad o en el centro de la ciudad, y no en zonas industriales especializadas disponibles
para el desarrollo de esta actividad (García Bautista & Jauregui Mancipe, 2016). Lo
anteriormente descrito manifiesta que las empresas no cuentan con una planta de
producción debidamente organizada que les permita obtener la eficiencia y la productividad
que se requieren para competir en mercados globales, adicional a la definición de un flujo
de producción claro y a la eliminación de desperdicios, que les permita enfocarse en el
valor añadido a los clientes. A pesar de lo anteriormente mencionado, algunos esfuerzos
por parte de la academia y por los líderes de las empresas se han llevado a cabo para
optimizar los procesos y las plantas de producción en este sector (Alvarado Gallardo, 2013;
Gelvez Manrique, 2016; Gómez Mora & Pulido García, 2019; Hernández Redondo, 2017;
Ibero Casadiego & Manzano Romero, 2017; Mendoza Mantilla & Jaimes Delgado, 2017;
Ortiz Zambrano & Osorio Jaimes, 2010; Rincón Moreno & Anaya Morales, 2015; Tejeda
Argáez, 2016; Triana Beltrán & Ayala Daza, 2019).
En términos generales, y con el fin de dar una descripción del sector de la confección de
prendas de vestir en Cúcuta, la cadena productiva del sector textil-confecciones es una
cadena de suministros comprendida, entre otros, por comercializadores, fabricantes,

106 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
compradores y proveedores, que incluye la producción y transformación de las fibras
naturales y sintéticas en telas hasta la confección de productos textiles que se
comercializan en tiendas detallistas (S. Das & Patnaik, 2015; Ramesh & Bahinipati, 2011).
La Figura 5-1 muestra la cadena productiva para el sector textil-confecciones propuesta
por el Banco Mundial y adaptada por el Departamento Nacional de Planeación de
Colombia, DNP (Nieto Galindo & López, 2017).
Figura 5-1: Cadena productiva del sector textil-confecciones
Fuente: Adaptado de (Nieto Galindo & López, 2017)
En la Figura 5-1 se observan las etapas desde la producción de fibras hasta la producción
de productos textiles, en donde se integran diferentes actividades económicas
relacionadas con los sectores petroquímico y agroindustrial, principalmente en las etapas
tempranas de producción de fibras sintéticas y naturales. Cada una de estas etapas
requiere de unos procesos productivos e insumos químicos y naturales que permiten la
producción de textiles que llegan al eslabón final, en donde se diseñan, confeccionan y
comercializan productos textiles para los consumidores. El último eslabón de la cadena
productiva textil-confecciones, previo a la comercialización de los productos textiles,
contiene entre otros la producción de prendas de vestir, el cual es el objeto de estudio del
presente capítulo y que se describe en mayor detalle a continuación.
La confección de prendas de vestir es una actividad económica que comprende unos
procesos de transformación de los textiles y otros insumos en productos usados como
vestimenta por parte de las personas, en donde la mano de obra extensiva y las
operaciones manuales juegan un papel clave en el proceso de transformación (Mok et al.,
2013). Este proceso de transformación requiere, además, de una cadena de operaciones
compleja que comprende la planeación y diseño de los productos y de los procesos de
producción, el abastecimiento de los insumos necesarios para cumplir con las demandas

Capítulo 5. Sector de la confección de prendas de vestir y caso de estudio de
una empresa del sector en la ciudad de Cúcuta, Colombia
107
requeridas, las operaciones de producción para obtener los productos finales, y el
embarque, distribución y comercialización de estos productos a los consumidores finales.
La Figura 5-2 presenta una cadena de operaciones general para el sector de la confección
de prendas de vestir en la ciudad de Cúcuta, basado en el esquema formulado por (Mok
et al., 2013).
Figura 5-2: Esquema de la cadena de operaciones general del sector de la confección
de prendas de vestir en la ciudad de Cúcuta
Fuente: Adaptado por el autor del modelo propuesto por (Mok et al., 2013)
En el eslabón de producción de la Figura 5-2, se detallan los procesos productivos que
frecuentemente se llevan a cabo en las fábricas de confección de prendas de vestir. Estos
procesos incluyen la recepción e inspección de materias primas e insumos; el trazado y
corte de las telas, de acuerdo con los diseños de los productos finales; la confección o
costura de las piezas de tela en el producto final ensamblado; los procesos húmedos o de
limpieza, en donde el producto es transformado de acuerdo con los requerimientos del
diseño; y finalmente, la terminación e inspección final de los productos para embarque.

108 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
La aplicación del modelo de optimización de la programación de la producción en enfoques
de celdas de manufactura, integrando decisiones de distribución de plantas, y que se
propone en la presente tesis de maestría, se enfoca en los procesos de producción, como
los anteriormente mencionados, especialmente en las actividades de confección y costura,
en donde se define la producción por celdas de manufactura y se integra a los demás
procesos a través de la propuesta de distribución de plantas.
5.2. Caso de estudio del sector de la confección de prendas de vestir
El caso de estudio para la presente tesis de maestría considera una empresa de confección
de ropa deportiva para dama y caballero ubicada en la ciudad de Cúcuta. Los productos
que la empresa fabrica incluyen camisetas, sudaderas y pantalonetas para dama y
caballero, así como leggins y franelillas deportivas para dama. La empresa tiene localizada
sus operaciones en una residencia con 12 metros de ancho y 24,17 metros de largo, en
donde dispone sus puestos de trabajo por departamentos. La Figura 5-3 presenta una
distribución en planta actual aproximada para la empresa de ropa deportiva en la ciudad
de Cúcuta.
Actualmente, la empresa cuenta con seis departamentos: recepción y despacho de
productos, confección, estampado, terminación, oficina y almacén de materias primas y de
producto terminado. El proceso de producción general consiste en la recepción de las telas
cortadas provenientes de un taller satélite cercano y que se envían al almacén. De acuerdo
con las características de diseño, las telas cortadas son enviadas al área de estampado
en donde se les aplica el diseño requerido utilizando máquinas termofijadoras/
sublimadoras, para ser nuevamente enviadas al almacén. Cuando es requerida en el área
de confección, la tela cortada y estampada es enviada y ensamblada de acuerdo con el
proceso productivo específico para cada familia de productos en el conjunto de máquinas
disponibles: máquinas collarín (6 máquinas), fileteadoras (4 máquinas) y máquinas plana
(4 máquinas), las cuales están organizadas en un ambiente de taller de trabajo flexible
(flexible jobshop) en el área de confección. Una vez ensamblado el producto, este es
llevado al área de terminación en donde se cortan los hilos sobrantes, se realizan ojales -
cuando aplica-, y se etiquetan y empacan los productos finales. De acuerdo con la urgencia

Capítulo 5. Sector de la confección de prendas de vestir y caso de estudio de
una empresa del sector en la ciudad de Cúcuta, Colombia
109
del pedido, los productos empacados son enviados al almacén o directamente al área de
despacho, en donde son recogidos por un vehículo que los transporta al cliente
comercializador. La empresa recibe pedidos por aproximadamente 2500 unidades
semanales, y opera en jornadas laborales de 10 horas al día.
Figura 5-3: Distribución de planta actual para el caso del sector de la confección de la
ciudad de Cúcuta
Fuente: Autor.

110 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
La Tabla 5-1 presenta el área actual y la descripción de los departamentos para el caso
de estudio del sector de la confección. Con el objetivo de mejorar el desempeño del
proceso productivo y de la distribución de los departamentos en la planta enmarcado en
un ambiente lean, se propone el rediseño del layout actual para el caso de estudio, en
donde se incluyen nuevos departamentos, se redefinen los requerimientos de área para
los departamentos actuales y se aplican el modelo presentado en el Capítulo 3 y el
algoritmo genético descrito en el Capítulo 4 para obtener un layout propuesto para una
instalación industrial apropiada para la producción de ropa deportiva. La Tabla 5-1
presenta los nuevos departamentos con sus respectivas áreas, así como los nuevos
requerimientos de área para los departamentos actuales para el caso de estudio; esta
información se determinó utilizando el Método de Guerchet (Muther, 1973) como se
muestra en el Anexo B de la presente tesis de maestría.
Entre los nuevos departamentos propuestos, se definió un área de corte, en donde se lleve
a cabo este proceso que actualmente se terceriza, mediante la instalación de una máquina
automatizada de corte. Adicionalmente, se propone incluir un área para la planeación de
la producción, y diseño de productos y procesos de producción. Esta área se propone con
el objetivo de aumentar la capacidad de planeación e innovación de la empresa, mediante
la creación de nuevos puestos de trabajo relacionados con la ingeniería y el diseño de
modas. Del mismo modo, un área para la inspección de calidad se definió buscando un
enfoque de los procesos de producción hacia el aseguramiento de la calidad de las
materias primas, insumos y productos finales. Finalmente, se incluye una zona de comedor
y de descanso para los trabajadores, en donde se dispone un espacio para el consumo de
alimentos y para el descanso. La inclusión de estos departamentos se realiza con el motivo
de tener un mejorar costos de producción tercerizada, disminuir los transportes de telas
cortadas, las demoras o desperdicios en la producción y la mala calidad de los productos.
Las nuevas áreas propuestas para el rediseño del layout para el caso de estudio del sector
de la confección aumentan el espacio requerido para la disposición de los departamentos
en la planta. Por este motivo, se propone una distribución de planta para una instalación
industrial con dimensiones de 25 metros de ancho y 45,6 metros de largo, para un área
total de 1140 m2. El proceso productivo general propuesto para la nueva planta de
producción del caso de estudio se presenta en la Figura 5-4.

Capítulo 5. Sector de la confección de prendas de vestir y caso de estudio de
una empresa del sector en la ciudad de Cúcuta, Colombia
111
Tabla 5-1: Descripción de los departamentos actuales y propuestos para la distribución
de planta del caso del sector de la confección de prendas de vestir
No. Departamento Descripción
Área
actual
(m2)
Área
propuesta
(m2)
1 Recepción y
despacho
Espacio para el ingreso, cargue/ descargue y salida de
vehículos. 50,0 50,0
2 Confección
Actual: Incluye 6 máquinas collarín, 4 fileteadoras y 4
máquinas plana organizadas en taller de trabajo flexible
para el ensamble de las familias de productos
Propuesto: Incluye 3 celdas de manufactura para el
procesamiento por familias de productos.
75,6 195,5
3 Estampado
Incluye 3 (4 en el área propuesta) máquinas de termofijado
para telas, con las que se imprimen los diseños de acuerdo
con cada familia de productos.
11,60 83,3
4 Terminación
Incluye los procesos de terminación: 1 máquina ojaladora,
3 puestos de despeluzado, y 4 puestos etiquetado y
empaque de producto final.
31,7 100,4
5 Oficina/Área
administrativa
Actual: Oficina con 1 puesto de trabajo para gerente y 1
baño.
Propuesto: Área que incluye 8 puestos de trabajo para
personal en las áreas de gerencia, ventas y marketing,
contabilidad y finanzas. Incluye sala de juntas y 2 baños.
11,4 67,2
6 Almacén/Almacén
de materia prima
Actual: Área para el almacenamiento de telas cortadas
provenientes de talleres satélites, y producto en proceso y
productos terminados.
Propuesto: Área dedicada para el almacenamiento de
rollos de tela y demás insumos de entrada.
108,0 153,0
7
Almacén de
producto
terminado
Área dedicada para el almacenamiento de producto
terminado, etiquetado y embalado para su envío a los
clientes.
0,0 153,0
8 Corte
Nueva área que busca incluir los procesos de corte de
telas para su suministro al área de confección. Incluye 1
máquina de corte automatizada.
0,0 131,3
9 Inspección de
calidad
Área propuesta en donde se realizan las revisiones de
calidad de las telas, insumos, productos en proceso y
productos finales para el aseguramiento de la calidad.
Incluye 4 puestos de trabajo y 1 mesa.
0,0 52,9
10
Oficina de
planeación y
diseño
Nueva área que estará dedicada a los procesos de
planeación y diseño de procesos y productos para el caso
de estudio. Incluye 4 puestos de trabajo y 1 mesa.
0,0 52,9
11 Comedor y zona
de descanso
Nueva área propuesta con el fin de dar confort a los
trabajadores de la empresa. Incluye 4 comedores y 1
pequeña zona de descanso.
0,0 100,0
Área total: 288,21 1139,41
Fuente: Autor.

112 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Figura 5-4: Etapas del proceso productivo para la confección de ropa deportiva en el
caso de estudio del sector de la confección de prendas de vestir
Fuente: Autor.
Con el fin de determinar el costo de manejo de materiales para la distribución de planta
actual, se definió una matriz de flujos de materiales entre departamentos, como se
presenta en la Tabla 5-2. La matriz está basada en las etapas del proceso productivo
actual, en donde se consideró una demanda anual de 110000 unidades aproximadamente
para la empresa (2500 pedidos semanales * 4 semanas al mes * 11 meses al año).
Teniendo en cuenta el rediseño de planta propuesto para el caso de estudio, se definió
también una matriz de flujo de materiales incluyendo los nuevos departamentos de la
planta, como se muestra en la Tabla 5-3, y en donde se utilizaron las etapas productivas
presentadas en la Figura 5-4, manteniendo el dato de demanda anual de productos
utilizado en la matriz del estado actual. El costo de manejo unitario de materiales se asume
con un valor de $1/unidad-metro de producto manejado.
En relación con el área de confección de la empresa, en donde se enfocó la optimización
de las decisiones de programación de la producción, las máquinas están organizadas en
un ambiente flexible jobshop, como se mencionó anteriormente, en donde las familias de
productos son procesadas en estaciones de trabajo, cada una en un orden tecnológico
diferente, y en donde cada estación cuenta con cuatro (fileteadoras y máquinas plana) o
seis (máquinas collarín) máquinas en paralelo para realizar las operaciones requeridas por
cada familia de productos. Para el caso de estudio de la presente tesis de maestría, se
utilizó un pedido solicitado a la empresa, en donde se requerían 516 unidades de diferentes
tipos de productos y tallajes, como son camisetas, pantalonetas y sudaderas deportivas
para dama y caballero, y franelillas y leggins para dama. La información de los tipos de

Capítulo 5. Sector de la confección de prendas de vestir y caso de estudio de
una empresa del sector en la ciudad de Cúcuta, Colombia
113
productos, las familias de productos seleccionadas, la cantidad de trabajos y las fechas de
entrega requeridas para cada uno de ellos se presenta en la Tabla 5-4. La secuencia de
operaciones de cada tipo de productos utilizada en el presente caso de estudio se muestra
en el Anexo C.
Tabla 5-2: Flujo de materiales entre departamentos para el estado actual del caso de
estudio del sector de la confección de prendas de vestir
Dpt. Flujo de materiales entre departamentos para el estado actual (en miles)
1 2 3 4 5 6
1 0 0 0 55 2 55
2 0 0 55 0 2 55
3 55 0 0 0 0 55
4 0 55 0 0 0 55
5 2 2 0 0 0 2
6 55 55 55 55 2 0
La numeración de departamentos corresponde a la utilizada en la Tabla 5-1. Fuente: Autor.
Tabla 5-3: Flujo de materiales entre departamentos para el estado propuesto del caso
de estudio del sector de la confección de prendas de vestir
Dpt. Flujo de materiales entre departamentos para el estado propuesto (en miles)
1 2 3 4 5 6 7 8 9 10 11
1 0 0 0 0 0 0 110 0 0 0 0
2 0 0 110 0 0 0 0 0 0 0 0
3 0 0 0 0 0 0 0 110 0 0 0
4 0 110 0 0 0 0 0 0 0 0 0
5 0 0 0 0 0 0 0 0 0 2 0
6 110 0 0 0 0 0 0 0 0 0 0
7 0 0 0 110 0 0 0 0 0 0 0
8 0 0 0 0 0 110 0 0 0 0 0
9 11 0 0 11 0 0 0 0 0 2 0
10 0 0 0 0 2 0 0 0 2 0 0
11 0 2 2 2 1 0 0 2 1 1 0
La numeración de departamentos corresponde a la utilizada en la Tabla 5-1. Fuente: Autor.

114 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Tabla 5-4: Información de las familias de productos y trabajos para el caso de estudio
del sector de la confección de prendas de vestir
Tipos de productos
asignados
Familias de productos
(referencia)
Cantidad de
trabajos
Tiempo de entrega
de los trabajos
(1 día en seg.)
Camisetas dama y
caballero
W057-C01 48 36000
W057-C02 36 36000
W057-C03 48 36000
W057-C04 24 36000
Total: 156
Pantalonetas dama y
caballero
A034-P01 36 36000
A034-P02 48 36000
A034-P03 24 36000
Total: 108
Sudaderas dama y
caballero
S082-S01 36 36000
S082-S02 12 36000
S082-S03 36 36000
S082-S04 48 36000
Leggins dama P021-L01 24 36000
P021-L02 36 36000
Franelillas dama
P021-F01 36 36000
P021-F02 24 36000
Total: 252
Cantidad Total: 516
Fuente: Autor.
Debido a la necesidad del área de producción de cumplir con los pedidos semanales de
los clientes, el pedido presentado en la Tabla 5-4 debía completarse en una jornada de
trabajo, es decir, en 10 horas de producción (36000 segundos). Para ello, la empresa
organizaba los trabajos en lotes de 12 unidades de diferentes tallajes, y los programaba
en las máquinas dando prioridad a los lotes con tiempos de procesamiento más corto, regla
de secuenciación conocida como shortest processing time, SPT. Cuando un lote de
trabajos llegaba a una estación de máquinas, este era asignado a la primera máquina que
estuviera disponible. Debido a que las referencias o familias de productos son diferentes
entre ellas, se requería un tiempo de preparación para las máquinas que es dependiente
de la secuencia de las familias de productos. La información de los tiempos de

Capítulo 5. Sector de la confección de prendas de vestir y caso de estudio de
una empresa del sector en la ciudad de Cúcuta, Colombia
115
procesamiento de los lotes de trabajos y de los tiempos de preparación dependientes de
las secuencia de las familias se exponen en el Anexo D.
El panorama de la situación actual del área de confección de la empresa caso de estudio,
característico de los sistemas de producción convencionales en masa (Cuatrecasas-Arbós,
2009), genera desperdicios relacionados con demoras en el procesamiento de los trabajos
y la acumulación de trabajos pendientes -inventario en proceso- en el piso de producción,
debido a la poca disponibilidad de las máquinas en cada estación y a la producción por
lotes que afecta los tiempos de entrega de los trabajos. Esta situación actual tiene como
consecuencia incumplimientos en los tiempos de entrega de los trabajos, lo que retrasa el
envío de los pedidos, generando pérdida de credibilidad ante los clientes y afectando la
imagen de la empresa en el mercado.
Con el fin de mejorar esta situación, se propone para el caso de estudio la secuenciación
de trabajos en una disposición de máquinas agrupadas en celdas de manufactura en el
área de confección, así como la agrupación de productos en familias de productos y su
asignación a las diferentes celdas de manufactura formadas, de acuerdo con los principios
de tecnología de grupos (Ham et al., 1985). Los procesos de agrupación y asignación de
familias y de máquinas en celdas de manufactura se realizaron de manera empírica por
parte del autor de la presente tesis de maestría, teniendo en cuenta la secuencia de
operaciones requerida por cada una de las familias de productos en las diferentes
estaciones de máquinas en el departamento de confección. Estos procesos de agrupación
permitieron identificar que las camisetas y pantalonetas deportivas requieren un conjunto
de máquinas específicas para ellas, mientras que las sudaderas, franelillas y leggins
pueden agruparse en un conjunto de máquinas similares, debido a que todas sus
operaciones se realizan en máquinas collarín. De esta manera, se formaron tres celdas de
manufactura para atender las operaciones de todos los tipos de productos requeridos en
el pedido de 516 trabajos. Adicionalmente, con el motivo de minimizar los cuellos de botella
en el flujo de materiales dentro de cada celda de manufactura, se incrementó el número
de máquinas collarín a 9 y de máquinas plana a 5, y se dividieron las tareas de tal manera
que cada máquina en la celda de manufactura realice tiempos de procesamiento similares.
La Tabla 5-5. contiene los tipos de productos asignados a cada celda de manufactura, así
como las máquinas que las conforman, y que están organizadas en una disposición de

116 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
flujo en línea (flowshop), como puede observarse en los esquemas propuestos de la Figura
5-5.
Tabla 5-5: Organización de las celdas de manufactura propuesta para el caso de
estudio del sector de la confección
Celda de manufactura 1 Celda de manufactura 2 Celda de manufactura 3
Tipos de productos
asignados: Camisetas dama y caballero
Pantalonetas dama y
caballero
Sudaderas dama y
caballero, Leggins y
Franelillas dama
Máquinas que la
conforman
(numeración usado en
esquema)
1. Collarín
2. Fileteadora
3. Collarín
4. Collarín
1. Plana
2. Fileteadora
3. Plana
4. Fileteadora
5. Plana
6. Collarín
7. Plana
8. Collarín
9. Plana
1. Collarín
2. Collarín
3. Collarín
4. Collarín
Esquema: Figura 5-5a Figura 5-5b Figura 5-5c
Fuente: Autor.
En este sentido, la celda de manufactura 1 atiende únicamente las familias de productos
de las camisetas deportivas para dama y caballero en sus diferentes tallajes, la celda de
manufactura 2 se encarga de procesar únicamente los trabajos de las familias de productos
pertenecientes a las pantalonetas para dama y caballero y, finalmente, las referencias de
sudaderas para dama y caballero, y los leggins y franelillas para dama fueron asignadas a
la celda de manufactura 3 para su procesamiento. Es decir, en cada celda de manufactura,
los trabajos son procesados como un grupo, de acuerdo con la familia de productos a la
que pertenecen, y a su vez, son procesados en el mismo orden tecnológico en todas las
máquinas que conforman la celda de manufactura. Otra característica consiste en el
procesamiento unidad a unidad de los trabajos en las máquinas, lo que mejora
significativamente los tiempos de entrega de los pedidos, en comparación con la
producción por lotes. Este conjunto de características de los sistemas de celdas de
manufactura simplifican el flujo de materiales y disminuyen los tiempos de preparación de
las máquinas, mejorando los tiempos de entrega, el manejo de materiales e incrementando
el espacio en planta y la capacidad del sistema productivo.

Capítulo 5. Sector de la confección de prendas de vestir y caso de estudio de
una empresa del sector en la ciudad de Cúcuta, Colombia
117
Figura 5-5: Esquema propuesto para las celdas de manufactura flowshop en el área
de confección: a) celda de manufactura 1, b) celda de manufactura 2 y c) celda de
manufactura 3
1
2 3
4
2,4 m
1,8
m
Celda de
Manufactura 1
Flujo de trabajos en línea
1
2 3
4
2,4 m
1,8
mCelda de
Manufactura 3
4
5 67
4,48 m
3,8
9 m
Celda de
Manufactura 2
3
1 2
8
9
a) c)
b)
La numeración de las máquinas corresponde a la utilizada en la Tabla 5-5. Fuente: Autor.

118 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Considerando lo anteriormente mencionado, el algoritmo genético se aplica para resolver
el problema de programación de la producción en celdas de manufactura flowshop,
considerando un flujo unitario de trabajos, los cuales son procesados teniendo en cuenta
los tiempos de procesamiento presentados en el Anexo E. Del mismo modo, los trabajos
de una misma familia de productos son procesados en el mismo grupo, en donde se
consideran tiempos de preparación en las máquinas dependientes de la secuencia de las
familias, como se ha presentado en el Anexo D. El costo unitario de penalización por
tardanza de los trabajos se asume en $2,5 por segundo para cada trabajo tardío.
Como conclusión, en el presente capítulo se describe el sector de la confección de prendas
de vestir de la ciudad de Cúcuta, teniendo en cuenta la cadena productiva y cadena de
operaciones necesaria para la transformación de textiles en prendas de vestir finales, de
acuerdo con documentos institucionales y la literatura reciente. Adicionalmente, el caso de
estudio del sector de la confección a tratar en la presente tesis de maestría es presentado,
en donde la situación actual, y las acciones propuestas son descritas para una empresa
confección de ropa deportiva de la ciudad de Cúcuta. Del mismo modo, la información de
entrada para la optimización de los problemas de programación de la producción en celdas
de manufactura y distribución en planta es recopilada y presentada en el presente capítulo.
En el siguiente capítulo, los resultados de la aplicación del algoritmo genético para resolver
el problema de programación de la producción en celdas de manufactura flowshop,
integrando las decisiones de distribución de plantas con áreas desiguales y con el objetivo
de minimizar los costos totales de manejo de materiales y de penalización por tardanza de
los trabajos, se presentan y analizan.

Capítulo 6. Resultados de la optimización del
UAFLP y FSGSP para el caso del sector de la
confección de prendas de vestir de la ciudad
de Cúcuta
Este capítulo presenta la aplicación del modelo propuesto para la optimización de la
programación de la producción en ambientes de celdas de manufactura flowshop
(FSGSP), y la distribución de plantas con áreas desiguales (UAFLP), para el caso del
sector de la confección de prendas de vestir de la ciudad de Cúcuta. Los algoritmos
genéticos (GA), descritos en el Capítulo 4, son aplicados con el objetivo de minimizar el
costo total de manejo de materiales y de penalización por tardanza de los trabajos, de
acuerdo con la información de entrada para el caso de una empresa de confección de ropa
deportiva de Cúcuta, como se presentó en el Capítulo 5. Los resultados de la aplicación
del modelo propuesto mediante el uso del GA son comparados con la situación actual de
la empresa de confección de ropa deportiva, y un análisis de estos resultados es
presentado en este capítulo. El capítulo se divide de la siguiente manera: la Sección 6.1
analiza la situación actual de la empresa caso de estudio para determinar el costo total
actual de manejo de materiales y de penalización por tardanza de los trabajos; en la
Sección 6.2, los resultados de la aplicación de los GA en la optimización de los problemas
UAFLP y FSGSP son analizados, en donde se determina el estado propuesto para el caso
de estudio; finalmente, un análisis comparativo entre la situación actual y el estado
propuesto se realiza mediante un modelo de simulación en la Sección 6.3.

120 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
6.1. Análisis de la situación actual para el caso de estudio
6.1.1. Análisis del layout actual y determinación del costo de manejo de materiales
Como se mencionó anteriormente en el Capítulo 5, los procesos de producción de ropa
deportiva de la empresa caso de estudio de la ciudad de Cúcuta se realizan en una
distribución de planta por departamentos, que puede ser representada como la distribución
de bloques mostrada en la Figura 6-1. Esta distribución se caracteriza porque no cuenta
con las áreas necesarias para el funcionamiento adecuado de los procesos de producción,
así como para el movimiento de personas y de materiales en la planta. Adicionalmente, se
observa la necesidad de acercar los departamentos principales en la cadena de
operaciones de las familias de productos, ya que, por ejemplo, áreas como recepción y
despacho y confección están separadas de áreas con las que tienen una muy amplia
relación como estampado y terminación, lo que aumenta las distancias recorridas para
mover materiales y, por lo tanto, aumentan el costo de manejo de materiales.
Figura 6-1: Distribución de bloques para la situación actual del caso de estudio
Fuente: Autor.

Capítulo 6. Resultados de la optimización del UAFLP y FSGSP para el caso
del sector de la confección de prendas de vestir de la ciudad de Cúcuta
121
El costo de manejo de materiales (MHC) para el layout que representa la situación actual
se calcula considerando los requerimientos de área y los flujos de materiales presentados
en la Tabla 5-1 y la Tabla 5-2, respectivamente, en donde la norma de la distancia
rectilínea entre los centroides de los departamentos es utilizada. El costo unitario de
manejo de materiales se asume con el valor de $1/unidad-metro manejado, como se
mencionó en el capítulo anterior, y el requerimiento de aspecto para los departamentos se
asume con un valor máximo de 4. Teniendo en cuenta estos datos de entrada para la
situación actual del problema, el MHC se determinó utilizando la ecuación (3.1), dando
como resultado un costo de manejo total de $9331230 para la distribución actual de la
planta de confección de ropa deportiva de la ciudad de Cúcuta.
6.1.2. Análisis del programa de producción actual y determinación de los costos de penalización por tardanzas
En el Capítulo 5 se mencionó que la empresa organiza las máquinas en el área de
confección en una disposición de taller de trabajo flexible (flexible jobshop). La Figura 6-2
muestra un esquema que representa un ambiente de taller de trabajo flexible en general.
Como se observa en la figura, los trabajos ingresan al área de confección y son procesados
de acuerdo con la secuencia de operaciones requerida, la cual puede ser diferente entre
ellos. Cada trabajo es enviado a cada una de las estaciones en donde se encuentran una
o más máquinas similares en paralelo que pueden procesar la operación requerida para la
familia de productos específica. Una vez finalizadas todas las operaciones necesarias para
obtener el producto semiprocesado final, este sale del área de confección hacia el área de
terminación de la planta. En cada estación de máquinas, los trabajos son asignados en
lotes a la primera máquina que se encuentre disponible.
Para el caso de estudio de la presente tesis de maestría, el área de confección cuenta con
seis, cuatro y cuatro máquinas para las estaciones de collarín, fileteadora y plana,
respectivamente. Adicionalmente, los trabajos son agrupados en lotes de 12 unidades de
la misma familia de productos, al momento de ser asignados en cada estación de
máquinas. A pesar de beneficiar a la productividad de las máquinas y las estaciones de
trabajo, así como a la flexibilidad para proveer una amplia variedad de productos por parte
de la empresa, esta disposición de taller de trabajo flexible en el área de confección no

122 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
permite sacar provecho de las similitudes entre las familias de productos, además de
promover la sobreproducción y generar una gran cantidad de inventario en proceso, que
espera por ser procesado en cada estación de trabajo. Adicionalmente, este ambiente
genera tardanzas en las entregas de los pedidos, causadas principalmente a que se debe
destinar la disponibilidad de las máquinas en los tiempos de preparación de las mismas,
cuando se pasa de procesar una familia de productos a procesar una familia diferente.
Estas desventajas de los ambientes de taller de trabajo flexible pueden ser mejoradas
utilizando una disposición por celdas de manufactura de flujo en línea, sin perder las
características de productividad y flexibilidad asociadas con estos ambientes.
Figura 6-2: Esquema del ambiente de taller de trabajo flexible para la situación actual
del área de confección del caso de estudio
Fuente: Autor.

Capítulo 6. Resultados de la optimización del UAFLP y FSGSP para el caso
del sector de la confección de prendas de vestir de la ciudad de Cúcuta
123
El costo de penalización por tardanza de los trabajos para la situación actual del área de
confección se determinó entonces considerando el esquema de la Figura 6-2, la secuencia
de operaciones de las familias de productos en el área de confección, presentadas en el
Anexo C, y los tiempos de procesamiento de los lotes de trabajos y de preparación de las
familias de productos, que se muestran en el Anexo D. El programa de producción se
determinó utilizando la regla de primero los trabajos con tiempo de procesamiento más
corto, según se aplica actualmente en la empresa caso de estudio. La secuencia de
trabajos determinada de acuerdo con la mencionada regla puede observarse en la Tabla
6-1. El tiempo de entrega para cada uno de los trabajos se definió en 36000 segundos (una
jornada de trabajo), como se mencionó en el capítulo anterior, tiempo tras el cual los
trabajos terminados generan retrasos en otros trabajos programados y, por consiguiente,
entregas tardías a los clientes. Adicionalmente, se asume un costo de penalización de $2,5
por segundo por cada trabajo tardío.
Con la información relacionada a la situación actual de la empresa, se calculó el costo total
de penalización por tardanza de acuerdo con la ecuación (3.10), en donde la tardanza se
determinó de acuerdo con la ecuación (3.16). Esta ecuación requiere calcular el tiempo de
terminación de cada trabajo 𝑗, en cada estación de máquinas 𝑤 (𝐶𝑗𝑤), para el caso de la
configuración de taller de trabajo flexible, y que se realiza como se presenta en la siguiente
expresión, la cual fue adaptada de la ecuación (2.6).
𝐶𝑗𝑤 = max{𝐶𝑗(𝑤−1); min {𝐶𝑤} + 𝑠𝑟𝑓𝑖 } + 𝑃𝑗𝑖 (6.1)
en donde 𝐶𝑤 es el tiempo de terminación mínimo entre las máquinas de la estación 𝑤, y
cada estación cuenta con un número de máquinas similares ubicadas en paralelo. La
notación para los tiempos de procesamiento de trabajos y de preparación de las máquinas
se mantiene, de acuerdo con lo descrito en el Capítulo 2 y en el Capítulo 3.
El resultado del análisis del programa de producción para la situación actual arrojó un costo
total de penalización por tardanza de los trabajos de $180100. Con el objetivo de obtener
una perspectiva más clara de los resultados al momento del análisis comparativo con el

124 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
estado propuesto, se determinó el tiempo de terminación del último trabajo en la última
máquina (makespan) y el tiempo de terminación total, los cuales dieron como resultado los
valores de 60690 y 811277 segundos, respectivamente. El valor del makespan, por
ejemplo, indica que la situación actual de la empresa está generando tiempos de
terminación del último trabajo por encima de los tiempos de terminación requeridos para
el pedido en estudio, que está definido en 36000 segundos, lo que está generando
tardanzas y, por consiguiente, costos por entregas tardías.
Tabla 6-1: Secuencia de trabajos mediante la regla de primero el tiempo de
procesamiento más corto para la situación actual del área de confección
Secuencia Trabajo
Tiempo de
procesamiento
(en segundos)
Familia a
la que
pertenece
Secuencia Trabajo
Tiempo de
procesamiento
(en segundos)
Familia a
la que
pertenece
1 J42 2550 P021-F02 23 J34 4333 P021-L01
2 J43 2550 P021-F02 24 J35 4333 P021-L01
3 J11 2651 W057-C03 25 J27 4429 S082-S03
4 J39 2722 P021-F01 26 J28 4429 S082-S03
5 J40 2722 P021-F01 27 J29 4429 S082-S03
6 J41 2722 P021-F01 28 J36 4717 P021-L02
7 J12 2844 W057-C04 29 J37 4717 P021-L02
8 J8 2883 W057-C03 30 J38 4717 P021-L02
9 J10 2883 W057-C03 31 J26 4957 S082-S02
10 J13 2916 W057-C04 32 J23 4985 S082-S01
11 J9 2961 W057-C03 33 J24 4985 S082-S01
12 J1 3198 W057-C01 34 J25 4985 S082-S01
13 J3 3198 W057-C01 35 J21 6752 A034-P03
14 J2 3279 W057-C01 36 J22 6752 A034-P03
15 J4 3279 W057-C01 37 J14 8937 A034-P01
16 J5 3291 W057-C02 38 J15 8937 A034-P01
17 J7 3291 W057-C02 39 J16 8937 A034-P01
18 J6 3354 W057-C02 40 J17 10345 A034-P02
19 J30 4144 S082-S04 41 J18 10345 A034-P02
20 J31 4144 S082-S04 42 J19 10345 A034-P02
21 J32 4144 S082-S04 43 J20 10345 A034-P02
22 J33 4144 S082-S04
Fuente: Autor.

Capítulo 6. Resultados de la optimización del UAFLP y FSGSP para el caso
del sector de la confección de prendas de vestir de la ciudad de Cúcuta
125
La información analizada de la situación actual tanto para el layout como para el programa
de producción en el caso de estudio permite calcular el costo total de manejo de materiales
y de penalización por tardanza de los trabajos, basado en la ecuación (3.18), y que dio
como resultado un costo total de $9511330. En la siguiente sección se aplica el GA para
obtener el estado propuesto de la empresa de ropa deportiva de la ciudad de Cúcuta.
6.2. Aplicación de los GA en la optimización de los problemas UAFLP y FSGSP para el caso de estudio
La optimización de los problemas UAFLP y FSGSP mediante la aplicación de los GA busca
proponer un estado futuro para el caso de estudio, con el fin de minimizar los costos
asociados con los movimientos de los materiales entre departamentos y las tardanzas en
los tiempos de entrega de los trabajos. Considerando las especificaciones dadas para los
GA en el Capítulo 4, y la información de entrada para el layout y el programa de producción
propuestas en el Capítulo 5, se llevaron a cabo un total de 10 iteraciones para encontrar
los mejores resultados para el caso de estudio. El procedimiento que se llevó a cabo en
esta sección se detalla en la Figura 6-3. Los GA aplicados en esta sección fueron
programados en Python 3.88 y las 10 iteraciones fueron realizadas en un computador Intel
Corei5, con CPU de 2,2GHz y 6Gb de memoria RAM, con el apoyo de la plataforma Google
Colab, que cuenta con procesadores Intel Xeon, y CPU de 2,2GHz y 13Gb de RAM.
Figura 6-3: Procedimiento para la aplicación de los GA en la optimización del UAFLP y
el FSGSP para el caso de estudio del sector de la confección de ropa deportiva
8 Repositorio en GitHub del programa utilizado: https://github.com/scaceres21/uaflp-fsgsp-ga_optimization

126 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
MHC: costo de manejo de materiales, TWT: costo de penalización por tardanza. Fuente: Autor.
Los datos de entrada para el estado propuesto de la distribución en planta fueron tomados
de la Tabla 5-1 y la Tabla 5-3, para la información de los requerimientos de área de los
departamentos y de los flujos de materiales, respectivamente. Los costos de manejo de
materiales y la tasa máxima de aspecto permitida se mantuvieron iguales a la situación
actual, con los valores de $1/unidad-metro manejado y 4, respectivamente. En relación con
la información de entrada para la optimización de la programación de la producción, se
tuvo en cuenta la Tabla 5-5, que comprende la organización de las celdas de manufactura
y su asignación a las familias de productos; así como los tiempos de procesamiento
expuestos en el Anexo E y los tiempos de preparación en máquinas presentados en el
Anexo D. Del mismo modo, el costo de penalización por tardanza se mantuvo en $2,5 por
segundo de trabajo tardío, teniendo en cuenta el tiempo de entrega límite establecido de
36000 segundos.
Los resultados de la optimización del costo total de manejo de materiales y de penalización
por tardanza de los trabajos para cada iteración pueden observarse en la Tabla 6-2. La
tabla presenta el mejor resultado del GA para cada iteración realizada en el proceso de
optimización de los problemas. Los resultados indican que el costo de penalización por
tardanza de los trabajos se redujeron completamente, debido a que la tardanza ponderada
total en las tres celdas de manufactura dio como resultado un valor de $0. En este sentido,
el costo total de manejo de materiales y de penalización por tardanza está conformado
únicamente por el costo de manejo de materiales para el estado propuesto. En relación
con este costo, a pesar de que las dimensiones -y, por ende, las distancias- de la
instalación para el estado propuesto son mayores, en comparación con el estado actual,
el GA pudo obtener un resultado que reduce el MHC total, como se presenta iteración 0
de la Tabla 6-2. Las mejores soluciones obtenidas por los GA en cada iteración se
presentan en el Anexo F. Los resultados de los GA por generación para la optimización
del MHC y el TWT se presentan en la Figura 6-4 y en la Figura 6-5, respectivamente.
Los resultados de la aplicación del GA para el estado propuesto muestran que se obtuvo
una reducción del 6,69% en los costos totales de manejo de materiales y de penalización
por tardanza de los trabajos, en comparación con el estado actual de la empresa. Mientras

Capítulo 6. Resultados de la optimización del UAFLP y FSGSP para el caso
del sector de la confección de prendas de vestir de la ciudad de Cúcuta
127
que el costo de manejo de materiales se mantuvo relativamente por debajo del valor para
la situación actual, a pesar del aumento de las dimensiones de las áreas de los
departamentos y del piso de planta, el costo de penalización por tardanzas obtuvo una
mejora significativa, que se observa en la reducción total de estos costos debido a la
aplicación del enfoque de celdas de manufactura.
Tabla 6-2: Resultados de la optimización del UAFLP y el FSGSP mediante el GA para
el estado propuesto del caso de estudio
Iter.
Mejor resultado del GA en cada iteración % cambio en
relación con
Costo Total
Actual
Costo Total
(MHC + ∑TWT) MHC
TWT
Celda de
Manufactura 1
TWT
Celda de
Manufactura 2
TWT
Celda de
Manufactura 3
0 $8875223 $8875223 $0 $0 $0 -6,69
1 $9867853 $9867853 $0 $0 $0 3,75
2 $9302618 $9302618 $0 $0 $0 -2,19
3 $10497970 $10497970 $0 $0 $0 10,37
4 $9043169 $9043169 $0 $0 $0 -4,92
5 $9097409 $9097409 $0 $0 $0 -4,35
6 $9177615 $9177615 $0 $0 $0 -3,51
7 $9471810 $9471810 $0 $0 $0 -0,42
8 $9093046 $9093046 $0 $0 $0 -4,40
9 $9909634 $9909634 $0 $0 $0 -4,19
MHC: costo de manejo de materiales, TWT: costo de penalización por tardanza. Fuente: Autor.
Como se observa en la Figura 6-5, el costo de penalización por tardanza de los trabajos
mediante el enfoque de celdas de manufactura siempre se mantuvo en el valor de $0 en
cada una de las generaciones del GA. Lo anterior indica que el sistema de celdas de
manufactura impactó de tal manera el área de confección del caso de estudio, que
disminuyó totalmente las tardanzas de los trabajos y, por este motivo, el GA no realizó
propiamente un proceso de optimización para el FSGSP. En consecuencia, se realizaron
10 iteraciones adicionales del GA, con el objetivo de optimizar en 5 iteraciones el tiempo
de terminación máximo (makespan), y en las otras 5 iteraciones el tiempo de terminación
total de los trabajos para el estado propuesto y, de esta manera, obtener mejores
soluciones para el FSGSP. Los resultados de estas iteraciones adicionales para el estado
propuesto se presentan en la Tabla 6-3.

128 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Figura 6-4: Resultados de la aplicación del GA por generación para la optimización del
costo total de manejo de materiales
MHC: costo de manejo de materiales. Fuente: Autor.
Figura 6-5: Resultados de la aplicación del GA por generación para la optimización del
costo total de penalización por tardanza de trabajos
TWT: costo de penalización por tardanza. Fuente: Autor.

Capítulo 6. Resultados de la optimización del UAFLP y FSGSP para el caso
del sector de la confección de prendas de vestir de la ciudad de Cúcuta
129
Tabla 6-3: Resultados de la optimización del makespan y el tiempo de terminación
total para el estado propuesto del caso de estudio mediante el GA
Iteración
Mejor resultado del GA en cada iteración*
Celda de manufactura 1 Celda de manufactura 2 Celda de manufactura 3
Makespan TCT Makespan TCT Makespan TCT
0 13930 1102935 14082 794878 26564 3223079
1 13930 1103129 14082 794873 26570 3219602
2 13930 1103662 14082 794554 26564 3219804
3 13930 1102915 14082 795279 26564 3219957
4 13930 1103362 14082 794734 26570 3219366
* Tiempos en segundos. TCT: tiempo de terminación total de los trabajos. Fuente: Autor.
Los resultados de la aplicación del GA para el tiempo de terminación máximo (makespan)
de los trabajos en cada una de las tres celdas de manufactura se presentan desde la
Figura 6-6 a la Figura 6-8. Para este objetivo, se encontró un makespan de 13930
segundos, 14082,5 segundos y 26564 segundos para las celdas de manufactura 1, 2 y 3,
respectivamente, lo que indica que el último trabajo en terminar en el área de confección
mediante el enfoque de celdas de manufactura para el pedido en estudio finaliza en 26564
segundos, reduciendo en un 56,23% el makespan de la situación actual, en donde el último
trabajo termina en 60690 segundos. Los resultados del GA para el tiempo de terminación
total de los trabajos en cada celda de manufactura son mostrados desde la Figura 6-9 a
la Figura 6-11. Se encontró que los resultados son más variables entre iteraciones para
esta función objetivo, en comparación con los resultados para el makespan, en donde se
encontraron valores mínimos de 1102915 segundos, 794873 segundos y 3219366
segundos. El Anexo F incluye las mejores soluciones encontradas por el GA tanto para la
optimización del makespan como del tiempo de terminación total de los trabajos para el
estado propuesto.
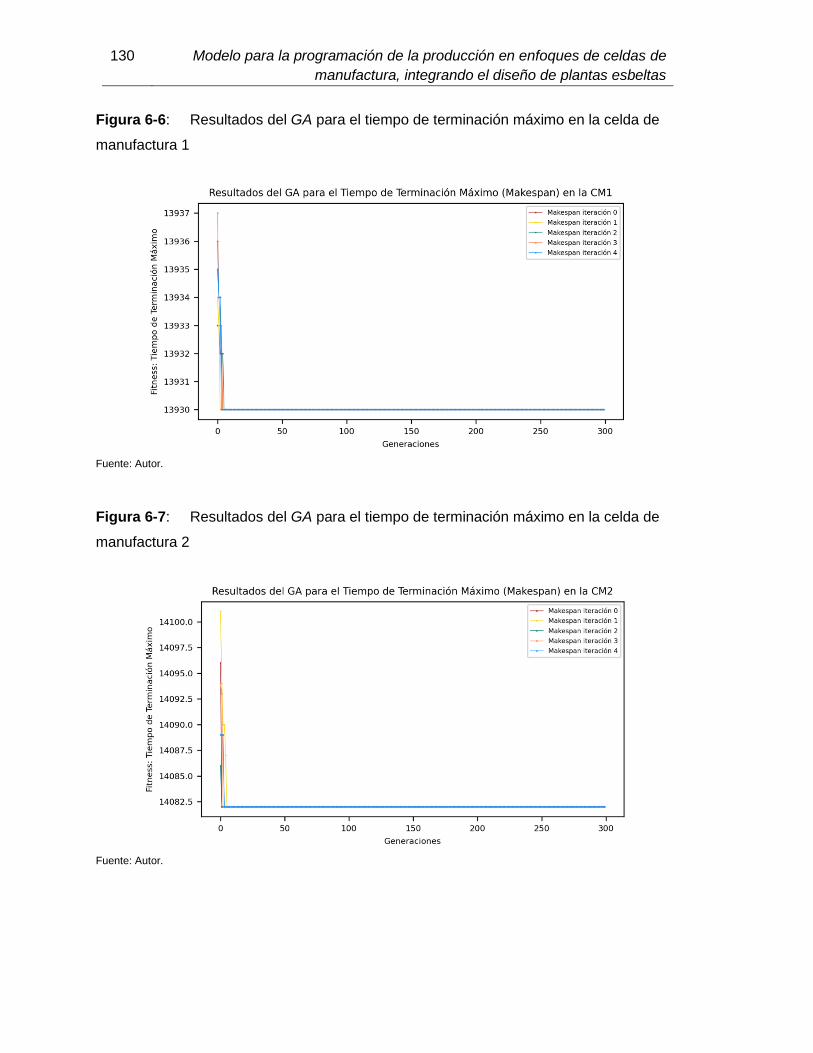
130 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Figura 6-6: Resultados del GA para el tiempo de terminación máximo en la celda de
manufactura 1
Fuente: Autor.
Figura 6-7: Resultados del GA para el tiempo de terminación máximo en la celda de
manufactura 2
Fuente: Autor.

Capítulo 6. Resultados de la optimización del UAFLP y FSGSP para el caso
del sector de la confección de prendas de vestir de la ciudad de Cúcuta
131
Figura 6-8: Resultados del GA para el tiempo de terminación máximo en la celda de
manufactura 3
Fuente: Autor.
Figura 6-9: Resultados del GA para el tiempo de terminación total de los trabajos en la
celda de manufactura 1
Fuente: Autor.

132 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Figura 6-10: Resultados del GA para el tiempo de terminación total de los trabajos en la
celda de manufactura 2
Fuente: Autor.
Figura 6-11: Resultados del GA para el tiempo de terminación total de los trabajos en la
celda de manufactura 3
Fuente: Autor.
Con el fin de aterrizar las soluciones obtenidas al caso del sector de la confección de ropa
deportiva de la ciudad de Cúcuta, se decidió, en primer lugar, elegir la solución obtenida

Capítulo 6. Resultados de la optimización del UAFLP y FSGSP para el caso
del sector de la confección de prendas de vestir de la ciudad de Cúcuta
133
en la iteración 1 para el caso de la distribución de plantas para el estado propuesto (1 7 9
4 10 5 | 6 8 3 2 11), sobre la mejor alternativa encontrada en la iteración 0 (6 1 7 4 9 11 | 8
3 2 10 5), como se presenta en la Figura 6-12. Esta decisión se tomó teniendo en cuenta
que el layout con el mejor MHC no ubica el departamento de recepción y despacho en el
ancho de la instalación, lo cual es necesario para la llegada de vehículos y para la entrada
y salida de materiales y productos en la planta. Adicionalmente, se identificó que un
intercambio entre los departamentos de recepción y despacho y almacén de MP, en la
mejor distribución encontrada, aumenta el MHC de $8875223 a $10672391,18; mientras
que con la alternativa elegida se obtiene un MHC de $9867853. A pesar de que este valor
es mayor al layout de la situación actual de la empresa, la distribución de los espacios y la
dimensión de las áreas para los departamentos mejoraron significativamente, como se
puede apreciar en el diseño de planta desarrollado mediante el software SketchUp en la
Figura 6-13.
Figura 6-12: Comparación entre a) el mejor layout encontrado y b) el layout elegido
para el caso del sector de la confección de ropa deportiva
a) b)
Fuente: Autor.

134 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Figura 6-13: Diseño de planta propuesto para el caso de estudio del sector de la
confección de prendas de vestir
Fuente: Autor.
El diseño de planta propuesto incluye áreas de tránsito de vehículos y personas, y de
almacenamiento de materiales y producto terminado definidas, en donde cada
departamento cuenta con un área amplia para el desarrollo de los procesos de
transformación de la tela, desde el corte y el estampado, en ropa deportiva, mediante los
procesos de confección y terminación. Adicionalmente, el diseño incorpora puestos de
trabajo administrativos, de planeación y de calidad, que le permitan a la empresa generar
un crecimiento estratégico frente a las difíciles condiciones de los mercados. La inclusión
de áreas de comedor y de descanso, así como la inclusión de sillas más adecuadas para

Capítulo 6. Resultados de la optimización del UAFLP y FSGSP para el caso
del sector de la confección de prendas de vestir de la ciudad de Cúcuta
135
los operarios, mejoran el bienestar de los trabajadores y, por lo tanto, pueden impactar
positivamente en la productividad de la empresa en un largo plazo.
En relación con la elección del mejor programa de producción para el caso de estudio, y
considerando que el costo total de penalización por tardanza de los trabajos en el ambiente
de celdas de manufactura fue minimizado a $0, se decidió adoptar el mejor programa de
producción encontrado para los tiempos de terminación totales de los trabajos en cada
celda de manufactura, de acuerdo con lo presentado en la Tabla 6-3. De esta manera, los
programas obtenidos en las iteraciones 3, 2 y 4, para las celdas de manufactura 1, 2 y 3,
respectivamente, fueron elegidos para el caso de la empresa de confección de ropa
deportiva. La secuencia de las familias de productos y de los trabajos en cada familia
pueden observarse en la tabla final del Anexo F.
6.3. Análisis de los resultados mediante simulación para el caso de estudio
Modelos de simulación para la representación del área de confección de la empresa de
confección de ropa deportiva, tanto para el estado actual como para el estado propuesto,
fueron desarrollado utilizando el software de simulación Simio® 109. En estos modelos, se
buscó validar los resultados obtenidos mediante los GA en el presente capítulo,
relacionados con las mejoras en los tiempos de flujo de los trabajos, throughput y tiempos
de preparación de las máquinas, así como en las distancias de recorrido de los materiales
entre departamentos, para el sistema de celdas de manufactura y el diseño de planta
propuesto. En primer lugar, se diseñó la planta en sus estados actual y propuesto para el
caso de estudio utilizando el software de diseño 3D SketchUp, de acuerdo con la
información recopilada en el Capítulo 5 y con los resultados obtenidos en el presente
capítulo. En el siguiente paso, el área de confección de la empresa fue identificada, y la
ubicación de las estaciones de máquinas y celdas de manufactura para el estado actual y
propuesto, respectivamente, fue definida. Con esta información, se importaron los diseños
3D en la versión estudiantil del software de simulación Simio® y se ingresaron los
elementos de simulación necesarios para la representación del modelo, de acuerdo como
9 Simio Simulation: https://www.simio.com/

136 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
se presenta en la Figura 6-14. Los elementos de los modelos, su descripción y la cantidad
utilizada son presentados en la Tabla 6-4.
Figura 6-14: Representación de los elementos de los modelos de simulación en 2D
para a) el estado actual y b) el estado propuesto del área de confección
a)
b)
Figura a) Rojo: máquinas collarín, Azul: máquinas fileteadoras, Verde: máquinas planas. Figura b) Rojo: celda de manufactura 1, Azul: celda de manufactura 2, Verde: celda de manufactura 3. Fuente: Autor.

Capítulo 6. Resultados de la optimización del UAFLP y FSGSP para el caso
del sector de la confección de prendas de vestir de la ciudad de Cúcuta
137
Tabla 6-4: Elementos utilizados en los modelos de simulación para los estados actual
y propuesto del caso de confección de ropa deportiva
Elemento Descripción del elemento
Cantidades utilizadas en
cada modelo
Actual Propuesto
Source Permite el ingreso de las entidades (familias de productos) al sistema 1 1
Sink Permite la salida de las entidades (familias de productos) del sistema 1 1
Server
Permite representar el funcionamiento de las estaciones de trabajo o
máquinas específicas: estaciones de máquinas collarín, fileteadora y plana
para el estado actual y máquinas en cada celda de manufactura en el estado
propuesto.
3 17
ModelEntity
Representa a las familias de productos: Camiseta1, Camiseta2, Camiseta3,
Pantaloneta1, Pantaloneta2, Sudadera1, Sudadera2, Sudadera3,
Franelillas1 y Leggins1 que fluyen a través del sistema
10 10
Path Representa el camino o recorrido que llevan a cabo las entidades para pasar
a través de las diferentes etapas del sistema 4 6
Connector
Indica una conexión entre diferentes elementos del modelo, que permite el
paso de las entidades a través del sistema, sin un camino o recorrido
específico
6 14
Fuente: Autor.
Con los esquemas de los modelos implementados en Simio®, el siguiente paso consistió
en ingresar las características de los sistemas productivos a través de los elementos y las
propiedades del software. En primer lugar, se definieron las siguientes tablas utilizando la
función Datos (“Data”), en el apartado Tablas (“Tables”), del simulador: a) una tabla de
datos, en donde se definen las familias de productos y la mezcla de productos para la
creación de las entidades, y b) una tabla de secuencia, en donde se establece la secuencia
de operaciones para cada entidad o familia de productos, así como los tiempos de
procesamiento de las mismas en las máquinas o estaciones de trabajo (Servers) en el
sistema. Para definir la mezcla de productos, se tuvo en cuenta la relación entre la cantidad
de lotes de 12 unidades de trabajos de cada familia de productos y el total de lotes de
todas las familias de productos para el caso en estudio. Por su parte, los tiempos de
procesamiento se definieron utilizando una distribución aleatoria Uniforme, en donde los
valores mínimos y máximos fueron extraídos de los datos de entrada utilizados en la
optimización mediante el algoritmo genético, como se presenta en el Anexo D y en el
Anexo E, para el estado actual y el estado propuesto, respectivamente.

138 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Adicionalmente, se creó una Lista con las familias de productos en la función Definiciones
(“Definitions”), tanto para la Entidad (“ModelEntity”) como para el Modelo (“Model”), lo que
permitió la generación de una Matriz de Cambio (“Changeover Matrix”) en la función Datos.
De esta manera, la Matriz de Cambio permitió ingresar la característica de los tiempos de
preparación dependientes de la secuencia de familias de productos en el área de
confección. Los datos para la matriz de cambio fueron ingresados de acuerdo con lo
presentado en el Anexo D. Los tiempos de procesamiento y los tiempos de preparación
dependientes de la secuencia para las estaciones de máquinas y las máquinas en el área
de confección fueron ingresados utilizando la propiedad “Processing Time”, definidas como
una Secuencia de Tareas (“Task Sequence”), en donde las tareas de preparación y el
subsecuente procesamiento fueron ingresados en cada uno de los Servers de esta área.
Finalmente, una distribución aleatoria Exponencial con media de 782 segundos por lote de
12 unidades de trabajos (1/ [(552 unidades al día/12 unidades por lote) / 36000 segundos
por día]) y la mezcla aleatoria para la generación de las entidades fueron ingresados al
Source del modelo. Los modelos de simulación y la tabla de resultados de simulación
pueden ser consultados en el repositorio en GitHub10 para la presente tesis de maestría.
En total, se consideraron 100 experimentos, en donde cada experimento contó con 300
horas de simulación, en donde las primeras 10 horas fueron utilizadas para estabilizar el
modelo (“Warm-Up Period”). Del mismo modo, se definieron los indicadores Tiempo de
Flujo Promedio de las entidades en el sistema (“Average Flow Time”) y el throughput o
tasa de salida de las entidades del sistema (“Average Throughput”), de acuerdo con las
ecuaciones (6.2) y (6.3), con el fin de evaluar los resultados para cada estado del modelo.
Adicionalmente, se analizaron los resultados relacionados con los tiempos promedios y
porcentajes de tiempo de procesamiento (“TimeProcessing”), de preparación
(“TimeSetup”), de ocio (“TimeStarved”) y de espera en cola (“InputBuffer - HoldingTime”)
de los Servers utilizados en cada estado.
𝐴𝑣𝑒𝑟𝑎𝑔𝑒 𝐹𝑙𝑜𝑤 𝑇𝑖𝑚𝑒 =∑ 𝐹𝑙𝑜𝑤 𝑇𝑖𝑚𝑒 𝑝𝑟𝑜𝑚𝑒𝑑𝑖𝑜 𝑑𝑒 𝑐𝑎𝑑𝑎 𝑒𝑛𝑡𝑖𝑑𝑎𝑑
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑒𝑛𝑡𝑖𝑑𝑎𝑑𝑒𝑠 (6.2)
10 Repositorio en GitHub: https://github.com/scaceres21/uaflp-fsgsp-ga_optimization

Capítulo 6. Resultados de la optimización del UAFLP y FSGSP para el caso
del sector de la confección de prendas de vestir de la ciudad de Cúcuta
139
𝐴𝑣𝑒𝑟𝑎𝑔𝑒 𝑇ℎ𝑟𝑜𝑢𝑔ℎ𝑝𝑢𝑡 =∑ 𝑇ℎ𝑟𝑜𝑢𝑔ℎ𝑝𝑢𝑡 𝑝𝑟𝑜𝑚𝑒𝑑𝑖𝑜 𝑑𝑒 𝑐𝑎𝑑𝑎 𝑒𝑛𝑡𝑖𝑑𝑎𝑑
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑒𝑛𝑡𝑖𝑑𝑎𝑑𝑒𝑠 (6.3)
La Tabla 6-5 muestra los resultados de los tiempos de procesamiento, de preparación y
de ocio para cada uno de los Servers en el estado actual y propuesto. Los resultados
analizados indican que el sistema de celdas de manufactura propuesto permite reducir en
un 50,65% los tiempos de preparación promedios de las máquinas, mientras que se
aumentan en un 285,21% los tiempos de ocio de las máquinas, lo que indica que las celdas
de manufactura aumentaron la capacidad del área de confección, requiriendo que las áreas
anteriores a esta (corte y estampado) disminuyan sus tiempos de procesamiento o
aumenten su capacidad con el fin de aumentar el flujo de materiales hacia el área de
confección. Adicionalmente, se encontró que los tiempos de procesamiento promedios se
redujeron en un 2,5%, lo cual confirma el impacto positivo de la implantación de un sistema
de celdas de manufactura para el caso de estudio.
La Figura 6-15 y la Figura 6-16 muestran una comparativa de los resultados para el área
de confección del estado actual y el estado propuesto, para el tiempo de flujo promedio y
el throughput promedio, respectivamente. Los resultados indican que, con la situación
actual, las 10 familias de productos consideradas duran en promedio 5575,52 segundos
en el área de confección antes de salir del sistema y, además, se encontró que en promedio
salen del sistema 133,38 unidades. Esta situación es significativamente mejorada con la
implementación del sistema de celdas de manufactura y la producción unidad a unidad,
con la cual el tiempo de flujo promedio de las 10 familias de productos se reduce a 2706,13
segundos en promedio, mientras que el throughput es aumentado a 1603,93 unidades en
promedio, logrando mejoras del 51,46% y el 1102,52%, para el tiempo de flujo y el
throughput promedios, respectivamente.
Finalmente, con el fin de analizar las distancias recorridas por las entidades tanto para el
diseño de planta actual como para el layout propuesto, se incluyeron otros elementos
adicionales para la representación de la planta total: 4 servers (estampado, ojaladora,
despeluzado y etiquetado/empaque), 4 paths y 2 connectors para el estado actual;
mientras que se ubicaron 5 servers (corte, estampado, ojaladora, despeluzado y
etiquetado/empaque), 5 paths y 2 connectors adicionales para el layout propuesto.

140 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Tabla 6-5: Análisis de los tiempos promedios de procesamiento, de preparación, de
ocio y de espera para el estado actual y propuesto en el área de confección
Server
Tiempo de
procesamiento Tiempo de preparación Tiempo de ocio
Promedio
(en segundos) %
Promedio
(en segundos) %
Promedio
(en segundos) %
Estado Actual
Collarín 531,71 51,74 487,22 46,99 493,09 1,26
Plana 851,02 67,43 194,49 11,66 677,64 20,91
Fileteadora 597,95 34,82 386,23 23,32 950,24 41,86
Promedio Actual: 660,23 51,33 355,98 27,33 706,99 21,34
Estado Propuesto
C1 1142,21 44,32 109,45 3,34 2186,19 52,34
F1 6,50 3,40 109,46 3,34 178,59 93,25
C2 609,69 44,38 109,46 3,34 791,29 52,27
C3 468,98 44,77 109,46 3,34 600,82 51,88
Promedio CM1: 556,85 34,22 109,46 3,34 939,23 62,43
P1 1625,22 37,88 181,99 2,68 3428,23 59,44
F2 103,61 29,76 181,96 2,68 236,04 67,56
P2 201,60 34,52 181,99 2,68 367,68 62,80
F3 1921,87 43,29 181,99 2,68 3187,70 54,03
P3 39,83 13,49 181,97 2,68 247,99 83,82
C4 71,49 21,57 181,97 2,68 251,77 75,75
P4 63,36 18,18 181,98 2,68 276,49 79,14
C5 207,94 34,28 181,98 2,68 383,09 63,04
P5 552,41 43,59 181,98 2,68 716,55 53,73
Promedio CM2: 531,92 30,73 181,98 2,68 1010,62 66,59
C6 875,38 40,93 235,62 9,65 1892,38 49,41
C7 878,48 45,93 235,56 9,65 1377,08 44,41
C8 148,11 38,37 235,59 9,65 202,74 51,97
C9 1467,58 63,82 235,59 9,65 1837,67 26,53
Promedio CM3: 842,39 47,26 235,59 9,65 1327,47 43,08
Prom. Propuesto: 643,72 37,40 175,68 5,23 1092,44 57,37
% Cambio: -2,5% -27,1% -50,65% -80,9% 54,52% 168,8%
Fuente: Adaptado por el autor de los resultados de simulación del software Simio® 10.

Capítulo 6. Resultados de la optimización del UAFLP y FSGSP para el caso
del sector de la confección de prendas de vestir de la ciudad de Cúcuta
141
Figura 6-15: Resultados del tiempo de flujo promedio para a) el estado actual y b) el
estado propuesto del área de confección del caso de estudio
a)
b)
Fuente: Tomado del software de simulación Simio® 10.

142 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Figura 6-16: Resultados del throughput promedio para a) el estado actual y b) el estado
propuesto del área de confección del caso de estudio
a)
b)
Fuente: Tomado del software de simulación Simio® 10.
En este sentido, se determinó la distancia promedio recorrida (“Average Travelled
Distance”) por parte de las entidades a lo largo del sistema, de acuerdo con la ecuación
(6.4). En esta ecuación, se determina la distancia promedio recorrida basado en el tiempo
promedio de las entidades en los “Path” o recorridos entre estaciones de trabajo
(“TimeOnLink”). Este valor, dado por el simulador en horas, es convertido en segundos y

Capítulo 6. Resultados de la optimización del UAFLP y FSGSP para el caso
del sector de la confección de prendas de vestir de la ciudad de Cúcuta
143
multiplicado por la velocidad constante definida por defecto por el simulador para las
entidades de 1,4 metros por segundo. Debido a la naturaleza constante de la velocidad de
movimiento de las entidades, los valores obtenidos para la distancia promedio recorrida
fueron constantes en los diferentes experimentos realizados. Los resultados de la
simulación indicaron que la distancia promedio recorrida para el estado propuesto (18,3536
m) aumenta en un 17,34% en comparación con la distancia promedio recorrida para el
diseño de planta actual (15,6412 m). El aumento de este indicador era esperado, debido a
que las dimensiones de la nueva planta y la inclusión de nuevos departamentos y
requerimientos de área. A pesar de lo anterior, la distancia promedio recorrida no aumentó
significativamente, mientras que los nuevos requerimientos de área y de departamentos
pueden impactar significativamente en otras métricas, como son el throughput y el tiempo
de flujo.
𝐴𝑣𝑔. 𝑇𝑟𝑎𝑣. 𝐷𝑖𝑠𝑡𝑎𝑛𝑐𝑒 =∑ 𝑇𝑖𝑒𝑚𝑝𝑜 𝑒𝑛 𝑃𝑎𝑡ℎ 𝑝𝑟𝑜𝑚𝑒𝑑𝑖𝑜 𝑒𝑛 ℎ
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑃𝑎𝑡ℎ𝑠∗ 3600
𝑠𝑒𝑔
ℎ∗ 1,4
𝑚𝑡
𝑠𝑒𝑔 (6.4)
En conclusión, en el presente capítulo se desarrolló la aplicación del GA propuesto para el
caso de estudio de la empresa de confección de ropa deportiva de la ciudad de Cúcuta. El
GA fue aplicado para minimizar el costo total de manejo de materiales de la planta de
producción de la empresa caso de estudio, así como el costo de penalización por tardanza
de los trabajos en las celdas de manufactura propuestas para el área de confección de la
empresa. Los resultados del proceso de optimización indicaron que el GA redujo el costo
total de manejo de materiales y penalización por tardanza de los trabajos en un 6,69%, en
comparación con el estado actual del caso de estudio, y en donde el costo total de manejo
de materiales entre departamentos disminuyó un 4,89%, mientras que el costo de
penalización por tardanza de los trabajos en el área de confección fue reducido en su
totalidad, es decir en un 100%. Del mismo modo, un modelo de simulación utilizando el
software Simio® 10 fue desarrollado tanto para el estado actual como para el estado
propuesto del área de confección de la empresa, en donde los tiempos de flujo promedio,
el throughput promedio y los tiempos de preparación fueron ampliamente mejorados en el
con la aplicación del sistema de celdas de manufactura.


Conclusiones y recomendaciones
Conclusiones
El presente documento aborda dos problemas muy importantes y complejos para la
academia y la industria dentro del área de administración de operaciones, como son la
distribución de plantas industriales y la programación de la producción en sistemas de
celdas de manufactura. Adicionalmente, un caso específico del sector de la confección de
prendas de vestir, una de las industrias más representativas y, al mismo tiempo, de las
más tradicionales de la ciudad de Cúcuta, en Colombia, fue abordado para la aplicación
integrada de ambos problemas en el presente documento. De esta manera, el enfoque
integrador de dos de los problemas más importantes y complejos, así como su aplicación
utilizando algoritmos genéticos para un caso de estudio de una empresa de producción
tradicional, representa el aporte más significativo de la presente tesis de maestría tanto
para la academia como para la industria. Debido al logro de esta integración, así como a
su satisfactoria aplicación al caso de estudio, se puede argumentar que los objetivos
general y específicos, que fueron planteados para la presente tesis de maestría, se han
cumplido a cabalidad.
A partir de la revisión sistemática de la literatura que fue llevada a cabo para los problemas
de la programación de la producción en celdas de manufactura de flujo en línea (flowshop
group scheduling problem, FSGSP) y de distribución de plantas con áreas desiguales
(unequal-area facility layout problem, UAFLP), se logró analizar un total de 75 documentos
para el UAFLP, 54 documentos para el FSGSP y 9 documentos para el problema integrado
de layout y scheduling. Los resultados de este primer paso llevaron a la identificación de
los modelos matemáticos más utilizados en la literatura científica para el UAFLP y el
FSGSP, los cuales son los trabajos presentados por (Kang & Chae, 2017) y (Naderi &
Salmasi, 2012), respectivamente. Del mismo modo, con los resultados de esta revisión

146 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
sistemática, se definió la aplicación de la metaheurística algoritmo genético (GA) para la
optimización de ambos problemas, debido a que estos son considerados problemas
complejos de la clase NP-hard.
Con el fin de resolver el UAFLP y el FSGSP de manera integrada para la aplicación en el
caso de estudio, se propuso un modelo conceptual que incluye una integración secuencial
entre ambos problemas en el marco de los sistemas de producción esbeltos, lean
manufacturing. El modelo define las características del problema integrado, así como las
formulaciones matemáticas a utilizar para cada problema. Del mismo modo, se describe
que el modelo propuesto aporta en la disminución de los desperdicios (“mudas”), que
limitan la productividad de los sistemas de producción, a través de la disminución de las
distancias recorridas entre departamentos, en los tiempos de preparación de los trabajos
y en las tardanzas en la entrega de los pedidos a los clientes. La definición de este modelo
conceptual fue fundamental para la integración de los problemas UAFLP y FSGSP para la
aplicación en el caso de estudio propuesto en este documento.
Como se mencionó anteriormente, debido a la complejidad de los modelos UAFLP y
FSGSP fue necesario el desarrollo de un GA para resolver de manera aproximada cada
uno de ellos. Los métodos de representación de la solución, así como los operadores
utilizados en cada uno de los GA aplicados en cada problema, fueron descritos y validados
utilizando instancias de datos reconocidas en la literatura académica. Para el UAFLP, la
codificación y representación de la solución fueron desarrolladas mediante un cromosoma
de dos partes y una estructura de bahías flexibles (Flexible Bay Structure, FBS),
respectivamente. Por su parte, el FSGSP fue representado como un cromosoma
conformado por 𝑔 + 1 partes, en donde 𝑔 es el número de familias de productos. En
ambos casos, los operadores de selección, cruce, mutación y sustitución fueron aplicados
considerando las recomendaciones de la literatura científica. Los GA aplicados fueron
validados utilizando las instancias de datos presentadas por (Meller et al., 1998), (van
Camp et al., 1992) y (Bozer & Meller, 1997), para el UAFLP, y por (Salmasi et al., 2010) y
(Keshavarz et al., 2019), para el FSGSP. Adicionalmente, un proceso de parametrización
del GA fue realizado con el fin de determinar el conjunto de parámetros más apropiado
para la aplicación en cada problema. Los resultados del proceso de validación y

Conclusiones y recomendaciones 147
parametrización demostraron que los GA son apropiados para la solución de los modelos
mencionados.
El modelo conceptual integrador de los problemas UAFLP y FSGSP fue aplicado al caso
de una empresa de confección de ropa deportiva de la ciudad de Cúcuta. Los resultados
permitieron obtener una reducción del 6,69% en los costos totales, en comparación con la
situación actual de la empresa. Adicionalmente, se encontró que el sistema de celdas de
manufactura en el área de confección disminuyó en un 100% los costos de penalización
por tardanza de los trabajos, reduciéndolos a $0, mientras que el tiempo de terminación
del último trabajo (makespan) fue reducido en un 56,23%. Por su parte, aunque se
aumentó el número de departamentos, las áreas de trabajo y las dimensiones de la planta
para el estado propuesto, en comparación con el estado actual, los costos de manejo de
materiales se mantuvieron similares, en donde el mejor resultado encontrado redujo este
costo en 4,89%.
Para validar los resultados obtenidos con la aplicación del modelo conceptual al caso de
estudio de la empresa de confección de ropa deportiva, se desarrollaron modelos de
simulación para los estados actual y propuesto en el área de confección del caso de
estudio, mediante el uso del software de simulación Simio® 10. Los resultados del modelo
para el área de confección muestran que los tiempos de flujo promedio, el throughput
promedio y los tiempos de preparación de las máquinas mejoraron en un 51,46%,
1102,52% y 50,65%, respectivamente, demostrando el impacto de la solución generada
para el modelo integrador.
De acuerdo con los resultados obtenidos, se concluye que el presente documento aborda
exitosamente la revisión sistemática de modelos matemáticos tomados del estado del arte
de la literatura para el UAFLP y el FSGSP, la definición de un esquema de distribución de
plantas y la propuesta, aplicación y validación de un modelo de programación de la
producción en enfoque de celdas de manufactura para el caso de estudio del sector de la
confección de prendas de vestir de la ciudad de Cúcuta. Con base en lo anteriormente
mencionado y con el desarrollo de cada uno de los capítulos presentados en este
documento, se puede argumentar el cumplimiento de todos los objetivos específicos
establecidos y, por lo tanto, del objetivo general de la tesis de maestría.

148 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Recomendaciones
A partir de lo desarrollado en la presente tesis de maestría, la investigación futura puede
enfocarse en las siguientes líneas de acción:
▪ Optimización de los modelos UAFLP y FSGSP considerando otras funciones
objetivo como las cercanías entre departamentos para el caso del UAFLP, así como
la anticipación en la terminación de los trabajos (earliness), para el caso del
FSGSP, entre otros objetivos reconocidos para estos problemas en la literatura.
▪ Desarrollo de un enfoque multiobjetivo para la optimización simultánea de dos o
más funciones objetivo para los modelos UAFLP y FSGSP, toda vez que en los
problemas reales es necesario considerar varias metas a alcanzar al mismo tiempo.
▪ Inclusión de elementos de dinamismo e incertidumbre en los problemas UAFLP y
FSGSP. Aunque se conoce que la inclusión del dinamismo y la incertidumbre
aumenta la complejidad de los problemas, las soluciones encontradas podrán
implementarse con mayor precisión en los sistemas de producción reales, los
cuales se caracterizan por ser sistemas cambiantes y en donde la incertidumbre
prevalece.
▪ Desarrollo de técnicas de solución mediante la aplicación de metaheurísticas
híbridas, en donde los procesos de búsqueda inicial y exploración y explotación son
asignados a dos o más algoritmos diferentes (heurísticos y metaheurísticos).
▪ La aplicación del método propuesto en un ámbito real de producción requiere la
definición de una estrategia de operaciones enfocada en la filosofía Lean
Manufacturing, que aborde un sistema de producción socio-tecnológico en donde
se incluyan factores como el personal, los equipos y los procesos.
▪ Finalmente, se recomienda la implementación de técnicas de inteligencia artificial,
como la simulación basada en agentes, que permiten resolver problemas como el
UAFLP y el FSGSP utilizando un enfoque alternativo y novedoso.

Bibliografía
Abduljabbar, D. A., Hashim, S. Z. M., & Sallehuddin, R. (2020). Nature-inspired optimization
algorithms for community detection in complex networks: A review and future
trends. Telecommunication Systems. Scopus. https://doi.org/10.1007/s11235-019-
00636-x
Acevedo Villalobos, M. C., & Ramírez Vallejo, J. (2005). Diferencias regionales en la
eficiencia técnica del sector confecciones en Colombia: Un análisis de fronteras
estocásticas. Innovar, 15(26), 90–105.
Acosta Dreika, L. L., Jaimes Ochoa, D. A., Vargas Valero, B. J., & Velásquez Ramírez, M.
T. (2015). Comparativa de competitividad del sector de la moda entre Cúcuta y el
resto del país. Revista Convicciones, 2(4), 47–56.
Ahmadi, A., & Akbari Jokar, M. R. (2016). An efficient multiple-stage mathematical
programming method for advanced single and multi-floor facility layout problems.
Applied Mathematical Modelling, 40(9–10), 5605–5620. Scopus.
https://doi.org/10.1016/j.apm.2016.01.014
Aiello, G., Enea, M., & Galante, G. (2006). A multi-objective approach to facility layout
problem by genetic search algorithm and Electre method. Robotics and Computer-
Integrated Manufacturing, 22(5–6), 447–455. Scopus.
https://doi.org/10.1016/j.rcim.2005.11.002
Aiello, G., La Scalia, G., & Enea, M. (2012). A multi objective genetic algorithm for the
facility layout problem based upon slicing structure encoding. Expert Systems with
Applications, 39(12), 10352–10358. Scopus.
https://doi.org/10.1016/j.eswa.2012.01.125
Aiello, G., La Scalia, G., & Mario, E. (2013). A non dominated ranking Multi Objective
Genetic Algorithm and electre method for unequal area facility layout problems.

150 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Expert Systems with Applications, 40(12), 4812–4819. Scopus.
https://doi.org/10.1016/j.eswa.2013.02.026
Alagoz, O., Norman, B. A., & Smith, A. E. (2008). Determining aisle structures for facility
designs using a hierarchy of algorithms. IIE Transactions (Institute of Industrial
Engineers), 40(11), 1019–1031. Scopus.
https://doi.org/10.1080/07408170802167621
Allahverdi, A. (2015). The third comprehensive survey on scheduling problems with setup
times/costs. European Journal of Operational Research, 246(2), 345–378. Scopus.
https://doi.org/10.1016/j.ejor.2015.04.004
Allahverdi, A., Gupta, J. N. D., & Aldowaisan, T. (1999). A review of scheduling research
involving setup considerations. Omega, 27(2), 219–239. Scopus.
https://doi.org/10.1016/S0305-0483(98)00042-5
Allahverdi, A., Ng, C. T., Cheng, T. C. E., & Kovalyov, M. Y. (2008). A survey of scheduling
problems with setup times or costs. European Journal of Operational Research,
187(3), 985–1032. Scopus. https://doi.org/10.1016/j.ejor.2006.06.060
Allahyari, M. Z., & Azab, A. (2018). Mathematical modeling and multi-start search simulated
annealing for unequal-area facility layout problem. Expert Systems with
Applications, 91, 46–62. Scopus. https://doi.org/10.1016/j.eswa.2017.07.049
Alvarado Gallardo, C. J. (2013). Propuesta para el diseño ergonómico de los puestos de
trabajo en el área de confección de la empresa Textimoda SAS en la ciudad de San
José de Cúcuta [Grado en Ingeniería Industrial, Universidad Francisco de Paula
Santander]. http://alejandria.ufps.edu.co/descargas/tesis/1190148.pdf
Alves, F., Varela, M. L. R., Rocha, A. M. A. C., Pereira, A. I., & Leitão, P. (2019). A human
centred hybrid MAS and meta-heuristics based system for simultaneously
supporting scheduling and plant layout adjustment. FME Transactions, 47(4), 699–
710. Scopus. https://doi.org/10.5937/fmet1904699A
Anjos, M. F., & Vannelli, A. (2002). An Attractor-Repeller approach to floorplanning.
Mathematical Methods of Operations Research, 56(1), 3–27. Scopus.
https://doi.org/10.1007/s001860200197
Anjos, M. F., & Vannelli, A. (2006). A new mathematical-programming framework for facility-
layout design. INFORMS Journal on Computing, 18(1), 111–118. Scopus.
https://doi.org/10.1287/ijoc.1040.0103

Bibliografía 151
Anjos, M. F., & Vieira, M. V. C. (2016). An improved two-stage optimization-based
framework for unequal-areas facility layout. Optimization Letters, 10(7), 1379–1392.
Scopus. https://doi.org/10.1007/s11590-016-1008-6
Anjos, M. F., & Vieira, M. V. C. (2017). Mathematical optimization approaches for facility
layout problems: The state-of-the-art and future research directions. European
Journal of Operational Research, 261(1), 1–16.
https://doi.org/10.1016/j.ejor.2017.01.049
Apple, J. M. (1977). Plant layout and material handling (Third edition). John Wiley & Sons.
Arapoglu, R. A., Norman, B. A., & Smith, A. E. (2001). Locating input and output points in
facilities design—A comparison of constructive, evolutionary, and exact methods.
IEEE Transactions on Evolutionary Computation, 5(3), 192–203. Scopus.
https://doi.org/10.1109/4235.930310
Armour, G. C., & Buffa, E. S. (1963). A Heuristic Algorithm and Simulation Approach to
Relative Location of Facilities. Management Science, 9(2), 294–309.
https://doi.org/10.1287/mnsc.9.2.294
Askin, R. G., & Goldberg, J. B. (2002). Design and analysis of lean production systems.
Wiley.
Asl, A. D., Wong, K. Y., & Tiwari, M. K. (2016). Unequal-area stochastic facility layout
problems: Solutions using improved covariance matrix adaptation evolution
strategy, particle swarm optimisation, and genetic algorithm. International Journal
of Production Research, 54(3), 799–823. Scopus.
https://doi.org/10.1080/00207543.2015.1070217
Bahramara, S., Mazza, A., Chicco, G., Shafie-khah, M., & Catalão, J. P. S. (2020).
Comprehensive review on the decision-making frameworks referring to the
distribution network operation problem in the presence of distributed energy
resources and microgrids. International Journal of Electrical Power and Energy
Systems, 115. Scopus. https://doi.org/10.1016/j.ijepes.2019.105466
Balamurugan, K., Selladurai, V., & Ilamathi, B. (2006). Solving unequal area facility layout
problems using genetic algorithm. International Journal of Logistics Systems and
Management, 2(3), 281–301. Scopus. https://doi.org/10.1504/IJLSM.2006.009777
Balamurugan, K., Selladurai, V., & Ilamathi, B. (2008). Manufacturing facilities layout design
using genetic algorithm. International Journal of Manufacturing Technology and

152 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Management, 14(3–4), 461–474. Scopus.
https://doi.org/10.1504/IJMTM.2008.017739
Bazaraa, M. S. (1975). Computerized layout design: A branch and bound approach. AIIE
Transactions, 7(4), 432–438. Scopus. https://doi.org/10.1080/05695557508975028
Beasley, J. E. (1990). OR-Library: Distributing Test Problems by Electronic Mail. The
Journal of the Operational Research Society, 41(11), 1069.
https://doi.org/10.2307/2582903
Behjat, S., & Salmasi, N. (2017). Total completion time minimisation of no-wait flowshop
group scheduling problem with sequence dependent setup times. European Journal
of Industrial Engineering, 11(1), 22–48. Scopus.
https://doi.org/10.1504/EJIE.2017.081418
Behnamian, J., Zandieh, M., & Fatemi Ghomi, S. M. T. (2010). Due windows group
scheduling using an effective hybrid optimization approach. International Journal of
Advanced Manufacturing Technology, 46(5–8), 721–735. Scopus.
https://doi.org/10.1007/s00170-009-2147-z
Benjaafar, S. (2002). Modeling and analysis of congestion in the design of facility layouts.
Management Science, 48(5), 679–704. Scopus.
https://doi.org/10.1287/mnsc.48.5.679.7800
Błażewicz, J., Domschke, W., & Pesch, E. (1996). The job shop scheduling problem:
Conventional and new solution techniques. European Journal of Operational
Research, 93(1), 1–33. https://doi.org/10.1016/0377-2217(95)00362-2
Boschetti, M. A., Maniezzo, V., Roffilli, M., & Bolufé Röhler, A. (2009). Matheuristics:
Optimization, Simulation and Control. En M. J. Blesa, C. Blum, L. Di Gaspero, A.
Roli, M. Sampels, & A. Schaerf (Eds.), Hybrid Metaheuristics (Vol. 5818, pp. 171–
177). Springer Berlin Heidelberg. https://doi.org/10.1007/978-3-642-04918-7_13
Bouabda, R., Jarboui, B., Eddaly, M., & Reba, A. (2011). A branch and bound enhanced
genetic algorithm for scheduling a flowline manufacturing cell with sequence
dependent family setup times. Computers and Operations Research, 38(1), 387–
393. Scopus. https://doi.org/10.1016/j.cor.2010.06.006
Bozer, Y. A., & Meller, R. D. (1997). A reexamination of the distance-based facility layout
problem. IIE Transactions (Institute of Industrial Engineers), 29(7), 549–560.
Scopus. https://doi.org/10.1080/07408179708966365

Bibliografía 153
Bozer, Y. A., Meller, R. D., & Erlebacher, S. J. (1994). Improvement-type layout algorithm
for single and multiple-floor facilities. Management Science, 40(7), 918–932.
Scopus. https://doi.org/10.1287/mnsc.40.7.918
Bozer, Y. A., & Wang, C.-T. (2012). A graph-pair representation and MIP-model-based
heuristic for the unequal-area facility layout problem. European Journal of
Operational Research, 218(2), 382–391. Scopus.
https://doi.org/10.1016/j.ejor.2011.10.052
Burbidge, J. L. (1975). The introduction of group technology. Heinemann.
Cámara de Comercio de Cúcuta. (2014). Documento de Estrategia. Iniciativa el Norte de
la Moda (p. 29). http://www.datacucuta.com/index.php/cluster/norte-de-la-
moda/559-document
Carlson, J. A., Jaffe, A., Wiles, A., Clay Mathematics Institute, & American Mathematical
Society (Eds.). (2006). The Millennium prize problems. American Mathematical
Society ; For The Clay Mathematics Institute.
Carro Paz, R., & González Gómez, D. (2014). Administración de operaciones.
Construcción de operaciones de clase mundial. Nueva Libreria.
Castillo, I., & Sim, T. (2004). A spring-embedding approach for the facility layout problem.
Journal of the Operational Research Society, 55(1), 73–81. Scopus.
https://doi.org/10.1057/palgrave.jors.2601647
Castillo, I., Westerlund, J., Emet, S., & Westerlund, T. (2005). Optimization of block layout
design problems with unequal areas: A comparison of MILP and MINLP optimization
methods. Computers and Chemical Engineering, 30(1), 54–69. Scopus.
https://doi.org/10.1016/j.compchemeng.2005.07.012
Castillo, I., & Westerlund, T. (2005). An ε-accurate model for optimal unequal-area block
layout design. Computers and Operations Research, 32(3), 429–447. Scopus.
https://doi.org/10.1016/S0305-0548(03)00246-6
Celano, G., Costa, A., & Fichera, S. (2010). Constrained scheduling of the inspection
activities on semiconductor wafers grouped in families with sequence-dependent
set-up times. International Journal of Advanced Manufacturing Technology, 46(5–
8), 695–705. Scopus. https://doi.org/10.1007/s00170-009-2112-x
Celano, G., Costa, A., & Fichera, S. (2011). Flow shop group scheduling with limited buffer
capacity and different workforce. ICINCO - Proc. Int. Conf. Informatics Control,
Autom. Rob., 2, 486–491. Scopus.

154 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
https://www.scopus.com/inward/record.uri?eid=2-s2.0-
80052591769&partnerID=40&md5=2b8ca204364fc94669731a2d79c932ac
Černý, V. (1985). Thermodynamical approach to the traveling salesman problem: An
efficient simulation algorithm. Journal of Optimization Theory and Applications,
45(1), 41–51. https://doi.org/10.1007/BF00940812
Chae, J., & Peters, B. A. (2006). Layout design of multi-bay facilities with limited bay
flexibility. Journal of Manufacturing Systems, 25(1), 1–11. Scopus.
https://doi.org/10.1016/S0278-6125(07)00004-0
Chae, J., & Regan, A. C. (2016). Layout design problems with heterogeneous area
constraints. Computers and Industrial Engineering, 102, 198–207. Scopus.
https://doi.org/10.1016/j.cie.2016.10.016
Chang, M.-S., & Ku, T.-C. (2013). A slicing tree representation and QCP-model-based
heuristic algorithm for the unequal-area block facility layout problem. Mathematical
Problems in Engineering, 2013. Scopus. https://doi.org/10.1155/2013/853586
Chen, C.-F., Wu, M.-C., Li, Y.-H., Tai, P.-H., & Chiou, C.-W. (2013). A comparison of two
chromosome representation schemes used in solving a family-based scheduling
problem. Robotics and Computer-Integrated Manufacturing, 29(3), 21–30. Scopus.
https://doi.org/10.1016/j.rcim.2012.04.009
Chen, Y.-C., & Lee, C.-E. (2001). A bottleneck-based group scheduling procedure for job-
shop cells. Journal of the Chinese Institute of Industrial Engineers, 18(5), 1–12.
Scopus. https://doi.org/10.1080/10170660109509499
Cheng, H.-M., & Ying, K.-C. (2011). Minimizing makespan in a flow-line manufacturing cell
with sequence dependent family setup times. Expert Systems with Applications,
38(12), 15517–15522. Scopus. https://doi.org/10.1016/j.eswa.2011.06.008
Cheng, T. C. E., Gupta, J. N. D., & Wang, G. (2000). A review of flowshop scheduling
research with setup times. Production and Operations Management, 9(3), 262–282.
Scopus.
Cho, K.-K., & Ahn, B.-H. (2003). A hybrid genetic algorithm for group scheduling with
sequence dependent group setup time. International Journal of Industrial
Engineering : Theory Applications and Practice, 10(4), 442–448. Scopus.
Costa, A., Cappadonna, F. A., & Fichera, S. (2017). A hybrid genetic algorithm for
minimizing makespan in a flow-shop sequence-dependent group scheduling

Bibliografía 155
problem. Journal of Intelligent Manufacturing, 28(6), 1269–1283. Scopus.
https://doi.org/10.1007/s10845-015-1049-1
Costa, A., Cappadonna, F. V., & Fichera, S. (2020). Minimizing makespan in a Flow Shop
Sequence Dependent Group Scheduling problem with blocking constraint.
Engineering Applications of Artificial Intelligence, 89. Scopus.
https://doi.org/10.1016/j.engappai.2019.103413
Cuatrecasas-Arbós, L. (2009). Diseño avanzado de procesos y plantas de producción
flexible. Técnicas de diseño y herramientas gráficas con soporte informático. Profit.
Daş, G. S., Gzara, F., & Stützle, T. (2020). A review on airport gate assignment problems:
Single versus multi objective approaches. Omega (United Kingdom), 92. Scopus.
https://doi.org/10.1016/j.omega.2019.102146
Das, S. K. (1993). A facility layout method for flexible manufacturing systems. International
Journal of Production Research, 31(2), 279–297. Scopus.
https://doi.org/10.1080/00207549308956725
Das, S., & Patnaik, A. (2015). Production planning in the apparel industry. En Garment
Manufacturing Technology (pp. 81–108). Elsevier. https://doi.org/10.1016/B978-1-
78242-232-7.00004-7
Delgoshaei, A., Ariffin, M. K. A. M., Leman, Z., Baharudin, B. T. H. T. B., & Gomes, C.
(2016). Review of evolution of cellular manufacturing system’s approaches: Material
transferring models. International Journal of Precision Engineering and
Manufacturing, 17(1), 131–149. Scopus. https://doi.org/10.1007/s12541-016-0017-
9
Dennis, P. (2015). Lean production simplified: A plain-language guide to the world’s most
powerful production system (Third edition). CRC Press, Taylor & Francis Group.
Dicken, P. (2003). Global shift: Reshaping the global economic map in the 21st century (4th
ed). Sage Publications.
Donaghey, C. E., & Pire, V. F. (1991). Solving the facility layout problem with BLOCPLAN.
Information Management: Proceedings of Limerick University Conference, 649–
658.
Dorigo, M. (1992). Optimization, learning and natural algorithms [PhD Thesis]. Politecnico
di Milano.
Drira, A., Pierreval, H., & Hajri-Gabouj, S. (2007). Facility layout problems: A survey. Annual
Reviews in Control, 31(2), 255–267. https://doi.org/10.1016/j.arcontrol.2007.04.001

156 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Dunker, T., Radons, G., & Westkämper, E. (2003). A coevolutionary algorithm for a facility
layout problem. International Journal of Production Research, 41(15), 3479–3500.
Scopus. https://doi.org/10.1080/0020754031000118125
Ebrahimi, A., Kia, R., & Komijan, A. R. (2016). Solving a mathematical model integrating
unequal-area facilities layout and part scheduling in a cellular manufacturing system
by a genetic algorithm. SpringerPlus, 5(1). Scopus. https://doi.org/10.1186/s40064-
016-2773-5
Eddaly, M., Jarboui, B., Bouabda, R., Siarry, P., & Rebaï, A. (2013). An Estimation of
Distribution Algorithm for Solving Flow Shop Scheduling Problems with Sequence-
dependent Family Setup Times. En Metaheuristics for Prod. Sched. (pp. 1–17).
wiley; Scopus. https://doi.org/10.1002/9781118731598.ch1
Fares, N., & Lebbar, M. (2019). Optimization of fast fashion retail supply chain processes:
Overall literature review and future research challenges. International Journal of
Engineering Research in Africa, 45, 205–220. Scopus.
https://doi.org/10.4028/www.scientific.net/JERA.45.205
Fares, N., Lebbar, M., & Sbihi, N. (2019). A customer profiling’ machine learning approach,
for in-store sales in fast fashion (Vol. 915). Springer Verlag; Scopus.
https://doi.org/10.1007/978-3-030-11928-7_53
Fattahi, P., Saidi Mehrabad, M., & Jolai, F. (2007). Mathematical modeling and heuristic
approaches to flexible job shop scheduling problems. Journal of Intelligent
Manufacturing, 18(3), 331–342. https://doi.org/10.1007/s10845-007-0026-8
Fisher, R. D., & Thompson, G. L. (1963). Probabilistic Learning Combinations of Local Job-
Shop Scheduling Rules. En J. F. Muth & G. L. Thompson (Eds.), Industrial
Scheduling (pp. 225–251). Prentice-Hall.
Forza, C., & Vinelli, A. (2000). Time compression in production and distribution within the
textile‐apparel chain. Integrated Manufacturing Systems, 11(2), 138–146.
https://doi.org/10.1108/09576060010314134
França, P. M., Gupta, J. N. D., Mendes, A. S., Moscato, P., & Veltink, K. J. (2005).
Evolutionary algorithms for scheduling a flowshop manufacturing cell with sequence
dependent family setups. Computers and Industrial Engineering, 48(3), 491–506.
Scopus. https://doi.org/10.1016/j.cie.2003.11.004

Bibliografía 157
García Bautista, M. F., & Jauregui Mancipe, C. X. (2016). Caracterización de las empresas
del sector textil confecciones en la ciudad de Cúcuta, Norte de Santander [Grado
en Ingeniería Industrial, Universidad de Santander].
https://catalogo.udes.edu.co/cgi-bin/koha/opac-detail.pl?biblionumber=37685
García-Hernández, L., Palomo-Romero, J. M., Salas-Morera, L., Arauzo-Azofra, A., &
Pierreval, H. (2015). A novel hybrid evolutionary approach for capturing decision
maker knowledge into the unequal area facility layout problem. Expert Systems with
Applications, 42(10), 4697–4708. Scopus.
https://doi.org/10.1016/j.eswa.2015.01.037
García-Hernández, L., Pérez-Ortiz, M., Arauzo-Azofra, A., Salas-Morera, L., & Hervas-
Martinez, C. (2014). An evolutionary neural system for incorporating expert
knowledge into the UA-FLP. Neurocomputing, 135, 69–78. Scopus.
https://doi.org/10.1016/j.neucom.2013.01.068
García-Hernández, L., Pierreval, H., Salas-Morera, L., & Arauzo-Azofra, A. (2013).
Handling qualitative aspects in Unequal Area Facility Layout Problem: An
Interactive Genetic Algorithm. Applied Soft Computing Journal, 13(4), 1718–1727.
Scopus. https://doi.org/10.1016/j.asoc.2013.01.003
García-Hernández, L., Salas-Morera, L., Carmona-Muñoz, C., Abraham, A., & Salcedo-
Sanz, S. (2020). A novel multi-objective Interactive Coral Reefs Optimization
algorithm for the Unequal Area Facility Layout Problem. Swarm and Evolutionary
Computation, 55. Scopus. https://doi.org/10.1016/j.swevo.2020.100688
García-Hernández, L., Salas-Morera, L., Carmona-Muñoz, C., García-Hernández, J. A., &
Salcedo-Sanz, S. (2020). A novel Island Model based on Coral Reefs Optimization
algorithm for solving the unequal area facility layout problem. Engineering
Applications of Artificial Intelligence, 89. Scopus.
https://doi.org/10.1016/j.engappai.2019.103445
García-Hernández, L., Salas-Morera, L., García-Hernández, J. A., Salcedo-Sanz, S., &
Valente de Oliveira, J. (2019). Applying the coral reefs optimization algorithm for
solving unequal area facility layout problems. Expert Systems with Applications,
138. Scopus. https://doi.org/10.1016/j.eswa.2019.07.036
Garey, M. R., & Johnson, D. S. (1979). Computers and intractability: A guide to the theory
of NP-completeness. W. H. Freeman.

158 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Gau, K.-Y., & Meller, R. D. (1999). An iterative facility layout algorithm. International Journal
of Production Research, 37(16), 3739–3758. Scopus.
https://doi.org/10.1080/002075499190022
Gelogullari, C. A., & Logendran, R. (2010). Group-scheduling problems in electronics
manufacturing. Journal of Scheduling, 13(2), 177–202. Scopus.
https://doi.org/10.1007/s10951-009-0147-3
Gelvez Manrique, M. F. (2016). Redistribución del proceso de confección por celdas de
manufactura para aumentar el volumen de producción de la empresa Sexy Jeans
Ltda., en la ciudad de Cúcuta—Norte de Santander [Grado en Ingeniería Industrial,
Universidad Libre Seccional Cúcuta].
https://repository.unilibre.edu.co/handle/10901/9289
Georgiadis, M. C., Rotstein, G. E., & Macchietto, S. (1997). Optimal Layout Design in
Multipurpose Batch Plants. Industrial and Engineering Chemistry Research, 36(11),
4852–4863. Scopus. https://doi.org/10.1021/ie9702845
Ghassemi Tari, F., & Neghabi, H. (2015). A new linear adjacency approach for facility layout
problem with unequal area departments. Journal of Manufacturing Systems, 37, 93–
103. Scopus. https://doi.org/10.1016/j.jmsy.2015.09.003
Glover, F. (1986). Future paths for integer programming and links to artificial intelligence.
Computers & Operations Research, 13(5), 533–549. https://doi.org/10.1016/0305-
0548(86)90048-1
Glover, F. (1989). Tabu Search—Part I. ORSA Journal on Computing, 1(3), 190–206.
https://doi.org/10.1287/ijoc.1.3.190
Gökalp, E., Gökalp, M. O., & Eren, P. E. (2018). Analyzing the Impact of a Decision Support
System on a Medium Sized Apparel Company. En R. Valencia-García, M. A.
Paredes-Valverde, M. del P. Salas-Zárate, & G. Alor-Hernández (Eds.), Exploring
Intelligent Decision Support Systems (Vol. 764, pp. 73–87). Springer International
Publishing. https://doi.org/10.1007/978-3-319-74002-7_4
Gómez Mora, J. M., & Pulido García, M. F. (2019). Propuesta para el diseño de
mantenimiento preventivo para el área de confección en la Organización Bless SAS
[Grado en Ingeniería Industrial, Universidad Francisco de Paula Santander].
http://alejandria.ufps.edu.co/descargas/tesis/1192287%20%201192288.pdf

Bibliografía 159
Gonçalves, J. F., & Resende, M. G. C. (2015). A biased random-key genetic algorithm for
the unequal area facility layout problem. European Journal of Operational
Research, 246(1), 86–107. Scopus. https://doi.org/10.1016/j.ejor.2015.04.029
Gonzalez, R., & Realff, M. J. (1998). Operation of pipeless batch plants—I. MILP schedules.
Computers and Chemical Engineering, 22(7–8), 841–855. Scopus.
https://doi.org/10.1016/S0098-1354(98)00005-2
Graham, R. L., Lawler, E. L., Lenstra, J. K., & Kan, A. H. G. R. (1979). Optimization and
Approximation in Deterministic Sequencing and Scheduling: A Survey. En Annals
of Discrete Mathematics (Vol. 5, pp. 287–326). Elsevier.
https://doi.org/10.1016/S0167-5060(08)70356-X
Gupta, J. N. D., & Darrow, W. P. (1986). The two-machine sequence dependent flowshop
scheduling problem. European Journal of Operational Research, 24(3), 439–446.
https://doi.org/10.1016/0377-2217(86)90037-8
Gupta, J. N. D., & Schaller, J. E. (2006). Minimizing flow time in a flow-line manufacturing
cell with family setup times. Journal of the Operational Research Society, 57(2),
163–176. Scopus. https://doi.org/10.1057/palgrave.jors.2601971
Ham, I., Hitomi, K., & Yoshida, T. (1985). Group Technology: Applications to Production
Management. Springer Netherlands. https://doi.org/10.1007/978-94-009-4976-8
Hamed Hendizadeh, S., ElMekkawy, T. Y., & Gary Wang, G. (2007). Bi-criteria scheduling
of a flowshop manufacturing cell with sequence dependent setup times. European
Journal of Industrial Engineering, 1(4), 391–413. Scopus.
Hamed Hendizadeh, S., Faramarzi, H., Mansouri, S. A., Gupta, J. N. D., & Y ElMekkawy,
T. (2008). Meta-heuristics for scheduling a flowline manufacturing cell with
sequence dependent family setup times. International Journal of Production
Economics, 111(2), 593–605. Scopus. https://doi.org/10.1016/j.ijpe.2007.02.031
Hassler, M. (2003). The global clothing production system: Commodity chains and business
networks. Global Networks, 3(4), 513–531. https://doi.org/10.1111/1471-
0374.00075
Heizer, J., Render, B., & Munson, C. (2017). Operations management: Sustainability and
supply chain management (Twelfth edition). Pearson.
Heragu, S. S. (2016). Facilities design (Fourth edition). CRC Press, Taylor & Francis Group.
Hernández Redondo, J. V. (2017). Sistema de producción aplicando lean manufacturing
en el proceso de confección para la organización Bless ubicada en la ciudad de

160 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Cúcuta, Norte de Santander [Grado en Administración de Empresas, Universidad
de Pamplona]. http://serviciosacademicos.unipamplona.edu.co/prestamo/
Hernández-Gress, E. S., Seck-Tuoh-Mora, J. C., Hernández-Romero, N., Medina-Marín,
J., Lagos-Eulogio, P., & Ortíz-Perea, J. (2020). The solution of the concurrent layout
scheduling problem in the job-shop environment through a local neighborhood
search algorithm. Expert Systems with Applications, 144. Scopus.
https://doi.org/10.1016/j.eswa.2019.113096
Holland, J. H. (1962). Outline for a Logical Theory of Adaptive Systems. Journal of the ACM
(JACM), 9(3), 297–314. https://doi.org/10.1145/321127.321128
Holland, J. H. (1975). Adaptation in natural and artificial systems: An introductory analysis
with applications to biology, control, and artificial intelligence. University of Michigan
Press.
Hosseini-Nasab, H., Fereidouni, S., Fatemi Ghomi, S. M. T., & Fakhrzad, M. B. (2018).
Classification of facility layout problems: A review study. International Journal of
Advanced Manufacturing Technology, 94(1–4), 957–977. Scopus.
https://doi.org/10.1007/s00170-017-0895-8
Hou, S., Wen, H., Feng, S., Wang, H., & Li, Z. (2019). Application of layered coding genetic
algorithm in optimization of unequal area production facilities layout. Computational
Intelligence and Neuroscience, 2019. Scopus.
https://doi.org/10.1155/2019/3650923
Huang, X. (2019). Bicriterion scheduling with group technology and deterioration effect.
Journal of Applied Mathematics and Computing, 60(1–2), 455–464. Scopus.
https://doi.org/10.1007/s12190-018-01222-1
Ibero Casadiego, L., & Manzano Romero, L. S. (2017). Propuesta para la planeación y
control de la producción de una pequeña empresa de confección de uniformes
escolares en la ciudad de San José de Cúcuta [Grado en Ingeniería Industrial,
Universidad Francisco de Paula Santander].
http://alejandria.ufps.edu.co/descargas/tesis/1190802.pdf
Ibrahem, A.-M., Elmekkawy, T., & Peng, Q. (2014). Robust metaheuristics for scheduling
cellular flowshop with family sequence-dependent setup times. Procedia CIRP, 17,
428–433. Scopus. https://doi.org/10.1016/j.procir.2014.01.072

Bibliografía 161
Imam, M. H., & Mir, M. (1993). Automated layout of facilities of unequal areas. Computers
and Industrial Engineering, 24(3), 355–366. Scopus. https://doi.org/10.1016/0360-
8352(93)90032-S
Imam, M. H., & Mir, M. (1998). Cluster boundary search algorithm for building-block layout
optimization. Advances in Engineering Software, 29(2), 165–173. Scopus.
https://doi.org/10.1016/S0965-9978(98)00056-8
Ingole, S., & Singh, D. (2017). Unequal-area, fixed-shape facility layout problems using the
firefly algorithm. Engineering Optimization, 49(7), 1097–1115. Scopus.
https://doi.org/10.1080/0305215X.2016.1235327
Irani, S. A. (Ed.). (1999). Handbook of cellular manufacturing systems. Wiley.
Islier, A. A. (1998). A genetic algorithm approach for multiple criteria facility layout design.
International Journal of Production Research, 36(6), 1549–1569. Scopus.
https://doi.org/10.1080/002075498193165
Jacobs, F. R., & Chase, R. B. (2018). Operations and supply chain management (Fifteenth
edition). McGraw-Hill Education.
Jankovits, I., Luo, C., Anjos, M. F., & Vannelli, A. (2011). A convex optimisation framework
for the unequal-areas facility layout problem. European Journal of Operational
Research, 214(2), 199–215. Scopus. https://doi.org/10.1016/j.ejor.2011.04.013
Jayakumar, S., & Reklaitis, G. V. (1996). Chemical plant layout via graph partitioning—II.
Multiple levels. Computers and Chemical Engineering, 20(5), 563–578. Scopus.
https://doi.org/10.1016/0098-1354(95)00208-1
Johnson, S. M. (1954). Optimal two- and three-stage production schedules with setup times
included. Naval Research Logistics Quarterly, 1(1), 61–68.
https://doi.org/10.1002/nav.3800010110
Jones, R. M. (2006). The apparel industry (2nd ed). Blackwell Pub.
Kamoshida, R. (2018). Concurrent optimization of job shop scheduling and dynamic and
flexible facility layout planning. Int. Conf. Ind. Eng. Appl., ICIEA, 289–293. Scopus.
https://doi.org/10.1109/IEA.2018.8387112
Kamoun, M., & Yano, C. A. (1996). Facility layout to support just-in-time. Transportation
Science, 30(4), 315–329. Scopus. https://doi.org/10.1287/trsc.30.4.315
Kang, S., & Chae, J. (2017). Harmony search for the layout design of an unequal area
facility. Expert Systems with Applications, 79, 269–281. Scopus.
https://doi.org/10.1016/j.eswa.2017.02.047

162 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Kazemi, M., Poormoaied, S., & Eslami, G. (2012). Optimizing combination of job shop
scheduling and quadratic assignment problem through multi-objective decision
making approach. Management Science Letters, 2(6), 2011–2018.
https://doi.org/10.5267/j.msl.2012.06.020
Kennedy, J., & Eberhart, R. (1995). Particle swarm optimization. Proceedings of ICNN’95 -
International Conference on Neural Networks, 4, 1942–1948.
https://doi.org/10.1109/ICNN.1995.488968
Keshavarz, T., Salmasi, N., & Varmazyar, M. (2014). Minimizing total completion time in
the flexible flowshop sequence-dependent group scheduling problem. Annals of
Operations Research, 226(1), 351–377. Scopus. https://doi.org/10.1007/s10479-
014-1667-6
Keshavarz, T., Salmasi, N., & Varmazyar, M. (2019). Flowshop sequence-dependent group
scheduling with minimisation of weighted earliness and tardiness. European Journal
of Industrial Engineering, 13(1), 54–80. Scopus.
https://doi.org/10.1504/EJIE.2019.097920
Khalid, Q. S., Arshad, M., Maqsood, S., Jahanzaib, M., Babar, A. R., Khan, I., Mumtaz, J.,
& Kim, S. (2019). Hybrid particle swarm algorithm for products’ scheduling problem
in cellular manufacturing system. Symmetry, 11(6). Scopus.
https://doi.org/10.3390/sym11060729
Khare, V. K., Khare, M. K., & Neema, M. L. (1988). Combined computer-aided approach
for the facilities design problem and estimation of the distribution parameter in the
case of multigoal optimization. Computers and Industrial Engineering, 14(4), 465–
476. Scopus. https://doi.org/10.1016/0360-8352(88)90048-4
Kikolski, M., & Ko, C.-H. (2018). Facility layout design—Review of current research
directions. Engineering Management in Production and Services, 10(3), 70–79.
Scopus. https://doi.org/10.2478/emj-2018-0018
Kirkpatrick, S., Gelatt, C. D., & Vecchi, M. P. (1983). Optimization by Simulated Annealing.
Science, 220(4598), 671–680. https://doi.org/10.1126/science.220.4598.671
Kitchenham, B. (2004). Procedures for Performing Systematic Reviews (Joint Technical
Report Keele University Technical Report (TR/SE-0401) and National ICT Australia
Ltd. (0400011T.1)).

Bibliografía 163
Komarudin, & Wong, K. Y. (2010). Applying Ant System for solving Unequal Area Facility
Layout Problems. European Journal of Operational Research, 202(3), 730–746.
Scopus. https://doi.org/10.1016/j.ejor.2009.06.016
Komarudin, & Wong, K. Y. (2012). Parameter tuning of ant system using fuzzy logic
controller. International Journal of Operational Research, 15(2), 125–135. Scopus.
https://doi.org/10.1504/IJOR.2012.048863
Konak, A., Kulturel-Konak, S., Norman, B. A., & Smith, A. E. (2006). A new mixed integer
programming formulation for facility layout design using flexible bays. Operations
Research Letters, 34(6), 660–672. Scopus.
https://doi.org/10.1016/j.orl.2005.09.009
Koopmans, T. C., & Beckmann, M. (1957). Assignment Problems and the Location of
Economic Activities. Econometrica, 25(1), 53. https://doi.org/10.2307/1907742
Krajewski, L. J., Malhotra, M. K., & Ritzman, L. P. (2016). Operations management.
Processes and supply chains (Eleventh edition). Pearson.
Kulturel-Konak, S. (2012). A linear programming embedded probabilistic tabu search for
the unequal-area facility layout problem with flexible bays. European Journal of
Operational Research, 223(3), 614–625. Scopus.
https://doi.org/10.1016/j.ejor.2012.07.019
Kulturel-Konak, S., & Konak, A. (2011a). A new relaxed flexible bay structure representation
and particle swarm optimization for the unequal area facility layout problem.
Engineering Optimization, 43(12), 1263–1287. Scopus.
https://doi.org/10.1080/0305215X.2010.548864
Kulturel-Konak, S., & Konak, A. (2011b). Unequal area flexible bay facility layout using ant
colony optimisation. International Journal of Production Research, 49(7), 1877–
1902. Scopus. https://doi.org/10.1080/00207541003614371
Kulturel-Konak, S., & Konak, A. (2013). Linear programming based genetic algorithm for
the unequal area facility layout problem. International Journal of Production
Research, 51(14), 4302–4324. Scopus.
https://doi.org/10.1080/00207543.2013.774481
Kulturel-Konak, S., Smith, A. E., & Norman, B. A. (2004). Layout optimization considering
production uncertainty and routing flexibility. International Journal of Production
Research, 42(21), 4475–4493. Scopus.
https://doi.org/10.1080/00207540412331325567

164 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Kundu, A., & Dan, P. K. (2012). Metaheuristic in facility layout problems: Current trend and
future direction. International Journal of Industrial and Systems Engineering, 10(2),
238. https://doi.org/10.1504/IJISE.2012.045182
Kusiak, A., & Heragu, S. S. (1987). The facility layout problem. European Journal of
Operational Research, 29(3), 229–251. Scopus. https://doi.org/10.1016/0377-
2217(87)90238-4
La Scalia, G., Micale, R., Giallanza, A., & Marannano, G. (2019). Firefly algorithm based
upon slicing structure encoding for unequal facility layout problem. International
Journal of Industrial Engineering Computations, 10(3), 349–360. Scopus.
https://doi.org/10.5267/j.ijiec.2019.2.003
Lawler, E. L. (1973). Optimal Sequencing of a Single Machine Subject to Precedence
Constraints. Management Science, 19(5), 544–546. JSTOR.
Lawrence, S. L. (1984). Supplement to Resource Constrained Project Scheduling: An
Experimental Investigation of Heuristic Sc. Carnegie-Mellon University.
Leao, A. A. S., Toledo, F. M. B., Oliveira, J. F., Carravilla, M. A., & Alvarez-Valdés, R.
(2020). Irregular packing problems: A review of mathematical models. European
Journal of Operational Research, 282(3), 803–822. Scopus.
https://doi.org/10.1016/j.ejor.2019.04.045
Lee, K.-Y., Han, S.-N., & Roh, M.-I. (2003). An improved genetic algorithm for facility layout
problems having inner structure walls and passages. Computers and Operations
Research, 30(1), 117–138. Scopus. https://doi.org/10.1016/S0305-0548(01)00085-
5
Lee, Y. H., & Lee, M. H. (2002). A shape-based block layout approach to facility layout
problems using hybrid genetic algorithm. Computers and Industrial Engineering,
42(2–4), 237–248. Scopus. https://doi.org/10.1016/S0360-8352(02)00018-9
Lin, S.-W., Gupta, J. N. D., Ying, K.-C., & Lee, Z.-J. (2009). Using simulated annealing to
schedule a flowshop manufacturing cell with sequence-dependent family setup
times. International Journal of Production Research, 47(12), 3205–3217. Scopus.
https://doi.org/10.1080/00207540701813210
Lin, S.-W., & Ying, K.-C. (2012). Scheduling a bi-criteria flowshop manufacturing cell with
sequence-dependent family setup times. European Journal of Industrial
Engineering, 6(4), 474–496. Scopus. https://doi.org/10.1504/EJIE.2012.047666

Bibliografía 165
Lin, S.-W., & Ying, K.-C. (2019). Makespan optimization in a no-wait flowline manufacturing
cell with sequence-dependent family setup times. Computers and Industrial
Engineering, 128, 1–7. Scopus. https://doi.org/10.1016/j.cie.2018.12.025
Lin, S.-W., Ying, K.-C., & Lee, Z.-J. (2009). Metaheuristics for scheduling a non-permutation
flowline manufacturing cell with sequence dependent family setup times. Computers
and Operations Research, 36(4), 1110–1121. Scopus.
https://doi.org/10.1016/j.cor.2007.12.010
Lin, S.-W., Ying, K.-C., Lu, C.-C., & Gupta, J. N. D. (2011). Applying multi-start simulated
annealing to schedule a flowline manufacturing cell with sequence dependent family
setup times. International Journal of Production Economics, 130(2), 246–254.
Scopus. https://doi.org/10.1016/j.ijpe.2011.01.004
Liou, C.-D., & Hsieh, Y.-C. (2015). A hybrid algorithm for the multi-stage flow shop group
scheduling with sequence-dependent setup and transportation times. International
Journal of Production Economics, 170, 258–267. Scopus.
https://doi.org/10.1016/j.ijpe.2015.10.002
Liou, C.-D., Hsieh, Y.-C., & Chen, Y.-Y. (2013). A new encoding scheme-based hybrid
algorithm for minimising two-machine flow-shop group scheduling problem.
International Journal of Systems Science, 44(1), 77–93. Scopus.
https://doi.org/10.1080/00207721.2011.581396
Liou, C.-D., & Liu, C.-H. (2010). A novel encoding scheme of PSO for two-machine group
scheduling: Vol. 6145 LNCS (Peking University; Xi’an Jiaotong-Liverpool University,
Trad.; Número PART 1). Scopus. https://www.scopus.com/inward/record.uri?eid=2-
s2.0-77954654783&doi=10.1007%2f978-3-642-13495-
1_16&partnerID=40&md5=0e674d343a46e28493891c85f274d416
Liu, J., & Liu, J. (2019). Applying multi-objective ant colony optimization algorithm for
solving the unequal area facility layout problems. Applied Soft Computing Journal,
74, 167–189. Scopus. https://doi.org/10.1016/j.asoc.2018.10.012
Liu, J., Liu, J., Yan, X., & Peng, B. (2020). A heuristic algorithm combining Pareto
optimization and niche technology for multi-objective unequal area facility layout
problem. Engineering Applications of Artificial Intelligence, 89. Scopus.
https://doi.org/10.1016/j.engappai.2019.103453

166 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Liu, J., Liu, S., Liu, Z., & Li, B. (2020). Configuration space evolutionary algorithm for multi-
objective unequal-area facility layout problems with flexible bays. Applied Soft
Computing Journal, 89. Scopus. https://doi.org/10.1016/j.asoc.2019.106052
Liu, J., Zhang, H., He, K., & Jiang, S. (2018). Multi-objective particle swarm optimization
algorithm based on objective space division for the unequal-area facility layout
problem. Expert Systems with Applications, 102, 179–192. Scopus.
https://doi.org/10.1016/j.eswa.2018.02.035
Liu, Q., & Meller, R. D. (2007). A sequence-pair representation and MIP-model-based
heuristic for the facility layout problem with rectangular departments. IIE
Transactions (Institute of Industrial Engineers), 39(4), 377–394. Scopus.
https://doi.org/10.1080/07408170600844108
Logendran, R., Carson, S., & Hanson, E. (2005). Group scheduling in flexible flow shops.
International Journal of Production Economics, 96(2), 143–155. Scopus.
https://doi.org/10.1016/j.ijpe.2004.03.011
Logendran, R., Gelogullari, C. A., & Sriskandarajah, C. (2003). Minimizing the mean flow
time in a two-machine group-scheduling problem with carryover sequence
dependency. Robotics and Computer-Integrated Manufacturing, 19(1–2), 21–33.
Scopus. https://doi.org/10.1016/S0736-5845(02)00059-5
Logendran, R., & Kriausakul, T. (2006). A methodology for solving the unequal area facility
layout problem using distance and shape-based measures. International Journal of
Production Research, 44(7), 1243–1272. Scopus.
https://doi.org/10.1080/00207540500336314
Logendran, R., Salmasi, N., & Sriskandarajah, C. (2006). Two-machine group scheduling
problems in discrete parts manufacturing with sequence-dependent setups.
Computers and Operations Research, 33(1), 158–180. Scopus.
https://doi.org/10.1016/j.cor.2004.07.004
Lu, D., & Logendran, R. (2013). Bi-criteria group scheduling with sequence-dependent
setup time in a flow shop. Journal of the Operational Research Society, 64(4), 530–
546. Scopus. https://doi.org/10.1057/jors.2012.61
Madariaga Neto, F. (2013). Lean manufacturing: Exposición adaptada a la fabricación
repetitiva de familias de productos mediante procesos discretos (Primera edición).
Bubok Publishing S.L.

Bibliografía 167
Maggu, P. L., & Das, G. (1980). On 2×n sequencing problem with transportation times of
jobs. Pure & Applied Mathematika Sciences, 12.
Mallikarjuna, K., & Babu, K. S. (2018). Population Based Stochastic Technique for Optimum
Design of Open Field Layout with Integrated Scheduling. Int. Conf. Comput.,
Commun. Netw. Technol., ICCCNT. 9th International Conference on Computing,
Communication and Networking Technologies, ICCCNT 2018. Scopus.
https://doi.org/10.1109/ICCCNT.2018.8494049
McKendall Jr., A. R., & Hakobyan, A. (2010). Heuristics for the dynamic facility layout
problem with unequal-area departments. European Journal of Operational
Research, 201(1), 171–182. Scopus. https://doi.org/10.1016/j.ejor.2009.02.028
Meller, R. D. (1992). Layout algorithms for single and multiple floor facilities [Doctoral
Thesis, The University of Michigan]. http://hdl.handle.net/2027.42/129018
Meller, R. D. (1997). The multi-bay manufacturing facility layout problem. International
Journal of Production Research, 35(5), 1229–1237. Scopus.
https://doi.org/10.1080/002075497195290
Meller, R. D., & Bozer, Y. A. (1996). A new simulated annealing algorithm for the facility
layout problem. International Journal of Production Research, 34(6), 1675–1692.
Scopus. https://doi.org/10.1080/00207549608904990
Meller, R. D., Chen, W., & Sherali, H. D. (2007). Applying the sequence-pair representation
to optimal facility layout designs. Operations Research Letters, 35(5), 651–659.
Scopus. https://doi.org/10.1016/j.orl.2006.10.007
Meller, R. D., & Gau, K.-Y. (1996). The facility layout problem: Recent and emerging trends
and perspectives. Journal of Manufacturing Systems, 15(5), 351–366.
https://doi.org/10.1016/0278-6125(96)84198-7
Meller, R. D., Narayanan, V., & Vance, P. H. (1998). Optimal facility layout design.
Operations Research Letters, 23(3–5), 117–127. Scopus.
https://doi.org/10.1016/S0167-6377(98)00024-8
Mendoza Mantilla, J. A., & Jaimes Delgado, M. S. (2017). Propuesta de mejora mediante
un estudio de métodos y tiempos para el área de producción de la empresa
Distribuciones y Representaciones UNO en la ciudad de Cúcuta [Grado en
Tecnología en Procesos Industriales, Universidad Francisco de Paula Santander].
http://alejandria.ufps.edu.co/descargas/tesis/1980260.pdf

168 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Meyers, R. A. (Ed.). (1986). Handbook of chemicals production processes. McGraw-Hill
Book Co.
Mir, M., & Imam, M. H. (1996). Analytic annealing for macrocell placement optimization.
Computers and Electrical Engineering, 22(2), 169–177. Scopus.
https://doi.org/10.1016/0045-7906(95)00031-3
Mir, M., & Imam, M. H. (2001). Hybrid optimization approach for layout design of unequal-
area facilities. Computers and Industrial Engineering, 39(1–2), 49–63. Scopus.
https://doi.org/10.1016/S0360-8352(00)00065-6
Mitchell, S., O’Sullivan, M., & Dunning, I. (2011). PuLP: A Linear Programming Toolkit for
Python (p. 12). http://www.optimization-online.org/DB_FILE/2011/09/3178.pdf
Mok, P. Y., Cheung, T. Y., Wong, W. K., Leung, S. Y. S., & Fan, J. T. (2013). Intelligent
production planning for complex garment manufacturing. Journal of Intelligent
Manufacturing, 24(1), 133–145. https://doi.org/10.1007/s10845-011-0548-y
Montreuil, B., Ouazzani, N., Brotherton, E., & Nourelfath, M. (2004). Coupling zone-based
layout optimization, ant colony system and domain knowledge. Proceedings of the
8th International Material Handling Research Colloquium, 301–331.
Muther, R. (1973). Systematic layout planning (2d ed. [rev. and enl.]). Cahners Books.
Muther, R., & Hales, L. (2015). Systematic Layout Planning. A total system of layout
planning (fourth edition). Management & Industrial Research Publications.
Naderi, B., & Salmasi, N. (2012). Permutation flowshops in group scheduling with
sequence-dependent setup times. European Journal of Industrial Engineering, 6(2),
177–198. Scopus. https://doi.org/10.1504/EJIE.2012.045604
Nahmias, S., & Olsen, T. L. (2015). Production and operations analysis (7. ed). Waveland
Pr.
Nayak, R., & Padhye, R. (2015). Garment Manufacturing Technology. Elsevier Science.
http://www.totalboox.com/book/id-4668022919799682393
Neufeld, J. S., Gupta, J. N. D., & Buscher, U. (2015). Minimising makespan in flowshop
group scheduling with sequence-dependent family set-up times using inserted idle
times. International Journal of Production Research, 53(6), 1791–1806. Scopus.
https://doi.org/10.1080/00207543.2014.961209

Bibliografía 169
Neufeld, J. S., Gupta, J. N. D., & Buscher, U. (2016). A comprehensive review of flowshop
group scheduling literature. Computers and Operations Research, 70, 56–74.
Scopus. https://doi.org/10.1016/j.cor.2015.12.006
Nieto Galindo, V. M., & López, J. E. (2017). Cadena de Textil-Confecciones. Estructura,
Comercio Internacional y Protección (Documento Núm. 460; Archivos de
Economía, p. 58). Departamento Nacional de Planeación, DNP.
https://colaboracion.dnp.gov.co/CDT/Estudios%20Econmicos/460.pdf
Nugent, C. E., Vollmann, T. E., & Ruml, J. (1968). An Experimental Comparison of
Techniques for the Assignment of Facilities to Locations. Operations Research,
16(1), 150–173. https://doi.org/10.1287/opre.16.1.150
Ortiz Zambrano, Y. Y., & Osorio Jaimes, E. (2010). Propuesta de programación de la
producción de la empresa Confecciones Y7 en la ciudad de Cúcuta por medio de
la Teoría de Restricciones [Grado en Ingeniería Industrial, Universidad Francisco
de Paula Santander]. http://alejandria.ufps.edu.co/descargas/tesis/0190922.pdf
Özyurt, D. B., & Realff, M. J. (1999). Geographic and process information for chemical plant
layout problems. AIChE Journal, 45(10), 2161–2174. Scopus.
https://doi.org/10.1002/aic.690451015
Paes, F. G., Pessoa, A. A., & Vidal, T. (2017). A hybrid genetic algorithm with
decomposition phases for the Unequal Area Facility Layout Problem. European
Journal of Operational Research, 256(3), 742–756. Scopus.
https://doi.org/10.1016/j.ejor.2016.07.022
Palominos, P., Pertuzé, D., Quezada, L., & Sanchez, L. (2019). An Extension of the
Systematic Layout Planning System Using QFD: Its Application to Service Oriented
Physical Distribution. Engineering Management Journal, 31(4), 284–302.
https://doi.org/10.1080/10429247.2019.1651444
Palomo-Romero, J. M., Salas-Morera, L., & García-Hernández, L. (2017). An island model
genetic algorithm for unequal area facility layout problems. Expert Systems with
Applications, 68, 151–162. Scopus. https://doi.org/10.1016/j.eswa.2016.10.004
Park, K. S., & Han, S. W. (2002). Performance obstacles in cellular manufacturing
implementation-empirical investigation. Human Factors and Ergonomics In
Manufacturing, 12(1), 17–29. Scopus. https://doi.org/10.1002/hfm.10000
Paul, R. C., Asokan, P., & Prabhakar, V. I. (2006). A solution to the facility layout problem
having passages and inner structure walls using particle swarm optimization.

170 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
International Journal of Advanced Manufacturing Technology, 29(7–8), 766–771.
Scopus. https://doi.org/10.1007/s00170-005-2576-2
Pellerin, R., Perrier, N., & Berthaut, F. (2020). A survey of hybrid metaheuristics for the
resource-constrained project scheduling problem. European Journal of Operational
Research, 280(2), 395–416. Scopus. https://doi.org/10.1016/j.ejor.2019.01.063
Penteado, F. D., & Ciric, A. R. (1996). An MINLP Approach for Safe Process Plant Layout.
Industrial and Engineering Chemistry Research, 35(4), 1354–1361. Scopus.
https://doi.org/10.1021/ie9502547
Pinedo, M. (2016). Scheduling: Theory, algorithms, and systems (Fifth Edition). Springer.
Qin, H., Zhang, Z.-H., & Bai, D. (2016). Permutation flowshop group scheduling with
position-based learning effect. Computers and Industrial Engineering, 92, 1–15.
Scopus. https://doi.org/10.1016/j.cie.2015.12.001
Ramesh, A., & Bahinipati, B. K. (2011). The Indian apparel industry: A critical review of
supply chains. 1101–1111.
Ramírez Zambrano, J. R., Zambrano Miranda, M. de J., Mogroviejo, J. M., & Carreño
Montaño, J. L. (2016). Informalidad laboral en los departamentos de Norte de
Santander, Nariño, La Guajira y Cesar. Apuntes del CENES, 35(62), 125–145.
Ranjbar, M., & Razavi, M. N. (2012). A hybrid metaheuristic for concurrent layout and
scheduling problem in a job shop environment. The International Journal of
Advanced Manufacturing Technology, 62(9–12), 1249–1260.
https://doi.org/10.1007/s00170-011-3859-4
Reed, R. (1961). Plant Layout: Factors, Principles, and Techniques. R.D. Irwin.
https://books.google.com.co/books?id=POdTAAAAMAAJ
Rincón Moreno, C. A., & Anaya Morales, Y. A. (2015). Propuesta para planeación y control
de la producción en la empresa Confecciones Varmesí en la ciudad de Cúcuta
[Grado en Ingeniería Industrial, Universidad Francisco de Paula Santander].
http://alejandria.ufps.edu.co/descargas/tesis/1191044.pdf
Ripon, K. S. N., Glette, K., Hovin, M., & Torresen, J. (2012). Job shop scheduling with
transportation delays and layout planning in manufacturing systems: A multi-
objective evolutionary approach: Vol. 7326 LNAI (Cent. P. Anal. Mach. Intell.
(CPAMI); Univ. W. Association for Image and Machine Intelligence (AIMI); Fac. Eng.
Univ. Porto (FEUP) Dep. Electr. Comput. Eng.; Instituto de Engenharia Biomedica

Bibliografía 171
(INEB); Univ. Waterloo Dep. Electr. Comput. Eng., Trad.). Scopus.
https://doi.org/10.1007/978-3-642-31368-4_25
Ripon, K. S. N., Glette, K., Khan, K. N., Hovin, M., & Torresen, J. (2013). Adaptive variable
neighborhood search for solving multi-objective facility layout problems with
unequal area facilities. Swarm and Evolutionary Computation, 8, 1–12. Scopus.
https://doi.org/10.1016/j.swevo.2012.07.003
Ripon, K. S. N., Glette, K., Mirmotahari, O., Hovin, M., & Torresen, J. (2009). Pareto Optimal
Based Evolutionary Approach for Solving Multi-Objective Facility Layout Problem.
En C. S. Leung, M. Lee, & J. H. Chan (Eds.), Neural Information Processing (Vol.
5864, pp. 159–168). Springer Berlin Heidelberg. https://doi.org/10.1007/978-3-642-
10684-2_18
Ripon, K. S. N., Khan, K. N., Glette, K., Hovin, M., & Torresen, J. (2011). Using pareto-
optimality for solving multi-objective unequal area facility layout problem. Genet.
Evol. Comput. Conf., GECCO, 681–688. Scopus.
https://doi.org/10.1145/2001576.2001670
Ripon, K. S. N., & Torresen, J. (2014). Integrated job shop scheduling and layout planning:
A hybrid evolutionary method for optimizing multiple objectives. Evolving Systems,
5(2), 121–132. Scopus. https://doi.org/10.1007/s12530-013-9092-7
Ruiz, R., & Maroto, C. (2005). A comprehensive review and evaluation of permutation
flowshop heuristics. European Journal of Operational Research, 165(2), 479–494.
https://doi.org/10.1016/j.ejor.2004.04.017
Salas-Morera, L., García-Hernández, L., Antoli-Cabrera, A., & Carmona-Muñoz, C. (2020).
Using eye-tracking into decision makers evaluation in evolutionary interactive UA-
FLP algorithms. Neural Computing and Applications. Scopus.
https://doi.org/10.1007/s00521-020-04781-2
Salmasi, N. (2005). Multi-stage Group Scheduling Problems with Sequence Dependent
Setups [PhD Thesis]. Oregon State University.
Salmasi, N., Logendran, R., & Skandari, M. R. (2010). Total flow time minimization in a
flowshop sequence-dependent group scheduling problem. Computers and
Operations Research, 37(1), 199–212. Scopus.
https://doi.org/10.1016/j.cor.2009.04.013
Salmasi, N., Logendran, R., & Skandari, M. R. (2011). Makespan minimization of a
flowshop sequence-dependent group scheduling problem. International Journal of

172 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Advanced Manufacturing Technology, 56(5–8), 699–710. Scopus.
https://doi.org/10.1007/s00170-011-3206-9
Sánchez, P. A., Ceballos, F., & Sánchez Torres, G. (2015). Análisis del proceso productivo
de una empresa de confecciones: Modelación y simulación. Ciencia e Ingeniería
Neogranadina, 25(2), 137–150. https://doi.org/10.18359/rcin.1436
Saraswat, A., Venkatadri, U., & Castillo, I. (2015). A framework for multi-objective facility
layout design. Computers and Industrial Engineering, 90, 167–176. Scopus.
https://doi.org/10.1016/j.cie.2015.09.006
Saravanan, M., & Noorul Haq, A. (2008). A scatter search method to minimise makespan
of cell scheduling problem. International Journal of Agile Systems and
Management, 3(1–2), 18–36. Scopus. https://doi.org/10.1504/IJASM.2008.019597
Schaller, J. E. (2000). A comparison of heuristics for family and job scheduling in a flow-
line manufacturing cell. International Journal of Production Research, 38(2), 287–
308. Scopus. https://doi.org/10.1080/002075400189419
Schaller, J. E. (2001). A new lower bound for the flow shop group scheduling problem.
Computers and Industrial Engineering, 41(2), 151–161. Scopus.
https://doi.org/10.1016/S0360-8352(01)00049-3
Schaller, J. E. (2005). An improved branch and bound procedure for scheduling a flow line
manufacturing cell. International Journal of Production Research, 43(22), 4697–
4720. Scopus. https://doi.org/10.1080/00207540500185216
Schaller, J. E., Gupta, J. N. D., & Vakharia, A. J. (2000). Scheduling a flowline
manufacturing cell with sequence dependent family setup times. European Journal
of Operational Research, 125(2), 324–339. Scopus. https://doi.org/10.1016/S0377-
2217(99)00387-2
Scholz, D., Petrick, A., & Domschke, W. (2009). STaTS: A Slicing Tree and Tabu Search
based heuristic for the unequal area facility layout problem. European Journal of
Operational Research, 197(1), 166–178. Scopus.
https://doi.org/10.1016/j.ejor.2008.06.028
SCImago. (s/f). SJR — SCImago Journal & Country Rank. Recuperado el 4 de enero de
2020, de https://www.scimagojr.com/aboutus.php

Bibliografía 173
Scott, A. J. (2006). The Changing Global Geography of Low-Technology, Labor-Intensive
Industry: Clothing, Footwear, and Furniture. World Development, 34(9), 1517–1536.
https://doi.org/10.1016/j.worlddev.2006.01.003
Seo, M. J., Kim, M., & Lee, K.-H. (2016). Supply chain management strategies for small
fast fashion firms: The case of the Dongdaemun Fashion District in South Korea.
International Journal of Fashion Design, Technology and Education, 9(1), 51–61.
Scopus. https://doi.org/10.1080/17543266.2015.1126650
Sherali, H. D., Fraticelli, B. M. P., & Meller, R. D. (2003). Enhanced Model Formulations for
Optimal Facility Layout. Operations Research, 51(4), 629–644.
https://doi.org/10.1287/opre.51.4.629.16096
Singh, S. P., & Sharma, R. R. K. (2006). A review of different approaches to the facility
layout problems. International Journal of Advanced Manufacturing Technology,
30(5–6), 425–433. Scopus. https://doi.org/10.1007/s00170-005-0087-9
Singh, S. P., & Singh, V. K. (2010). An improved heuristic approach for multi-objective
facility layout problem. International Journal of Production Research, 48(4), 1171–
1194. Scopus. https://doi.org/10.1080/00207540802534731
Sivanandam, S. N., & Deepa, S. N. (2007). Introduction to genetic algorithms. Springer.
Socconini, L. (2009). “Lean manufacturing” paso a paso. Grupo Editorial Norma.
Solimanpur, M., & Elmi, A. (2011). A tabu search approach for group scheduling in buffer-
constrained flow shop cells. International Journal of Computer Integrated
Manufacturing, 24(3), 257–268. Scopus.
https://doi.org/10.1080/0951192X.2011.552527
Stephens, M. P., & Meyers, F. E. (2013). Manufacturing facilities design and material
handling (Fifth edition). Purdue University Press.
Sule, D. R. (2008). Manufacturing facilities: Location, planning, and design (Third edition).
CRC Press, Taylor & Francis Group.
https://www.taylorfrancis.com/books/e/9781420044232
Talbi, E.-G. (2009). Metaheuristics: From design to implementation. John Wiley & Sons.
Tam, K. Y. (1992a). A simulated annealing algorithm for allocating space to manufacturing
cells. International Journal of Production Research, 30(1), 63–87. Scopus.
https://doi.org/10.1080/00207549208942878

174 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Tam, K. Y. (1992b). Genetic algorithms, function optimization, and facility layout design.
European Journal of Operational Research, 63(2), 322–346. Scopus.
https://doi.org/10.1016/0377-2217(92)90034-7
Tam, K. Y., & Li, S. G. (1991). A hierarchical approach to the facility layout problem.
International Journal of Production Research, 29(1), 165–184. Scopus.
https://doi.org/10.1080/00207549108930055
Tang, J., Wang, X., Kaku, I., & Yung, K.-L. (2010). Optimization of parts scheduling in
multiple cells considering intercell move using scatter search approach. Journal of
Intelligent Manufacturing, 21(4), 525–537. Scopus. https://doi.org/10.1007/s10845-
008-0236-8
Tate, D. M., & Smith, A. E. (1995). Unequal-area facility layout by genetic search. IIE
Transactions (Institute of Industrial Engineers), 27(4), 465–472. Scopus.
https://doi.org/10.1080/07408179508936763
Tavakkoli-Moghaddam, R., Javadian, N., Khorrami, A., & Gholipour-Kanani, Y. (2010).
Design of a scatter search method for a novel multi-criteria group scheduling
problem in a cellular manufacturing system. Expert Systems with Applications,
37(3), 2661–2669. Scopus. https://doi.org/10.1016/j.eswa.2009.08.012
Tejeda Argáez, R. A. (2016). Estudio de tiempos y movimientos en la empresa Uniformes
UNO ubicada en la ciudad de Cúcuta [Grado en Ingeniería Industrial, Universidad
de Pamplona]. http://serviciosacademicos.unipamplona.edu.co/prestamo/
Tompkins, J. A. (Ed.). (1996). Facilities planning (2nd ed). Wiley.
Tompkins, J. A., White, J. A., Bozer, Y. A., Solorio Gómez, P., Haaz Díaz, G., & Servantes
González, S. R. (2011). Planeación de instalaciones. Cengage Learning.
Tong, X. (1991). SECOT: A Sequential Construction Technique for Facility Design.
Triana Beltrán, V., & Ayala Daza, Y. A. (2019). Sistema de información para la
administración de la producción en la empresa Confecciones Axxu Jeans de la
ciudad de Cúcuta [Grado en Ingeniería Industrial, Universidad Francisco de Paula
Santander]. http://alejandria.ufps.edu.co/descargas/tesis/1191930.pdf
Turgay, S. (2018). Multi objective simulated annealing approach for facility layout design.
International Journal of Mathematical, Engineering and Management Sciences,
3(4), 365–380. Scopus.

Bibliografía 175
Ulutas, B. H. (2012). A modified flexible bay and slicing structure for unequal area facilities.
IFAC Proc. Vol. (IFAC-PapersOnline), 14(PART 1), 1635–1640. Scopus.
https://doi.org/10.3182/20120523-3-RO-2023.00362
Ulutas, B. H., & Kulturel-Konak, S. (2012). An artificial immune system based algorithm to
solve unequal area facility layout problem. Expert Systems with Applications, 39(5),
5384–5395. Scopus. https://doi.org/10.1016/j.eswa.2011.11.046
Ulutas, B. H., & Kulturel-Konak, S. (2013). Assessing hypermutation operators of a clonal
selection algorithm for the unequal area facility layout problem. Engineering
Optimization, 45(3), 375–395. Scopus.
https://doi.org/10.1080/0305215X.2012.678492
van Camp, D. J. (1989). A nonlinear optimization approach for solving Facility Layout
Problem. University of Toronto.
van Camp, D. J., Carter, M. W., & Vannelli, A. (1992). A nonlinear optimization approach
for solving facility layout problems. European Journal of Operational Research,
57(2), 174–189. Scopus. https://doi.org/10.1016/0377-2217(92)90041-7
Velásquez, J. D. (2015a). Una Guía Corta para Escribir Revisiones Sistemáticas de
Literatura. Parte 3. DYNA, 82(189), 9–12.
https://doi.org/10.15446/dyna.v82n189.48931
Velásquez, J. D. (2015b). Una Guía Corta para Escribir Revisiones Sistemáticas de
Literatura. Parte 4. DYNA, 82(190), 9–12.
https://doi.org/10.15446/dyna.v82n190.49511
Venkataramanaiah, S. (2008). Scheduling in cellular manufacturing systems: An heuristic
approach. International Journal of Production Research, 46(2), 429–449. Scopus.
https://doi.org/10.1080/00207540601138577
VIP-PLANOPT, Engineering Optimization Software. (2005). VIP-PLANOPT.
http://www.planopt.com/
VOSviewer. (s/f). VOSviewer—Visualizing scientific landscapes. VOSviewer. Recuperado
el 28 de abril de 2020, de https://www.vosviewer.com//
Wang, K.-J., & Chen, K.-H. (2008). An integrated facility-design model for the generator-
manufacturing industry. Production Planning and Control, 19(5), 475–485. Scopus.
https://doi.org/10.1080/09537280802088659

176 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Wang, M.-J., Hu, M. H., & Ku, M.-Y. (2005). A solution to the unequal area facilities layout
problem by genetic algorithm. Computers in Industry, 56(2), 207–220. Scopus.
https://doi.org/10.1016/j.compind.2004.06.003
Wemmerlöv, U., & Hyer, N. L. (1989). Cellular manufacturing in the U.S. industry: A survey
of users. International Journal of Production Research, 27(9), 1511–1530.
https://doi.org/10.1080/00207548908942637
Womack, J. P., Jones, D. T., & Roos, D. (1990). The machine that changed the world: The
story of lean production ; Toyota’s secret weapon in the global car wars that is
revolutionizing world industry (1. pb. ed). Free Press.
Wong, K. Y. & Komarudin. (2010). Solving facility layout problems using Flexible Bay
Structure representation and Ant System algorithm. Expert Systems with
Applications, 37(7), 5523–5527. Scopus.
https://doi.org/10.1016/j.eswa.2009.12.080
Wu, X., Chu, C.-H., Wang, Y., & Yan, W. (2007). A genetic algorithm for cellular
manufacturing design and layout. European Journal of Operational Research,
181(1), 156–167. Scopus. https://doi.org/10.1016/j.ejor.2006.05.035
Xiao, Y. J., Zheng, Y., Zhang, L. M., & Kuo, Y. H. (2016). A combined zone-LP and
simulated annealing algorithm for unequal-area facility layout problem. Advances in
Production Engineering And Management, 11(4), 259–270. Scopus.
https://doi.org/10.14743/apem2016.4.225
Xie, Y., Zhou, S., Xiao, Y., Kulturel-Konak, S., & Konak, A. (2018). A β-accurate
linearization method of Euclidean distance for the facility layout problem with
heterogeneous distance metrics. European Journal of Operational Research,
265(1), 26–38. Scopus. https://doi.org/10.1016/j.ejor.2017.07.052
Yang, D.-L., & Chern, M.-S. (2000). Two-machine flowshop group scheduling problem.
Computers and Operations Research, 27(10), 975–985. Scopus.
https://doi.org/10.1016/S0305-0548(99)00070-2
Yang, T., Su, C., & Hsu, Y. (2000). Systematic layout planning: A study on semiconductor
wafer fabrication facilities. International Journal of Operations & Production
Management, 20(11), 1359–1371. https://doi.org/10.1108/01443570010348299

Bibliografía 177
Yang, W. H. (2002). Group scheduling in a two-stage flowshop. Journal of the Operational
Research Society, 53(12), 1367–1373. Scopus.
https://doi.org/10.1057/palgrave.jors.2601454
Yazdani Sabouni, M. T., & Logendran, R. (2013). Carryover sequence-dependent group
scheduling with the integration of internal and external setup times. European
Journal of Operational Research, 224(1), 8–22. Scopus.
https://doi.org/10.1016/j.ejor.2012.07.013
Yazdani Sabouni, M. T., & Logendran, R. (2018). Lower bound development in a flow shop
electronic assembly problem with carryover sequence-dependent setup time.
Computers and Industrial Engineering, 122, 149–160. Scopus.
https://doi.org/10.1016/j.cie.2018.05.033
Ying, K.-C., Gupta, J. N. D., Lin, S.-W., & Lee, Z.-J. (2010). Permutation and non-
permutation schedules for the flowline manufacturing cell with sequence dependent
family setups. International Journal of Production Research, 48(8), 2169–2184.
Scopus. https://doi.org/10.1080/00207540802534707
Ying, K.-C., Lee, Z.-J., Lu, C.-C., & Lin, S.-W. (2012). Metaheuristics for scheduling a no-
wait flowshop manufacturing cell with sequence-dependent family setups.
International Journal of Advanced Manufacturing Technology, 58(5–8), 671–682.
Scopus. https://doi.org/10.1007/s00170-011-3419-y
Yuan, S., Li, T., & Wang, B. (2020). A co-evolutionary genetic algorithm for the two-machine
flow shop group scheduling problem with job-related blocking and transportation
times. Expert Systems with Applications, 152. Scopus.
https://doi.org/10.1016/j.eswa.2020.113360
Zhang, Y., Lu, C., Zhang, H., & Fang, Z.-F. (2013). Workshop layout optimization based on
differential cellular multi-objective genetic algorithm. Jisuanji Jicheng Zhizao
Xitong/Computer Integrated Manufacturing Systems, CIMS, 19(4), 727–734.
Scopus.
Zheng, F., & Song, Q. (2019). Lot-sizing and Scheduling with Machine-sharing in Clothing
Industry. En Zheng F., Chu F., & Liu M. (Eds.), Proc. Int. Conf. Ind. Eng. Syst.
Manag., IESM. Institute of Electrical and Electronics Engineers Inc.; Scopus.
https://doi.org/10.1109/IESM45758.2019.8948154

Anexo A: Resultados detallados para las instancias del FSGSP
Total Completion Time 2 machines
Instance levels Set of parameters 1 Set of parameters 2 Set of parameters 3 Set of parameters 4
N° Groups Jobs Setup OPT GA %error OPT GA %error OPT GA %error OPT GA %error
1 Small Small Level 1 1614 1615 0,001 1151 1151 0,000 1438 1439 0,001 978 978 0,000
2 Small Small Level 1 1305 1305 0,000 862 862 0,000 965 965 0,000 1183 1183 0,000
3 Small Small Level 2 625 625 0,000 222 222 0,000 2541 2541 0,000 2543 2543 0,000
4 Small Small Level 2 1985 1990 0,003 280 280 0,000 860 860 0,000 1561 1561 0,000
5 Small Small Level 3 972 972 0,000 1856 1856 0,000 2789 2794 0,002 2736 2736 0,000
6 Small Small Level 3 464 464 0,000 1242 1242 0,000 1448 1448 0,000 670 670 0,000
7 Small Medium Level 1 6016 6080 0,011 3068 3071 0,001 9593 9595 0,000 5295 5307 0,002
8 Small Medium Level 1 2275 2279 0,002 2776 2783 0,003 7176 7176 0,000 6144 6152 0,001
9 Small Medium Level 2 5764 5786 0,004 4001 4003 0,000 6726 6743 0,003 6727 6745 0,003
10 Small Medium Level 2 4527 4631 0,023 4823 4840 0,004 5590 5623 0,006 2229 2231 0,001
11 Small Medium Level 3 8318 8337 0,002 3242 3248 0,002 2922 2926 0,001 1042 1042 0,000
12 Small Medium Level 3 6757 6807 0,007 3274 3276 0,001 4721 4739 0,004 7365 7374 0,001
13 Small Large Level 1 13234 13348 0,009 2583 2584 0,000 9409 9440 0,003 10781 10896 0,011
14 Small Large Level 1 2197 2243 0,021 6251 6309 0,009 8865 8894 0,003 8972 8992 0,002
15 Small Large Level 2 2818 2898 0,028 12679 12721 0,003 7344 7411 0,009 9194 9247 0,006
16 Small Large Level 2 12486 12690 0,016 6062 6098 0,006 3459 3494 0,010 7089 7105 0,002

Anexo A: Resultados detallados para las instancias del FSGSP 179
17 Small Large Level 3 9807 10010 0,021 12827 12900 0,006 6942 6963 0,003 5386 5407 0,004
18 Small Large Level 3 7376 7448 0,010 3104 3104 0,000 4762 4779 0,004 5226 5274 0,009
Avg: 0,009 Avg: 0,002 Avg: 0,003 Avg: 0,002
19 Medium Small Level 1 3723 3742 0,005 4775 4785 0,002 6014 6097 0,014 3351 3379 0,008
20 Medium Small Level 1 4794 4834 0,008 3797 3799 0,001 3077 3084 0,002 4739 4777 0,008
21 Medium Small Level 2 7054 7103 0,007 3168 3168 0,000 5862 6247 0,066 4266 4271 0,001
22 Medium Small Level 2 4123 4279 0,038 6688 6960 0,041 2950 3005 0,019 2748 2750 0,001
23 Medium Small Level 3 5727 6150 0,074 4106 4106 0,000 11055 11215 0,014 6099 6150 0,008
24 Medium Small Level 3 3230 3238 0,002 6646 6932 0,043 6999 7113 0,016 4374 4387 0,003
25 Medium Medium Level 1 21982 22282 0,014 16501 16545 0,003 14313 14340 0,002 22320 22569 0,011
26 Medium Medium Level 1 10356 10478 0,012 9459 9533 0,008 9724 9730 0,001 11790 11857 0,006
27 Medium Medium Level 2 20065 20729 0,033 14273 14487 0,015 19368 19933 0,029 20039 21555 0,076
28 Medium Medium Level 2 18311 18860 0,030 12520 12704 0,015 9005 9171 0,018 8103 8237 0,017
29 Medium Medium Level 3 22474 22772 0,013 24517 24678 0,007 23335 24045 0,030 17545 17628 0,005
30 Medium Medium Level 3 21487 21916 0,020 12593 12639 0,004 14912 15116 0,014 18551 18736 0,010
Avg: 0,021 Avg: 0,012 Avg: 0,019 Avg: 0,013
Total Completion Time 3 machines
Instance levels Set of parameters 1 Set of parameters 2 Set of parameters 3 Set of parameters 4
N° Groups Jobs Setup OPT GA %error OPT GA %error OPT GA %error OPT GA %error
1 Small Small Level 1 2385 2385 0,000 1214 1214 0,000 3443 3448 0,001 1729 1729 0,000
2 Small Small Level 1 2385 2386 0,000 3649 3649 0,000 3761 3771 0,003 1592 1592 0,000
3 Small Small Level 1 842 842 0,000 872 872 0,000 3910 3957 0,012 2759 2763 0,001
4 Small Small Level 1 2684 2684 0,000 762 762 0,000 3891 3891 0,000 1277 1277 0,000
5 Small Small Level 1 2114 2117 0,001 3200 3200 0,000 658 658 0,000 1997 1997 0,000
6 Small Small Level 1 1153 1153 0,000 4867 5102 0,048 978 978 0,000 2630 2630 0,000
7 Small Small Level 2 501 501 0,000 1410 1412 0,001 2389 2389 0,000 2368 2368 0,000
8 Small Small Level 2 1406 1407 0,001 2375 2375 0,000 2150 2150 0,000 1953 1954 0,001
9 Small Small Level 2 1827 1830 0,002 1594 1602 0,005 1249 1249 0,000 1020 1020 0,000

180 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas
10 Small Small Level 2 1344 1344 0,000 1226 1232 0,005 892 892 0,000 437 437 0,000
11 Small Small Level 2 2256 2291 0,016 573 573 0,000 1134 1134 0,000 1689 1689 0,000
12 Small Small Level 2 1581 1584 0,002 1779 1789 0,006 398 398 0,000 1741 1741 0,000
13 Small Small Level 3 985 985 0,000 2719 2719 0,000 1893 1893 0,000 3052 3053 0,000
14 Small Small Level 3 2166 2168 0,001 2644 2644 0,000 1692 1692 0,000 1486 1486 0,000
15 Small Small Level 3 1800 1800 0,000 3870 3870 0,000 561 561 0,000 2018 2018 0,000
16 Small Small Level 3 3871 3936 0,017 1189 1189 0,000 1576 1576 0,000 1101 1101 0,000
17 Small Small Level 3 1141 1141 0,000 3001 3004 0,001 2139 2139 0,000 1292 1292 0,000
18 Small Small Level 3 944 944 0,000 1731 1731 0,000 2106 2107 0,000 3903 3911 0,002
19 Small Medium Level 1 9225 9240 0,002 4387 4388 0,000 5850 5853 0,001 10317 10319 0,000
20 Small Medium Level 1 5149 5161 0,002 10328 10368 0,004 6846 6848 0,000 6619 6619 0,000
21 Small Medium Level 1 10558 10643 0,008 5996 6007 0,002 8467 8474 0,001 8096 8157 0,008
22 Small Medium Level 1 8587 8607 0,002 10032 10031 0,000 7252 7443 0,026 3966 3973 0,002
23 Small Medium Level 1 3908 3909 0,000 1614 1614 0,000 1502 1502 0,000 9975 9976 0,000
24 Small Medium Level 1 6688 6839 0,023 3449 3455 0,002 3352 3352 0,000 2144 2144 0,000
25 Small Medium Level 2 7208 7357 0,021 7929 7998 0,009 1618 1618 0,000 2719 2719 0,000
26 Small Medium Level 2 1578 1596 0,011 9122 9144 0,002 5046 5091 0,009 3410 3423 0,004
27 Small Medium Level 2 3012 3036 0,008 7094 7311 0,031 2695 2709 0,005 5562 5576 0,003
28 Small Medium Level 2 1582 1582 0,000 7608 7670 0,008 3172 3177 0,002 7414 7425 0,001
29 Small Medium Level 2 4997 5201 0,041 5173 5183 0,002 4118 4130 0,003 2031 2033 0,001
30 Small Medium Level 2 2991 3035 0,015 5970 6023 0,009 2493 2503 0,004 1479 1479 0,000
31 Small Medium Level 3 11698 11790 0,008 1740 1745 0,003 3683 3684 0,000 9618 9649 0,003
32 Small Medium Level 3 12113 12286 0,014 7337 7358 0,003 4067 4077 0,002 7043 7064 0,003
33 Small Medium Level 3 3807 3832 0,007 10129 10156 0,003 6896 6911 0,002 3298 3298 0,000
34 Small Medium Level 3 5191 5201 0,002 9743 9819 0,008 9860 9890 0,003 4111 4118 0,002
35 Small Medium Level 3 10582 10807 0,021 9637 9654 0,002 3228 3230 0,001 2316 2316 0,000
36 Small Medium Level 3 4660 4765 0,023 7319 7342 0,003 2003 2013 0,005 8459 8461 0,000
37 Small Large Level 1 7278 7477 0,027 16874 16972 0,006 11450 11481 0,003 6872 6888 0,002
38 Small Large Level 1 3305 3318 0,004 11504 11722 0,019 11052 11137 0,008 3393 3419 0,008
39 Small Large Level 1 11811 12002 0,016 3525 3537 0,003 16562 16653 0,005 11257 11333 0,007
40 Small Large Level 1 5833 5874 0,007 6644 6664 0,003 6753 6766 0,002 11206 11228 0,002
41 Small Large Level 1 12153 12247 0,008 17464 17494 0,002 10456 10517 0,006 7672 7742 0,009

Anexo A: Resultados detallados para las instancias del FSGSP 181
42 Small Large Level 1 11853 11958 0,009 11428 11487 0,005 3007 3010 0,001 11002 11296 0,027
43 Small Large Level 2 2543 2611 0,027 14559 14738 0,012 5982 6016 0,006 2587 2610 0,009
44 Small Large Level 2 9518 9770 0,026 13211 13506 0,022 8614 8659 0,005 14426 14674 0,017
45 Small Large Level 2 3295 3354 0,018 14106 14219 0,008 5305 5351 0,009 2319 2332 0,006
46 Small Large Level 2 13240 13716 0,036 15526 15734 0,013 2656 2656 0,000 14457 14665 0,014
47 Small Large Level 2 2601 2602 0,000 5297 5345 0,009 6844 6874 0,004 14034 14442 0,029
48 Small Large Level 2 5406 5483 0,014 9448 9617 0,018 6125 6225 0,016 5404 5443 0,007
49 Small Large Level 3 20950 21482 0,025 7027 7077 0,007 12256 12277 0,002 17815 17857 0,002
50 Small Large Level 3 16351 17178 0,051 3526 3536 0,003 3673 3689 0,004 12049 12151 0,008
51 Small Large Level 3 3240 3241 0,000 3901 3915 0,004 11672 11752 0,007 17010 17130 0,007
52 Small Large Level 3 3826 3880 0,014 4098 4106 0,002 8266 8320 0,007 13309 13384 0,006
53 Small Large Level 3 3057 3064 0,002 20843 21045 0,010 10973 11045 0,007 3412 3431 0,006
54 Small Large Level 3 4266 4304 0,009 3210 3210 0,000 3154 3160 0,002 13559 13718 0,012
Avg: 0,010 Avg: 0,006 Avg: 0,003 Avg: 0,004
55 Medium Small Level 1 5987 6292 0,051 6085 6085 0,000 5641 5644 0,001 4898 4898 0,000
56 Medium Small Level 1 4791 4809 0,004 11110 11838 0,066 6802 6932 0,019 9832 9929 0,010
57 Medium Small Level 1 5696 5815 0,021 12019 12237 0,018 5800 5800 0,000 8362 8377 0,002
58 Medium Small Level 1 9039 9048 0,001 11408 11743 0,029 8458 8616 0,019 5126 5126 0,000
59 Medium Small Level 1 6108 6303 0,032 5336 5340 0,001 8389 8389 0,000 7699 7699 0,000
60 Medium Small Level 1 8482 8541 0,007 12466 12479 0,001 7659 7854 0,025 9269 9347 0,008
61 Medium Small Level 2 5110 5394 0,056 4231 4231 0,000 5957 6312 0,060 3424 3428 0,001
62 Medium Small Level 2 5877 6108 0,039 3511 3519 0,002 2742 2767 0,009 4098 4106 0,002
63 Medium Small Level 2 5301 5514 0,040 3868 3881 0,003 3203 3203 0,000 2975 2975 0,000
64 Medium Small Level 2 6498 6834 0,052 3598 3608 0,003 2889 3066 0,061 4537 4539 0,000
65 Medium Small Level 2 4936 5066 0,026 6376 6389 0,002 6952 7201 0,036 3717 3725 0,002
66 Medium Small Level 2 3598 3672 0,021 5245 5247 0,000 2717 2720 0,001 5493 5624 0,024
67 Medium Small Level 3 11159 11184 0,002 6241 6241 0,000 11125 11375 0,022 11268 11529 0,023
68 Medium Small Level 3 9640 10148 0,053 9832 10056 0,023 5451 5451 0,000 14383 14450 0,005
69 Medium Small Level 3 8351 8360 0,001 11298 11403 0,009 14020 14055 0,002 5981 5981 0,000
70 Medium Small Level 3 4868 4919 0,010 7273 7533 0,036 12815 12868 0,004 9930 10135 0,021
71 Medium Small Level 3 8618 8727 0,013 7161 7168 0,001 9091 9109 0,002 12592 13096 0,040

182 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas
72 Medium Small Level 3 9629 9711 0,009 5929 5956 0,005 7561 7561 0,000 11007 11200 0,018
Avg: 0,024 Avg: 0,011 Avg: 0,015 Avg: 0,009
Total Completion Time 6 machines
Instance levels Set of parameters 1 Set of parameters 2 Set of parameters 3 Set of parameters 4
N° Groups Jobs Setup OPT GA %error OPT GA %error OPT GA %error OPT GA %error
1 Small Small Level 1 14344 14344 0,000 5573 5573 0,000 7520 7520 0,000 6323 6323 0,000
2 Small Small Level 1 13227 13232 0,000 4242 4242 0,000 17945 17945 0,000 8991 8992 0,000
3 Small Small Level 2 1524 1524 0,000 2077 2077 0,000 1060 1060 0,000 4144 4144 0,000
4 Small Small Level 2 2881 2921 0,014 2586 2586 0,000 841 841 0,000 3217 3224 0,002
5 Small Small Level 3 13508 13514 0,000 3172 3172 0,000 6052 6052 0,000 7257 7257 0,000
6 Small Small Level 3 3753 3753 0,000 2759 2759 0,000 6962 6962 0,000 2676 2676 0,000
7 Small Medium Level 1 29944 29969 0,001 22380 22384 0,000 7612 7612 0,000 5218 5218 0,000
8 Small Medium Level 1 7390 7390 0,000 32914 32914 0,000 21176 21180 0,000 13094 13096 0,000
9 Small Medium Level 2 9320 9420 0,011 8959 9014 0,006 7796 7830 0,004 4139 4178 0,009
10 Small Medium Level 2 3466 3466 0,000 2241 2259 0,008 3943 3961 0,005 4313 4347 0,008
11 Small Medium Level 3 12116 12116 0,000 35065 35108 0,001 28547 28568 0,001 35903 35918 0,000
12 Small Medium Level 3 20571 20584 0,001 14563 14583 0,001 7987 7987 0,000 6408 6412 0,001
13 Small Large Level 1 9935 9939 0,000 9737 9744 0,001 20755 20772 0,001 20745 20758 0,001
14 Small Large Level 1 20285 20315 0,001 48634 48666 0,001 35777 35814 0,001 8955 8964 0,001
15 Small Large Level 2 6674 6944 0,040 9684 9999 0,033 11869 12171 0,025 6924 6971 0,007
16 Small Large Level 2 10633 10921 0,027 16678 17255 0,035 3693 3772 0,021 12243 12475 0,019
17 Small Large Level 3 33965 34062 0,003 21801 21876 0,003 35220 35355 0,004 12541 12569 0,002
18 Small Large Level 3 11280 11344 0,006 18821 18866 0,002 9989 10007 0,002 11444 11508 0,006
Avg: 0,006 Avg: 0,005 Avg: 0,004 Avg: 0,003

Anexo A: Resultados detallados para las instancias del FSGSP 183
Total Weighted Tardiness 2 machines Loose due date
Instance levels Set of parameters 1 Set of parameters 2 Set of parameters 3 Set of parameters 4
N° Groups Jobs Setup OPT GA %error OPT GA %error OPT GA %error OPT GA %error
1 Small Small Level 1 71 71 0,000 153 153 0,000 50 102 1,040 0 84
2 Small Small Level 1 127 152 0,197 0 0 0,000 0 0 0,000 16 84 4,250
3 Small Small Level 2 367 387 0,054 144 216 0,500 68 117 0,721 302 302 0,000
4 Small Small Level 2 658 812 0,234 0 0 0,000 263 281 0,068 60 92 0,533
5 Small Small Level 3 0 0 0,000 0 0 0,000 723 723 0,000 54 84 0,556
6 Small Small Level 3 39 39 0,000 0 0 0,000 180 180 0,000 40 112 1,800
7 Small Medium Level 1 86 176 1,047 0 0 0,000 920 920 0,000 605 605 0,000
8 Small Medium Level 1 173 173 0,000 807 809 0,002 178 178 0,000 0 8
9 Small Medium Level 2 41 125 2,049 40 110 1,750 768 768 0,000 316 316 0,000
10 Small Medium Level 2 20 20 0,000 418 418 0,000 0 0 0,000 150,0 150 0,000
11 Small Medium Level 3 0 0 0,000 1077 1077 0,000 420 588 0,400 11 11 0,000
12 Small Medium Level 3 283 379 0,339 211 247 0,171 260 260 0,000 186 262 0,409
Avg: 0,327 Avg: 0,202 Avg: 0,186 Avg: 0,755
13 Medium Small Level 1 18 18 0,000 0 8 266 266 0,000 21 81 2,857
14 Medium Small Level 1 237 237 0,000 0 0 0,000 204 204 0,000 0 0 0,000
15 Medium Small Level 2 288 375 0,302 0 8 0 0 0,000 0 0 0,000
16 Medium Small Level 2 108 126 0,167 110 112 0,018 469 601 0,281 0 12
17 Medium Small Level 3 87 255 1,931 20 80 3,000 260 292 0,123 449 449 0,000
18 Medium Small Level 3 856 947 0,106 1081 1081 0,000 862 880 0,021 0 0 0,000
Avg: 0,418 Avg: 0,755 Avg: 0,071 Avg: 0,571
Total Weighted Tardiness 2 machines Tight due date
Instance levels Set of parameters 1 Set of parameters 2 Set of parameters 3 Set of parameters 4
N° Groups Jobs Setup OPT GA %error OPT GA %error OPT GA %error OPT GA %error
1 Small Small Level 1 3502 3580 0,022 1279 1279 0,000 624 624 0,000 972 1035 0,065
2 Small Small Level 1 995 995 0,000 955 955 0,000 3315 3476 0,049 231 305 0,320

184 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas
3 Small Small Level 2 408 408 0,000 902 902 0,000 774 774 0,000 529 529 0,000
4 Small Small Level 2 775 779 0,005 898 898 0,000 673 742 0,103 786 786 0,000
5 Small Small Level 3 1983 2033 0,025 570 703 0,233 1218 1218 0,000 2207 2207 0,000
6 Small Small Level 3 1251 1335 0,067 1234 1234 0,000 187 352 0,882 1458 1458 0,000
7 Small Medium Level 1 848 1047 0,235 1014 1100 0,085 2135 2664 0,248 633 969 0,531
8 Small Medium Level 1 3885 4679 0,204 2694 2737 0,016 2913 2913 0,000 1108 1280 0,155
9 Small Medium Level 2 1854 1854 0,000 826 860 0,041 2511 3508 0,397 1437 1437 0,000
10 Small Medium Level 2 862 1038 0,204 1682 2008 0,194 1031 1163 0,128 1367 1508 0,103
11 Small Medium Level 3 890 1077 0,210 815 923 0,133 1750 1750 0,000 3720 3720 0,000
12 Small Medium Level 3 3146 3259 0,036 799 828 0,036 3541 4311 0,217 708 860 0,215 Avg: 0,084 Avg: 0,062 Avg: 0,169 Avg: 0,116
13 Medium Small Level 1 3587 3733 0,041 2067 2189 0,059 5051 5583 0,105 1258 1419 0,128
14 Medium Small Level 1 5131 5166 0,007 4118 4200 0,020 3331 3395 0,019 3772 3816 0,012
15 Medium Small Level 2 4408 5038 0,143 4684 4684 0,000 2554 2574 0,008 1076 1076 0,000
16 Medium Small Level 2 669 685 0,024 3536 3575 0,011 3630 3653 0,006 2582 2958 0,146
17 Medium Small Level 3 1550 1551 0,001 4947 5330 0,077 2371 2380 0,004 1223 1223 0,000
18 Medium Small Level 3 2602 2775 0,066 3466 3466 0,000 8593 8694 0,012 4004 4004 0,000 Avg: 0,047 Avg: 0,028 Avg: 0,026 Avg: 0,048
Total Weighted Tardiness 3 machines Loose due date
Instance levels Set of parameters 1 Set of parameters 2 Set of parameters 3 Set of parameters 4
N° Groups Jobs Setup OPT GA %error OPT GA %error OPT GA %error OPT GA %error
1 Small Small Level 1 227 227 0,000 488 504 0,033 0 0 0,000 0 0 0,000
2 Small Small Level 1 0 0 0,000 368 368 0,000 91 158 0,736 0 0 0,000
3 Small Small Level 1 153 158 0,033 75 99 0,320 399 399 0,000 905 905 0,000
4 Small Small Level 1 168 168 0,000 110 170 0,545 14 14 0,000 261 261 0,000
5 Small Small Level 1 252 252 0,000 0 0 0,000 0 0 0,000 216 226 0,046
6 Small Small Level 1 334 334 0,000 174 174 0,000 0 0 0,000 367 367 0,000
7 Small Small Level 2 0 0 0,000 60 60 0,000 48 48 0,000 69 69 0,000
8 Small Small Level 2 241 241 0,000 0 0 0,000 522 522 0,000 110 110 0,000
9 Small Small Level 2 60 86 0,433 175 175 0,000 70 70 0,000 76 76 0,000
10 Small Small Level 2 60 60 0,000 55 59 0,073 80 80 0,000 422 436 0,033
11 Small Small Level 2 29 32 0,103 180 180 0,000 0 0 0,000 27 27 0,000

Anexo A: Resultados detallados para las instancias del FSGSP 185
12 Small Small Level 2 105 119 0,133 94 94 0,000 174 174 0,000 0 0 0,000
13 Small Small Level 3 108 113 0,046 401 401 0,000 279 279 0,000 0 0 0,000
14 Small Small Level 3 624 624 0,000 5 5 0,000 69 69 0,000 97 97 0,000
15 Small Small Level 3 186 278 0,495 511 535 0,047 817 853 0,044 366 366 0,000
16 Small Small Level 3 0 0 0,000 249 249 0,000 458 504 0,100 205 259 0,263
17 Small Small Level 3 504 546 0,083 0 0 0,000 637 637 0,000 0 0 0,000
18 Small Small Level 3 157 167 0,064 42 42 0,000 811 811 0,000 127 169 0,331
Avg: 0,077 Avg: 0,057 Avg: 0,049 Avg: 0,037
Total Weighted Tardiness 3 machines Tight due date
Instance levels Set of parameters 1 Set of parameters 2 Set of parameters 3 Set of parameters 4
N° Groups Jobs Setup OPT GA %error OPT GA %error OPT GA %error OPT GA %error
1 Small Small Level 1 1726 1726 0,000 376 383 0,019 803 803 0,000 1442 1442 0,000
2 Small Small Level 1 2770 2770 0,000 1283 1413 0,101 960 960 0,000 2694 2714 0,007
3 Small Small Level 1 1377 1385 0,006 1181 1319 0,117 643 652 0,014 1655 1680 0,015
4 Small Small Level 1 1386 1386 0,000 592 612 0,034 3207 3207 0,000 501 509 0,016
5 Small Small Level 1 998 1022 0,024 1277 1277 0,000 2468 2468 0,000 1384 1384 0,000
6 Small Small Level 1 1519 1557 0,025 2550 2550 0,000 2248 2248 0,000 2467 2467 0,000
7 Small Small Level 2 1809 1814 0,003 859 859 0,000 819 819 0,000 502 532 0,060
8 Small Small Level 2 956 966 0,010 1226 1226 0,000 1199 1239 0,033 160 176 0,100
9 Small Small Level 2 1202 1202 0,000 1486 1486 0,000 859 977 0,137 2319 2322 0,001
10 Small Small Level 2 1012 1012 0,000 241 241 0,000 1503 1503 0,000 1010 1272 0,259
11 Small Small Level 2 2599 2661 0,024 2015 2015 0,000 872 872 0,000 1921 1942 0,011
12 Small Small Level 2 668 669 0,001 2675 2702 0,010 1759 1777 0,010 1918 1949 0,016
13 Small Small Level 3 3467 3467 0,000 1958 1958 0,000 1846 1846 0,000 2006 2245 0,119
14 Small Small Level 3 1831 1831 0,000 754 769 0,020 2146 2146 0,000 2795 2795 0,000
15 Small Small Level 3 1804 1808 0,002 2617 2617 0,000 660 660 0,000 2196 2196 0,000
16 Small Small Level 3 2765 2798 0,012 1569 1569 0,000 1901 1901 0,000 2388 2388 0,000
17 Small Small Level 3 186 191 0,027 877 1009 0,151 4021 4551 0,132 1088 1128 0,037
18 Small Small Level 3 798 800 0,003 1357 1357 0,000 2130 2130 0,000 2004 2004 0,000
Avg: 0,008 Avg: 0,025 Avg: 0,018 Avg: 0,036

186 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas
Total Weighted Tardiness 6 machines Loose due date
Instance levels Set of parameters 1 Set of parameters 2 Set of parameters 3 Set of parameters 4
N° Groups Jobs Setup OPT GA %error OPT GA %error OPT GA %error OPT GA %error
1 Small Small Level 1 1400 1411 0,008 52 52 0,000 1370 1372 0,001 1679 1787 0,064
2 Small Small Level 1 512 512 0,000 0 2 0 0 0,000 1632 1632 0,000
3 Small Small Level 2 294 336 0,143 0 0 0,000 166 166 0,000 155 155 0,000
4 Small Small Level 2 507 570 0,124 303 405 0,337 0 0 0,000 118 120 0,017
5 Small Small Level 3 0 0 0,000 0 0 0,000 1802 1802 0,000 1404 1404 0,000
6 Small Small Level 3 902 902 0,000 0 0 0,000 474 494 0,042 611 611 0,000
7 Small Medium Level 1 3317 3317 0,000 2833 2995 0,057 4055 4180 0,031 1431 1470 0,027
8 Small Medium Level 1 2605 2605 0,000 80 80 0,000 1838 1844 0,003 1828 1828 0,000
Avg: 0,034 Avg: 0,056 Avg: 0,010 Avg: 0,014
Total Weighted Tardiness 6 machines Tight due date
Instance levels Set of parameters 1 Set of parameters 2 Set of parameters 3 Set of parameters 4
N° Groups Jobs Setup OPT GA %error OPT GA %error OPT GA %error OPT GA %error
1 Small Small Level 1 4914 4934 0,004 6580 6753 0,026 10249 10249 0,000 10263 10263 0,000
2 Small Small Level 1 4752 4752 0,000 1289 1289 0,000 2157 2157 0,000 3355 3355 0,000
3 Small Small Level 2 648 705 0,088 2766 2766 0,000 522 522 0,000 426 426 0,000
4 Small Small Level 2 4460 4502 0,009 1219 1227 0,007 1710 1710 0,000 1202 1202 0,000
5 Small Small Level 3 1359 1359 0,000 18420 18531 0,006 5015 5017 0,000 0 0 0,000
6 Small Small Level 3 4595 4667 0,016 9388 9388 0,000 4132 4132 0,000 1207 1207 0,000
7 Small Medium Level 1 8320 8670 0,042 7690 7697 0,001 5353 5578 0,042 15450 15450 0,000
8 Small Medium Level 1 9350 9538 0,020 10563 10563 0,000 10916 11245 0,030 9206 9210 0,000
Avg: 0,022 Avg: 0,005 Avg: 0,009 Avg: 0,000

Anexo B: Aplicación del Método de Guerchet para la determinación de las áreas propuestas para el caso de estudio del sector de la confección
Requerimiento Dimensiones Superficie
estática (Ss)
Superficie gravitacional (Sg) Superficie evolutiva (Se) Cantidad del requerimiento
Superficie Total (Ss + Sg + Se) Ancho (m) Largo (m) N° Lados Sg k Se
1. Recepción y despacho
Espacio para ingreso, cargue y descargue de MP/PT
5 10 50 0 0 0 0 1 50
2. Confección
Celda de manufactura 1 2,4 1,8 4,32 4 17,28 0,5 10,8 1 32,4
Celda de manufactura 2 4,48 3,89 17,43 4 69,71 0,5 43,57 1 130,70
Celda de manufactura 3 2,4 1,8 4,32 4 17,28 0,5 10,8 1 32,4
3. Estampado
Termofijadoras 1,65 1,4 2,31 4 9,24 0,5 5,77 3 51,97
Mesa de trabajo 2,56 1,63 4,17 4 16,69 0,5 10,43 1 31,29
4. Terminación
Ojaladora 1,2 0,6 0,72 4 2,88 0,5 1,8 1 5,4
Mesa de pulido 1,2 0,6 0,72 4 2,88 0,5 1,8 3 16,2
Plancha 1,2 0,6 0,72 4 2,88 0,5 1,8 3 16,2

188 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas
Requerimiento Dimensiones Superficie
estática (Ss)
Superficie gravitacional (Sg) Superficie evolutiva (Se) Cantidad del requerimiento
Superficie Total (Ss + Sg + Se) Ancho (m) Largo (m) N° Lados Sg k Se
Mesa de etiquetado y empaque
2,56 1,63 4,1728 4 16,69 0,5 10,43 2 62,59
5. Área administrativa
Puestos de trabajo 1,2 0,6 0,72 4 2,88 0,5 1,8 8 43,2
Baños 3 2 6 0 0 0 0 2 12
Sala de reuniones 4 3 12 0 0 0 0 1 12
6. Almacén de materias primas
Racks para rollos de tela 2,4 2 4,8 4 19,2 0,5 12 4 144
Espacio para maniobras 3 3 9 0 0 0 0 1 9
7. Almacén de productos terminados
Anaqueles de producto terminado
2,4 1 2,4 4 9,6 0,5 6 8 144
Espacio para maniobras 3 3 9 0 0 0 0 1 9
8. Corte
Máquina de corte automatizada
2,5 3,5 8,75 4 35 0,5 21,87 2 131,25
9. Inspección de calidad
Puestos de trabajo 1,2 0,6 0,72 4 2,88 0,5 1,8 4 21,6
Mesa de trabajo 2,56 1,63 4,17 4 16,69 0,5 10,43 1 31,29
10. Oficina de planeación y diseño
Puestos de trabajo 1,2 0,6 0,72 4 2,88 0,5 1,8 4 21,6
Mesa de trabajo 2,56 1,63 4,17 4 16,69 0,5 10,43 1 31,29
11. Comedor y zona de descanso
Comedores 2 2 4 4 16 0 0 4 80
Zona de descanso 5 4 20 0 0 0 0 1 20

Anexo C: Secuencia de operaciones para los tipos de productos considerados para el caso del sector de la confección
Camisetas deportivas
No Operación de confección Máquina Departamento
1 Estampar piezas Termofijadora Estampado
2 Unir almilla con posterior Collarín Confección
3 Unir delantero con costado derecho Collarín Confección
4 Unir delantero con costado izquierdo Collarín Confección
5 Unir hombros derechos Collarín Confección
6 Unir hombros izquierdos Collarín Confección
7 Unir posterior con costados Collarín Confección
8 Unir extremos de cuello Fileteadora Confección
9 Unir cuello con escote Collarín Confección
10 Cerrar mangas Collarín Confección
11 Unir mangas Collarín Confección
12 Coser bajo de mangas Collarín Confección
13 Coser bajo de prendas Collarín Confección
14 Limpiar hilos Tijera corta hilos Terminación
15 Etiquetar y empacar Pistola de etiquetas Terminación
Pantalonetas deportivas
No Operación de confección Máquina Departamentos
1 Estampar piezas Termofijadora Estampado
2 Armar pretina Plana Confección
3 Armar refuerzo de malla Fileteadora Confección
4 Unir piezas para ojales Plana Confección
5 Unir aletilla Plana Confección
6 Hacer pespunte de figurado de cierre Plana Confección
7 Unir cierre Fileteadora Confección
8 Cerrar tiro delantero Plana Confección

190 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Pantalonetas deportivas
No Operación de confección Máquina Departamentos
9 Crear boca de bolsillo Plana Confección
10 Unir funda de bolsillo Fileteadora Confección
11 Hacer pespunte de boca de bolsillo Plana Confección
12 Pegar parche de costados Plana Confección
13 Unir costados Fileteadora Confección
14 Unir costado al delantero Collarín Confección
15 Unir entrepierna al delantero Collarín Confección
16 Unir cotillas Plana Confección
17 Unir posteriores Collarín Confección
18 Unir cotilla con posterior Plana Confección
19 Cerrar costados Collarín Confección
20 Unir tiro con posterior Collarín Confección
21 Pegar pretina Plana Confección
22 Hacer pespunte Plana Confección
23 Armar aberturas en delantero Plana Confección
24 Formar ojal Ojaladora Terminación
25 Limpiar hilos y colocar cordón Tijera corta hilos Terminación
26 Etiquetar y empacar Pistola de etiquetas Terminación
Sudaderas
No Operación de confección Máquina Departamento
1 Estampar piezas Termofijadora Estampado
2 Formar ojal en pretina Ojaladora Terminación
3 Unir delanteros Collarín Confección
4 Unir costado con delantero izquierdo Collarín Confección
5 Unir costado con posterior izquierdo Collarín Confección
6 Unir cierre de bolsillo Collarín Confección
7 Colocar funda de bolsillo Collarín Confección
8 Unir posteriores Collarín Confección
9 Unir cotilla a posterior Collarín Confección
10 Unir tiro con delantero Collarín Confección
11 Cerrar costados derechos Collarín Confección
12 Cerrar tiro con posterior Collarín Confección
13 Limpiar hilos y colocar cordón Tijera corta hilos Terminación
14 Etiquetar y empacar Pistola de etiquetas Terminación
Franelillas
No Operación de confección Máquina Departamento
1 Estampar piezas Termofijadora Estampado
2 Unir delantero y posterior por hombro Collarín Confección

Anexo C: Secuencia de operaciones para los tipos de productos considerados
para el caso del sector de la confección
191
Franelillas
No Operación de confección Máquina Departamento
3 Colocar sesgo en escote delantero y posterior Collarín Confección
4 Colocar sesgo en sisas delantero y posterior Collarín Confección
5 Unir hombro faltante Collarín Confección
6 Cerrar costados Collarín Confección
7 Subir bajo Collarín Confección
8 Limpiar hilos Tijera corta hilos Terminación
9 Etiquetar y empacar Pistola de etiquetas Terminación
Leggins
No Operación de confección Máquina Departamento
1 Estampar piezas Termofijadora Estampado
2 Unir pretina con bolsillo lateral Collarín Confección
3 Unir delanteros Collarín Confección
4 Unir posteriores Collarín Confección
5 Unir pretina al delantero Collarín Confección
6 Unir centro atrás con pretina y delantero Collarín Confección
7 Unir cotilla con posterior Collarín Confección
8 Unir entrepierna con delantero Collarín Confección
9 Cerrar entrepierna Collarín Confección
10 Limpiar hilos Tijera corta hilos Terminación
11 Etiquetar y empacar Pistola de etiquetas Terminación


Anexo D: Tiempos de procesamiento de lotes de trabajos en las máquinas y tiempos de preparación de las máquinas dependientes de la secuencia para el estado actual del caso de estudio del sector de la confección
Tiempos de procesamiento para lotes de productos (J) de 12 unidades (en segundos):
Familia de productos: W057-C01
Secuencia J1 J2 J3 J4
Collarín 1053 1074 1053 1074
Fileteadora 42 54 42 54
Collarín 2103 2151 2103 2151
Total 3198 3279 3198 3279
Familia de productos: W057-C02
Secuencia J5 J6 J7
Collarín 1095 1107 1095
Fileteadora 81 90 81
Collarín 2115 2157 2115
Total 3291 3354 3291
Familia de productos: W057-C03
Secuencia J8 J9 J10 J11
Collarín 897 921 897 921
Fileteadora 108 120 108 120
Collarín 1878 1920 1878 1610
Total 2883 2961 2883 2651
Familia de productos: W057-C04
Secuencia J12 J13

194 Modelo para la programación de la producción en enfoques de celdas de
manufactura, integrando el diseño de plantas esbeltas
Collarín 903 924
Fileteadora 114 129
Collarín 1827 1863
Total 2844 2916
Familia de productos: A034-P01
Secuencia J14 J15 J16
Plana 1123 1123 1123
Fileteadora 969 969 969
Plana 1030 1030 1030
Fileteadora 1450 1450 1450
Plana 352 352 352
Collarín 687 687 687
Plana 423 423 423
Collarín 1200 1200 1200
Plana 1703 1703 1703
Total 8937 8937 8937
Familia de productos: A034-P02
Secuencia J17 J18 J19 J20
Plana 1491 1491 1491 1491
Fileteadora 1110 1110 1110 1110
Plana 1361 1361 1361 1361
Fileteadora 1586 1586 1586 1586
Plana 557 557 557 557
Collarín 797 797 797 797
Plana 816 816 816 816
Collarín 1223 1223 1223 1223
Plana 1404 1404 1404 1404
Total 10345 10345 10345 10345
Familia de productos: A034-P03
Secuencia J21 J22
Plana 961 961
Fileteadora 936 936
Plana 949 949
Fileteadora 1055 1055
Plana 234 234

Anexo D: Tiempos de procesamiento de lotes de trabajos en las máquinas y
tiempos de preparación de las máquinas dependientes de la secuencia para
el estado actual del caso de estudio del sector de la confección
195
Familia de productos: A034-P03
Secuencia J21 J22
Collarín 367 367
Plana 311 311
Collarín 867 867
Plana 1072 1072
Total 6752 6752
Familia de productos: S082-S01
Secuencia J23 J24 J25
Collarín 4985 4985 4985
Familia de productos: S082-S02
Secuencia J26
Collarín 4957
Familia de productos: S082-S03
Secuencia J27 J28 J29
Collarín 4429 4429 4429
Familia de productos: S082-S04
Secuencia J30 J31 J32 J33
Collarín 4144 4144 4144 4144
Familia de productos: P021-L01
Secuencia J34 J35
Collarín 4333 4333
Familia de productos: P021-L02
Secuencia J36 J37 J38
Collarín 4717 4717 4717


Anexo D: Tiempos de procesamiento de lotes de trabajos en las máquinas y tiempos de preparación de las
máquinas dependientes de la secuencia para el estado actual del caso de estudio del sector de la confección
197
Familia de productos: P021-F01
Secuencia J39 J40 J41
Collarín 2722 2722 2722
Familia de productos: P021-F02
Secuencia J42 J43
Collarín 2550 2550
Tiempos de preparación de las máquinas dependientes de la secuencia de las familias (en segundos):
Familia siguiente en la secuencia
Familia anterior en
la secuencia
W057-C01
W057-C02
W057-C03
W057-C04
A034-P01
A034-P02
A034-P03
S082-S01
S082-S02
S082-S03
S082-S04
P021-L01
P021-L02
P021-F01
P021-F02
Inicial 325 338 340 318 315 298 318 345 350 322 288 295 282 322 342
W057-C01 0 109 111 110 425 450 478 521 518 522 515 450 453 225 228
W057-C02 109 0 108 112 438 427 448 518 522 518 521 449 453 225 222
W057-C03 111 108 0 110 445 455 442 521 519 524 518 451 449 224 224
W057-C04 110 112 110 0 448 458 412 523 519 524 525 448 450 226 223
A034-P01 425 438 445 448 0 182 179 350 347 353 353 298 298 505 505
A034-P02 450 427 455 458 182 0 181 350 352 352 350 297 301 503 507
A034-P03 478 448 442 412 179 181 0 351 349 351 353 297 296 506 508
S082-S01 521 518 521 523 350 350 351 0 123 123 128 280 278 261 263
S082-S02 518 522 519 519 347 352 349 123 0 128 124 284 282 258 264
S082-S03 522 518 524 524 353 352 351 123 128 0 121 283 279 255 257
S082-S04 515 521 518 525 353 350 353 128 124 121 0 282 281 260 260
P021-L01 450 449 451 448 298 297 297 280 284 283 282 0 122 315 311

198 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas
Familia siguiente en la secuencia
Familia anterior en
la secuencia
W057-C01
W057-C02
W057-C03
W057-C04
A034-P01
A034-P02
A034-P03
S082-S01
S082-S02
S082-S03
S082-S04
P021-L01
P021-L02
P021-F01
P021-F02
P021-L02 453 453 449 450 298 301 296 278 282 279 281 122 0 310 325
P021-F01 225 225 224 226 505 503 506 261 258 255 260 315 310 0 123
P021-F02 228 222 224 223 505 507 508 263 264 257 260 311 325 123 0

Anexo E: Tiempos de procesamiento de unidades de trabajos en las máquinas para el estado propuesto del caso de estudio del sector de la confección
Tiempos de procesamiento de trabajos asignados a la celda de manufactura 1 (en segundos):
Familia de productos: W057-C01
Máquinas 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Collarín 85 85 85 86 86 86 88 88 88 92 92 92 86 86 86 88 88 88 92 92 92 92 92 92
Fileteadora 2 2 2 3 3 3 4 4 4 5 5 5 3 3 3 4 4 4 5 5 5 6 6 6
Collarín 82 82 82 84 84 84 89 89 89 91 91 91 84 84 84 89 89 89 91 91 91 92 92 92
Collarín 87 87 87 89 89 89 89 89 89 90 90 90 89 89 89 89 89 89 90 90 90 93 93 93
Tallas: XS XS XS S S S M M M L L L S S S M M M L L L XL XL XL
Pertenece a Lote: J1 J2

200 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas
Familia de productos: W057-C01
Máquinas 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48
Collarín 85 85 85 86 86 86 88 88 88 92 92 92 86 86 86 88 88 88 92 92 92 92 92 92
Fileteadora 2 2 2 3 3 3 4 4 4 5 5 5 3 3 3 4 4 4 5 5 5 6 6 6
Collarín 82 82 82 84 84 84 89 89 89 91 91 91 84 84 84 89 89 89 91 91 91 92 92 92
Collarín 87 87 87 89 89 89 89 89 89 90 90 90 89 89 89 89 89 89 90 90 90 93 93 93
Tallas: XS XS XS S S S M M M L L L S S S M M M L L L XL XL XL
Pertenece a Lote: J3 J4
Familia de productos: W057-C02
Máquinas 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72
Collarín 89 89 89 91 91 91 92 92 92 93 93 93 91 91 91 92 92 92 93 93 93 93 93 93
Fileteadora 5 5 5 7 7 7 7 7 7 8 8 8 7 7 7 7 7 7 8 8 8 8 8 8
Collarín 87 87 87 88 88 88 89 89 89 92 92 92 88 88 88 89 89 89 92 92 92 95 95 95
Collarín 85 85 85 87 87 87 88 88 88 89 89 89 87 87 87 88 88 88 89 89 89 91 91 91
Tallas: XS XS XS S S S M M M L L L S S S M M M L L L XL XL XL
Pertenece a Lote: J5 J6
Familia de productos: W057-C02 Familia de productos: W057-C03
Máquinas 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96
Collarín 89 89 89 91 91 91 92 92 92 93 93 93 72 72 72 73 73 73 76 76 76 78 78 78
Fileteadora 5 5 5 7 7 7 7 7 7 8 8 8 7 7 7 9 9 9 9 9 9 11 11 11
Collarín 87 87 87 88 88 88 89 89 89 92 92 92 77 77 77 78 78 78 78 78 78 80 80 80
Collarín 85 85 85 87 87 87 88 88 88 89 89 89 75 75 75 77 77 77 79 79 79 82 82 82
Tallas: XS XS XS S S S M M M L L L XS XS XS S S S M M M L L L
Pertenece a Lote: J7 J8

Anexo E: Tiempos de procesamiento de unidades de trabajos en las máquinas para el estado propuesto del caso
de estudio del sector de la confección
201
Familia de productos: W057-C03
Máquinas 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120
Collarín 73 73 73 76 76 76 78 78 78 80 80 80 72 72 72 73 73 73 76 76 76 78 78 78
Fileteadora 9 9 9 9 9 9 11 11 11 11 11 11 7 7 7 9 9 9 9 9 9 11 11 11
Collarín 78 78 78 78 78 78 80 80 80 81 81 81 77 77 77 78 78 78 78 78 78 80 80 80
Collarín 77 77 77 79 79 79 82 82 82 85 85 85 75 75 75 77 77 77 79 79 79 82 82 82
Tallas: S S S M M M L L L XL XL XL XS XS XS S S S M M M L L L
Pertenece a Lote: J9 J10
Familia de productos: W057-C03 Familia de productos: W057-C04
Máquinas 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144
Collarín 73 73 73 76 76 76 78 78 78 80 80 80 73 73 73 74 74 74 76 76 76 78 78 78
Fileteadora 9 9 9 9 9 9 11 11 11 11 11 11 7 7 7 9 9 9 11 11 11 11 11 11
Collarín 78 78 78 78 78 78 80 80 80 81 81 81 75 75 75 78 78 78 79 79 79 80 80 80
Collarín 77 77 77 79 79 79 82 82 82 85 85 85 72 72 72 74 74 74 75 75 75 76 76 76
Tallas: S S S M M M L L L XL XL XL XS XS XS S S S M M M L L L
Pertenece a Lote: J11 J12
Familia de productos: W057-C04
Máquinas 145 146 147 148 149 150 151 152 153 154 155 156
Collarín 74 74 74 76 76 76 78 78 78 80 80 80
Fileteadora 9 9 9 11 11 11 11 11 11 12 12 12
Collarín 78 78 78 79 79 79 80 80 80 80 80 80
Collarín 74 74 74 75 75 75 76 76 76 79 79 79
Tallas: S S S M M M L L L XL XL XL
Pertenece a Lote: J13

202 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas
Tiempos de procesamiento de trabajos asignados a la celda de manufactura 2 (en segundos):
Familia de productos: A034-P01
Máquinas 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180
Plana 91 91 92 92 92 94 94 94 95 95 95 98 91 91 92 92 92 94 94 94 95 95 95 98
Fileteadora 78 78 80 80 80 81 81 81 82 82 82 84 78 78 80 80 80 81 81 81 82 82 82 84
Plana 84 84 86 86 86 86 86 86 86 86 86 88 84 84 86 86 86 86 86 86 86 86 86 88
Fileteadora 118 118 120 120 120 121 121 121 122 122 122 125 118 118 120 120 120 121 121 121 122 122 122 125
Plana 27 27 28 28 28 29 29 29 31 31 31 34 27 27 28 28 28 29 29 29 31 31 31 34
Collarín 55 55 56 56 56 58 58 58 58 58 58 61 55 55 56 56 56 58 58 58 58 58 58 61
Plana 32 32 34 34 34 35 35 35 38 38 38 38 32 32 34 34 34 35 35 35 38 38 38 38
Collarín 96 96 96 96 96 99 99 99 105 105 105 108 96 96 96 96 96 99 99 99 105 105 105 108
Plana 137 137 139 139 139 140 140 140 148 148 148 148 137 137 139 139 139 140 140 140 148 148 148 148
Tallas: XS XS S S S M M M L L L XL XS XS S S S M M M L L L XL
Pertenece a Lote: J14 J15
Familia de productos: A034-P01 Familia de productos: A034-P02
Máquinas 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204
Plana 91 91 92 92 92 94 94 94 95 95 95 98 122 122 124 124 124 124 124 124 125 125 125 128
Fileteadora 78 78 80 80 80 81 81 81 82 82 82 84 90 90 91 91 91 93 93 93 94 94 94 96
Plana 84 84 86 86 86 86 86 86 86 86 86 88 110 110 112 112 112 114 114 114 115 115 115 118
Fileteadora 118 118 120 120 120 121 121 121 122 122 122 125 130 130 132 132 132 132 132 132 133 133 133 135
Plana 27 27 28 28 28 29 29 29 31 31 31 34 43 43 45 45 45 47 47 47 48 48 48 51
Collarín 55 55 56 56 56 58 58 58 58 58 58 61 64 64 65 65 65 66 66 66 68 68 68 72
Plana 32 32 34 34 34 35 35 35 38 38 38 38 65 65 67 67 67 69 69 69 69 69 69 71
Collarín 96 96 96 96 96 99 99 99 105 105 105 108 86 86 91 91 91 110 110 110 111 111 111 115
Plana 137 137 139 139 139 140 140 140 148 148 148 148 115 115 116 116 116 117 117 117 118 118 118 121
Tallas: XS XS S S S M M M L L L XL XS XS S S S M M M L L L XL
Pertenece a Lote: J16 J17

Anexo E: Tiempos de procesamiento de unidades de trabajos en las máquinas para el estado propuesto del caso
de estudio del sector de la confección
203
Familia de productos: A034-P02
Máquinas 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228
Plana 122 122 124 124 124 124 124 124 125 125 125 128 122 122 124 124 124 124 124 124 125 125 125 128
Fileteadora 90 90 91 91 91 93 93 93 94 94 94 96 90 90 91 91 91 93 93 93 94 94 94 96
Plana 110 110 112 112 112 114 114 114 115 115 115 118 110 110 112 112 112 114 114 114 115 115 115 118
Fileteadora 130 130 132 132 132 132 132 132 133 133 133 135 130 130 132 132 132 132 132 132 133 133 133 135
Plana 43 43 45 45 45 47 47 47 48 48 48 51 43 43 45 45 45 47 47 47 48 48 48 51
Collarín 64 64 65 65 65 66 66 66 68 68 68 72 64 64 65 65 65 66 66 66 68 68 68 72
Plana 65 65 67 67 67 69 69 69 69 69 69 71 65 65 67 67 67 69 69 69 69 69 69 71
Collarín 86 86 91 91 91 110 110 110 111 111 111 115 86 86 91 91 91 110 110 110 111 111 111 115
Plana 115 115 116 116 116 117 117 117 118 118 118 121 115 115 116 116 116 117 117 117 118 118 118 121
Tallas: XS XS S S S M M M L L L XL XS XS S S S M M M L L L XL
Pertenece a Lote: J18 J19
Familia de productos: A034-P02 Familia de productos: A034-P03
Máquinas 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252
Plana 122 122 124 124 124 124 124 124 125 125 125 128 75 75 78 78 78 81 81 81 83 83 83 85
Fileteadora 90 90 91 91 91 93 93 93 94 94 94 96 74 74 76 76 76 79 79 79 80 80 80 83
Plana 110 110 112 112 112 114 114 114 115 115 115 118 77 77 79 79 79 79 79 79 80 80 80 81
Fileteadora 130 130 132 132 132 132 132 132 133 133 133 135 84 84 86 86 86 88 88 88 91 91 91 92
Plana 43 43 45 45 45 47 47 47 48 48 48 51 17 17 17 17 17 21 21 21 21 21 21 23
Collarín 64 64 65 65 65 66 66 66 68 68 68 72 29 29 29 29 29 31 31 31 32 32 32 33
Plana 65 65 67 67 67 69 69 69 69 69 69 71 24 24 24 24 24 26 26 26 28 28 28 29
Collarín 86 86 91 91 91 110 110 110 111 111 111 115 69 69 71 71 71 73 73 73 74 74 74 75
Plana 115 115 116 116 116 117 117 117 118 118 118 121 85 85 89 89 89 89 89 89 91 91 91 95
Tallas: XS XS S S S M M M L L L XL XS XS S S S M M M L L L XL
Pertenece a Lote: J20 J21

204 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas
Familia de productos: A034-P03
Máquinas 253 254 255 256 257 258 259 260 261 262 263 264
Plana 75 75 78 78 78 81 81 81 83 83 83 85
Fileteadora 74 74 76 76 76 79 79 79 80 80 80 83
Plana 77 77 79 79 79 79 79 79 80 80 80 81
Fileteadora 84 84 86 86 86 88 88 88 91 91 91 92
Plana 17 17 17 17 17 21 21 21 21 21 21 23
Collarín 29 29 29 29 29 31 31 31 32 32 32 33
Plana 24 24 24 24 24 26 26 26 28 28 28 29
Collarín 69 69 71 71 71 73 73 73 74 74 74 75
Plana 85 85 89 89 89 89 89 89 91 91 91 95
Tallas: XS XS S S S M M M L L L XL
Pertenece a Lote: J22
Tiempos de procesamiento de trabajos asignados a la celda de manufactura 3 (en segundos):
Familia de productos: S082-S01
Máquinas 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288
Collarín 86 89 89 89 89 89 89 90 90 90 91 91 86 89 89 89 89 89 89 90 90 90 91 91
Collarín 99 100 100 100 102 102 102 103 103 103 103 103 99 100 100 100 102 102 102 103 103 103 103 103
Collarín 83 84 84 84 86 86 86 89 89 89 91 91 83 84 84 84 86 86 86 89 89 89 91 91
Collarín 133 135 135 135 137 137 137 140 140 140 141 141 133 135 135 135 137 137 137 140 140 140 141 141
Tallas: XS S S S M M M L L L XL XL XS S S S M M M L L L XL XL
Pertenece a Lote: J23 J24

Anexo E: Tiempos de procesamiento de unidades de trabajos en las máquinas para el estado propuesto del caso
de estudio del sector de la confección
205
Familia de productos: S082-S01 Familia de productos: S082-S02
Máquinas 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312
Collarín 86 89 89 89 89 89 89 90 90 90 91 91 89 89 89 89 92 92 92 92 92 92 95 95
Collarín 99 100 100 100 102 102 102 103 103 103 103 103 110 112 112 112 113 113 113 114 114 114 118 118
Collarín 83 84 84 84 86 86 86 89 89 89 91 91 81 82 82 82 82 82 82 83 83 83 84 84
Collarín 133 135 135 135 137 137 137 140 140 140 141 141 122 124 124 124 126 126 126 126 126 126 128 128
Tallas: XS S S S M M M L L L XL XL XS S S S M M M L L L XL XL
Pertenece a Lote: J25 J26
Familia de productos: S082-S03
Máquinas 313 314 315 316 317 318 319 320 321 322 323 324 325 326 327 328 329 330 331 332 333 334 335 336
Collarín 77 78 78 78 79 79 79 80 80 80 82 82 77 78 78 78 79 79 79 80 80 80 82 82
Collarín 90 92 92 92 92 92 92 94 94 94 95 95 90 92 92 92 92 92 92 94 94 94 95 95
Collarín 76 80 80 80 81 81 81 82 82 82 83 83 76 80 80 80 81 81 81 82 82 82 83 83
Collarín 114 114 114 114 116 116 116 116 116 116 120 120 114 114 114 114 116 116 116 116 116 116 120 120
Tallas: XS S S S M M M L L L XL XL XS S S S M M M L L L XL XL
Pertenece a Lote: J27 J28
Familia de productos: S082-S03 Familia de productos: S082-S04
Máquinas 337 338 339 340 341 342 343 344 345 346 347 348 349 350 351 352 353 354 355 356 357 358 359 360
Collarín 77 78 78 78 79 79 79 80 80 80 82 82 73 74 74 74 75 75 75 75 75 75 78 78
Collarín 90 92 92 92 92 92 92 94 94 94 95 95 81 82 82 82 84 84 84 86 86 86 88 88
Collarín 76 80 80 80 81 81 81 82 82 82 83 83 72 74 74 74 74 74 74 75 75 75 78 78
Collarín 114 114 114 114 116 116 116 116 116 116 120 120 107 109 109 109 111 111 111 112 112 112 115 115
Tallas: XS S S S M M M L L L XL XL XS S S S M M M L L L XL XL
Pertenece a Lote: J29 J30

206 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas
Familia de productos: S082-S04
Máquinas 361 362 363 364 365 366 367 368 369 370 371 372 373 374 375 376 377 378 379 380 381 382 383 384
Collarín 73 74 74 74 75 75 75 75 75 75 78 78 73 74 74 74 75 75 75 75 75 75 78 78
Collarín 81 82 82 82 84 84 84 86 86 86 88 88 81 82 82 82 84 84 84 86 86 86 88 88
Collarín 72 74 74 74 74 74 74 75 75 75 78 78 72 74 74 74 74 74 74 75 75 75 78 78
Collarín 107 109 109 109 111 111 111 112 112 112 115 115 107 109 109 109 111 111 111 112 112 112 115 115
Tallas: XS S S S M M M L L L XL XL XS S S S M M M L L L XL XL
Pertenece a Lote: J31 J32
Familia de productos: S082-S04 Familia de productos: P021-L01
Máquinas 385 386 387 388 389 390 391 392 393 394 395 396 397 398 399 400 401 402 403 404 405 406 407 408
Collarín 73 74 74 74 75 75 75 75 75 75 78 78 69 71 71 71 73 73 73 75 75 75 77 77
Collarín 81 82 82 82 84 84 84 86 86 86 88 88 122 123 123 123 126 126 126 126 126 126 128 128
Collarín 72 74 74 74 74 74 74 75 75 75 78 78 94 97 97 97 98 98 98 98 98 98 101 101
Collarín 107 109 109 109 111 111 111 112 112 112 115 115 58 60 60 60 65 65 65 68 68 68 69 69
Tallas: XS S S S M M M L L L XL XL XS S S S M M M L L L XL XL
Pertenece a Lote: J33 J34
Familia de productos: P021-L01 Familia de productos: P021-L02
Máquinas 409 410 411 412 413 414 415 416 417 418 419 420 421 422 423 424 425 426 427 428 429 430 431 432
Collarín 69 71 71 71 73 73 73 75 75 75 77 77 76 78 78 78 80 80 80 83 83 83 83 83
Collarín 122 123 123 123 126 126 126 126 126 126 128 128 131 132 132 132 135 135 135 136 136 136 138 138
Collarín 94 97 97 97 98 98 98 98 98 98 101 101 108 109 109 109 112 112 112 115 115 115 115 115
Collarín 58 60 60 60 65 65 65 68 68 68 69 69 60 63 63 63 65 65 65 68 68 68 71 71
Tallas: XS S S S M M M L L L XL XL XS S S S M M M L L L XL XL
Pertenece a Lote: J35 J36

Anexo E: Tiempos de procesamiento de unidades de trabajos en las máquinas para el estado propuesto del caso
de estudio del sector de la confección
207
Familia de productos: P021-L02
Máquinas 433 434 435 436 437 438 439 440 441 442 443 444 445 446 447 448 449 450 451 452 453 454 455 456
Collarín 76 78 78 78 80 80 80 83 83 83 83 83 76 78 78 78 80 80 80 83 83 83 83 83
Collarín 131 132 132 132 135 135 135 136 136 136 138 138 131 132 132 132 135 135 135 136 136 136 138 138
Collarín 108 109 109 109 112 112 112 115 115 115 115 115 108 109 109 109 112 112 112 115 115 115 115 115
Collarín 60 63 63 63 65 65 65 68 68 68 71 71 60 63 63 63 65 65 65 68 68 68 71 71
Tallas: XS S S S M M M L L L XL XL XS S S S M M M L L L XL XL
Pertenece a Lote: J37 J38
Familia de productos: P021-F01
Máquinas 457 458 459 460 461 462 463 464 465 466 467 468 469 470 471 472 473 474 475 476 477 478 479 480
Collarín 43 46 46 46 48 48 48 50 50 50 51 51 43 46 46 46 48 48 48 50 50 50 51 51
Collarín 43 45 45 45 46 46 46 47 47 47 49 49 43 45 45 45 46 46 46 47 47 47 49 49
Collarín 41 42 42 42 43 43 43 44 44 44 48 48 41 42 42 42 43 43 43 44 44 44 48 48
Collarín 85 86 86 86 88 88 88 91 91 91 93 93 85 86 86 86 88 88 88 91 91 91 93 93
Tallas: XS S S S M M M L L L XL XL XS S S S M M M L L L XL XL
Pertenece a Lote: J39 J40
Familia de productos: P021-F01 Familia de productos: P021-F02
Máquinas 481 482 483 484 485 486 487 488 489 490 491 492 493 494 495 496 497 498 499 500 501 502 503 504
Collarín 43 46 46 46 48 48 48 50 50 50 51 51 45 48 48 48 48 48 48 48 48 48 51 51
Collarín 43 45 45 45 46 46 46 47 47 47 49 49 47 48 48 48 49 49 49 49 49 49 50 50
Collarín 41 42 42 42 43 43 43 44 44 44 48 48 34 36 36 36 37 37 37 38 38 38 39 39
Collarín 85 86 86 86 88 88 88 91 91 91 93 93 76 76 76 76 79 79 79 80 80 80 80 80
Tallas: XS S S S M M M L L L XL XL XS S S S M M M L L L XL XL
Pertenece a Lote: J41 J42

208 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas
Familia de productos: P021-F02
Máquinas 505 506 507 508 509 510 511 512 513 514 515 516
Collarín 45 48 48 48 48 48 48 48 48 48 51 51
Collarín 47 48 48 48 49 49 49 49 49 49 50 50
Collarín 34 36 36 36 37 37 37 38 38 38 39 39
Collarín 76 76 76 76 79 79 79 80 80 80 80 80
Tallas: XS S S S M M M L L L XL XL
Pertenece a Lote: J43

Anexo F: Mejores soluciones del GA en cada iteración para el estado propuesto del caso de estudio
Iter.
Mejor solución del GA en cada iteración para optimizar MHC y TWT
Layout obtenido (MHC) Schedule para la celda de
manufactura 1 (TWT)
Schedule para la celda de
manufactura 2 (TWT) Schedule para la celda de manufactura 3 (TWT)
0 6 1 7 4 9 11 | 8 3 2 10 5
Familias: [4, 3, 1, 2]
Familia1: [32, 14, 5, 4, 6, 38, 37, 3,
19, 2, 29, 28, 18, 12, 17, 40, 25, 8,
16, 30, 34, 36, 35, 13, 42, 43, 48, 47,
44, 31, 1, 39, 21, 10, 45, 41, 24, 22,
20, 27, 7, 46, 23, 26, 15, 33, 9, 11]
Familia2: [73, 69, 82, 67, 61, 51, 84,
59, 79, 53, 55, 80, 68, 62, 77, 74, 58,
52, 83, 64, 81, 70, 76, 78, 54, 60, 63,
57, 66, 50, 71, 65, 72, 75, 56, 49]
Familia3: [126, 132, 128, 88, 101, 94,
120, 87, 95, 124, 111, 90, 105, 107,
89, 131, 86, 116, 104, 96, 112, 113,
115, 99, 119, 97, 100, 129, 122, 92,
108, 109, 103, 130, 125, 91, 110, 85,
Familias: [2, 1, 3]
Familia1: [29, 12, 30, 15, 16,
34, 26, 6, 4, 9, 35, 8, 19, 27,
21, 33, 11, 25, 31, 3, 13, 7,
10, 24, 28, 20, 22, 1, 18, 14,
23, 36, 5, 32, 2, 17]
Familia2: [73, 57, 54, 72, 55,
71, 66, 44, 51, 59, 38, 53, 37,
84, 49, 80, 47, 46, 40, 75, 52,
70, 48, 45, 62, 56, 63, 83, 82,
79, 39, 76, 60, 50, 41, 67, 58,
69, 81, 43, 64, 74, 61, 42, 65,
78, 68, 77]
Familia3: [ 95, 93, 101, 96,
90, 86, 108, 99, 104, 94, 98,
Familias: [5, 2, 7, 1, 8, 4, 6, 3]
Familia1: [23, 18, 11, 5, 3, 12, 28, 2, 10, 26, 29, 32, 30, 22, 25,
36, 8, 24, 27, 6, 16, 13, 35, 1, 4, 33, 21, 20, 14, 15, 9, 34, 19,
31, 17, 7]
Familia2: [45, 37, 39, 44, 43, 47, 40, 41, 46, 48, 42, 38]
Familia3: [69, 72, 66, 68, 80, 62, 59, 79, 60, 76, 83, 51, 61, 56,
65, 54, 49, 55, 84, 57, 77, 52, 75, 73, 81, 64, 53, 63, 58, 71, 70,
82, 78, 67, 74, 50]
Familia4: [123, 126, 109, 87, 111, 128, 120, 105, 116, 125, 102,
108, 117, 119, 104, 107, 85, 110, 97, 93, 89, 129, 124, 98,
101, 121, 127, 122, 92, 115, 112, 100, 88, 131, 114, 103, 130,
94, 99, 86, 132, 91, 118, 95, 96, 106, 113, 90]
Familia5: [142, 150, 135, 154, 136, 144, 141, 134, 149, 152, 143,
147, 151, 139, 156, 146, 138, 133, 140, 137, 145, 148, 155, 153]

210 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas
Iter.
Mejor solución del GA en cada iteración para optimizar MHC y TWT
Layout obtenido (MHC) Schedule para la celda de
manufactura 1 (TWT)
Schedule para la celda de
manufactura 2 (TWT) Schedule para la celda de manufactura 3 (TWT)
118, 117, 127, 114, 121, 98, 123, 93,
102, 106]
Familia4: [135, 155, 156, 141, 144,
148, 151, 138, 145, 136, 147, 142,
154, 146, 134, 153, 150, 133, 149,
137, 152, 140, 143, 139]
85, 87, 100, 102, 91, 97, 88,
103, 89, 107, 106, 105, 92]
Familia6: [188, 160, 171, 158, 179, 186, 172, 165, 184, 168, 169,
181, 162, 183, 157, 176, 192, 174, 175, 167, 180, 177, 170, 187,
163, 182, 191, 161, 159, 173, 178, 185, 166, 189, 164, 190]
Familia7: [207, 212, 213, 223, 219, 202, 211, 215, 199, 221, 217,
224, 218, 201, 228, 197, 194, 209, 216, 210, 214, 205, 195, 227,
225, 204, 193, 198, 200, 206, 196, 220, 208, 226, 203, 222]
Familia8: [242, 244, 247, 252, 248, 234, 232, 239, 250, 249, 231,
236, 241, 251, 237, 230, 245, 246, 240, 233, 229, 238, 235, 243]
1 1 7 9 4 10 5 | 6 8 3 2 11
Familias: 4, 3, 2, 1]
Familia1: [11, 40, 10, 39, 32, 3, 21, 7,
46, 19, 8, 6, 23, 2, 34, 5, 14, 45, 22,
31, 33, 43, 1, 48, 44, 41, 24, 47, 27,
26, 42, 35, 16, 25, 13, 37, 28, 15, 4,
30, 17, 29, 20, 9, 12, 36, 18, 38]
Familia2: [74, 65, 72, 57, 63, 59, 81,
58, 79, 51, 68, 54, 67, 75, 82, 84, 66,
70, 73, 61, 78, 49, 55, 56, 80, 50, 83,
52, 77, 53, 76, 69, 60, 71, 64, 62]
Familia3: [ 87, 93, 128, 121, 116, 95,
112, 124, 98, 100, 110, 125, 114,
102, 105, 106, 99, 101, 123, 85, 119,
118, 107, 122, 104, 86, 109, 120, 127,
126, 113, 96, 132, 97, 89, 91, 117,
103, 108, 92, 111, 115, 130, 90, 131,
129, 94, 88]
Familia4: [142, 143, 155, 144, 148,
134, 133, 154, 147, 156, 137, 153,
Familias: [2, 3, 1]
Familia1: [14, 12, 7, 4, 3, 35,
23, 21, 9, 15, 31, 17, 30, 27, 8,
13, 25, 26, 32, 29, 16, 19, 10,
34, 33, 22, 6, 11, 18, 24, 1, 20,
2, 5, 28, 36]
Familia2: [73, 40, 43, 54, 37,
84, 75, 74, 63, 58, 67, 72, 52,
83, 68, 38, 76, 53, 57, 56, 77,
44, 50, 62, 80, 66, 60, 79, 45,
64, 81, 49, 78, 41, 65, 71, 70,
47, 82, 61, 42, 59, 55, 51, 46,
39, 69, 48]
Familia3: [103, 92, 88, 89, 93,
96, 106, 97, 90, 94, 102, 95,
86, 91, 105, 100, 108, 87, 98,
107, 101, 85, 104, 99]
Familias: [3, 1, 2, 4, 8, 7, 5, 6]
Familia1: [16, 23, 15, 3, 35, 26, 11, 29, 21, 12, 31, 36, 5, 1, 18,
24, 7, 13, 6, 27, 10, 9, 8, 30, 32, 20, 4, 19, 25, 28, 17, 22, 14,
2, 34, 33]
Familia2: [39, 45, 46, 38, 43, 40, 42, 44, 41, 48, 47, 37]
Familia3: [68, 50, 81, 51, 56, 62, 64, 67, 69, 70, 58, 75, 83, 49,
80, 52, 76, 59, 79, 60, 55, 72, 63, 82, 61, 54, 53, 77, 66, 57, 74,
65, 84, 73, 71, 78]
Familia4: [113, 102, 107, 121, 105, 92, 110, 106, 130, 118, 85,
124, 123, 122, 99, 86, 115, 108, 104, 91, 101, 97, 128, 89,
100, 93, 96, 126, 103, 119, 117, 98, 131, 88, 127, 120, 94,
116, 87, 132, 109, 90, 125, 111, 129, 95, 112, 114]
Familia5: [147, 137, 133, 140, 143, 145, 141, 135, 150, 153, 151,
146, 148, 142, 144, 136, 154, 139, 138, 152, 134, 155, 149, 156]
Familia6: [186, 166, 188, 180, 167, 176, 187, 190, 178, 169, 168,
192, 164, 191, 182, 172, 158, 162, 165, 171, 189, 184, 160, 181,
157, 183, 161, 170, 175, 174, 173, 177, 159, 179, 163, 185]
Familia7: [198, 194, 216, 213, 215, 205, 228, 224, 196, 199, 204,
206, 195, 209, 222, 220, 208, 219, 211, 225, 200, 197, 221, 193,
212, 217, 201, 203, 223, 226, 227, 207, 202, 214, 210, 218]

Anexo F: Mejores soluciones del GA en cada iteración para el estado propuesto del caso de estudio 211
Iter.
Mejor solución del GA en cada iteración para optimizar MHC y TWT
Layout obtenido (MHC) Schedule para la celda de
manufactura 1 (TWT)
Schedule para la celda de
manufactura 2 (TWT) Schedule para la celda de manufactura 3 (TWT)
149, 135, 146, 140, 138, 141, 152,
145, 139, 151, 136, 150]
Familia8: [234, 241, 242, 239, 249, 250, 237, 229, 235, 238, 246,
244, 243, 248, 240, 252, 232, 230, 236, 233, 231, 245, 251, 247]
2 8 6 1 7 9 11 | 3 2 4 10 5
Familias: [1, 4, 2, 3]
Familia1: [27, 16, 46, 18, 12, 19, 35,
32, 30, 14, 36, 5, 11, 28, 17, 40, 34,
10, 45, 42, 24, 48, 47, 13, 15, 4, 38,
1, 41, 20, 43, 3, 25, 31, 39, 37, 8, 21,
26, 29, 22, 23, 33, 7, 44, 2, 9, 6]
Familia2: [60, 79, 69, 70, 67, 53, 58,
80, 77, 57, 76, 61, 65, 49, 74, 83, 55,
50, 63, 84, 51, 82, 78, 66, 64, 59, 56,
54, 68, 52, 75, 72, 71, 62, 73, 81]
Familia3: [ 99, 115, 97, 93, 95, 85,
113, 120, 107, 127, 103, 116, 110,
128, 102, 117, 105, 123, 88, 126, 90,
91, 131, 86, 98, 119, 100, 129, 132,
101, 92, 124, 122, 104, 89, 87, 108,
125, 112, 96, 118, 106, 111, 114, 109,
130, 94, 121]
Familia4: [145, 148, 142, 139, 136,
154, 156, 141, 144, 143, 152, 134,
155, 149, 151, 150, 138, 147, 137,
135, 146, 140, 153, 133]
Familias: [1, 2, 3]
Familia1: [33, 9, 17, 27, 18,
34, 30, 19, 31, 14, 25, 5, 12,
35, 32, 16, 21, 6, 1, 26, 4, 11,
20, 10, 13, 8, 7, 24, 28, 15,
36, 23, 2, 29, 22, 3]
Familia2: [45, 46, 72, 55, 67,
44, 63, 74, 84, 51, 71, 41, 60,
43, 40, 68, 56, 69, 54, 76, 80,
39, 37, 42, 70, 73, 58, 59, 66,
50, 38, 53, 52, 61, 49, 75, 48,
77, 81, 78, 79, 57, 83, 82, 62,
47, 65, 64]
Familia3: [100, 98, 105, 93,
88, 96, 87, 103, 108, 99, 91,
107, 102, 92, 94, 85, 106,
97, 90, 95, 104, 86, 89,
101])]
Familias: [1, 4, 7, 3, 5, 2, 6, 8]
Familia1: [35, 20, 16, 13, 31, 17, 4, 1, 29, 12, 24, 26, 8, 2, 25,
10, 22, 18, 32, 3, 30, 7, 23, 9, 28, 21, 36, 6, 15, 11, 5, 19, 33,
14, 34, 27]
Familia2: [45, 38, 47, 39, 41, 43, 46, 48, 44, 42, 37, 40]
Familia3: [72, 78, 84, 51, 73, 82, 74, 57, 56, 81, 52, 63, 80, 60,
65, 79, 70, 64, 75, 68, 76, 69, 55, 71, 50, 62, 58, 54, 49, 83, 53,
59, 66, 77, 61, 67]
Familia4: [121, 113, 132, 86, 99, 92, 118, 120, 131, 100, 89,
104, 114, 115, 119, 98, 109, 128, 111, 96, 122, 108, 112, 124,
123, 129, 85, 103, 101, 107, 93, 110, 117, 94, 106, 130, 87,
127, 91, 125, 90, 88, 97, 95, 126, 105, 102, 116]
Familia5: [142, 156, 152, 140, 154, 134, 133, 143, 149, 153, 155,
151, 145, 137, 136, 139, 148, 144, 147, 138, 146, 141, 150, 135]
Familia6: [188, 171, 190, 166, 182, 192, 158, 175, 181, 163, 174,
178, 185, 161, 167, 162, 165, 172, 186, 184, 180, 189, 191, 187,
160, 177, 170, 173, 183, 179, 164, 169, 168, 157, 159, 176]
Familia7: [226, 206, 221, 203, 224, 216, 209, 211, 222, 195, 204,
220, 201, 217, 198, 215, 200, 210, 194, 218, 205, 219, 197, 213,
223, 212, 214, 196, 199, 193, 208, 228, 227, 207, 202, 225]
Familia8: [244, 241, 246, 232, 240, 248, 239, 247, 233, 243, 229,
231, 249, 230, 252, 237, 251, 238, 245, 236, 235, 242, 250, 234]
3 11 10 9 5 | 8 6 1 7 | 3 2 4
Familias: [2, 4, 3, 1]
Familia1: [17, 23, 24, 15, 26, 38, 40,
37, 47, 4, 44, 28, 48, 14, 30, 3, 33,
36, 8, 2, 46, 32, 25, 18, 35, 7, 27,
Familias: [2, 3, 1]
Familia1: [10, 16, 14, 24, 8,
34, 12, 17, 26, 22, 5, 4, 15,
23, 35, 33, 3, 28, 31, 25, 11,
Familias: [4, 6, 8, 7, 3, 2, 1, 5]
Familia1: [ 7, 25, 9, 34, 4, 1, 26, 33, 29, 16, 35, 8, 30, 27, 14,
32, 12, 5, 11, 15, 18, 2, 23, 6, 3, 19, 28, 17, 22, 10, 24, 31, 13,
21, 20, 36]

212 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas
Iter.
Mejor solución del GA en cada iteración para optimizar MHC y TWT
Layout obtenido (MHC) Schedule para la celda de
manufactura 1 (TWT)
Schedule para la celda de
manufactura 2 (TWT) Schedule para la celda de manufactura 3 (TWT)
16, 29, 19, 22, 34, 1, 43, 42, 13, 12,
41, 31, 11, 45, 39, 6, 10, 9, 20, 5,
21]
Familia2: [59, 49, 77, 67, 66, 82, 79,
80, 70, 62, 54, 71, 81, 64, 69, 76, 55,
58, 75, 57, 63, 83, 51, 60, 68, 65, 73,
56, 74, 52, 53, 84, 78, 50, 61, 72]
Familia3: [ 96, 89, 121, 103, 131, 86,
102, 85, 97, 88, 124, 125, 110, 116,
95, 126, 91, 130, 92, 99, 112, 104,
93, 106, 117, 119, 87, 90, 128, 111,
94, 115, 105, 118, 101, 98, 109, 107,
127, 108, 123, 114, 129, 100, 132,
113, 120, 122]
Familia4: [149, 147, 156, 143, 140,
154, 148, 138, 146, 150, 141, 133,
139, 151, 145, 142, 155, 144, 152,
135, 153, 134, 136, 137]
20, 9, 18, 2, 13, 30, 6, 32, 1,
29, 7, 21, 19, 27, 36]
Familia2: [55, 74, 70, 71, 69,
51, 41, 64, 66, 83, 37, 53, 47,
68, 38, 42, 39, 82, 44, 54, 81,
57, 46, 59, 49, 77, 48, 75, 73,
62, 61, 78, 67, 58, 60, 84, 79,
50, 72, 76, 63, 45, 40, 43, 80,
52, 65, 56]
Familia3: [ 93, 108, 104, 94,
106, 86, 100, 90, 105, 102,
99, 87, 98, 96, 103, 97, 107,
85, 91, 88, 95, 89, 92, 101]
Familia2: [41, 45, 43, 40, 39, 37, 48, 47, 42, 38, 46, 44]
Familia3: [82, 83, 57, 81, 61, 79, 68, 75, 60, 67, 64, 73, 56, 65,
50, 78, 69, 55, 54, 59, 74, 70, 80, 53, 62, 71, 63, 58, 66, 51, 76,
77, 72, 49, 52, 84]
Familia4: [ 89, 110, 95, 105, 117, 104, 91, 122, 99, 86, 123,
132, 126, 128, 124, 113, 87, 115, 106, 114, 85, 119, 97, 111,
88, 101, 93, 129, 103, 130, 92, 118, 108, 102, 90, 112, 98, 96,
120, 127, 107, 100, 125, 121, 94, 109, 116, 131]
Familia5: [138, 144, 142, 143, 133, 153, 136, 152, 137, 154, 149,
141, 148, 135, 146, 140, 145, 156, 150, 147, 139, 155, 134, 151]
Familia6: [158, 167, 185, 179, 165, 173, 189, 166, 180, 168, 190,
178, 163, 160, 171, 182, 164, 172, 192, 191, 184, 170, 188, 169,
177, 161, 181, 187, 162, 157, 159, 183, 176, 175, 174, 186]
Familia7: [204, 226, 217, 228, 208, 224, 203, 195, 211, 212, 193,
209, 197, 225, 199, 201, 222, 200, 198, 194, 205, 196, 207, 202,
219, 213, 206, 216, 210, 223, 218, 220, 215, 221, 227, 214]
Familia8: [247, 229, 232, 230, 239, 251, 242, 252, 248, 244, 243,
236, 246, 238, 233, 231, 240, 245, 237, 234, 235, 249, 250, 241]
4 2 4 7 11 | 3 9 1 10 | 8 6 5
Familias: [1, 4, 2, 3]
Familia1: [ 9, 27, 11, 24, 33, 44, 28, 3,
31, 6, 25, 42, 39, 48, 1, 14, 29, 8, 30,
21, 15, 40, 46, 26, 13, 43, 7, 36, 4,
18, 22, 23, 20, 38, 37, 19, 16, 32, 10,
17, 5, 47, 45, 2, 35, 41, 34, 12]
Familia2: [72, 60, 82, 51, 83, 54, 62,
73, 66, 61, 53, 81, 55, 56, 49, 67, 80,
74, 78, 76, 52, 58, 70, 84, 59, 77, 57,
71, 64, 65, 50, 68, 79, 75, 69, 63]
Familias: [3, 1, 2]
Familia1: [21, 15, 10, 36, 25,
27, 5, 30, 18, 1, 20, 7, 34,
24, 8, 35, 26, 23, 3, 19, 32,
33, 12, 22, 29, 31, 16, 11, 17,
6, 28, 14, 13, 2, 9, 4]
Familia2: [63, 76, 74, 54, 73,
70, 65, 43, 38, 47, 67, 51, 42,
40, 61, 48, 77, 78, 59, 80, 79,
37, 53, 50, 64, 57, 58, 82, 52,
Familias: [2, 4, 1, 7, 3, 5, 6, 8]
Familia1: [26, 34, 20, 36, 35, 15, 3, 22, 23, 5, 16, 7, 1, 2, 25,
18, 31, 30, 32, 21, 11, 12, 9, 29, 6, 17, 13, 28, 10, 33, 24, 4,
19, 8, 27, 14]
Familia2: [48, 40, 41, 42, 37, 43, 47, 38, 39, 45, 44, 46]
Familia3: [59, 51, 70, 61, 72, 76, 62, 81, 73, 82, 64, 58, 63, 79,
55, 57, 68, 84, 69, 52, 67, 65, 71, 83, 60, 54, 56, 50, 80, 74, 75,
77, 78, 53, 66, 49]
Familia4: [ 92, 91, 104, 129, 110, 124, 107, 121, 123, 95, 89,
103, 112, 132, 131, 93, 122, 85, 113, 119, 90, 99, 102, 126,

Anexo F: Mejores soluciones del GA en cada iteración para el estado propuesto del caso de estudio 213
Iter.
Mejor solución del GA en cada iteración para optimizar MHC y TWT
Layout obtenido (MHC) Schedule para la celda de
manufactura 1 (TWT)
Schedule para la celda de
manufactura 2 (TWT) Schedule para la celda de manufactura 3 (TWT)
Familia3: [103, 114, 111, 109, 130,
85, 95, 88, 100, 101, 108, 126, 119,
104, 113, 94, 97, 107, 122, 112, 131,
86, 87, 115, 116, 127, 124, 92, 96,
125, 110, 118, 98, 91, 123, 128, 90,
89, 117, 121, 99, 129, 120, 93, 102,
105, 132, 106]
Familia4: [139, 151, 156, 155, 154,
146, 136, 150, 149, 137, 148, 142,
135, 153, 143, 152, 144, 141, 134,
145, 147, 138, 133, 140]
81, 84, 39, 75, 46, 55, 72, 69,
83, 44, 62, 41, 49, 56, 68, 66,
60, 45, 71]
Familia3: [ 91, 108, 102, 92,
95, 86, 88, 94, 103, 104,
105, 106, 93, 101, 89, 99,
97, 98, 87, 85, 96, 100, 107,
90]
128, 109, 97, 127, 86, 96, 120, 108, 98, 125, 118, 117, 88,
105, 116, 100, 130, 111, 94, 106, 114, 115, 101, 87]
Familia5: [137, 153, 147, 155, 133, 134, 151, 141, 149, 144, 152,
156, 136, 145, 146, 138, 150, 148, 143, 140, 135, 139, 154, 142]
Familia6: [170, 161, 185, 158, 188, 186, 171, 182, 162, 181, 183,
172, 179, 169, 164, 163, 160, 191, 173, 175, 157, 168, 159, 166,
174, 165, 184, 177, 187, 178, 192, 167, 176, 190, 180, 189]
Familia7: [218, 206, 228, 225, 209, 196, 212, 200, 214, 205, 207,
216, 210, 204, 219, 220, 215, 221, 208, 202, 198, 199, 194, 201,
224, 193, 227, 217, 226, 195, 203, 222, 213, 197, 223, 211]
Familia8: [233, 242, 235, 244, 246, 240, 245, 239, 230, 251, 238,
236, 243, 249, 229, 234, 232, 252, 237, 248, 231, 250, 241, 247]
5 10 9 1 7 4 | 5 11 6 8 3 2
Familias: [1, 4, 2, 3]
Familia1: [33, 35, 46, 10, 30, 1, 38,
43, 25, 11, 24, 31, 34, 41, 16, 13, 28,
14, 21, 45, 17, 9, 39, 23, 29, 36, 26,
3, 32, 8, 22, 20, 6, 42, 4, 44, 7, 15,
48, 47, 27, 40, 18, 37, 19, 12, 5, 2]
Familia2: [80, 72, 68, 65, 78, 49, 52,
76, 74, 64, 61, 84, 54, 55, 77, 83, 70,
73, 58, 51, 66, 56, 50, 82, 71, 79, 75,
67, 62, 69, 53, 57, 81, 63, 60, 59]
Familia3: [ 93, 95, 104, 128, 121, 91,
130, 89, 131, 123, 100, 106, 98, 124,
94, 125, 97, 109, 119, 114, 92, 103,
90, 126, 127, 96, 122, 107, 99, 102,
112, 108, 101, 118, 85, 86, 105, 110,
Familias: [3, 2, 1]
Familia1: [13, 33, 30, 28, 2,
32, 5, 16, 34, 24, 14, 17, 6,
9, 8, 35, 29, 3, 26, 4, 25, 7,
23, 27, 15, 19, 36, 21, 31, 1,
22, 18, 10, 12, 11, 20]
Familia2: [73, 50, 83, 82, 56,
44, 46, 61, 64, 39, 57, 72, 42,
47, 84, 62, 58, 69, 80, 59, 49,
48, 75, 81, 68, 37, 78, 41, 60,
52, 74, 55, 40, 79, 54, 67, 38,
77, 51, 71, 43, 45, 66, 63, 53,
76, 65, 70]
Familia3: [ 91, 98, 88, 107,
100, 106, 102, 94, 87, 90,
101, 89, 99, 85, 97, 96, 103,
Familias: [8, 5, 6, 7, 2, 4, 1, 3]
Familia1: [ 4, 33, 19, 18, 34, 28, 13, 11, 29, 26, 27, 5, 20, 21, 15,
36, 30, 6, 9, 2, 10, 35, 1, 32, 23, 17, 14, 7, 16, 3, 25, 12, 24,
31, 8, 22]
Familia2: [46, 37, 48, 44, 45, 39, 43, 42, 40, 47, 41, 38]
Familia3: [54, 55, 60, 61, 51, 64, 67, 70, 75, 79, 81, 74, 84, 76,
71, 56, 63, 58, 66, 62, 83, 78, 73, 80, 50, 57, 72, 82, 49, 53, 77,
59, 69, 65, 52, 68]
Familia4: [117, 105, 99, 118, 102, 112, 97, 95, 92, 128, 87,
115, 127, 89, 126, 119, 131, 86, 103, 108, 130, 101, 124, 93,
104, 122, 123, 113, 90, 111, 109, 116, 85, 132, 94, 110, 98,
107, 100, 88, 114, 120, 125, 91, 96, 129, 106, 121]
Familia5: [154, 143, 142, 136, 138, 155, 135, 146, 139, 156, 144,
151, 152, 140, 134, 147, 133, 145, 148, 141, 149, 153, 150, 137]

214 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas
Iter.
Mejor solución del GA en cada iteración para optimizar MHC y TWT
Layout obtenido (MHC) Schedule para la celda de
manufactura 1 (TWT)
Schedule para la celda de
manufactura 2 (TWT) Schedule para la celda de manufactura 3 (TWT)
116, 115, 88, 113, 87, 111, 120, 129,
132, 117]
Familia4: [141, 147, 156, 136, 152,
142, 154, 153, 148, 143, 133, 139,
150, 151, 149, 155, 140, 144, 146,
145, 134, 138, 137, 135]
104, 92, 86, 95, 108, 93,
105]
Familia6: [172, 168, 167, 161, 189, 192, 165, 164, 173, 163, 184,
191, 171, 186, 169, 162, 160, 183, 176, 157, 178, 181, 179, 182,
188, 170, 190, 175, 158, 187, 177, 185, 159, 180, 166, 174]
Familia7: [213, 226, 215, 197, 208, 204, 222, 205, 214, 200, 209,
206, 218, 219, 196, 227, 211, 198, 221, 201, 194, 217, 195, 210,
212, 224, 228, 207, 203, 193, 220, 225, 216, 223, 202, 199]
Familia8: [252, 244, 250, 239, 238, 232, 248, 249, 233, 241, 229,
242, 246, 245, 251, 236, 234, 237, 240, 231, 235, 247, 230, 243]
6 9 1 6 8 3 11 10 | 7 4 2 5
Familias: [1, 2, 4, 3]
Familia1: [29, 20, 16, 33, 28, 2, 42,
17, 48, 5, 46, 19, 25, 37, 24, 4, 13,
40, 43, 45, 44, 35, 34, 23, 47, 8, 7,
10, 6, 41, 15, 21, 12, 27, 36, 18, 26,
31, 1, 38, 30, 32, 3, 11, 9, 22, 39,
14]
Familia2: [63, 70, 55, 77, 81, 82, 75,
56, 49, 67, 68, 58, 64, 51, 57, 71, 53,
79, 65, 59, 83, 69, 72, 74, 84, 66, 73,
80, 52, 78, 50, 76, 60, 54, 62, 61]
Familia3: [95, 120, 86, 96, 94, 127,
125, 85, 92, 114, 124, 97, 122, 90,
132, 111, 126, 112, 118, 110, 130,
108, 128, 88, 121, 105, 131, 102,
104, 107, 119, 109, 87, 129, 99, 115,
101, 89, 93, 98, 116, 113, 91, 106,
123, 117, 100, 103]
Familia4: [139, 154, 137, 148, 134,
141, 140, 155, 136, 144, 150, 138,
Familias: [3, 2, 1]
Familia1: [27, 5, 30, 26, 20,
1, 35, 2, 31, 21, 11, 3, 22, 9,
15, 19, 4, 17, 6, 32, 12, 7,
18, 14, 24, 34, 10, 29, 25, 36,
28, 13, 33, 16, 8, 23]
Familia2: [83, 81, 47, 67, 71,
45, 55, 79, 72, 60, 73, 44, 50,
68, 70, 37, 41, 80, 75, 65, 49,
84, 76, 58, 66, 38, 48, 78, 54,
39, 51, 43, 64, 40, 56, 46, 63,
42, 77, 74, 53, 82, 57, 69, 62,
52, 59, 61]
Familia3: [ 90, 106, 95, 99,
97, 85, 88, 107, 96, 87, 101,
92, 86, 108, 94, 104, 91, 93,
103, 100, 102, 98, 105, 89]
Familias: [2, 8, 1, 3, 4, 7, 5, 6]
Familia1: [33, 18, 22, 1, 7, 28, 29, 32, 12, 2, 3, 31, 8, 17, 6,
4, 5, 35, 15, 13, 10, 25, 34, 19, 9, 23, 27, 21, 16, 20, 24, 11, 14,
30, 26, 36]
Familia2: [43, 37, 48, 44, 46, 41, 42, 47, 40, 45, 39, 38]
Familia3: [77, 63, 71, 82, 81, 52, 61, 75, 57, 66, 53, 56, 50, 70,
79, 74, 83, 72, 59, 73, 51, 68, 69, 76, 62, 80, 55, 78, 84, 64, 67,
54, 60, 49, 58, 65]
Familia4: [ 96, 99, 87, 108, 117, 123, 111, 102, 109, 120, 86,
121, 105, 119, 107, 112, 129, 118, 132, 92, 126, 95, 124, 128,
104, 106, 114, 103, 130, 131, 125, 110, 122, 90, 85, 113, 88,
89, 100, 91, 98, 101, 115, 127, 116, 97, 93, 94]
Familia5: [137, 156, 143, 152, 153, 145, 138, 147, 149, 151, 142,
155, 144, 140, 150, 139, 136, 133, 141, 135, 148, 146, 154, 134]
Familia6: [161, 182, 167, 159, 179, 191, 180, 189, 173, 187, 157,
171, 164, 168, 162, 192, 183, 176, 181, 177, 166, 175, 185, 178,
188, 190, 163, 160, 169, 158, 186, 172, 165, 184, 174, 170]
Familia7: [225, 205, 194, 204, 199, 198, 193, 211, 207, 202, 220,
206, 226, 196, 224, 212, 208, 201, 203, 218, 197, 213, 228, 221,
227, 219, 223, 222, 195, 216, 200, 209, 215, 210, 217, 214]

Anexo F: Mejores soluciones del GA en cada iteración para el estado propuesto del caso de estudio 215
Iter.
Mejor solución del GA en cada iteración para optimizar MHC y TWT
Layout obtenido (MHC) Schedule para la celda de
manufactura 1 (TWT)
Schedule para la celda de
manufactura 2 (TWT) Schedule para la celda de manufactura 3 (TWT)
145, 149, 153, 151, 152, 143, 147,
156, 142, 146, 135, 133]
Familia8: [245, 250, 241, 242, 246, 232, 252, 249, 237, 234, 235,
240, 248, 236, 229, 238, 243, 233, 239, 231, 244, 247, 230, 251]
7 9 7 1 6 8 11 | 10 4 2 3 5
Familias: [2, 1, 3, 4]
Familia1: [11, 44, 45, 10, 16, 24, 14,
39, 28, 23, 35, 25, 38, 3, 8, 46, 7,
22, 1, 18, 21, 36, 33, 20, 32, 4, 47,
17, 13, 27, 19, 5, 2, 26, 41, 31, 42,
30, 6, 40, 29, 34, 9, 48, 43, 15, 12,
37]
Familia2: [80, 68, 59, 66, 70, 75, 64,
51, 60, 82, 79, 49, 57, 73, 78, 53, 56,
63, 67, 55, 52, 83, 58, 54, 61, 81, 65,
84, 71, 50, 77, 76, 72, 74, 69, 62]
Familia3: [109, 97, 118, 102, 100,
129, 127, 93, 115, 116, 99, 125, 89,
111, 114, 92, 98, 90, 85, 121, 107,
104, 86, 131, 105, 130, 103, 110,
124, 132, 88, 122, 108, 96, 120, 119,
95, 117, 128, 87, 123, 101, 126, 112,
106, 91, 94, 113]
Familia4: [156, 141, 146, 142, 155,
133, 139, 149, 138, 135, 148, 153,
151, 143, 134, 150, 152, 145, 137,
140, 147, 144, 154, 136]
Familias: [1, 2, 3]
Familia1: [ 6, 15, 20, 32, 26, 4,
13, 16, 29, 36, 27, 25, 11, 24,
31, 3, 19, 8, 22, 23, 1, 17, 18,
34, 2, 21, 9, 35, 10, 14, 5,
33, 28, 7, 30, 12]
Familia2: [80, 70, 65, 47, 77,
79, 63, 59, 54, 41, 55, 66, 46,
51, 78, 50, 37, 62, 53, 38, 72,
56, 74, 49, 48, 76, 75, 73, 57,
60, 71, 69, 64, 44, 68, 45, 58,
67, 42, 84, 40, 52, 81, 61, 82,
39, 83, 43]
Familia3: [ 96, 92, 90, 101,
88, 108, 106, 104, 86, 93,
85, 97, 91, 87, 107, 105, 89,
103, 102, 95, 99, 100, 94,
98]
Familias: [5, 3, 7, 2, 8, 1, 6, 4]
Familia1: [32, 28, 7, 2, 15, 23, 10, 5, 20, 21, 36, 8, 1, 25, 12,
11, 31, 9, 34, 33, 9, 3, 30, 35, 14, 29, 17, 4, 22, 16, 27, 26, 13,
24, 18, 6]
Familia2: [37, 44, 46, 40, 41, 43, 39, 45, 38, 48, 42, 47]
Familia3: [61, 78, 51, 74, 50, 56, 65, 64, 66, 58, 80, 57, 59, 84,
71, 76, 52, 77, 60, 55, 73, 53, 54, 72, 62, 75, 81, 82, 63, 68, 49,
83, 70, 69, 67, 79]
Familia4: [ 96, 103, 88, 111, 128, 101, 90, 116, 109, 85, 110,
115, 95, 124, 108, 106, 100, 130, 129, 92, 105, 125, 86, 87,
127, 126, 98, 113, 117, 122, 119, 118, 107, 99, 132, 104, 114,
112, 121, 131, 93, 97, 91, 123, 102, 120, 94, 89]
Familia5: [141, 152, 140, 150, 137, 133, 145, 149, 138, 134, 143,
147, 148, 139, 151, 153, 142, 154, 146, 156, 136, 144, 135, 155]
Familia6: [166, 182, 180, 186, 163, 171, 185, 165, 174, 181, 158,
189, 183, 190, 191, 160, 161, 187, 175, 162, 176, 173, 178, 177,
184, 159, 188, 172, 170, 169, 157, 192, 164, 167, 168, 179]
Familia7: [207, 222, 224, 220, 206, 217, 228, 216, 213, 212, 203,
219, 223, 199, 198, 195, 202, 214, 193, 210, 200, 201, 215, 196,
227, 221, 197, 208, 205, 218, 211, 209, 204, 194, 226, 225]
Familia8: [249, 242, 246, 234, 248, 237, 231, 240, 233, 232, 235,
250, 243, 230, 247, 229, 238, 244, 252, 239, 251, 245, 236, 241]
8 11 3 2 | 10 8 4 | 5 9 6 1 7
Familias: [2, 4, 3, 1]
Familia1: [38, 34, 13, 19, 30, 46, 5,
15, 2, 20, 11, 12, 8, 24, 7, 28, 36, 9,
31, 45, 32, 44, 23, 1, 33, 10, 47, 18,
Familias: [1, 3, 2]
Familia1: [ 7, 11, 27, 1, 25, 18,
4, 28, 9, 5, 8, 15, 30, 10, 12,
16, 23, 35, 3, 20, 14, 6, 21,
Familias: [6, 2, 8, 1, 3, 4, 7, 5]
Familia1: [24, 31, 7, 15, 17, 34, 16, 9, 29, 1, 14, 4, 32, 18, 20,
3, 25, 28, 8, 13, 10, 30, 26, 23, 33, 21, 36, 22, 11, 2, 6, 5, 27,
35, 12, 19]

216 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas
Iter.
Mejor solución del GA en cada iteración para optimizar MHC y TWT
Layout obtenido (MHC) Schedule para la celda de
manufactura 1 (TWT)
Schedule para la celda de
manufactura 2 (TWT) Schedule para la celda de manufactura 3 (TWT)
40, 22, 41, 35, 16, 42, 21, 48, 17, 27,
25, 29, 26, 39, 43, 6, 37, 3, 4, 14]
Familia2: [49, 82, 58, 59, 54, 67, 68,
81, 50, 62, 66, 74, 73, 71, 55, 51, 65,
77, 79, 80, 72, 53, 76, 61, 84, 78, 57,
69, 63, 70, 52, 64, 60, 56, 75, 83]
Familia3: [126, 132, 110, 127, 106,
105, 104, 95, 108, 98, 107, 120, 113,
91, 124, 88, 96, 97, 100, 116, 129,
112, 89, 99, 119, 130, 92, 85, 117,
114, 125, 94, 90, 109, 131, 118, 86,
123, 87, 128, 102, 111, 101, 121, 93,
122, 103, 115]
Familia4: [150, 133, 154, 153, 148,
135, 145, 156, 149, 151, 143, 141,
136, 137, 144, 147, 140, 138, 152,
139, 146, 134, 155, 142]
19, 2, 24, 34, 22, 33, 32, 17,
26, 13, 31, 36, 29]
Familia2: [63, 37, 68, 45, 58,
66, 77, 67, 83, 53, 74, 57, 65,
73, 61, 55, 38, 39, 50, 48, 40,
52, 60, 49, 71, 80, 62, 82, 47,
79, 72, 78, 84, 76, 51, 56, 81,
70, 41, 59, 64, 43, 69, 46, 75,
44, 54, 42]
Familia3: [105, 100, 89, 106,
94, 91, 98, 86, 93, 95, 103,
97, 108, 90, 107, 104, 99, 85,
101, 102, 87, 88, 92, 96]
Familia2: [45, 43, 37, 47, 48, 41, 38, 39, 44, 42, 40, 46]
Familia3: [73, 58, 76, 81, 75, 84, 71, 74, 66, 72, 68, 79, 65, 53,
51, 77, 78, 80, 67, 50, 64, 55, 83, 62, 54, 63, 56, 57, 61, 49, 70,
69, 52, 59, 60, 82]
Familia4: [114, 90, 132, 88, 97, 91, 131, 120, 95, 85, 123,
87, 128, 96, 100, 110, 106, 101, 116, 103, 113, 129, 89, 122,
127, 102, 93, 108, 117, 118, 111, 107, 119, 105, 115, 125, 94,
109, 86, 92, 99, 126, 112, 104, 130, 124, 121, 98]
Familia5: [136, 138, 154, 150, 144, 155, 139, 137, 141, 135, 143,
152, 148, 146, 153, 142, 151, 140, 145, 156, 147, 134, 133, 149]
Familia6: [189, 180, 161, 187, 176, 174, 190, 178, 185, 192, 182,
173, 181, 164, 168, 188, 157, 167, 175, 191, 171, 160, 163, 183,
165, 184, 166, 162, 158, 159, 170, 169, 186, 179, 172, 177]
Familia7: [205, 225, 193, 215, 196, 220, 208, 223, 226, 222, 209,
211, 203, 212, 207, 197, 213, 194, 210, 227, 204, 216, 224, 198,
217, 201, 206, 214, 199, 200, 195, 219, 218, 221, 202, 228]
Familia8: [238, 240, 230, 251, 229, 231, 249, 247, 236, 239, 242,
252, 237, 235, 234, 244, 243, 248, 232, 250, 233, 241, 246, 245]
9 4 2 3 10 5 | 7 9 1 6 8 11
Familias: [1, 4, 3, 2]
Familia1: [44, 24, 27, 30, 38, 13, 6,
19, 22, 3, 46, 9, 37, 45, 32, 17, 18, 2,
7, 39, 20, 12, 11, 15, 33, 42, 5, 35,
10, 29, 28, 40, 36, 31, 23, 21, 26, 48,
34, 16, 47, 1, 14, 25, 8, 43, 4, 41]
Familia2: [75, 62, 51, 84, 73, 70, 63,
81, 61, 56, 60, 53, 77, 58, 49, 68, 64,
71, 52, 78, 57, 67, 76, 72, 82, 55, 74,
83, 66, 69, 50, 59, 54, 79, 80, 65]
Familias: [3, 2, 1]
Familia1: [ 2, 7, 1, 29, 14, 25,
6, 30, 23, 16, 33, 8, 11, 26,
34, 4, 27, 21, 31, 28, 18, 5,
17, 15, 19, 24, 20, 22, 13, 10,
12, 36, 35, 9, 32, 3]
Familia2: [53, 67, 80, 49, 62,
64, 41, 82, 37, 83, 69, 40, 46,
84, 75, 70, 52, 39, 38, 44, 68,
60, 43, 65, 55, 63, 71, 72, 57,
Familias: [5, 2, 1, 6, 7, 8, 3, 4]
Familia1: [12, 22, 18, 23, 32, 15, 36, 29, 30, 28, 1, 4, 25, 34, 33,
8, 19, 16, 3, 24, 27, 7, 35, 26, 6, 17, 31, 9, 13, 11, 10, 5, 21,
14, 20, 2]
Familia2: [48, 41, 47, 44, 46, 42, 45, 38, 37, 43, 40, 39]
Familia3: [50, 62, 84, 75, 79, 82, 68, 83, 65, 81, 77, 73, 49, 58,
55, 71, 56, 54, 66, 52, 51, 70, 78, 74, 64, 57, 59, 69, 63, 53, 72,
61, 67, 80, 76, 60]
Familia4: [121, 109, 120, 110, 124, 123, 99, 105, 114, 111, 107,
98, 87, 131, 128, 106, 88, 100, 97, 86, 85, 89, 101, 96, 125,

Anexo F: Mejores soluciones del GA en cada iteración para el estado propuesto del caso de estudio 217
Iter.
Mejor solución del GA en cada iteración para optimizar MHC y TWT
Layout obtenido (MHC) Schedule para la celda de
manufactura 1 (TWT)
Schedule para la celda de
manufactura 2 (TWT) Schedule para la celda de manufactura 3 (TWT)
Familia3: [106, 129, 97, 94, 91, 109,
90, 96, 118, 116, 125, 111, 131, 107,
95, 103, 86, 124, 102, 104, 100, 99,
130, 114, 121, 93, 88, 85, 123, 105,
128, 117, 115, 132, 92, 108, 113,
110, 127, 120, 126, 122, 112, 89,
119, 101, 87, 98]
Familia4: [139, 143, 150, 154, 138,
134, 140, 149, 141, 152, 151, 155,
135, 142, 133, 137, 136, 156, 148,
144, 147, 146, 145, 153]
45, 81, 79, 59, 47, 58, 74, 50,
54, 78, 73, 66, 42, 48, 76, 56,
51, 61, 77]
Familia3: [ 90, 89, 85, 95,
108, 96, 100, 97, 93, 91,
105, 92, 94, 104, 106, 103,
101, 86, 98, 99, 107, 102,
88, 87]
129, 113, 92, 127, 122, 93, 130, 126, 91, 102, 118, 103, 90,
94, 104, 115, 95, 132, 119, 108, 116, 112, 117])
Familia5: [139, 137, 142, 136, 141, 152, 143, 150, 146, 153, 135,
154, 144, 134, 147, 140, 133, 149, 148, 138, 151, 156, 155, 145]
Familia6: [168, 189, 159, 176, 174, 165, 179, 178, 173, 162, 183,
171, 180, 186, 170, 167, 177, 188, 190, 191, 172, 181, 164, 175,
187, 163, 192, 166, 169, 161, 182, 184, 160, 158, 185, 157]
Familia7: [193, 207, 228, 215, 210, 220, 208, 222, 227, 204, 226,
224, 209, 225, 211, 203, 197, 216, 212, 206, 218, 198, 205, 202,
196, 200, 221, 213, 195, 194, 201, 219, 199, 223, 214, 217]
Familia8: [236, 244, 238, 230, 241, 231, 248, 251, 237, 234, 250,
242, 233, 232, 252, 247, 239, 249, 235, 246, 243, 245, 229, 240]
Iter.
Mejor solución del GA en cada iteración para optimizar Makespan
Schedule para la celda de manufactura 1 Schedule para la celda de manufactura 2 Schedule para la celda de manufactura 3
0
Familias: [3, 1, 2, 4]
Familia1: [25, 48, 21, 43, 40, 42, 13, 35, 16, 6, 32,
15, 27, 3, 26, 39, 9, 5, 17, 2, 44, 23, 10, 47, 37,
14, 12, 29, 34, 46, 28, 7, 22, 24, 11, 1, 30, 20, 31,
33, 8, 19, 36, 18, 38, 4, 41, 45]
Familia2: [52, 58, 60, 54, 73, 77, 84, 65, 80, 59, 50,
61, 78, 71, 66, 63, 76, 56, 53, 83, 72, 79, 68, 69, 74,
75, 49, 62, 81, 64, 67, 55, 82, 57, 70, 51]
Familia3: [111, 109, 110, 85, 112, 94, 104, 100,
99, 118, 124, 103, 92, 117, 128, 93, 113, 122, 125,
91, 126, 108, 89, 88, 123, 87, 116, 121, 106, 120,
Familias: [3, 1, 2]
Familia1: [17, 26, 22, 5, 6, 36, 20, 27, 29,
30, 23, 3, 16, 14, 15, 32, 4, 33, 18, 28, 21,
34, 11, 31, 19, 25, 12, 10, 24, 2, 9, 7, 1,
8, 35, 13]
Familia2: [65, 40, 57, 51, 60, 69, 79, 41, 73,
42, 45, 52, 76, 82, 84, 66, 46, 78, 59, 38, 63,
55, 54, 56, 67, 81, 43, 75, 48, 71, 68, 50, 72,
47, 77, 64, 62, 44, 61, 70, 58, 37, 83, 39, 80,
74, 53, 49]
Familias: [7, 8, 3, 4, 2, 1, 6, 5]
Familia1: [ 9, 35, 27, 34, 23, 33, 20, 17, 36, 5, 2, 25, 12, 19, 24, 31,
4, 10, 3, 21, 32, 29, 14, 22, 15, 6, 13, 28, 8, 7, 26, 18, 16, 30, 11,
1]
Familia2: [45, 42, 39, 44, 41, 43, 48, 37, 38, 40, 47, 46]
Familia3: [66, 80, 53, 68, 81, 59, 77, 75, 84, 72, 78, 67, 52, 73, 64,
69, 65, 61, 70, 55, 58, 51, 79, 83, 56, 82, 62, 57, 71, 63, 49, 74, 60,
54, 76, 50]
Familia4: [108, 124, 131, 127, 107, 93, 103, 96, 94, 89, 126, 129,
115, 119, 88, 97, 91, 117, 123, 95, 122, 128, 90, 105, 86, 114,
125, 120, 112, 106, 85, 130, 113, 116, 87, 110, 98, 109, 132, 102,
111, 92, 100, 99, 121, 104, 101, 118]

218 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas
Iter.
Mejor solución del GA en cada iteración para optimizar Makespan
Schedule para la celda de manufactura 1 Schedule para la celda de manufactura 2 Schedule para la celda de manufactura 3
96, 86, 95, 119, 105, 129, 101, 127, 132, 114, 90,
102, 131, 97, 107, 115, 130, 98]
Familia4: [142, 153, 141, 148, 135, 147, 152, 146,
145, 140, 150, 151, 143,
139, 137, 156, 154, 155, 138, 133, 149, 144,
136, 134]
Familia3: [ 85, 97, 106, 89, 93, 92, 101,
102, 94, 96, 103, 105, 100, 88, 107, 99,
104, 108, 90, 87, 98, 86, 95, 91]
Familia5: [147, 138, 153, 152, 141, 151, 144, 146, 155, 133, 134,
142, 139, 140, 137, 150, 149, 154, 145, 143, 136, 148, 156, 135]
Familia6: [180, 179, 178, 185, 184, 164, 172, 188, 174, 168, 183,
182, 187, 190, 169, 186, 157, 163, 192, 177, 165, 166, 167, 171,
159, 176, 175, 191, 181, 161, 173, 189, 162, 158, 170, 160]
Familia7: [205, 197, 218, 226, 202, 206, 194, 200, 213, 224, 198,
225, 219, 221, 209, 228, 214, 217, 201, 215, 227, 212, 207, 204,
211, 223, 195, 203, 210, 220, 222, 199, 208, 193, 216, 196]
Familia8: [239, 250, 238, 242, 230, 234, 232, 244, 245, 241, 229,
233, 237, 246, 248, 231, 247, 249, 235, 240, 252, 251, 243, 236]
1
Familias: [3, 1, 2, 4]
Familia1: [18, 4, 12, 24, 35, 42, 33, 9, 44, 1, 26,
40, 31, 43, 16, 32, 13, 15, 37, 19, 25, 38, 39, 20, 36,
7, 5, 22, 8, 14, 21, 17, 23, 47, 29, 46, 6, 30, 27,
28, 3, 10, 48, 11, 34, 45, 41, 2]
Familia2: [58, 54, 72, 55, 84, 52, 60, 49, 71, 50, 69,
83, 75, 59, 56, 53, 66, 62, 51, 57, 68, 82, 81, 74, 78,
64, 73, 61, 79, 65, 80, 77, 76, 67, 63, 70]
Familia3: [110, 89, 126, 129, 105, 88, 119, 130,
97, 111, 100, 91, 106, 123, 112, 108, 103, 128,
114, 104, 95, 86, 122, 118, 92, 107, 125, 131, 94,
120, 102, 90, 127, 117, 121, 113, 109, 115, 85, 99,
96, 87, 93, 124, 116, 98, 132, 101]
Familia3: [139, 146, 144, 152, 142, 134, 141, 155,
153, 154, 148, 137, 150, 136, 138, 147, 133, 143,
151, 140, 156, 145, 149, 135]
Familias: [3, 1, 2]
Familia1: [26, 9, 27, 2, 32, 16, 6, 36, 33, 3,
20, 10, 17, 30, 1, 4, 25, 21, 8, 12, 35, 19,
14, 22, 13, 15, 34, 29, 23, 28, 31, 5, 24, 7,
18, 11]
Familia2: [58, 46, 44, 84, 65, 45, 83, 38, 79,
67, 49, 55, 78, 62, 80, 73, 37, 47, 59, 82, 40,
81, 71, 74, 61, 76, 48, 66, 63, 75, 57, 77, 53,
39, 56, 72, 60, 41, 68, 52, 43, 42, 54, 70, 69,
51, 64, 50]
Familia3: [ 85, 88, 100, 101, 91, 87, 90,
86, 102, 108, 104, 99, 94, 89, 98, 92, 107,
95, 96, 105, 103, 93, 97, 106]
Familias: [7, 8, 4, 2, 1, 3, 6, 5]
Familia1: [11, 25, 19, 15, 29, 10, 28, 8, 24, 6, 23, 1, 20, 17, 33, 36,
2, 4, 9, 27, 16, 3, 31, 14, 7, 30, 22, 18, 12, 26, 35, 21, 5, 34, 32,
13]
Familia2: [39, 38, 48, 42, 41, 40, 46, 45, 44, 43, 47, 37]
Familia3: [83, 50, 62, 75, 72, 82, 80, 67, 60, 68, 74, 58, 79, 71, 78,
57, 52, 77, 49, 84, 69, 81, 65, 66, 64, 55, 53, 54, 56, 51, 61, 76, 70,
63, 59, 73]
Familia4: [119, 120, 85, 112, 110, 114, 102, 113, 109, 130, 117, 95,
106, 94, 96, 125, 118, 126, 90, 87, 122, 108, 116, 99, 97, 127,
91, 129, 121, 98, 92, 88, 132, 105, 123, 104, 89, 111, 107, 101,
124, 115, 103, 93, 86, 131, 128, 100]
Familia5: [138, 134, 140, 148, 139, 156, 146, 136, 151, 150, 135,
153, 149, 143, 137, 155, 145, 133, 154, 152, 147, 141, 144, 142]
Familia6: [166, 173, 190, 172, 163, 158, 157, 164, 191, 181, 177,
174, 167, 168, 185, 186, 188, 169, 179, 189, 184, 171, 183, 159,
182, 160, 192, 180, 165, 175, 170, 161, 162, 187, 176, 178]

Anexo F: Mejores soluciones del GA en cada iteración para el estado propuesto del caso de estudio 219
Iter.
Mejor solución del GA en cada iteración para optimizar Makespan
Schedule para la celda de manufactura 1 Schedule para la celda de manufactura 2 Schedule para la celda de manufactura 3
Familia7: [205, 221, 207, 196, 203, 217, 226, 201, 199, 204, 220,
194, 224, 206, 228, 210, 209, 200, 214, 227, 222, 225, 193, 195,
213, 212, 211, 219, 223, 197, 198, 208, 215, 202, 218, 216]
Familia8: [247, 235, 244, 231, 238, 239, 232, 229, 234, 237, 241,
242, 249, 233, 236, 252, 246, 243, 250, 240, 248, 251, 230, 245]
2
Familias: [3, 1, 2, 4]
Familia1: [45, 22, 30, 6, 1, 14, 38, 7, 4, 37, 32, 48,
2, 18, 5, 36, 40, 23, 11, 13, 35, 44, 10, 26, 3, 39,
34, 29, 9, 17, 43, 16, 42, 27, 12, 15, 33, 20, 31, 8,
47, 24, 28, 25, 46, 41, 19, 21]
Familia2: [49, 83, 57, 53, 58, 60, 66, 78, 80, 61, 54,
64, 69, 52, 81, 82, 55, 72, 68, 65, 62, 50, 70, 84, 63,
74, 56, 71, 75, 73, 51, 77, 59, 67, 79, 76]
Familia3: [ 86, 109, 116, 95, 115, 126, 121, 129,
132, 127, 107, 99, 106, 123, 122, 88, 128, 98,
104, 111, 125, 94, 118, 120, 101, 131, 117, 102,
130, 108, 110, 124, 112, 103, 97, 92, 87, 114, 85,
113, 89, 105, 93, 96, 91, 119, 90, 100]
Familia4: [156, 133, 137, 145, 153, 146, 147, 150,
151, 142, 139, 154, 149, 141, 152, 148, 143, 140,
144, 155, 136, 138, 134, 135]
Familias: [3, 1, 2]
Familia1: [25, 10, 4, 5, 29, 35, 31, 24, 32,
33, 21, 28, 16, 22, 13, 3, 2, 8, 18, 1, 20,
27, 15, 23, 12, 17, 26, 6, 34, 14, 11, 7, 19,
9, 30, 36]
Familia2: [38, 52, 64, 62, 81, 71, 73, 39, 77,
57, 40, 63, 41, 49, 69, 42, 44, 46, 79, 53, 59,
76, 56, 78, 48, 61, 55, 74, 50, 66, 70, 45, 80,
83, 47, 72, 67, 60, 84, 54, 65, 82, 43, 58, 68,
51, 75, 37]
Familia3: [ 85, 87, 91, 95, 108, 99, 105,
106, 90, 96, 100, 98, 89, 86, 104, 93,
101, 88, 103, 102, 107, 92, 94, 97]
Familias: [7, 8, 3, 4, 2, 1, 6, 5]
Familia1: [33, 30, 29, 18, 25, 24, 3, 6, 4, 8, 2, 36, 28, 19, 20, 16,
12, 11, 9, 32, 22, 5, 21, 26, 27, 31, 17, 14, 15, 23, 34, 13, 1, 10,
35, 7]
Familia2: [38, 44, 39, 48, 41, 46, 40, 47, 42, 43, 45, 37]
Familia3: [50, 81, 53, 74, 76, 49, 73, 84, 62, 72, 65, 60, 58, 66, 51,
64, 71, 80, 68, 61, 83, 82, 57, 56, 79, 54, 63, 78, 55, 75, 69, 77, 70,
52, 59, 67]
Familia4: [112, 114, 115, 122, 100, 128, 85, 98, 106, 120, 131, 87,
102, 103, 111, 130, 99, 117, 108, 118, 113, 129, 104, 121, 92, 123,
88, 125, 105, 90, 95, 93, 124, 116, 89, 126, 109, 86, 107, 96,
101, 94, 127, 119, 91, 132, 97, 110]
Familia5: [142, 134, 135, 155, 154, 145, 146, 153, 133, 140, 147,
143, 141, 137, 149, 148, 150, 136, 144, 151, 139, 138, 156, 152]
Familia6: [173, 159, 168, 172, 158, 184, 160, 178, 189, 180, 188,
166, 175, 187, 177, 179, 192, 191, 165, 186, 161, 171, 169, 176,
174, 157, 163, 167, 190, 181, 164, 162, 170, 183, 182, 185]
Familia7: [205, 199, 198, 217, 213, 224, 212, 215, 202, 200, 214,
218, 206, 197, 210, 207, 216, 204, 196, 222, 195, 211, 194, 223,
201, 193, 208, 220, 219, 203, 226, 228, 209, 221, 227, 225]
Familia8: [231, 234, 248, 251, 239, 242, 235, 247, 230, 229, 232,
233, 245, 237, 250, 236, 243, 246, 241, 238, 249, 244, 240, 252]
3 Familias: [3, 1, 2, 4] Familias: [3, 1, 2] Familia: [7, 8, 3, 4, 2, 1, 6, 5]

220 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas
Iter.
Mejor solución del GA en cada iteración para optimizar Makespan
Schedule para la celda de manufactura 1 Schedule para la celda de manufactura 2 Schedule para la celda de manufactura 3
Familia1: [22, 45, 9, 6, 21, 25, 34, 37, 43, 14, 8,
26, 44, 15, 11, 4, 28, 38, 42, 35, 20, 27, 12, 10, 1,
17, 32, 30, 2, 47, 46, 3, 33, 23, 24, 40, 16, 5, 18,
39, 48, 29, 13, 36, 31, 41, 7, 19]
Familia2: [78, 61, 53, 51, 76, 74, 81, 55, 52, 72, 70,
58, 69, 49, 73, 84, 64, 60, 50, 79, 68, 66, 65, 80, 82,
59, 63, 54, 83, 57, 75, 62, 56, 77, 67, 71]
Familia3: [ 87, 89, 116, 123, 115, 94, 108, 132,
120, 113, 128, 101, 104, 130, 95, 99, 98, 129,
124, 102, 122, 114, 88, 119, 100, 106, 125, 117,
85, 112, 86, 93, 103, 107, 127, 92, 131, 118, 110,
91, 97, 121, 96, 126, 111, 105, 109, 90]
Familia4: [134, 145, 144, 153, 138, 140, 154, 141,
149, 146, 139, 143, 135, 155, 142, 148, 150, 152,
151, 137, 136, 156, 147, 133]
Familia1: [ 5, 20, 15, 31, 35, 10, 22, 11, 27,
24, 30, 1, 34, 12, 32, 19, 23, 25, 29, 16, 33,
13, 21, 28, 17, 3, 14, 26, 2, 7, 6, 18, 4, 8,
9, 36]
Familia2: [70, 82, 48, 81, 71, 67, 65, 46, 39,
80, 66, 53, 45, 38, 52, 60, 73, 44, 55, 63, 58,
42, 37, 77, 54, 76, 68, 74, 43, 59, 62, 83, 64,
84, 72, 41, 50, 47, 51, 79, 40, 56, 57, 69, 78,
49, 75, 61]
Familia3: [ 98, 87, 92, 85, 104, 106, 103,
86, 93, 99, 97, 95, 94, 91, 89, 100, 105,
102, 88, 90, 107, 96, 101, 108]
Familia1: [16, 31, 23, 18, 2, 29, 33, 20, 19, 21, 13, 22, 11, 7, 25, 4,
35, 5, 30, 6, 34, 36, 26, 28, 12, 8, 32, 24, 1, 9, 3, 10, 14, 15, 17,
27]
Familia2: [48, 38, 39, 44, 40, 42, 46, 37, 45, 41, 43, 47]
Familia3: [60, 84, 79, 78, 57, 53, 82, 71, 81, 64, 52, 49, 59, 69, 63,
74, 51, 50, 65, 67, 77, 66, 76, 83, 55, 54, 68, 75, 72, 61, 56, 73, 70,
62, 58, 80]
Familia4: [132, 106, 129, 120, 128, 112, 115, 123, 124, 130, 86,
127, 104, 87, 116, 98, 125, 92, 88, 93, 108, 118, 105, 85, 99,
107, 113, 89, 90, 102, 97, 100, 101, 126, 103, 109, 117, 114, 95,
122, 96, 119, 110, 131, 121, 111, 94, 91]
Familia5: [150, 135, 138, 153, 145, 137, 141, 144, 147, 148, 136,
134, 152, 149, 142, 146, 151, 155, 133, 154, 143, 139, 156, 140]
Familia6: [165, 181, 171, 186, 172, 176, 190, 166, 168, 174, 187,
162, 164, 177, 169, 184, 180, 183, 157, 179, 175, 170, 163, 161,
178, 188, 189, 192, 185, 167, 173, 158, 160, 159, 191, 182]
Familia6: [193, 206, 200, 210, 202, 207, 216, 224, 217, 209, 196,
211, 220, 199, 215, 212, 195, 204, 197, 221, 227, 219, 198, 225,
205, 228, 223, 222, 218, 194, 214, 226, 201, 213, 208, 203]
Familia7: [251, 234, 249, 231, 236, 248, 250, 241, 239, 233, 242,
230, 247, 252, 235, 244, 238, 229, 246, 232, 237, 245, 240, 243]
4
Familias: [3, 1, 2, 4]
Familia1: [34, 17, 37, 26, 4, 35, 30, 33, 9, 48, 28,
25, 31, 29, 44, 39, 6, 11, 8, 10, 36, 22, 2, 38, 3,
27, 18, 1, 47, 45, 46, 41, 24, 23, 20, 40, 19, 12, 14,
16, 42, 32, 13, 7, 15, 43, 21, 5]
Familias: [3, 1, 2]
Familia1: [13, 28, 32, 29, 4, 34, 23, 24, 30,
15, 19, 7, 9, 27, 26, 22, 2, 25, 16, 3, 31,
1, 21, 35, 10, 17, 8, 18, 12, 6, 33, 5, 11,
14, 36, 20]
Familia2: [48, 81, 43, 70, 78, 67, 77, 79, 83,
56, 50, 46, 57, 69, 60, 84, 39, 49, 75, 72, 45,
Familias: [7, 8, 4, 3, 1, 2, 6, 5]
Familia1: [23, 35, 36, 12, 3, 13, 19, 20, 27, 16, 18, 22, 1, 33, 28, 5,
14, 4, 2, 8, 11, 25, 24, 32, 7, 15, 30, 10, 6, 34, 29, 26, 9, 21, 31,
17]
Familia2: [41, 45, 48, 39, 38, 43, 40, 37, 42, 44, 47, 46]

Anexo F: Mejores soluciones del GA en cada iteración para el estado propuesto del caso de estudio 221
Iter.
Mejor solución del GA en cada iteración para optimizar Makespan
Schedule para la celda de manufactura 1 Schedule para la celda de manufactura 2 Schedule para la celda de manufactura 3
Familia2: [65, 57, 64, 70, 58, 75, 74, 50, 55, 54, 63,
81, 76, 77, 84, 56, 61, 67, 69, 72, 73, 79, 52, 83, 51,
71, 62, 60, 82, 49, 53, 66, 59, 68, 80, 78]
Familia3: [ 87, 85, 104, 100, 108, 88, 89, 131, 112,
118, 105, 90, 125, 121, 102, 92, 113, 122, 123,
97, 93, 106, 117, 110, 126, 99, 119, 91, 109, 127,
111, 130, 120, 95, 114, 96, 115, 98, 132, 107, 94,
101, 116, 103, 128, 86, 129, 124]
Familia4: [141, 154, 135, 145, 142, 139, 133, 137,
140, 156, 155, 153, 138, 151, 148, 136, 147, 144,
149, 152, 146, 143, 150, 134]
52, 73, 42, 61, 51, 41, 71, 47, 76, 80, 82, 63,
64, 53, 54, 58, 59, 55, 37, 40, 68, 44, 65, 66,
74, 38, 62]
Familia3: [ 85, 86, 93, 107, 108, 102, 101,
106, 92, 104, 100, 96, 97, 87, 94, 99, 95,
89, 91, 98, 103, 88, 90, 105]
Familia3: [54, 80, 65, 62, 82, 59, 81, 77, 72, 49, 73, 53, 69, 79, 78,
61, 52, 57, 63, 71, 66, 70, 83, 74, 67, 55, 84, 58, 75, 64, 76, 51, 68,
56, 60, 50]
Familia4: [ 93, 125, 124, 118, 110, 123, 95, 105, 97, 131, 98, 122,
129, 85, 126, 102, 112, 108, 113, 86, 117, 92, 103, 115, 88, 120,
99, 107, 121, 111, 90, 94, 119, 87, 101, 114, 128, 104, 116, 100,
96, 130, 106, 109, 127, 91, 89, 132]
Familia5: [140, 142, 144, 150, 138, 145, 137, 154, 143, 152, 149,
156, 141, 151, 146, 135, 147, 148, 153, 139, 155, 134, 133, 136]
Familia6: [179, 184, 172, 160, 161, 164, 185, 181, 175, 192, 186,
157, 169, 188, 189, 171, 158, 182, 176, 173, 159, 165, 166, 177,
168, 170, 191, 190, 167, 178, 183, 174, 180, 163, 187, 162]
Familia7: [217, 220, 198, 199, 225, 223, 207, 213, 197, 227, 210,
196, 215, 193, 222, 226, 214, 208, 205, 211, 228, 204, 194, 203,
201, 212, 200, 218, 224, 221, 206, 219, 202, 216, 195, 209]
Familia8: [251, 236, 230, 240, 241, 239, 247, 232, 249, 252, 243,
231, 242, 238, 246, 234, 245, 235, 237, 229, 248, 233, 250, 244]
Iter.
Mejor solución del GA en cada iteración para optimizar TCT
Schedule para la celda de manufactura 1 Schedule para la celda de manufactura 2 Schedule para la celda de manufactura 3
0
Familias: [3, 4, 1, 2]
Familia1: [27, 4, 1, 29, 9, 30, 26, 33, 37, 38, 40,
39, 41, 2, 8, 35, 5, 31, 15, 25, 32, 14, 16, 13, 28,
3, 10, 6, 11, 42, 12, 18, 17, 45, 44, 21, 43, 34, 20,
36, 48, 19, 46, 24, 47, 22, 7, 23]
Familias: [3, 1, 2]
Familia1: [13, 27, 5, 25, 1, 2, 26, 6, 3, 17,
19, 8, 14, 28, 7, 20, 30, 18, 32, 15, 29, 11,
33, 12, 36, 21, 31, 10, 35, 4, 9, 16, 23, 22,
24, 34]
Familia2: [39, 52, 64, 77, 42, 63, 49, 62, 41,
75, 73, 65, 66, 79, 82, 40, 61, 38, 45, 50, 54,
Familias: [8, 7, 5, 4, 3, 6, 2, 1]
Familia1: [29, 6, 14, 4, 3, 16, 13, 15, 1, 27, 26, 22, 31, 25, 18, 17,
11, 19, 9, 21, 2, 10, 33, 35, 8, 7, 30, 23, 20, 36, 24, 5, 32, 28, 12,
34]
Familia2: [45, 46, 43, 39, 44, 47, 42, 37, 41, 40, 48, 38]
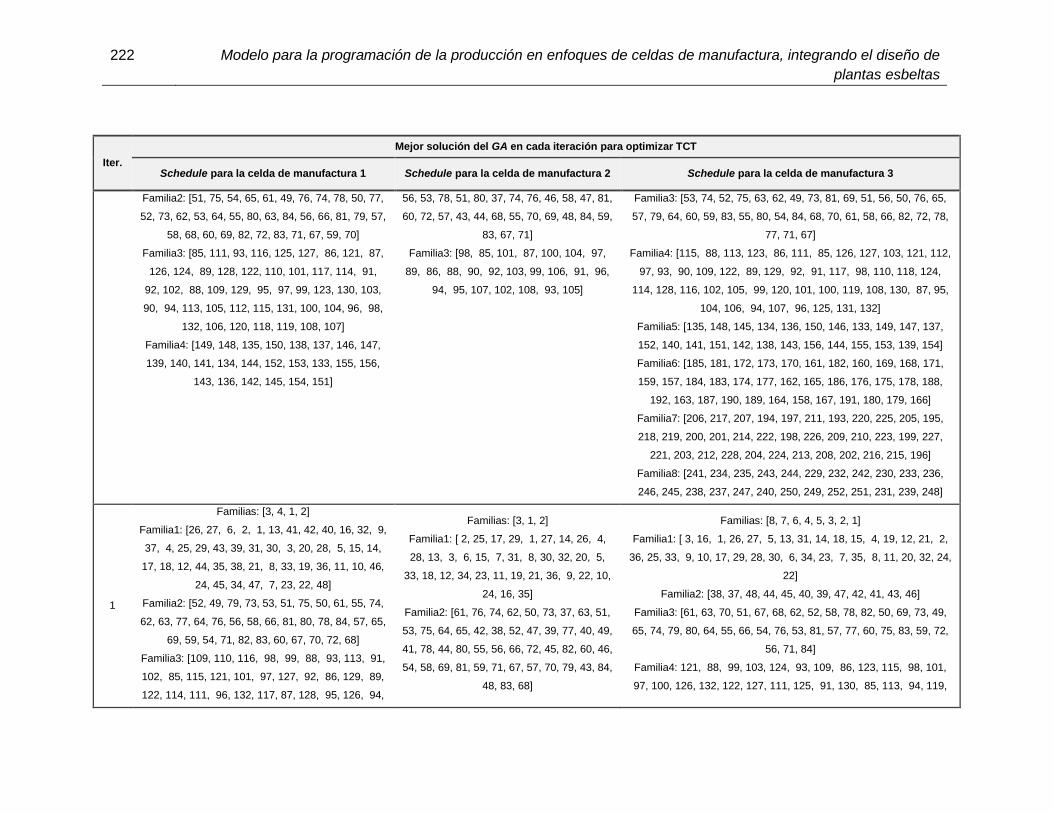
222 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas
Iter.
Mejor solución del GA en cada iteración para optimizar TCT
Schedule para la celda de manufactura 1 Schedule para la celda de manufactura 2 Schedule para la celda de manufactura 3
Familia2: [51, 75, 54, 65, 61, 49, 76, 74, 78, 50, 77,
52, 73, 62, 53, 64, 55, 80, 63, 84, 56, 66, 81, 79, 57,
58, 68, 60, 69, 82, 72, 83, 71, 67, 59, 70]
Familia3: [85, 111, 93, 116, 125, 127, 86, 121, 87,
126, 124, 89, 128, 122, 110, 101, 117, 114, 91,
92, 102, 88, 109, 129, 95, 97, 99, 123, 130, 103,
90, 94, 113, 105, 112, 115, 131, 100, 104, 96, 98,
132, 106, 120, 118, 119, 108, 107]
Familia4: [149, 148, 135, 150, 138, 137, 146, 147,
139, 140, 141, 134, 144, 152, 153, 133, 155, 156,
143, 136, 142, 145, 154, 151]
56, 53, 78, 51, 80, 37, 74, 76, 46, 58, 47, 81,
60, 72, 57, 43, 44, 68, 55, 70, 69, 48, 84, 59,
83, 67, 71]
Familia3: [98, 85, 101, 87, 100, 104, 97,
89, 86, 88, 90, 92, 103, 99, 106, 91, 96,
94, 95, 107, 102, 108, 93, 105]
Familia3: [53, 74, 52, 75, 63, 62, 49, 73, 81, 69, 51, 56, 50, 76, 65,
57, 79, 64, 60, 59, 83, 55, 80, 54, 84, 68, 70, 61, 58, 66, 82, 72, 78,
77, 71, 67]
Familia4: [115, 88, 113, 123, 86, 111, 85, 126, 127, 103, 121, 112,
97, 93, 90, 109, 122, 89, 129, 92, 91, 117, 98, 110, 118, 124,
114, 128, 116, 102, 105, 99, 120, 101, 100, 119, 108, 130, 87, 95,
104, 106, 94, 107, 96, 125, 131, 132]
Familia5: [135, 148, 145, 134, 136, 150, 146, 133, 149, 147, 137,
152, 140, 141, 151, 142, 138, 143, 156, 144, 155, 153, 139, 154]
Familia6: [185, 181, 172, 173, 170, 161, 182, 160, 169, 168, 171,
159, 157, 184, 183, 174, 177, 162, 165, 186, 176, 175, 178, 188,
192, 163, 187, 190, 189, 164, 158, 167, 191, 180, 179, 166]
Familia7: [206, 217, 207, 194, 197, 211, 193, 220, 225, 205, 195,
218, 219, 200, 201, 214, 222, 198, 226, 209, 210, 223, 199, 227,
221, 203, 212, 228, 204, 224, 213, 208, 202, 216, 215, 196]
Familia8: [241, 234, 235, 243, 244, 229, 232, 242, 230, 233, 236,
246, 245, 238, 237, 247, 240, 250, 249, 252, 251, 231, 239, 248]
1
Familias: [3, 4, 1, 2]
Familia1: [26, 27, 6, 2, 1, 13, 41, 42, 40, 16, 32, 9,
37, 4, 25, 29, 43, 39, 31, 30, 3, 20, 28, 5, 15, 14,
17, 18, 12, 44, 35, 38, 21, 8, 33, 19, 36, 11, 10, 46,
24, 45, 34, 47, 7, 23, 22, 48]
Familia2: [52, 49, 79, 73, 53, 51, 75, 50, 61, 55, 74,
62, 63, 77, 64, 76, 56, 58, 66, 81, 80, 78, 84, 57, 65,
69, 59, 54, 71, 82, 83, 60, 67, 70, 72, 68]
Familia3: [109, 110, 116, 98, 99, 88, 93, 113, 91,
102, 85, 115, 121, 101, 97, 127, 92, 86, 129, 89,
122, 114, 111, 96, 132, 117, 87, 128, 95, 126, 94,
Familias: [3, 1, 2]
Familia1: [ 2, 25, 17, 29, 1, 27, 14, 26, 4,
28, 13, 3, 6, 15, 7, 31, 8, 30, 32, 20, 5,
33, 18, 12, 34, 23, 11, 19, 21, 36, 9, 22, 10,
24, 16, 35]
Familia2: [61, 76, 74, 62, 50, 73, 37, 63, 51,
53, 75, 64, 65, 42, 38, 52, 47, 39, 77, 40, 49,
41, 78, 44, 80, 55, 56, 66, 72, 45, 82, 60, 46,
54, 58, 69, 81, 59, 71, 67, 57, 70, 79, 43, 84,
48, 83, 68]
Familias: [8, 7, 6, 4, 5, 3, 2, 1]
Familia1: [ 3, 16, 1, 26, 27, 5, 13, 31, 14, 18, 15, 4, 19, 12, 21, 2,
36, 25, 33, 9, 10, 17, 29, 28, 30, 6, 34, 23, 7, 35, 8, 11, 20, 32, 24,
22]
Familia2: [38, 37, 48, 44, 45, 40, 39, 47, 42, 41, 43, 46]
Familia3: [61, 63, 70, 51, 67, 68, 62, 52, 58, 78, 82, 50, 69, 73, 49,
65, 74, 79, 80, 64, 55, 66, 54, 76, 53, 81, 57, 77, 60, 75, 83, 59, 72,
56, 71, 84]
Familia4: 121, 88, 99, 103, 124, 93, 109, 86, 123, 115, 98, 101,
97, 100, 126, 132, 122, 127, 111, 125, 91, 130, 85, 113, 94, 119,

Anexo F: Mejores soluciones del GA en cada iteración para el estado propuesto del caso de estudio 223
Iter.
Mejor solución del GA en cada iteración para optimizar TCT
Schedule para la celda de manufactura 1 Schedule para la celda de manufactura 2 Schedule para la celda de manufactura 3
119, 90, 125, 108, 118, 130, 103, 100, 112, 123,
120, 104, 131, 105, 107, 106, 124]
Familia4: [138, 136, 133, 147, 140, 134, 137, 146,
150, 142, 153, 149, 135, 148, 144, 141, 151, 139,
154, 156, 143, 145, 152, 155]
Familia3: [ 85, 100, 99, 103, 97, 86, 104,
101, 90, 91, 87, 95, 92, 102, 98, 96, 89,
108, 88, 107, 106, 93, 105, 94]
104, 106, 112, 90, 118, 131, 87, 105, 128, 114, 107, 120, 117, 89,
96, 116, 92, 110, 108, 129, 102, 95]
Familia5: [148, 134, 136, 147, 149, 146, 135, 138, 155, 150, 153,
139, 154, 137, 156, 143, 140, 144, 145, 152, 141, 151, 142, 133]
Familia6: [181, 183, 159, 157, 160, 184, 162, 171, 182, 170, 190,
158, 173, 185, 164, 175, 166, 187, 174, 161, 186, 177, 191, 188,
163, 165, 172, 176, 192, 180, 167, 179, 189, 168, 178, 169]
Familia7: [194, 219, 207, 210, 195, 206, 193, 218, 217, 196, 221,
209, 199, 211, 197, 205, 208, 203, 226, 202, 220, 201, 227, 223,
225, 222, 224, 212, 200, 214, 228, 198, 213, 215, 204, 216]
Familia8: [241, 244, 242, 232, 231, 245, 230, 243, 229, 246, 238,
235, 240, 233, 234, 236, 237, 252, 250, 247, 251, 239, 248, 249]
2
Familias: [3, 4, 1, 2]
Familia1: [ 5, 18, 17, 1, 37, 31, 25, 8, 39, 7, 26, 40,
28, 14, 44, 30, 20, 15, 9, 12, 41, 2, 36, 16, 27, 45,
32, 43, 38, 6, 22, 35, 34, 42, 4, 29, 21, 47, 11, 3,
46, 23, 48, 13, 33, 24, 10, 19]
Familia2: [49, 50, 54, 62, 74, 84, 73, 64, 63, 52, 77,
76, 75, 58, 57, 80, 51, 66, 61, 60, 82, 79, 53, 65, 68,
67, 72, 69, 81, 59, 71, 70, 56, 78, 83, 55]
Familia3: [ 86, 97, 100, 111, 91, 126, 122, 95, 101,
124, 119, 121, 112, 109, 99, 103, 120, 130, 114,
123, 92, 125, 110, 116, 85, 117, 102, 113, 89, 96,
98, 93, 87, 105, 118, 104, 108, 129, 115, 127, 94,
132, 131, 107, 106, 90, 88, 128]
Familia4: [134, 135, 139, 138, 137, 133, 145, 141,
147, 149, 136, 142, 148, 146, 140, 155, 144, 154,
152, 143, 151, 150, 153, 156]
Familias: [3, 1, 2]
Familia1: [13, 14, 1, 26, 25, 4, 15, 2, 16,
19, 29, 27, 5, 30, 18, 20, 17, 3, 8, 6, 31,
32, 35, 23, 12, 9, 28, 10, 24, 33, 36, 34, 22,
11, 7, 21]
Familia2: [74, 37, 62, 70, 38, 50, 73, 42, 49,
63, 76, 41, 40, 56, 61, 51, 39, 82, 53, 65, 77,
55, 43, 75, 54, 67, 78, 66, 52, 44, 68, 64, 79,
81, 80, 57, 58, 69, 59, 46, 47, 84, 71, 60, 45,
72, 83, 48]
Familia3: [ 98, 89, 100, 85, 86, 87, 99,
97, 90, 102, 103, 101, 91, 92, 104, 88, 93,
107, 105, 106, 95, 96, 94, 108]
Familias: [8, 7, 6, 4, 5, 3, 2, 1]
Familia1: [14, 13, 4, 25, 28, 3, 30, 27, 15, 34, 32, 17, 19, 2, 6, 26,
31, 5, 9, 18, 12, 35, 8, 1, 7, 33, 21, 20, 29, 24, 11, 22, 23, 36, 10,
16]
Familia2: [40, 37, 38, 39, 43, 41, 47, 46, 42, 48, 44, 45]
Familia3: [49, 51, 63, 81, 74, 70, 64, 67, 75, 61, 54, 57, 77, 66, 80,
52, 73, 78, 62, 76, 55, 79, 53, 69, 58, 60, 65, 83, 59, 82, 56, 71, 68,
50, 72, 84]
Familia4: [103, 89, 88, 109, 100, 86, 112, 121, 111, 85, 97, 122,
127, 115, 87, 110, 105, 98, 93, 91, 106, 123, 102, 130, 129, 132,
99, 104, 119, 90, 128, 108, 96, 107, 117, 125, 101, 124, 118, 92,
95, 114, 113, 126, 116, 94, 120, 131]
Familia5: [148, 146, 140, 156, 147, 136, 145, 135, 150, 143, 151,
137, 134, 141, 144, 155, 138, 154, 152, 153, 142, 139, 149, 133]

224 Modelo para la programación de la producción en enfoques de celdas de manufactura, integrando el diseño de
plantas esbeltas
Iter.
Mejor solución del GA en cada iteración para optimizar TCT
Schedule para la celda de manufactura 1 Schedule para la celda de manufactura 2 Schedule para la celda de manufactura 3
Familia6: [181, 184, 169, 157, 170, 161, 158, 175, 182, 159, 172,
187, 188,183, 171, 163, 186, 174, 178, 162, 173, 185, 180, 189,
190, 177, 176, 166, 165, 167, 168, 164, 191, 192, 179, 160]
Familia7: [218, 220, 219, 193, 205, 221, 217, 196, 223, 210, 225,
207, 222, 224, 211, 226, 195, 197, 206, 209, 198, 216, 208, 202,
199, 204, 213, 212, 215, 201, 194, 214, 227, 200, 228, 203]
Familia8: [229, 242, 251, 241, 238, 232, 243, 237, 230, 231, 240,
233, 244, 248, 247, 250, 239, 236, 252, 245, 234, 235, 249, 246]
3
Familias: [3, 4, 1, 2]
Familia1: [ 2, 30, 39, 27, 26, 29, 4, 14, 9, 1, 25, 8,
16, 37, 41, 40, 38, 3, 35, 6, 33, 13, 31, 42, 12, 7,
17, 28, 5, 45, 18, 20, 22, 21, 48, 47, 43, 19, 44, 36,
32, 23, 34, 46, 15, 24, 11, 10]
Familia2: [73, 50, 53, 49, 51, 77, 52, 74, 75, 78, 61,
56, 63, 76, 59, 58, 81, 62, 55, 79, 64, 82, 69, 66, 83,
72, 65, 80, 84, 60, 67, 70, 68, 54, 57, 71]
Familia3: [ 87, 109, 102, 125, 116, 100, 110, 104,
99, 111, 93, 128, 98, 101, 90, 85, 126, 115, 86,
123, 124, 117, 129, 89, 88, 94, 122, 92, 114, 97,
105, 113, 118, 107, 112, 121, 120, 106, 131, 132,
95, 130, 108, 96, 103, 127, 91, 119]
Familia4: [147, 137, 135, 145, 138, 134, 150, 146,
149, 133, 141, 136, 151, 139, 152, 154, 156, 142,
143, 155, 140, 148, 153, 144]
Familias: [3, 1, 2]
Familia1: [26, 14, 2, 4, 27, 28, 25, 8, 18, 1,
16, 20, 17, 13, 3, 15, 24, 7, 12, 6, 34, 19,
29, 23, 31, 33, 5, 35, 11, 30, 21, 32, 9, 22,
10, 36]
Familia2: [79, 73, 64, 49, 83, 44, 52, 38, 45,
37, 65, 43, 62, 50, 39, 61, 71, 82, 42, 63, 55,
68, 51, 40, 80, 74, 54, 56, 58, 67, 81, 47, 76,
48, 69, 46, 70, 57, 72, 66, 84, 60, 53, 78, 59,
41, 77, 75]
Familia3: [ 97, 99, 85, 90, 88, 87, 103,
89, 86, 104, 106, 96, 101, 100, 92, 105,
107, 98, 91, 93, 95, 102, 94, 108]
Familias: [8, 7, 6, 4, 5, 3, 2, 1]
Familia1: [16, 25, 36, 31, 3, 13, 30, 4, 2, 27, 15, 1, 14, 9, 28, 26,
6, 17, 29, 19, 20, 18, 7, 10, 5, 34, 21, 23, 12, 32, 22, 35, 8, 33, 24,
11]
Familia2: [45, 48, 43, 41, 37, 40, 38, 39, 42, 44, 47, 46]
Familia3: [49, 74, 67, 75, 76, 63, 51, 65, 73, 81, 50, 61, 70, 62, 54,
68, 66, 64, 56, 78, 80, 71, 69, 55, 83, 77, 53, 79, 84, 82, 57, 72, 60,
59, 52, 58]
Familia4: [113, 124, 110, 85, 97, 111, 112, 109, 86, 129, 121, 98,
87, 100, 114, 122, 104, 126, 115, 125, 116, 94, 101, 93, 92, 102,
89, 123, 99, 130, 106, 96, 91, 90, 120, 105, 119, 117, 88, 127,
95, 131, 103, 128, 132, 108, 107, 118]
Familia5: [147, 146, 133, 136, 155, 137, 145, 135, 150, 142, 139,
151, 144, 148, 149, 156, 153, 138, 141, 143, 154, 152, 140, 134]
Familia6: [169, 186, 157, 160, 172, 184, 170, 185, 163, 183, 173,
181, 182, 171, 174, 162, 176, 188, 178, 192, 175, 165, 180, 179,
161, 187, 168, 164, 166, 191, 167, 159, 177, 190, 189, 158]
Familia7: [196, 219, 193, 195, 194, 220, 217, 218, 222, 208, 209,
215, 206, 223, 197, 198, 205, 207, 199, 210, 204, 226, 201, 221,
225, 203, 213, 211, 216, 227, 228, 214, 202, 212, 224, 200]

Anexo F: Mejores soluciones del GA en cada iteración para el estado propuesto del caso de estudio 225
Iter.
Mejor solución del GA en cada iteración para optimizar TCT
Schedule para la celda de manufactura 1 Schedule para la celda de manufactura 2 Schedule para la celda de manufactura 3
Familia8: [241, 250, 252, 232, 231, 235, 233, 229, 230, 248, 236,
245, 243, 247, 239, 237, 238, 246, 234, 251, 249, 244, 242, 240])]
4
Familias: [3, 4, 1, 2]
Familia1: [26, 15, 37, 25, 44, 1, 27, 33, 31, 38, 4,
8, 3, 2, 42, 21, 30, 18, 29, 6, 39, 16, 13, 5, 34, 9,
28, 12, 11, 41, 32, 47, 48, 20, 46, 14, 10, 43, 35, 17,
7, 22, 24, 36, 45, 23, 19, 40]
Familia2: [53, 49, 68, 51, 73, 52, 50, 74, 54, 75, 77,
62, 78, 56, 55, 79, 66, 76, 57, 65, 81, 84, 60, 58, 83,
63, 59, 71, 69, 80, 64, 82, 70, 67, 72, 61]
Familia3: [ 86, 124, 101, 126, 127, 102, 98, 109,
93, 89, 100, 121, 87, 112, 123, 91, 131, 115, 122,
99, 94, 110, 129, 113, 111, 88, 97, 114, 125, 130,
116, 90, 120, 104, 85, 103, 95, 96, 106, 92, 108,
118, 117, 128, 119, 105, 107, 132]
Familia4: [134, 145, 140, 136, 135, 150, 147, 138,
146, 149, 139, 151, 155, 148, 154, 143, 137, 153,
152, 141, 144, 133, 156, 142]
Familias: [3, 1, 2]
Familia1: [26, 1, 17, 2, 15, 19, 5, 14, 7, 30,
29, 28, 13, 6, 25, 35, 8, 32, 18, 4, 22, 3,
27, 16, 23, 31, 10, 20, 34, 21, 36, 33, 11, 9,
12, 24]
Familia2: [62, 75, 40, 41, 61, 43, 64, 51, 73,
38, 39, 49, 53, 50, 37, 65, 74, 66, 57, 42, 63,
52, 67, 76, 54, 80, 69, 78, 68, 55, 82, 45, 56,
46, 77, 47, 83, 44, 59, 84, 48, 81, 71, 79, 60,
72, 70, 58]
Familia3: [ 98, 97, 88, 87, 99, 100, 90,
85, 86, 91, 104, 89, 105, 103, 106, 93,
108, 95, 102, 94, 101, 96, 107, 92]
Familias: [8, 7, 6, 4, 5, 3, 2, 1]
Familia1: [13, 16, 1, 14, 30, 25, 28, 6, 18, 32, 7, 34, 4, 26, 5, 3,
31, 22, 15, 29, 27, 11, 12, 19, 35, 2, 23, 17, 9, 33, 10, 8, 20, 36,
21, 24]
Familia2: [42, 48, 37, 46, 38, 44, 45, 43, 40, 41, 47, 39]
Familia3: [49, 61, 73, 52, 63, 74, 76, 82, 50, 53, 56, 79, 57, 65, 62,
66, 54, 55, 64, 69, 80, 58, 51, 81, 59, 72, 70, 71, 78, 77, 60, 67, 75,
84, 68, 83]
Familia4: [109, 87, 122, 97, 100, 89, 98, 112, 115, 101, 88, 121,
111, 124, 104, 86, 114, 90, 85, 103, 123, 110, 94, 113, 91, 102,
106, 125, 126, 129, 92, 127, 130, 118, 99, 116, 128, 119, 120, 93,
105, 117, 96, 108, 107, 131, 95, 132]
Familia5: [146, 150, 151, 135, 148, 138, 145, 134, 147, 136, 137,
149, 154, 152, 153, 144, 139, 142, 156, 143, 155, 140, 141, 133]
Familia6: [169, 157, 160, 170, 173, 181, 172, 188, 184, 165, 183,
163, 182, 159, 176, 164, 185, 162, 171, 187, 174, 175, 168, 191,
167, 189, 192, 179, 186, 161, 177, 190, 180, 178, 166, 158]
Familia7: [196, 206, 208, 210, 193, 195, 194, 207, 222, 223, 219,
205, 213, 198, 197, 220, 201, 212, 211, 199, 204, 214, 221, 226,
218, 228, 225, 215, 200, 202, 227, 224, 209, 216, 217, 203]
Familia8: [229, 243, 242, 231, 244, 232, 241, 230, 233, 246, 247,
235, 234, 245, 236, 251, 240, 237, 239, 252, 238, 248, 249, 250]






















![[173013] Diseño de la programación de la producción y](https://img.dokumen.tips/doc/110x75/62cd2a59b04a7856037853e4/173013-diseo-de-la-programacin-de-la-produccin-y-.jpg)






