Embed Size (px)
Citation preview

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 1/115
I
\\l
MODELLING OF OIL FURNACE BLACK MANUFACTURING
PROCESS USING ASPEN
A Thes is Presented to
The Facul ty o f the Col l ege o f Engineering and Technology
Ohio Univer s i ty
In Pa rt ia l F u lf i l lm e n t
o f th e Requirements for th e Degree
Master o f Sc ience
by
Sharat B. Dhulipalli , ,<·- " . . - ./
June, 1990

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 2/115
ACKNOWLEDGEMENTS
I ta.ke t h i s oppor tuni ty to express my s in c er e g r a ti tu d e
and apprecia t ion to Dr. Wen-Jia Chen fo r h is valuable
guidance and ass i s t ance during the course o f t h i s the s i s and
my s t ay a t ohio Univers i ty . I would a lso l ike to express my
s incere thanks to Dr. Nicholas Dinos of the Department of
Ch·emical Engineering, a t Ohio Univers i ty , and Dr. Jay
Gunasekara of the Department of Mechanical Engineer ing a t
Ohio Univers i ty fo r t h e i r guidance and help in completing
t h i s the s i s work.
Shara t B. Dhul ipa l l i
June 1990

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 3/115
CONTENTS
CHAPTER 1 INTRODUCTION 1
1 .1
1 .2
1 .3
Aspen Plus . . . . . . • . . . . . . . .
Carbon Black
Aim of th e Study .
1. 2
4
CHAPTER 2 LITERATURE REVIEW 5
Fur na ce B la ck.1
2.1 .1
2 .1 .1
Gas Furnace Process
Gas Furnace Process
• 5
• 8
• 8
2 .2 Feedstocks fo r o i l Furnace P roce s s . . . 12
2.3 Effec t s o f Opera ti ng Pa rame te rs
.....12
2 .3 .1 E ffec t of Combustion a i r to
Gas r a t i o . . . . • . . . .12
2.3.2 Effec t of Tota l a i r to o i l r a t i o . 15
2 .4 Effec t of Pot tass ium addi t ives 16
2 .5 Carbon black Format ion ....2.5.2 Theory Based on C2 Rad i c a l .
2.5.2 Theory of Polymer iza t ion . .2.5.3 Nuclea t ion and Growth ...
· . . . 20
• • • • 20• .20
· . . .21

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 4/115
2.5.4 Qual i ty Control . . • . . . • . .21
CHAPTER 3 DEVELOPMENT OF MODEL . . . . . . . . . . .22
3 .1 Need fo r a M ode l .. . 22
3.2 Capabi l i t ies of ASPEN. . 23
3 .3 Limi ta t ions of ASPEN . . . . . 25
3 .4 Modelling of th e process 27
3.5 Development of Simulat ion Model . . 47
CHAPTER 4 RESULTS AND DISCUSSION
CHAPTER 5 CONCLUSIONS . .
59
66
REFERENCES . . . . . . . . • . . • . . . . . . . . 68
APPENDIX A . . . . . . . . . . . . . . . . . . . . i
APPENDIX B . . • . . . . . . . . . . . . . . . . xv

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 5/115
1 .
2A.
2B.
3A.
3B.
4 .
5 .
LIST OF TABLES
Data from USP 2,464,700
Data from USP 3,240,565
Data from USP 3,240,565
Data used in th e reg ress ion ana lys i s fo r y ie ld
Data used in the regress ion ana lys i s fo r Yield
Summary of th e reg ress ion a na ly sis fo r y i e ld
Comparision of ac tua l and ca lcu la t ed y i e l d s
.29
.30
.31
.32
.33
.35
.37
6. Data used in reg ress ion ana lys i s o f su r face area .40
7. Summary o f re gre sio n an aly sis fo r su r face area .41
8 . Comparision of Actua l and c a lc u la te d s ur fa ce area .43
9 • Data used fo r cor r e l a t i on o f o i l absorp t ion .44
.60
10. Summary of reg ress ion a na ly sis fo r o i l absorp t ion .45
11. Comparision o f ac tua l and ca lcu la t ed o i l absopt ion46
12. Comparision of y ie ld from s imula t ion to Yie ld
r epor ted in Paten t
13. Comparision of su rfa ce area from s imula t ion to
su rfac e a rea re po rted in p aten t .61
14. Comparision of o i l absorpt ion from s imula t ion to
o i l absorpt ionrepor ted
in pa ten t .61
15. Composition o f th e O utle t gases from s imula t ion .63
16. Summary of th e r e su l t s o f s imula t ion fo r run H3 .64

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 6/115
1 .
2 •
3 •
LIST OF FIGURES
Flow diagram, Gas furnace process
Flow diagram, o i l furnace process
B lo ck d ia gram o f s im u la tio n model
6
7
48

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 7/115
1C h a p t e r I
INTRODUCTION
C h e m i c a l p r o c e s s indus t r i es n e e d to b e c o m p e t i t i v e in
today ' s economic e n v i r o n m e n t . To b e c o m p e t i t i v e , c h e m i c a l
p ro c e ss e ng in e e rs are u s i n g c o m p u t e r s to d e s i g n the c h e m i c a l
processes . V a r i o u s k i n d s o f p r o c e s s s i m u l a t i o n p a c k a g e s w i t h
v a r y i n g capab i l i t i e s , s u c h a s FLOWTRAN, ASPEN PLUS, e t c . , are
b e i n g u s e d fo r t h i s p u r p o s e . T h e se s o f t w a r e p a c k a g e s e n a b l e
p ro ce ss e ng in ee rs to d e s i g n a n d s i m u l a t e th e p r o c e s s j u s t
w i t h th e knowledge of the c o n ce p tu al f lo ws h e e t of the
process .
1 .1 Aspen P l u s
ASPEN PLUS i s a s i m u l a t i o n too l u s e d to model p r o c e s s e s
w h e r e there i s a flow of mass an d e n e r g y from o n e un i t
p r o c e s s to the o the r . ASPEN PLUS c a n b e u s e d to model m o st
of th e c h e m i c a l p r o c e s s indus t r i es s u c h as c h e m i c a l ,
p e t r o c h e m i c a l , pUlp an d p a p e r .
The input to ASPEN PLUS cons i s t s of i n f o r m a t i o n
genera l ly spec i f i ed w i t h the p r o c e s s f l o w s h e e t , an d the
o u t p u t from the ASPEN s i m u l a t i o n represents the p e r f o r m a n c e
of the p l an t , a l l the p ro du ct s tr e am s, t h e i r c o m p o s i t i o n s ,
prope r t i e s , a n d mass an d e n e r g y f l o w s .

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 8/115
2
s i m u l a t i o n s t u d i e s on t h e c o n c e p t u a l f lo w s h e e ts u s i ng
ASPEN PLUS can h e l p i n o p t i m i z i n g t h e p r o c e s s and avoid major
m i s t a k e s such a s committ ing t o t h e wrong t y p e o f equipment.
The ASPEN PLUS model can be improved a s new i n f o r m a t i o n about
t h e p r o c e s s becomes a v a i l a b l e .
ASPEN PLUS can s e r v e a s a powerful t o o l i n s i m u l a t i n g
e x i s t i n g p l a n t s t o improve y i e l d s and reduce energy
consumpt ion. It a l s o can h e l p p r o c e s s e n g i n e e r s i n
d e t e r m i n i n g t h e e f f e c t s o f v a r y i n g composi t ion o f t h e
f e e d s t o c k s and changes i n t h e o p e r a t i n g c o n d i t i o n s o f t h e
p r o c e s s on t h e q u a li t y , y i e ld and o t h e r p a r a m e t e r s .
1 . 2 Carbon Black
Carbon b l a c k i s formed by incomplete combust ion o f
o r g a n ic s u b s t a n c e s . The te rm "carbon b l a c k " ' r e f e r s t o a
group o f i n d u s t r i a l p r o d u c t s c o n s i s t i n g o f f u r n a c e b l a c k s ,
channe l b l a c k s , the rmal b l a c k s and lamp b l a c k s . Carbon
b l a c k s a r e 99% carbon. They a r e composed o f e l e m e n t a l carbon
i n t h e form o f n e a r s p h e r i c a l p a r t i c l e s o f c o l l o i d a l s i z e s
c o a l e s c e d i n t o p a r t i c l e a g gr e g at e s o b t a i n ed by p a r t i a l
combust ion o r the rmal decomposi t ion o f hydrocarbons .

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 9/115
3
Furnace black i s commercially th e most impor tan t black ,
account ing fo r 90% of the t o t a l black produced in the world .
Furnace black i s formed by pa r t i a l combustion o f na tura l gas
o r aromatic hydrocarbons. At presen t most o f th e furnace
black i s produced us ing aromat ic o i l , which i s th e bottom
product o f th e pet roleum r e f in ing . Channel b lack i s formed
when na tu r a l gas flame i s impinged on channel i rons . Thermal
b lack i s made by the rmal cracking of na tura l gas .
The rubbe r / t i r e indus t ry i s th e major consumer o f carbon
b lack . Some o f th e carbon black a lso i s consumed in the
manufacture o f inks and l acquer s . The qua l i t y o f th e carbon
b lack i s based on i t s re inforcement of rubber . The impor tan t
qua l i t i e s o f carbon black in rubber app l i ca t ions a re pa r t i c l e
s i ze and s t ruc tu re .
In g en era l, th e smal le r th e pa r t i c l e s i ze o f th e black ,
th e h igher th e su r face area and th e h igher i t s pr i ce . For
t h i s reason, the r e l a t i on between th e opera t ing cond i t ions
and th e type o f b lack formed i s c ruc i a l fo r the economic
o pe ra tio n o f th e p lan t .

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 10/115
4
1 .3 Aim Of The study
In th is thes i s work, data from various paten t s were
co' l lected and empir ica l equat ions re la t ing the main
characteri 's t t ics o f carbon black to the opera t ing condi t ions
of the process were developed. These cha rac te r i s t i c s a re
surf racearea , s t ruc ture and yie ld . These empir ica l equat ions
wereu .s,e'd to
developFORTRAN
blocksto
s imula tea pa r t
ofthe
r eac to r sec t ion of the carbon black process . An ASPEN PLUS
model fo r the s LmuLa tLon of th e whole process was developed
using th e :uoit opera t ion blocks a va ila ble in ASPEN PLUS and
th e d'evelq.:ed FORTRAN blocks . From th e re su l t s of the
simUlat ion 4 comparison was made between the ac tua l and the
s imula tedr :e su l t s .

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 11/115
5
Chapter I I
LITERATURE REVIEW
There are a var ie ty of i ndus t r i a l blacks today, but
those with a s ign i f i can t amount of product ion a re furnace
black, thermal black, and channel black. un t i l l the ear ly
1970s carbon black was mostly produced by channel black
process . But th e economics reSUlt ing from th e higher pr ices
of na tu ra l gas and be t t e r qual i ty of the carbon black
produced from the furnace process made furnace black a major
source of carbon black.
2.1 Furnace Black
There a re two types of furnace black manUfacturing
processes . They are gas furnace process and o i l furnace
process , depending upon whether gas or o i l i s used as a
source of carbon. The gas furnace process was f i r s t
es tab l ished in 1922 [1] and the o i l furnace process was
developed in 1942 by J .C. Krejci [2] .
2 .1 .1 Gas Furnace Process.
In the gas furnace process[3] , na tu ra l gas i s used as
the source of carbon. Air and a pa r t of na tu ra l gas are

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 12/115
colector
60Vde
sand
hp
ca
/
.Bk
bak
E
uge
Bow""
\
, • I t •I ,
,
111 I I
Cb
Y-U:_1
Bak cony'
••I
,.
,
peletzingeqpmen
Eerc
peCiPiaos f
GaWaespray"
Sacoe <
,
Bn-
J&
_
r»
Ar
•
/
FG1Gfunpo
fowdagam
RpodfomCbbakbyJBD
C]
0
\

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 13/115
A"
Ot,y
l
re"-oUPD',
I
•
Bui,1
'O
t
;--!
(ewOIOl
Clo
1
8Q,11.
[Itwao '(
'1 r I I I I I I I I 1 .
M,copwt
Z
F
G
aOi
ba
Rp
o
d
fom
C
b
b
a
k
byJB.Do
[]
'-J

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 14/115
8
burn t crea t ing a flame. The r e s t of the na tu ra l gas i s
decomposed in th e f lame, forming th e d es ired carbon black.
The y i e ld and qual i ty of the carbon black i s dependent on the
temperature and res idence t ime which a re cont ro l led by a i r
to gas r a t i o and by the conditions of turbu lence in the
r eac to r . Figure 1 shows the schematic representa t ion of the
gas furnace process .
2 .1 .2 o i l Furnace Process.
Even though the f i r s t o i l furnace process was mentioned
in th e Ayers paten t [4] , Phi l l i p s Petroleum was th e pioneer
in th e o i l furnace process . They improved th e process of
manufacturing carbon black from furnace process . This
improved technique fo r the manufacture of carbon black
involved introducing t angent i a l ly a mixture o f na tu ra l gas
and a i r to provide the necessary hea t fo r cracking the
atomized o i l feed s tock and producing a swi r l ing motion in
the reac tor .
The opera t ing un i t s o f the process cons i s t of a heat ing
sec t ion , a burning sec t ion , a furnace sec t ion , a quench
sec t ion , and a col l ec t ion system. A schematic representa t ion
of the o i l f ur na ce p ro c es s i s given in Figure 2. The burning
sec t ion and the furnace s ec tio n a re g en era lly i nt eg ra te d i nto

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 15/115
9
a s in g le r ea cto r. The reac tor sec t ion cons is t s of a number
of hor izonta l o r ve r t i c a l c y li nd ri ca l r ea c to rs . Although
ve r t i c a l r eac to r s a r e oc ca si ona ll y used, most of th e r ea cto rs
in opera t ion use hor izonta l type . The reac tors are lined
with f i r e br ick made of a s pe cia l mu ll i te containing 90-99%
alumina and backed with a high temperature cas t ib le
re f rac tory .
According to K.C.Krejci[5] carbon black a l so i s being
produced by a reac tor having a reac tor system of two
cyl indr ica l sec t ions , one s ho rt s ec tio n of l a rge diameter,
re fe r red to as the combustion sec t ion , and an elongated
coaxia l sec t ion of considerably smal ler diameter , re fe r red
to as th e re ac tio n chamber.
An inflammable mixture of a i r and fue l gas i s
in troduced in to the combustion sec t ion , in a di rec t ion
tangen t i a l to i t s cy l ind r i ca l s ide wal l . The mixture i s
burn t to combustion gases before it comes in contac t with the
carbon black producing feedstock a t th e ax is of the
chamber. This combust ible mixture i s in tended to burn as
soon as it leaves the inner end of the i n l e t . The fue l gas
and a i r mixture i s in jec ted in to the combustion chamber a t
a veloc i ty g rea t e r than the flame propagat ion . By t h i s rapid
r a t e th e danger of explosion in fue l l ine s i s aver ted.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 16/115
10
Burning gas , a i r , and hot products of combustion then
flow c ircumfrencia l ly around the wall of the combustion
chamber. Combustion gases genera l ly cons i s t of carbon
dioxide , carbon monoxide, and water vapor . General ly , in the
opera tion of the furnace, the fue l gas i s essen t i a l ly
completely burned by the t ime th e gases en te r th e reac t io n
zone or by the t ime they contac t the reac tan t hydrocarbon.
The temperature of the flame in the combustion chamber rangesfrom 2200-3100
oF .
The feed o i l i s heated to about 500-700oF in a heater .
The feed o i l i s atomized by pass ing through spec ia l ly
designed nozzles , and th e atomized feed i s in troduced into
the f lame produced by burning fue l gas and a i r . The
combustion gases and the r eac t an t (atomized) hydrocarbon then
pass in to the reac tion sec t ion in a s t a t e of su f f i c i en t
annular separa t ion to prevent the d epos itio n o f carbon black
on the wal ls of the reac tion chamber. The r eac t an t
hydrocarbon i s converted or decomposed to carbon black by the
hea t t r an sf er re d to it by mixing a t the in te r face between th e
hydrocarbon and the combustion gases and/or by rad ia t ion .

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 17/115
11
The carbon black i s formed in the f lame zone but the
growth takes place in the furnace sec t ion . To ob ta in the
des i red pa r t i c l e s i ze , the res idence t ime in th e reac t ion
chamber i s cont ro l l ed . This i s accomplished by passing
combustion gases through the furnace sec t ion a t a high,
preca lcu la ted veloc i ty , such t ha t the res idence t ime i s in
mil l i seconds[ l ] . Upon i ssuing from th e reac tor , the
combustion gases carrying the ent ra ined carbon black are
quenched w ith w ater or by spraying carbon black and water
s lu r ry from var ious poin t s . The temperature of the carbon
black-gas mixture i s reduced to about 1200oF.
Quench s lur ry
ente rs by the sprays around the circumference of the quench
sec t ion . I f water i s used most of th e water used fo r
quenching i s evaporated.
The stream of gases with ent ra ined carbon black i s
passed through a dry e l ec t r o s t a t i c prec ip i t a to r and cyclones
or se r i es of bag f i l t e r s made from s il ic on e tr ea te d glass
f ibe r fabr ic . More than 90% of the carbon black remaining
in the gases a f t e r the quench sec t ion can be removed from the
gases . The f lu f fy carbon black from the prec ip i t a to r s or
bag f i l t e r s i s pUlver ized to remove any g r i t present . The
f lu f fy carbon black i s converted in to pe l l e t s fo r easy
t ranspor ta t ion using pe l l e t i za t ion equipment.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 18/115
12
2 .2 Feedstocks For o i l Furnace Process
To achieve prac t i ca l yie lds and p l an t outputs , as well
as assu re product qual i ty , it i s necessary to use a raw
mate r ia l pure, and heavy in petroleum aromat ic . General
requirements of th e feedstock a re mentioned by J .B .
Donnet[ l ] .
Devney and O 'G rady , [6] reviewed the c on ce rn s a bo ut the
feedstocks fo r carbon black manufacture, and concluded t h a t
th e azomat.Lc content i s th e most important c r i t e r ium. It
l a rge ly cont ro ls the yie ld . The b oi l in g p oin t shows how fa s t
a given o i l can be vaporized, s ince a good feeds tock should
be vaporized in a f rac t ion of the second a t th e p re va il in g
cond i t ions in th e furnace. The at om ic hyd rogen to carbon
r a t i o fo r a good feed f a l l s in the range o f 0 .9 to 1 .7 .
2.3 Effec t s Of Opera ti ng Parame te rs On The Process
2.3 .1 E ffec t o f combustion a i r to gas r a t i o .
Combustion a i r to gas r a t io i s one of th e important
va ri ab le s c on tr o ll in g the yie ld of the carbon black . This
r a t io determines th e temperature in the combustion sec t ion

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 19/115
13
of th e r eac to r which in f luences the y i e ld . It a ls o in d ic ate s
i f t he re i s any excess oxygen present in th e combustion a i r .
Combustion a i r and gaseous fu el , n atu ra l gas are burned
in th e combustion chamber to generate the necessary hea t fo r
th e decomposit ion of the aromatic o i l . The temperature in the
combustion ch amber, where th e n atu ra l gas i s burn t depends
on th e combustion a i r to gas r a t i o [ l ] . The temperature i s
maximum when the a i r and gas a re in exac t s to ich iomet r ic
quan t i t i e s . I f the a i r present i s more than
s to ich iomet r i ca l ly requi red by the reac t ion , then the
temperature in the chamber decreases . This i s due to th e
hea t consumed to heat th e excess a i r . When the a i r i s l ess
than s to ich iomet r i ca l ly requi red by the reac t ion , some of the
EjaB nD:btul1i1bdlg[:g<D:o_a:mt a1l.1a l l . The r e su l t an t
temperature o f flame i s l e s s than the temperature when a i r
and gas a re in s toichiometr ic proport ions .
Carbon black i s formed when th e hydrocarbons a re
decomposed a t th e temperatures between 2200° to above 3000oF .
Due to t h i s reason the t empera ture of the combustion gases
should be a t l e a s t in t h a t range. Air to gas r a t io which
gives t h i s temperature range i s between 8 to 16. According
to J .C . K re jc i , [5] if there i s more carbon than the
s to ich iomet r ic proport ion it i s burned to carbon monoxide,

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 20/115
14
carbon dioxide and water . The c on dit io ns o f r e l a t i ve ly low
pressure and r e l a t ive ly h ig h tempe ra tu re in the furnace a re
such t h a t th e carbon in these combustion products i s probably
unava i l ab l e fo r convers ion in to carbon black . Passage of
these combustion g ase s th ro ug h the r eac to r zone i s caused by
cont inuous add it ion of more fue l gas and a i r through the
burners and th e only ex i t fo r the gases i s the opening a t th e
downs tr eam end of th e furnace.
J .C . Kre jc i , [5 ] assumed t h a t a l l th e carbon black was
formed from o i l used, with no al lowance fo r the gas in jec ted
in to the combustion sec t ion of th e furnace. As mentioned
before the gas i s in tended to be completely o r near ly
completely burned p r io r to the contac t with r eac tan t
hydrocarbon vapor . K.C. Kre jc i made runs with a i r to gas
r a t i o from 8 .9 t o -16 . When th e a i r to gas r a t i o was 9, the
yie ld was high bu t th e qua l i ty of black as measured by the
rubber r e in forc ing value was not good. As th e a i r to gas
r a t i o was increased from 10 to 16, the qua l i ty of carbon
black remained the same but the y ie ld decreased s l i gh t l y .
This can be expected s ince the excess oxygen in the
combustion gases i s used up fo r burning some of th e o i l feed
to carbon dioxide and/or carbon monoxide.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 21/115
15
The data from the experimental runs by K.C. Krejci[7]
shows that when the amount of gas used i s decreased, the
yield of carbon black also i s decreased. The heat-producing
combustion reactions take place in the combustion section
while the carbon black-producing react ions take place in the
react ion chamber of the carbon black furnace. The separat ion
of heat-furnishing combustion react ions and the carbon
forming react ions prevented combustion problems. In many
furnaces a i r to gas ra t io of 15 i s optimum. Decreasing the
ra t io from 15 to 10 resul t s in a tendency towards higher
heating than desirable, while more than 16.5 a i r to gas rat io
tends to cause severe destruct ive v ib ra tio ns in the furnace.
2.3 .2 Effect of to ta l a i r to o i l ra t io
According to Paul J . Cheng[9] many factors affec t the
qual i ty and quantity of the carbon black produced in a given
reactor . One factor i s to ta l a i r to o i l ra t io . Total a i r
to o il ra t io affec ts the par t ic le s ize of the carbon black.
As the a i r to o i l ra t io i s increased, smaller par t ic le s ize
carbon black i s produced. Conversely, a decrease in the a ir
to o i l ra t io resul t s in the production of large par t ic le s ize
carbon black. The o i l feed ra te i s selected to give an a i r
to o i l ra t io which produces a desired par t ic le s ize carbon
black. These values can readily be determined by routine

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 22/115
16
t e s t s t o determine t h e o i l r a t e which y i e l d s t h e d e s i r e d
p a r t i c l e s i z e . The p a r t i c l e s i z e i s r e l a t e d t o t h e s u r f a c e
a r e a .
2.4 E f f e c t Of Potass ium'Addi t ives
One o f t h e most important p r o p e r t i e s o f a carbon
b l a c k when used i n t h e compounding o f rubber f o r use i n t i r e
manufactur ing i s s t r u c t u r e , which must be withi·n narrow
l i m i t s [ l O ] . According t o t h e r e s e a r c h e r s , t h e s t r u c t u r e o f
t h e carbon b l a c k can be c o n t r o l l e d by adding minute amounts
o f a l k a l i meta ls t o t h e o i l feed.
The s t r u c t u r e o f carbon black i s s a i d t o be high when
t h e p a r t i c l e s form long cha ins o f p a r t i c l e s . Conversely t h e
s t r u c t u r e i s s a i d t o be low when they form s h o r t c h a i n s .
I n carbon black manufacture t h e r e a r e c e r t a i n f a c t o r s
which a r e no t s t r i c t l y c o n t r o l l a b l e . These f a c t o r s make
maintenance o f t h e q u a l i t y and/or s t a n d a r d i z a t i o n of
p r o p e r t i e s i n v a r i o u s grades o f carbon b l a c k a major problem.
One o f t h e s e u n c o n t r o l l a b l e f a c t o r s i s t h e complex
hydrocarbon f a c t i o n s o f many d i f f e r e n t types o f molecular
s t r u c t u r e s , which vary i n p r o p o r t i o n s from one source t o
another o r even w i t h i n t h e batches o f a s i n g l e source .

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 23/115
17
Blacks made by a furnace process t h a t modif is the
feedstock by adding a lka l i meta ls compounds have a lower than
usua l s t ruc ture , compared to furnace blacks having
approximately the same par t i c l e s ize . According to J . C
Krejci[10] , carbon blacks produced from hydrocarbon
fee ds to ck s, c on ta in in g a t l e a s t 1. 5 pa r t s by weight of
potassium per m ill ion pa r t s by weight of hydrocarbon
feedstock, have a re la t ive ly low s t ruc ture as compared to
carbon blacks normally produced from most other feedstocks
by th e furnace process . Even though any a lka l i metal having
atomic number of a t l e a s t 19 can be used, potassium i s
genera l ly used [ l l ] .
According to J . C. Krejc i [10] and Fra ianf and Thorley
[11 ] I th e amount of potassium present in the hydrocarbon
feedstocks can vary within a wide range, and can a f f e c t the
s t ruc tu re even a t lower concent ra t ions . S i gn if ic a nt e f fe c ts
can be achieved by introducing the a lka l i metals in to the
carbon forming react ion zone a t a ra te of 106 t imes the ra te
by weight a t which the carbon black i s being formed. The
bes t re su l t s a re usua lly achieved when these elements a re
int roduced in amounts ranging between about 10-1000 pa r t s by
weight per mi l l ion pa r t s of black produced.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 24/115
18
I t i s believed t h a t the carbon black forming react ion
i s modified in the presence of the a l k a l i metal affect ing the
s t r u c t u r e . Introduct ion of potassium-containing materials a t
the down stream end of the carbon black forming react ion
zones r e s u l t in l i t t l e , i f any, e f f e c t upon the s t r u c t u r e of
the carbon black product.
According t o A. Voet e t . ale [13], the v a r i a b i l i t y of
product q u a l i t i e s i s a t t r i b u t a b l e t o the lack of completely
uniform d i s t r i b u t i o n of the a l k a l i metal in the reactor zone
of the furnace and to the existence of a d e l i c a t e
relat ionship between the concentrat ion of a l k a l i metal in the
reactor zone and the structure of the r e s u l t i n g carbon black.
J . C . Krejci charged d i f f e r e n t types of crude o i l s into
the carbon black manufac turing furnace [10] . The furnace
charge r a t e s and the operat ing cond it ion s are given in uSP
3 , 2 4 0 , 5 6 5 . J . C . Krejci[lO] compared the data and found t h a t
carbon black of low structure i s formed when a l k a l i metals
were mixed in the feed, whereas high s t r u c t u r e carbon black
i s produced when no a l k a l i metal was added.
According t o Frianf and Thorley[ l l ] , without any change
in the equipment or o ther condit ions of operation, the
introduct ion into the reaction zone of the furnace of a
d i l u t e aqueous solution of potassium chloride, in an amount

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 25/115
19
suff ic ient to provide potassium to the carbon black producing
reaction a t a rate of 22. 5 par ts per mi lli on par t s by weight
of carbon black formed, reduced the propert ies of the
resul tant black to a level well within the speci f icat ions ,
without causing other propert ies of the black to deviate from
sa t i s fac tory levels . The data from USP 3,010,794[12] clear ly
show tha t the black made in the presence of potassium is
qui te di f ferent in character from tha t made under the same
conditions except in the absence of the potassium addi t ive.
Similarly according to [13]when
using an aqueous solutionof sodium chloride, giving about 400 par t s of sodium per
million par ts of by weight of black formed, the resul tant
black showed a low s t ructure , compared to the black formed
from same feedstock but without sodium chloride solut ion.
2.5 Mechanism Of Carbon Black Formation And Growth
Diffe re nt th eo rie s can be found in the l i t e ra tu re to
explain the formation of carbon black from hydrocarbon
l iquids . The exact mechanism by which the hydrocarbons are
converted in a f ract ion of a second i nt o sphe ri ca l par t ic les ,
each containing 0 .1 mill ion to 1000 mill ion carbon atoms, i s
not well understood.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 26/115
2.5 .1 Theories based on C2 radical .
20
According to S.R . Sm ith(14] and Gaydon & Fairbain[15]
sol id carbon i s assumed to be formed by the polymerization
of the C2 radical[16,17]. They suggest tha t C2 plays a part
in carbon par t ic le nucleation in the flame by means of
react ions:
c + C H -----------> C + H2242
C+C H - - - - - - - - - - - - ->C
+H42262
2 .5 .2 Theory of polymerization of hydrocarbons.
In th i s theory it i s assumed tha t regardless of the
intermediates between i n i t i a l hydrocarbons and f ina l product,
the carbon formation occurs by way of polymerizat ion process.
2.5 .3 Nucleation And Growth Process.
J.B. Donnet[l] , ci tes the invest igat ion of Lahaye and
Prado[16, 17] on nucleation and growth of carbon black
par t i c le s . They showed tha t the rate of growth of a par t ic le
i s proport ional to i t s s ize. From fur ther experiments,
Lahaye and Prado deduced tha t the par t ic le s ize i s
exponentia lly propor t iona l to the residence t ime.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 27/115
21
2.5 .4 QUALITY CONTROL.
From the rubber indus t ry poin t of view th e most
important proper t ies of carbon black are (1 ) s t ruc tu re and
(2) sur face area . s t ruc tu re and o i l ab so rp tio n o f carbon
black are c lo se ly r e l a t ed , so it i s a genera l prac t i ce to
measure the o i l absorpt ion to determine the s t ruc tu re of the
carbon black.
It i s customary to contro l the surface a rea of the
carbon black by photelometer t e s t [18 ] . The feed r a t e s ,
which c on tro l th e residence t ime and the tempera ture , can be
cont ro l l ed in response to the reading of t h i s t e s t to obta in
a des i red product . The exac t procedure of on- l ine cont ro l
of photelometer i s e labora te ly described in USP 2,892,684.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 28/115
22
Chapter I I I
DEVELOPMENT OF A MODEL
3 .1 Need For A Model
Carbon Black, al though manufactured from a r e l a t ive ly
simple process of decomposi t ion of aromatic hydro carbons
obta ined as bottoms from petroleum re f in ing , has many
d i f f e ren t proper t i es which must be prec i se ly cont ro l led fo r
i t s ul t ima te use in the rubber indust ry . This i s d i f f i cu l t
because th e formation of carbon black i s not very well
understood and the raw mater ia ls used a re no t uniform in
t h e i r composi t ion.
The proper t i es of carbon black should be in a narrow
range, depending on the type of appl ica t ion it i s being used
for . At p resent th e opera t ing parameters needed to make a
pa r t i cu la r kind o f black are being determined by prac t i ca l
t e s t s and t r i a l and e r ro r by p i l o t plants and/or commercial
p l an t s . These prac t i ca l runs a re needed every t ime the
source of the raw mate r ia l , aromatic o i l , i s changed because
the composit ion of aromatic o i l var ies from source to source
and varying composit ion has a very s tro ng in flu en ce on the
proper t i es of carbon black made from it.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 29/115
23
In today ' s compet i t ive world, prac t i ca l t e s t s to s e t
opera t ing parameters to make a pa r t i cu l a r kind of product are
t ime consuming and can be expensive. In t h i s t he s i s an ASPEN
model fo r carbon b la ck pro ce ss has been developed. This
model can pred ic t th e yie ld of the carbon b lack from the
process and a lso i t s important proper t ie s o f su rfa ce area and
s t ruc tu re from the fe ed c ompos iti on s and i npu t parameters .
These predic t ions may be used in th e in du str y to narrow down
th e range o f o pe ra tin g co nd it io ns to be prac t i ca l ly t es t ed
to make a pa r t i cu l a r product . This model l ing can help
el iminate some unnecessary exper imenta t ion in manufactur ing
a ce r t a in type of carbon black . From t h i s model a smal l
range o f ope ra ti ng cond it io n s in which a pa r t i cu l a r type of
black i s formed can be f igured out . This model can give a
good s ta r t ing po in t to make a desi red carbon black ,
el iminat ing much o f the experimentat ion now requi red . The
manufactur ing process can be f ine tuned from t h i s po in t to
make a desi red kind o f carbon black .
3 .2 Capabi l i t i e s Of ASPEN
Process engineers employ process s imulators l i ke ASPEN
to solve problems and to obta in in format ion about operat ing

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 30/115
24
processes . ASPEN i s u s e d to s imulate a var i e t y o f c h e m i c a l ,
petrochemical , a n d p e t r o l e u m r e f in ing processes . An ASPEN
m o d e l fo r s imulat ing a p r o c e s s c a n b e d e v e l o p e d a s s o o n a s
t he r e i s a c o n c ep tu a l f lo w sh ee t fo r the process . T h i s mode l
c a n b e i m p r o v e d a s more i n f o r m a t i o n b e c o m e s ava i l ab l e .
ASPEN m o d e l s a re ava i lab le to c alc ula te t h e r m o d y n a m i c
an d t r anspor t prope r t i e s . T h e r e a re 32 opt ion s e t s w h i c h c a n
b e spec i f i ed a s m o d e l s to c alc ula te t hese prope r t i e s . T h e se
op t ion se t s give ASPEN f l ex ib i l i t y to h a n d l e a w i d e r a n g e of
condi t ions a n d m i x t u r e s . G e n e r a l l y g i v e n th e condi t ions of
temperature , pressu re , a n d c o m p o s i t i o n , th e c h e m i c a l a nd
phys ica l prope r t i e s a re ca lcu la ted b y ASPEN. The p a c k a g e
a lso provides th e u se r w i t h a c a pa b il ity t o o ve rr id e th e da ta
b a n k va lues of the proper t ie s a nd sUbs t i tu te h is own values .
ASPEN h a s th e c ap ab il i ty to s imulate var ious k i n d s of
hea t e x ch a ng e rs , m i xe rs , a n d sepa ra tors . More than o n e m o d e l
block i s av ai la ble to s imulate e a c h of th e a b o v e m e n t i o n e d
un i t opera t ion e q u i p m e n t s . It of fe r s v e r y good capabi l i ty
to s imula te s i m p l e a nd m U l t i p h a s e d i s t i l l a t i on s . It a lso h a s
th e cap ab i l i ty to s imulate absorpt ion a n d ext rac t ion
processes . In add i t ion , ASPEN h a s so l i d handl ing capab i l i t y
an d c a n b e u s e d to s imulate l i qu id - so l i d separa t ions a n d gas
so l id separa t ions .

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 31/115
25
ASPEN has s ix d if fe ren t reac tor models to simulate
chemical reac tors , inc luding plug flow, CSTR e tc . These
models have the c ap ab il i ty to simulate a wide range of
chemical reac t ions under d iv erse c on dit io ns . Pump and
compressor models a lso are ava i lab le to s imula te a range of
pumps and compressors.
ASPEN a lso provides the use r with th e opt ion to wri te
h is own FORTRAN models to modify avai l ab le un i t operat ions
models or to wri te separa te blocks fo r which ASPEN has no
sa t i s fac to ry model. More de ta i l s about ASPEN models and
capab i l i t i e s are discussed in ASPEN re fe rence manuals[19].
3 .3 Limi ta t ions Of Aspen
ASPEN can simulate a var i e t y of chemical processes with
wel l understood reac t ion mechanisms. In ce r t a in chemical
processes where the reac t ion mechanism of th e format ion of
th e products i s not w ell understood, ASPEN cannot simulate
th e process . In these cases the use r has to supply h is own
Fort ran models to simulate t h a t pa r t of the process . The
r eac to r of the carbon black manUfacturing process cannot be
handled by any of the s in gle re ac to r blocks of ASPEN.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 32/115
26
N ot a s ing le ASPEN reac tor b l o c k c a n , b y i t s e l f , b e u s e d
to s i m u l a t e the c a r b o n ' b l a c k reac tor since nei ther the
kine t ics n o r the s t o i c h i o m e t r y of the reac t ion s are known.
RYIELD reac tor b l o c k c a n n o t b e u s e d s in ce the yie ld
d is t r ibu t ion i s n o t f i x e d . None of the r eac to r b l o c k s
a va ila ble in ASPEN h a s the capabi l i ty to pred ic t th e p h y s i c a l
prope r t i e s , s u c h a s su rface area or o i l absorpt ion o f the
c a r b o n b l a c k formed in the p r o c e s s . T h e s e physica l
proper t ies d e p e n d on r e s i d e n c e t i m e , th e f e e d r a t i o s , a n d the
qual i ty of th e f e e d . They c a n b e predic ted o n l y i f a
separa te FORTRAN b l o c k i s d e v e l o p e d fo r the c a r b o n b l a c k
reac tor .
Thus there i s a ne e d to d e v e l o p a r eac to r b l o c k wh i c h
c a n b e u s e d to s i m u l a t e the c a r b o n b l a c k r eac to r . The
d e v e l o p e d b l o c k s h o u l d b e able to p red ic t the y ie ld and
phys ica l proper t ies of th e p ro pe rtie s of the c a r b o n b l a c k .
I n t h i s s t u d y , s u c h a b l o c k wi l l b e u s e d , a l o n g w it h other
un i t opera t ion b l o c k s avai l ab le in ASPEN, to s i m u l a t e the
wh o l e c a r b o n b l a c k m a n U f a c t u r i n g p r o c e s s .

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 33/115
27
3.4 Modell ing Of The Process
There are a number of theor ies which at tempt to expla in
the carbon black formation. But a l l o f them f a i l to expla in
a l l th e aspects o f formation cor rec t ly based on the
s to ichiometry , k ine t i c s , and operat ing parameters. As a
r e su l t , development of a theo re t i ca l model fo r the s imulat ion
of the carbon black reac tor i s not poss ib le . An empir ica l
model based on the informat ion avai l ab le in var ious u.s.
paten t s i s developed in t h i s study.
The data on the e f fec t s o f o pera tin g condi t ions, such
a s tempe ra tu re , combustion a i r to gas r a t i o , res idence t ime
on proper t ies and yie ld of carbon black a re obta ined from
prac t i ca l t e s t s on p i l o t plan ts and commercial p lan t s , as
repor ted in var ious u.s. paten ts . In t h i s t he s i s , th e data
from these prac t i ca l t e s t s a re used to obta in some empir ica l
co r re l a t ions re la t ing var ious proper t i es of carbon black to
var iou s input parameters involved in carbon black
manufactur ing process . These co r re l a t ions al though
empi r ica l , give an ind ica t ion how d i f f e r en t process var iab les
a f f ec t the proper t ies of carbon black. From these empir ica l
equat ions an empir ica l model i s developed to pred ic t the
carbon black proper t i es of such as sur face area and
s t ruc tu re , as well as the yie ld of carbon black as a
percentage of the o i l feed.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 34/115
28
3 . 4 . ID:eve::Vapment of c o r r e l a t i o n f o r p r e d i c t i n g y i e l d
Aocord111g t o t h e l i t e r a t u r e , t h e y i e l d o f carbon black
i s :primarilr dependent on t h e temperature i n t h e furnace,
which can 'be c o n t r o l l e d by a i r t o gas r a t i o and t o t a l a i r t o
o'i l rati1o. Based on t h i s informat ion, c e r t a i n r a t i o s which
a r e bel·i·,evei: t o a f f e c t t h e p r o p e r t i e s o f carbon black were
used f o r ' t h e c o r r e l a t i o n . An empir ica l equat ion was
deveLoped using r e g r e s s i o n a n a l y s i s on t h e d a t a derived from
U S P 2 ; , 5 6 4 , ' 7 ~ and USP 3 , 2 4 0 , 5 6 5 t o p r e d ic t t h e y i e l d . The
d a t a a r e s·h'QVll i n Table 1 and Table 2.A and 2. B r e s p e c t i v e l y .
Combu,s·tion a i r t o gas r a t i o , a u x i l i a r y a i r t o o i l r a t i o ,
to :ta l ,a ir tm· hydrocarbon r a t i o , gas t o o i l r a t i o , residence
t ime i n t h e r e a c t o r s e c t i o n and s t o i c h i o m e t r i c r a t i o were
cal·cul:a'bed from t h e data i n Tables 1 , 2A & 2B. Yield was
converted f ~ t o m pounds p e r g a l l o n t o percentage o f o i l feed.
The .data ' ,fna t h e c a l c u l a t i o n s which i s a c t u a l l y used i n t h e
regr ,ession · lJlalysis f o r y i e l d a r e shown i n t a b l e 3A and 3B.
A g e n e r ' a l l i n e a r model, GLM, procedure o f SAS was used f o r
t h e regression a n a l y s i s .

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 35/115
29
Table : 1
Data from USP 2,464,700
Run rio o il feed 1com a ir2 gas 3 aux.a i r
4 yieldga l /h r cf t /hr c f t /h r c f t /h r lbs /g l
P2 50 40000 4520 4000 4.30P1 60 40000 3560 4000 4.02P3 75 60000 6730 4000 4.68P4 100 80000 7270 4000 3.78P5 125 80000 5700 4000 3.96P6 170 120000 10900 4000 4.48P7 150 150000 13600 4000 3.10PIO 100 100000 9100 4000 3.16P l l 115 100000 9100 4000 3.47P13 122 10000 9100 4000 3.'95P14 75 75000 6800 4000 2.63P15 85 75000 6800 4000 3.50P16 110 75000 6800 4000 4.13P17 120 100000 10000 4000 4.56PIg 130 100000 8350 4000 3.87P21 130 100000 7700 4000 3.50P23 130 100000 7150 4000 3.54
P25 130 100000 6660 4000 3.22P27 130 100000 6250 4000 2.87P20 140 100000 8350 4000 4.20P22 140 100000 7700 4000 3.92P24 150 100000 7150 4000 3.86P26 155 100000 6660 4000 3.72P28 165 100000 6250 4000 3.75
1 o i l feed: The feed ra te of aromatic o i l in gal lons/hour
2 Coma i r
3 Gas
Air ra te into the combustion sect ion cuft /hourNatural gas feed ra te in cuf t / hour
4 Auxiliary air : Air rate in the r ea ct or se ction cuft/hour

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 36/115
30
Table 2A
Data from USP 3,240,565
Run no o il feed1 com a ir2 gas3 aux.air4 yield
gal /hr c f t /h r c f t /h r c f t /h r lbs/gl
A 4 •. 97 6000 400 200 1.48B 6.00 6000 400 200 2.13C 5.00 6000 400 200 1.01
E 169.7 140000 9330 4000 2.54F 5.75 6000 400 200 2.88G 5.60 6000 400 200 2.22H 5.98 6000 400 200 2.61H2 6.20 6000 400 200 2.80H3 218 140000 9330 4000 3.87M 6.38 6000 400 200 3.30N 6.07 6000 400 200 2.80P
5.84 6000 400 200 3.27Q 6.76 6000 400 200 3.62
1 o i l feed: The feed ra te of aromatic o i l in gallons/hour
2 Com a ir
3 Gas
Air ra te into the combustion sect ion cuft /hour
Natural gas feed ra te in cuf t / hour
4 Auxiliary a i r : Air ra te in the r ea cto r s ec tion cuft /hour

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 37/115
Table 2B
Data from USP 3,240,565
Run no Gravi ty p.p.m surface o i larea absorpt ion
A 12.8 9 .6 168.8 1.02B 16.6 1.7 150 1.00C 22.0 0.0 154.8 1.37E 16.6 0.0 86.0 1.30F 2.8 60.0 146.1 0.83G
8.5 0.0 161.9 1.41H 10.8 0.0 153.9 1.55H2 11.0 135.3 1.45H3 13.4 82.0 1.41M 4.8 63.0 131.4 0.82N 9.8 16 146.5 1.10P 6.9 1.2 149.1 1.45Q 5 .8 0.0 123.5 1.58
Gravity: Gravi ty of o i l feed in 0 API
P.P.M: Par t s per mil l ion of Potassium in o i l feed
Surface area : N2
Surface area of carbon black , sq.m /g
o i l absorpt ion: o i l absorp t ion of carbon black, cc/g
31

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 38/115
32
Table 3A
Data used in the regress ion ana lys i s for y i e ld
Run y ' ie ld Com.a i r to Aux. a i r to To t .a ir toGas rat io o i l ra t i o Tot.He rat io
A 17 .6;6 15.00 0.353 7.87
B 26.09 15.00 0.300 6.98
C '12.:83 15.00 0.374 8.18
E 31·.,11 15.05 0.208 5.89
.F 3J.. '99 15.00 0.284 6.69
G ,2'5.71 15.00 0.304 7.04
H 30 .37 15 .00 0.286 6.73H2 33.00 15.00 0.280 6.61
H3 4,6 • 3'8 15.05 0.162 4 .81
M 37 . '2:·0 15 .00 0.260 6.25N 32 • 4:3 15 .00 0.283 6.67
P 37.',20 15.00 0.288 6.67
Q 41.11 15.00 0.247 6.01
P2 5.3 • 77 8. '90 0.736 5.54
PI 50.27 11.20 0.613 5.17
P3 58.53 8.90 0.491 5.38
P4 4'7 .,27 11.00 0.368 5.63
P5 49 ..52 14.00 0.294 5 .01
P6 5'6 .. ~ O ' 2 11.00 0.217 5.05
P7 38·,;. 77 11.00 0.245 6.45
,P'l'O 39.·5.2 11.00 0.368 6.53
'P11 43 .39 11.00 0.320 5.92
P1,3 49.40 11.00 0.302 5.68
P14 3'2 • 89 11.00 0 .491 6.62
P15 ·4,'3. 71 11.00 0.433 6.07
P16 51 . '6i5 11.00 0.335 5.02
Pl.7 57,. (),3 10.00 0.307 5.59
P.19 48 .40 12.00 0.283 5.-54
P21 43 . 7<1 13.00 0.283 5.65
Pi23 44 • 2"1 14 .00 0.283 5.74
P25 40 .27 15.00 0.238 5.84
'P27 35 .89 16 .00 0.283 5 .91
P20 5.2.•:52 12 .00 0.263 5.24
P22 49 .02 13 .00 0.245 5.05
P24 ·4·8.21 14 .00 0.245 5.13P26 46.,52 15.00 0.237 5.06
P2'8 '46.8'9 1 6 ~ 0 0 0.223 4.86
.Com.airt 'o qas rat io : Volume bas i s
A u x i l i a ~ y ~ a i r to gas ra t io : mass bas i s
T ~ o t a l a ir to t o t a l hydrocarbon rat io:mass bas i s
'Yi 'eld% : ' lased on the weight o f aromatic o i l

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 39/115
Table 3B
Data used in the regression an aly sis fo r yield
33
Run Yield s toic ra t io Gas to o i l ra t io
A 17.66 0.515 0.392B 26.09 0.471 0.333C 12.83 0.537 0.414E 31.11 0.434 0.274F 31.99 0.446 0.315G 25.71 0.469 0.337H 30.37 0.458 0.321H2 33.00 0.448 0.310H3 46.38 0.359 0.209M 37.20 0.425 0.288
N 32.43 0.450 0.314P 37.20 0.462 0 .320
Q 41.11 0.413 0.270P2 53.77 0.362 0.461PI 50.27 0.343 0.307P3 58.53 0.352 0.457P4 47.27 0.371 0.494P5 49 .52 0.335 0.290P6 56.02 0.334 0.370P7 38.77 0.421 0.462P10 39.52 0.427 0.464P11 43.39 0.389 0.403P13 49.40 0.374 0.380
P14 32.89 0.433 0.462P15 43.77 0.375 0.408P16 51.65 0.333 0.315P17 57.03 0.367 0.425P19 48.40 0.367 0.327P21 43.77 0.375 0.302P23 44.27 0.382 0.280P25 40.27 0.389 0.261P27 35.89 0.394 0.242P20 52.52 0.347 0.304
P22 49.02 0.355 0.280P24 48.27 0.354 0.243
P26 46.52 0.351 0.219P28 46.89 0.338 0.190
s to ic ra tio : Ratio of Oxygen avai lable to Oxygen needed forcomplete combustion.
Gas to o i l ra t io : Ratio of natural gas to feed oi l .(Mass basis)

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 40/115
34
F i r s t , each of th e s ix independent var iab les s ta ted
above was ind iv idual ly regressed with yie ld as a dependent
va r i ab l e . The summary of th e r e su l t s of r e gr e ss ion anal ys is
fo r the corre la t ion o f yie ld i s presen ted in Table 4. Two
independent var iab les , s to ichiometr ic ra t io and t o t a l a i r to
t o t a l hydrocarbon r a t i o , have a s i gn i f i can t e f f e c t on y ie ld .
To a ce r t a i n ex ten t , combustion a i r to gas r a t i o a lso has an
in f luence on the y ie ld . Regression ana lys is a lso was
performed by using var ious combinat ions o f independent
var iab les t h a t s i gn i f i can t l y inf luence the yie ld . It was
observed from r eg re ss io n a n al ys is t h a t a cor re l a t i on with
s to ich iomet r i c ra t io and combustion a i r to gas r a t i o i s th e
bes t corre la t ion fo r predic t ing the y ie ld .
The r e su l t s of th e re gre ss io n a na ly sis c or ro bo ra te t h a t
th e combustion a i r to gas ra t io , which cont ro l s th e
combustion chamber temperature a t which the decomposi t ion of
th e aromatic o i l takes place , a f fec t s the yie ld .

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 41/115
Table 4
Summary of the regression analysis for yie ld
35
Model
No
1
Independent
Variables
CAG Ratio
TypeI SS R-square
F-value
21 .45 0 .380
2
3
4
5
6
7
8
9
10
11
AAO Ratio
TATHC Ratio
s to ic Ratio
Gas to o i l ra t io
Residence time
s to ic ra t ioTATHC
TATHC RatioCAG Ratio
s to ic RatioCAG Ratio
TATHC Ratio
AAO Ratio
CAG RatioAAO RatioTATHC Ratio
0.57
145.24
274.50
0.01
1.98
289.592.92
411.7365.22
458.5524.47
180.96
9.61
191.5242.68236.85
0.016
0.805
0.886
0.001
0.152
0.890
0.933
0.934
0.848
0.934
Independent Variable: YIELD
Dependent variables:
CAG (combustion a i r to gas ra t io ) : Volume bas is
AAO (auxi l iary a i r to o i l ra t io ) : Mass bas is
TATHC(total a i r to hydrocarbon ra t io ) : Mass basis

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 42/115
36
The re su l t s also show t h a t increase in s to ich iomet r ic
r a t i o , increases th e oxygen a va ila ble f or combustion of o i l
feed. This l eads to a reduct ion in the y ie ld of the carbon
black formed. Since s to ich iomet r ic r a t i o i s c lose ly re la ted
to the t o t a l a i r to hydrocarbon r a t i o , and be t t e r pred ic t s
th e yie ld it i s used as the most impor tant var iab le in
co r re l a t ion .
A co r re l a t ion with two independent var i ab l e s ,
s to ich iomet r i c r a t io and combustion a i r to na tu ra l gas , i s
used fo r t h i s purpose. The cor re la t ion i s shown below:
Yield = 125 - 169 * s to ich iomet r ic r a t i o
- 1.22 com. a i r to gas ra t io
where y ie ld i s percent o f carbon black formed per pound of
o i l feed . The cor re la t ion may be va l id only fo r the ranges
spec i f ied below.
The range o f s to ic hiome tric r a t io i s 0.33 to 0.52.
The range of gas to o i l r a t io i s 0.19 to 0.49
Calcula ted yie ld from the co r re l a t ion and the ac tua l
y ie ld are compared in Table 5.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 43/115
37
Table 5
Comparison o f Actual and ca lcu la ted yie lds from th e model.
Run Yield Predic ted Yield
A 17.66 19.59B 26.09 27.05C 12.83 15.84E 31.11 33.22F 31.99 31.30G 25.71 27.34H
30.37 29.23H2 33.00 30.56H3 46.38 45.80M 37.20 34.78N 32.43 30.56P 37.20 28.53Q 41.11 36.82P2 53.77 52.86PI 50.27 53.20P3 58.53 54.57P4 47.27 48.73P5 49.52 51.19P6 56.02 55.01
P7 38.77 40.33P10 39.52 39.38P11 43.39 45.73P13 49.40 48.31P14 32.89 38.35P15 43.77 44.77PI6 51.65 55.25'P17 57.03 50.75PIg 48.40 48.31P21 43.77 45.71P23 44.27 43.38P25 40.27 40.93
P27 35.89 38.75P20 52.52 51.55P22 -49. 02 49.10P24 48.27 47.95P26 46.52 47.31P28 46.89 48.25

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 44/115
38
3.4 .2 Development of corre la t ion fo r su r face area .
According to l i t e r a t u r e , th e su rface a rea i s grea t ly
a f fec ted by the res idence t ime and, to a l e s s e r degree, by
t o t a l a i r to o i l ra t io . Based on t h i s information,
r eg re ss io n a n al ys is i s performed to obta in a c or re la tio n to
p red i c t the su rface area . There i s only a l imi ted data
a va ila ble fo r t h i s purpose in USP 3,240,565.
Residence t ime , th e impor tant independent var iab le
a f fec t i ng th e su rface area , i s determined from the t o t a l
volume of gases formed in th e carbon black r eac to r and th e
dimensions of the reac tor sec t ion . s ince the t o t a l volume
o f th e gases formed· in the carbon black r eac to r i s not
repor t ed , it i s predic ted from th e ASPEN s imula t ion under th e
assumption t h a t gases a re equi li br ium p roduc ts of feed l ess
the carbon black formed. The combustion reac t ion of na tura l
gas and combustion a i r in the combustion sec t ion of the
r eac to r i s s imula ted by model RSTOIC and the pa r t of o i l feed
undergoing noncarbon b lack format ion reac t ions by RGIBBS.
The amount of o i l undergoing noncarbon black format ion
reac t ions i s t o t a l o i l l e s s th e yie ld of carbon b lack . ASPEN
ca l cu l a t e s the t o t a l moles of products . In t h i s case , s ince
a l l th e products are gases , t he i r volume i s ca lcu la ted a t th e
temperature in the carbon black reac tor .

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 45/115
39
o the r parameters such as s to ich iomet r ic r a t io
aux i l i a ry a i r to o i l r a t io and t o t a l a i r to o i l r a t io were
obta ined from t ab le 3 A and 3B.
The data used fo r the reg ress ion an aly s is i s shown in
t ab l e 6. A genera l l i n e a r model procedure of SAS was used
fo r th e regress ion ana lys i s . Regression ana lys i s was
performed with su rface a rea as dependent var i ab l e . The
r e su l t s of the regress ion are presented in t ab l e 7.
From the F values in th e re gre ss io n summary t ab l e ,
it i s concluded t h a t th e res idence t ime and auxi l ia ry a i r to
o i l r a t io have s ign i f i can t e f fec t on th e su rface a rea . Even
though auxi l ia ry a i r to o i l r a t io i s shown to have good
inf luence on s ur fa ce a re a there i s no t heo re t i ca l explana t ion
to back t h i s r e l a t ion .
The res idence time has a s ign i f i can t in f luence on
th e s ur fa ce a re a, and t h i s can be explained on th e bas i s t h a t
th e h igher the res idence t ime the grea t e r th e pa r t i c l e s i ze .
Genera l ly , surface area i s i nv e rs el y p ropo rt io n al to the
pa r t i c l e s i ze .

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 46/115
40
Table 6
Data fo r cor re la t ion of su rfa ce a re a:
Run SFA Rtime AAO TATHC SR
A 168 .8 8 .09 0.353 7.87 0.51
B. 150 .0 8 .03 0.300 6.98 0.47C 154 .0 8 .02 0.373 8.18 0.53E 86 .00 28.09 0.207 5.89 0.43F 146.1 8 .21 0.284 6.69 0.44
G169.9 8 .13 0.304 7.04 0.46
H 153.9 8.10 0.286 6.73 0 .45
H2 135.3 8.16 0.279 6.61 0.44
H3 82.00 28.53 0.161 4.81 0 .35
M 131 .4 8 .19 0.260 6.25 0.42N 146 .5 8 .18 0.283 6.67 0.45
P 149.1 8.35 0.288 6.67 0.46
Q 123.5 8.22 0.247 6 .01 0.41
SFA:
AAO:
TATH'C:
RTlME:
SR:
N2
Surface area o f carbon black , sq.m /gAuxi l ia ry a i r to o i l r a t i oTota l a i r to hydrocarbon r a t i oResidence t ime in mi l l i secondsOxygen ava i lab le to Oxygen needed fo r
combustion

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 47/115
Table 7Summary of the regression ana ly sis for su rface area
41
ModelNo
12
3
4
5
6
7
IndependentVariables
RTIME
TATHC
AAO
SR
GO
RTIMEAAO
TATHC
RTIME
TypeISSF-value
38.36
28.74
42.36
15.82
22.21
68.869.74
62.3115.02
R-square
0.78
0.71
0.79
0.58
0.66
0.89
0.88
Independent Variable: SURFACE AREA
Dependent variables:
GO:AAO:
TATHC:RTlME:
SR:
Gas to o i l ra t io
Auxiliary a i r to o i l ra t io
Total a i r to hydrocarbon ra t io
Residence time in mil l ! secondsOxygen available to Oxygen needed
for combustion

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 48/115
42
It i s concluded t ha t res idence t ime can pred ic t the
s ur fa ce a re a o f the carbon black . This i s val ida ted from the
f ac t t ha t surface a rea i s cont ro l l ed by manipula t ing the
res idence t ime in th e carbon black indus t ry . Comparison of
ca lcu la ted to ac tua l surface areas i s shown in t ab le 8 .
Model: Surface area = 174 - 3.19 * Residence t ime
Where res idence t ime i s in mi l l i seconds and sur face area i s
in sq.m/gram o f black . Model may be va l id only fo r the
res idence tim e range of 8-29 mi l l i seconds.
3.4 .3 Development o f cor re la t ion fo r s t ruc tu re .
Concentra t ion o f a lka l i metals i s th e s in g le most
impor tant va r ia b le a f fe c ti n g th e o i l absorpt ion o f th e carbon
b lack . A genera l l inea r model procedure was used to see i f
t he re were any var i ab l e s which a f fec t th e s t ruc tu re and to
obta in a co r re l a t ion fo r p re d ic tin g th e o i l absorp t ion .
The summary o f reg ress io n an aly sis a re presen ted in t ab le 11.
The r e su l t s show t ha t c on ce ntr atio n o f a lka l i meta l i s the
o nly p aramete r s ign i f i can t ly a f fec t i ng the o i l absorp t ion .
Model: o i l absorpt ion = 1.35 - 0.009 * ppm of a lka l i meta l
ppm = pa r t s a lka l i metal by weight per mil l ion pa r t s of feed
and o i l absorpt ion i s cc of o i l absorbed per gram of carbon
b lack .
The model may be val id fo r ppm range of 0-63.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 49/115
Table 8
Comparison o f c a l c u l a t e d and a c t u a l s ur f a ce a re as .
43
Run
A
B
C
E
F
G
H
H2
H3
M
N
P
Q
A ct u als u r f a c e a r e a
1 6 8 . 81 5 0 . 01 5 4 . 08 6 . 0 01 4 6 . 11 6 9 . 9
1 5 3 . 91 3 5 . 38 2 . 0 01 3 1 . 41 4 6 . 51 4 9 . 11 2 3 . 5
c a l c u l a t e ds u rf a ce a re a
1 4 8 . 21 4 8 . 51 4 8 . 58 4 . 5 51 4 7 . 91 4 8 . 2
1 4 8 . 21 4 8 . 08 3 . 1 71 4 8 . 01 4 8 . 01 4 7 . 41 4 7 . 9

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 50/115
Table 9
Data used fo r cor re la t ion of o i l absorpt ion
Run o i l abs p.p.m Tot . a i r Tot . a i r
o i l r a t io Tot.HC r a t io
A 1.02 9 .6 0.353 7.87B 1.00 1 .7 0.300 6.98C 1 .37 0 .0 0.374 8.18E 1.30 0 .0 0.208 5.89F 0.83 60.0 0.284 6.69G 1.41 0.0 0.304 7.04H 1 .55 0.0 0.286 6.73M 0.82 63.0 0.260 6.25N 1.10 16.0 0.283 6.67P 1.45 1 .2 0.288 6.67Q 1 .58 0 .0 0.247 6.01
44

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 51/115
45
Table 10Summary of regression analysis for o i l absorption
ModelNo
12
3
4
5
IndependentVariables
PPM
TATHC Ratio
RES TIME
SRGO
TypeISSF-value
14.47
0.04
0.08
0 .0
0.02
R-square
0.62
0.004
0.009
0.002
0.002
6 PPM 33.76 0.93SR 3.71
AAO 1.33GO 0.23RESTIME 0.12TATHC 11.61
Independent Variable: OIL ABSORPTION
Dependent variables ppm (p.p.m of potassium in oi l )
AAO (auxi l iary a i r "to o i l rat io)
:TATHC(total a ir to hydrocarbon rat io)
:SR ( O ~ g e n avai lable to Oxygen needed
for combustion)
:RESTIME(Residence time)

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 52/115
Table 11
Comparison of Calcula ted and ac tua l o i l absorp t ion .
Run Calcula ted Actualo i l absorpt ion o i l absorpt ion
A 1.25 1.02B 1.33 1.00C 1.34 1.37E 1.34 1.30F 0.80 0.83G 1.34 1.41H 1.34 1.55
M 0.77 0.82N 1.20 1.10p 1.33 1.45Q 1.34 1.58
46

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 53/115
47
3 . 5 Development Of s imulat ion Model Of Furnace B lack Process
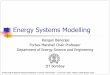
The block diagram shown in Fig 3 r ep re se nts th e ASPEN
model of th e carbon black manufactur ing process . The f i r s t
s tep in th e c rea t ion of an ASPEN model o f th e process i s to
define th e carbon black manufacture flow shee t t h a t i s being
modeled and to s t a t e th e purpose of th e model. This i s
accomplished by using th e TITLE and DESCRIPTION s ta tements
of ASPEN PLUS inpu t language.
In th e second s tep o f th e model l ing process , th e un i t s
o f measurement fo r inpu t and output a re spec i f ied using IN-
UNITS and OUT-UNITS s ta tements . Engl i sh engineer ing uni t s
o f measurement a re se lec ted fo r both th e inpu t and output
repor t s fo r t h i s model.
In s te p th re e, th e chemical components involved in th e
process a re spec i f ied using th e COMPONENTS s ta tement . The
component s ta tement not only inc ludes a l l input mate r ia l s bu t
a lso a l l th e components t h a t a re formed during th e process .
The components s ta tement a l so i s a l ink to r e t r i eve th e
physica l p ro pe rty c on sta nts o f th e components involved , from
th e ASPEN data bank.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 54/115
Block Diagram of Simulation Model48
250 0 C
Gases
matic oilBlock Heat Block M1
...... ...
...... Model Heater ... Model Mult77 F
Block React1....
Block Mix-...-
Model Rgibbs Model Mixer
Natural gas ...Fortran Block Block React Fortran Block
... Conver Model Rstoic ea:tC
...
....
......
Ai r
Carbon Black............
Block Filter Block QuenchBlock Quen2 ........ ..............
............
Model Heater...
..... Model Fabfl Model HeaterFlue
. Aro
1000" C
Figure 3

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 55/115
49
In s tep four , th e methods and models to ca lcu la te the
physica l proper t ie s a re spec i f ied using th e PROPERTIES
s ta tement . Any of the 18 bu i l t - i n opt ion se t s can be used.
The option s e t SYSOPI was used in the s imula t ion as it i s th e
s e t appl icable to systems conta ining hydrocarbons.
In th e f i f t h s tep , th e f lowsheet of th e carbon black
manufacture process i s represented in terms of un i t opera t ion
blocks and an appropria te un i t opera t ions model i s se lec ted
fo r each block . The block diagram shows how various un i t
opera t ions in the manufacturing process a re modeled using
ASPEN. The FLOWSHEET sta tement i s used to spec ify th e
connec t iv i ty between a l l the un i t opera t ion blocks used.
In the s ix th s tep , th e feed streams to th e process a re
def ined using STREAM s ta temen ts . In th e STREAM sta tements
in format ion regarding th e feed streams such as tempera ture ,
pressure , mole o r mass-frac t ion of th e components i s
spec i f i ed .
In the seventh s tep , th e performance o f each block i s
spec i f i ed . Each un i t opera t ion block i s associa ted with a
pa r t i cu la r model and r eq uir ed d ata i s provided. The data to
be provided depends on the type of the model used.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 56/115
50
As mentioned before , the carbon black manufactur ing
process can be divided in to heat ing sec t ion , r eac to r sec t ion ,
quench sec t ion , and col lec t ion sec t ion .
Block Heat
In th e heat ing s ec tio n th e feedstock, aromatic o i l , i s
heated from room temperature of about 77°F to 550°F. This
un i t opera t ion can be simulated by one of the HEATER models
ava ilab le in ASPEN. The hea ting of aromatic o i l i s
represented by block HEAT in the block diagram and i s
s imula ted by model HEATER of ASPEN. Out le t t empera ture and
pressu re are the only parameters to be suppl ied fo r t h i s
model.
The composi t ion of the o i l feed in to the block HEAT i s
spec i f ied using the STREAM s ta tement OILFED o f ASPEN data
f i l e . The composi t ion spec i f ica t ion of the feed in t h i s
par t i cu la r case i s done as mass-f rac tions . In th e same
s tream s ta tement , the phase of the feed, number of phases of
feed, and the mass flow of the feed are spec i f ied .

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 57/115
51
Based on the information provided in th e stream
s ta tement and the output temperature and p ressu re , th e heat
duty of th e block HEAT i s computed by ASPEN. The required
values f or th es e c alc ula tio ns i s obtained from th e s pe cif ie d
proper ty se t of th e ASPEN data base.
The reac tor sec t ion of the carbon black manufacturing
process cannot be simulated by anyone pa r t i cu l a r reac tor
model av aila ble in ASPEN. The carbon black r eac to r can be
s imula ted when the reac tor i s considered as having two
di f fe ren t sec t ions with d i f f e r en t types of reac t ions
occurr ing in each sec t ion . The whole r eac to r can be divided
in to two sec t ions . The f i r s t sec t ion of th e r eac to r i s the
combustion sec t ion and the o ther the reac t ion sec t ion .
Block React
In th e combustion sec t ion n atu ra l gas i s burnt in
combustion a i r . This sec t ion can be simulated by one of the
r eac to r models of ASPEN. The block REACT i s used to
r ep re se nt th e combustion sec t ion of the carbon black reac tor
in the block diagram. The block REACT i s simulated using
model RSTOIC, one of the reac tor models ava i lab le in ASPEN.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 58/115
52
The r eac to r model RSTOIC can be used when th e k ine t i c s or
the s to ichiometry and th e ex ten t of the reac t ions i s known.
The r eac to r model RSTOIC i s used because th e s to ichiometry
of th e combustion reac t ions between the na tu ra l gas and a i r
in th e burners i s known. The input parameters fo r t h i s model
a re pressu re in the reac tor , number of phases , and amount of
hea t suppl ied .
s ince most of the na tu r a l gas i s methane, with some
ethane and o the r gases , only reac t ion between methane and a i r
are cons idered. In the combustion process , two reac t ions are
pos s ib l e . One i s combustion of methane in to carbon dioxide
and wate r vapor and the othe r i s combustion o f methane in to
carbon monoxide and water vapor . The ex ten t o f each o f these
r e ac t ions depends upon th e amount of oxygen present , which
in tu rn depends on the amount of a i r fed to the reac tor .
Even though the ex ten t of th e re ac tio ns i s spec i f i ed a t 90%
and 10%, re sp ec tiv ely , th ese numbers can be modified by
supplying a user -wr i t t en Fort ran block which can ca l cu l a t e
th e cor rec t values from th e amounts of a i r and na tu ra l gas
fed in to th e r eac to r .
Two s t reams of gases , one a s t ream o f na tu ra l gas and
th e o the r a s t ream of a i r , a re the inputs in to th e r eac to r
block REACT. The composit ion o f the g ase s s tre am s, t h e i r

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 59/115
53
t e m p e r a t u r e , pressure , a n d t o t a l amount of g a s e s in e a c h
s t r e a m , a re spec i f i ed u s i n g th e s t r e a m s t a t e m e n t of ASPEN.
The reac t ion condi t ions in th e b l o c k REACT a re spec i f i ed
u s i n g th e PARAM s t a t e m e n t of ASPEN. S i n c e th e rea ct io n i s
e x o t h e r m i c , no heat i s s u p p l i e d externa l ly . The o u t p u t f r om
th e b l o c k i s th e g a s e o u s m i x t u r e , th e r e su l t of c o m b u s t i o n
in th e b u r n e r .
Fort ran B l o c k CONVER:
A Fort ran b l o c k CONVER i s s u p p l i e d to m o d i f y th e ex ten t
to w h i c h the tw o spec i f i ed re ac tio ns tak e p la ce . T h i s b l o c k
a c c e s s e s th e c o m p o s i t i o n an d the f lo w ra te s of a i r an d
na tu ra l g a s f r om the ASPEN da ta f i l e an d d e t e r m i n e s if the
a m o u n t of o x y g e n present i s su f f i c ien t fo r c o m p l e t e
c o m b u s t i o n of natura l g a s . I f oxygen i s in su f f i c ien t fo r
c o m p l e t e c o m b u s t i o n , the ex ten t o f the a b o v e spec i f i ed
reac t ions a re d e t e r m i n e d . T h e s e v a l u e s a re th en s up plie d to
ASPEN to over r ide th e v a l u e s spec i f i ed in the input f i l e .
The Fort ran b l o c k CONVER i s made to b e e x e c u t e d before
the b l o c k REACT s o t h a t the c o n v e r s i o n values ca lcu la ted b y
t he u se r- su pp lie d Fort ran b l o c k CONVER c a n b e u s e d . U s i n g
these c o n v e r s i o n va lues , th e b u r n e r sec t ion of the c a r b o n

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 60/115
54
black r eac to r i s s imula ted using th e r eac to r block of RSTOIC.
The composi t ion o f the output gases and th e temperature of
th e gases a re automat ica l ly ca lcu la ted by ASPEN using the
spec i f i ed proper ty s e t .
Block HEATl i s used j u s t to show t ha t th e auxi l ia ry a i r
can a l so be hea ted to requi red temperature . This block HEATl
i s simulated by ass igning t h i s to th e model HEATER o f ASPEN.
The compos it ion, t empe r atur e , and pressure a re spec i f i ed in
the stream s ta tement .
Carbon black i s ac tua l ly formed in the reac t ion sec t ion
of the reac to r . In t h i s sec t ion , pa r t o f th e feeds tock i s
decomposed in to carbon black and th e r e s t r eac t s with th e hot
combustion gases from th e combustion sec t ion o f th e reac to r .
A use r supp li ed Fo rt ra n block CBREC i s used to s imula te and
pred ic t the yie ld of th e carbon black and th e amount of
feeds tock undergoing othe r reac t ions . Reactor model RGIBBS
i s used to s imula te th e reac t ions between th e pa r t of the
feed s tocknot decomposing in to carbon black and th e
combust ion gases .

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 61/115
55
Fort ran Block CBREC
This For t ran block i s developed to s imula te a pa r t of
th e reac t io n sec t ion o f th e carbon b lack furnace. It
pred i c t s th e yie ld of carbon black formed. This block also
pred i c t s th e amount of feedstock undergoing noncarbon black
forming reac t ions . The corre la t ion developed to p red i c t th e
yie ld from combustion a i r to gas ra t io and t o t a l a i r to t o t a l
hydrocarbon r a t i o i s used in t h i s block . These equat ions a re
incorporated in to th e block to give r e a l i s t i c v alu es o f yie ld
and o the r impor tan t prope r t i e s .
The in format ion about th e gases coming ou t o f th e
block REACT, such as th e composi t ion and th e cond i t ions
ca lcu la ted by ASPEN, a re accessed by th e For t ran block CBREC.
The procedure on how to access t hese va r i ab l e s i s descr ibed
in th e ASPEN manual . Based on th e composi t ion o f th e o i l
feed , accessed by th e for t ran block CBREC from th e s t ream
spec i f i ca t i on o f block HEAT, th e empi r ica l formula i s
ca lcu la ted . The excess oxygen p re sen t in the combustion
gases from block REACT. and th e auxi l i a ry a i r a l so are
accessed to compute th e q ua nti ty o f oxygen pre sen t . Due to
th e presence o f t h i s oxygen some o f th e o i l feed also
undergoes combustion. various r a t i o s , such as combustion a i r
to gas , and t o t a l a i r to t o t a l hydrocarbon a re c alc ula te d.
From t hese ra t io s th e yie ld i s pred ic t ed .

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 62/115
56
Block REACTl
Reactor model RGIBBS i s used to model th e reac tio ns
o the r than decomposit ion of th e feedstock in to carbon black .
This i s used because th e reac tion s to ichiometry i s not
required, and i s capable of simulat ing reac t ions j u s t from
th e informat ion of the reac tan t s and expected products . Only
temperature of the reac tio n and phase a re needed to be
spec i f i ed . The combustion gases from combustion sec t ion
s imulated by RSTOIC and the pa r t of th e feed no t undergoing
decomposi t ion to carbon black and aux i l i a ry a i r , are the
inputs in to t h i s sec t ion .
Fort ran Block CBPROP
This Fort ran block i s developed to ca l cu l a t e the
res idence t ime of the gases in th e re ac to r se ct io n and to
pred ic t th e p ro p er tie s of carbon black such as surface area
and s t ruc tu re . The information about th e gases coming ou t
of th e block REACTl, such as the composi t ion, mole f lows, and
condi t ions ca lcu la ted by ASPEN, are accessed by t h i s block.
Block MIX
The un i t opera t ion model MIXER i s used to mix th e gases
coming out of the r eac to r RGIBBS and th e carbon black stream
FeB predic ted by use r Fort ran block CBREC.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 63/115
57
Blocks QUENCH & QUEN2
The ho t gasses w ith entra ined carbon black from the
r eac to r s ec tio n a re cooled in th e quench sec t ion . The quench
sec t ion i s represented block QUENCH. un i t opera t ion model
HEATER i s used to simulate QUENCH. This model s imulates the
cool ing of hot gases from the block RGIBBS to 10000
C. A
des ign -s pe c s ta temen t fo r t h i s block ca lcu la tes the amount
of water needed fo r t h i s quenching purpose. Another un i t
opera t ion model HEATER represented by QUEN2 i s used to
fur ther cool th e hot gases a t 10000 to 2700
C. The amount
of water requi red fo r t h i s purpose also i s ca lcu la ted by
ASPEN model.
Block FILTER
The bag f i l t e r s are used to separa te the entra ined
carbon black from th e combustion gases coming out of the
quench sec t ion . This i s simulated by FABFL model of ASPEN.
'Given the r a te of f i l t r a t i on t h i s block can ca lcu la te the
pressure drop o r, given th e pressure drop it can ca lcu la te
th e r a te of f i l t r a t i on .

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 64/115
58
The only inputs in to t h i s model a re th e composi t ion and
mass o f the feeds tock and th e amount o f na tu ra l gas and a i r
fed in to the process . The s imula t ion model developed fo r th e
whole process i s capable o f dete rmining the amount o f hea t
needed to heat the feed and the temperature in the combustion
sec t i on . It a lso can pred ic t th e yie ld of the carbon
blackand i t s phys ica l prope r t i e s , such as sur face a rea and
s t ruc tu re . It a lso ca l cu l a t e s th e amount o f quench water
needed. The mate r ia l and energy balances a re performed by
ASPEN fo reach
un i t opera t ionb lock, as
wel las
th e o ve ra l l
f lowsheet .

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 65/115
59
Chapter IV
RESULTS AND DISCUSSION
Af te r a success fu l s imula t ion run , two output f i l e s a re
c r ea t ed by ASPEN. One f i l e i s a h i s to ry f i l e c on ta in in g th e
h i s to ry o f s im ula tion , and th e o the r i s a r epo r t f i l e
conta in ing th e r e su l t s o f th e s imula t ion . De ta il ed ma t er ia l
and energy balances fo r each block and fo r th e ov e ra l l
f l owshee t a re c alc ula te d and pr in ted in th e r epo r t f i l e .
The r e su l t s o f th e use r -wr i t t en For t ran b lock , such as y ie ld ,
sur face a rea , s t ruc tu r e , and res idence t ime, a re pr in ted in
th e ASPEN h i s t o ry f i l e a long with th e h i s to ry o f s imu la tio n.
The carbon black manufacture process i s s imu la ted fo r a
range o f a i r , na tu r a l gas , and o i l feed r a t e s . The
compos i t ion o f th e o i l feed and o the r opera t ing parameter data
fo r th e se runs i s obta ined from U.S. pa t en t s 2,564,700 and
3,240,565.
The s im u la t io n o f th e carbon b lack p ro ce ss us ing ASPEN
and user - suppl ied blocks pred ic t s th e va lues o f impor tan t
prope r t i e s o f carbon b lack such as va lues o f pe rcen t y ie ld
based on th e weight of th e hydrocarbon feed , sur face a rea of
th e black formed, as wel l as th e o i l absorp t ion capab i l i t y of

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 66/115
60
of th e b lack t h a t wi l l form when th e p l an t i s opera ted with
a given gas , a i r , and aromat ic hydrocarbon feed r a t e s . In
a dd it io n o th er impor tan t var iab les , such as t empera ture in
th e combustion chamber and th e res idence t ime in th e r ea cto r,
a re c alc ula te d by th e model.
The fol lowing t ab l e s show some of th e cases s imula ted
by t h i s model . A comparison i s made between th e values o f
c a lc u l at e d p rope rt ie s such as s ur fa ce a re a and o i l absorpt ion
with th e v alu es re po rte d in th e u.s. pa ten t s .
Table 12
Comparison o f yie ld from s imulat ion and yie ld r epor ted in
pa ten t as percentage of carbon black per pound o f o i l feed.
Run No Calcula ted Actua l Lb Carbon BlackYield Yield pe r Lb o f Tota l Carbon
A 16.56 17.66 13.18E 37.24 31.11 34.84F 27.43 31.99 28.83H3 48.59 46.38 46.26N 27.29 32.43 29.07
The maximum quant i ty of caron black t h a t can be produced i s
a lso shown as % o f lb s o f carbon black formed per lb of t o t a l
carbon in th e system.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 67/115
61
Table 13
Comparison of s urf ac e a re as
Run No Surface area sqm/gm
A
E
F
H3
N
Calcula ted
148.586.8149.188.3148.8
Actual
168.886.0169.982.0146.5
Table 14
Comparison of o i l absorpt ion
Run No o i l Absorption cc/gm
Calculated Actual
A
E
F
H3
N
1.26
1.340.801.341.20
1.021.30
0.831.41
1.10
comparis ion of the r esu l t s repor ted in th e p aten ts and
those ca lcu la ted by the model show t ha t th e p re dic tio n i s
pre t ty good cons ider ing the empir ical nature of the
pred ic t ion and the small number of parameters . This model
may be used in p lace of some prac t i ca l runs to f ix the
operat ing condi t ions and var iab les to make a cer ta in kind of
b lack .

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 68/115
62
In addi t ion to predic t ing yie lds and o the r important
prope r t i e s , the model can a lso determine th e approximate
composi t ion o f th e ou t le t gases from the process . The
composi t ion i s shown in Table 15.
As s ta ted in the modeling chap te r , th e stream
man ipu la ti ng b locks a re used in th e ASPEN model to manipulate
the o i l feed stream . Due to these manipula t ions only pa r t
of th e feed i s involved in the ac tua l s imula t ion . As a
r e su l t , there i s no t exact mater ia l and energy balance fo r
t ha t stream and fo r th e whole f lowsheet . To ob ta in the
co r rec t mass balance th e d if fe re nc e between the o i l feed fed
in to th e process and the o i l feed t h a t .is ac tua l ly involved
in th e reac t ions i s to be subtrac ted.
A summary of the s imula t ion fo r run H3 i s shown in Table
16.
The data used in the simulat ion run H3 i s obtained from
USP 3,240,565. The aromatic o i l used as th e feed i s obta ined
from th e bottoms of petroleum cracking opera t ion. The o i l
has an API gravi ty of 13.4 degrees . The composi t ion and the
quant i ty of o i l used in the run i s shown in Table 16.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 69/115
63
Table 15
Conventional Components (LB Mole/Hr)
IN OUT ( % GASES·)
H2 83.9 84.0 (18.0)
02 77.1 0.0 (0.0)
N2 290.2 290.2 (62.0)
CO 0.0 80.5 (17.2)
CO2 0.0 12.7 (2.7)
CH4 23.8 0 .0 (0 .0)
502 0.0 0.4 (0.1)
H2O 419.9 467.4
C 143.8 73.6
S 0.79 0.0
* In th e percentage calcula t ions water vapor was not
cons idered.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 70/115
64
Table 16
Summary of the resul t s of simulat ion for run H3
INPUTS
o i l Feed ra te (lb/hr)Composition of o il
Carbon WT%
Hydrogen WT%
Sulfur WT%
Natural gas Rate(lbjhr)Composition of Natural gasMethane WT%(assumed)
Air Rate(lb/hr)
Quench Water(lbjhr)
OUTPUTS
Carbon black(lbjhr)
Flue gasesComposition of Flue gases in Ibs /hr
H2N2CO
C02H20
802
Quality of Carbon Black
Surface Area (sqmjgm)o i l absorption (ccjgm)
Temperature of Combustion Chamber of
1818.7
89.39 .3
1 .4
380.8
100
10594.3
7558
883.7
168
8125.62255.4560.68411.026 .00
88 .371.345
2655

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 71/115
65
Natura l gas and a i r a re used to genera te the required
hea t fo r th e decomposit ion of the o i l feed . Natura l gas i s
assumed to be methane. The weights o f na tu r a l gas and the
a i r used in th e process a re shown in Table 16. These a re the
only independent opera t ing parameters in the process .
Also shown in Table 16 a re the values predic ted by the
s imula t ion model, such as th e q ua nt ity and th e p rope r t i e s of
carbon black formed, th e composi t ion of f lue gases , and the
quan t i ty o f quench water needed fo r the process . The
temperature in th e combustion chamber i s a lso predic ted .

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 72/115
66
Chapter V
CONCLUSIONS AND RECOMMENDATIONS
The cor re l a t i on developed in t h i s s tudy shows t h a t some
of the opera t ing parameters such as res idence t ime, a i r to
gas ra t io s and c on ce ntr atio n o f a lka l i meta ls have grea t e r
impact on prope r t i e s of carbon b lack than o the r parameters .
The model developed can be used to narrow down th e range
o f opera ting cond itions to manufacture a black with
pa r t i c u l a r proper t i es . This model gives a good i n i t i a l poin t
fo r th e p r ac t i c a l runs to determine th e e xac t o pera ting
condi t ions to manufacture a pa r t i cu l a r black .
The empi r ica l equat ions used in th e s im ula tion are
developed from th e lim ite d data ava i lab le , may hold good only
fo r a narrow range of values . Ext rapola t ing these values may
no t be poss ib le . There a re many othe r var i ab l e s such as
tu rbulence in the reac tor , burner design and th e sp i ra l l ing
motion of gas in th e reac tor which a lso a f f e c t th e yie ld and
prope r t i e s of the carbon b lack formed.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 73/115
67
Unfor tunate ly t he re i s no data ava i l ab le to develop
equat ions which can take in to cons idera t ion th e e f f e c t of
these var i ab les on carbon black formation. This reason may
lead to discrepancy between the ac tua l yie lds and proper t i e s
of th e black and the calcula ted values from t p i s s imUlat ion .
Further improvement in th e model can be done if
su f f i c i en t da ta about th e a f fec t s of a l l the opera t ing
parameters on th e proper t i e s of the r e su l t i ng black i s known.
The model can also be enhanced if th e mechanism of formation
of carbon black i s understood.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 74/115
68
REFERENCES
1. Donnet, J . B., and Voit, A., Carbon black, Marcel
Dekker, I nc . , New York, NY 1976.
2. Krejci , J . C., USP 2,375 ,965 , May 1945.
3. s t rasse r , D. M., Petr ol. R efin er , vol 33. p177, 1954.
4 . Shearon J r W. H ., e t a l . , A Staf f - Industry collaborative
Report, Ind. Eng. Chemistry, Vol 44. p685 1970.
5. Krejci , J . C., USP 2 ,564 ,700 , August 21, 1951
6. Deviney and O'Grady.," Petroleum Derived Carbons' ' ' ,
ACS symposium ser ies , 1976.
7 . Krejci , J . C ., USP 2,419 ,565 , Apri l 29, 1947.
8. USP 4,198 ,469 , August, 1980.
9. Cheng, P. J . , USP 4 ,225 ,570 , September 30, 1980.
10 . Krejci , J . e., e t a l . , USP 3 ,240 ,565 , March 15, 1966.
11 . Frianf , G. F ., and Thorley, B ., USP 3 ,010 ,794 ,
November 28, 1961.
12. Frianf , G. F ., and Thorley, B ., USP 3,010 ,795 ,
November 28, 1961.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 75/115
69
13. voet , A., and Iannicel l i , J . , e t a l . , USP 3,201,200,
August 17, 1965.
14. Smith, S. R., Proceedings o f Royal Soc ie ty , London,
A174, 1940.
15 Gaydon, A. G., a t a l . , Symposium on combust ion . , 4th;
Cambridge, Mass, p248, 1952.
16. Prado, G., Ph.D. Thes is , Strasbourg, 1972.
17. Lahaye, J . , and Prado, G., Prac. 11th Conf. Carbon,
p41, 1973.
18. King, W. R. , USP 2,892,684, June 30, 1959.
19. ASPEN Plus In t roduc tory Manual, 1s t Edit ion, Aspen
Technology INC, 1985.

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 76/115
APPRNDIX A
HISTORY FILE OF THE SIMULATION
12
3 ;
4 TITLE
TO CARBON BLACK'5 ;6 DESCRIPTION
FOR THE MANUFACTURE
7
AROMATIC HYDROCARBONS.
8
PROCESS. '9
10ENGINEERING11
12 IN-UNITS13 OUT-UNITS1415 ;
METHODS AND MODELS
1617 PROPERTIES18
19
20 ;
21 COMPONENTSH20jCH4 CH4/S02 02S/
222324
PROPERTIES2526 DATABANKS
27 PROP-SOURCES28
29
CONNECTIVITY30
31FLOWSHEET
32 BLOCK
OUT=OILOUT
DEFINITION OF THE PROBLEM
'CONVERSION OF AROMATIC HYDROCARBONS
'THIS IS A MODEL OF FURNACE PROCESS
OF CARBON BLACK BY DECOMPOSITION OF
PURPOSE IS TO SIMULATE CARBON BLACK
UNITS OF MEASUREMENT BRITISH
ENG
ENG
SPECIFICATION OF PHYSICAL PROPERTY
SYSOP1
SPECIFICATION OF COMPONENTS
H2 H2/02 02/N2 N2/CO CO/C02 C02/H20
C CIS 51
DATA BANK SPECIFICATION FOR
SOLIDS / COMBUST
COMBUST COMPS=ALL
SPECIFICATION OF FLOWSHEET
HEAT IN=OILFED
i

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 77/115
IN=COMBC1 WATER
IN=GASBLK FCB
IN=OILOUT
IN=H2IN
IN=CH4IN AIR
IN=AUXIL
SPECIFICATION OF PARTICLE SIZE
SPECIFICATION OF STREAM CLASSES
SPECIFICATION OF FEED STREAMS
QUEN2
QUENCH IN=COMBH WATIN
MIX
REACT
HEAT1
M1
M2
REACTl IN=COMGAS AUXAIR FEED H20UT
BLOCK
BLOCK
BLOCK
BLOCK
BLOCK
BLOCK
BLOCK
BLOCK
.
STREAM FCB
SUBSTREAM CIPSD TEMP=2600 PRES=14.7
MASS-FLOW C 800
SUBS-ATTR PSD FRAC= .2 .6 .2
STREAM H2IN TEMP=7? PRES=14.7 MOLE-FLOW=.01
MOLE-FRAC H2 1
.
STREAM AIR TEMP=77 PRES=14.7 MOLE-FLOW=357.1428
MOLE-FRAC 02 .21/N2 .79
STREAM AUXIL TEMP=77 PRES=l4.7 MOLE-FLOW=10.204
MOLE-FRAC 02 .21/N2 .79
STREAM CH4IN TEMP=77 PRES=14.7 MOLE-FLOW=23.80
MOLE-FRAC CH4 1
33
OUT=COMGAS34
OUT=FEED35
OUT=H20UT
36
OUT=AUXAIR37
OUT=GASBLK38
OUT=COMBH39
OUT=COMBCl40
OUT=COMBC241 BLOCK FILTER IN=COMBC2
OUT=GASES BLACK42
43
44
45 STREAM OILFED TEMP=77 PRES=l4.7 NPHASE=1 PHASE=L
MASS-FLOW=1818.67
46 MASS-FRAC C 0.893/H2 0 .093 /S 0.014
47
48
49
50
51
52
53
54
55
5657
58
59
60
61
62
63
64
65
66
67 DEF-STREAMS MIXCIPSD FeB COMBH COMBCl COMBC2 WATINWATER GASES BLACK
6869 i
DISTRIBUTION
70
i i

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 78/115
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
98
99
100
101
102
103
104
MAXIT=50
105
PHASE=S/
106
107
S
108
/ 0
109
/ 0
110
/ 0
111/ 0
112
/ 0
DEF-SUBS-ATTR PSD PSD
IN-UNITS LENGTH=MUINTERVALS 3
SIZE-LIMITS 1/2/3/4.STREAM WATIN TEMP=77 PRES=14.7 MASS-FLOW=2000
MASS-FRAC H20 1.STREAM WATER TEMP=77 PRES=14.7 MASS-FLOW=100
MASS-FRAC H20 1
SPECIFICATION OF BLOCK DATA;
BLOCK HEAT HEATERPARAM TEMP=675 PRES=14.7
;
BLOCK Ml MULTPARAM 0.5.
BLOCK M2 MULTPARAM 30
BLOCK REACT RSTOIC
PARAM PRES=14.7 DUTY=Q NPHASE=l
STOIC 1 MIXED CH4 -1/02 -2/H20 2/C02 1
STOIC 2 MIXED CH4 -1 /0 2 -1.5/H20 2/CO 1
CONV 1 MIXED CH4 .9
CONV 2 MIXED CH4 .1
;
BLOCK HEAT1 HEATERPARAM TEMP=77 PRES=l4.7.
BLOCK REACTl RGIBBS
PARAMTEMP=2600 PRES=14.7
NATOM=5NPHASE=2
TOL=.OO1
PROD CO / H2O / H2 / CO2 / CH4 / 02 / N2 / S
C PHASE=S/
S02. ATOMS C H 0 N
ATOM CO 1 1 / 0 / 1 / 0
/H20 1 0 / 2 / 1 / 0
/H2 1 0 / 2 / 0 / 0
/
C02 1 1 / 0 / 2 / 0/
CH4 1 1 / 4 / 0 / 0
/
i i i

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 79/115
DETERMINE THE CONVERSION FACTORS
FORTRAN BLOCK TO CHECK THE AMOUNT
02 1 0 / 0 / 2 / 0
N2 1 0 / 0 / 0 / 2
C 1 1 / 0 / 0 / 0
8 1 0 / 0 / 0 / 0
802 1 0 / 0 / 2 / 0
/
/
/
/
;.
BLOCK FILTER FABFLPARAM MODE=lOPER DPMX=.5 TFLT=l VMAX=.15
..
•BLOCK QUENCH HEATER
PARAM DUTY=Q PRES=14.7.1BLOCK QUEN2 HEATER
PARAM DUTY=Q PRE8=14.7
;
BLOCK MIX MIXERPARAM PRES=14.7 NPK=2
o
1
o
1
o113
/114
/115
I116
/ 117/118
l19
120
121
122
123
124
125
126
127
128
129
130
131
132 :133 SEQUENCE SEQ1 M1 M2 REACT113,4 ;
135 BLOCK-REPORT NEWPAGE
136 :137 i
OF OXYGEN AND
138 iFOR THE NO REACTIONS
139 ;140 FORTRAN CONVER141 DEFINE OXYGEN MOLE-FLOW STREAM=AIR COMPONENT=02
STREAM=CH4INH4MOL MOLE-FLOWEFINE
OXYREC = CH4MOL*2.0DOIF (OXYGEN .GT. OXYREC) GOTO 10
X = 2.0DO*(2.0DO*CH4MOL-OXYGEN)
ID1=2
;
.FF
F
142
COMPONENT=CH4143 DEFINE CONV1 BLOCK-VAR BLOCK=REACT SENTENCE=CONV
VARIABLE'::(X)NV &
144 ID1=1
145 DEFINE CONV2 BLOCK-VAR BLOCK=REACT SENTENCE=CONVVARIABLE=Q!)NV &
146
147
148149
150
151
iv

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 80/115
FORTRAN CBRECDEFINE OILFLO STREAM-VAR STREAM=OILFED
DEFINE H2FLO MOLE-FLOW STREAM=OILFED
DEFINE CARFLO MOLE-FLOW STREAM=OILFED
CONVl = (CH4MOL-X)/CH4MOLCONV2 = 1.0DO-CONVl
GOTO 20CONV1 = 1.0DOCONV2 = ODO
CONTINUEEXECUTE BEFORE REACT
20
10
FFFFFF
152
153
154155156157158159
160161 THIS FORTRAN BLOCK MODELS THE REACTION
SECTION OF THE FURNACE162 AND CALCULATES THE AMOUNT OF BLACK
FORMED, RESIDENCE TIME IN163 THE REACTOR, PERCENT YIELD, SURFACE AREA
AND THE OIL ABSORBTION164 OF THE BLACK FORMED.165166
167
168VARIABLE=MASS-FLOW
169COMPONENT=C
170COMPONENT=H2
171 DEFINE SFLO MOLE-FLOW STREAM=OILFED COMPONENT=S
STREAM=AIR
STREAM=CH4IN
STREAM-VAR
STREAM-VAR
AIR
GAS
DEFINE
DEFINE
DEFINE TEMP STREAM-VAR STREAM=COMGAS
DEFINE AUXNIT MOLE-FLOW STREAM=AUXAIR
DEFINE AUXOXY MOLE-FLOW STREAM=AUXAIR
RECDIA=1.0DO
RECLEN=11.0DOAPI=13.4DO
PPM=O.ODOSPGR=141.5DO/(API+131.5DO)
F
FF
FF
172
COMPONENT=02
173
COMPONENT=N2174
VARIABLE=TEMP
175VARIABLE=MOLE-FLOW176
VARIABLE=MOLE-FLOW177 DEFINE CB SUBSTREAM-VAR STREAM=FCB
SUBSTREAM=CIPSD VARIABLE=MASS-FLOW178 DEFINE FACT BLOCK-VAR BLOCK=M1 SENTENCE=PARAM
VARIABLE=FACTOR179 DEFINE FACTI BLOCK-VAR BLOCK=M2 SENTENCE=PARAM
VARIABLE=FACTOR180
181182
183184
185
186
v

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 81/115
187
188
189
190
191
192
193
194
195
196
197
198
199
200
201
202
203
F
F
F
F
F
F
F
F
F
F
F
F
F
F
F
F
FAN=SPGR*8.543DOAREA=3.14159DO*RECDIA*RECDIA/4.0DOWTCAR=CARFLO*12.0DOWTHYD=H2FLO*2.0DOWTSUL=SFLOW*32.0DOWTOIL=WTCAR+WTSUL+WTHYD
WTMET=CH4MOL*16.0DOTOTHC=WTMET+WTHYD+WTCAR
WTAIR=AIR*28.84DOWTNIT=AUXNIT*28DOWTOXY=AUXOXY*32.0DO
TOTAIR=WTAIR+WTNIT+WTOXY
TATHC=TOTAIR/TOTHCAGRAT=AIR/CH4MOL
OXYAVA=AUXOXY+0.21*AIROXYNED=CARFLO + 0.50DO * H2FLO + 2*CH4MOL
204
205
206
F
F
STOICR = OXYAVA/OXYNED
YIELD=124.799-l68.820*STOICR-1.217*AGRAT
207 F BLKFOR=YIELD*OILFLO/100.0DO208 F CB=BLKFOR
209 F FACT=(lOO.ODO-YIELD)/lOO.ODO210 F FACT1=H2FLO * YIELD/lOO.ODO211
212 ;213 F
WRITE(NHSTRY,*) '*******************************************'
214 F WRITE(NHSTRY,*) FACTI215 F WRITE(NHSTRY,*) 'YIELD=',YIELD
216 F WRITE(NHSTRY,*) 'TEMPERATURE=' ,TEMP217 F
WRITE(NHSTRY,*) '********************************************'
VOLUME=TOTGAS*(TEMP+460.0DO)*0.7203DOVEL=VOLUME/AREA
VELOCI=VEL/3600.0DORESTIM=RECLEN/VELOCI
WRITE(NHSTRY,*)EXECUTE AFTER REACT
F
F
F
F
FORTRAN CBPROP
DEFINE TOTGAS STREAM-VAR STREAM=GASBLK
F18
219
220
221
222
223
VARIABLE=MOLE-FLOW
224
225
226227
228
229
v i

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 82/115
230
231
232
233
234
FFF
RESTIM=RESTIM*lOOO.ODOSFAREA=174.04-3.185746*RESTIM
OILABS=1.345-0.009*PPM
WRITE(NHSTRY,*) 'OIL ABSORBTION
WRITE(NHSTRY,*)WRITE(NHSTRY,*) 'RESIDENCE TIME
2 3 5 F
WRITE(NHSTRY,*) '*******************************************
**' 236 F237 F
=',RESTIM, 'MILLI SECONDS'238 F WRITE (NHSTRY, *) 'SURFACE AREA OF CARBON
BLACK=',SFAREA,'SQM/GM'239 F
=',OILABS, ICC/GMt240 F WRITE(NHSTRY,*)
241 FWRITE(NHSTRY,*) '***********************************************'242 EXECUTE AFTER REACTl
243244 i
245 DESIGN-SPEC QTEMP246 DEFINE T STREAM-VAR STREAM=COMBC1 VARIABLE=TEMP
247 SPEC T TO 1250248 TaL-SPEC 10249 VARY STREAM-VAR STREAM=WATIN
VARIABLE=MASS-FLOW250 LIMITS 100 20000251
252 DESIGN-SPEC QTEM253 DEFINE Tl STREAM-VAR STREAM=COMBC2
VARIABLE=TEMP254 SPEC T1 TO 520255 TOL-SPEC 20256 VARY STREAM-VAR STREAM=WATER
VARIABLE=MASS-FLOW257 LIMITS 50 10000
1 *** INPUT TRANSLATOR MESSAGES ***
DESIGN SPEC: QTEMP WILL BE INTERPRETEDDESIGN SPEC: QTEM WILL BE INTERPRETEDFORTRAN BLOCK: CONVER WILL BE COMPILEDFORTRAN BLOCK: CBREC WILL BE COMPILED
FORTRAN BLOCK: CBPRO P WILL BE COMPILED
1*** FLOWSHEET ANALYSIS MESSAGES ***
v i i

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 83/115
FLOWSHEET CONNECTIVITY BY STREAMS
STREAM SOURCE DEST STREAMDESTOILFED HEAT AIR
REACTCH4IN REACT H2IN
M2AUXIL HEATl FCB
MIXWATIN QUENCH WATER
QUEN2OILOUT HEAT Ml COMGAS
REACTlFEED Ml REACTl H20UT
REACTlAUXAIR HEATl REACTl GASBLK
MIXCOMBH MIX QUENCH COMBCl
QUEN2
COMBC2 QUEN2 FILTER GASES
BLACK FILTER
FLOWSHEET CONNECTIVITY BY BLOCKS
SOURCE
REACT
M2
REACTl
QUENCH
FILTER
BLOCKHEATREACTMl
M2HEATlREACTl
MIXQUENCHQUEN2FILTER
INLETSOILFEDCH4IN AIR
OILOUTH2INAUXILCOMGAS AUXAIR FEED H20UT
GASBLK FCBCOMBH WATINCOMBCl WATERCOMBC2
OUTLETSOILOUTCOMGAS
FEEDH20UTAUXAIRGASBLK
COMBHCOMBClCOMBC2GASES BLACK
BLOCK $OLVEROI HAS BEEN DEFINED TO CONVERGEDESIGN-SPEC: QTEMP
BLOCK $OLVER02 HAS BEEN DEFINED TO CONVERGEDESIGN-SPEC: QTEM
COMPUTATION ORDER FOR THE FLOWSHEET IS :
HEATl CONVER REACT CBREC HEAT Ml M2 REACTl CBPROP MIX$OLVEROl QUENCH$OLVEROl<--- $OLVER02 QUEN2 $OLVER02<--- FILTER
v i i i

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 84/115
NO ERRORS OR WARNINGS GENERATED
SIMULATION PROGRAM MAY BE EXECUTED
************************************************* ASPEN PLUS INPUT TRANSLATOR ENDS EXECUTION *************************************************
o MESSAGE SUMMARY: MESSAGE NUMBER - COUNT
o 151 11
*** CALCULATION TRACE ***
CONVERSION OF AROMATIC HYDROCARBONS TO CARBON BLACK
SIMULATION CALCULATIONS BEGINTIME = 0.07
ENTHALPY CALCULATION FOR INLET STREAM AUXIL
HEATI TIME =0.09
KODE = 2 NTRIAL = 3 T = 298 . 10.1014E+06 V = 1.000 Q = O.OOOOE+OO
UOS BLOCK HEATl MODEL: HEATER
TIME = 0.21
KODE = 2 NTRIAL = 3 T = 298 . 10.1014E+06 V = 1.000 Q = -0.2339E-14
FORTRAN BLOCK CONVER
TIME = 0.26
ENTHALPY CALCULATION FOR INLET STREAM CH4IN
REACT TIME = 0.28KODE = 2 NTRIAL = 2 T = 298 . 1
0.1014E+06 V = 1.000 Q = O.OOOOE+OO
ENTHALPY CALCULATION FOR INLET STREAM AIR
REACT TIME = 0.30
KODE = 2 NTRIAL = 3 T = 298.1
O.1014E+06 V = 1.000 Q = O.OOOOE+OO
OF BLOCK
p =
P =
OF BLOCK
P =
OF BLOCK
P =
UOS BLOCK REACT
KODE = 1KPHASE =
O.10135E+06 Q =
MODEL: RSTOICTIME = 0.33
NO. TEMP ITER = 10
1 KODE = 1 T =O.OOOOOE+OO
TEMP = 1730.5
1730.5 P =
FORTRAN BLOCK CBREC
TIME = 0.39
ix

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 85/115
*******************************************YIELD= 48.5958489461470542
TEMPERATURE= 2655.23079330288135
********************************************
---FLASH STREAM AUXAIRKODE = 2 NTRIAL = 3 T = 298 . 1 P =
O.1014E+06 V = 1.000 Q = -0.1169E-14
---FLASH STREAM COMGASKODE = 2 NO. TEMP ITER = 1 TEMP = 1730.5
KPHASE = 1 KODE = 2 T = 1730 . 5 P =0.10135E+06 Q = -0.20116E-09
ENTHALPY CALCULATION FOR INLET STREAM OILFED OF BLOCKHEAT TIME = 0.46
KODE = 2 NO. TEMP ITER = 1 TEMP = 298.15
KPHASE = 2 KODE = 2 T = 298.15 P =
0.10135E+06 Q = O.OOOOOE+OO
UOS BLOCK HEAT MODEL: HEATERTIME = 0.51
KODE = 2 NTRIAL = 3 T = 630 . 4 P =0.1014E+06 V = 1.000 Q = 0.7420E+06
UOS BLOCK Ml MODEL: MULT
TIME = 0.55
ENTHALPY CALCULATION FOR INLET STREAM H2IN
M2 TIME = 0.55
KODE = 2 NTRIAL = 2 T = 298 . 10.1014E+06 V = 1.000 Q = O.OOOOE+OO
OF BLOCK
p =
UOS BLOCK M2 MODEL: MULT
TIME = 0.58
UOS BLOCK REACTl MODEL: RGIBBSTIME = 0.59
o CONVERGENCE ACHIEVED IN ROUTINE GIBBSTOTAL NUMBER OF ITERATIONS = 15
FORTRAN BLOCK CBPROPTIME = 1.34
*********************************************
RESIDENCE TIME = 29.1766378662087504 MILLI SECONDSSURFACE AREA OF CARBON BLACK= 81. 0906302812988962
SQM/GMOIL ABSORBTION = 1.34500026702880859 CC/GM
***********************************************
x

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 86/115
ENTHALPY CALCULATION FOR INLET STREAM FCB OF BLOCKMIX TIME = 1.36
SUBSTREAM CIPSDKODE = 2 T = 1699.8 P = O. l0135E+06 Q =
O.OOOOOE+OO HCS = O.28012E+08
UOS BLOCK MIX MODEL: MIXERTIME = 1.40
NO. TEMP ITER = 9 TEMP = 1699.8
KODE = 1 NTRIAL = 3 T = 1700 .O.1014E+06 V = 1.000 Q = O.OOOOE+OO
P =
CONVERGENCE BLOCK $OLVEROITIME =
ITER 0 FOR SPECS:
METHOD: SECANT1.74
QTEMP
ENTHALPY CALCULATION FOR INLET STREAM WATINQUENCH TIME = 1.76
SUBSTREAM MIXED
KODE = 2 NTRIAL = 2 T = 298.10.1014E+06 V = O.OOOOE+OO Q = O.OOOOE+OO
UOS BLOCK QUENCH MODEL: HEATERTIME = 1.79
NO. TEMP ITER = 7 TEMP = 1228.6
KODE = 1 NTRIAL = 3 T = 1229.
0.1014E+06 V = 1.000 Q = O.OOOOE+OO
OF BLOCK
P =
P =
X =
CONVERGENCE BLOCK $OLVEROITIME =
ITER 1 FOR SPECS:SPEC 1 ERROR = 501.75
0.15380E-01
METHOD: SECANT1.94
QTEMPOLD X = 0.13988E-01 NEW
LOOP $OLVER01 ITER 1: 1 VARS NOT CONVERGED, MAX ERR/TOL50.175 TIME = 1.95
VOS BLOCK QUENCH MODEL: HEATERTIME = 1.96
NO. TEMP ITER = 7 TEMP = 1191.1
KODE = 1 NTRIAL = 3 T = 1191.
0.1014E+06 V = 1.000 Q = O.OOOOE+OOP =
X =
CONVERGENCE BLOCK $OLVER01TIME =
ITER 2 FOR SPECS:SPEC 1 ERROR = 434.29
O.24340E-Ol
x i
METHOD: SECANT2.10
QTEMPOLD X = 0.15380E-Ol NEW

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 87/115
LOOP $OLVERO 1 ITER 2 : 1 VARS NOT CONVERGED, MAX ERR/TOL43.429 TIME = 2.11
UOS BLOCK QUENCH MODEL: HEATERTIME = 2.11
NO. TEMP ITER = 6 TEMP = 977.18
KODE = 1 NTRIAL = 3 T = 977 . 20.1014E+06
V =1.000
Q = O.OOOOE+OO
p =
X =
CONVERGENCE BLOCK $OLVER01TIME =
ITER 3 FOR SPECS:SPEC 1 ERROR = 49.255
O.25653E-01
METHOD: SECANT2.25
QTEMPOLD X = O.24340E-01 NEW
LOOP $OLVERO 1 ITER 3 : 1 VARS NOT CONVERGED, MAX ERR/TOL4.9255 TIME = 2.26
UOS BLOCK QUENCH MODEL: HEATERTIME = 2.27
NO. TEMP ITER = 6 TEMP = 949.22KODE = 1 NTRIAL = 3 T = 949.2
O.1014E+06 V = 1.000 Q = O.OOOOE+OOp =
X =
CONVERGENCE BLOCK $OLVER01TIME =
ITER 4 FOR SPECS:SPEC 1 ERROR = -1.0772
O.25653E-01
METHOD: SECANT2.40
QTEMPOLD X = O.25653E-Ol NEW
LOOP $OLVERO 1 ITER 4 :0.10772 TIME =
*** CONVERGED *** , MAX ERR/TaL
2.42
UOS BLOCK QUENCH MODEL: HEATERTIME = 2.42
NO. TEMP ITER = 6 TEMP = 949.22
KODE = 1 NTRIAL = 3 T = 949.2
O.1014E+06 V = 1.000 Q = O.OOOOE+OOp =
CONVERGENCE BLOCK $OLVER02TIME =
ITER 0 FOR SPECS:
METHOD: SECANT2.56
QTEM
ENTHALPY CALCULATION FOR INLET STREAM WATERQUEN2 TIME = 2.57
SUBSTREAM MIXED
KODE = 2 NTRIAL = 2 T = 298.10.1014E+06 V = O.OOOOE+OO Q = O.OOOOE+OO
OF BLOCK
p =
UOS BLOCK QUEN2 MODEL: HEATER
x ii

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 88/115
TIME =NO. TEMP ITER = 6KODE = 1 NTRIAL =
0.1014E+06 V = 1.000
2.60
TEMP = 934.63
3 T = 934. 6Q = O.OOOOE+OO
P =
x =
CONVERGENCE BLOCK $OLVER02TIME =
ITER 1 FOR SPECS:SPEC 1 ERROR = 702.66
0.13953E-02
METHOD: SECANT2.73
QTEMOLD X = 0.69940E-03 NEW
LOOP $OLVER02 ITER 1: 1 VARS NOT CONVERGED, MAX ERR/TOL35.133 TIME = 2.74
UOS BLOCK QUEN2 MODEL: HEATERTIME = 2.75
NO. TEMP ITER = 6 TEMP = 920.31
KODE = 1 NTRIAL = 3 T = 920 . 30.1014E+06 V = 1.000 Q = O.OOOOE+OO
P =
X =
CONVERGENCE BLOCK $OLVER02TIME =
ITER 2 FOR SPECS:SPEC 1 ERROR = 676.89
0.19674E-01
METHOD: SECANT2.89
QTEMOLD X = 0.13953E-02 NEW
LOOP $OLVER02 ITER 2: 1 VARS NOT 'CONVERGED, MAX ERR/TOL33.844 TIME = 2.90
UOS BLOCK QUEN2 MODEL: HEATERTIME =
NO. TEMP ITER = 4KODE = 1 NTRIAL =
0.1014E+06 V = 1.000
2.91
TEMP = 602.52
3 T = 602.5
Q = O.OOOOE+OO
P =
x =
CONVERGENCE BLOCK $OLVER02TIME =
ITER 3 FOR SPECS:SPEC 1 ERROR = 104.86
0.23959E-01
METHOD: SECANT3.04
QTEMOLD X = 0 . ~ 9 6 7 4 E - 0 1 NEW
LOOP $OLVER02 ITER 3 : 1 VARS NOT CONVERGED, MAX ERR/TOL5.2431 TIME = 3.06
UOS BLOCK QUEN2 MODEL: HEATERTIME
=3.06
NO. TEMP ITER = 4 TEMP = 540.77
KODE = 1 NTRIAL = 3 T = 540.8
0.1014E+06 V = 1.000 Q = O.OOOOE+OO
x i i i
p =

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 89/115
:K =
CONVERGENCE BLOCK $OLVER02TIME =
ITER 4 FOR SPECS:SPEC 1 ERROR = -6.2790
O.23959E-Ol
METHOD: SECANT3.20
QTEMOLD X = 0.23959E-Ol NEW
LOOP $OLVER02 ITER 4 :0.31395
TIME =
*** CONVERGED *** , MAX ERR/TOL3.21
UOS BLOCK QUEN2 MODEL: HEATERTIME = 3.22
NO. TEMP ITER = 4 TEMP = 540.77
KODE = 1 NTRIAL = 3 T = 540.8
O.1014E+06 V = 1.000 Q = O.OOOOE+OO
UOS BLOCK FILTER MODEL: FABFLTIME = 3.34
PRESSURE DROP = 3447. EFFICIENCY =0.9890
SIMULATION CALCULATIONS COMPLETED
TIME = 3.35
PDF UPDATEDTIME = 3.58
REPORT WRITER ENTEREDTIME = 3.59
REPORT GENERATEDTIME = 5.22
NO ERRORS OR WARNINGS GENERATED
*************************************************** ASPEN PLUS SIMULATION PROGRAM ENDS EXECUTION ***************************************************
P =
NUMBER OF APRU USED: 46.47
xiv

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 90/115
APPENDIX B
REPORT OF THE SIMULATION
TABLE OF CONTENTS
RUN CONNTROL SECTION............................ 1RUN CONTROL INFORMATION.•................. 1DESCRIPTION. . . . . . . . . . . • . . . . . . . . . . . . . . . . . . . 1BLOCK STATUS.............................. 1
FLOWSHEET SECTION........•..••......•.........• 2FLOWSHEET CONNECTIVITY BY STREAMS ......••. 2FLOWSHEET CONNECTIVITY BY BLOCKS •........• 2DESIGN-SPEC: QTEMP ..••.......•........... 2DESIGN-SPEC: QTEM ..•.•...•...........•.•. 2FORTRAN BLOCK: CONVER .•.....•............ 3
FORTRAN BLOCK: CBREC 3FORTRAN BLOCK: CBPROP........•.........•. 4CONVERGENCE BLOCK: $OLVEROl ...........•.. 4CONVERGENCE BLOCK: $OLVER02 ••............ 5COMPUTATIONAL SEQUENCE .......••........•.• 5
OVERALL FLOWSHEET BALANCE ...••............ 5
PHYSICAL PROPERTIES SECTION ......••......••.••. 6
COMPONENTS . . . . . . . . • . . . . . . . . . . • . . . . . . . • . . . . 6
SECTION .....•.......•........•.....FABFL ..•...•••....
HEATER......••....HEATER......•.....
HEATER .HEATER.......•....RSTOIC .....••.....RGIBBS .
U-O-S BLOCKBLOCK:
BLOCK:BLOCK:BLOCK:BLOCK:BLOCK:BLOCK:BLOCK:
FILTER
HEAT1HEATMIXQUENCHQUEN2
REACTREACT1
MODEL:
MODEL:MODEL:MODEL:MODEL:MODEL:MODEL:MODEL:
7
7
89
MIXER......•••.•.. 1011
12
13
14
STREAM SECTION . . . . . . . • . . . . . . . • . . . . . . . . . . . . . . . . . 16SUBSTREAM ATTR PSD TYPE: PSD ........•..... 16BLACK COMBCl COMBC2 COMBH FCB 17
GASES WATER WATIN.........•........•...... 19AIR AUXAIR AUXIL CH4IN COMGAS .....•....... 21
FEED GASBLK H2IN H20UT OILFED 22
oI LOUT. . . . . . . . . • • . . • • . . . • . • . . . . . . . . . . . . . . . 23
xv

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 91/115
CONVERSION OF AROMATIC HYDROCARBONS TO CARBON
BLACKRUN CONTROL SECTION
RUN CONTROL INFORMATION
TYPE OF RUN: NEW
INPUTFILE NAME:
TH3
OUTPUT PROBLEM DATA FILE NAME: TH3
LOCATED IN : BAT195
VERSION NO. 1
PDF SIZE USED FOR INPUT TRANSLATION:
NUMBER OF FILE RECORDS (PSIZE) = 200
NUMBER OF IN-CORE RECORDS = 200
PSIZE NEEDED FOR SIMULATION = 75
CALLING PROGRAM NAME: TH3
LOCATED IN:
SIMULATION REQUESTED FOR ENTIRE FLOWSHEET
DESCRIPTION
THIS IS A MODEL OF FURNACE PROCESS FOR THEMANUFACTURE OF CARBON BLACK BY DECOMPOSITION OF AROMATICHYDROCARBONS. PURPOSE IS TO SIMULATE CARBON BLACK PROCESS.
BLOCK STATUS
***********************************************************ALL UNIT OPERATION BLOCKS WERE COMPLETED NORMALLY
ALL CONVERGENCE BLOCKS WERE COMPLETED NORMALLY
***********************************************************CONVERSION OF AROMATIC HYDROCARBONS TO CARBON
BLACKFLOWSHEET SECTION
FLOWSHEET CONNECTIVITY BY STREAMS
STREAM SOURCE DEST STREAM SOURCEDEST
OILFED HEAT AIR
REACTCH4IN REACT H2IN
M2
AUXIL HEATl FCB
MIX
WATIN QUENCH WATER
xvi

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 92/115
QUEN2OILOUT HEAT Ml
REACTl
FEED Ml REACTl
REACTl
AUXAIR HEATl REACTl
MIX
COMBH MIX QUENCHQUEN2COMBC2 QUEN2 FILTER
BLACK FILTER
FLOWSHEET CONNECTIVITY BY BLOCKS
- - - - - - - - - ~ - - - - - - - - - - - - - - - - - - - - - -
COMGAS
H20UT
GASBLK
COMBCl
GASES
REACT
M2
REACTI
QUENCH
FILTER
BLOCKHEATREACTMl
M2HEATl
REACTl
MIX
QUENCHQUEN2FILTER
INLETS
OILFED
CH4IN AIR
OILOUT
H2INAUXIL
COMGAS AUXAIR FEED H20UT
GASBLK FCB
COMBH WATINCOMBCl WATERCOMBC2
OUTLETSOILOUT
COMGAS
FEED
H20UTAUXAIRGASBLKCOMBH
COMBC1COMBC2GASES BLACK
DESIGN-SPEC: QTEMP
SAMPLED VARIABLES:
T : TEMPERATURE IN STREAM COMBCl SUBSTREAM MIXEDSPECIFICATION:
MAKE T APPROACH 1,250.00WITHIN 10.0000
MANIPULATED VARIABLES:
VARY : TOTAL MASSFLOW IN STREAM WATIN SUBSTREAM MIXEDLOWER LIMIT = 100.0000 LB/HR
UPPER LIMIT = 20,000.0 LB/HR
DESIGN-SPEC: QTEM
SAMPLED VARIABLES:
Tl : TEMPERATURE IN STREAM COMBC2 SUBSTREAM MIXED
xvi i

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 93/115
SPECIFICATION:MAKE Tl APPROACH 520.000
WITHIN 20.0000
1 ASPEN PLUS VER: IBM-CMS REL: 7.2-5 INST: U-OHIO2/20/90 PAGE 3
CONVERSION OF AROMATIC HYDROCARBONS TO CARBONBLACK
FLOWSHEET SECTION
DESIGN-SPEC: QTEM (CONTINUED)
MANIPULATED VARIABLES:VARY : TOTAL MASS FLOW IN STREAM WATER SUBSTREAM MIXEDLOWER LIMIT = 50.0000 LB/HRUPPER LIMIT = 10,000.0 LB/HR
FORTRAN BLOCK: CONVER
SAMPLED VARIABLES:OXYGEN 02 MOLEFLOW IN STREAM AIR SUBSTREAM MIXEDCH4MOL CH4 MOLEFLOW IN STREAM CH4IN SUBSTREAM MIXEDCONV1 SENTENCE=CONV VARIABLE=CONV I01=1 IN UOS
BLOCK REACTCONV2 SENTENCE=CONV VARIABLE=CONV I01=2 IN UOS
BLOCK REACT
FORTRAN STATEMENTS:OXYREC = CH4MOL*2.0DOIF (OXYGEN .GT. OXYREC) GOTO 10
X = 2.0DO*(2.0DO*CH4MOL-OXYGEN)CONVI = (CH4MOL-X)/CH4MOL
CONV2 = 1.ODO-CONVlGOTO 20
10 CONV1 = 1.000
CONV2 = ODO
20 CONTINUE
EXECUTE BEFORE BLOCK REACT
FORTRAN BLOCK: CBREC
SAMPLED VARIABLES:OILFLO TOTAL MASSFLOW IN STREAM OILFED SUBSTREAM MIXEDCARFLO : C MOLEFLOW IN STREAM OILFED SUBSTREAM MIXED
H2FLOSFLO
: H2 MOLEFLOW IN STREAM OILFED SUBSTREAM MIXED: S MOLEFLOW IN STREAM OILFED SUBSTREAM MIXED
xvi i i

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 94/115
AUXOXY
AUXNITTEMP
GAS
MIXEDAIR
CBFACTFACTI
02 MOLEFLOW IN STREAM AUXAIR SUBSTREAM MIXED
N2 MOLEFLOW IN STREAM AUXAIR SUBSTREAM MIXED
TEMPERATURE IN STREAM COMGAS SUBSTREAM MIXED
: TOTAL MOLEFLOW IN STREAM CH4IN SUBSTREAM
TOTAL MOLEFLOW IN STREAM AIR SUBSTREAM MIXED
TOTAL MASS FLOW IN STREAM FCB SUBSTREAM CIPSDSENTENCE=PARAM VARIABLE=FACTOR IN UOS BLOCK MlSENTENCE=PARAM VARIABLE=FACTOR IN UOS BLOCK M2
FORTRAN STATEMENTS:RECDIA=l.ODORECLEN=11.0DOAPI=13.4DO
PPM=O.ODOSPGR=141.5DO/(API+131.5DO)
FAN=SPGR*8.543DO1 ASPEN PLUS VER: IBM-CMS REL: 7.2-5 INST: U-OHIO
2/20/90 PAGE 4CONVERSION OF AROMATIC HYDROCARBONS TO CARBON
BLACK
FLOWSHEET SECTION
FORTRAN BLOCK: CBREC (CONTINUED)AREA=3.14159DO*RECDIA*RECDIA/4.0DOWTCAR=CARFLO*12.0DOWTHYD=H2FLO*2.0DOWTSUL=SFLOW*32.0DOWTOIL=WTCAR+WTSUL+WTHYD
WTMET=CH4MOL*16.0DOTOTHC=WTMET+WTHYD+WTCAR
WTAIR=AIR*28.84DOWTNIT=AUXNIT*28DO
WTOXY=AUXOXY*32.0DOTOTAIR=WTAIR+WTNIT+WTOXYTATHC=TOTAIR/TOTHCAGRAT=AIR/CH4MOLOXYAVA=AUXOXY+O.21*AIROXYNED=CARFLO + 0.50DO * H2FLO + 2*CH4MOLSTOICR = OXYAVA/OXYNED
YIELD=124.799-I68.820*STOICR-l.217*AGRAT
BLKFOR=YIELD*OILFLO/IOO.ODOCB=BLKFOR
FACT=(lOO.ODO-YIELD)/IOO.ODO
FACTI=H2FLO * YIELD/IOO.ODO
WRITE(NHSTRY,*) '*******************************************'
WRITE(NHSTRY,*) FACTlWRITE(NHSTRY,*) 'YIELD=',YIELD
xix

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 95/115
WRITE(NHSTRY,*) 'TEMPERATURE=',TEMP
WRITE (NHSTRY,*) '********************************************'WRITE(NHSTRY,*)
EXECUTE AFTER BLOCK REACT
FORTRAN BLOCK: CBPROP
SAMPLED VARIABLES:TOTGAS : TOTAL MOLEFLOW IN STREAM GASBLK SUBSTREAM MIXED
FORTRAN STATEMENTS:VOLUME=TOTGAS*(TEMP+460.0DO)*O.7203DOVEL=VOLUME/AREAVELOCI=VEL/3600.0DO
RESTIM=RECLEN/VELOCIRESTIM=RESTIM*lOOO.ODOSFAREA=174.04-3.l85746*RESTIM
OILABS=1.345-0.009*PPM
WRITE(NHSTRY,*) '******************************************'WRITE(NHSTRY,*)WRITE(NHSTRY,*) 'RESIDENCE TIME =',RESTIM,'MILLI
SECONDS'WRITE(NHSTRY,*) 'SURFACE AREA OF CARBON
BLACK=',SFAREA,'SQM/GM'WRITE(NHSTRY,*) 'OIL ABSORBTION =',OILABS,'CC/GM'
WRITE(NHSTRY,*)WRITE(NHSTRY,*) '***************************************'
EXECUTE AFTER BLOCK REACTl
1 ASPEN PLUS VER: IBM-CMS REL: 7.2-5 INST: U-OHIO2/20/90 PAGE 5CONVERSION OF AROMATIC HYDROCARBONS TO CARBON
BLACK
FLOWSHEET SECTION
CONVERGENCE BLOCK: $OLVEROl
SPECS: QTEMPMAXIT= 30 STEP-SIZE= 1.0000 % OF RANGE
MAX-STEP= 100. % OF RANGE
METHOD: SECANT STATUS: CONVERGEDTOTAL NUMBER OF ITERATIONS: 4
x OLD XERR/TOL
TOTAL MASSFL LB/HR0.3667852D+04 -.10772070+00
xx
0.36678520+04

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 96/115
CONVERGENCE BLOCK: $OLVER02
SPECS: QTEMMAXIT= 30 STEP-SIZE= 1 . 0 0 0 0 % OF RANGE
MAX-STEP= 1 0 0 . % OF RANGEMETHOD: SECANT STATUS: CONVERGED
TOTALNUMBER OF ITERATIONS: 4
x OLD X
ERR/TOLTOTAL MASSFL LB/HR
0 . 3 4 2 5 6 7 1 0 + 0 4 - . 3 1 3 9 4 8 2 D + 0 0
COMPUTATIONAL SEQUENCE
0 . 3 4 2 5 6 7 1 0 + 0 4
(LBMOL/HR)8 3 .9 1 5 3 4 9 .0 7 0 2
7 7 . 1 4 2 8 0 . l 3 2 6 3 6 E - 0 6
2 9 0 .2 0 4 2 9 0 .2 0 4
O.OOOOOOE+OO 7 5 . 2 1 1 8
O.OOOOOOE+OO 1 8 . 0 9 4 5
3 9 3 . 7 5 2 4 3 5 . 8 2 0
2 3 .8 0 0 0 0 .4 9 7 1 7 9 E - 0 6
O.OOOOOOE+OO 0 . 4 0 8 2 4 1
2 0 8 .7 9 8 7 3 . 5 8 2 4
0 .7 9 4 1 7 9O.OOOOOOE+OO
1 0 7 8 . 4 1 9 4 2 . 3 9 2
x x i
SEQUENCE USED WAS:HEATl CONVER REACT CBREC HEAT M1 M2 REACTl CBPROP MIX
$OLVEROl QUENCH$OLVEROl<--- $OLVER02 QUEN2 $OLVER02<--- FILTER
OVERALL FLOWSHEET BALANCE
*** MASS AND ENERGY BALANCE ***IN OUT
RELATIVE DIFF.
CONVENTIONAL COMPONENTSH2
0 . 4 1 5 2 4 1
02
1 . 0 0 0 0 0
N20 . 1 9 5 8 7 4 E - l 5
CO- 1 . 0 0 0 0 0
C02- 1 . 0 0 0 0 0
H20- 0 . 9 6 5 2 6 8 E - 0 1
CH41 . 0 0 0 0 0
S0 2
- 1 . 0 0 0 0 0C
0 . 6 4 7 5 9 0
S
1 . 0 0 0 0 0
TOTAL BALANCEMOLE (LBMOL/HR)

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 97/115
0.126126
MASS (LB/HR 20775.9 19892.9
O.425006E-Ol
ENTHALPY (BTU/HR -0.849592E+07 -0.489781E+08
0.826536
1 ASPEN PLUS VER: IBM-CMS REL: 7.2-5 INST: U-OHIO2/20/90 PAGE 6
CONVERSION OF AROMATIC HYDROCARBONS TO CARBONBLACK
PHYSICAL PROPERTIES SECTION
COMPONENTS
IO TYPE FORMULA NAME OR ALIAS REPORT NAME
H2 C H2 H2 H202 C 02 02 02N2 C N2 N2 N2CO C CO CO CO
CO2 C CO2 CO2 CO2
H2O C H2O H2O H2OCH4 C CH4 CH4 CH4S02 C 02S 02S S02
C C C C C
S C S S S1 ASPEN PLUS VER: IBM-CMS REL: 7.2-5 INST: U-OHIO
2/20/90 PAGE 7CONVERSION OF AROMATIC HYDROCARBONS TO CARBON
BLACKU-O-S BLOCK SECTION
BLOCK: FILTER MODEL: FABFL
INLET STREAM:OUTLET STREAMS:PROPERTY OPTION SET:
COMBC2GASESSYSOPl
BLACK
*** MASS AND ENERGY BALANCE ***IN OUT
RELATIVE DIFF.
TOTAL BALANCEMOLE (LBMOL/HR) 942.392 942.392
0.120637E-15
MASS (LB/HR 19892.9 19892.9
0.914390E-16
ENTHALPY (BTU/HR -0 .489781E+08 -0.489781E+08
O.OOOOOOE+OO
*** INPUT DATA ***DESIGN MODE SPECIFIED AND
xxii

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 98/115
TIME OF FILTRATION IS CALCULATED
GAS VELOCITY ,FT/SEC
DUST RESISTANCEBAG DIAMETER ,FT
AREA PER FILTER BAG ,SQFTPRESSURE DROP DUE TO CLOTH ONLY
MAX. PRES. DROP BEFORE CLEANING
FILTERING TIME ,HRCLEANING TIME ,HRMAXIMUM GAS VELOCITY ,FT/SEC
MIMIMUM GAS VELOCITY ,FT/SEC
.049213
60,000.00.5052515.9306
,PSI 0.036259
,PSI .50000
17.54030.0083333.15000.0083333
*** RESULTS ***
3
1
78
0.98900
17.5403
INST: U-OHIOEL:7 .2-5
NUMBER OF CELLS(CALC)NUMBER OF CELLS BEING CLEANED (CALC)NUMBER OF BAGS PER CELL (CALC)OVERALL COLLECTION EFFICIENCYFLOOR SPACE REQUIRED ,SQFT
FILTERING TIME ,HR
1 ASPEN PLUS VER: IBM-CMS2/20/90 PAGE 8
CONVERSION OF AROMATIC HYDROCARBONS TO CARBON
BLACK
U-O-S BLOCK SECTION
BLOCK: HEAT 1 MODEL: HEATER
INLET STREAM(S): AUXILOUTLET STREAM: AUXAIRPROPERTY OPTION SET: SYSOPl
FREE WATER OPTION SET: SYSOPl2
SOLUBLE WATER OPTION: ORGANIC OPTION SET
*** MASS AND ENERGY BALANCE ***IN OUT
RELATIVE DIFF.
TOTAL BALANCE
MOLE (LBMOL/HR) 10.2040 10.20400.870422E-16
MASS (LB/HR 294.389 294.389-0 .193090E-15
ENTHALPY (BTU/HR -29 .9281 -29 .9281O.OOOOOOE+OO
TWOPHASE TP FLASHSPECIFIED TEMPERATURE
77.0000SPECIFIED PRESSURE
*** INPUT DATA ***
F
PSI
xxi i i

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 99/115
14.7000MAXIMUM NO. ITERATIONS
30CONVERGENCE TOLERANCE
0.000100000
OUTLET TEMPERATURE
77.000OUTLET PRESSURE
14.700HEAT DUTY
-0.79798E-14VAPOR FRACTION
1.0000
*** RESULTS ***FPSI
BTU/HR
V-L PHASE EQUILIBRIUM :
COMP
K(I) F(I) XCI) Y(I)
02 0.21000 0.24332 0.21000212.08N2 0.79000 0.75668 0.79000
256.471 ASPEN PLUS VER: IBM-CMS REL: 7.2-5 INST: U-OHIO
2/20/90 PAGE 9CONVERSION OF AROMATIC HYDROCARBONS TO CARBON
BLACK
U-0-5 BLOCK SECTION
BLOCK: HEAT MODEL: HEATER
INLET STREAM(S): OILFEDOUTLET STREAM: OILOUT
PROPERTY OPTION SET: SYSOPIFREE WATER OPTION SET: SYSOP12SOLUBLE WATER OPTION: ORGANIC OPTION SET
*** MASS AND ENERGY BALANCE ***IN OUT
RELATIVE DIFF.
TOTAL BALANCE
MOLE (LBMOL/HR)O.OOOOOOE+OO
MASS (LB/HRO.OOOOOOE+OO
ENTHALPY (BTU/HR-0.596987E-Ol
219.915
1818.67
0.398806E+08
xxiv
219.915
1818.67
0.424126E+08

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 100/115
TWO PHASE TP FLASH
SPECIFIED TEMPERATURE
6 7 5 . 0 0 0SPECIFIED PRESSURE
1 4 . 7 0 0 0
MAXIMUM NO. ITERATIONS30CONVERGENCE TOLERANCE
0 .0 0 0 1 0 0 0 0 0
*** INPUT DATA ***FPSI
OUTLET TEMPERATURE
6 7 5 . 0 0OUTLET PRESSURE
1 4 . 7 0 0HEAT DUTY
0.25320E+07VAPOR FRACTION
1 . 0 0 0 0
*** RESULTS ***FPS I
BTU/HR
V-L PHASE EQUILIBRIUM :
COMP
K (I)F ( I ) XCI) Y (1)
H2 0 . 3 8 1 5 4 0 . 1 5 2 7 1 0 . 3 8 1 5 42 9 3 . 1 1C 0 .6 1 4 8 5 0 .8 4 2 3 4 0 .6 1 4 8 5
8 5 . 6 8 7
S 0 .3 6 1 1 3 E -0 2 0 .4 9 4 7 5 E -0 20 .3 6 1 1 3 E-0 2 8 5 . 6 8 7
1 ASPEN PLUS VER: IBM-CMS REL: 7 . 2 - 5 INST: U-OHIO2 / 2 0 / 9 0 PAGE 10
CONVERSION OF AROMATIC HYDROCARBONS TO CARBON
BLACK
U-O-S BLOCK SECTION
BLOCK: MIX MODEL: MIXER
INLET STREAM(S): GASBLK FCBOUTLET STREAM: COMBH
PROPERTY OPTION SET: SYSOPlFREE WATER OPTION SET: SYSOP12SOLUBLE WATER
OPTION:ORGANIC
OPTION SET*** MASS AND ENERGY BALANCE ***IN OUT
xx v

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 101/115
RELATIVE DIFF.
TOTAL BALANCEMOLE (LBMOL/HR) 548.639 548.639
O.OOOOOOE+OOMASS (LB/HR 12799.4 12799.4
O.OOOOOOE+OOENTHALPY (BTU/HR -482564. -482571.
O.147275E-04
*** INPUT DATA ***TWO PHASE FLASHMAXIMUM NO. ITERATIONS
30CONVERGENCE TOLERANCE
0.000100000
OUTLET PRESSURE PSI
14.7000
1 ASPEN PLUS VER: IBM-CMS REL: 7.2-5 I NST : U-OHIO2/20/90 PAGE 11
CONVERSION OF AROMATIC HYDROCARBONS TO CARBON
BLACKU-0-5 BLOCK SECTION
BLOCK: QUENCH MODEL: HEATER
INLET STREAM(S): COMBH WATINOUTLET STREAM: COMBC1PROPERTY OPTION SET: SYSOP1FREE WATER OPTION SET: SYSOP12SOLUBLE WATER OPTION: ORGANIC OPTION SET
*** MASS AND ENERGY BALANCE ***IN OUT
RELATIVE DIFF.TOTAL BALANCE
MOLE (LBMOL/HR) 752.237 752.237
-0.151132E-15
MASS (LB/HR 16467.3 16467.3
-O.276153E-15
ENTHALPY (BTU/HR -O.255581E+08 -O.255581E+08
O.681022E-07
TWO PHASE PQ FLASHSPECIFIED PRESSURE
14.7000
SPECIFIED HEAT DUTY0.0
MAXIMUM NO. ITERATIONS30
*** INPUT DATA ***
PSI
BTU/HR
xxvi

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 102/115
CONVERGENCE TOLERANCE0.000100000
OUTLET TEMPERATURE
OUTLET PRESSURE
VAPOR FRACTION
*** RESULTS ***FPSI
1248.9
14.700
1.0000
V-L PHASE EQUILIBRIUM :
COMPK(l)
F(l) XCI) Y(I)
H2 0.72305E-01 0.15316E-120.72305E-Ol 156.44
02 0.19544E-09 0.43211E-200.19544E-09 91.105
N2 0.42762 0.68762E-12 0.42762
80.240CO 0.11082 0.74524E-12 0.11082
31.995C02 0.26662E-01 0.20822E-l l
0.26662E-01 0.74012E+06H20 0.36199 1.0000 0.361990.18200E+06
CH4 0.73260E-09 0.82619E-210.73260E-09 159.49
S02 0.60154E-03 0.10745E-070.60154E-03 2456.81 ASPEN PLUS VER: IBM-CMS REL: 7.2-5 INST: U-OHIO
2/20/90 PAGE 12
CONVERSION OF AROMATIC HYDROCARBONS TO CARBONBLACK
U-O-S BLOCK SECTION
BLOCK: QUEN2 MODEL: HEATER
INLET STREAM(S): COMBC1 WATERO UTLET STR EA M: COMBC2PROPERTY OPTION SET: SYSOPlFREE WATER OPTION SET: SYSOPl2SOLUBLE WATER OPTION: ORGANIC OPTION SET
*** MASS AND ENERGY BALANCE ***
IN OUTRELATIVE DIFF.
TOTAL BALANCEMOLE (LBMOL/HR) 942.392 942.392
xxvii

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 103/115
O.OOOOOOE+OO
MASS (LB/HR0.914390E-16
ENTHALPY (BTU/HR0.354197E-05
TWO PHASE PQ FLASH
SPECIFIED PRESSURE
SPECIFIED HEAT DUTY
MAXIMUM NO. ITERATIONSCONVERGENCE TOLERANCE
***
19892.9 19892.9
-0.489779E+08 -0.489781E+08
INPUT DATA ***
PSI 14.7000
BTU/HR 0.030
0.000100000
*** RESULTS ***OUTLET TEMPERATURE
OUTLET PRESSUREVAPOR FRACTION
F
PSI
513.7214.7001.0000
V-L PHASE EQUILIBRIUM :
COMP
K(I)F(I) XCI) Y ( I )
H2 O.56480E-01 0.19399E-I00.56480E-Ol 0.14269E+06
02 0.15266E-09 0.30875E-180.15266E-09 69878.
N2 0.33402 0.83111E-10 0.334020.15123E+06
CO 0.86569E-Ol 0.72590E-100.86569E-01 61367.
C02 O.20827E-Ol O.82814E-I0
0.20827E-01 0.23165E+07H20 0.50163 1.0000 0.50163
42.873CH4 0.57225E-09 0.86564E-19
0.57225E-09 O.40858E+06
S02 O. 46989E-03 0.. 53030E-07O.46989E-03 2065.91 ASPEN PLUS VER: IBM-CMS REL: 7.2-5 INST: U-OHIO2/20/90 PAGE 13
CONVERSION OF AROMATIC HYDROCARBONS TO CARBON
BLACK
U-O-S BLOCK SECTION
BLOCK: REACT
INLET STREAM:
OUTLET STREAM:
MODEL: RSTOIC
CH4INCOMGAS
xxvi i i
AIR

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 104/115
PROPERTY OPTION SET: SYSOP1FREE WATER OPTION S ET : SYSOP12SOLUBLE WATER OPTION: ORGANIC OPTION SET
*** MASS AND ENERGY BALANCE ***IN OUT
GENERATION RELATIVE DIFF.
TOTAL BALANCEMOLE (LBMOL/HR) 380.943
O.OOOOOOE+OO -0.149218E-15
MASS (LB/HR ) 10685.5
0.556829E-06
ENTHALPY (BTU/HR -767321.
-0.411726E-06
380.943
10685.5
-767321.
*** INPUT DATA ***
SIMULTANEOUS REACTIONSSTOICHIOMETRY MATRIX:
REACTION # 1:SUBSTREAM MIXED02 -2 .00
CH4 -1 .00
REACTION # 2:
SUBSTREAM MIXED02 -1.50
CH4 -1 .00
C02
CO
1 .00
1.00
H20
H20
2.00
2.00
REACTION CONVERSION SPECS: NUMBER=REACTION # 1:
SUBSTREAM:MIXED KEY COMP:CH4
2
CONV FRAC: 1.000
REACTION # 2:
SUBSTREAM:MIXEDO.OOOOE+OO
KEY COMP: CH4 CONV FRAC:
ONE PHASE PQ FLASH SPECIFIED PHASE IS VAPORSPECIFIED PRESSURE PSI 14.7000
SPECIFIED HEAT DUTY BTU/HR 0.0
MAXIMUM NO. ITERATIONS 30CONVERGENCE TOLERANCE 0.000100000
OUTLET TEMPERATUREOUTLET PRESSURE
*** RESULTS ***FPSI
xxix
2655.2
14.700

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 105/115
1 ASPEN PLUS VER: IBM-CMS REL: 7.2-5 INST: U-OHIO2/20/90 PAGE 14
CONVERSION OF AROMATIC HYDROCARBONS TO CARBON
BLACK
U-O-S BLOCK SECTION
BLOCK: REACT1 MODEL: RGIBBS
INLET STREAM(S):H20UTOUTLET STREAM(S):PROPERTY OPTION SET:
COMGAS
GASBLK
SYSOPl
AUXAIR FEED
0.210345E+08 -0.136873E+07
*** MASS AND ENERGY BALANCE ***IN OUT
GENERATION RELATIVETOTAL BALANCE
MOLE (LBMOL/HR)0.422439E-16
MASS (LB/HR )-0.112166E-05
ENTHALPY (BTU/HR1.06507
DIFF.
504.600
11915.6
475.057
11915.6
-29.5428
2600.0
2600.0
14.700
*** INPUT DATA ***
EQUILIBRIUM SPECIFICATIONS:BOTH PHASE AND CHEMICAL EQUILIBRIUM ARE CONSIDEREDTHE MAXIMUM NUMBER OF FLUID PHASES CONSIDERED IS 2INCLUDING A VAPOR PHASE
SYSTEM TEMPERATURE FTEMPERATURE
FOR FREEENERGY EVALUATION
FSYSTEM PRESSURE PSI
ATOM MATRIX:ATOM NUMBER 1 2 3 4 5
CO 1.00 0.00 1.00 0.00 0.00
H2O 0.00 2.00 1.00 0.00 0.00
H2 0.00 2.00 0.00 0.00 0.00
CO2 1.00 0.00 2.00 0.00 0.00
CH4 1.00 4.00 0.00 0.00 0.00
02 0.00 0.00 2.00 0.00 0.00
N2 0.00 0.00 0.00 2.00 0.00
C 1.00 0.00 0.00 0.00 0.00
S 0.00 0.00 0.00 0.00 1.00S02 0.00 0.00 2.00 0.00 1.00
*** RESULTS ***
xxx

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 106/115
12
INST: U-OHIO
2600.0
14.700
-0.22403E+08
1.0000
FPSI
BTU/HR
TEMPERATUREPRESSURE
HEAT DUTYVAPOR FRACTION
NUMBER OF FLUID PHASESNUMBER OF CONVENTIONAL SOLID PHASES
1 ASPEN PLUS VER: IBM-CMS REL: 7.2-5
2/20/90PAGE
15
CONVERSION OF AROMATIC HYDROCARBONS TO CARBONBLACK
U-O-S BLOCK SECTION
BLOCK: REACT1 MODEL: RGIBBS (CONTINUED)
FLUID PHASE MOLE FRACTIONS:
PHASEPHASE FRACTION
PLACED IN STREAMCO
H20H2
C02
CH402
N2
S02
LBMOL/HR
VAPOR1.000000
GASBLK0.1583217
0.8855428E-010.1032933
0.3808910E-01
0.1046568E-08
0.2792000E-09
0.6108823
0.8593514E-03
475.0571
PURE COMPONENT SOLID PHASES PLACED IN STREAM GASBLKC S
1 ASPEN PLUS VER: IBM-CMS REL: 7.2-5 INST: U-OHIO
2/20/90 PAGE 16
CONVERSION OF AROMATIC HYDROCARBONS TO CARBONBLACK
STREAM SECTION
SUBSTREAM ATTR PSD TYPE: PSD
INTERVAL
1
2
3
LOWER LIMIT
3.2808-06 FT
6.5617-06 FT
9.8425-06 FT
UPPER LIMIT
6.5617-06 FT
9.8425-06 FT
1.3123-05 FT
1 ASPEN PLUS VER: IBM-CMS REL: 7.2-5 INST: U-OHIO
2/20/90 PAGE 17CONVERSION OF AROMATIC HYDROCARBONS TO CARBON
BLACKSTREAM SECTION
xxxi

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 107/115
BLACK COMBC1 COMBC2 COMBH FCB
STREAM ID
COMBH FCB
FROM :
BLACK COMBC1 COMBC2
FILTER QUENCH QUEN2 MIX
0.0 18.0945 18.0945
0.0 245.6660 435.8205
0.0 75.2118 75.2118
0.0 0 .0 0 .0
FILTERUEN2
0.0 8.4656+05 6.1687+05
O. 0 1. 5583+04 1.9009+04
0.0 678.6547 868.8092
0.0 1.3264-07 1.3264-07
0.0 290.2040 290.2040
0.0 4.9718-07 4.9718-07
MISSING 1248.9228 513.7210
874.0763 1.6467+04 1.9893+04
0.0 49.0702 49.0702
0.0 0.4082 0.4082
9.3866+04 -2.5558+07 -4.8978+07
0.0 0.0 0 .0
MIXCIPSD MIXCIPSD MIXCIPSD
MIXED VAPOR VAPOR
TO
QUENCH MIX
CLASS:
MIXCIPSD MIXCIPSD
TOTAL STREAM:LB/HR
1.2799+04 883.7981
BTU/HR
-4.8257+05 8.8617+05
SUBSTREAM: MIXEDPHASE:
VAPOR MIXED
COMPONENTS: LBMOL/HRH2
49.0702 0.0
02
1.3264-07 0.0
N2
290.2040 0.0
CO
75.2118 0.0
C02
18.0945 0.0
H20
42.0683 0.0
CH44.9718-07 0.0
S02
0.4082 0.0
C
0 .0 0.0
S
0.0 0 .0
TOTAL FLOW:LBMOL/HR
475.0571 0.0
LB/HR
1.1916+04 0.0
CUFT/HR
1.0613+06 0.0
STATE VARIABLES:
TEMP F
xxxii

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 108/115
MISSING
MISSING
MISSING
MISSING
1.0000
14.7000
0.0
0 .0
1.0000
14.7000
0.0
0 .0
MISSING 1.8408-02 3.0815-02
MISSING -2.5897+07 -4.9073+07
MISSING - 1661 .8513 -2581.5492
MISSING -3.8160+04 -5.6483+04
MISSING 8.0166-04 1.4084-03
MISSING 22.9623 21.8795
MISSING 10.1442 3.4510
MISSING 0.4418 0.1577
MISSING
MISSING
MISSING
MISSING
MISSING
MISSING
MISSING
MISSINGPSI
MISSING
2599.9985
PRES14.7000
VFRAC
1.0000
LFRAC
0.0
SFRAC0.0 MISSING
ENTHALPY:BTU/LBMOL
-2881.2085
BTU/LB-114.8694
BTU/HR-1.3687+06
ENTROPY:BTU/LBMOL-R
18.4117 MISSINGBTU/LB-R
0.7340 MISSINGDENSITY:LBMOL/CUFT
4.4763-04 MISSINGLB/CUFT
1.1228-02
AVG MW
25.0825
0.0
0.0
0.00 .0
0.0
0 .0
0.0
0 .0
73.5824
INST: U-OHIO
0 .0
0 .0
0 .00.0
0.0
0.0
0.0
0 •.073.5824
REL: 7.2-5
0 .0
0.0
0 .00 .0
0.0
0 .0
0.0
0 .0
72.7730
STRUCTURE: CONVENTIONAL
0.0
0.0
0.00.0
0.0
0 .0
0.0
0 .0
SUBSTREAM: CIPSDCOMPONENTS: LBMOL/HR
H2 0.0
02 0.0
N2 0.0CO 0.0
C02 0.0
H20 0.0
CH4 0.0
S02 0.0
C
73.5824 73.5824
1 ASPEN PLUS VER: IBM-CMS2/20/90 PAGE 18
CONVERSION OF AROMATIC HYDROCARBONS TO CARBON
BLACK
STREAM SECTION
BLACK COMBC1 C O ~ B C 2 COMBH FCB (CONTINUED)
STREAM ID BLACK COMBC1 COMBC2
xxxiii

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 109/115
COMBH FeB
S 0 .0 0 .0 0 .0
' 0 . 0 0 .0
TOTAL F.LO'H:
LBMOL/HR 7 2 . 7 7 3 0 7 3 . 5 8 2 4 7 3 . 5 8 2 4
7 3 . 5 8 2 4 7 3 . 5 8 2 4
LB/HR 8 7 4 . 0 7 6 3 8 8 3 . 7 9 8 1 8 8 3 . 7 9 8 1
8 8 3 . 7 9 8 1 8 8 3 . 7 9 8 1
CUFT/HR 6 . 1 7 5 9 6 . 2 4 4 6 6 . 2 4 4 6
6 . 2 4 4 6 6 . 2 4 4 6
STATE VARIABLES:
TEMP F 5 1 3 . 7 2 1 0 1 2 4 8 . 9 2 2 8 5 1 3 . 7 2 1 0
2 5 99 . 9 9 8 5 2 60 0 .0 0 0 0
PRES P S I 1 4 . 2 0 0 0 1 4 . 7 0 0 0 1 4 . 7 0 0 0
1 4 . 7 0 0 0 1 4 . 7 0 0 0
VFRAC 0 .0 0 .0 0.0
0 .0 0 .0
LFRAC 0.0 0 .0 0.0
0 .0 0 .0
SFRAC 1 . 0 0 0 0 1 . 0 0 0 0 1 . 0 0 0 01 . ~ O O O 1 . 0 0 0 0
ENTHALPY.:BTU/LBHOL 1 2 8 9 . 8 4 7 3 4 6 1 1 . 1 6 9 8 1 2 8 9 . 8 4 7 3
1 . 2 0 4 3 + 04 1 .2 0 4 3 + 0 4
BTU/LB 1 0 7 . 3 8 8 8 3 8 3 . 9 1 2 2 1 0 7 . 3 8 8 8
1 0 0 2 . 6 8 0 6 1 0 0 2 . 6 8 1 3
BTU/HR 9 . 3 8 6 6 + 0 4 3 . 3 9 3 0 + 0 5 9 . 4 9 1 0 + 0 4
8 . 8 6 1 7 + 05 8 .8 6 1 7 + 0 5
ENTROPY:
B TU/LB HOL- R 1 . 7 0 7 7 4 . 2 1 4 5 1. 7 0 7 7
7 . 4 0 0 5 7 . 4 0 0 5
BTU/LB-R 0 . 1 4 2 2 0 . 3 5 0 9 0 . 1 4 2 2
0 . 6 1 6 1 0 . 6 1 6 1DEN.SITY:
LBMOL/CUFT 1 1 . 7 8 3 3 1 1 . 7 8 3 3 1 1 . 7 8 3 3
1 1 . 7 8 3 3 1 1 . 7 8 3 3
LB/CUFT 1 4 1 . 5 2 9 3 1 4 1 . 5 2 9 3 1 4 1 . 5 2 9 3
1 4 1 . 5 2 9 3 1 4 1 . 5 2 9 3
AVG MW 1 2 . 0 1 1 0 1 2 . 0 1 1 0 1 2 . 0 1 1 0
1 2 . 0 1 1 0 1 2 . 0 1 1 0
SUBSTREAM ATTRIBUTES:
PSD
FRACl 0 . 2 0 0 0 0 . 2 0 0 0 0 . 2 0 0 0
0 . 2 0 0 0 0 . 2 0 0 0
FRAC2 0 . 6 0 0 0 0 . 6 0 0 0 0 . 6 0 0 0
0 . 6 0 0 0 0 . 6 0 0 0FRAC3 0 . 2 0 0 0 0 . 2 0 0 0 0 . 2 0 0 0
0 . 2 0 0 0 0 . 2 0 0 0
1 ASPEN PLUS VER: IBM-eMS REL: 7.2-5 INST: U-OHIO
xxxiv

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 110/115
2/20/90 PAGE 19
CONVERSION OF AROMATIC HYDROCARBONS TO CARBON
BLACK
STREAM SECTION
GASES WATER WATIN
1.9019+04 3425.6712 3667.8519- 4.9 072+07 -2.3 420+07 -2. 5076+07
-5.6483+04 -1.2316+05 -1.2316+05-2581.5492 - 6836 .5657 - 6836 .5657- 4.9073+07 -2.3420+07 -2.5076+07
STREAM IOFROM :
TO
CLASS:
TOTAL STREAM:
LB/HR
BTU/HR
SUBSTREAM: MIXED
PHASE:
COMPONENTS: LBMOL/HR
H2
02
N2
CO
C02
H20
CH4
S02
C
S
TOTAL FLOW:
LBMOL/HR
LB/HR
CUFT/HR
STATE VARIABLES:
TEMP F
PRES PSI
VFRAC
LFRAC
SFRAC
ENTHALPY:
BTU/LBMOL
BTU/LB
BTU/HR
ENTROPY:
BTU/LBMOL-R
BTU/LB-R
DENSITY:
LBMOL/CUFTLB/CUFT
AVG MW
VAPOR
49.07021.3264-07290.2040
75.211818.0945
435.8205
4.9718-070.40820 .0
0 .0
868.8092
1.9009+0415.1687+05
513.721014.2000
1.00000 .0
0 .0
3.45100.1577
1.4084-033.0815-0221.8795
xxxv
LIQUID
0 .0
0 .0
0 .0
0 .0
0 .0
190.15450 .0
0 .0
0 .0
0 .0
190.15453425.6712
55.2595
77.000014.7000
0 .0
1.00000 .0
-39.8733-2 .2133
3.441161.992518.0152
LIQUID
0 .0
0 .0
0 .0
0 .0
0 .0
203.5976
0 .0
0 .0
0 .0
0 .0
203.59763667.8519
59.1661
77.0000
14.70000 .0
1.00000 .0
-39.8733-2 .2133
3.441161.992518.0152

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 111/115
U-OHIO
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
INST:
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
0.0
7.2-5
STRUCTURE: CONVENTIONALUBSTREAM: CIPSD
COMPONENTS: LBMOL/HRH2 0.0
02 0.0
N2 0.0
CO 0.0
C02 0.0
H20 0.0
CH4 0.0
S02 0.0
C 0.8094
1 ASPEN PLUS VER: IBM-CMS REL:
2/20/90 PAGE 20
CONVERSION OF AROMATIC HYDROCARBONS TO CARBONBLACK
STREAM SECTION
GASES WATER WATIN (CONTINUED)
STREAM ID GASES WATER WATIN
MISSING
MISSING
MISSING
MISSING
MISSING
0 .0
0.0
0.0
0.0
MISSING
MISSING
MISSING
MISSING
MISSING
MISSING
MISSING
MISSING
MISSING
MISSINGMISSING
INST: U-OHIO
0 .0
0 .0
0 .0
0.0
MISSING
MISSING
MISSING
MISSING
MISSING
MISSING
MISSING
MISSING
MISSING
MISSING
MISSING
MISSING
MISSING
1.7077
0.1422
0.0
11.7833
141.5293
12.0110
513.7210
14.2000
0.0
0.0
1.0000
1289.8473
107.3888
1044.0103
0.8094
9.7218
6.8691-02
S
TOTAL FLOW:LBMOL/HRLB/HR
CUFT/HR
STATE VARIABLES:
TEMP F
PRES PSI
VFRACLFRACSFRAC
ENTHALPY:
BTU/LBMOLBTU/LB
BTU/HR
ENTROPY:BTU/LBMOL-R
BTU/LB-R
DENSITY:
LBMOL/CUFTLB/CUFT
AVG MWSUBSTREAM ATTRIBUTES:
PSD
FRAC1 0.2000 MISSING
FRAC2 0.6000 MISSINGFRAC3 0.2000 MISSING
1 ASPEN PLUS VER: IBM-eMS REL: 7.2-5
2/20/90 PAGE 21
xxxvi

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 112/115
CONVERSION OF AROMATIC HYDROCARBONS TO CARBON
BLACK
STREAM SECTION
AIR AUXAIR AUXIL CH4IN COMGAS
- - - - - ~ - ~ - - - - - - - - - - - - - - - - - - - - -STREAM ID AIR AUXAIR AUXIL
CH4IN COMGAS
FROM HEAT1
REACT
TO REACT REACT 1 HEAT1
REACT REACT1
SUBSTREAM: MIXED
PHASE: VAPOR VAPOR VAPOR
VAPOR VAPOR
COMPONENTS: LBMOL/HR
H2 0.0 0 .0 0 .0
0 .0 0 .0
02 75.0000 2.1428 2.1428
0.0 27.4000
N2 282.1428 8.0612 8.0612
0 .0 282.1428
CO 0.0 0 .0 0 .0
0 .0 0 .0
CO2 0.0 0 .0 0 .0
0 .0 23.8000
H2O 0.0 0 .0 0 .0
0 .0 47.6000
CH4 0.0 0 .0 0 .0
23.8000 0.0
502 0.0 0 .0 0 .0
0 .0 0 .0C 0.0 0 .0 0 .0
0 .0 0 .0
S 0.0 0.0 0 .0
0 .0 0 .0
TOTAL FLOW:
LBMOL/HR 357.1428 10.2040 10.2040
23.8000 380.9428
LB/HR 1.0304+04 294.3888 294.3888
38 1.8234 1.0686+04
CUFT/HR 1.3986+05 3995.8976 3995.8976
9307.1567 8.6638+05
STATE VARIABLES:
TEMP F 77.0000 77.0000 77.000077.0000 2655.2308
PRES PSI 14.7000 14.7000 14.7000
14.7000 14.7000
xxxvii

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 113/115
1.0000 1.0000
0.0 0.0
0.0 0 .0
-2 .9330 -2.9330
-0.1017 -0 .1017
-29.9281 -29.9281
1.0156 1.0156
3.5201-02 3.5201-02
2.5536-03 2.5536-03
7.3673-02 7.3673-02
VFRAC 1.0000
1.0000 1.0000
LFRAC 0.0
0.0 0.0
SFRAC 0 .0
0.0 0.0
ENTHALPY:
BTU/LBMOL -2.9330- 3.2196+04 -2014.2672
BTU/LB -0 .1017
-2006.8791 -71.8095
BTU/HR -1047.4906
-7. 6627+05 -7. 6732+05
ENTROPY:BTU/LBMOL-R 1.0156
-19.2824 14.5546
BTU/LB-R 3.5201-02
-1.2019 0.5189
DENSITY:LBMOL/CUFT 2.5536-03
2.5572-03 4.3969-04LB/CUFT 7.3673-02
4.1025-02 1.2334-02
AVG MW 28.8503 28.8503 28.8503
16.0430 28.0502
1 ASPEN PLUS VER: IBM-CMS REL: 7.2-5 INST: U-OHIO2/20/90 PAGE 22
CONVERSION OF AROMATIC HYDROCARBONS TO CARBON
BLACK
STREAM SECTION
FEED GASBLK H2IN H20UT OILFED
STREAM ID
H20UT OILFEDFROM :
FEED
M1
GASBLK
REACT1
H2IN
M2
TOREACT 1 HEAT
REACT1 MIX M2
SUBSTREAM: MIXED
PHASE:VAPOR LIQUIDCOMPONENTS: LBMOL/HR
H2 43.1308 49.0702
02 0 .0 1.3264-07
N2 0.0 290.2040
CO 0.0 75.2118
C02 0 .0 18.0945
VAPOR
1.0000-02
0.00 .0
0 .0
0 .0
VAPOR
0.4077
0 .0
0.0
0 .0
0 .0
VAPOR
83.9053
0 .0
0 .0
0 .0
0 .0
xxxvii i

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 114/115
AROMATIC HYDROCARBONS TO CARBON
5.1420-03
2.5509-03
2.0158
INST: U-OHIO
0.7340 -4 .7547-04
18.4117 -9 .5844-04
1.1228-02
4.4763-04
25.0825
0.0 0.0
0 .0 0.0
0.0 0.0
0 .0 135.2154
0.0 0.7942
475.0571 1.0000-02
1.1916+04 2.0158-02
1.0613+06 3.9203
2600.0000 77.0000
14.7000 14.7000
1.0000 1.0000
0.0 0.0
0.0 0 .0
-2881.1949 0.4357
-114.8689 0.2162
-1.3687+06 4.3573-03
REL: 7.2-5
0.0
0 .0
0 .0
0 .0
0 .0
3.3857
27.9991
8.2699
1.0000
9.9938-03
0.0
0 .0
1.2085-03
14.7000
675.0000
9.3545+04
934.8719
113.0454
2.1802+07
2.3321+04
1.9286+05
42.0683
4.9718-07
0.4082
0.0
0 .0
0.3478
2.8762
0.9016
7.4559
0.0
1.0000
0.0
H20 0.0
CH4 0.0
S02 0.0
C 69.5063
S 0.4082
TOTAL FLOW:
LBMOL/HR
0.4077 219.9149
LB/HR
0.8219 1818.6700
CUFT/HR
159.8463 243.9230
STATE VARIABLES:
TEMP F
77.0000 77.0000
PRES PSI
14.7000 14.7000
VFRAC
1.0000
LFRAC
0.0SFRAC
0.0
ENTHALPY:
BTU/LBMOL
0.4357 1.8135+05
BTU/LB
0.2162 2.1928+04
BTU/HR
0.1777 3.9881+07
ENTROPY:
BTU/LBMOL-R
-9 .5844-04
BTU/LB-R-4 .7547-04
DENSITY:
LBMOL/CUFT
2.5509-03
LB/CUFT
5.1420-03
AVG MW2.0158 8.2699
1 ASPEN PLUS VER: IBM-CMS
2/20/90 PAGE 23
CONVERSION OF
BLACK
STREAM SECTION
OILOUT
xxxix

7/29/2019 Modelling of Oil Furnace Black Manufacturing Process Using Aspen
http://slidepdf.com/reader/full/modelling-of-oil-furnace-black-manufacturing-process-using-aspen 115/115
STREAM ID
FROM :
TO
SUBSTREAM: MIXED
PHASE:
COMPONENTS: LBMOL/HR
H2
02
N2CO
C02
H20
CH4
S02
C
S
TOTAL FLOW:
LBMOL/HR
LB/HR
CUFT/HR
STATE VARIABLES:
TEMP F
PRES PSI
VFRAC
LFRAC
SFRAC
ENTHALPY:
BTU/LBMOL
BTU/LB
BTU/HR
ENTROPY:
BTU/LBMOL-RBTU/LB-R
DENSITY:
LBMOL/CUFT
LB/CUFT
OILOUT
HEAT
M1
VAPOR
83.9053
0 .0
0 .0
0 .0
0 .0
0 .0
0 .0
0 .0
135.2154
0.7942
219.9149
1818.6700·
1.8198+05
675.0000
14.7000
1.0000
0 .0
0 .0
1.9286+05
2.3321+04
4.2413+07
27.99913.3857
1.2085-03
9.9938-03












![An Aspen Plus® tool for simulation of lignocellulosic ... · Aspen Plus ® [23] is a comprehensive chemical process modelling system, used by both academy and industry, for design,](https://img.dokumen.tips/doc/110x75/6145eb158f9ff812541feeea/an-aspen-plus-tool-for-simulation-of-lignocellulosic-aspen-plus-23-is.jpg)