Embed Size (px)
Citation preview

MME 345, Lecture 35
Cast Iron Foundry Practices2. Melting of cast irons in cupola
Ref:
[1] Heine, Loper and Rosenthal. Principles of Metal Casting, Tata McGraw-Hill, 19670
[2] American Foundrymen’s Society, Cupola Handbook, 5th Edition.
Topics to discuss today …
1. Introduction
2. Cupola melting system
3. Cupola materials
4. Principles of cupola operations
5. Chemical principles of cast iron melting

1. Introduction
Common melting units for melting cast irons:
1. cupolas
2. open hearths
3. electric arc / induction furnaces
4. air / reverberatory furnaces
5. crucible furnaces
6. duplexing (e.g., melting in cupola, composition adjustment in air furnace)
Regardless of the type of furnace used
• the basic melting operation physically transforms solid into liquid
• composition of all materials charged into the furnace determine the composition
of slag/iron mixture
• control of major, minor, and trace elements in the charge influences the
properties of iron
3/35
melting of cast irons in cupolas
cupola is a vertical, cylindrical, shaft-type furnace principally introduced
for re-melting pig iron especially for making grey iron castings
similar to the blast furnace but smaller and differs with respect to
the function served and the type of charge used
melting
rather than reduction
pig iron, iron and steel scraps
rather than iron ore
Advantages in cupola melting Disadvantages in cupola melting
• continuous melting
• low-cost melting
• easy control of composition
• adequate control of temperature
• obtaining low C (< 2.8%) is difficult
• loss of alloying elements
• difficulty in attaining high temperature
• difficulty in melting alloy cast irons
4/35

2. The Cupola Melting System
The basic unit
1. the cupola
2. the blast delivery system
3. the charging system
4. the forehearth or duplexing furnace
5. the slag-handling system
6. the emission cleaning system
For increased energy recovery
7. recuperative blast preheat system
8. steam generation
9. plant heating, and
For water-cooled cupola and/or
wet-type emission cleaning and
slag-handling system
10. water systemstructure of the common cupola
A cupola itself is actually but one
component of a melting unit which
is called a cupola melting system.
It comprised of
5/35
6/35
based upon lining used
1. conventional, refractory-lined
2. water-cooled liningless (water jacketed or external spraying)
3. water-cooled partially lined
4. combination water-cooled lined
types of cupola
based upon slag system produced
1. acid-slag cupola
2. basic-slag cupola (to provide low-S and/or high-C iron)
based upon energy conversion
1. hot-blast cupola (air temperature 375 – 425 C)
2. divided-blast cupola
3. cokeless cupola
7/35
selection of a complete cupola melting system
1. Process requirements
(a) type of iron to be produced(b) chemistry(c) charge materials(d) typical charge makeup(e) spout metal temperature required(f) metal handling(g) slag handling(h) available utilities
3. Physical requirements
(a) space availability(b) access to equipment site(c) elevation(d) plan(e) equipment relation
2. Production requirements
(a) melting rate(b) metal demand(c) melting schedule
4. Equipment factors
(a) cupola(b) blast system(c) charging system(d) emission cleaning system(e) water system(f) controls and instrumentation
5. Miscellaneous factors
(a) metal transport from cupola without forehearth or duplexing furnace(b) external desulphurising(c) slag disposal(d) special attachments for collector, gas takeoff, top cap or stack burners(e) total weight of equipment to be supported by the cupola stack(f) tool and maintenance equipment(g) personnel safety equipment
8/35

3. Cupola Materials
One of the most important and complex arts that must be mastered in
the foundry is that of assembling a good, economical melting charge.
Cupola melting is complex processing method occurring at high
temperatures in which metallic raw materials, the combustion materials,
the molten iron product, and the gas and slag by-products are all
intimately associated.
Factors considered in designing the charge makeup1. Size and number of cupolas
2. Hours of cupola operation each day
3. Iron-to-coke ratio
4. Physical condition and density of scrap
5. Maximum tonnage to be melted each hour
9/35
Cupola Input Cupola Output
1.00 ton pig, scrap iron, steel 0.98 ton molten iron
0.15 ton coke 0.05 ton molten slag
0.03 ton flux 1.35 ton stack gases
1.20 ton air
2.38 ton total 2.38 ton total
1. Metallics• the source of iron
• foundry scrap, pig iron, steel,
ferroalloys.
2. Coke• the source of carbon
• the fuel to melt the iron.
3. Limestone• to flux the ash in the coke
and gangue materials in the ore
4. Other additions• to modify chemistry, structure and
properties of the iron produced
• ferroalloys, inoculants, nodulants, etc.
cupola charge materials
10/35
metallic charge materials for cupola
Types of metallic charge in cupola
1. Pig iron (PI) / direct reduced iron (DRI)
2. Return scrap
3. Steel scrap
4. Bought scrap
5. Alloying additions
Pig Iron
• Pig iron is the original melting material for iron castings
• Until 1950, it was widely believed that, in order to achieve consistent, good quality grey
iron castings, it was necessary to retain PI as the dominant material in the charge.
Typical charge: PI – 40-50%, foundry returns – 25-30%, ferrous scrap – 20-30%
• After 1950, open hearth furnaces (large consumers of ferrous scrap) become obsolete.
Typical charge: PI – 7%, scrap – 93%.
• In practice, many large foundries use no PI at all. Only small plants use about 10-20% PI.
11/35
Direct Reduced Iron
• Also been referred to as pre-reduced iron, metallised iron, and sponge iron.
• DRI is the product of a reduction process using carefully selected, superior quality raw
materials, especially high-quality iron ore.
• PI – product of a total reduction of iron ore
iron ore completely deoxidised to metallic iron state, melted and superheated to about 1595 C,
impurities removed as slag, significant percentage of C, Si, and Mn are absorbed, which are useful
to the foundrymen (even though some tramp elements S and P are introduced)
• DRI – product of the almost total reduction of iron ore
iron ore partially deoxidised in the solid state, leaving 5-10% FeO in the product, all impurities
remained disseminated through the product, and although it contains up to 0.15% C, no Si or Mn is
dissolved in the product. It also does not contain any tramp elements.
• Advantages of DRI – uniformity in composition, low tramp elements
• Disadvantages of DRI – low iron yield (due to the presence of gangue materials), wasteful
oxidation of Si and Mn of charge (by reacting with FeO of DRI), high coke consumption, reoxidise
and produce heat while in storage (by reacting with water and oxygen even at room temperature)12/35

Most important chemical factors determining scrap quality
1. Gross chemical analysis of the “big five”: C, Si, Mn, S, P
to produce grey iron, considering all other factors being the same,
a ton of cast iron scrap is worth considerably more than a ton of steel scrap
2. Residual or “tramp alloy” analysis: Cu, Ni, Cr, Mo, Sn, Al, Pb
tramp elements are frequently troublesome, especially for ductile irons
3. The melting yield of charge material
strongly determines the true value of the scrap;
low-yield charge often contains non-metallic materials which generate gas or slag, and
often associated with tramp elements
4. The by-product disposal effects on the environment
Foundry return / steel scrap / bought scrap
“It is lots cheaper to buy scrap than to make it.”
13/35
1. The supplier: scrap dealers, brokers, and direct industrial sources
2. The consumers: melt shop managers, assisted by plant metallurgists
3. The purchasing agent: who coordinates the interests and capabilities of suppliers and consumers
The task to be undertaken to obtain the most satisfactory low-cost
melting charge and involves :
1. becoming familiar with all sources of scrap within a reasonable distance from
the foundry
2. learning how to select a few of the most suitable and most economical grades
of scrap from all available sources
3. developing purchasing shrewdness
4. obtaining reliable high-quality performance from all scrap suppliers.
foundry raw materials team
14/35

4. Principles of Cupola Operations
Steps in Cupola Operation
1. Preparation of refractory lining, bottom, tap hole and slag hole
2. Lighting and burning the coke bed
3. Charging
4. Melting
(a) Starting air blast
(b) Re-charging
5. Tapping and slagging
6. Dropping the bottom
15/35
Coke bed
• After preparation of cupola bottom, coke is charged up to and above the tuyeres.
• The height of coke above the tuyeres is defined as the coke bed.
• preparation, height, and burning-in of the coke bed are among the most critical
items in successful cupola operation.
• controls the liquid temperature and melting rate in the early stages of the melting.
• for a correct coke bed height, the time for first iron to appear at a correct temperature
range of 1510 – 1595 C at the tap hole after blowing begins is about 8 minutes.
• too low coke bed time <8 min, low melt temperature, high melt rate,
oxidation of iron, low CE value or increase chill depth
• too high coke bed time >10 -12 min, low melt temperature, low melt rate
Ideal coke bed height (in inch) = 10.5 air pressure in oz./in2 + FF = 6 (normal value) (low for low C content, high (up to 12-18) for high C content)
16/35
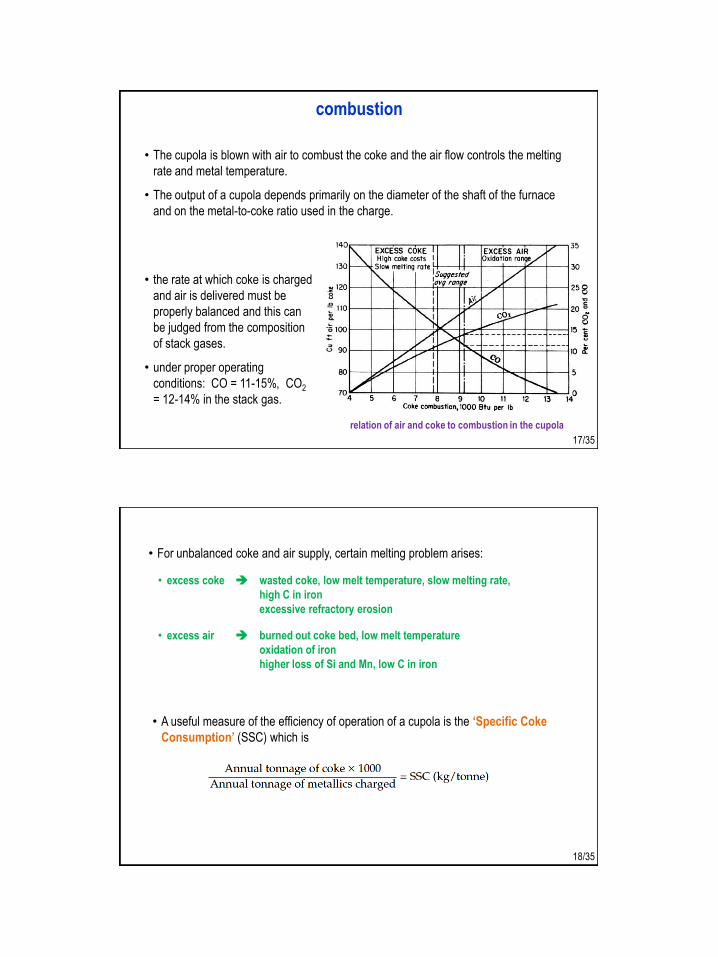
combustion
• The cupola is blown with air to combust the coke and the air flow controls the melting
rate and metal temperature.
• The output of a cupola depends primarily on the diameter of the shaft of the furnace
and on the metal-to-coke ratio used in the charge.
relation of air and coke to combustion in the cupola
• the rate at which coke is charged
and air is delivered must be
properly balanced and this can
be judged from the composition
of stack gases.
• under proper operating
conditions: CO = 11-15%, CO2
= 12-14% in the stack gas.
17/35
• For unbalanced coke and air supply, certain melting problem arises:
• excess coke wasted coke, low melt temperature, slow melting rate,
high C in iron
excessive refractory erosion
• excess air burned out coke bed, low melt temperature
oxidation of iron
higher loss of Si and Mn, low C in iron
• A useful measure of the efficiency of operation of a cupola is the „Specific Coke
Consumption‟ (SSC) which is
18/35

melting rate, combustion and temperature
• the operational characteristics of cupola
are such that all factors are interrelated
• coke bed, coke charged, air supply,
melting rate, and melt temperature all
influence the ultimate operation
operating conditions of a 21.5 in ID cupola
higher melt temperature results, when
air blast is increased
coke ratio is decreased
melting rate increased, when
air blast is increased
coke ratio is increased
• since the balance of coke and air is reflected
in stack gases, analysis of stack gases may
also be utilised as a method of control
metal composition and properties
• if proper combustion conditions prevail during melting, control of chemical composition
and properties of iron is greatly facilitated.
• composition and property control depends on
1. charging metal charges of known analysis
2. known and consistent composition changes during melting
3. use of chill testing and inoculation
• composition of metal produced may be estimated by using “mixture calculations”:
1. empirically select a metal mixture (based on past experience)which would be expected to produce approximately the desired composition
2. calculate the gross chemical compositionon the basis of analysis of charge ingredients
3. determine net chemical compositionexpected after making corrections for changes in analysis anticipated during melting
4. adjust original mixture by trial-and-error calculationsuntil the net computed composition falls within the desired range
20/35
Composition changes during cupola melting
Element Changes in analysis
Carbon
Silicon
Manganese
Phosphorous
Sulphur
Chromium
Nickel
Molybdenum
Copper
Pick up of about 10 – 20 % of original carbon charged
Loss of up to 10% of original silicon charged
Loss of up to 15 % of original manganese charged
No change
Gain in total of about 0.03 – 0.05 %
Loss of up to 10% of original chromium charged
No change
Loss of up to 5% of original molybdenum charged
No change
21/35
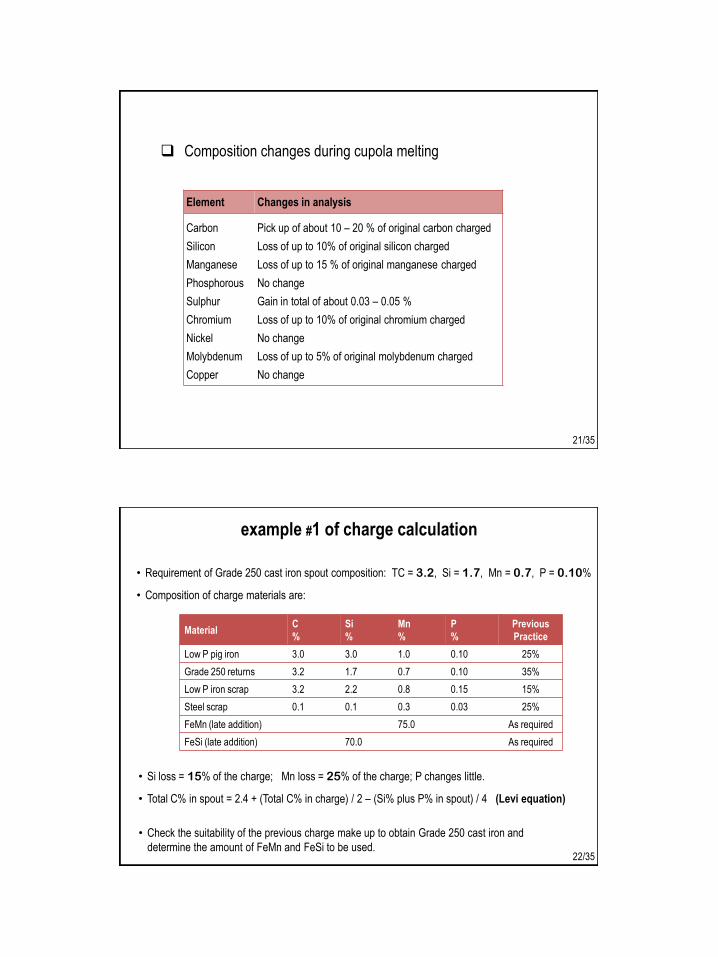
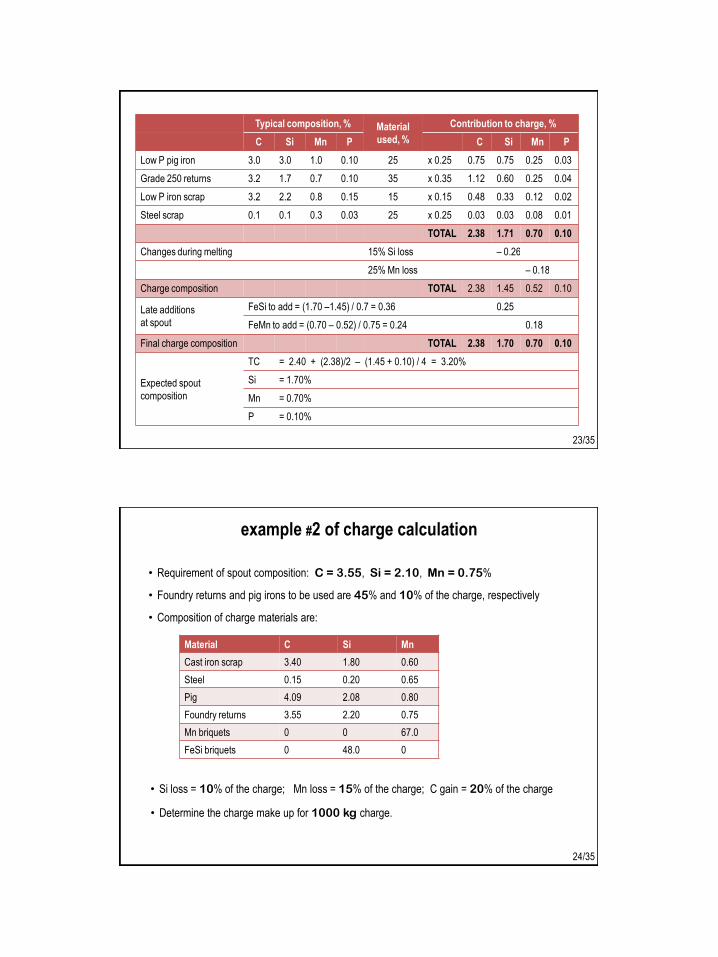
example #1 of charge calculation
• Requirement of Grade 250 cast iron spout composition: TC = 3.2, Si = 1.7, Mn = 0.7, P = 0.10%
• Composition of charge materials are:
MaterialC
%
Si
%
Mn
%
P
%
Previous
Practice
Low P pig iron 3.0 3.0 1.0 0.10 25%
Grade 250 returns 3.2 1.7 0.7 0.10 35%
Low P iron scrap 3.2 2.2 0.8 0.15 15%
Steel scrap 0.1 0.1 0.3 0.03 25%
FeMn (late addition) 75.0 As required
FeSi (late addition) 70.0 As required
• Check the suitability of the previous charge make up to obtain Grade 250 cast iron and
determine the amount of FeMn and FeSi to be used.
• Si loss = 15% of the charge; Mn loss = 25% of the charge; P changes little.
• Total C% in spout = 2.4 + (Total C% in charge) / 2 – (Si% plus P% in spout) / 4 (Levi equation)
22/35
Typical composition, % Material
used, %
Contribution to charge, %
C Si Mn P C Si Mn P
Low P pig iron 3.0 3.0 1.0 0.10 25 x 0.25 0.75 0.75 0.25 0.03
Grade 250 returns 3.2 1.7 0.7 0.10 35 x 0.35 1.12 0.60 0.25 0.04
Low P iron scrap 3.2 2.2 0.8 0.15 15 x 0.15 0.48 0.33 0.12 0.02
Steel scrap 0.1 0.1 0.3 0.03 25 x 0.25 0.03 0.03 0.08 0.01
TOTAL 2.38 1.71 0.70 0.10
Changes during melting 15% Si loss – 0.26
25% Mn loss – 0.18
Charge composition TOTAL 2.38 1.45 0.52 0.10
Late additions
at spout
FeSi to add = (1.70 –1.45) / 0.7 = 0.36 0.25
FeMn to add = (0.70 – 0.52) / 0.75 = 0.24 0.18
Final charge composition TOTAL 2.38 1.70 0.70 0.10
Expected spout
composition
TC = 2.40 + (2.38)/2 – (1.45 + 0.10) / 4 = 3.20%
Si = 1.70%
Mn = 0.70%
P = 0.10%
23/35
example #2 of charge calculation
• Requirement of spout composition: C = 3.55, Si = 2.10, Mn = 0.75%
• Foundry returns and pig irons to be used are 45% and 10% of the charge, respectively
• Composition of charge materials are:
Material C Si Mn
Cast iron scrap 3.40 1.80 0.60
Steel 0.15 0.20 0.65
Pig 4.09 2.08 0.80
Foundry returns 3.55 2.20 0.75
Mn briquets 0 0 67.0
FeSi briquets 0 48.0 0
• Determine the charge make up for 1000 kg charge.
• Si loss = 10% of the charge; Mn loss = 15% of the charge; C gain = 20% of the charge
24/35

Basis: 1000 kg charge
Charge should contains
Si = (1000 x 0.021) x (100/90) = 23.33 kg
Mn = (1000 x 0.0075) x (100/85) = 8.82 kg
C = (1000 x 0.0355) x (80/100) = 28.40 kg
Return used = 45% of 1000 kg = 450 kg
Si = 450 x 0.022 = 9.90 kg
Mn = 450 x 0.0075 = 3.38 kg
C = 450 x 0.355 = 15.98 kg
Pig used = 10% of 1000 kg = 100 kg
Si = 100 x 0.0208 = 2.08 kg
Mn = 100 x 0.008 = 0.80 kg
C = 100 x 0.0409 = 4.09 kg
Let the amount of steel and cast iron scraps
to be used are A and B kg, respectively.
Charge balance:
Total charge = return + pig + steel + cast
1000 = 450 + 100 + A + B
A = 450 – B (1)
Carbon balance:
Total C in charge = C in return + C in pig
+ C in steel + C in cast
28.40 = 15.98 + 4.09 + A (0.0015) + B (0.034)
A = 5553.33 – 22.67 B (2)
Using two above equations:
B = 235.50 236 kg
A = 214.50 215 kg
25/35
Final charge
Return = 450 kg
Pig = 100 kg
Steel = 215 kg
Cast = 236 kg
FeSi briquets = 7.0 kg
Mn briquets = 2.0 kg
Other elements in cast:
Si = 236 x 0.018 = 4.25 kg
Mn = 236 x 0.006 = 1.42 kg
Other elements in steel:
Si = 215 x 0.018 = 3.87 kg
Mn = 215 x 0.006 = 1.29 kg
Total Si in charge = 9.90 + 2.08 + 4.25 + 3.87 = 20.10 kg
Total Si to be in charge = 23.33 kg
Si to be added as FeSi briquets = 23.33 – 20.10 = 3.23 kg
FeSi to be added = 3.23 x (100/48) = 6.73 kg 7.0 kg
Total Mn in charge = 3.38 + 0.80 + 1.42 + 1.29 = 6.89 kg
Total Mn to be in charge = 8.82 kg
Mn to be added as Mn briquets = 8.82 – 6.89 = 1.93 kg
Mn briquets to be added = 1.92 x (100/67) = 1.93 kg 2.0 kg
26/35

chill control
chill depth vs. CE value relation
(coke ratio 7.5:1, blast rate 12.5 lb air/min)
chill test casting showing appearance of fractured surface
• chill testing is a procedure
for evaluating the graphitizing
tendency in the iron
• a test sample of melt is cast
in a core-sand mould in which
some sections are cooled
more rapidly than others
• the depth of chill or white cast
iron produced is measured
• factors influencing chill depth are:
1. composition
(low C/Si greater chill depth)
2. addition of inoculants (FeSi)
lowers chill depth
27/35
carbon equivalent meter
• rapidly determines the
composition of grey cast
iron by measuring the arrest
points of the cooling curve
relation between carbon-equivalent phase diagram
and cooling curve as obtained using CE meter
correlation of liquidus and eutectic thermal
arrest points with carbon equivalent as
determined by chemical analysis
• more reliable than chill test
as chill depth is controlled
by many variables other
than composition
28/35

5. Chemical Principles of Cast iron Melting
types of chemical reactions
1. Oxidation reactions
C + O2 (g) = CO2 (g)
2C + O2 (g) = 2CO (g)
Si + 2O = SiO2 (s)
Si + xFeO (slag, solid) = yFeO.SiO2 (slag) + 2Fe
Mn + FeO (slag, solid) = MnO (liquid) + Fe
2. Reduction reactions
SiO2 (solid, refractory, slag) + 2C = Si + 2CO (g)
MnO (liquid, slag) + C = Mn + CO (g)
Al2O3 (solid) + 3C = 2Al + 3CO (g)
29/35
• marked changes in chemical reactions
occur over the temperature range of
room temperature to 1925 C inside the
cupola
effects of temperatures
• oxidizing reactions involving carbon
progress rapidly with increasing
temperature
• tendency of oxidation of Si and Mn
decreases with increasing temperature
• reduction of oxides of Si and Mn by
carbon occurs more readily as
temperature increases
30/35

• C loss is high at higher
temperatures
• Si and Mn are lost primarily at low
temperatures
• A gain in Si and Mn occurs at high
temperatures
31/35
effects of concentration
• all chemical reactions occurred inside cupola are concentration dependant
• type of refractory (acid or base), slag composition, gas atmospheres, and melt
composition are the important concentration factors
Example:
SiO2 (s) + 2C = Si + 2CO (g)
K =Si x (CO)2
SiO2 x (C)2
K value at various temperatures may be calculated
and then the equilibrium concentration curves may
be plotted for various temperatures
calculated equilibrium concentration of percentage carbon and
silicon for SiO2(s) + 2C = Si + 2CO(g) in molten iron-carbon-silicon
alloys contained in a silica crucible under 1 atm pressure of the CO.
Solid curves indicate temperatures at which silica reduction will
occur spontaneously if an excess of carbon is present.
3.5% C , 2.3% Si
@ 1300°C
32/35

effects of iron oxide
• similar to air or carbon dioxide, iron oxide is also a source of oxygen
• presence of iron oxide (in slag, as rust or generated in any other way) will cause
Si and Mn loss even at high temperature, where these losses normally would not
occur because of the protective action of carbon
high temperature melting
• molten iron decarburises rapidly above about 1400 C
• no Si or Mn loss occurs (unless iron oxide is present)
• CO2, even at 100% concentration, will not cause Si loss
• SiO2 reduction and Si pickup take place
33/35
Some useful source data for metallics
TABLE 1: Typical Analyses of Common Steel Scrap Grades
TABLE 2: Typical Analyses of Iron Castings.
TABLE 3: Specifications for Various Grades of Pig Iron.
TABLE 4: Typical properties of foundry coke.
TABLE 5: Different Sources of Silicon.
TABLE 6: Different Sources of Manganese.
TABLE 7: Different Sources of Chromium and Nickel
34/35

Next ClassMME 345, Lecture 36
Cast Iron Foundry Practices3. Metallurgy of grey irons
![FRANCESCDEB.MOLLILACONTRIBUCIÓINICIALAL’ALPI ... · EstudisRomànics[Institutd’EstudisCatalans],Vol.35(2013),p.345-372 DOI:10.2436/20.2500.01.131](https://img.dokumen.tips/doc/110x75/6085ba6dcb2b742db0321edc/inicialalaalpi-estudisromnicsinstitutdaestudiscatalansvol352013p345-372.jpg)




























