Embed Size (px)
Citation preview

1
5. FMEA
Minőség és minőségirányítás
2
2
Minőség és minőségirányítás
5. FMEA
Lehetséges meghibásodási mód és hatások
elemzése
( Failure Mode and Effects Analysis )

3
3
Minőség és minőségirányítás
5. FMEA
History:
- Procedures for conducting FMECA were described in US Armed Forces
Military Procedures document MIL-P-1629 (1949)
- By the early 1960s NASA programs using FMEA variants included Apollo,
Viking, Voyager, Magellan, Galileo, and Skylab.
- The civil aviation industry was an early adopter of FMEA, with the Society for
Automotive Engineers (SAE) publishing ARP926 in 1967.
- A 1973 U.S. Environmental Protection Agency report described the application
of FMEA to wastewater treatment plants.
- The automotive industry began to use FMEA by the mid 1970s. The Ford
Motor Company introduced FMEA to the automotive industry for safety and
regulatory consideration after the Pinto affair.
- In 1993 the Automotive Industry Action Group (AIAG) first published an FMEA
standard for the automotive industry.
Sometimes FMEA is extended to FMECA (failure mode, effects, and criticality
analysis) to indicate that criticality analysis is performed too.

4
4
Minőség és minőségirányítás
5. FMEA
Cost-benefit analysis, the Pinto Memo
In determining whether or not to make the production change, the Ford Motor
Company defended itself by contending that it used a risk/benefit analysis. Ford
stated that its reason for using a risk/benefit analysis was that the National
Highway Traffic Safety Administration (NHTSA) required them to do so. The
risk/benefit approach excuses a defendant if the monetary costs of making a
production change are greater than the "societal benefit" of that change. This
analysis follows the same line of reasoning as the negligence standard
developed by Judge Learned Hand in United States vs. Carroll Towing in 1947.
The philosophy behind risk/benefit analysis promotes the goal of allocative
efficiency. The problem that arose in the Ford Pinto and many other similar cases
highlights the human and emotional circumstances behind the numbers which
are not factored in the risk/benefit analysis. The Ford Motor Company contended
that by strictly following the typical approach to risk,/benefit analysis, they were
justified in not making the production change to the Pinto model. Assuming the
numbers employed in their analysis were correct, Ford seemed to be justified.

5
5
Minőség és minőségirányítás
5. FMEA

6
6
Minőség és minőségirányítás
5. FMEA
The estimated cost for the production change was $11 per vehicle. This $11 per
unit cost applied to 11 million cars and 1.5 million trucks results in an overall cost
of $137 million.
The controversial numbers were those Ford used for the "benefit" half of the
equation. It was estimated that making the change would result in a total of 180
less burn deaths, 180 less serious burn injuries, and 2,100 less burned vehicles.
These estimates were multiplied by the unit cost figured by the National Highway
Traffic Safety Administration. These figures were $200,000 per death, $67,000
per injury, and $700 per vehicle equating to the total "societal benefit" is $49.5
million. Since the benefit of $49.5 million was much less than the cost of $137
million, Ford felt justified in its decision not to alter the product design. The
risk,/benefit results indicate that it is acceptable for 180 people to die and 180
people to burn if it costs $11 per vehicle to prevent such casualty rates. On a
case by case basis, the argument seems unjustifiable, but looking at the bigger
picture complicates the issue and strengthens the risk/benefit analysis logic.

7
7
Minőség és minőségirányítás
5. FMEA

8
8
Minőség és minőségirányítás
5. FMEA
FMEA célkitűzés:
Az eljárás előzetes gondolkodás által („preventíven”) biztosítja a lehetséges
gyenge pontok megtalálását, azok jelentőségének felmérését, kiértékelését és
megfelelő időben megfelelő intézkedések bevezetését azok elkerülését ill.
felismerését segítendő céllal.
A gyenge pontok szisztematikus elemzése és a kiváltó okok megszűntetése a
kockázat minimalizálásához vezet, miáltal csökken a „hibaköltség” valamint
megnő a megbízhatóság.
Segít a rendszert, a folyamatokat leírni és ezáltal azt jobban megérteni.
Egy dokumentumot eredményez mindarról amit csináltunk, arról ahogy a
rendszer vagy folyamat működik (Tudásbázis felépítése).
9
9
Minőség és minőségirányítás
5. FMEA
FMEA célkitűzés:
Az FMEA alkalmazását törvény nem írja elő, mégis szükséges.
Jogi szempontból három fontos terület létezik:
Egészség- és vagyonvédelem (termék megbízhatósága,
“state-of-the-art technológia"), megfelelő gondosság bizonyítása.
Baleset-megelőzés (büntetőjog).
Szerződés szerinti jog: az FMEA a szerződés tárgyát képezheti.
Versenyképesség biztosítása.
Minőségbiztosítási rendszereknek való megfelelés
(ISO 9001:2015, IATF16949:2016).
10
10
Minőség és minőségirányítás
5. FMEA
Az FMEA mindig csak egy pillanatnyi hibát elemez - nem egy hibakombinációt.
Az FMEA egy módszer mely segíti a résztvevőket, a rendszerrel, a termékkel il.
a folyamattal kapcsolatos kérdéseket egy másik nézőpontból is meggondolni. –
A módszer önmagában nem fedez fel hibákat - nem egy hibaszimuláció.
Az FMEA leírja, hogy milyen kihatásai keletkezhetnek annak, amikor a
rendszer/ termék/ folyamat a specifikált funkcióktól eltérően viselkedik. – És nem
azt, ahogy a rendszer (pl. vészhelyzetekben) reagál - nem rendszer/
funkciószimuláció.
Az FMEA leírja a funkciók kiesésének lehetséges okait és megadja az
intézkedéseket ezek elkerülésére ill. felfedezésére a fejlesztés során. – nem
egy (teljes) rendszer- dokumentáció vagy egy biztonsági koncepció!

11
11
Minőség és minőségirányítás
5. FMEA
FMEA alkalmazása
FMEA használunk a tervezésétől kezdve a termék vagy eljárás teljes
életciklusában, ha valamelyik feltétel teljesül:
- Új fejlesztésű a termék vagy eljárás
- Változás történik a meglévő termékben vagy eljárásban
- Megváltozik a felhasználása egy meglévő terméknek

12
12
Minőség és minőségirányítás
5. FMEA
FMEA-nak meg kell felelni a következő feltételeknek:
egyértelmű, a lehetséges hibáknak, a meghatározott intézkedéseknek és ezen
intézkedések végrehajtásáért felelős személyeknek a leírása mindenfajta
félreérthetőségtől mentesnek kell lennie. Ezalatt azt értjük, hogy a műszakilag
precíz megfogalmazás lehetővé teszi a szakértő számára a hibák és azok
lehetséges hatásának az értékelését. Teljes mértékben kerülni kell a “rugalmas”
vagy érzelmileg kifejezett terminusokat (veszélyes, nem torelálható, felelőtlen,
stb.).
valós, a lehetséges hibákat nem szabad alábecsülni, mégha ezek egyes
esetekben kellemtlenséghez vezetnek is (újratervezés, szállítási késedelem, stb.).
„teljes", a lehetséges felfedezett hibákat nem szabad elnyomni. Nem vezethet
korlátozott bemutatáshoz az aggódás, hogy a kivállóan kidolgozott FMEA-val túl
sok know-how-t árulunk el, fedünk fel.

13
13
Minőség és minőségirányítás
5. FMEA
Koncepció- (Concept) FMEA
Az S-FMEA-val az egyes komponensek a komplex rendszerre történő összhatását
vesszük figyelembe. A hibákat már a rendszer felépítésekor el kell kerülnünk és a
teljes rendszer biztonságát és működőképességét kell felülvizsgálnunk.
Terméktervezés- (Design) FMEA
A lehetséges hibákat, melyek a rendszer egyes alkatrészeinél vagy
építőcsoportjainál léphetnek fel, a D-FMEA segítségével lehet szemügyre venni és
előrelátó módon elkerülni. A hibaokokat itt elsődlegesen a konstrukció okozhatja,
de a gyártás milyenségétől is függhetnek azok.
Folyamat (Process) FMEA
A P-FMEA megállapítható minden lehetséges hiba a Gyártó- és szerelő
folyamatban. A D-FMEA-ban feltárt folyamatfüggő hibaokok tovább vizsgálhatóak
itt. Ezáltal egy folyamat alkalmassága és megbízhatósága, valamint a
„minőségképessége” előzetesen biztosítható.
Rendszer-FMEA = Koncepció-FMEA + Terméktervezés-FMEA + Folyamat-FME

14
14
Minőség és minőségirányítás
5. FMEA
- Az FMEA-t egy a fejlesztést végigkisérő csoportban kell előállítani.
- A különböző szakterületeket képviselő kollégák tudását és tapasztalatát
figyelembe kell venni.
- Az FMEA egy adott Projektállapotot elemez, változásoknál át kell dolgozni
(aktualizálni).
- Hatékony FMEA-készítéshez egy „törzscsoportot” kell alkotni. Szükség esetén
további szakértőket (specialistákat) kell meghívni.
Koncepció-FMEA• Rendszerfejlesztés (felelős)
• Alkalmazás (Applikation)
• Moderátor
Terméktervezés-FMEA• Szerkesztés
(Konstruktion) (felelős)
Próba (Versuch)
• Gyár
• Moderátor
Folyamat - FMEA• Gyártáselőkészítés (felelős)
Minőségbiztosítás
• Gyártás
• Moderátor
• Komponens-fejlesztés
(felelős)
• Értékesítés
• Beszerzés
• Rendszerfejlesztés /
Alkalmazás (Applikation)
• Tartósteszt
• Értékesítés
• Beszerzés
• Fejlesztés(Konstruktion és / vagy
próba)
• Beszerzés
Törzscsoport
Időnkénti
részvétel

15
15
Minőség és minőségirányítás
5. FMEA
A minőség (quality): „annak mértéke, hogy mennyire teljesíti a saját jellemzők
egy csoportja a követelményeket.”
A hiba (defect): „egy szándék szerinti vagy előírt használattal kapcsolatos
követelmény nem teljesülése”.
az MSZ EN ISO 9000:2015 szabvány megfogalmazása szerint

16
16
Minőség és minőségirányítás
5. FMEA
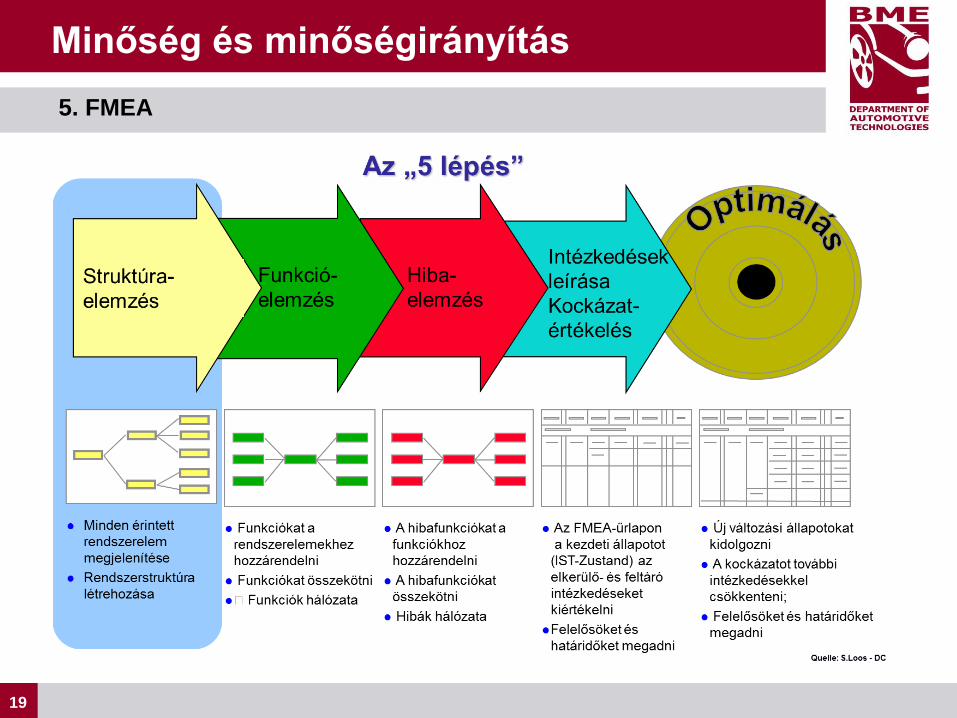
0. lépés: Előkészítés
1. lépés: Struktúra elemzés
2. lépés: Funkció elemzés
3. lépés: Hiba elemzés
4. lépés: Kockázat értékelés
5. lépés: Optimálás

17
17
Minőség és minőségirányítás
5. FMEA
0. lépés: Előkészítés az FMEA csoport munkaráfordítása szisztematikus
előkészítéssel lényegesen csökkenthető.
•Előzetesen meghatározandó:
–Az FMEA fajtája,
–A csoport résztvevői,
–Képzési szükséglet (módszertan),
–A kidolgozandó témák (terjedelem, a kidolgozás mélysége)
–Illeszkedési pontok (más komponensekhez, FMEA-ákhoz)
–Az FMEA készitésére fordítandó idő (időtervben szerepeljen)
valamint
–Ráfordításbecslés és
–Szervezéstechnikai előkészítés (időpont, kapacitás,
tárgyaló, projektor)

18
18
Minőség és minőségirányítás
5. FMEA
•A csoportmunka tényleges megkezdése előtt a szükséges dokumentumokat
össze kell készíteni.
•Összeállítási rajz, mintadarabok ill. funkcióleírás segítségével elősegítendő az
FMEA- csoportmunka.
•Ha a szóban forgó vizsgált termék/folyamat utódja valamely korábbi
generációnak, akkor a meglévő adatok (hibaadatok, változtatási javaslatok,
meghibásodások...) támogatásként felhasználhatóak.
•Az FMEA minőségét befolyásoló fontos tényezők:
–A végrehajtás ideje / „időbeni” kezdés,
–A munkacsoport összeállítása,
–Munkatársak „csoportmunkára v. képessége”,
–Az FMEA módszer ismeretének mélysége,
–Készség az információk továbbadására
19
19
Minőség és minőségirányítás
5. FMEA

20
20
Minőség és minőségirányítás
5. FMEA
1. lépés Struktúra elemzés
Miért szükséges a struktúrát elemezni?
Termékek és Folyamatokat átlátása
Az alap:
•Az elemzés moduláris felépítése
•Áttekinthető egységeket képezni
•Újrafelhasználás biztosítása
•A különböző részelemzések összevezetése
•Funkciók és jellemzők egyértelmű összerendelése
•Átláthatóság az illesztési pontok egyeztetésekor
•Adatátadás vevőnek - beszállítónak, a Know-how átadása nélkül!

21
21
Minőség és minőségirányítás
5. FMEA
1. lépés Struktúra elemzés
Konstrukciós/Termék FMEA:
Az elemzés kiterjed az anyagválasztásra, a technológiai előírások (gyártási,
szerelési, vizsgálati, stb.) és a tervezett ellenőrzések (tűrések, eszköz,
gyakoriság, stb.) vizsgálatára is. Az elemzés területétől függően a termék FMEA
struktúrájának rendszer elemei állhatnak rendszerekből, alrendszerekből,
részegységekből, szerelt egységekből, egészen az egyedi alkatrészekig és azok
részletes tervszintű adataikig. A komplex struktúrák feloszthatók részegységekre
(munkacsomagokra) és szervezési okokból vagy az egyértelműség
biztosításának érdekében külön elemezhetők.
Források lehetnek:
- Minőség funkció tervezés,
- Rendszer/szoftver blok diagram,
- Anyag jegyzék, alkatrész lista,

22
22
Minőség és minőségirányítás
5. FMEA
1. lépés Struktúra elemzés
Folyamat FMEA:
Az elemzés célja a gyártás során az anyagbeszerzéstől a készáru kiszállításáig a
technológiai fegyelmezetlenségekből, anyag-, gép-, szerszám-, és
eszközhibákból származó hibák, kockázatok feltárása és megszüntetése. A
folyamat-FMEA-struktúra rendszerelemei a teljes gyártási folyamatból vagy
egyedi állomásokból/alfolyamatokból állhatnak, és az 5M kategóriák (Man,
Machine, Method, Material, Milieu) legalacsonyabb szintjéhez rendelhetők. A
komplex struktúrák több alstruktúrába oszthatók.
Felhasználható dokumentumok:
- Berendezés elrendezés diagram,
- Ellenőrzési terv/folyamat ábra,
- Buble diagram.

23
23
Minőség és minőségirányítás
5. FMEA
2. lépés: Funkció elemzés
Miért szükséges funkcióelemzés?
Rendszerelemek funkcióinak és azok kapcsolódásának átlátásához.
Az alap:
•A hibák részletes funkcióorientált leírása
•Specifikációk hozzárendelése
•Hibaelemzés

24
24
Minőség és minőségirányítás
5. FMEA
2. lépés: Funkció elemzés
Termék/Konstrukciós FMEA
Rendszerelem belső és külső funkció közötti differenciálás.
A belső funkciók olyan tulajdonságokat írnak le, amelyeknek a rendszerelemnek
„önmagában” kell megfelelnie külső hatás eredményeképpen (pl. merevség,
forma és helyzet tolerancia, csúszófelület). A külső funkciók olyan tulajdonságokat
írnak le, amelyeknek a rendszerelemnek kapcsolódó elemekkel együttműködve
kell megfelelnie (forgatónyomaték átvitele és átalakítása, … csapágyazása).
Tervezett környezetet és/vagy üzemelési feltételeket is vegyük figyelembe (pl. por,
napsugárzás, páratartalom,…).
Folyamat FMEA
Az üzemeltetési vagy termelési létesítményre vonatkozó folyamat lépéseinek
leírása funkciók szerint (alkatrész kiválasztása a tárolóból, tengely szilárd
sajtolóillesztése csapágyba).
Folyamat várható határfeltételeit is vegyük figyelembe (pl. tiszta térfogat, ESD,...).
25
25
Minőség és minőségirányítás
5. FMEA
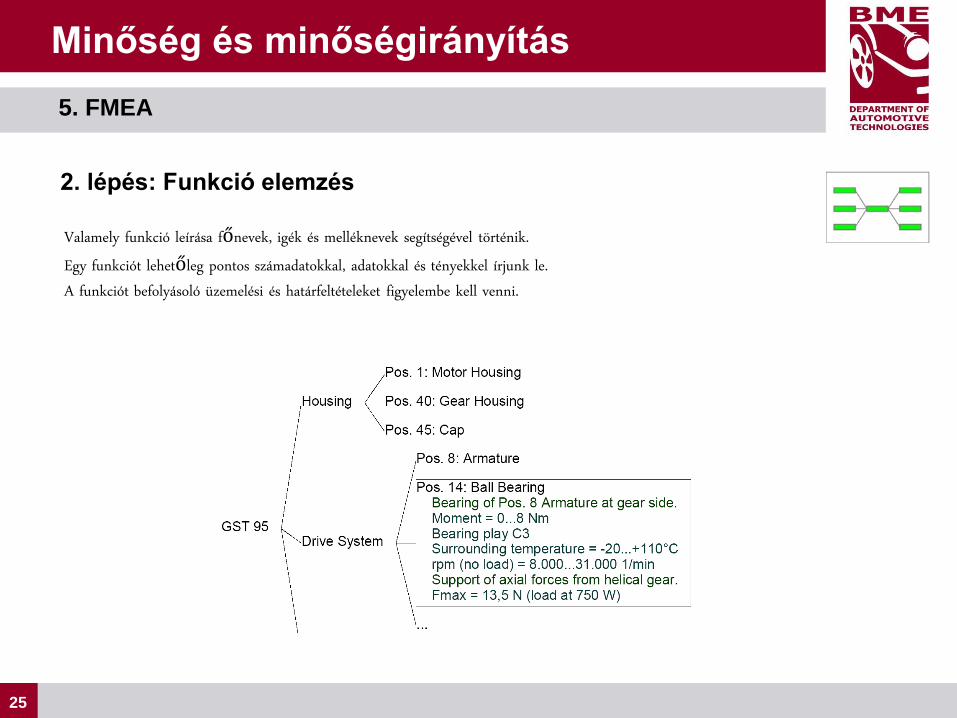
2. lépés: Funkció elemzés
Valamely funkció leírása főnevek, igék és melléknevek segítségével történik. Egy funkciót lehetőleg pontos számadatokkal, adatokkal és tényekkel írjunk le. A funkciót befolyásoló üzemelési és határfeltételeket figyelembe kell venni.

26
26
Minőség és minőségirányítás
5. FMEA
3. lépés: Hibaelemzés
Miért szükséges a hibaelemzés?
Egy funkció lehetséges hibájának, annak potenciális kihatásának és okának
átlátásához.
Az alap:
•Megállapítani a megelőző intézkedéseket
•Megállapítani a kimutatáshoz szükséges intézkedéseket
•Kockázatértékelés
27
27
Minőség és minőségirányítás
5. FMEA
3. lépés: Hibaelemzés
Hibajelleg
Azon mód leírása, amely szerint valamely funkció vagy tulajdonság esetleg nem
teljesül. A hibás működés/meghibásodás a funkciókból származnak és/vagy az
FMEA Könyvtárból kerülnek kiválasztásra. A hibás működés leírása pontosan, a
funkciókkal analóg módon történik.
Hibás működés = Az a mód, amely szerint egy funkció vagy egy jellegzetesség
nem teljesül.
A hibás működésnek négy típusát különböztethetjük meg.
- Nincs funkció (működés)
- Részleges / túlzott / káros működés
- Átmeneti működésképtelenség
- Előre nem látható funkció
28
28
Minőség és minőségirányítás
5. FMEA
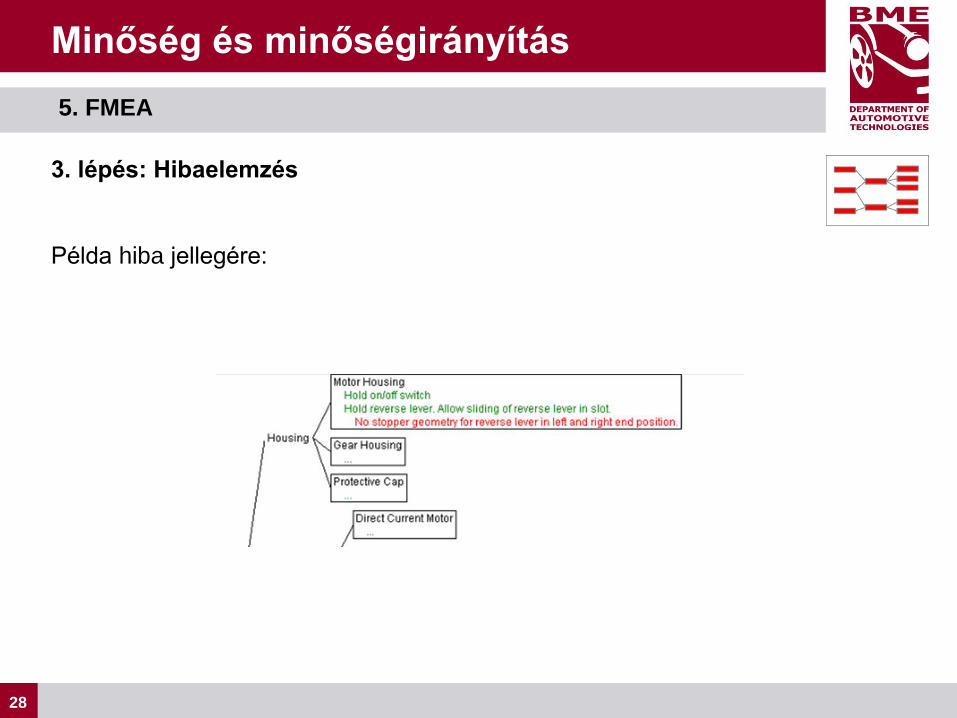
3. lépés: Hibaelemzés
Példa hiba jellegére:

29
29
Minőség és minőségirányítás
5. FMEA
3. lépés: Hibaelemzés
Hiba hatása
Eseti folyamat rövid és pontos leírása a hiba okától a hiba
következményéig a legmagasabb rendszerszinten (egész termék vagy operátor).
Hiba oka
A hiba oka elvezethet az elemzett potenciális hibajelleghez.
A tényleges okot úgy kell leírni, hogy bármilyen szükséges javító intézkedés
közvetlenül levezethető legyen.
30
30
Minőség és minőségirányítás
5. FMEA
4. lépés: Kockázatértékelés
Miért szükségesek az intézkedések?
Kritikus hibakihatásoknál dokumentálni meglévő intézkedéseket megakadályozás/
korlátozás/ felfedezés szerint.
Az alap:
Kockázatértékelés
Miért szükséges a Kockázatértékelés?
A kritikus hibaösszefüggéseket felfedezni és intézkedéseket fontosságuk szerint
meghatározni.
Az alap:
•Megállapítani a járulékos intézkedéseket határidővel és felelősökkel
(Optimálás).

31
31
Minőség és minőségirányítás
5. FMEA
4. lépés: Kockázatértékelés
A kritikus kiértékelés a hatékony FMEA feltétele.
Ismerjük fel és/vagy osztályozzuk a meglévő és/vagy a már meghatározott
intézkedéseket.
Egy ok-okozati lánc kockázatfelmérése, amely
- potenciális hibahatásokból,
- potenciális hibákból és
- potenciális hibaokokból áll,
megadva a hiba hatásának súlyosságát (S),
a hiba okainak valószínűségét (O),
és a hiba oka /hiba típusa felfedezésének valószínűségét (D).
Kockázati prioritások meghatározása kockázati prioritás mutató kiszámításával
(RPN = S x O x D).

32
32
Minőség és minőségirányítás
5. FMEA
4. lépés: Kockázatértékelés
Hibamegelőzés
A hiba elkerülése érdekében tett intézkedések mind olyan, a
termék/folyamatkonstrukciónál alkalmazott megelőző intézkedések,
amelyek által elkerülhető a hiba hatása vagy csökkenthető annak előfordulása.
Az intézkedéseket világosan és érthetően kell megfogalmazni. Amennyiben
szükséges, bizonyítékot lehet hozni egy adott dokumentumra hivatkozva.
A Termék FMEA-nál azokat a bevezetett intézkedéseket kell figyelembe venni,
amelyek a termék konstrukciós hibáit minimalizálják/csökkentik egészen a
komponensi szintig.
Speciális területi megközelítés: Azok a bevezetett biztonsági intézkedések,
amelyek által megelőzhető a hibahatás vagy csökkenthető annak súlyossága.
A Folyamat FMEA-nál azokat a bevezetett intézkedéseket kell figyelembe venni,
amelyek által megelőzhető/minimalizálható a termék- vagy folyamathiba.
33
33
Minőség és minőségirányítás
5. FMEA
4. lépés: Kockázatértékelés
Hibafeltárás
Olyan vizsgálat, amely bizonyos feltételek mellett feltárja a
meghatározott követelményektől való nem megengedett eltérést.
Az intézkedéseket világosan és érthetően kell megfogalmazni. Amennyiben
szükséges, bizonyítékot lehet hozni egy adott dokumentumra hivatkozva.
A Termék FMEA-nál ez kísérleteket, próbákat és teszteket jelent az ezeket követő
elemzésekkel együtt egészen a jóváhagyásig.
Speciális területi megközelítés: Diagnózis és monitorizáló intézkedések, amelyek a
hibaok vagy azok hatásának időbeni feltárására szolgálnak.
A Folyamat FMEA-nál ezek mindazok a vevőnek történő kiszállításig elvégzett
tesztek és feltárási lehetőségek. A hibaforrás felfedezésének kell elsőbbséget
biztosítani.

34
34
Minőség és minőségirányítás
5. FMEA
4. lépés: Kockázatértékelés
A hiba hatásának súlyossága (S)
Az S értékelési számot az elemzési terület legfelsőbb szintjén
és/vagy a felső szintű rendszernél definiált csatlakozásnál
történő hiba hatása által határozzuk meg.
A hibahatások értékelésénél feltételezzük, hogy megtörtént egy hibatípus, amit
nem fedeztek fel.

35
35
Minőség és minőségirányítás
5. FMEA
4. lépés: Kockázatértékelés
Előfordulási valószínűség (O)
Az O értékelési szám a hibaok előfordulásának valószínűségére utal.
Ennél az értékelésnél a hiba okának elkerülése érdekében bevezetett
intézkedések hatékonyságát vesszük figyelembe.
Az O értékelési számot inkább viszonylagos értékelésnek tekintsük, mintsem
egy abszolút értékelési tényezőnek.
Az előfordulási valószínűségnek le kell fednie a termék életciklusát (Termék
FMEA).
Az időaspektust folyamatokra nézve is figyelembe kell venni (Folyamat FMEA),
pl. a szerszám élettartama.
36
36
Minőség és minőségirányítás
5. FMEA
4. lépés: Kockázatértékelés
Felfedezési valószínűség (D)
A D felfedezési valószínűség annak valószínűsége, hogy a hiba oka vagy
a hibatípus felfedezésre kerül az ellenőrzési intézkedések során
még a vevőnek történő átadás előtt.
A vevő az a személy vagy az a következő folyamat, amely átfogja az adott
folyamatlépés munkájának eredményét.
Folyamat FMEA: A monitorizáló folyamat képességét kell megítélni.
Ritkán előforduló hibák feltárására és annak megakadályozására, hogy a hibás
részek a következő folyamatban további megmunkálásra kerüljenek, a
szúrópróbaszerű vizsgálatok nem megfelelőek.
A hiba okának megelőzése és/vagy a hiba hatásának csökkentése előnyt
élveznek a hiba feltárásával szemben.
A hibafeltárás gazdaságosabb a hibamegszüntetésnél.
Törekedni kell a hiba hibaforrásnál (az a hely, ahonnan származik a hiba)
történő felfedezésére.

37
37
Minőség és minőségirányítás
5. FMEA
4. lépés: Kockázatértékelés
Az S, O és D értékelésére besorolási táblázatokat használunk.
=> Besorolási számok: 1 (jó) … 10 (rossz)
A kockázati prioritás mutató (RPN) besorolása nem megfelelő egyedüli értékelési
kritériumként ahhoz, hogy az FMEA-ban javító intézkedéseket határozzunk meg.
Az RPN helyett az egyes besorolási számokat elemezzük. Nagyon komoly
kombináció: S = 9 vagy 10 és O > 1 és D > 1.
Ha S = 7 vagy 8 és A > 2 és E > 2, akkor a csapat vitatja meg, hogy az adott nyitott
pont releváns-e vagy sem. A megbeszélés eredményét az FMEA fájlban
dokumentálják.

38
38
Minőség és minőségirányítás
5. FMEA

39
39
Minőség és minőségirányítás
5. FMEA

40
40
Minőség és minőségirányítás
5. FMEA
5. lépés: Optimálás
Miért szükséges az Optimálás?
Nagy kockázatnál vagy egyes értékeléseknél javító intézkedések szükségesek
(Koncepcióváltás, Hibalehatárolás, Vizsgálatok...).
Ez nem jelenti azt, hogy a kockázati proritási számot (RPN) a súlyszámok
(S,A,E) kissebre való átírásával csökkentjük.
Új értékelés; az intézkedés(ek) bevezetés után alacsonyabb faktorok adhatóak,
ezáltal az RPN csökken. A termék / folyamat javítása a vevői elégedettség
biztosítására.
Teljesítménytulajdonságok elérése a sorozatgyártás kezdetétől (SOP)
Hibamentes termékek fejlesztése és gyártása!

41
41
Minőség és minőségirányítás
5. FMEA
5. lépés: Optimálás
Megelőzési és felderítési intézkedéseket kell tervezni az alábbi
prioritások szerint:
A hiba okának megelőzése és/vagy a hiba hatásának csökkentése előnyt
élveznek a hiba feltárásával szemben.
A hiba megelőzése gazdaságosabb a hiba megszüntetésénél.
Törekedni kell a hiba hibaforrásnál (az a hely, ahonnan származik a hiba)
történő felfedezésére.
Minden egyes intézkedést felelős személlyel és tervezett befejezési
határidővel kell meghatározni.
Miután felvázoltuk az intézkedéseket, ki kell számítanunk az RPN-t a javító
intézkedés bevezetése utáni feltételezett helyzetre.
Az intézkedések nyomon követését dokumentálni kell.

42
42
Minőség és minőségirányítás
5. FMEA
5. lépés: Optimálás
*-FMEATermék:Cikkszám:
Oldal:Oszt.:FMEA-Sz.:Dátum:
Sz. Komponensv. folyamat
Funkció Hibajellege
Hiba hatása
Hibaoka
C Hibamegelőzése
Hiba feltárása
S O D RPN IntézkedésekR: / T:
Mi az érintett
komponens/folyamat-elem száma
?
Melyik komponenst/folyamat-elemet
elemezzük?
Milyenfunkciót
kellbetöltenie?
Mely lehetségeshibatípus
befolyásoljahátrányosan a funkciót?
Milyen közvetlenhibaokok
lehetségesek?
Milyen hatásai vannak a
hibatípusnak?
Milyenintézkedéseket tettek (már)
a hibamegelőzéseérdekében?
D
S
O RPN
Milyenintézkedéseketkell tenni akockázat
csökkentéseérdekében(S, O, D)?
Ki afelelős(R)?
Milyenbevezetésihatáridőttervezünk
(T)?
Milyenintézkedéseket tettek (már)
a hibamegelőzéseérdekében?
Mennyi a valószínűsége a hiba előfordulásának (O)?
Mennyire súlyos (S) hatása van a hibának?
Mennyi a valószínűsége a hiba feltárásának (D)?
Milyenspeciális
tulajdonságokatkell
meghatározni?
Minőségbiztosítás
RPNFennmaradó kockázat felderítése.
(S) Súlyosság (O) Előfordulási valószínűség (D) Feltárási valószínűség (RPN) Kockázati prioritás mutató
(C) Besorolás (R) Felelősség (T) Tervezett befejezési határidő
43
43
Minőség és minőségirányítás
5. FMEA
Összefoglalás
Az FMEA egy kötelező módszer ...
a termék / folyamat megbízhatóságának biztosítására, valamint
a költséges késői változtatások elkerülésére.
Alapvetően fontos, hogy
korán elvégezzük az FMEA-t és folyamatosan aktualizáljuk,
pontosan elemezzünk a több szakterületet képviselő szakértőkből álló
csapattal,
és a levezetett intézkedéseket következetesen hajtsuk végre.

44
44
Minőség és minőségirányítás
5. FMEA
*-FMEATermék:
Cikkszám:
Oldal:
Oszt.:
FMEA-Sz.:
Dátum:
Sz. Komponens
v. folyamat
Funkció Hiba
jellege
Hiba
hatása
Hiba
oka
C Hiba
megelőzése
Hiba
feltárása
S O D RPN Intézkedések
R: / T:
Mi az
érintett
komponens
/folyamat-
elem száma
?
Melyik
komponenst
/folyamat-
elemet
elemezzük?
Milyen
funkciót
kell
betöltenie?
Mely
lehetséges
hibatípus
befolyásolja
hátrányosan
a funkciót?
Milyen
közvetlen
hibaokok
lehetségesek?
Milyen hatásai
vannak a
hibatípusnak?
Milyen
intézkedéseket
tettek (már)
a hiba
megelőzése
érdekében?
D
S
O RPN
Milyen
intézkedéseket
kell tenni a
kockázat
csökkentése
érdekében
(S, O, D)?
Ki a
felelős
(R)?
Milyen
bevezetési
határidőt
tervezünk
(T)?
Milyen
intézkedéseket
tettek (már)
a hiba
megelőzése
érdekében?
Mennyi a valószínűsége
a hiba előfordulásának (O)?
Mennyire súlyos (S) hatása van a hibának?
Mennyi a valószínűsége a
hiba feltárásának (D)?
Milyen
speciális
tulajdonságokat
kell
meghatározni?
Minőségbiztosítás
RPNFennmaradó
kockázat
felderítése.

45
45
Minőség és minőségirányítás
5. FMEA



![A 2019. évi Érték és Minőség Nagydíj Pályázat értékelése · 2019-09-09 · VX Ox WxQMR &W KxREK]H N PÁLYÁZATI RENDSZER 37 Az Érték és Minőség Nagydíj Tanúsító](https://img.dokumen.tips/doc/110x75/5e58e92b877d7940dc5ecc04/a-2019-vi-rtk-s-minsg-nagydj-plyzat-rtkelse-2019-09-09.jpg)

























