Embed Size (px)
Citation preview

MICROSTRUCTURE AND PROPERTIES
75

MICROSTRUCTURE - PROPERTY RELATIONSHIPS IN TITANIUM ALLOYS (CRITICAL REVIEW)
R.R. Boyerl and J.A. HaU2_
I Boeing Commercial Airp~e Group Seattle, WA 98124 USA
2 Allied-Signal Aerospace Company Phoenix, AZ 85010-5217 USA
Abstract Considering, primarily, the engineering properties of commercially available Titanium alloys, the critical issues associating these properties with the alloy microstructure are reviewed. Interpretation of the micromechanisms are made and related to the features which dominate a material's behavior and which might be the focus of process control. Selected examples from each of the a, near a, a/8 and metastable 8 alloy classes are made to illustrate the current state of understanding of how and why microstructure influences engineering properties.
Introduction This review summarizes the important findings with respect to the correlation of effects of microstructure on key properties of Titanium alloys published since the 6th World Conference, held in Cannes, France, in 1988. In order to be concise, discussion is restricted to conventional Titanium alloys used for aerospace applications. The properties considered include tensile strength, creep, fatigue and fracture related properties. Microstructure variables include the size, morphology and distribution of various phases, texture, and chemistry. The reader is encouraged to obtain greater detail from the references.
_ Strength, Ductility and Toughness of Metastable Beta Alloys Metastable beta alloys have been stiidied rather extensively in recent years because of their high strength and relative ease of fabrication. The most common microstructural features studied have been 8 grain size, grain boundary a and the size and distribution of any primary and aged a resulting from thermomechanical treatments.
Grain Bound&u and Grain Size Effects Studying Ti-15V-3Cr-3Sn~3AI (Ti~l5-3) alloy with 35 and 120 micron grain sizes, Breslauer and Rosen (1) found that the solution treated version of the alloy showed the classical grain size effect on strengthening. However, after giving the material a common age, the larger grained material was stronger and had a higher fracture toughness, Figure· 1. Concomitant with the improved fracture toughness, the larger grained material exhibited lower ductility. They concluded that the Hall-Petch strengthening effect was countered by the change in a phase nucleation and growth products, particularly at grain boundaries. They considered the overall strength to be a combination of: (1) Hall-Petch strengthening, which accounts for the strength of the solution treated material, and (2) the contribution of the grain interior, attributed to a precipitation. This contribution can be calculated using a modified Orowan equation. Using the a precipitate size measured in their study and the strengths observed, the interparticle spacing was back calculated and was in reasonable agreement with their observations. The greater grain boundary area in the small grain material provided more nucleation sites for the formation of a larger amount of coarse, grain boundary a, which does not contribute to strengthening. The higher volume fraction of a at the grain
Tilanium '92 Science and Technology
Edited by F .H. Froes ond I. Caplan The Minerals, Melals & Materials Society, 1993
71

boundaries in the smaller grain material reduces the potential amount of secondary a which can form within the grains upon aging, particularly in the near grain boundary area due to partitioning of B stabilizers into this region. This explains the lower strength for the fine grained material.
According to (1), grain boundary a participates in the toughening mechanisms of aged microstructures in different ways, depending on the strength of the surrounding matrix and the grain boundary a thickness. Due to the presence of relatively soft a phase, cracks tend to find grain boundaries to be the path of least resistance. The crack tip plastic zone is restricted to this grain boundary region when the matrix is significantly harder, as in the case of aged small grain material, resulting in predominantly intergranular fracture. Thus, lower energy is consumed propagating the crack than when the matrix strength adjacent to the grain boundaries is closer to that of the grain boundary a. In this case the plastic zone occupies a greater volume, i.e., extends into the matrix, and a greater amount of transgranular fracture occurs because there is less of a barrier for cracks to leave the grain boundary zone.
~E 90 z :iii
- 80 .J' 5 70 c
.I:. al :::J ~ 60 I! i 50
0
D
0 0
0
D
C Small Grain Size C O Large Grain Size
1000 1100 1200 1300 . -2
Yield Strength, MNm
0
1400
Figure 1. Variation of Fracture Toughness KQ, With Yield Strength for All Large Grain Size and Small Grain Size of Aged
Ti-15V-3Cr-3Al-3Sn Specimens (After Ref. 1)
We feel that the above rationale is not totally self-consistent. Their explanation for the toughness behavior has overlooked some factors: (1) they state that the hardness differential between the matrix and grain boundaries must be greater in fine grain material; yet, their data showed that the large grain material had the higher strength, and the highest intragranular micro-hardness, and (2) along the same line, it is inferred that the density of a precipitates must be greater in the region of the grain boundaries in the small grained material. However, earlier in the paper they stated that early grain boundary a formation in the small grained material would cause the adjacent material to be the least favorable sites for initiation, which would imply the opposite conclusion.
The fracture behavior, more intergranular for fine grained material and transgranular for the larger grained material, must be influenced by the above factors. However, it is difficult to provide one microstructural model which provides all the correct correlations. Furthermore, another contribution to the observed fracture behavior could be a "geometry" factor. As illustrated in Figure 2, the crack can follow the grain boundaries in smaller grained material without deviating greatly from a plane normal to the tensile axis. Crack deviations required to follow the grain boundaries would be more difficult to achieve in the larger grained material. In any case the void nucleation step remains associated with the grain boundary a.
The results of Parris and Bania (2) on Beta-21S (Ti-15Mo-2.7Nb-3Al-0.2Si}, Table I, clearly demonstrate the effect on ductility of the strength differential between the a and B phases. When tested at two strength levels, with a constant grain size, a much more devastating effect of grain boundary a was found if the material was aged to higher strengths. Bella, et al. (3) report data on Ti-3Al-8V-6Cr-4Mo-4Zr (Ti-3-8-6-4-4 or 8-C) that can be rationalized in the same manner. Boyer et al. (4) also found that thicker grain boundary a in Ti-15-3 castings resulted in reduced ductility.
78

Figure 2. Schematic Illustration of Why It Is Geometrically Easier for Intergranular Crack Propagation to Occur In (A) Small Grained
Material Than It Is In (8) Larger Grained Material
The influence of the strength differential, between the intragranular a phase and aged 8 matrix on fracture behavior, was studied by Margolin and Pak (5) in Ti-10V-2Fe-3Al (Ti-10-2-3) with two microstructures and at two strength levels. They found that as the difference in the hardness between the two phases increased void formation at the beginning of tensile failure occurred more readily. Conversely, as the strength of the a and B phases become more nearly equal, the a phase offers little resistance to propagation of slip in the 8 phase. In this case, a phase spacing has no important influence on ductility and void nucleation becomes more difficult. Because of the importance of grain boundary a in determining the fracture and ductility properties of 8 alloys, ,considerable work has been done to control this microstructural feature (6-10).
Table I. Tensile Properties of Beta-21S at Two Strength Levels, Before and After Thermal Exposure at 593° C (After Ref. 2)
Condition
Low Strength
High Strength
Exposure Time UTS TYS-. hours MPa MPa
0 908 836 960 924 877
2000 951 855 0
1500 3500
1186 1007
*
1096 951 945
* The specimen failed just beyond yield with no ductility
Thennomechanical Treatments
Elongation %
16.5 12.0 6.0
10.0 1.0
0
The classical low plus high temperature two-step agiilg process typically is used to produce uniformly dispersed intragranular a precipitation for maximum strength and ductility. Using this approach on Ti-3-8-6-4-4 Gregory and Wagner (11) reported a' direct correlation between ductility and toughness (Figure 3). In this case variations were intrinsic, not dependent upon a crack tip deflection mechanism. These results are counter to the usual inverse relationship between toughness and ductility in Titanium alloys as exemplified by the work of Boyer and Kuhlman (12). In their work on Ti-10-2-3 primary a morphology was an important variable which influenced crack tip deflection and the resultant extrinsic influence on toughness. This clearly illustrates the need to consider both intrinsic and extrinsic effects on fracture toughness. Gregory and Wagner showed improvements in both toughness and ductility at a given strength level using a double-age as opposed to a single-step age.
In contrast to approaches using low temperature initial aging to provide nuclbation sites, Niwa et al. (9), supported by Ito (13), demonstrated improvements in ductility of Ti-15-3 by first performing a high temperature age on heavily deformed material to affect a state of partial recovery and then using the resultant dislocation network as nucleation sites for further a precipitation to strengthen the matrix. Figure 4 shows Niwa's results, indicating improved ductility over a range of strength levels, by high, then low temperature aging of initially cold worked material, as compared to single step aging.
79

E 100 : ::E 80
..!! :i.:: 60
= ! ii 40 :I
~ ! 20 :I
~
80
c CWA 0 6
v ~ 0 •
~~· . :'1. ..
Aging CWDA Temp,K
• 823 • 873 • 923 • 973
10 20 30 40 50 60 70 0.8 1.2 1.6 2.0 2.4 Reduction of Area, o/O Ultimate Tensile Strength, GPa
Figure 3 (Left). Relationship Between Fracture Toughness (Kie> and Ductility as Assessed By Reduction of Area of 6-C (After Ref. 11)
Figure 4 (Right). Variation of the Relationship In Ti-15V-3Cr-3Al-3Sn Between Reduction of Area (RA) and Ultimate Tensile Strength With Aging Conditions (CWA: Aged Between 973 and 823°K After Cold Swaging. CWDA: Re-aged
80
at 673°K After CW A). The Straight Line Indicates the Relationship Between Reduction of Area and Ultimate Tensile Strength
Obtained By Aging After Solution Treatment (After Ref. 9)
e 0 Ti-10V-2Fe-3AI oo Ti-10V-2Fe-5Zr-3AI • 6 Ti-10V-2Fe-5Zr-3AI G) () Ti-11.SMMZr-4.SSn Y V Ti-11.SM<MiZr-4.SSn A A Ti-10V-2Fe-3Al
~ 60 • D Ti-10V-2Fe-3AI V • Ti-10V-2Fe-5Zr-3AI
m II Ti-11.SMMZr-4.SSn Ill ! c(
0 c 0 -u :I
i a:
40
20
0 • 500 1000 1500 2000
Tensile Strength, MPa
Figure S. Relationship Between Ductility (RA) and Yield Strength (YS) for Various 6 Alloys. Open Circles Indicate Samples Aged From 723 to 923°K
and Closed Circles Indicate Samples Aged From 573 to 673°K and. YS for Various 6 Alloys (After Ref. 14)
In the latter case of double aging to attain optimum combinations of ductility and toughness, the material must start with heavily cold worked microstructures, which are easily accomplished for sheet products but heavier articles such as plate and forgings offer significant challenges. The work of Gregory and Wagner (11) showed advantages for low-high duplex aging treatments in 8-C which represents a greater opportunity for heavier section sizes. Unfortunately, it too has drawbacks. Following 8 recrystallization, the cooling rate must be sufficiently rapid to avoid formation of significant grain boundary a . This critical cooling rate is a section size issue as well as an alloy stability issue. ·
Typically, for Titanium alloys, as strength is increased, ductility decreases as long as other variables are held constant. Niwa.et al.(9) show this in Figure 4 for Ti-15-3 and demonstrated ways to enhance the relationship by therrnomechanical working. Kawabe and Muneki (14), working with a number of metastable 8 alloys, show that there is both a grain size effect and an
80

intragranular aging precipitate effect on the strength-ductility relationship. Figure 5 summarizes this work where the upper bound of the plot is fonned by data from fine grain material and the lower bound is from large grain material. Data points under the lower boundary (Figure 5) come from large grain material aged to fonn very fine precipitates of a or w. The authors, contend that the upper bound could be extended, as indicated by the dashed line, if the B grain size were made even ~ finer. This offers a large potential advantage with microstructural refinement. They proposed a model which contends that as the grain size is reduced, the mode of tensile failure tends to become transgranular. Conversely, as the grain size is increased, lower energy intergranular failure becomes dominant. This logic is in conflict with Breslauer and Rosen (I), who showed that finer grain sizes result in a greater propensity for intergranular fracture. The differences between these two sets of observations may be related to the means used for obtaining the grain size variation. The latter (I) achieved grain size differences by different anneals or solution treaunents, which impart grain growth. The fonner (14) modified grain size using different thennomechanical treauncnts to reduce the grain size. Precipitation kinetics, affected by obvious factors such as differences in dislocation substructures, will be quite different between these two techniques. More subtle differences such as grain boundary impurity distribution, which could be important in detennining the nature of the grain boundary precipitates, could also differ between these two methods, which could affect the properties. The degree and sense of the grain size effect on properties appears to be highly dependent upon aging conditions, the presence of grain boundary a and perhaps on other features derived from the specific thennomechanical processing applied.
Strength, Ductility and Toughness of Alpha-Beta Alloys Microstructural control of a1B alloys has been practiced for many years and proceedings of the previous six International Titanium Conferences contain many exemplary reports on these activities. A recent review by Kuhlman (15) provides an excellent compilation of the effects of microstructure on strength, ductility and toughness of a1B and B alloys, emphasizing effects of unifonn microstructures. More recent work by Combres and Champin (16) has shown benefits by the use of an inhomogeneous microstructure. By introducing a ''necklace" (Figure 6) microstructure in lieu of monolithic a at prior B grain boundaries, the authors report increases in strength and possibly ductility while maintaining the same toughness. Results for Corona 5 (Ti-4.5Al-5Mo-l.5Cr), and a new age hardenable alloy, B-CEZ (Ti-5Al-2Sn-4Zr-4Mo-2Cr-1Fe), are shown in Table II. This necklace structure is accomplished by three steps: 1) refine B grain size in the usual way by recrystallizing a highly worked structure, 2) induce nucleation of a, and 3) defonn and break up the a phase as it precipitates at the B grain boundaries.
Nagai et al.(17) studied composition effects on cryogenic and room temperature properties of Ti-6Al-4V forgings and rolled plate. Their findings lead to the conclusion that oxygen, at very low levels, down to 0.054% oxygen, provides the alloy with reasonable ductility at temperatures as low as 4"K, while maintaining high fracture toughness. Higher temperature tests show little effect of oxygen on toughness at levels up to 0.135% oxygen (Figure 7).
~ 100 ca
CL :I! 80 wi Ill • 60 c ~ ICll :s 40
{?. I! 20 :s u I! II. 0
20µm 100
o 0.054"/o Oxygen D 0.104"/o Oxygen 6. 0.135"/o Oxygen
200 300 Test Temperature, K
Figure 6 (Left). 6-CEZ Microstructure Exhibiting a Fine a Phase Necklace at the Prior 6 Grains Boundaries (Arter Ref 16)
Figure 7 (Right). Temperature and Oxygen Content Dependence of Fracture Toughness K1c(J) of Ti-6Al-4V (After Ref. 17)
81

Table U. Advantage for 6-CEZ and Corona 5, of the Necklace Microstructure (After Ref. 16)
Alloy 6-CEZ
Corona 5
Processing Conventional Necklace Micro Conventional Necklace Micro
0.2% YS UTS Elongation Kic MPa MPa % MPa ;,;m
1111 1215 8.4 74 1287 1346 10 73 761 854 19.5 145 860 935 20 144
Tensile and Creep Properties of Near Alpha Alloys
Strength and Ductility
1n a recent series of papers, (18-20) Sridhar and Sanna worked with IMI 829 (Ti-6.1Al-3.2Zr-3.3Sn-1Nb-0.5Mo-0.32Si) to identify the mechanisms for reduced ductility occurring with certain heat treatments. All of their work featured 6 heat treated microstructures cooled at various rates, followed by aging for 24 hours at temperatures between 625 and 959°C. They found that aging of more rapidly quenched structures produced a dramatic reduction in room temperature ductility; the debit diminishes with reduction in the severity of quenching and/or an increase in aging temperature. Although this reduced ductility is accompanied by higher strength, the authors attribute the lower ductility to the precipitation of silicides which, in tum, foster planar slip concentrations, resulting in faceted brittle fracture. They imply that the presence of 6 phase, with which the silicides are associated, reduces the detrimental effect of the planar slip on the resultant ductility. Photomicrographs reveal coarser silicides occurring concomitantly with growth of the 6 phase, both of which are associated with ductility increases.
Table ID comes from their work (19), and shows the influence of the silicide size on properties. It is not clear how the authors rationalize the effects of silicide size on ductility without making some attempt to explain the independent effects of yield strength (aged a or a'), the presence of some 6 phase and the size of the silicide precipitates.
Table ill. Age Temperature Effects on Room Temperature Ductility 1n Beta Heat Treated and Water Quenched IMI 829. (After Ref. 19)
24Hr Age Temp, ·c
25 625 700 800 950
0.2% YS RA Silicide Size MPa % (microns)* 886 19 None
1005 1 0.02 x .2 973 1 0.02 X .2 950 3 0.3 x 0.3 903 5 0.7 x 0.7
*The silicides are lenticular in shape after the 625 and the 700"C age but ellipSodal after higher age temperatures.
Summarizing these results in Table IV, the authors reported that silicides provide void initiation sites at a'/a' boundaries and a/6 boundaries and they are most detrimental in the absence of 6 phase. The presence of 6 phase somehow makes microvoid formation/coalescence more difficult
Table IV Microstructural Interaction With Fracture 1n Aged IMI 829 With Different Cooling Rates - Summary of Ref. 18-20
Treatment
WQ+Age OQ+Age
AC+Age
FC+Age
Fracture Site/Origin Observations
Brittle fracture on a'/a' interfaces with very fine silicide precipitates Brittle fracture on prior 6 grain boundaries associated with silicides as void nucleation sites. a/6 boundaries and prior 6 grain boundaries, with classical void formation. Mostly dimpled, transgranular fracture
WQ = water quench, OQ = oil quench, AC = air cool, FC = furnace cool
We would suggest that the improvement in ductility is probably more related to the presence of the 6 associated with the silicides than with the size of the silicides. The ductile 6 associated with the silicides would result in providing more strain accommodation between the matrix and the silicide, which'would improve the ductility.
82

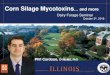
Hieh Temperature Prqoerties. a and a + 8 A!!Qys Onodera et al. (21) have studied the thermodynamics of the formation of ordered a2 in the Ti-AlSn-Zr system and found that the creep properties seem to correlate very well with the calculated volume fraction of a2 (Vai) in the alpha phase of this alloy system (Figure 8). B grain size and solid solution strengthening play a lesser role, at least at 550° and 600°C. Room temperature ductility appeared to be dramatically affected by the Vai. with a drastic drop occurring when Vai exceeds about 0.1 % for the furnace cooled samples. For more rapidly quenched and unexposed or unaged material, the authors' data suggest that higher Vai's could be tolerated.
o FC, LMP = 17.00 + 4.97 Va2 (C.C. - 0.96) 400 20 e STA, LMP = 16.74 + 3.81 V a
2 (C.C. - 0.93) soo•c
19
a. 18 :I!
16
0
LMP = 10-3T(20 +log t) t: time (h) to 0.2% creep strain at 274 MPa T:, test temperature, K
0.1 0.2 0.3 0.4 0.5 Calculated Va 2
350
Ti-1100(TMT)
so ________ __. ___ _.
10 100 1,000 10,000 Time to Rupture, Hours
Figure 8 (Left). Correlations Between Larson~Miller Parameter (LMP) for Time (Hour) to 0.2% Creep Strain and the Calculated Va2 (at 873 K) for Ti-Al-Sn-Zr
. Alloys With a Range of Compositions (After Ref. 21)
Figure 9 (Right). Stress/Rupture Curves Comparing Ti-1100 and IMI 834 Which Have Been Swaged, Solution Treated at 40°C Above and Below the 8
Transus, and Aged at 600°C for 4 Hours (After Ref. 22)
4
CllE
~ E 3 c ii ~2 &. m 'i ;: 1
-e IMl834 ·• Ti-1100
700° c
o~Ei;;:~;;;::;::::::::::::;!soo~·~c~ 20 40 60 80 100
Time, Hours
Figure 10. Oxidation Weight Gain Curves of Ti-1100 and IMI 834 Determined at 600°C, 700°C and 800°C in Laboratory Air (After Ref. 22)
Peters et al. (22), as part of their studies on two emerging high temperature Titanium alloys, Ti-1100 (Ti-6Al-2.7Sn-4Zr-.4Mo-.45Si) and IMI 834 (Ti-5.8Al-4Sn-3.5Zr-.7Nb-.5Mo-.35Si.06C), tried to achieve a wide range of microstructures in both alloys. They were partially
83

successful, and, after rationalizing the differences in the starting material conditions, they reported little to separate the two alloys from the standpoint of 600°C creep behavior (Figure 9), but the oxidation behavior of the IMI 834 alloy at 800°C appeared to be significantly better, as shown in Figure I 0. Hence, when considering the use of a conventional Titanium alloy with occasional temperature excursions above 700°C, IMI 834 alloy may be preferred over Ti-1100 on this basis. Basically, they found that sub-transus solution treatments lead to lower room and elevated temperature strength, higher ductility and lower creep resistance in comparison to supra-transus heat treatments. Thennomechanical treatments (swaging), which provide microstructural refinement, improved the strength and ductility, while reducing creep resistance.
Fatigue
The relative role of microstructure and texture ori fatigue behavior of Ti-6Al-4V has been well documented by Wagner et al. (23). They used a 40 volume percent (v/o) primary a bi-modal microstructure as a baseline with variations in primary a si:ze and in secondary a characteristics by virtue of cooling rate from a lower, second solution treatment temperature. Included also was a B heat treated and annealed microstructure for comparison. In addition, they incorporated unidirectionally rolled and cross rolled alloy plate with quite different textures. Key to their findings was that so long as the primary a was small, variations in it's sire had little effect on low cycle fatigue (LCF). Similarly, moderate variations in texture had little effect on LCF. They did, however, find a large effect of quench rate, which affects the fineness of the secondary a, on the LCF behavior of the bi-modal microstructures, Figure 11. It was also shown, that the lamellar B heat treated microstructure results in an LCF debit relative to the bi-modal microstructures (Figure 12). Tests in the low crack growth rate region, using small cracks in electropolished specimens, resulted in a significantly lower growth rate for the bi-modal microstructures, Figure 13. This is in contrast to the conventional wisdom that fatigue cracks grow less rapidly in coarse lamellar microstructures. This observation is likely to be an example of the differences in behavior between small and large cracks pointed out by several investigators and recently summari:zed in Ref. 24.
• CL :ii ->C • toE
950 950
~:i.wo c ~~ WO 900
850
800
103
40%ap \ ~ 10µm R:0.1 A _. f:0.3 Hz RT
104 Cycles
900
- 850
J Ti-6Al-4V 800 R = 0.1, 0.3 Hz
RT
10 4
Cycles
Figure 11 (Left). Effect of Cooling Rate on the LCF Behavior of the Bi-Modal Microstructures of Ti-6Al-4V (Arter Ref. 23)
Figure 12 (Right). Effect of Microstructure on the LCF Behavior of Ti-6Al-4V (Arter Ref. 23)
Ref. 23 also demonstrated that high cycle fatigue (HCF) performance, as with LCF, exhibited differences associated with cooling rate; the more rapidly cooled structures having greater lives (Ref. 23). While the finer secondary a seemed to have a significant effect, the range of primary a si:ze between 10 and 40 microns appears to have little effect, just as in the LCF case. All this leads to the conclusion that finer secondary a either makes crack initiation more difficult or it is more effective at inhibiting the growth of small cracks. There appears to be a strong effect of texture on HCF, more so than for LCF, leading to the conclusion that the primary a (which is the primary source of the texture) contribution to HCF life comes from its influence on crack nucleation. The secondary a, not being strongly textured, contributes less to the crack nucleation in HCF, but its coarseness, related to the aging temperature and cooling rate from the solution treatment, does influence the early crack propagation between the nucleated sites on primary a particles. Hence small-crack propagation, a major portion of HCF life, is greatly influenced by the secondary a characteristics. Their fatigue results are summarized in Figures 14 and 15. Unidirectional rolling provided slightly better HCF properties regardless of cooling rate in their study.
84

.g :I :!! II a.a. E:& c . II II ! 0 en
J!
f z i
10-6
-7 10
104
-9 10
/
2c,µm 20 50 100 5001000
r TI-6Al-4V R:0.1,0.3Hz RT
"
2 3 4 5 10 20 30 50 4K, MPa.Jm
Figure~13. da/dN-4K Curves or Mlcrocracks In Tl-6Al-4V (Erfect or Mlcrostructure) (Arter Ref. 23)
700 B/AC
~~·c 600 40%ap µm
500 c 400
10 4 10 5 10 6 10 7 10 4 10 5 10 6 10 7 Cycles to Failure
Unidirectionally Rolled at 875°C Cross Rolled at 940°C Figure 14. Errect of Cooling Rate on the HCF Behavior of the Bi-Modal /
Mlcrostructures or Tl-6Al-4V (R= -1, r=SO Hz, RT) (After Ref. 23) I
Near threshold large crack fatigue crack growth behavior of Ti-6Al-4V as a function of the variants or orientations of transfonned B microstructures was reported by Ravichadran (25). His primary conclusion was that the controlling microstructural unit is the a colony in rapidly cooled structures, while it is the a lath width in relatively slowly cooled microstructures. He further extended this argument to say that the near threshold fatigue crack growth parameters, 4Kth and 4Keff,th increase with the si:ze of the microstructural unit and attributes this observation to its interaction with the crack tip plastic zone, Figure 16. This interaction is most effective as the size of the controlling microstructural unit approaches the plastic zone size. Note that as the crack grows in the same microstructure, the controlling microstructural element may change as the crack tip plastic zone increases. Hence, interpretation of crack growth properties by microstructural relationships must be done with this in mind.
Nagai et al. (17) demonstrated in Ti-6Al-4V with bi-modal and lamellar microstructures, that the fineness of the microstructure must be looked at carefully. Their very fine microstructure was associated with a micro-texture. This micro-texture resulted in an increased slip length as the similarly aligned, but separate, small, equiaxed a presented a common slip path within a "texture zone". In this case the controlling microstructural unit is likely to be the micro-texture zone.
Peters et al. (22) observed in their study of IMI 834 and Ti-1100 that, to maximize HCF perfonnance, one wants to obtain an optimum ·amount of equiaxed primary a (a study of their photomicrographs indicated the optimum amount was in the range of 40-50%, in agreement with the results of Ref. 23 for Ti-6Al-4V). The effect of B versus a/8 heat treatments is dramatically demonstrated at 400°C in Figure 17 for Ti-1100. In the higher stress region of the HCF curve, where crack growth is an increasing portion of the total life, lamellar microstructures were seen to be slightly superior. The benefits of thennomechanical treatment are also obvious in the same figure and are more significant for HCF.
85

CD 900
CRM~"C 'g
:;J Cll
CR-C~ == Q. 800 Q.:e
e UR875°C E . CIC M ., Cll 700 B/AC • e B/AC ., E 40"/o exp 40o/o exp ! t:> iii 600 10µm • 10µm
10 4 10 5 10 6 10 7 10 4 10 5 10 6 10 7 Cycles to Fallure
Air Cool Water Quench Figure 15. Effect of Deformation Treatment on the HCF Behavior of the BiModal Microstructures of Ti-6Al-4V (R= 0.1, f=80 Hz, RT) (After Ref. 23)
6 ... ~Kth
5 ..... • ~4 Cll
!i 3
2
& ~ :·• .....
~---""-lllL-------i-a K cl, th 1._ __ _.. ___ ....._ ___ ....._ ___ ..._ __ __.
0 10 20 30 40 so Controlling Microstructual Unit Size, µm
Figure 16. The Variation of Threshold Fatigue Crack Growth Parameters of Ti-6Al-4V as a Function of the Controlling Microstructural
:. 900 :I! : 800
! 700 iii ~ 600 ii E 500 RT
Units (After Ref. 25)
Tl-1100 (SHl) Ti-1100 (SHl) 9940° c •9SO° c •980° c •1060° c
Ti-1100 (SHT) •980° c •1060° c
~ ... 10.._4_1 __ 0_5_1_0_6-10 ... 7_1_.0 8 10 4 10 5 10 6 10 7 10 8 10 4 10 5 10 6 10 7 10 8
A B Cycles to Failure C
Test conditions for each curve: R = -1, f = 100± 10 Hz, laboratory air Figure 17. HCF Properties of Ti-1100 as a Function of (A) Variation of Primary
ex Content, (B) B vs a/B Heat Treatment (8t = 1020°C) and (C) Effect of Swaging Prior to Heat Treatment. Shaded Band Indicates No TMT.
(All Specimens Aged 8 Hours at 600°C) (After Ref. 22) Gregory and Wagner (11) studied the fatigue behavior of the Ti-3-8-6-4-4 as a function of strength of solution treated, single-step and duplex-aged conditions. In the solution treated and single-aged conditions, the endurance limit was about one half of the UTS, Figure 18. Duplex-aging provided a fatigue benefit as seen in Figure 19. Despite the higher strength of the single-step aged material, the run-out stress is higher for the duplex-aged material. The single-aged material aged inhomogeneously, resulting in intragranular precipitate free zones. The authors felt that these "soft" regions provided easier crack nucleation sites than the aged matrix, detracting from the fatigue strength. Gregory and Wagner (II) and Krogmann and Gregory (26) showed that there is very little influence of a aged microstructures on fatigue crack growth rates in Ti-3-8-6-4-4. However, the (J)
aged structure, which is otherwise of little interest, exhibits significantly lower crack growth rates (11). Figure 20 illustrates these effects which are in qualitative agreement with earlier work on Ti-10-2-3 (7).
86

• Q.
:IE ia
I:)
• ,, :e iS.. E c Ill Ill e ;;;
016 Hours 500° C D16 Hours 530° C c 4 Hours 440° c + •16 Hours 540° C •as-SHT 16 Hours S60°C
800
600
400
• 800 e 16 Hours 560°C Q.
:IE ia
I:) 700 • ,,
~ iS.. E 600 < Ill Ill
~ 500 10
4 10 5 10 6
10 7 UI
10 4 10 5 10 6
Cycles to Failure Cycles to Failure
Figure 18 (Left). S-N Curves at RT of 8-C at R= -1, f=SO Hz, Comparing as-SHT and Single Aged Conditions (After Ref. 11)
10 7
Figure 19 (Right). S-N Curves of 8-C at R= -1, f=SO Hz, Comparing Single and Two Step Aging Treatments. Numbers In Parentheses Are Tensile Strengths
(After Ref. 11)
10-6
•waged • a aged one step cas-SHT o a aged two step
2 3 4 5 10 20 30 ~K.MPa-/m
Figure 20 (Left). da/dN-~K Curves for for as-SHT, a Aged, and w Aged 8-C Tested In Air at 10 Hz, Load Ratio = 0.1 (After Ref. 11)
Figure 21 (Right). SEM Fractograph of Grain Boundary a Initiation of HCF Specimen of Cast Ti-15-3 (Arter Ref. 4)
Boyer et al. (4) studied fatigue of cast Ti-15-3 heat treated to about 1170 MPa tensile strength. A significant variation in ductility was observed as a function of cast section thickness. The cooling rate from the IBP cycle or a solution treatment would be slower with heavy sections, increasing the grain size and width of the grain boundary a, which in tum reduces ductility. Ductility varied from about 1 to 12% elongation. Neither the smooth nor the notched high cycle fatigue perfonnance, despite the large range of tensile ductility, was affected by the range of beta grain sizes and grain boundary a thicknesses investigated. In most cases the fatigue crack initiation site was associated with grain boundary a as shown in Figure 21, implying that this phase is less resistant to defonnation than the aged matrix. Grain boundary a therefore suffers a disproportionate share of the plastic strain imposed during the fatigue cycle causing it to be an initiation site. The range of structures investigated was evidently insufficient to promote alternate initiation mechanisms. Because the load controlled fatigue test induced less strain/cycle than the tensile failure strain for any of the microstructures studied, the HCF strength of the material was not affected by those features which influence tensile ductility such as grain boundary a thickness.
87

Summary The increased interest in metastable B Titanium alloys has spawned a number of detailed studies relating processing, microstructure and properties. This class of alloys offers a wide variety of static property combinations by control of microstructure through thennal and thennomechanical processing. However, control of dynamic properties, primarily crack growth rate,by microstructural manipulation remains elusive. It can be said, however, that because of this insensitivity, the crack growth rate of defect free metastable B alloys are more predictable, not as subject to variations in processing as are the other classes of Titanium alloys. Properties of near-a and a/B Titanium alloys, on the other hand, are very sensitive to microstructural variations. Progress has been made towards an improved understanding of the specific role played by the various microstructural features in detennining both static and dynamic properties. In concert with this, methods of reliably controlling microstructures are rapidly evolving into feasible production practices with a solid foundation of understanding.
References I . E. Breslauer and A. Rosen. "Relalionship Between Microsttuewre and Mechanical Properties In Metastable 6
' Titanium 15-3 Alloy," Material. Sci. & Tech., 7 (1991), 441-446 2. WM. Parris and P. J. Bania. "Oxygen Effects on the Mechanical Properties ofTIMETAL-21S," Proceedings of this Conference 3. G. A. Bella, eta!., Miaostructure Property Relationships in Titanium Aluminides and Alloys, {Warreodale. PA: TMS, 1991), 493 . 4. R.R. Boyer et al., ibid, 511 5. H.A. Margolin and Sung Pak, "Void Formation and Void Growth in 1i-IOV-2Fe-3Al, ·Proceedings of This Coofereoce 6. M. Ninomi and T. Kobayashi, "Toughness and Sirength ofMiaostructurally Conttolled Titanium Alloys (Review)", ISU lmematiooal., 31 (1991), 848-85 7. T.W. Duerig and J.C. Williams, Beta Titanium Alloys in the 1980's, {Warrendale, PA: TMS 1983) 19 8. M. Okada. "SlreDgthening of1i-15V-3Cr-3Al-3Sn by Thermo-Mechanical Treatments," ISU International, 31 (1991). 834-839 9. N. Niwa, et al., "Mechanical Properties of Cold-Worlced and High-Low Temperawre Duplex Aged 1i-15V-3Cr-3AI-3Sn Alloy", ibid.,856-862 10. G. T. Terliode, T. W. Duerig andJ. C. Williams,'litanium '80 Science and Technology, {Warrendale, PA; TMS,1983) 1571 11. J. K. Gregory and L. Wagner, "Heat Treatment and Meclianical Behavior in Beta-C." Proceedings of the Seventh International Meeting on Titanium. Turin, Italy, In Print 12. R. R Boyer and G. W. Kublmao, "Processing Properties Relationships of 1i-IOV-2Fe-3Al," Met. Trans. A. ISA (1987), 2095-2103 13. K. Ito, Privare Communication with the Author, University of Tokyo, Japan, June 23, '1991 14. Y. Kawabe and S. Muoeki, "Strengthening and Toughening oflitanium Alloys (Review)," ISU International., 31 (1991), 785-791 15. G. W. Kuhlman, Miaostructure Property Relationships in Titanium Aluminides and Alloys, {Warreodale, PA:TMS, 1991) 465 16. Y. Combres and B. Cbampin, "Titanium Alloys Processing: Stare of Art and Perspectives," Mat et Tech., (1991) 31-41 17. K. Nagai, et al., "Cryogenic Mechanical Properties of 1i-6AI-4V With Three Levels of Oxygen Content,• !SU International., 31 (1991), 882-889 18. G. Sridbar and D.S. Sarma. "Structureand Properties of a Near-a Titanium Alloy after 6 Solution Treallllent and Aging at 625°C," Met Trans A.19A, (1988), 3025-3033 19. G. Sridbar and D.S. Sanna, "Structure and Properties of a 6 Solution Treated, Quenched, and Aged Si-Bearing Near a Titanium Alloy," Met Trans A. (1989), 55-62 20. G. Sridbar and D.S. Sarma. "On the Influence ofMiaosttucture on the Room Temperature Deformation Behavior of a Near-a Titanium Alloy," Met Trans A. 22A (1991), 1122-1125 21. H. Ooodera, et al., "Creep Properties of a + a 2 High Temperature Titanium Alloys Designed by the Aid of Thermodynamics." !SU International., 31 (1991), 875-881 . 22. Peters, et al., Microstruewre Property Relationships in Titanium Aluminides and Alloys, {Warrendale, PA:TMS, 1991), 533-548 23. L. Wagner, G. Lutjering and R.I. Jaffee, ibid., 521-531 24. J .A. Hall, "Fatigue Crack Initiation in Titanium Alloys," (Paper presented Sixth Cllina National Titanium Conference, Xian, Sbaanxi, China. 17-21 Sept, 1987) 25. K.S. Ravicbadran, "Near Threshold Fatigue Crack Growth Behavior of a Titanium Alloy: Ti-6Al-4 V," Acta Met., 39 (1991), 401-410 26. H.-E. Krogmann and J.K. Gregory, "Microstructme and Crack Propagation in 1i-3Al-8V-6Cr-4Mo-4Z.C," Miaostrueture Property Relalionships in Titanium Aluminides and Alloys, {Warrendale, PA:TMS, 1991) 549-561
88