Embed Size (px)
Citation preview

International Journal of Applied Engineering Research ISSN 0973-4562 Volume 12, Number 14 (2017) pp. 4675-4686
© Research India Publications. http://www.ripublication.com
4675
Microstructural Characteristics and Mechanical Properties of Heat Treated
High-Cr White Cast Iron Alloys
Kh. Abdel-Aziz 1a, M. El-Shennawy 1b* and Adel A. Omar 1c
1 Taif University, Engineering College, Mechanical Engineering Department, Taif, Post Code 888, KSA. a On leave from Zagazig University, Faculty of Engineering, Materials Engineering Department, Zagazig, Egypt.
b On leave from Helwan University, Faculty of Engineering, Mechanical Engineering Department, Helwan, Egypt. c On leave from Benha University, Faculty of Engineering, Mechanical Engineering Department, Benha, Egypt.
Abstract
High Cr white cast irons are an important class of wear
resistant materials currently used in a variety of applications
that requires high wear resistance and reasonable toughness.
The outstanding performance of these alloys is due to the
presence of large amounts of chromium carbides which
exhibit high hardness. The size, type and morphology of these
carbides control the wear resistance and toughness. The
microstructural characteristics of these alloys, and
consequently their wear resistance, can be extensively
changed by varying the chemical composition or the
solidification rate or by specific heat treatment after casting.
Heat treatments for all high-Cr WCI alloys are essential to
change their microstructure and therefore, to improve their
wear resistance to suit the individual application requirements.
Changing in chemical composition and heat treatment carried
out to this alloy related to microstructural characteristics and
mechanical properties of high Cr white cast iron alloys are
oresented.
Keywords: High-Cr WCI alloys, microstructural
characterization, abrasive wear resistance, alloying additions,
heat treatment, mechanical properties.
INTRODUCTION
The high alloy white irons are primarily used for abrasion
resistant applications and are readily cast in the shape needed
in machinery used for crushing, grinding and general handling
of the abrasive materials. The presence of M7C3 eutectic
carbides in the microstructure provides high hardness needed
for abrasion resistant applications. The metallic matrix
supporting the carbide phase in these irons can be adjusted by
the alloy content and heat treatment to develop the proper
balance between resistance to abrasion and toughness. All
high alloy white irons contain chromium to prevent the
formation of graphite on solidification, stabilize the carbide
and to form chromium carbides which are harder than iron
ones. Most of them also contain nickel, molybdenum, copper
or combinations of these alloying elements in order to prevent
the formation of pearlite in the microstructure [1,2]. The
chromium-molybdenum white irons (class II of ASTM A532)
contain 11 to 23% Cr and up to 3% Mo and some Ni and
Cu and can be supplied; either as-cast with an austenitic or
austenitic-martensitic matrix, or heat treated with a
martensitic matrix microstructure for maximum abrasion
resistance and toughness. These irons provide the best
combination of toughness and abrasion resistance of all white
irons and are used in hard rock mining equipment, slurry
pumps, coal grinding mills, and brick molds [3].
MECHANICAL PROPERTIES AND APPLICATIONS
OF HIGH CR IRON ALLOYS
The tensile strength of pearlitic white irons normally ranges
from about 205 MPa for high-carbon grades to about 415 MPa
for low carbon grades. The tensile strength of martensitic
irons with M3C carbides ranges from about 345 to 415 MPa,
while high chromium irons, with their M7C3 type carbides,
usually have tensile strengths of 415 to 550 MPa [4]. Limited
data indicate that the yield strengths of white irons are about
90% of their tensile strengths. These data are extremely
sensitive to variations in specimen alignment during testing.
The elastic modulus of a white iron is considerably influenced
by its carbide structure [4]. An iron with M3C eutectic
carbides has a tensile modulus of 165 to 195 GPa, irrespective
of whether it is pearlitic or martensitic, while an iron with
M7C3 eutectic carbides has a modulus of 205 to 220 GPa.
MICROSTRUCTURAL CHARACTERISTICS OF HIGH
CR WHITE CAST IRONS
As-cast austenitic and pearlitic microstructures
High Cr white cast irons are ferrous alloys containing
chromium between 12 and 30%. It is well documented that the
microstructure of all hypoeutectic high Cr white iron alloys in
the as cast condition consists of a network of M7C3 eutectic

International Journal of Applied Engineering Research ISSN 0973-4562 Volume 12, Number 14 (2017) pp. 4675-4686
© Research India Publications. http://www.ripublication.com
4676
carbides in a matrix of austenite dendrites or its
transformation products [5-15]. The type, amount and
morphology of these eutectic carbides control wear resistance
and toughness [16]. There are four kinds of iron carbide
precipitate in high alloyed white cast iron according to the
contents of carbon and chromium [17,18]; (Fe, C)3C, (Fe,
Cr)7C3, (Fe, Cr)23C6 and (Fe, Cr)3C2. Other carbide forming
elements e.g. molybdenum, vanadium and manganese are
soluble in both M3C and M7C3 and may also give rise to other
hard carbides e.g. M2C and M6C [3]. Fig. 1 shows the
microstructure of high Cr alloyed white cast iron in the as-cast
state. The matrix structures can be pearlite, austenite, and
martensite or some combination of these [19]. The matrix in
alloy white cast irons in the as-cast state was primarily
austenite [20,21]. Austenitic structures are favored by [3];
faster cooling rates, high Cr/C ratio and nickel and
molybdenum.
Figure 1: High chromium iron microstructures in the as-cast; (a) with austenitic matrix microstructure, (b) With austenitic-
martensitic matrix microstructure. Both at 500X [19].
As-cast and heat treated martensitic microstructures
Martensitic structures can be obtained in as-cast, especially in
heavy section castings which cool slowly in the mold. With
slow cooling rates, austenite stabilization is incomplete and
partial transformation to martensite occurs. However, in these
alloys, martensite is mixed with large amounts of retained
austenite as shown in Fig. 1(b). To obtain maximum hardness
and abrasion resistance, full martensitic matrix structures must
be produced by full heat treatment. Martensitic matrix
microstructures with secondary carbides of heat-treated high
Cr white irons are shown in Fig. 2 [19]. All as-cast structures
contained patches of secondary carbides [6]. These secondary
carbides were precipitated during cooling in the baked sand
moulds and resulted in a local decrease of carbon content of
the matrix. Therefore, small amounts of martensite were
present in the predominantly austenitic structures of the as-
cast irons [6].
Figure 2: Microstructure of heat treated martensitic matrix microstructure illustrating fine secondary M7C3 carbides for;
(a) hypoeutectoid and (b) hypereutectoid high chromium irons. Both at 500X [19].
(b) (a)
(a) (b)

International Journal of Applied Engineering Research ISSN 0973-4562 Volume 12, Number 14 (2017) pp. 4675-4686
© Research India Publications. http://www.ripublication.com
4677
ABRASIVE WEAR BEHAVIOR OF HIGH CR WHITE
CAST IRONS
In the abrasion wear process, the hard body may be fractured,
and the softer surface will be cracked and/or deformed, and
the material will be removed from the surface resulting in a
measurable volume loss [2,6,22]. Bulk hardness
measurements obtained for the modified HCCI alloys series
being studied are shown in Fig. 3. The variations in wear
resistance of the alloys are mainly caused by the changes in
hardness resulting from the introduction of fine carbides and
microstructure refinement [23]. The hardness of the abrasive
materials has a very strong influence on relative abrasion rates
[7]. For a harder abrasive material the abrasion resistance
increased with the material toughness, and for a softer
abrasive material the abrasion resistance increased with the
material hardness [24,25]. For a softer abrasive material the
abrasion resistance increased with carbide volume fraction but
decreased significantly with a hard abrasive material [26,27].
The as-cast structure of high Cr cast irons containing 1.7%
Mo with mostly austenitic matrix achieved the hardness of 38-
45 HRC [28]. Asensio et al [29] stated that the abrasion
resistance increased by increasing the carbon content, and the
impact toughness impaired by higher carbon levels. The
retained austenite contributed to work hardening under field
applications [30,31]. Yongxin et al [32] reported that with the
increase of Cr content, fracture toughness of M2B increases
first and then decreases.
Hardness of the materials increased with increasing the
carbide volume fraction for the austenitic and martensitic
structures [25]. The abrasive wear loss decreased to a
minimum with increasing the carbide volume fraction up to
about 30%. Above 30% volume fraction of carbides the
abrasive wear loss increased with increasing in carbide
volume fraction. Fig. 4 shows the abrasive wear volume loss
and hardness of the irons as a function of the volume of
massive carbides of predominantly austenitic and martensitic
matrices [25]. The total percentage of carbides in the structure
as a function of the carbon and chromium content can be
estimated by the following equation [33]:
Total % carbides = 12.3 × % C + 0.55 × % Cr – 15.2 (1)
Figure 3: Bulk hardness measurements obtained for the modified HCCI alloys series being studied [23].
The mean weight loss of the tested alloys increased with
increasing the volume fraction of the network eutectic
carbides [34]. The carbide morphology had a pronounced
influence on the wear and fracture behavior of high chromium
white irons [8]. Hypereutectic alloys are characterized by the
presence of hexagonal and primary carbides [8]. For the high
Cr white cast irons the hardness provided a good indication of
the volume wear rate [35]. Sare and Arnold [36] stated that
there was a poor correlation between high stress abrasion
weight loss and material hardness for matrix produced by
changes in the austenitizing temperature.

International Journal of Applied Engineering Research ISSN 0973-4562 Volume 12, Number 14 (2017) pp. 4675-4686
© Research India Publications. http://www.ripublication.com
4678
Figure 4: The abrasive wear volume loss and hardness as a function of volume of massive carbides; (a) austenitic irons,
(b) martensitic irons (heat treated at 900 oC for 5 hours, air cooled) [25].
EFFECT OF CHEMICAL COMPOSITION ON
MICROSTRUCTURE AND MECHANICAL
PROPERTIES
In many previous studies [37-39], the type and form of
eutectic carbides change from M3C to M7C3 with increasing
Cr content. In unalloyed or low Cr white cast irons containing
below 5% Cr and up to 2% C, the eutectic carbides of the
M3C type in a continuous ledeburitic form (with hardness of
HV= 1000) are present. At 8-10% Cr, the eutectic carbides
become less continuous and fracture resistance is improved.
But above 10% Cr, the form of eutectic carbides changes to
the discontinuous M7C3 type (with hardness of HV=1200-
1800). Chromium addition strongly favours the formation of
carbides during iron solidification and pearlitic matrix
formation during the eutectoid transformation specially in the
absence of alloying additions [40,41]. In the range from 9.5 to
15% of chromium content, carbides type (Cr, Fe)7C3 appears,
and above 30% chromium carbides type (Cr, Fe)23C6 solidifies
[38]. Considering the balance between the wear resistance and
toughness, the amount of eutectic carbides should be
controlled with about 35% volume fraction [10], but
according to Gahr and Eldis [25], it should be controlled with
about 30% volume fraction. But Qian and Chaochaang [34]
reported that the favorable volume fraction of the eutectic
carbides in low alloy white cast irons for impact abrasion use
should be around 10%. The addition of hard inoculants as
mixture of Ti–B–W to a high Cr white cast iron resulted in a
structure containing hard carbide particulates distributed
homogeneously in microstructure [42]. The eutectic M6C, rich
in Mo with a “fish-bone” structure, was present in the irons
with 24-28 wt.% Cr and 3-9 wt.% Mo, together with typical
eutectic M7C3 [43]. At up to 10 wt.% Mo in 20 wt.% Cr (Cr/C
ratio of about 7), Mo2C was observed as a finely dispersed
eutectic in the final stage of solidification [43]. The additions
of RE, V, Ti and B into high Cr cast iron containing 3 wt.%
Mo can refine the microstructure, reduce coarse columnar
crystals and make the carbide smaller and uniform [44]. Fig. 5
shows the impact toughness and weight loss curves of high Cr
iron alloys with different contents of RE, respectively.
Figure 5(a) Impact toughness of the high chromium iron alloys with different contents of RE; (b) Weight loss curves for the high
Cr iron alloys with different contents of RE in heat-treated conditions [44].
(a
) (b)
(a)
(b)

International Journal of Applied Engineering Research ISSN 0973-4562 Volume 12, Number 14 (2017) pp. 4675-4686
© Research India Publications. http://www.ripublication.com
4679
Alloying element distributions in the matrix and the carbide of
high Cr cast iron modified RE, V, Ti, and B by the energy
spectrum analysis are shown in Fig. 6 [44]. Imurai et al [45]
studied the effects of Mo on microstructure of as-cast 28 wt.%
Cr-2.6 wt.% C-(0-10) wt.% Mo irons. They pointed out that
the iron with about 10 wt.% Mo was eutectic/peritectic,
whereas the others with less Mo content were hypoeutectic.
Mo addition promoted the formation of M23C6 and M6C
[43,45]. At 1 wt.% Mo content, multiple eutectic carbides
including M7C3, M23C6 and M6C were observed. Mo addition
increased Vickers macro-hardness of the irons from 495 to
674 HV30. Mo dissolved in austenite and increased the
hardness by solid solution strengthening [46].
Wear performance of high Cr-Mo irons depends on the type,
morphology, amount and distribution of hard eutectic and
other carbides in the microstructure, and also on the nature of
the supporting matrix [5,26,47]. Multicomponent Cr-Mo
white cast irons with reduced C and Cr levels and additions of
other strong carbide-forming elements such as W, V and Nb
have been developed as wear resistant materials for special
applications [18,48]. Their microstructures contain relatively
discontinuous networks of hard alloy eutectic carbides giving
improved wear resistance, fracture toughness and thermal
fatigue resistance [49]. Fig. 7 outlines the chemical
compositions and the Cr/C ratios of Mo-containing, high Cr
cast irons investigated in previous studies, plotted on the
liquidus surface developed by Jackson [50] and subsequently
revised by Thorpe and Chico [51]. A high Cr cast iron with
Cr/C ratio of 7 has been studied by Ikeda et al [10] and by
adding 1 wt.% Mo, M2C was found. On the other hand,
addition of 1 wt.% Mo to as-cast Cr iron containing 20 wt.%
Cr (Cr/C ratio of 8) [52] and to Cr iron containing 16 wt.% Cr
(Cr/C ratio of 6) [53] did not significantly change the structure
of the alloys in their as-cast state. The addition of
molybdenum to high chromium cast iron led to the formation
of Mo2C that crystallized in a finely dispersed form as eutectic
in the final stage of solidification [10]. By increasing the
vanadium content in an alloy, the structure became finer and
the volume fraction of eutectic M7C6 and V6C5 carbides
increased, and the morphology of eutectic colonies changed
[54].
Figure 6: Energy spectra of the matrix and the carbide of high chromium cast iron modified with 0.8% RE, 0.4% V, 0.3% Ti, and
0.1% B: (a) matrix; (b) carbide [44].

International Journal of Applied Engineering Research ISSN 0973-4562 Volume 12, Number 14 (2017) pp. 4675-4686
© Research India Publications. http://www.ripublication.com
4680
Niobium addition to high Cr white iron increased its wear
resistance because of niobium formed very hard carbides
(NbC) of hardness around HV 2400 and niobium dissolved in
the matrix and increased the matrix microhardness from HV
693 at 0% Nb to HV 899 at 3.47% Nb [55,56]. The addition
of small amount of boron modified the morphology of eutectic
carbides [57,58]. Therefore, boron addition resulted in an
increase in the abrasion wear resistance.
EFFECT OF HEAT TREATMENT ON
MICROSTRUCTURE AND MECHANICAL
PROPERTIES
The role of the matrix surrounding the eutectic carbides is to
provide a sufficient mechanical support to prevent their
cracking, deformation and spalling [21]. The matrix may be
extensively altered through the destabilization and subcritical
heat treatments commonly. The main objectives of the
destabilization heat treatment is the precipitation of secondary
carbides and transformation of the primary austenitic matrix
to martensite. The destabilization heat treatments are usually
performed in the range of 800-1100oC, for 1-6 hrs. [59-61].
The matrix in the microstructure of high-Cr WCI after
destabilization treatment is generally composed of martensite
and retained austenite. Destabilization heat treatment of high
Cr cast irons normally consists of heating to a high
temperature or austenitizing, air quenching and tempering [7].
The successful heat treatment produces austenite
destabilization by precipitation of fine secondary M7C3
carbides within the austenite matrix. Class II irons containing
12 to 23% Cr are austenitized in the temperature range 950 to
1010 °C [62]. It is necessary to ensure that the soaking time is
sufficient to ensure a complete secondary carbide
precipitation. Typical continuous cooling transformation
(CCT) diagram illustrating the hardenability in an alloy for
class II are presented in Fig.8 [62]. Air quenching of the
castings from the austenitizing temperature to below the
pearlite temperature range is highly recommended.
Figure 7: Chemical composition and the Cr/C ratio of Mo containing high chromium cast irons investigated in previous studies
[10,47] and plotted on the Fe–C–Cr liquidus surface [50,51].

International Journal of Applied Engineering Research ISSN 0973-4562 Volume 12, Number 14 (2017) pp. 4675-4686
© Research India Publications. http://www.ripublication.com
4681
Figure 8: Continuous-cooling transformation diagram for high Cr white cast irons (Class II) [62].
Effect of destabilization heat treatment
High chromium white cast irons must be heat treated to
develop the full hardness and maximum wear resistance. The
destabilization (hardening) heat treatment is used with high Cr
and Cr-Mo white cast irons to transform the as-cast austenitic
or pearlitic matrix structures to martensite [36,37,60-63].
Better wear resistance was obtained for the alloyed heat
treated iron compared with that of the as-cast and unalloyed
irons [63]. The responsible for such better wear behavior is
the strengthening of the matrix by the MC carbides plus the
precipitation of secondary M7C3 carbides and the partial
transformation of matrix from austenite to martensite after
heat treatment. Fig. 9 shows specific wear rate against applied
load for the high chromium white irons.
Figure 9: Specific wear rate against applied load for the
investigated iron alloys [63].
As the austenitizing temperatures increased, the amount of
carbon dissolved in the austenite increased [54]. Decreasing
the austenitizing temperature from the optimum gave a lower
hardness due to the lower carbon martensite formed on
quenching. This temperature would generally lie in the range
950-1050 oC and would depend on the particular composition
of the alloy being treated. Hakan Gasan and Fatih Erturk [64]
reported that the morphologies of secondary carbides, the
crystallographic properties of the phases, and the proper
combination of the amount of martensite, retained austenite,
and carbides were the principle parameters that affect the
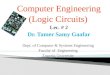
hardness and wear behavior of the alloy. The effect of the
destabilization temperatures on the hardness is shown in Fig.
10 [64]. A destabilization heat treatment caused the
transformation of austenite to martensite and the precipitation
of M7C3-type secondary carbides, while eutectic carbides
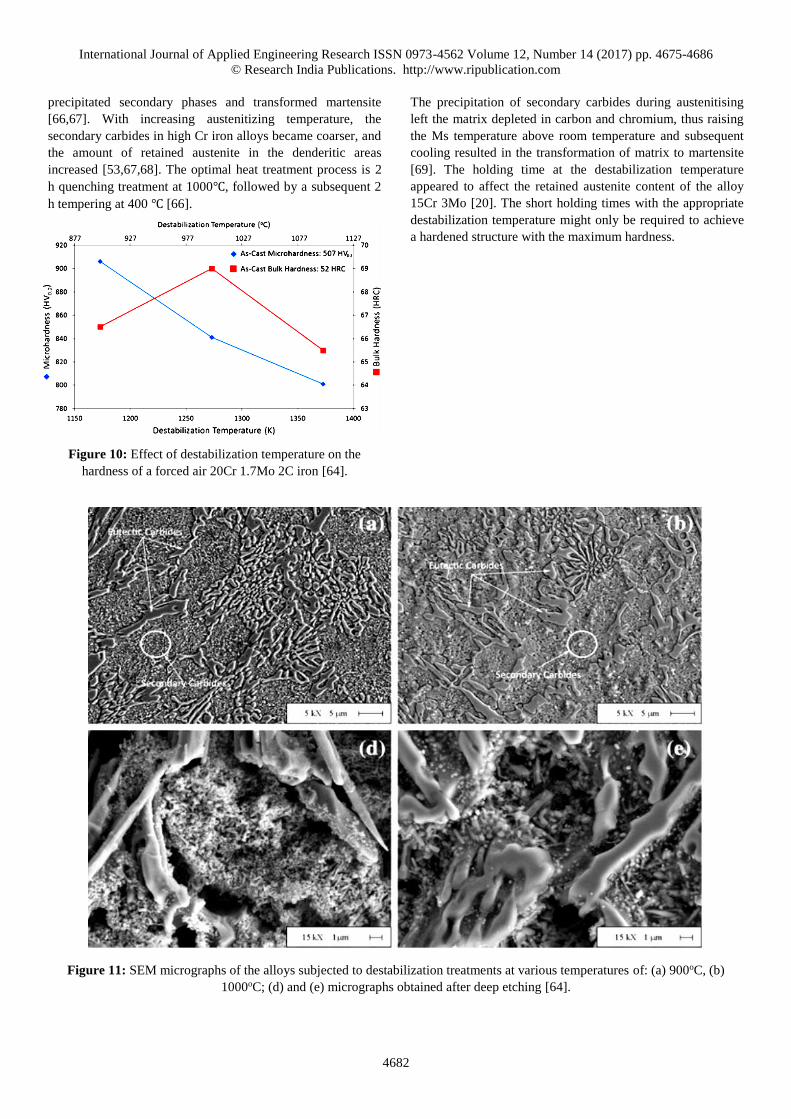
remained unchanged [64]. Fig. 11 shows SEM micrographs
of the alloys subjected to destabilization treatments at various
temperatures 900 and 1000oC. With increases in the treatment
temperature, the precipitated carbides became coarser and less
abundant and the amount of retained austenite increased. The
martensitic matrix reduces wear of matrix and it in turn
reduces the carbide fracture. The secondary carbides also
influence the wear behavior; they strengthen the martensitic
matrix which in turn increases the mechanical support to the
carbide phase. Dynamic fracture toughness of white cast irons
in both as cast and heat treated conditions is determined
mainly by the properties of the matrix [65]. Therefore, the
austenite is more effective in this respect than martensite. The
volume fraction of the eutectic carbide phase (M3C or M7C3)
have an important influence on the wear resistance of white
iron alloys under low stress abrasion conditions [65]. Huang
and Wu [66] reported that the heat treatment of 28Cr 1Mo
white iron changed the structures and properties. The austenite
matrix destabilized when the iron was treated at a high
temperature because there were two secondary phases; χ and
M7C3II, precipitated from the matrix, and the austenite
transformed into martensite during air cooling. The higher the
temperature of heat treatment the higher was the volume of
International Journal of Applied Engineering Research ISSN 0973-4562 Volume 12, Number 14 (2017) pp. 4675-4686
© Research India Publications. http://www.ripublication.com
4682
precipitated secondary phases and transformed martensite
[66,67]. With increasing austenitizing temperature, the
secondary carbides in high Cr iron alloys became coarser, and
the amount of retained austenite in the denderitic areas
increased [53,67,68]. The optimal heat treatment process is 2
h quenching treatment at 1000℃, followed by a subsequent 2
h tempering at 400 ℃ [66].
Figure 10: Effect of destabilization temperature on the
hardness of a forced air 20Cr 1.7Mo 2C iron [64].
The precipitation of secondary carbides during austenitising
left the matrix depleted in carbon and chromium, thus raising
the Ms temperature above room temperature and subsequent
cooling resulted in the transformation of matrix to martensite
[69]. The holding time at the destabilization temperature
appeared to affect the retained austenite content of the alloy
15Cr 3Mo [20]. The short holding times with the appropriate
destabilization temperature might only be required to achieve
a hardened structure with the maximum hardness.
Figure 11: SEM micrographs of the alloys subjected to destabilization treatments at various temperatures of: (a) 900oC, (b)
1000oC; (d) and (e) micrographs obtained after deep etching [64].
International Journal of Applied Engineering Research ISSN 0973-4562 Volume 12, Number 14 (2017) pp. 4675-4686
© Research India Publications. http://www.ripublication.com
4683
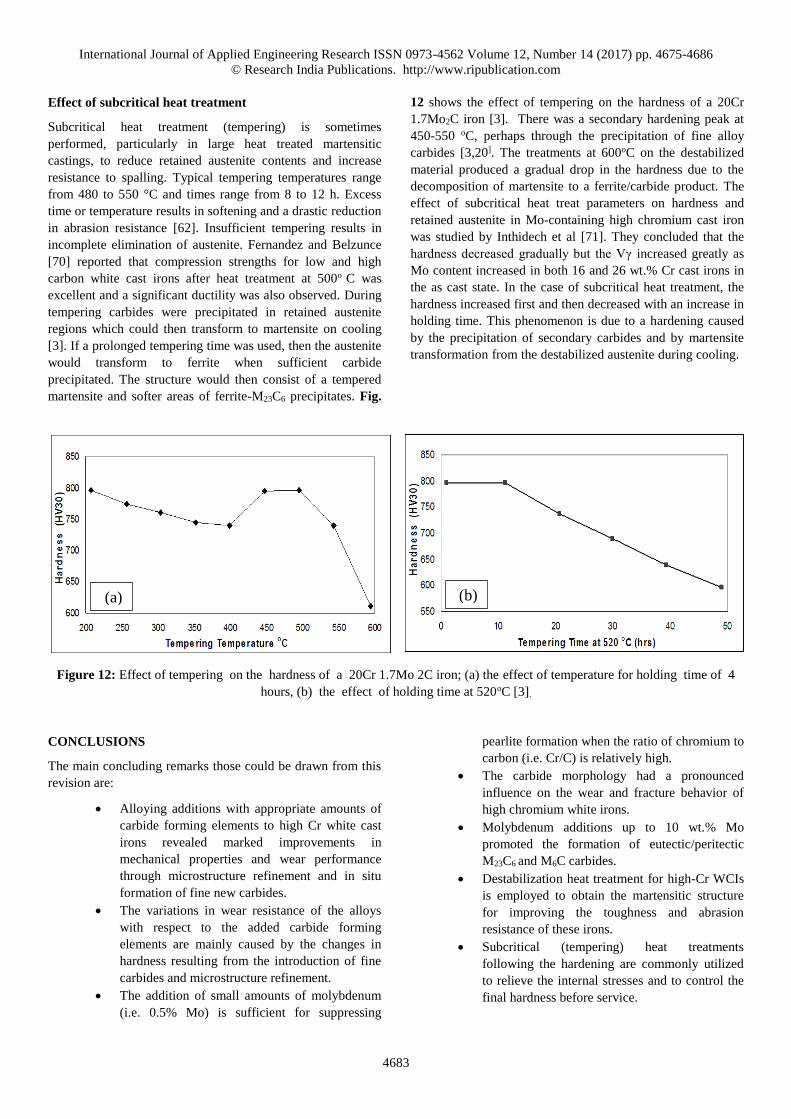
Effect of subcritical heat treatment
Subcritical heat treatment (tempering) is sometimes
performed, particularly in large heat treated martensitic
castings, to reduce retained austenite contents and increase
resistance to spalling. Typical tempering temperatures range
from 480 to 550 °C and times range from 8 to 12 h. Excess
time or temperature results in softening and a drastic reduction
in abrasion resistance [62]. Insufficient tempering results in
incomplete elimination of austenite. Fernandez and Belzunce
[70] reported that compression strengths for low and high
carbon white cast irons after heat treatment at 500o C was
excellent and a significant ductility was also observed. During
tempering carbides were precipitated in retained austenite
regions which could then transform to martensite on cooling
[3]. If a prolonged tempering time was used, then the austenite
would transform to ferrite when sufficient carbide
precipitated. The structure would then consist of a tempered
martensite and softer areas of ferrite-M23C6 precipitates. Fig.
12 shows the effect of tempering on the hardness of a 20Cr
1.7Mo2C iron [3]. There was a secondary hardening peak at
450-550 oC, perhaps through the precipitation of fine alloy
carbides [3,20]. The treatments at 600oC on the destabilized
material produced a gradual drop in the hardness due to the
decomposition of martensite to a ferrite/carbide product. The
effect of subcritical heat treat parameters on hardness and
retained austenite in Mo-containing high chromium cast iron
was studied by Inthidech et al [71]. They concluded that the
hardness decreased gradually but the Vγ increased greatly as
Mo content increased in both 16 and 26 wt.% Cr cast irons in
the as cast state. In the case of subcritical heat treatment, the
hardness increased first and then decreased with an increase in
holding time. This phenomenon is due to a hardening caused
by the precipitation of secondary carbides and by martensite
transformation from the destabilized austenite during cooling.
Figure 12: Effect of tempering on the hardness of a 20Cr 1.7Mo 2C iron; (a) the effect of temperature for holding time of 4
hours, (b) the effect of holding time at 520oC [3].
CONCLUSIONS
The main concluding remarks those could be drawn from this
revision are:
Alloying additions with appropriate amounts of
carbide forming elements to high Cr white cast
irons revealed marked improvements in
mechanical properties and wear performance
through microstructure refinement and in situ
formation of fine new carbides.
The variations in wear resistance of the alloys
with respect to the added carbide forming
elements are mainly caused by the changes in
hardness resulting from the introduction of fine
carbides and microstructure refinement.
The addition of small amounts of molybdenum
(i.e. 0.5% Mo) is sufficient for suppressing
pearlite formation when the ratio of chromium to
carbon (i.e. Cr/C) is relatively high.
The carbide morphology had a pronounced
influence on the wear and fracture behavior of
high chromium white irons.
Molybdenum additions up to 10 wt.% Mo
promoted the formation of eutectic/peritectic
M23C6 and M6C carbides.
Destabilization heat treatment for high-Cr WCIs
is employed to obtain the martensitic structure
for improving the toughness and abrasion
resistance of these irons.
Subcritical (tempering) heat treatments
following the hardening are commonly utilized
to relieve the internal stresses and to control the
final hardness before service.
(a) (b)

International Journal of Applied Engineering Research ISSN 0973-4562 Volume 12, Number 14 (2017) pp. 4675-4686
© Research India Publications. http://www.ripublication.com
4684
Better wear resistance is obtained for the alloyed
heat treated white cast iron compared with those
as cast and unalloyed irons. An improvement of
the wear behavior was due to the matrix change
from austenite to martensite with the presence of
secondary carbides by the heat treatment.
The hardness of white cast iron increased with
increasing the carbide volume fraction for the
austenitic and martensitic structures.
Certain level of austenite should be present in
the structure to produce the optimal abrasion
resistance. This required level of austenite was
cited as at least 20-30 %. Above this level the
abrasion resistance was independent of austenite
content.
ACKNOWLEDGEMENT
The authors would like to thank Taif University for its
financial support in the project No. 1 /734/ 2527.
REFERENCES
[1] Gundlach, R.B., High alloy white irons, ASM Hand
Book, Casting, 4th Edition, ASM International, pp.
679-685, 1998.
[2] Davis, J.R., Metallurgy and properties of high
alloy white irons, ASM Specially Hand Book, Cast
Irons , Materials Park, OH: ASM International, pp.
107-30, 1996.
[3] Pearce, J.T.H., High-chromium cast irons to resist
abrasive wear, Foundryman, 95, pp. 156, 2002.
[4] ASM Handbook, Properties and selection: irons,
steels, and high performance alloys, ASM
International Handbook, 1, 10th Edition Metals
Handbook, pp. 223-269, 1993.
[5] Tabrett, C. P., Sare, I. R., Gomashchi, M. R.,
Microstructure-property relationships in high-
chromium white iron alloys, Int. Mater. Rev.41,
pp.59–82, 1996.
[6] Zum Gahr, K. H., Doane, D. V., Optimizing fracture
toughness and abrasion resistance in white cast irons,
Metall. Trans. A, 11, pp. 613–620, 1980.
[7] Bereza, J.M., Wear and impact resistant white cast
irons, British Foundryman, 74, pp.205-211, 1981.
[8] Durman, R.W. and Elwell, D.W.J., Morphology
eutectic carbide in high chromium white irons,
British Foundryman, 78, pp., 371-375, 1985.
[9] Huang, X., The Effect of Mo on the structure of high
Cr-Mo alloy iron, Journal of Materials Engineering
and Performance, 10, pp.592-595, 2001.
[10] IkZeda, M., Umeda, T., Tong, C.P., Suzuki, T.,
Niwa, N., and Kato, O., Effect of molybdenum
addition on solidification structure, mechanical
properties and wear resistivity of high chromium cast
irons , ISIJ International, 32 , pp.1157-1162, 1992 .
[11] Abd El-Aziz, Kh., Zohdy, Kh., Saber, D. and
Sallam, H. E. M., Wear and corrosion behavior of
high-Cr white cast iron alloys in different corrosive
media, J Bio Tribo Corros 1, pp.,25, 2015.
[12] Sallam, H.E.M, Abd El-Aziz Kh., Abd El-Raouf H.,
Elbanna, E.M., Flexural strength and toughness of
austenitic stainless steel reinforced high-Cr white
cast iron composite. J Mater Eng Perform 22, pp.,
777, 2013.
[13] Sallam, H.E.M, Abd El-Aziz Kh, Abd El-Raouf H.,
Elbanna, E.M., Failure analysis and flexural behavior
of high chromium white cast iron and AISI4140
Steel bimetal beams. Mater Des 52, pp., 974–980,
2013.
[14] Powell, G. and Randle, V., The Effect of Si on the
relation between orientation and carbide
morphology in high chromium white irons, Journal
of Materials Science, 32, pp., 561-565, 1997.
[15] Karantzalis, A.E., Lekatou, A., Kapoglou, A.,
Mavros, H. and Dracopoulos, V., Phase
transformations and microstructural observations
during subcritical heat treatments of a high-
chromium cast iron, ASM International, Journal of
Materials Engineering and Performance, 21,
pp.,1030–1039, 2012.
[16] Rajagopal, V., and Iwasaki, I., Wear behaviors of
chromium-bearing cast irons in wet grinding, Wear,
154, pp. 241-258, 1992.
[17] Ohide, T. and Ohira, G., Solidification of high
chromium alloyed cast iron, British Foundryman, 76,
pp., 7-14, 1983.
[18] Sasaguri, N., Matsubara, Y., Hashimoto, M. and Wu,
H. Q., Solidification of multi-alloyed white cast iron:
type and morphology of carbides, AFS Transactions,
104, pp. 103-108, 1996.
[19] ASM Handbook, Heat Treating, ASM International
Handbook, 4, 10th Edition Metals Handbook, pp.
1517-1544, 1991.
[20] Tabrett, C. P. and Sare, I. R., The Effect of heat
treatment on the abrasion resistance of alloy white
irons, Wear, 203-204, pp., 206-219, 1997.
[21] Sare, I. R. and Arnold, B. K., The effect of heat
treatment on the gouging abrasion resistance of
alloy white cast irons, Metallurgical and Materials
Transactions A, 26A, pp., 357-370, 1995.
[22] Abd El-Aziz Kh, Saber, D., and Sallam H.E.M, Wear
and corrosion behavior of Al–Si matrix composite
reinforced with alumina. J Bio Tribo Corros 1, pp., 5,
2015.
[23] Chung, R. J., Tang, X., Li, D. Y., Hinckley, B.and
Dolman, K., Microstructure refinement of

International Journal of Applied Engineering Research ISSN 0973-4562 Volume 12, Number 14 (2017) pp. 4675-4686
© Research India Publications. http://www.ripublication.com
4685
hypereutectic high cr cast irons using hard carbide-
forming elements for improved wear resistance,
Wear, 301, pp. 695-706, 2013.
[24] Gundlach, R. B. and Parks J. L., Influence of
abrasive hardness on the wear resistance of high
chromium irons , Wear, 46, pp. 97-108, 1978.
[25] Gahr, K. H. Z. and Eldis, G. T., Abrasive wear of
white cast irons, Wear, 64, pp. 175-194, 1980.
[26] Albertin, E. and Sinatora, A., Effect of carbide
fraction and matrix microstructure on the wear of
cast iron balls tested in elaborator ball mill", Wear,
250, pp. 492-501, 2001.
[27] Sapate, S. G. and Rama Rao, A. V., Effect of carbide
volume fraction on erosive wear behavior of hard-
facing cast irons, Wear, 256, pp. 774-786, 2004.
[28] Pokusova, M., Brusilova, A., Soos, L.and Berta, I.,
Abrasion wear behavior of high-chromium cast iron,
Archives of Foundry Engineering , 16, pp. , 69-74
,2016
[29] Asensio, J., Sanz, J. A. P. and Verdeja, J. I.,
Microstructure selection criteria for cast irons with
more than 10 wt. % chromium for wear applications,
Materials Characterization, 49, pp. 83-39, 2003.
[30] Pearce, J. T. H; The use of transmission electron
microscopy to study the effects of abrasive wear on
the matrix structure of a high chromium cast irons,
Wear, 89, pp. 333-344, 1983.
[31] Sinatora, A, Pohi, M, Waldherr, E. U., Wear induced
martensite in high chromium cast iron, Scripta
Metallurgica et Materialia, 32, pp. 857-861, 1995.
[32] Yongxin, J., Zhifu, H., Jiandong, X., Xiaoting, L.,
Liang, S., Baochao, Z., and Yong, W., Investigation
on two-body abrasive wear behavior and mechanism
of Fe-3.0 wt% b cast alloy with different chromium
content, Wear, 362-363, pp. 68-77, 2016.
[33] Minkoff, I., The physical metallurgy of cast iron, 1st
Edition, A Wiley Interscience Publication, pp. 175-
201, 1983.
[34] Qian, M. and Chaochaang, W., Impact-abrasion
behavior of low alloy white cast irons, Wear, 209,
pp. 308-315, 1997.
[35] Dogan, O. N., Hawk, J. A. and Laird, G.,
Solidification structure and abrasion resistance of
high chromium white irons, Metallurgical And
Materials Transactions A, 28A , pp. 1315-1328,
1997.
[36] Sare, I. R. and Arnold, B. K., The Influence of heat
treatment on the high stress abrasion resistance and
fracture toughness of alloy white cast irons,
Metallurgical and Materials Transactions A, 26A, pp.
1785-1793, 1995.
[37] Karantzalis, A.E., Lekatou, A. and Mavros, H.,
Microstructural modifications of as-cast high-
chromium white iron by heat treatment, ASM
International, JMEPEG 18, pp.174–181, 2009.
[38] Zumelzu, E., Goyosb, I., Cabezas, C., Opitz, O. and
Parad, A., Wear and corrosion behaviour of high-
chromium (14–30% Cr) cast iron alloys, Journal of
Materials Processing Technology, 128, pp.250–255 ,
2002.
[39] Pearce, J.T.H., Abrasive wear behavior of alloy cast
irons, British Foundryman, 78, pp.13-23, 1985.
[40] Fras, E. Serrano, J. L. and Bustos, A., Cast irons, Ed.
ILAFA, Saltillo, Mexico, 1999.
[41] Wiengmoon, A., Pearce, J.T.H. and Chairuangsri, T.,
Relationship between microstructure, hardness and
corrosion resistance in 20 wt.% Cr, 27 wt.% Cr and
36 wt.% Cr high chromium cast irons, Materials
Chemistry and Physics, 125, 739–748, 2011.
[42] Osman Yilmaz, S., Wear behavior of TiB2
inoculated 20Cr–3Mo–4C high chromium white cast
irons, J Mater. Sci. 42, pp. 6769-6778, 2007.
[43] Scandian, C., Boher, C., de Mello, J.D.B and Rezai-
Aria, F., Effect of molybdenum and chromium
contents in sliding wear of high-chromium white cast
iron: the relationship between microstructure and
wear, Wear,267, pp.401–408, 2009.
[44] Guo, Erjun., Wang, L., and Huang, Y, Effects of Re,
V, Ti and B composite modification on the
microstructure and properties of high chromium cast
iron containing 3% molybdenum", Rare Metals, 28,
pp. 606, 2009.
[45] Imurai, S., Thanachayanont, C., Pearce, J. T. H.,
Tsuda, K. and Chairuangsri, T. , Effects of Mo on
microstructure of as-cast 28 wt.% Cr-2.6 wt.% C-(0-
10) wt.% Mo irons, Materials characterization, 90,
pp. 99-112, 2014.
[46] Youping, M., Xiulan, L., Yugao, L., Shuyi, Z. and
Xiaoming, D., Microstructure and properties of Ti–
Nb–V–Mo-alloyed high chromium cast iron, Bull.
Mater. Sci., 36, pp. 839-844, 2013.
[47] Matsubara, Y., Sasaguri, N., Shimizu, K. and Sung
YuK., Solidification and abrasion wear of white cast
Irons alloyed with 20% carbide forming elements.
Wear, 250, pp.502–510, 2001.
[48] Hashimoto M. Development and application of
multi-component white cast iron rolls in hot and cold
rolling mills. Proc Abras 2002:195–206.
[49] Da Silva C.R.S., and Boccalini, M., Thermal
cracking of multicomponent white cast iron. Mater
Sci. Technol, 21, pp565–573, 2005.
[50] Jackson, R.S., The austenite liquidus surface and
constitutional diagram for the Fe–Cr–C metastable
system. JISI, 208, 163–167, 1970.
[51] Thorpe, W.R. and Chicco, B., The Fe-rich corner of
the metastable C–Cr–Fe liquidus surface. Metall
Trans A, 16, 1541–1549, 1985.
[52] Dupin, P. and Schissler, J.M., Influence of addition
International Journal of Applied Engineering Research ISSN 0973-4562 Volume 12, Number 14 (2017) pp. 4675-4686
© Research India Publications. http://www.ripublication.com
4686
of silicon, molybdenum, vanadium, and tungsten
upon the structural evolution of the as-cast state of a
high-chromium cast iron (20% Cr, 2.6% C). AFS
Trans, 92, pp.355–360, 1984.
[53] Sun, Z., Zuo, R., Li, C., Shen, B., Yan, J. and Huang,
S., TEM study on precipitation and transformation of
secondary carbides in 16Cr–1Mo–1Cu white iron
subjected to subcritical treatment, Mater Charact,53,
pp.403–409, 2004.
[54] Radulovic, M. Fiset, M., Peev, K. and Tomovic, M.,
The influence of vanadium on fracture toughness and
abrasion resistance in high chromium white cast
irons, Journal of Materials Science, 29, pp. 5085-
5094, 1994.
[55] Chen, H. X., Chang, Z. C., Lu, J. C., and Lin, H. T.,
Effect of niobium on wear resistance of 15% Cr
white cast iron, Wear, 166, pp. 197-201, 1993.
[56] Fiset, M., Peev, K. and Radulovic, The influence of
niobium on fracture toughness and abrasion
resistance in high chromium white cast irons, Journal
of Materials Science Letters, 12, pp. 615, 1993.
[57] Izciler, M.and Celik, H., Two and three-body
abrasive wear behavior of different heat treated
boron alloyed high chromium cast iron grinding
balls, Journal of Materials Processing Technology,
105, pp. 237-245, 2000.
[58] Liu, J. and Man, Y., Development of abrasion-
resistant Ni-hard 4 cast irons, Wear, 162-164, pp.
833-836, 1993.
[59] Dogan, O.N. and Hawk, J.A., Effect of carbide
orientation on abrasion of high Cr white cast iron,
Wear, 189, pp. 136–142, 1995.
[60] Karantzalis, A.E., Lekatou, A. and Diavati, E., Effect
of destabilization heat treatments on the
microstructure of high-chromium cast iron: A
microscopy examination approach, ASM
International, JMEPEG 18, pp.1078–1085, 2009.
[61] Tabrett, C.P. and Sare, I.R., Fracture toughness of
high-chromium white irons: influence of cast
structure, J. Mater. Sci., 35, pp.2069–2077, 2000.
[62] ASM Handbook, "Heat Treating", ASM International
Handbook, Volume 4, 10th Edition Metals
Handbook, pp. 1517-1544, 1991.
[63] Bedolla-Jacuinde, A., Guerra, F. V., Mejia, I., Zuno-
Silva J. and Rainforth, M., Abrasive wear of V–Nb–
Ti alloyed high-chromium white irons, Wear,
332:333, pp:1006-1011, 2015.
[64] Hakan, G. and Fatih, E., Effects of destabilization
heat treatment on the microstructure and abrasive
wear behavior of high-chromium white cast iron
investigated using different characterization
techniques, Metallurgical and Materials Transactions
A, 44A, PP.4993, 2013.
[65] Filipovic, M., Kamberovic, Z., Korac M. and
Gavrilovski, M., Correlation of microstructure with
the wear resistance and fracture toughness of white
cast iron alloys”, Met. Mater. Int., 19, pp. 473-481,
2013.
[66] Huang, X.and Wu, Y., A high Cr-Mo alloy iron",
Journal of Materials Engineering and Performance,
7, pp. 463-466, 1998.
[67] Zhou, S., Shen, Y., Zhang, H. and Chen, D., Heat
treatment effect on microstructure, hardness and
wear resistance of Cr26 white cast iron”, Chinese
Journal of Mechanical Engineering, 28, pp. 141-147,
2015.
[68] Yilmaz, S. O. and Tanju, T., Effect of TiBAl
inoculation and heat treatment on microstructure and
mechanical properties of hypereutectic high
chromium white cast iron, Journal of Alloys and
Compounds, 672, pp. 324-331, 2016.
[69] Durman, R. W., Fractography of high chromium
alloys, British Foundryman, 74, pp.45-55, 1981.
[70] Fernandez, I. and Belzunce, F. J., Wear and
oxidation behavior of high-chromium white cast
irons, Materials Characterization, 59, pp. 669-674,
2008.
[71] Inthidech, S., Sricharoenchai, P. and Matsubara, Y.,
Effect of sub-critical heat treat parameters on
hardness and retained austenite in Mo-containing
high chromium cast iron”, International Journal of
Metalcasting/Fall ,2012.