Embed Size (px)
Citation preview

Scripta Materialia 57 (2007) 841–844
www.elsevier.com/locate/scriptamat
Microstructural and textural changes in a severelycold rolled boron-added interstitial-free steel
Rajib Saha* and R.K. Ray
Indian Institute of Technology, Kanpur 208 016, India
R&D Division, Tata Steel, Jamshedpur, India
Received 14 May 2007; revised 15 June 2007; accepted 29 June 2007
The severe cold rolling of a single sheet of boron-added Ti + Nb IF steel at room temperature can produce nano- to ultrafine-sized grains. The number fraction of high-angle grain boundaries increases up to 98% cold rolling and then shows a perceptibledecrease after further cold rolling. The coincidence site lattice (CSL) boundary fraction increases continuously with deformation.The most prominent among these CSL boundaries are the
P3,P
11 andP
13b types.� 2007 Acta Materialia Inc. Published by Elsevier Ltd. All rights reserved.
Keywords: Severe cold rolling; Microstructure; Interstitial-free (IF) steel; Texture; Grain boundary character distribution
Grain refinement is a powerful tool in designingmicrostructures with improved properties. Recently,various techniques have been used to produce finer grainsizes in materials. These methods are classified into twocategories. Some techniques involve the production ofatom clusters or nanoscaled particles as precursors toforming nanocrystalline materials with relatively largedimensions by a further consolidation process, e.g. inertgas consolidation, physical vapor deposition, the sol–gelprocess and chemical vapor deposition [1]. Other meth-ods by which nano-sized grains can be achieved are ballmilling [2,3], equal channel angular pressing (ECAP) [4],severe plastic deformation [5], accumulated roll bonding(ARB) [6,7], and folding and rolling [8]. Applications ofthe second type of methods show that intense strainingcan produce grain sizes well below 100 nm, therebyimproving the mechanical properties of the material.Cold rolling is a well-known industrial process whichis frequently applied in the processing of sheet metalsand alloys. Cold rolling was applied to produce nano-crystalline grains from an initial martensitic structure[9,10]. In the present study a boron-added Ti + Nbinterstitial-free (IF) steel with fully ferritic matrix was se-verely cold rolled up to 99.5% (true strain e = 5.3) to
1359-6462/$ - see front matter � 2007 Acta Materialia Inc. Published by Eldoi:10.1016/j.scriptamat.2007.06.064
* Corresponding author. Present address: R&D Division, Tata SteelLimited, Jamshedpur 831001, India. Tel.: +91 657 2147445; fax: +91657 2271510; e-mail addresses: [email protected]; [email protected]
determine whether it is possible to get nanocrystallinegrains in the bulk form. For this purpose, extensivetransmission electron microscopy (TEM) of thin foilsmade from the cold rolled sheets was carried out. Inaddition, the crystallographic texture and grain bound-ary character distribution in the rolled sheets was alsodetermined by electron back scattered diffraction(EBSD) technique.
The steel was melted at an industrial heat at TataSteel, Jamshedpur, India. The chemical composition ofthe steel is: 0.004% C, 0.12% Mn, 0.008% S, 0.045% P,0.01% Si, 0.04% Al, 0.0033% N, 0.043% Nb, 0.042%Ti, 0.0009% B (wt.%). A transfer bar of this steel wascontrolled hot rolled using an instrumented laboratoryrolling mill. A total of 80% deformation was givenduring hot rolling in several passes. The finish rollingtemperature was kept within ±10 �C of 900 �C. Thehot band was then subjected to cold rolling to 90%(e = 2.3), 98% (e = 3.92) and 99.5% (e = 5.3). TEM sam-ples were prepared from the surface parallel to the roll-ing plane as well as from the longitudinal section by twinjet electropolishing, the conventional window techniqueand also ion beam milling. TEM examination was car-ried out using a JEOL 200 kV transmission electronmicroscope operated at 160 kV. Crystallographic tex-tures were determined from the mid-thickness regionsof the cold rolled sheets using a FEI-Quanta 200 scan-ning electron microscope, coupled with an EBSD facilityalong with TSL software. During data collection a min-imum number of seven Kikuchi bands was allowed in
sevier Ltd. All rights reserved.

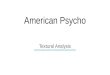
Figure 1. TEM micrograph of the cold rolled IF steel: (a) 98%reduction (longitudinal section); (b) 99.5% reduction (rolling planesection); (c) grain orientation map; (d) point-to-point misorientationline scan plot across the microstructure of 98% cold rolled steel.
Figure 2. U2 = 45� sections of the ODF’s of cold rolled IF steel with,respectively: (a) 90%, (b) 98% and (c) 99.5% reduction.
842 R. Saha, R. K. Ray / Scripta Materialia 57 (2007) 841–844
order to index a pattern, thus ensuring that the informa-tion was reliable. It has been reported by Field [11] thatEBSD patterns having a confidence index above 0.1 cancorrectly index an orientation 95% of the time. In thepresent experiments the average confidence index ofthe patterns was above 0.45 and this ensured that morethan 97% of the patterns could be indexed correctly inevery case. The average image quality of the patternswas more than 65, which also ensured that the patternswere properly indexed. The minimum angular resolutionof EBSD from alpha iron using a W-filament has beenreported to be 1� [12]. In order to make accurate mea-surements, misorientation less than 1.5� were excludedfrom the data. Orientation distribution functions(ODFs) were computed using the TSL software andU2 = 45� sections (Bunge notation) were determinedtherefrom. Using the same software, the grain boundarycharacter distribution was also determined.
Typical TEM micrographs obtained from thin foils ofthe severely cold rolled IF steel are depicted in Figure 1aand b. The microstructure of the 90% cold rolled steelshows formation of a dislocation cell structure and alsopartial recovery at a few places. Higher cold rollingdeformation by 98% produces a large number of rathersmall defect-free regions that could be described as sub-micron- to nano-size grains ranging between 60 and�150 nm (Fig. 1a, longitudinal section). The SAD pat-tern here indicates the presence of different orientationswithin the small area shown. With further cold rollingup to 99.5% (true strain 5.3), the frequency of nanograinformation appears to increase and at some places thereare also signs of grain growth (Fig. 1b, rolling plane sec-tion). The boundaries of the fine grains at this deforma-tion level have been found to be quite irregular. Thecorresponding diffraction pattern from the small areaclearly indicates the existence of a large number oforientations.
An orientation imaging microscopy map of the 98%cold rolled steel is shown in Figure 1c. A point-to-pointmisorientation line scan along the marked line in Figure1c is depicted in Figure 1d. Clearly high to very highmisorientation between microstructural features doesexist on a very fine scale in this map. Such high misori-entations over small lengths have been repeatedly ob-tained from many regions. This may be cited ashaving some connection with the observation of thesubmicron- to nano-sized grains observed in TEMmicrographs.
The textural evolution of the severely cold rolled steelwith increasing deformation has been shown in the formof U2 = 45� sections of the corresponding ODFs(Fig. 2a–c). Evidently, the texture of the steel at alldeformation levels consists of c and a fibres. Increasingthe amount of deformation leads not only to texturestrengthening as indicated by the increase in the maxi-mum ODF intensity, but also a regular shift in the loca-tions of the c fibre maxima from {111}h112i to{111}h110i.
The grain boundary character distribution (GBCD)plots of the 90%, 98% and 99.5% cold rolled steels areshown in Figure 3a–c. These plots clearly show that,with the increase in the cold rolling level from 90% to98%, significant enhancement of the high-angle grain

Figure 3. Grain boundary character distribution plots of cold rolled IFsteel with, respectively: (a) 90%, (b) 98% and (c) 99.5% reduction.
R. Saha, R. K. Ray / Scripta Materialia 57 (2007) 841–844 843
boundary (HAGB) number fraction (from 0.39 to 0.50)occurs. However, with a further increase in the cold roll-ing level to 99.5%, the HAGB fraction decreases to someextent. The variation of the low-angle grain boundary(LAGB) fraction with cold deformation follows a re-verse trend. However, there is a continuous increase inthe coincidence site lattice (CSL) boundaries with anincreasing amount of cold rolling.
Figure 4a–c shows the frequency distribution of thedifferent CSL boundaries (
P3–P
29) for the differentcold deformation levels. The most prominent CSLboundaries present in all three cases are
P3,P
11 andP13b. The frequency of these three CSL boundaries
gradually increases with an increasing amount of coldrolling.
Severe cold rolling of the present steel seems to pro-duce submicron- to nano-size grains, especially aftercold rolling levels of 98% and 99.5%. The detailed rea-sons for nanograin formation after severe cold rollingin a Ti + Nb-bearing IF steel have been discussed previ-ously [13,14]. The literature shows that severe plastic
Figure 4. Frequency distribution of coincidence site lattice boundariesof: (a) 90%, (b) 98% and (c) 99.5% cold rolled steel.
deformation caused by techniques such as ECAP orARB significantly increases the fraction of HAGBs [4–7]. Severe cold rolling from 90% to 98% in the presentcase was also found to be quite effective in increasingthe HAGB fraction. The decrease in the level of HAGBproduction after 99.5% cold rolling could be ascribed tothe rather sharp increase in the texture severity causedby cold rolling beyond 98%, as suggested by Watanabe[15,16] and Randle [17]. The observed growth of thenano-sized grains after 99.5% cold work can also partlyaccount for this phenomenon.
As expected, the crystallographic texture in all threedeformed materials exhibit both c and a fibres in addi-tion to a reasonably strong {100}h011i component.The overall texture intensity increases sharply as theamount of cold work increases. Although the intensityof the {111}h11 2i component of the c fibre is strongerthan that of the {111}h110i component after 90%deformation, the reverse trend appears as the amountof deformation increases. Thus the 99.5% cold rolledmaterial shows a stronger {11 1}h110i than {111}h112i. The intensity of the {100}h011i component in-creases up to 98% deformation, beyond which it showsa decrease. The above textural behaviour of the threematerials can be explained by the changes that occurin the GBCD that takes place with increasing deforma-tion (Fig. 3).
Figure 3 clearly shows that the LAGB fraction de-creases after 98% deformation, beyond which it in-creases again. The trend for the variation of theHAGB fraction is just the reverse. However, the CSLboundary fraction increases continuously with increas-ing cold rolling level, reaching a maximum value after99.5% deformation. Among the CSL boundaries, threeof them, namely
P3,P
11 andP
13b, show significantincrease in their number fraction as the amount of colddeformation increases. It has been suggested that theCSL profiles can be altered by the introduction of driv-ing forces for migration, like the grain rotation that hap-pens during deformation, or by heat treatments whichallow the boundary network to move towards equilib-rium [17]. Garbacz and Grabski [18,19] concluded fromtheir simulation work that texture strongly affects thedistribution of CSL boundaries.
TheP
3 type boundaries have low energy and lowmobility [17,20]. During severe cold rolling, energy willbe introduced into the system and therefore the total en-ergy of the material will increase. In order to reach theminimum energy configuration, the low angle boundaryareas are expected to enlarge at the expense of the highangle boundaries. Grain rotation, accompanying thecold rolling process, could provide the driving energyfor this process with the result that the
P3 boundary
fraction will show a continuous increase with increasingdeformation level, as has been observed in the presentcase.
TheP
13b type boundaries between two grains arerelated to a 27.8� rotation around a common h111i axis.The two most important texture components of the cfibre, namely, {111}h1 12i and {111}h110i, are relatedby a rotation of 30� h111i. During deformation thereis a continuous increase in the intensity of the{111}h110i component and a corresponding decrease

844 R. Saha, R. K. Ray / Scripta Materialia 57 (2007) 841–844
of {111}h1 12i (Fig. 2), which may account for the in-crease in the
P13b boundary fraction with increasing
deformation.The
P11 type of boundary between two grains in-
volves a rotation of 50.7� around a common h11 0i axis.It has been suggested that, due to the operation of suchboundaries, the {001}h110i type of orientation in thedeformed steel will cause the formation of the{111}h112i orientation in the recrystallized condition[21]. In the present case, although some nano-sizedgrains have been observed even in the cold rolled condi-tion, the material in no way can be considered to be evenremotely recrystallized. However, due to grain rotationduring deformation, one particular orientation can pro-duce another and this could involve some CSL-typeboundaries. The orientation {111}h134i is about 16�away from the {111}h112i, and in the present work ithas been observed that the volume fraction of the{111}h134i component of texture increases from 4.5times random after 90% deformation to 9.1 times ran-dom after 99.5% deformation [14]. Although the{001}h110i component has been found to be rather sta-ble during deformation, with little change in its volumefraction, a part of this may as well get transformed to{111}h134i by the operation of the
P11 boundaries.
In summary, severe cold rolling is capable of produc-ing nano- to submicron-size grains in the experimentalboron-added IF steel. A continuous change in texturehas been observed during severe cold rolling. The{111}h110i component of c fibre has been found tostrengthen with increasing amount of cold rolling. Thereis a significant increase in the
P3,P
11 andP
13b CSLboundaries. The changes in texture are closely related tothe above CSL boundaries.
[1] B. Suryanarayana, Int. Mater. Rev. 40 (1995) 41.[2] J. Yin, M. Umemoto, Z.G. Liu, K. Tsuchiya, ISIJ Int. 41
(11) (2001) 1389.[3] Z.G. Liu, H.J. Fetch, Y. Xu, J. Yin, K. Tsuchiya, M.
Umemoto, Mater. Sci. Eng. A 362 (2003) 322.[4] R.Z. Valiev, A.V. Korznikov, R.R. Mulyukov, Phys.
Met. Metallogr. 73 (1992) 373.[5] R.Z. Valiev, R.K. Islamgaliev, I.V. Alexandrov, Prog.
Mater. Sci. 45 (2000) 103.[6] Y. Saito, H. Utsunomiya, N. Tsuji, T. Sakai, Acta Mater.
47 (2) (1999) 579.[7] Y. Saito, N. Tsuji, H. Utsunomiya, T. Sakai, R.G. Hong,
Scripta Mater. 39 (1998) 1221.[8] G.P. Dinda, H. Rosner, G. Wilde, Mat. Sci. Eng. 410–411
(2005) 328.[9] X. Zaho, T.F. Jing, Y.W. Gao, G.Y. Qiao, J.F. Zhou, W.
Wang, Mater. Sci. Eng. A397 (2005) 117.[10] J. Tianfu et al., Mater. Sci. Eng. 432 (1–2) (2006) 216.[11] D.P. Field, Ultramicroscopy 1–9 (1997) 67.[12] F.J. Humphreys, Scripta Mater. 51 (2004) 771.[13] Rajib Saha, R.K. Ray, Formation of nano to submicron
grains in a severely cold rolled Ti–Nb IF Steel, Mater. Sci.Eng. A 459 (1–2) (2007) 223.
[14] Rajib Saha Ph.D. Thesis 2007, IIT Kanpur, India.[15] T. Watanabe, Scripta Metall. 27 (1992) 1497.[16] T. Watanabe, K.I. Arai, H. Terashima, H. Oikawa, Solid
State Phen. 34–38 (1994) 317.[17] V. Randle, The Role of the Coincidence Site Lattice in
Grain Boundary Engineering, The Institute of Materials,1996, p. 103.
[18] A. Garbacz, M.W. Grabski, Acta Metall. 41 (2) (1993) 469.[19] A. Garbacz, M.W. Grabski, Acta Metall. 41 (2) (1993) 475.[20] F.J. Humphreys, M. Hatherley, Recrystallization and
Related Annealing Phenomena, second ed., Pergamon,2002, ISBN 0080426859.
[21] Y.B. Park, D.N. Lee, G. Gottstein, Mater. Sci. Technol.13 (1997) 289.