Embed Size (px)
Citation preview

M.Stephan, S.Große:
Micophotometric Control of Particles and Inhomogeneities
in Flowing Polymer Melts during Extrusion Processing
WorkshopJanuary, 28th - 29th 2005, Dresden

Particulate Heterogeneities in Polymer Melts
unmolten granulesprocessing conditions
black spotsdegraded polymerextrusion start-up’s
gels / fisheyescrosslinked + ultra high molecular
gas bubblesoverheating, humidity
additive agglomerates, environmental dust, insects

sample
?Quality?bufferstore
final productinjection molding
!Quality!
Extrusion
offline analysis• lab-extruder + film observation• microscopy
• dead-times between taking a sample and getting a quality result• large low quality batches possible• generation of plastics waste• time and cost consuming procedure
State of the Art - Determination of Melt Homogeneity

!Quality!
Extrusion
inline/online analysis• micro-photometric sensors
final productinjection molding
• continuous real-time data on melt quality• low quality batches can be detected immediately • application at processing conditions (p, T)• technological and economical benefits
increased level of process-/quality control(new applications of high performance polymers)
Objective - Real-time Determination of Melt Homogeneity

light source detector
Measuring Principle Photometry - Light Extinction
Extinction E = absorption + scattering (reflection, deflection, refraction)
particle
refraction
deflection
reflection
absorption
inci
dent
ligh
t bea
m
dete
ctor
setup parameters (Lambert-Beers-Law):
• size d, concentration cV, shape of the particles• refractive indices particles/polymer matrix m• optical path length L• laser wavelength λ
limitations (Lambert-Beers-Law):• acceptance of spherical particles• no multiple scattering appears
LcAT
E VV ⋅⋅==1lnLambert Beer:
),,( mdfAV λ=Mie:

2 Modes of Signal Evaluation
• by variation of time resolution of data recording (min .. ms-range)
• integral signal analysis: - shift of mean signal level- for nm-scaled particles (>300nm)- limitation on low concentrations (< 5Vol.%)
(multiple scattering effects)- determination of mean particle sizes or
particle concentrations (Lambert Beer)
• single particle counting: - single particle impulses
- for µm-scaled particles (>20µm)
- limitation on lowest particle concentrations - determination of mean particle sizes and
particle concentrations (calibration needed)
t [min]
U [V
]
U
t [ms]
U [V
]
∆U

Sensor Setup
beam splitterBackscatter-
DetectorExtinction-
Detector
melt flowLaser660nm
beam splitterBackscatter-
DetectorExtinction-
Detector
melt flowLaser660nm

• sensors can be adapted to various positions of different extruders inline or online
• different sensor types are available
inlinemain melt flow
EXTRUDERsingle screw / twin screw
inlinescrew-in
onlinebypass melt flow
Sensor Adaptation to Extrusion Processing

Laser
Extinction
online mode - extinction
bypass melt flow
LaserExtinction
main melt flow
inline mode - extinction
extruder barrel
inline mode backscattering
Sensor Adaptation to Extrusion Processing
Laser

AnimationAnimation
Sensor Adaptation to Extrusion Processing

• integral signal analysis - classical turbidimetry • light extinction by nm-particles - decrease of signal level by turbid melt• applicable to polymer blending and control of batch changes
pure polymer polymer-blend(nm-particles)
tran
smis
sion
sig
nal
10001100120013001400150016001700180019002000
0 100 200 300 400 500 600time [ms]10001100120013001400150016001700180019002000
0 100 200 300 400 500 600
Transparency Control in Molten State

• limitation on maximum blend concentrations of about 5 wt.% • also applicable to low concentrated composites
Determination of Mean Blend Particle Diameters
0,83
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1 wt.% PS / PA6 1 wt.% PMMA / PS
x 5
0,3
[µm
]
0,79
0,34
0,25
PMP SEM
part
icle
size
0
1
2
3
4
5
6
7
8
0 1 2 3 4 5cV [%]
Extin
ktio
n [/]
PMMA / PS m=1,0578
PS / PA6 m=0,9638
Lambert-Beer multiple scattering
extin
ctio
n
• integral signal analysis (Lambert Beer calculation)

• first step of extrusion processing, detection of unmolten granules• optimization of extrusion parameters (energy costs - melt quality)• improved pellets melting with an increasing screw speed
Real-Time Monitoring of Pellets Melting
n=50 min-1 Tmelt =252°C n=100 min-1 Tmelt =256°C n=200 min-1 Tmelt = 261°C
500
700
900
1100
1300
0 200 400 600 800500
700
900
1100
1300
0 200 400 600 800
Time [ms]
500
700
900
1100
1300
0 200 400 600 800
Time [ms]
tran
smis
sion
sig
nal
Time [ms]
tran
smis
sion
sig
nal
tran
smis
sion
sig
nal
Sensor 1 Sensor 2 Sensor 3
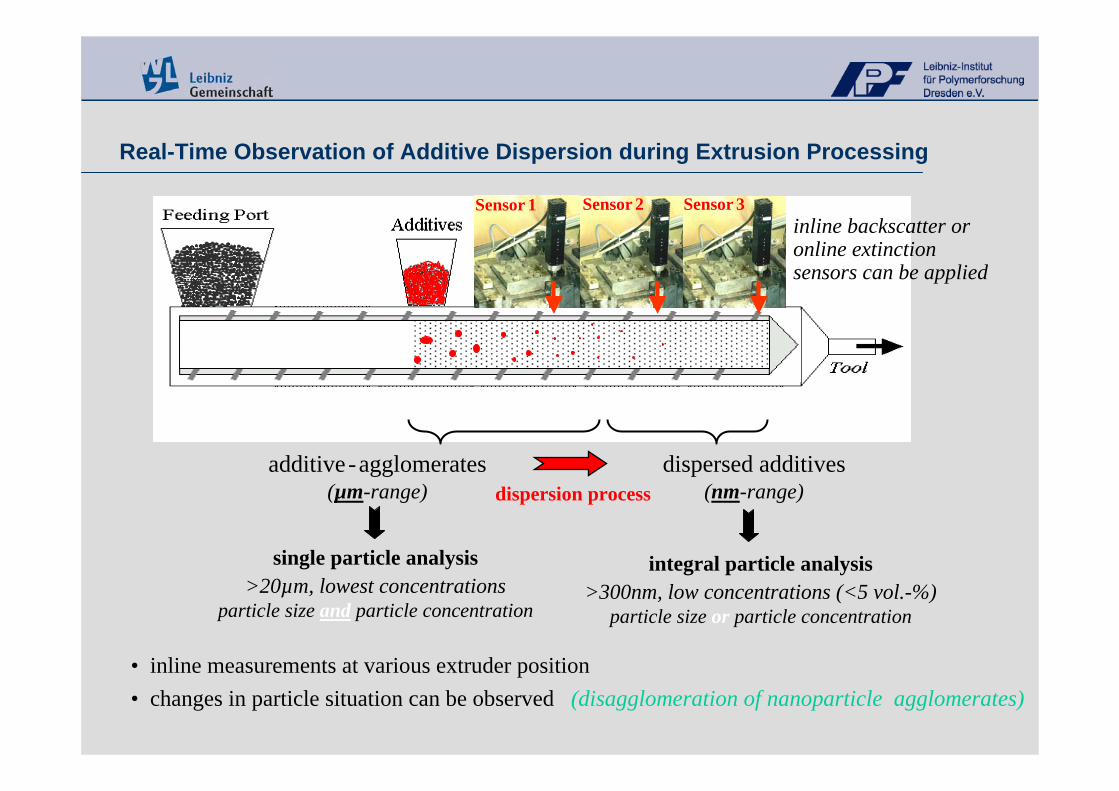
Real-Time Observation of Additive Dispersion during Extrusion Processing
dispersion process
single particle analysis>20µm, lowest concentrations
particle size and particle concentration
integral particle analysis>300nm, low concentrations (<5 vol.-%)
particle size or particle concentration
• inline measurements at various extruder position • changes in particle situation can be observed (disagglomeration of nanoparticle agglomerates)
additive-agglomerates(µm-range)
inline backscatter or online extinction sensors can be applied
dispersed additives(nm-range)

Application PMPxyz sensors on nanocomposites extrusion processing may be usefull applicable to
•a direct monitoring of nanoparticle agglomerates in a flowing polymer melt from inside a twin screw extruder
• get in-process realtime informations about dispersion progress of nanoparticle agglomerates (µm-range observation by single particle counting)
• get in-process realtime informations about primary nanoparticle size (nm-range observation by turbitity analysis)
• get both particle informations simultaneously
Summary

our partners:
TOPAS
Dresden Universityof Technology
Leibniz - Institute of Polymer [email protected]
Contact

APPENDIX

• particle type (gels, black spots, unmolten granules, gas bubbles)
• particle size
• particle concentration
• access to extruder (inline, bypass)
Users Input:
Sensor Setup:• extinction / backscatter measurement
• optical setup (measuring volume, layer thickness, focus)
• signal processing
Sensor Output:• particle size detection limit
• sampling statistics
Sensor Configuration

• several sensors with different setups for various applications developed + tested• optimization of a sensor for each special application necessary
Sensor Overview

Co-Operating Partners
cellulosic fibers
melt filters
multilayer pipes
colored masterbatches
plastics recycling machines
industrial extruderslabscale extruders
polymer producer
high performance polymers





























