Embed Size (px)
Citation preview
David Ford, Ph.D.
Mettler Toledo Autochem Symposium – June 21, 2017Cambridge, MA

Snapdragon Chemistry
Snapdragon Chemistry was created to deliver complete flow chemistry
solutions to clients. Using advanced continuous manufacturing
technology, we are helping our clients to…
Improve access to existing molecules
Reduce safety and environmental risks
Enable new chemistries for manufacture
Discover new molecules
2
Flow Chemistry
CRO
Process Development
Custom Building Blocks
Product Delivery
Technical Consulting

Batch vs. Flow Chemistry
Flexible – lots of installed capacity
Difficult to scale from lab to plant
Difficult to model computationally
Significant safety risks
Poor control over process parameters
Limited range of temp & pressure
Fixed output
3
Purpose-built inexpensive (disposable
reactor) for given reaction
Easy to scale from lab to plant
Can be modeled computationally
Inherently safer
Exquisite control over process
parameters
Broader range of temp & pressure
Flexible output with same reactor

Is “flow chemistry” new?
4
Chemical engineers have been running
continuous processes since the dawn of
time!
Flow chemistry is a new and exciting way
to think about developing reactions!

Always affords incremental
efficiency gains compared to an
analogous batch process
Save time on start-up and
shutdown
Less material “at risk”
Limited inventory of hazardous
chemicals or reaction mixtures
Compact apparatus
Opportunity for excellent process
control
Flow chemistry is chemistry that is only
practical as a continuous process
We use detailed knowledge of the
chemical process to produce results
that would be difficult to impossible
to replicate in batch
Mixing sensitivity
Precise timing
Extreme pressures and
temperatures
Very hazardous conditions
The equipment of continuous
production allows us to access new
chemical space (i.e. flow chemistry)!
Continuous vs. flow chemistry
5
Continuous production Flow chemistry
Snapdragon works on projects in both categories!

Evolution from Simple to Complex Molecules
6
24’x8’x8’
3’x2’x6’
Acrylic acid production
• Decades old process
• Simple, 3 carbon
molecule
• Prepared in one step
from propylene feed
• >5 million tons per year
Novartis-MIT Redline Project
• Reported in 2013
• One drug product
• Integrated synthesis and
formulation
• 3 chemical steps, isolations
and formulation
• Angew. Chem. Int. Ed.
2013, 52, 12359
Darpa-MIT POD
• Reported in 2016
• Seven drug products
• Integrated synthesis and
formulation
• Multiple chemical steps,
isolations and formulation
• Science, 2016, 6281, 61-
67

Evolution of flow chemistry toward general
platforms
7
Engineering investment
Ch
emis
try
inve
stm
ent
Commoditychemical
manufacturing
Pharma continuous manufacturing process (GMP)Opportunity: rapid
development with tools that are
broadly applicable
Minimal engineering
investment to adapt to a new process

Snapdragon areas of expertise
Ultrafast reactions
8
High temperature/High pressure reactions
Gas/liquid reactions Flow Photochemistry (1O2, photoredox etc)
Electrochemistry Fixed bed catalysis
50
500
5000
50000
0.1 1 10 100 1000
Static Mixer CharacterizationMixing time vs Total Flow Rate
Flow rate (mL/min)
mix
ingcompletiontim
e(m
s)
1/8" mixer(100 g/h)
1/4" mixer(1-5 kg/h)
3/8" mixer(>5 kg/h)
Operating range (≤ 200 ms)
• Temp > 200 ∘C• Pressure > 1000 psi

Fast reactions
Prototypical reactions are lithiations
Batch processes often are often run at cryogenic
temperatures. Why? Two major drivers:
Mixing sensitivity
Heat transfer
Continuous processes can offer scalable mixing
and heat transfer
Added benefit: all of the other advantages of
continuous processing!
9

Heat transfer
Q = U × A × ΔT
10
As we scale up in a batch reactor, volume scales as r3,
but area only scales as r2 – decreasing surface area
per unit volume for heat transfer
In a tubular reactor, area and volume can scale together
by using longer tubes or by using parallel tubes
If we can’t remove the heat quickly enough, we need
to cool the reactor down to prevent the temperature
from getting too high
Temp. diff. across jacket
Surface areaHeat transfer coeff (materials of construction)

Mixing sensitivity in batch
11
SM Product ImpurityRLi RLi
SM in soln
RLi dosing
High [SM]
High [RLi]
Impurity formation
Mixing rate needs to be faster than reaction rate!
Solution: slow down the chemistry or speed up the mixing. We cool the reaction to buy ourselves time to mix.
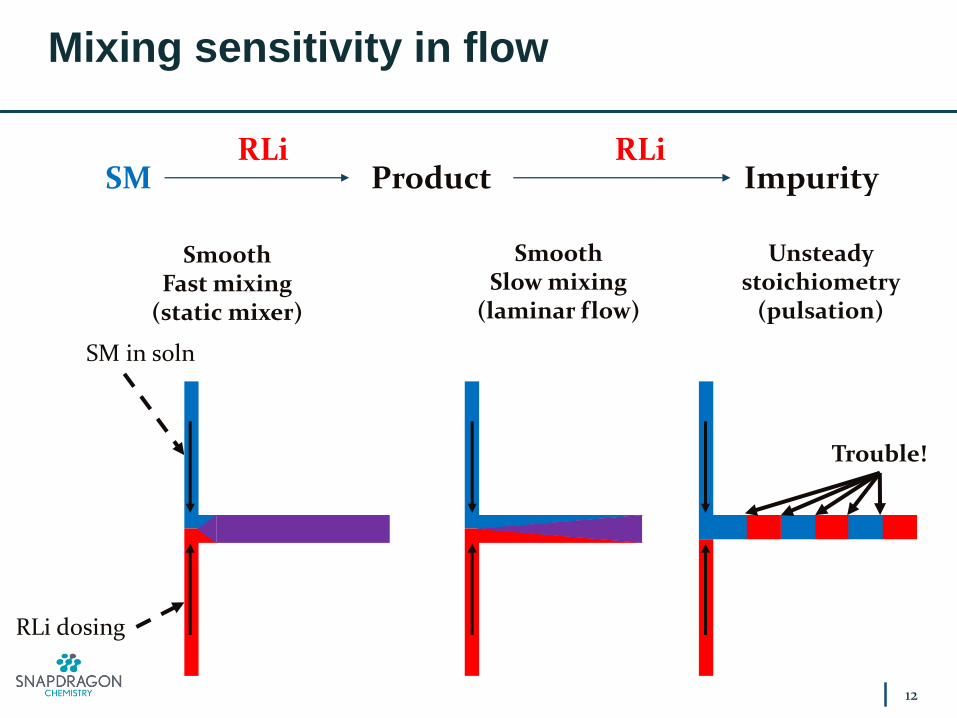
Mixing sensitivity in flow
12
SM Product ImpurityRLi RLi
SM in soln
RLi dosing
Trouble!
SmoothFast mixing
(static mixer)
Unsteady stoichiometry
(pulsation)
SmoothSlow mixing
(laminar flow)

13
Where and how do we use FlowIR?
• How: Peel FlowIR multi-layer information
- Chemometrics analysis of solvent composition
- Quantification of starting material and product (IC Quant.)
- Programmed FlowIR titration
• Where: pretty much everywhere- Reagent stock solution stability- Gas dissolution in flow- Reactive intermediate stability and
tracking- Tracking flow reaction steady state- Product process optimization and
characterization
productintermediateStarting materials

14
Real-time reaction monitoring
Need on-line PAT to gain reaction insight
Low-maintenance and robust
- No need for liquid nitrogen cooling: rarely turned off
- No N2 purge, no alignment
- Small footprint
Small sample size
- 20 or 50 µL flow cell
- Auxiliary flow cell heater and temp controlled
- Microscale reaction in flow cell (sealed reactor)
- stability studies
- rapid reaction screening
- reaction kinetics studies at variable temp

FlowIR Data Provides Diagnosis of Issues
Inconsistent results from aliquot
sample and bulk collected sample
Lower conversion found in bulk
collected material
FlowIR data shown repeated spiking
pattern
Chemometrics analysis enhanced the
resolution
Glitch in Pump A delivery of n-BuLi
explains observation of un-converted
ArBr
15
≠
2.5 min intervals
Chemometrics data processing

16
Pump Performance Evaluation using Pressure Monitoring
0
5
10
15
20
25
30
0 5 10 15 20
difference drop (PSI)
Pressure Monitoring with Pump A
Pre
ssu
re(P
SI)
2 mL/min
4 mL/min
6 mL/min
8 mL/min
0
5
10
15
20
25
30
0 5 10 15 20
difference drop (PSI)
Pressure Monitoring with Pump X
Pre
ssu
re(P
SI)
2 mL/min
4 mL/min
6 mL/min
8 mL/min
Pump A: reciprocating syringe pump with motor-driven switching valve
Pump X: piston pump
Smooth flow needs to be verified in the lab for mixing-sensitive reactions!
Switching to pump X resolved the issue
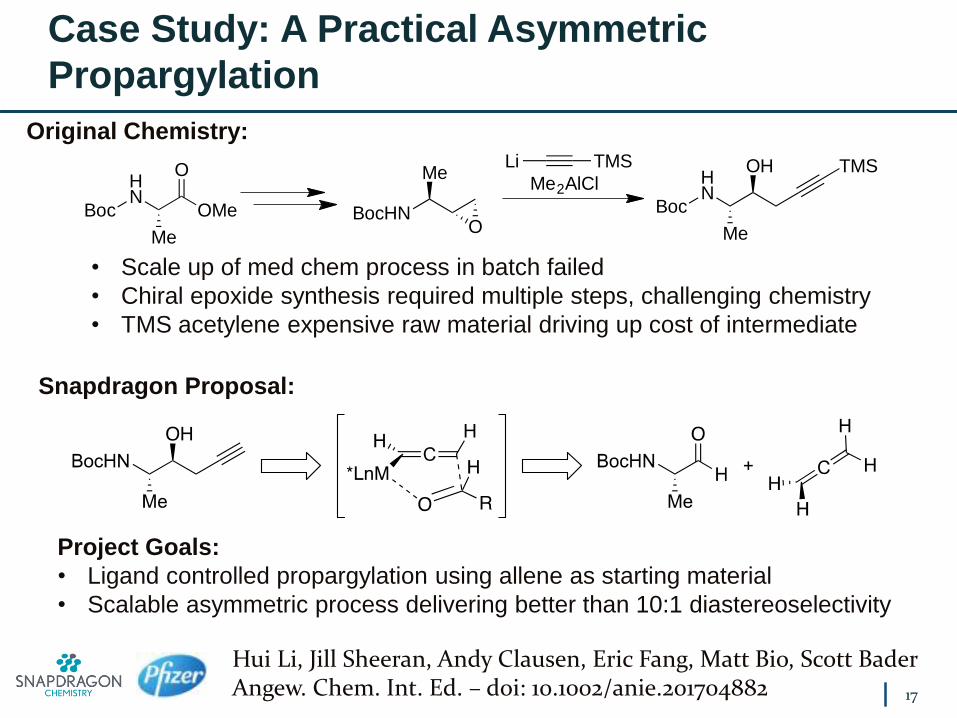
Case Study: A Practical Asymmetric
Propargylation
17
Original Chemistry:
• Scale up of med chem process in batch failed
• Chiral epoxide synthesis required multiple steps, challenging chemistry
• TMS acetylene expensive raw material driving up cost of intermediate
Snapdragon Proposal:
Project Goals:
• Ligand controlled propargylation using allene as starting material
• Scalable asymmetric process delivering better than 10:1 diastereoselectivity
HN
Me
O
Boc BocHNO
MeTMSLi
Me2AlCl HN
Me
OH
Boc
TMS
OMe
Hui Li, Jill Sheeran, Andy Clausen, Eric Fang, Matt Bio, Scott BaderAngew. Chem. Int. Ed. – doi: 10.1002/anie.201704882

18
Using FlowIR to Determine Gas Concentration in Pressurized Flow Reactor
Allene saturated in THF at 1 atm RT
>2.5M solution in flow at 40 psi

Stability of Lithium Allene?
19
y = -0.1449x - 1.7216R² = 0.9799
-5
-4.5
-4
-3.5
-3
-2.5
-2
-1.5
-1
-0.5
0
0 5 10 15 20
Organolithium Decay Kinetics
TTime (min)
Ln [
rel.
Li-R
]
• Decomposition follows 1st order kinetics
• k = 0.145 min-1, t1/2 = 4.8 min @ 22 °C

Study of Lithiation Stoichiometry in Flow
2020
Precipitation risk beyond 0.7
equiv. HexLiEfficient formation of
lithioallene

Importance of Mixing on Lithiation
21
3D printed static mixer Laminating mixer
• Static mixer was stable
for short periods of time
but failed due to
precipitation of
dilithioallene during
extended operation
• Laminating mixers
rapidly clogged
• Dynamic mixer gave
stable performance
without clogging for
extended reaction times

Allenylzinc Screening and Optimization
22
OH
N
N
L1, cinchonine
OH
N
N
L2, cinchonidine
OH
Ph
NH2
Ph
L3
OH
Ph
N
Me
L4 L5
OH
Ph
NMe
Ph
F3C OH
A1
OHMe
MeMe
A2
O2N
OH
A3
Ph OH
A4
OH
A5
MeOH
A6
Chiral Ligands
Achiral Additives
1-S,S 1-R,S
Optimized conditions delivered 32:1 diastereoselectivity with 85% yield
HN
Me
O
BocHN
Me
OH
Boc
HN
Me
OH
Boc+C Li
ZnEt2,R2N OHC Zn
O
R2NTHF
H
H
H H
H
H
Li, H.; Sheeran, J.; Clausen, A. M.; Fang, Y.-Q..; Bio, M. M.; Bader, S. J. Angew. Chem. Int. Ed. 2017, in press

1864 cm-1
1905 cm-1
Optimized Propargylation Reactor Train
23
Li Zn CSTR Tube Reactor
12.3 minutes
THF
FlowIR 20 psi
waste
HexLi
Zn*
Tube reactor
MFC
alle
ne
-10 oC bath
OH
FlowIR
CSTR
Me
BocHN
BocHN
Me
CHO
1/8” OD tubing
30 mmol/hr = 15 grams/hr

Optimized Propargylation Reactor Train
24
Li Zn CSTR Tube Reactor
12.3 minutes

Case study: lithiation scale-up
Challenge: lithiation reaction
performed in batch with
consistency issues, requires
cryogenic conditions
Evaluation in flow revealed
that complete mixing in ~200
ms was required for
acceptable product quality.
Understanding the mixing
allowed us to design and
build a flow skid capable of
performing the
transformation at 1-2 kg/hour
25

Static mixers
Static mixers provide efficient mixing without moving parts
Characterized by Snapdragon using Bourne reactions and
colorimetric readout of acid-base chemistry (publication
forthcoming)
Static mixers are critical for developing scalable
processes with mixing-sensitive reactions!
26

Case Study: Rapid Scale-up by DesignLab to Plant by Calculation
27
50
500
5000
50000
0.1 1 10 100 1000
Static Mixer CharacterizationMixing time vs Total Flow Rate
Flow rate (mL/min)
mix
ingcompletiontim
e(m
s)
1/8" mixer(100 g/h)
1/4" mixer(1-5 kg/h)
3/8" mixer(>5 kg/h)
Operating range (≤ 200 ms)

Special opportunities afforded by fast
reactions
When we develop a process for a very fast reaction, the
reactor can reach steady-state in just a few minutes
It is practical to establish PAR and validate the process at
full-scale using a modest amount of material
In our case, ~15 minutes to establish stoichiometry PAR,
and another ~15 minutes at the target conditions
We can perform experiments using the unaltered >10
kg/day production process using only a few hundred
grams of starting material!
28

Conclusions
Continuous reactors afford us an exceptional degree of
control over chemical processes, even in the most
challenging cases
Flow chemistry gives us the tools to reliably and safely
perform chemistry that would be challenging or
impossible in batch – this allows chemists to think
more creatively about new ways to assemble
molecules
PAT goes hand-in-hand with continuous: monitoring
these processes gives valuable insights and in-process
control
Scale-up can be enabled through careful characterization
of the reactor using model systems29

Where do we go from here?
Organic chemistry has lagged behind other fields in
taking up new advances in data science
One major challenge: we can’t control batch processes
well enough to collect good data!
Continuous processes allow us the ability to precisely
describe the conditions and collect high quality data
Can we use this data combined with a deep
understanding of our reactors to predictably and quickly
scale up, scale down, and tech transfer?
Can we leverage modern data science tools to develop
chemical processes more rapidly? To lead us to better
solutions?
30

Acknowledgements
31
Matthew Bio
Andrew Clausen
Eric Fang
Hui Li
Jillian Sheeran
www.snapdragonchemistry.com
Jade Nelson
Scott Bader
Adam Brown





























