Embed Size (px)
Citation preview
METODOLOGÍA PARA LA DETERMINACIÓN DE UN FACTOR DE EMISIÓN DE MATERIAL PARTICULADO [FEPM] EN CHIRCALES DE PATIO BONITO EN EL
MUNICIPIO DE NEMOCÓN CUNDINAMARCA
MARÍA ROA CONCHA
UNIVERSIDAD DE LOS ANDES
DEPARTAMENTO DE INGENIERÍA CIVIL Y AMBIENTAL Bogotá (Colombia), Diciembre del 2005

IAMB 200520 17
METODOLOGÍA PARA LA DETERMINACIÓN DE UN FACTOR DE EMISIÓN DE MATERIAL PARTICULADO [FEPM] EN CHIRCALES DE PATIO BONITO EN EL
MUNICIPIO DE NEMOCÓN CUNDINAMARCA
MARÍA ROA CONCHA
Proyecto de Tesis para optar por el título de Ingeniera Ambiental
Asesor: Prof. Néstor Y. Rojas (UNIANDES)
Ingeniero Químico
UNIVERSIDAD DE LOS ANDES DEPARTAMENTO DE INGENIERÍA CIVIL Y AMBIENTAL
Bogotá (Colombia), Diciembre del 2005
2

IAMB 200520 17
TABLA DE CONTENIDO
Lista de Figuras ................................................................................................................5
Lista de Tablas .................................................................................................................6
JUSTIFICACIÓN...............................................................................................................7
1. Objetivos ...................................................................................................................9
1.1. Objetivo General ...............................................................................................9
1.2. Objetivos Específicos........................................................................................9
2. Antecedentes ..........................................................................................................10
2.1 Descripción y ubicación de la zona en donde se desarrollará el proyecto .....11
2.2. Estudios de relacionados con el tema ............................................................13
2.2.3. Bases para la investigación de la contaminación Atmosférica en el Valle de
Sogamoso: El caso del material particulado generado en la fabricación artesanal
de ladrillo y cal [Jaramillo, 2001].............................................................................13
2.2.1. Determinación de la Emisiones de fuentes fijas - Chircales - en el municipio
de Nemocón - Cundinamarca [VEGA, 2005] ..........................................................16
2.2.2. AP-42 Cap.11.3 Brick And Structural Clay Products ..................................18
2.3. Documentos de gestión ..................................................................................19
2.3.1. Guía Ambiental Pequeñas Ladrilleras.........................................................19
2.3.2. Oportunidades de Producción Más Limpia En La Industria Ladrillera (2002)
19
3. Descripción del proceso de manufactura del Ladrillo .............................................20
3.1 Características generales de las partículas suspendidas en el aire. ..............24
3.2 Generación de material particulado en el proceso combustión de carbón .....26
CAPITULO II ......................................................................................................................31
4. Metodología ............................................................................................................31
4.1. Equipo empleado para la medición de Material Particulado ...........................31
4.1.1. Antecedentes del equipo.............................................................................33
4.2. Etapa 1: Procedimiento Exploratorio...............................................................34
4.2.1. Resultados de las Mediciones ....................................................................37
4.2.2. Resultados del registro fotográfico..............................................................42
4.2.3. Análisis de los datos obtenidos en la Etapa 1.............................................46
4.2.3.1. Estimación de error en los resultados .................................................53
4.2.4. Observaciones de la Etapa 1. .....................................................................62
3

IAMB 200520 17
4.3. Etapa 2: Propuesta de metodología de medición de material particulado......63
CAPITULO III. ....................................................................................................................69
5. Resultados ..............................................................................................................69
5.1. Estimación de la emisión de material particulado ...........................................69
5.2. Estimación del Factor de Emisión...................................................................70
6. CONCLUSIONES ...................................................................................................73
7. RECOMENDACIONES...........................................................................................73
BIBLIOGRAFÍA...............................................................................................................75
ANEXOS ............................................................................................................................77
4

IAMB 200520 17
Lista de Figuras
Figura 1-1.Distribución de las 245 pequeñas (chircales) y medianas industrias ladrilleras
inventariadas en el área de jurisdicción de la CAR .......................................................................... 10
Figura1-2. Ubicación de la Zona de Estudio: Municipio de Nemocón .............................................. 12
Figura 1-3. Resultados de las mediciones de BC, PM10 y PAH [JARAMILLO, 2001] ..................... 14
Figura 1-4. Variación de la concentración de las partículas de diferentes diámetros en la dirección
del viento para un horno de ladrillo. [JARAMILLO, 2001]................................................................. 16
Figura 1-6. Chircal. Pátio Bonito – Nemocón.................................................................................... 24
Figura 1-7. Distribución de tamaño de las partículas en la atmósfera. (Fuente: EPA, Module 3:
Characteristics of Particles Collection Mechanisms) ........................................................................ 25
Figura 1-8. Rango de tamaño de partículas según mecanismos de formación (Fuente: EPA, Module
3: Characteristics of Particles Collection Mechanisms) .................................................................... 26
Figura 2-1. Equipo utilizado para medir material particulado............................................................ 32
Figura 2-2. Muestreador de material particulado .............................................................................. 32
Figura 2-4. Marcación de Puntos de muestreo ................................................................................. 36
Figura 2-5.Puntos de muestreo Etapa 1 ........................................................................................... 36
Figura 2-6.Vistas se las secciones del horno para el Registro Fotográfico...................................... 37
Figura 2- 7. Muestras (mg) Obtenidas en la Etapa 1. ....................................................................... 38
Figura 2-8. Concetraciones (mg/L) obtenidas en la Etapa 1. ........................................................... 39
Figura 2-9. Concentraciones Obtenidas en cada punto de medición............................................... 39
Figura 2-10. Tasa de salida promedio en cada punto de muestreo (mg/min) .................................. 40
Figura 2-11. Concentración promedio (mg/L) en cada punto de muestreo. ..................................... 41
Figura 2-12. Sección 1- Sector 1-2-3 (Foto Septiembre 24/05 10:48 am**)..................................... 44
Figura 2-13. Distribución de la emisión alrededor del horno ............................................................ 46
Figura 2-14. Clasificación de las muestras obtenidas en la Etapa 1 ................................................ 48
Figura 2-15. Tipos de muestreo no isocinético [REIST, 1993] ......................................................... 54
Figura 2-16. Perdidas según porcentaje (%) muestreado asumido.................................................. 55
Figura 2-18. Impactación por cambio de dirección ........................................................................... 59
Figura 2-19. Modelo simple de impactación. [REIST, 1993]............................................................. 59
Figura 2-20. Modelo simple de impactación aplicado a la sonda de muestreo. ............................... 61
Figura 2-21. Diagrama de velocidades en el punto B. [REIST, 1993] .............................................. 61
Figura 2-22. Propuesta para la división del horno en la medición y el seguimiento Fotográfico...... 66
Figura 2-23. Diagrama de la Metodología de medición propuesta ................................................... 67
Figura 2-24. Diagrama de la metodología propuesta para determinar la emisión del horno ........... 68
5
IAMB 200520 17
Lista de Tablas
Tabla 1-1. Datos asumidos en diferentes estudios referentes a material particulado en industria
ladrilleras ........................................................................................................................................... 19
Tabla 1-2. Tipos de hornos usados en la industria ladrillera. ........................................................... 20
Tabla 1-3.Clasificación de la industria ladrillera artesanal según su nivel tecnológico y capacidad de
producción ......................................................................................................................................... 22
Tabla 1-4. Calidad Promedio de los carbones utilizados en los procesos de combustión de las
ladrilleras ubicadas en la jurisdicción de la CAR .............................................................................. 28
Tabla 2-1. Cronograma de campañas de la Etapa 1 ........................................................................ 34
Tabla 2-2. Datos de las campañas de medición. .............................................................................. 37
Tabla 2-3. Concentración, masa y tasa de salida promedio obtenida en cada punto de muestreo. 40
Tabla 2-4. Secciones del horno......................................................................................................... 43
Tabla 2-5. Calificación de las Emisiones en cada sector.................................................................. 44
Tabla 2-6. Porcentaje de emisión en cada sección alrededor del horno.......................................... 45
Tabla 2-7. Clasificación de las muestras según la Tasa de salida (mg/min).................................... 47
Tabla 2-8. Clasificación de las muestras .......................................................................................... 48
Tabla 2-9. Filtros con muestra para cada rango de Emisión ............................................................ 48
Tabla 2- 10.Número de puntos aproximado en cada sector............................................................. 49
Tabla 2-11. Porcentaje de emisión y número de puntos aproximado en cada sector...................... 51
Tabla 2-12. Cálculo de la emisión de cada sector del horno ............................................................ 52
Tabla 2-13. Emisión del horno .......................................................................................................... 53
Tabla 2-14. Evaluación de pérdidas en el muestreo......................................................................... 55
Tabla 2-15. Cálculo de la distancia de sedimentación según el tamaño de la particular ................. 58
Tabla 2-16. Cálculo de pérdidas inerciales o por impactación en la sonda...................................... 61
Tabla 3-1. Tabla comparativa de los datos asumidos y encontrados en diferentes estudios
referentes a material particulado en la industria ladrillera. ............................................................... 70
Tabla 3-2. Composición promedio del carbón de Cucunubá............................................................ 72
6

IAMB 200520 17
CAPITULO I
JUSTIFICACIÓN
En el municipio de Nemocón en la vereda de Patio Bonito, Cundinamarca, se presenta un
preocupante problema de contaminación atmosférica, debido a que en esta zona
predomina la grande, mediana y pequeña industria ladrillera. De esta última existen
aproximadamente 146 chircales u hornos artesanales de producción de ladrillo [VEGA,
2005], que emiten altas concentraciones de contaminantes que degradan la calidad del
aire, representando una amenaza constante contra la salud de los habitantes de la zona.
Tanto en Colombia como en países en vía de desarrollo, la industria ladrillera tradicional
es una fuente notoria de la polución del aire y por lo tanto directa responsable de
problemas de calidad del ambiente [Jaramillo, 2000]. Se ha demostrado que las ladrilleras
o chircales que se encuentran en la Sabana de Bogotá registran altas emisiones de
material particulado [PM], cuya magnitud es difícil de determinar.
En Colombia no se cuenta con un factor de emisión de material particulado [FEPM] que
se acomode a los hornos artesanales de cocción de ladrillo, debido a la dificultad técnica y
a la escasez de recursos económicos que se requieren para tal fin; algunas ciudades
latinoamericanas han desarrollado inventarios de emisiones adoptando los factores de
emisión [FE] de otros países; es el caso actual de Colombia que usa el factor de emisión
de la EPA (US Environmental Protection Agency)1, el cual se obtuvo con base a
tecnologías diferentes y no se ajusta apropiadamente al funcionamiento de las ladrilleras
nacionales tradicionales. Por esta razón, es necesario determinar un FE propio de los
chircales, que permita estimar el volumen total de las partículas generadas en la actividad
ladrillera tradicional.
Así lo afirma CONPES2 en sus lineamientos para la formulación de la política de
prevención y control de la contaminación del aire: “El diseño, seguimiento, evaluación
1 US Environmental Protection Agency / Agencia de Protección Ambiental de los Estados Unidos 2 Concejo Nacional de Política Económica y Social - Lineamientos para la formulación para la política de prevención y control de la contaminación del aire., Bogotá, D.C., Marzo 14 de 2005/CONPES -
7
IAMB 200520 17
económica y ajuste de las políticas y estrategias nacionales y locales de prevención y
control de la contaminación del aire deberá basarse en información cuantitativa sobre sus
costos y beneficios sociales. Para ello se requiere contar con redes de monitoreo de
calidad del aire, laboratorios, inventarios de emisiones, (...) adeacuados a las realidades
ambientales, económicas e institucionales de cada localidad.”
Las acciones que Colombia ha desarrollado sobre el control de la contaminación del aire
datan desde 1967 cuando se instalaron las primeras redes de monitoreo. En 1979, el
Congreso Nacional aprobó el Código Nacional Sanitario y fue en 1982 cuando se
adoptaron los estándares de calidad por medio del Decreto 02 de 1982, el cual estipula
lineamientos sobre calidad ambiental, normas básicas de las emisiones a la atmósfera
especificando límites y restricciones. Sin embargo, no tiene en consideración
contaminantes como material particulado PM10 y PM2.5 [CONPES,2005].
Así como es imprescindible cuantificar las emisiones de contaminantes, es necesario
contar con parámetros de FE propios de tecnologías y tipos de industria del país.
8

IAMB 200520 17
1. Objetivos
1.1. Objetivo General
Se propone una metodología para la medición de material particulado [PM] sobre
chircales y a partir de esta, estimar un factor de emisión [FEPM] que se ajuste a los
patrones de comportamiento de los hornos artesanales de cocción de ladrillo.
1.2. Objetivos Específicos
Las metas formuladas en el presente trabajo son las siguientes:
• Proponer una metodología de medición de material particulado para hornos
artesanales de cocción de ladrillo (Chircales).
• Estimar la emisión total de material particulado de un horno artesanal, a partir de
mediciones directas sobre la fuente.
• Por medio de la metodología de medición propuesta determinar un factor de
emisión aproximado para hornos artesanales de la industria ladrillera.
• Estimar la relación entre las emisiones de material particulado y la cantidad de
carbón utilizado en el proceso de producción de ladrillo.
9

IAMB 200520 17
2. Antecedentes La industria ladrillera está clasificada en pequeña, grande y mediana según la tecnología
y la capacidad de producción con que se cuenta. De acuerdo con la corporación
Autónoma Regional de Cundinamarca (CAR), se realizó un inventario dentro de su
jurisdicción por parte de la Corporación para la Investigación Socioeconómica y
Tecnológica de Colombia - CINSET3 en un Programa de Sensibilización Sanitario
Ambiental para la PYME4, donde se estableció que la industria ladrillera está presente en
todas la regionales de Cundinamarca [VEGA, 2005]. (Ver Figura1-15)
Se evaluó un total de 477 industrias de las cuales un 5.9·% (26) corresponde a ladrilleras
grandes, un 6.1% (29) a medianas ladrilleras, un 11.1% (53) a pequeñas ladrilleras y el
77% (367) a chircales mecanizados y artesanales, encontrándose la mayor cantidad de
este último tipo de hornos en la Regional de Zipaquirá, particularmente en el municipio de
Nemocón con un total de 146 chircales [CINSET]. Figura 1-1.Distribución de las 245 pequeñas (chircales) y medianas industrias ladrilleras
inventariadas en el área de jurisdicción de la CAR .
1.20% 6.90%
9.80%
59.60%
4.90%
17.10%
0.40%
Regional Fusagasugá Regiona Funza Distrito Capital Regional Zipaquirá
Regiona Villeta Regional Ubaté Regiona Girardot
3 CINSET es una entidad sin ánimo de lucro, constituida en el año 1987, que realiza proyectos en áreas ambientales, sociales, económicas y tecnológicas para la promoción de las MIPYME.
4Tomado de Guía Ambiental 2 “Pequeñas Ladrilleras”; Programa de Sensibilización Sanitario Ambiental para la PYME del Área de Jurisdicción de la CAR; CINSET, Centro de Documentación del DAMA, Numero bibliográfico CG 0169, [VEGA,2005]. 5 Gráfica obtenida de la Guía Ambiental Pequeñas Ladrilleras - Programa de sensibilización sanitario Ambiental para la PYME del Área de Jurisdicción de la C.A.R. CINSET
10

IAMB 200520 17
La Figura 1-1 evidencia una amplia distribución de la industria ladrillera en Cundinamarca,
un 59.60% corresponde a la Regional de Zipaquirá de la cual hace parte la industria del
municipio de Nemocón, el cual constituye una fuente substancial de contaminación,
condiciones similares encontradas en el Valle de Sogamoso, sector que cuenta con la
más importante actividad de manufactura de ladrillo del país y una de las zonas más
contaminadas de Colombia, en el cual el 80% de las emisiones de material particulado
corresponde a ladrilleras artesanales [Jaramillo, 2001].
Actualmente dentro del marco de la Jurisdicción de la Corporación Autónoma Regional se
cuenta con un Proyecto de Ordenamiento Ambiental de la Minería del Carbón, y
Materiales de Arrastre, dirigido a promover o apoyar un proceso de ordenamiento de los
chircales de Nemocón y Cogua [PAT, 2004-2006].
2.1 Descripción y ubicación de la zona en donde se desarrollará el proyecto El actual estudio se llevará a cabo en algunos chircales de la vereda de Patio Bonito en el
municipio de Nemocón, Cundinamarca. Las actividades económicas más relevantes en
este municipio son la explotación de minas de carbón, la orfebrería, el trabajo de arcilla en
los chircales y la estructuración del ladrillo. Esta última actividad constituye, el soporte
económico de la mayoría de las familias en la región. Una de las veredas que concentra
mayor actividad ladrillera es Patio Bonito. La explotación minera en esta vereda se
desarrolla sin ningún control representando un alto nivel de contaminación ambiental
causada por las emisiones de los hornos.
Adicionalmente el terreno presenta un alto índice de erosión debido a las condiciones
propias del suelo y al inadecuado manejo de la explotación de la materia prima para la
manufactura del ladrillo. La degradación de la capa vegetal hace que el terreno se
improductivo para las actividades ganadera y agropecuaria, consecuencia directa de este
hecho es la concentración cada vez mayor de la población en la actividad de la industria
chircalera, [OIT-IPEC, 2001].
Nemocón está ubicado en el departamento de Cundinamarca al norte de la capital, tiene
un área de 99 km2 y una elevación de 2585 m.s.n.m. Se encuentra a una distancia
aproximada de 65 Km de Bogotá.
11

IAMB 200520 17
Figura1-2. Ubicación de la Zona de Estudio: Municipio de Nemocón
National Geographic; www.nationalgeographic.com INVIAS; www.invias.gov.co/ info/mapas/mapas.asp
Zona de Estudio
En el municipio se Nemocón se cuenta con una estación de monitoreo que hace parte de
la Red de Calidad del Aire de la CAR, identificada con el numero: 2120540 – CHECUA, la
cual está ubicada en la escuela de la vereda de Patio Bonito. Esta estación registra datos
meteorológicos como la dirección y velocidad del viento y también cuenta con mediciones
de concentraciones de partículas suspendidas totales TSP y de material particulado
menor a 10 micras (PM10) en el ambiente. Los datos son mensuales y se cuenta con un
seguimiento desde el año 1982. Se han encontrado concentraciones promedio anuales6
de 60.88 µm/m3 y una máxima concentración de 142.38 µm/m3 para PM10 y
concentraciones promedio anuales de 83.45 µm/m3 y una máxima concentración de
194.83 µm/m3 para TSP. De acuerdo con los estándares establecidos por la EPA, el
municipio se encuentra clasificado como un sector de contaminación media [VEGA, 2005].
Estos antecedentes serán una ayuda para sustentar los resultados que se obtengan en el
estudio.
12
6 Datos tomados del Reporte Otorgado por la CAR para la estación “Checua” – VEGA, 2005

IAMB 200520 17
2.2. Estudios de relacionados con el tema
En Colombia se han desarrollado múltiples estudios referentes a la industria ladrillera
parte importante de la economía del país. A continuación se nombrarán algunos que
tratan de manera explícita el problema de los chircales en algunos sectores del país.
También se hará referencia al capitulo 11.3 del AP-42 documento de la EPA que contiene
un compilado de tablas y factores de emisión para diferentes contaminantes y distintas
actividades de la industria Norte Americana.
2.2.3. Bases para la investigación de la contaminación Atmosférica en el Valle de Sogamoso: El caso del material particulado generado en la fabricación artesanal de ladrillo y cal [Jaramillo, 2001]
Este proyecto se realizó en el Valle de Sogamoso que se encuentra dentro de las cinco
regiones más contaminadas de Colombia [CONPES,2005], y cuya fuente de polución
corresponde a 1087 pequeñas, medianas y grandes industrias ladrilleras, hornos de cal y
siderúrgicas entre otras. En este estudio se evaluaron las propiedades físicas, la
composición química, el comportamiento y la formación de material particulado en la
industria tradicional. Con el apoyo de EPFL7, Lausana - Suiza se realizaron mediciones y
análisis con un Aetalómetro Ae-9, un PAS 1000i y un Wedding High Volume Sampler
PM10.
• El Aetalómetro Ae-9 es el analizador más común para medir carbón negro BC,
mide la atenuación de un rayo de luz a través de un filtro mientras está reteniendo
material particulado. El aumento de la atenuación óptica es debido al incremento
del BC en la muestra de aire tomado durante intervalo de tiempo. La concentración
de BC se obtuvo dividiendo el incremento de BC entre el volumen de aire tomado
y teniendo en consideración la atenuación específica dada por las combinaciones
de filtro y óptica utilizadas.
• El Sensor Fotoeléctrico de Aerosoles (PAS), es un medidor de Hidrocarburos. A
partir de la recolección de una muestra de aire ambiente y pasándola por un
precipitador electrostático, libera las partículas ionizadas que provienen del
proceso de combustión. Las partículas de carbón contaminadas con Hidrocarburos
Aromáticos Policíclicos son fotoionizados, cuando el flujo neutro de aerosoles es
pasado por una unidad fotoionizadora con luz UV de longitud de onda menor a
7 ÉCOLE POLITECHNIQUE FÉDÉDALE DE LAUSANNE - Lausana, Suiza
13

IAMB 200520 17
185nm. Las cargas negativas resultantes son drenadas hacia las paredes de la
unidad por un electrodo. Las cargas positivas restantes pasan luego por un
electrómetro de aerosoles donde se separan y se mide su carga, que es
proporcional a la concentración de PAH. [JARAMILLO, 2001 – Pág.71].
• Se utilizó un analizador Wedding High Volume Sampler PM10 para la medición de
material particulado. La medición consiste en que se toma una muestra de aire
que entra por un sistema que se compone de un filtro ciclónico omnidireccional de
fraccionamiento que permite la entrada de aerosoles en cualquier ángulo de
incidencia. Se efectúa una remoción de partículas grandes (>10µm) en un tubo
interno de recolección. El flujo se somete a cambios de dirección donde finalmente
el PM10 llega a un filtro donde se puede hacer un futuro análisis de la muestra.
Estos equipos se utilizaron en ensayos para medir el aire ambiente. Con los
tres analizadores en funcionamiento en periodos de tiempo continuos se pretendía
llegar a una correlación de PM10, BC y PAH. Se concluyó que no existe ninguna
relación entre el PM10 y los otros dos contaminantes. Figura 1-3. Resultados de las mediciones de BC, PM10 y PAH [JARAMILLO, 2001]
Para este estudio también se contó con antecedentes de medición de TSP en el valle de
Sogamoso a partir de una red de monitoreo que funcionó por 7 años (1983-1990), la cual
contaba con tres medidores de alto volumen (TSP). Sin embargo los datos eran
inconsistentes y poco veraces debido a factores externos de operación. A pesar de esto
se contó con datos de una nueva red de monitoreo de la calidad del aire instalada por
CORPOBOYACA en el año 1997. La red actual de monitoreo cuenta con 7 estaciones
14

IAMB 200520 17
cada una con un equipo de medición de material particulado y uno de gases
contaminantes. Con esto se encontró que las mayores concentraciones de PM10
provenían de las estaciones que se encontraban más próximas a la mayoría de los
chircales y caleras de la región.
Los factores de emisión de partículas fueron estimados considerando las fracciones del
carbón que contribuyen directamente a la formación de material particulado: carbón fijo
(formación de BC), las cenizas y el azufre. Se asumió para los hornos de ladrillo un
consumo de 6ton de carbón/hornada y una hornada de 8 días8. A partir de esto se obtuvo
una tasa de consumo de carbón de 7.9 g/s.
La tasa global de generación de partículas se estimó tomando como base de cálculo un
rango del 20-80% del las fracciones del carbón convertible en partículas del análisis
químico del carbón de la región de Sogamoso:
• Carbón Fijo → BC
• Cenizas → Ceniza volante
• Azufre → Sulfatos
Los resultados se promediaron y se obtuvo un rango de 1.1 – 4.3 gPM/s para un chircal
típico artesanal.
PM 1.1 – 4.3 g/s
También se simuló la dispersión de las partículas emitidas; a partir de la aplicación de un
modelo Gaussiano representado por la ecuación 1-1 y 1-2 para esto se asumió: el
comportamiento del horno como el de una chimenea. Para determinar la altura efectiva se
tomó una altura de chircal de 3m, despreciable en comparación con H. Para ∆H se
tomaron valores de la literatura (WARK 1996, HEMOND 1994); la T de salida de la
chimenea se tomó como 400°K, la velocidad de salida 2m/s y el diámetro del chircal 3m
así mismo también se supuso una distribución discreta de masa (se asume que las
emisiones se comportan como una pluma que se dispersa en la dirección del viento).
8 Las condiciones que se asumieron para los hornos difieren a los hornos que se estudian en este proyecto, ya que se asumió que estas condiciones pertenecen a un horno tipo Árabe o Colmena. El horno con el que se trabaja en este estudio es de Fuego Dormido (una hornada dura 30días y se consumen aproximadamente 11ton de carbón por hornada)
15

IAMB 200520 17
1-1 y 1-2
A partir de esto se obtuvo el siguiente comportamiento.
Esta figura muestra la distribución de la concentración de las partículas de diferentes
diámetros sobre el eje axial determinado por la dirección de viento. Estos resultados
evidencian un incremento apreciable de concentración de partículas a una distancia de 2-
4km desde el punto de emisión (horno artesanal) en la dirección del viento.
Figura 1-4. Variación de la concentración de las partículas de diferentes diámetros en la
dirección del viento para un horno de ladrillo. [JARAMILLO, 2001]
2.2.1. Determinación de la Emisiones de fuentes fijas - Chircales - en el municipio de Nemocón - Cundinamarca [VEGA, 2005]
Este proyecto es de gran importancia para el estudio actual ya que sienta bases
importantes del comportamiento de los hornos dentro del marco de la industria ladrillera
16

IAMB 200520 17
de Nemocón, Cundinamarca en la vereda de Patio Bonito. Se evaluó la calidad del aire, a
partir de tres estrategias de medición y monitoreo que se basaron en: (1) los datos de la
estación de monitoreo de la CAR ubicada en la escuela de la vereda de Patio Bonito, (2)
encuestas que ayudaron a determinar y caracterizar la industria ladrillera de Patio Bonito y
(3) mediciones directas de CO sobre los hornos artesanales para determinar las
concentraciones de CO provenientes de los chircales y la calidad del aire en los
alrededores cubriendo hasta una distancia de 20m a la redonda y por último también se
hicieron mediciones de exposición personal.
Se evaluaron las emisiones para dos tipos de hornos (Fuego dormido y Cúpula), a partir
de la metodología ajustada por la EPA – Environmental Protection Agency – en el manual
de monitoreo e inventario de emisiones AP-42, donde según la composición química del
combustible (se tomó el análisis Químico de Carbones de la zona Checua –
Lenguazaque), la cantidad y los factores de emisión (para carbón bituminoso)
reglamentados por la entidad, se dedujeron las emisiones en función del peso de acuerdo
con la ecuación 1-1:
)1001( EREFAE −××= 1-1
Donde:
E = Emisión
A = Rata de Actividad
EF = Factor de Emisión
ER = Eficiencia reducción total de emisiones %
De acuerdo con el capitulo 19 del AP-42 basado en combustión de carbón bituminoso para
fuentes fijas externas y del de estudio del impacto ambiental de ladrilleras en el área del
paso Texas frontera con México. Se asumió para PM10, FE=13.2 lb/Ton y para PM, FE=66
lb/Ton correspondientes a un horno con una configuración stoker – fired (se caracterizan
por realizar la combustión en el fondo del horno y de forma estática).
Los resultados se muestran en la siguiente tabla:
PM 2.95 kg/día 0.03414g/s
PM10 0.56 Kg/día 0.00648 g/s
(11 Ton carbón/horneada, tiempo de cocción 30días)
9 AP-42, Capítulo 1, Sección Bituminous and Subbituminous Coal Combustión, Environmental Protection Agency, USA. www.epa.gov/ttn/chief/ap42/ch01/index.html
17

IAMB 200520 17
En es estudio se declaró necesario evaluar a futuro con otras técnicas ya que estos
factores cuentan con poca validez, primero por que no se ajustan a las condiciones de los
hornos estudiados y segundo la EPA califica los factores de emisión de la siguiente
manera A es una alta validez y E es la peor y los factores de emisión que se aplicaron al
estudio[VEGA, 2005] están calificados con B y mas específicamente el factor de emisión
para PM10 cuenta con una calificación de E indicando una baja validez.
2.2.2. AP-4210 Cap.11.3 Brick And Structural Clay Products La información de este documento está fundamentada en Estados Unidos por la EPA y ha
sido revisada por la Oficina de Calidad del aire del mismo país (Office of Air Quality
Planning). Este reporte provee información del marco general de la industria ladrillera
soportado por estudios y mediciones dentro de esta actividad. Describe los procesos de
producción de una ladrillera típica (USA), lo cual permite comparar la tecnología para la
cual se hicieron los estudios con la tecnología que se trabajará en este proyecto como se
verá mas adelante.
El capitulo 11.3 del AP-42 determina y clasifica las emisiones que provienen de la
manufactura de ladrillos, nombrando los siguientes contaminantes, material particulado
(PM10 y PM2.5), dióxido de azufre (SO2), trióxido de azufre (SO3), óxidos de nitrógeno
(NOx), monóxido de carbono (CO), metales, compuestos orgánicos totales (TOC) entre
otros, especificando diferentes factores que afectan las emisiones como la composición y
humedad del material utilizado, el combustible del horno y los parámetros de operación
del horno.
Este manual nombra las principales fuentes de PM en esta industria y califica el proceso
de molienda y el proceso de cocción como fuentes importantes de PM haciendo énfasis
en los hornos cuya fuente de energía es el carbón. En el Anexo 1 se encuentra la Tabla
con los factores de emisión de la EPA para cada fuente, se resaltan los del proceso de
cocción en hornos de carbón, que es la actividad en la cual se concentrará este proyecto.
En el Anexo 2 está el diagrama 11.3 del AP-42 que especifica cada etapa dentro del
proceso de manufactura del ladrillo junto con las emisiones que se generan en cada
actividad.
10 Compilation of Air Pollutant Emission Factor/ Manual de monitoreo e inventario de emisiones de la EPA
18

IAMB 200520 17
2.3. Documentos de gestión 2.3.1. Guía Ambiental Pequeñas Ladrilleras Esta guía hace parte del Programa de Sensibilización Sanitario – Ambiental para la
PYME. Trata aspectos sobre: localización, caracterización y tamaño de las ladrilleras en la
jurisdicción de la CAR; parámetros conceptuales, valoración de los impactos,
consecuencias sanitarias y ambientales y medidas para la elaboración de un plan de
manejo ambiental. La información contenida en este manual abarca a grandes rasgos las
pequeñas y medianas industrias ladrilleras dentro de las cuales un 59.9% pertenecen a
Cundinamarca y en su mayoría al municipio de Nemocón.
2.3.2. Oportunidades de Producción Más Limpia En La Industria Ladrillera (2002) La Corporación Autónoma Regional ha venido desarrollando una gestión para mejorar el
desempeño del sector de producción ladrillero dentro de su jurisdicción. Este documento
es una guía para empresarios que tiene como fin mejorar e implementar un sistema de
producción más limpia en la actividad extractiva transformadora. Clasifica y describe los
diferentes impactos ambientales, las técnicas, los procesos y las fases de la actividad y
nombra diferentes estrategias de producción más limpia dirigidas a cada fase asociada a
la manufactura. Tabla 1-1. Datos asumidos en diferentes estudios referentes a material particulado en
industria ladrilleras
Autor Condiciones del Horno FE
asumido Emisión PM (G/S)
Emisión PM10
JARAMILLO (2001)
Horno Árabe o Colmena
carbón/hornada: 6Ton
Tiempo cocción: 8días
PM: 7.9g/s (tasa de
consumo de
carbón)
1.1 – 4.3 NE
VEGA (2005)
Horno Tipo fuego
dormido
carbón/hornada: 11Ton
Tiempo cocción: 30días
PM10: 5987.42g/Ton
(13.2 lb/Ton )
PM:29937.096g/Ton
(66 lb/Ton)
0.03414 0.00648
Oportunidades de producción mas limpia en
el sector
Horno tipo colmena
carbón/hornada: 32Ton
Tiempo cocción: 3días PM10: 3.10g/Ton NE NE
19

IAMB 200520 17
ladrillero
NE=Dato No Estimado
3. Descripción del proceso de manufactura del Ladrillo Las industrias ladrilleras se clasifican según su nivel tecnológico y su capacidad de
producción. La tecnología de las ladrilleras esta directamente relacionada con el tipo de
horno manejado; los chircales manejan hornos de fuego dormido, árabe o colmena. Las
empresas pequeñas emplean varios hornos colmena, las empresas medianas utilizan
hornos continuos tipo Hoffman y las grandes tienen hornos de túnel, de rodillos o
Hoffman. Tabla 1-2. Tipos de hornos usados en la industria ladrillera.
TIPO HORNO
CARACTERISTICAS IMPACTO
AMBIENTAL
*Fuego Dormido
• Horno artesanal, construido en forma circular generando una
bóveda.
• El material se carga por una puerta lateral alternando capas de
carbón y ladrillo.
• La cocción dura 30 días.
• El material producido es de baja calidad y la producción de
ladrillos es de 15000 a 20000/hornada
Impacto Alto
Árabe
• Horno rectangular.
• Posee 8 hornillas laterales e inferiores para el suministro de
carbón.
• No tiene techo ni chimenea.
• Rápida cocción (7 días), alta producción y alta contaminación
• Consume entre 8 y 10 toneladas de carbón por hornada (15 Ton
arcilla)
Impacto Alto
Tipo Baúl
• Similar al funcionamiento del horno árabe, pero con evacuación de
los gases por tiro natural
• Consume entre 9 y 12 toneladas de carbón por hornada (18 a 20
Ton arcilla)
Impacto Alto
20

IAMB 200520 17
Llama Invertida
• Horno cerrado, intermitente. El tiro puede ser natural o forzado.
• La alimentación del material seco se realiza por la puerta lateral
• El carbón se suministra en unas parrillas colocadas en la pared del
horno o mediante stocker
• Los humos de combustión son evacuados por chimenea.
• Consume entre 15 y 30 toneladas de carbón por hornada. (30 Ton
de arcilla)
Impacto Alto
Colmena
• Horno semiesférico
• Evacuación de gases de combustión mediante tiro natural
• Baja capacidad de producción,
• Consume entre 5 a 10 toneladas de carbón por hornada, (8 a 12
Ton arcilla)
Impacto Medio
Hoffman
• Consiste en dos galerías paralelas y está formado por
compartimientos contiguos cuyos extremos se unen por un
desafueros
• Hornos continuos de alta producción
• Alta eficiencia térmica
• En 7 días aproximadamente se termina el ciclo de quemado.
• La alimentación del combustible se realiza en la parte superior del
horno mediante la alimentación manual o con ayuda de carbojet.
• Consume cerca de 25 a 30 Toneladas de carbón por quema. (50
Ton arcilla)
Impacto Bajo
Tunel
• Horno continuo
• Bajo nivel de contaminación
• La longitud del horno fluctúa entre 80 a 120 metros
• Consume cerca de 500 toneladas de carbón por mes
• El combustible se suministra mediante un sistema de transporte
neumático.
• Industria altamente tecnificada y con niveles de producción altos.
Impacto Bajo
De Rodillo
• Cuentan con una serie sucesiva de rodillos cerámicos
• Tienen dos o tres líneas de flujo por donde circula el material a
cocer
• El combustible es gas, introducido en la parte lateral
Impacto Bajo
FUENTE. Tomado de Guía para Empresarios; OPORTUNIDADES DE PRODUCCION MAS LIMPIA EN LA
INDUSTRIA LADRILLERA
21

IAMB 200520 17
*Las mediciones y los análisis se desarrollaron en chircales de tipo Fuego Dormido. La
Tabla 1-3 muestra la clasificación de la industria artesanal según su nivel tecnológico.
Tabla 1-3.Clasificación de la industria ladrillera artesanal según su nivel tecnológico y
capacidad de producción
Industria Moldeo Secado Cocción Capacidad
Instalada
(Ton/mes)
Chircal Artesanal
*Manual o por
extrusora sin vacío Natural
Hornos de fuego
dormido <125
Chircal
Mecanizado
Extrusora sin vacío
Natural Horno árabe u horno de colmena
Entre 125 y 300
FUENTE: Guía Ambiental Pequeñas Ladrilleras- Programa de Sensibilización Sanitario Ambiental para la
PYME del Área de Jurisdicción de la CAR; CINSET
La producción de ladrillo envuelve minería, molienda, moldeo y cocción. La materia prima
es la arcilla y se obtiene de la excavación del suelo, todo el material que se extrae del
suelo se mezcla con agua para lograr una mezcla moldeable con una humedad
determinada. El material se introduce manualmente a un sistema que cuenta con un
molino que lo tritura para homogenizarlo y a veces de una extrusora sin vacío que lo
moldea, (el moldeo también puede ser manual*); el material sale en forma cúbica y se
corta con unos moldes que constan de dos alambres, conformando así los bloques
crudos.
22

IAMB 200520 17
Una vez formados los bloques estos se apilan. Se acondicionan dejándolos secar a la
intemperie (naturalmente) por un periodo aproximadamente de 20 a 30 días (sujeto a las
condiciones meteorológicas). El secado es bastante importante para someter el producto
a una cocción definitiva con las propiedades deseadas (Baja humedad, rigidez). Cuando
los bloques han llegado a unas condiciones adecuadas estos se cargan al horno para la
cocción.
Figura 1-4. Diagrama de flujo del proceso de Manufactura del ladrillo
V
III-IV
I-II Preparación del
Material
20 – 30 días*
8 días*
20 – 30 días *
8 -15 días *
I8 -15 días *
Procesos simultáneos
V
IV
III
II
Extracción del material (arcilla)
Cocción
Carga del horno
Secado de los Bloques
Conformación o moldeo de los
Bloques
Molienda del Material
Etapa de Estudio (* todos los procesos están sujetos al clima por esto se presenta la duración en intervalos de tiempo)
La Figura 1-5 muestra las diferentes etapas de manufactura.
23

IAMB 200520 17
La cocción del ladrillo se lleva a cabo en diferentes tipos de hornos, como se mostró en la
Tabla 1-2 pero se estudiará la industria artesanal que cuenta con hornos de Fuego
dormido
Estos hornos constan de una bóveda semicircular (ver Figura 1-6) recubierta de piedra o
de ladrillo, tienen una capacidad de producción de 15000 a 20000 ladrillos, su fuente de
energía es el carbón, se caracterizan por su forma irregular, bajo aprovechamiento del
calor e ineficiencia en la quema del combustible. Los ladrillos son dispuestos dentro del
horno en capas horizontales donde cada capa es dividida por una cama de carbón que
facilita la cocción a medida que se va quemando. En la cocción los bloques deben llegar a
un estado de vitrificación11.
Figura 1-5. Chircal. Pátio Bonito – Nemocón
La ausencia de chimeneas en este tipo de hornos afecta directamente a las personas que
se encuentran en las vecindades por sus altas emisiones heterogéneas. Las principales
características de estos hornos que los diferencian de las ladrilleras son: su tecnología, su
tamaño, sus procesos de producción y la participación de mano de obra no calificada.
3.1 Características generales de las partículas suspendidas en el aire. Las partículas que están suspendidas en el aire tienen diversos tamaños que son
definidos por su diámetro. Conocer la gama del tamaño de las partículas es importante en
11 Proceso cerámico por el cual los materiales silicoaluminos se sintetizan formando una capa superficial dura, brillante y generalmente transparente. La sinterización es la reacción entre partículas sólidas, para dar un producto menos poroso. Mucos óxidos son formadores de vidrio, los más comunes son el B2O3, SiO2 y P2O5 que con frecuencia vitrifican por enfriamiento. (Oportunidades de producción mas limpia en el sector ladrillero, Pág. 28)
24

IAMB 200520 17
el control de la contaminación atmosférica ya que de esto depende la eficacia de la
recolección de algunos tipos de equipos de muestreo de partículas. La Figura1-7 muestra
la distribución de tamaño, típica del material particulado atmosférico. Figura 1-6. Distribución de tamaño de las partículas en la atmósfera. (Fuente: EPA, Module
3: Characteristics of Particles Collection Mechanisms)
Las partículas se clasifican según su tamaño representado en su diámetro:
• Partículas suspendidas totales (TSP): Partículas cuya distribución de tamaño
comprende un diámetro desde 0,1 micrómetros a cerca de 30 micrómetros, incluyen
una amplia gama de tamaños de partículas incluyendo partículas finas, gruesas, y
súper gruesas.
• PM10: La EPA define PM10 como partículas con un diámetro de 10 micrómetros. El
término PM10 será utilizado para incluir todas las partículas que tienen un diámetro
aerodinámico igual o menor a 10 micrómetros.
El PM10 se regula como un tipo específico de "agente contaminador" porque se
considera respirable. Es decir las partículas con un diámetro menor a 10 micrómetros
pueden penetrar en la zona respiratoria más baja. La gama entre 0,1 y 10 micrómetros
es especialmente importante en estudios de contaminación atmosférica.
• PM2.5: Al igual que el PM10, la EPA define el PM2.5 como materia de partículas con un
diámetro de 2,5 micrómetros. El término PM2.5 será utilizado para incluir todas las
partículas que tienen un diámetro aerodinámico de menos o igual a 2,5 micrómetros.
25

IAMB 200520 17
La EPA tomó 2,5 micrómetros como la partición de partículas finas y gruesas.
Para diferentes procesos industriales se genera determinado tipo de partículas, la figura
1-8 resume el rango de partículas que se produce en diferentes mecanismos. Para este
estudio son de interés las partículas que están en el rango de 1-100µm de diámetro, ya
que se generan en procesos generalmente de combustión.
Figura 1-7. Rango de tamaño de partículas según mecanismos de formación (Fuente: EPA, Module 3: Characteristics of Particles Collection Mechanisms)
3.2 Generación de material particulado en el proceso combustión de carbón El carbón es el principal combustible utilizado en los procesos de cocción de ladrillo,
además es el factor determinante en la generación de contaminación atmosférica. Del
85% al 90% de las emisiones de partículas proviene de las fuentes de producción de
energía, y la gran mayoría se debe al consumo de carbón bituminoso** y de
lignitos*12[WARK-WARNER, 2000].
La calidad del carbón está constituida por las siguientes propiedades:
• % Humedad Total: Una humedad alta en el carbón induce a pérdidas de energía
en los hornos al consumirse el calor en la evaporación del agua.
12 Los diferentes tipos de carbón se clasifican según su contenido de carbono fijo. La turba, la primera etapa en la formación de carbón, tiene un bajo contenido de carbono fijo y un alto índice de humedad. El lignito*, es el carbón de peor calidad, tiene un contenido de carbono mayor. El carbón bituminoso** tiene un contenido aún mayor, por lo que su poder calorífico también es superior. La antracita es el carbón con el mayor contenido en carbono y el máximo poder calorífico.
26
IAMB 200520 17
• % Cenizas: Un bajo porcentaje de ceniza aumenta la capacidad de los equipos.
Sin embargo se debe presentar siempre un contenido de ceniza ya que esta
también desempeña un papel aislante evitando el sobrecalentamiento.
• % Materia volátil: Corresponde a aquellos productos que se liberan en forma de
gas durante el proceso. Un porcentaje alto facilita la iniciación de la combustión
mientras que con un porcentaje bajo se necesita precalentar más el carbón para el
proceso.
• % Azufre: el contenido de S debe ser conocido desde el punto de vista ambiental.
Durante la combustión, el azufre se convierte en óxidos de azufre (SO3 y SO2) que
se emiten al aire y son compuestos altamente corrosivos y nocivos para la salud
humana.
• Poder calorífico: Es la energía de combustión del carbón y determina la cantidad
de carbón que debe ser quemado para llegar a una capacidad dada en el horno.
Mientras más poder calorífico mejor es el carbón.
Estas propiedades varían según su procedencia. El carbón utilizado en los hornos de
patio Bonito proviene de las diferentes minas de los municipios de Cucunubá, Nemocón,
Suesca, Sutatausa, Tausa13 de la zona carbonífera de Cundinamarca. En general el
carbón de los municipios nombrados se caracteriza por ser Bituminoso. La tabla 1-4
muestra la calidad promedio de los carbones utilizados en la jurisdicción de la CAR.
13INGEOMINAS, Instituto Colombiano de Geología y Minería http://www.ingeominas.gov.co
27

IAMB 200520 17
Tabla 1-4. Calidad Promedio de los carbones utilizados en los procesos de combustión de las ladrilleras ubicadas en la jurisdicción de la CAR
Procedencia Humedad Total (%)
Cenizas (%) Materia
Volátil (%) Azufre (%)
Poder Calorifico (BTU/lb)
Checua Lenguazaque
(Cund.) 3.9 10.2 28.4 0.84 13194
Suesca Albarracín
(Cund.) 3.9 13.3 32.6 0.77 12265
Samacá (Boyacá)
3.9 10.2 28.4 0.84 13194
Tunja Duitama (Boyacá)
17 13.4 33.9 3.44 7254
Sogamoso Jericó
(Boyacá) 3.7 9.5 24.2 1.08 13367
Depto. De Santander
2.8 22.6 1.7 1.7 11421
FUENTE: Guía Ambiental Pequeñas Ladrilleras- Programa de Sensibilización Sanitario Ambiental para la
PYME del Área de Jurisdicción de la CAR; CINSET
El proceso de combustión determina diferentes factores dentro de la producción como la
calidad del producto y las emisiones del horno. La configuración de los ladrillos dentro del
horno, dificulta la presencia de oxígeno, ocasionando una combustión incompleta y
deficiente a temperaturas que no son suficientemente altas para quemar todo el carbón
[Jaramillo, 2001], impidiendo también que los bloques alcancen un estado de vitrificación,
obteniendo ladrillos de baja calidad y frágiles. La combustión debe efectuarse a
temperaturas superiores a 816°C para que se destruyan todos los vapores orgánicos y
aerosoles [Bethea, 1978].
Para una combustión eficiente se deben tener en cuenta los siguientes aspectos:
• Mezcla íntima combustible – oxigeno
• Suministro de suficiente aire para quemar todo el combustible
28

IAMB 200520 17
• Una temperatura apta para iniciar la combustión (Precalentamiento)
• El tiempo necesario para que la combustión sea completa
• La calidad del combustible
En el proceso se debe formar CO2 y H2O idealmente como productos (Ver ecuaciones14 1-
1 y 1-2).
22 COOC →+
OmHnCOOnmHC mn 222 24)4(4 +→++ (1-1 y 1-2)
Si las reacciones en cadena son interferidas o si no hay suficiente oxigeno, se generarán
productos intermedios generalmente dañinos.
La fracción no combustible de carbón genera principalmente ceniza y su composición
depende de las condiciones de combustión y de las propiedades iniciales del combustible.
Entre más incompleta la combustión mayor será la generación de material particulado.
Las partículas generadas están compuestas por cenizas e inquemados (Hollín). La
presencia de humo (partículas en suspensión) es un indicador de qué tan eficiente es la
combustión, notorias emisiones representan una combustión incompleta [HESKETH, 1979
(Jaramillo, 2001)]
Las emisiones de material particulado dependen principalmente de la configuración del
horno, la práctica de combustión, del contenido de ceniza y de azufre en el carbón.
Generalmente las emisiones de PM se acrecientan durante el inicio del proceso (mientras
se consigue una temperatura de combustión óptima) y cuando hay una muy alta cantidad
de combustible frente a la cantidad de aire que estequiometricamente debe ser
suministrado. La Figura 1-9 sintetiza las causas de la generación de PM que se han
nombrado en este capítulo.
14 JARAMILLO, 2001
29

IAMB 200520 17
Directamente relacionado
Material particulado
Formación de subproductos
COMBUSTIÓN INEFICIENTE O INCOMPLETA
Baja relación oxigeno-
combustible
↑% azufre ↑ % cenizas ↓ Poder calorífico
Baja Temperatura de cocción
Calidad del carbón
Configuración ladrillos dentro
del horno
Tipo de horno
Figura 1-7. Factores que intervienen en la generación de PM en el proceso de cocción de ladrillos de la industria artesanal
30

IAMB 200520 17
CAPITULO II
4. Metodología
Cualquier medición de contaminación del aire comprende dos grandes problemas. El
primero es obtener una muestra representativa y adecuada y el segundo es determinar
correctamente la concentración del contaminante de interés [NEVERS, 2000]. La
metodología de medición que se planteará busca obtener muestras representativas.
Este estudio está basado en observaciones y en mediciones de concentración de masa
por medio de recolección de material particulado por filtración. Para llegar a determinar
una metodología específica se desarrollaron dos etapas; en la Etapa 1 se llevó a cabo un
procedimiento de exploración de campo, con el fin de apreciar, investigar y captar ciertos
comportamientos del horno estudiado, para esto se desarrollaron campañas donde se
efectuaron mediciones y un seguimiento fotográfico. La etapa 2 se basó en analizar los
resultados obtenidos en la exploración inicial para finalmente proponer una metodología
precisa de medición.
4.1. Equipo empleado para la medición de Material Particulado Existen diferentes métodos para medir material particulado que dependen del tipo de
información de interés: la distribución de tamaños, concentración másica y la composición
química. En este proyecto se empleará un medidor puntual de material particulado,
fabricado por el profesor Néstor Y. Rojas del departamento de Ingeniería Química de la
Universidad de los Andes.
El equipo consta de (Ver Fig. 2.1 y Fig. 2.2):
• Una Sonda de cobre Ф=¼” y 1m de largo
• Bomba de succión de gases de escape
• Trampa de muestreo o sistema de porta filtros
• Rotámetro, termostato
• Además se acopló al final de la sonda un cono de tal manera que se pudiera
obtener la mayor muestra posible.
31

IAMB 200520 17
Figura 2-1. Equipo utilizado para medir material particulado
Figura 2-2. Muestreador de material particulado
El mecanismo radica en recoger las partículas en una superficie de filtración (Filtros de
47mm de diámetro Whatman Glass Microfibre Filtres 934-AH) por medio de una bomba
de succión de gases. La obtención de masa se determina pesando el filtro antes y
después del muestreo.
La concentración se halla de la siguiente manera (Ver ecuación 2.1):
( )tFPP
C i
*0−
= [ ]
][volúmenmasa
2.1
Donde C: Concentración
Pi: Peso filtro acondicionado antes de muestreo
P0: Peso filtro acondicionado después de muestreo
32

IAMB 200520 17
F: Caudal de Flujo corregida
t: Tiempo de muestreo
Para los filtros se debe tener en cuenta un manejo especial:
1. Manipularlos con pinzas
2. Acondicionarlos antes y después del muestreo en un desecador
con solución de acido sulfúrico (H2SO4) de grado reactivo al 43%
por un periodo mínimo de 24 horas, para mantener la humedad
del desecado de 50%.
3. Pesarlos después de cada acondicionamiento en una balanza de
precisión de +/- 0.0001g.
La calibración es un aspecto fundamental referente al equipo que se va a emplear para
realizar las mediciones. Ésta certifica la precisión de una medición al ajustar la relación
entre un estándar de concentración conocida y el resultado de un proceso de medición. El
equipo de medición de material particulado no cuenta con una calibración formal, y por
esto realizadas las mediciones se van a estimar todas las posibles pérdidas que se
pueden presentar en el equipo.
4.1.1. Antecedentes del equipo El equipo de medición de material particulado se ha empleado en otros proyectos dentro
de los cuales están:
• Tesis de maestría en Ingeniería Mecánica. Moreno, Gonzalo. 2004: “Estudio de
un sistema incinerador de combustible sólido seco y construcción de un prototipo”. En este estudio se recurrió al equipo de medición de material
particulado como un complemento para estimar las emisiones de partículas
generadas en un Reactor de Lecho Fluidizado Burbujeante RLFB que contaba con
una cámara de combustión donde se realizaron ensayos de combustión de
carrasquilla de arroz y de cisco de café. A partir de la toma de muestras con el
medidor de material particulado se obtuvo un aproximado de las emisiones de PM
generadas por el RLFB.
• Proyecto de pre-grado en Ingeniería Mecánica. Ruiz Ramos, Cristhian Fabián,
2005: “Evaluación del desempeño de un motor Diesel operado con mezclas de Diesel-Biodiesel”. Se desarrolló un estudio comparativo de mezclas de Diesel
33

IAMB 200520 17
y Biodiesel. Se estimaron las emisiones de material particulado para cada
combustible en un régimen de operación del motor especificado, para esto se
utilizó el equipo de medición de material particulado nombrado anteriormente. A
partir del muestreo se obtuvo la concentración de material particulado en el gas de
escape para diferentes combustibles ACPM, Diesel y mezclas con diesel.
• El equipo también se utilizó para ensayos en escapes de automóviles por alumnos
en el curso de Material Particulado del departamento de Ingeniería Química de la
Universidad de los Andes, dirigido por el Profesor Néstor Y. Rojas.
4.2. Etapa 1: Procedimiento Exploratorio
La Etapa 1 se basa en un proceso de prueba donde se realizaron campañas de
exploración con el objetivo de ampliar el conocimiento acerca del comportamiento del
horno estudiado. Las muestras se tomaron en puntos aleatorios según la emisión que se
observaba. Las mediciones de PM se realizaron con el muestreador de material
particulado descrito anteriormente.
Se pretendió con estas muestras encontrar un patrón de comportamiento del horno con el
fin de obtener un estimado de emisiones totales del mismo. Los puntos de medición se
marcaron con el propósito de llevar un registro de muestreo y facilitar la observación de
las zonas sobre el horno para captar posibles pautas de conducta del chircal (Ver Figura
2.3). Las mediciones se iniciaron con algunos días de prendido el horno y se programaron
campañas con una frecuencia de 3 días a la semana durante 2 a 3 horas en las mañanas
(Ver Tabla 2.1).
Tabla 2-1. Cronograma de campañas de la Etapa 1
Mediciones (Septiembre/2005) L M I J V S D 1 2 3 4
5 6 7 8 9 10 11
12 13 14 15 16 17 18
19 20 21 C122 23 C224 25
26 C327 28 C429 30 1 2
3 C54 5 6
Encendido del horno Preparación campañas
C Campañas Extinción del Fuego
34

IAMB 200520 17
La Figura 2-3 muestra los pasos que fueron necesarios para la práctica de cada campaña
de medición:
to s
Introducir el filtro
Figura 2-2. Diagrama de operación para las campañas de
medición
Re-acondicionar los Filtros con la
muestra
Acondicionar los Filtros en un desecador durante 24h
Llevar un registro de cada filtro correspondiente a cada punto
Obtener masa (mg)de la muestra
Pneto PM= P2 – P1
Pesar (P2)
Realizar el muestreo introduciendo el filtro en el equipo y acomodando la sonda en el punto escogido anteriormente, durante 5 min.
Tomar la muestra
Para garantizar su buen funcionamiento
Precalentar el equipo por 15 min
En el horno se escogieron puntos según el flujo que estos emitían, para cada punse tomaron de una a tremuestras dependiendo se su comportamiento ya que en algunas ocasiones se observaba que el punto escogido no generaba un flujo característico (ver Fig. 2.3 y Fig. 2.4).
Escoger los puntos de medición
Pesar cada
filtro (P1)
35

IAMB 200520 17
Figura 2-3. Marcación de Puntos de muestreo
Figura 2-4.Puntos de muestreo Etapa 1
A partir de la primera campaña realizada el 22 de septiembre se hicieron ciertos ajustes
sobre la metodología de prueba; se determinó que era necesario realizar un seguimiento
36

IAMB 200520 17
fotográfico del horno en intervalos de tiempo de 15 minutos durante algunos días para
observar el cambio de flujo de la emisión visible y detallar la periodicidad de emisión en
cada sección del horno. Para esto se dividió el horno en 4 secciones (Ver Fig. 2.6).
Figura 2-5.Vistas de las secciones del horno para el Registro Fotográfico
Vista 1 - Sección 1 Vista 2 – Sección 2 Vista 3 – Sección 3 Vista 4 – Sección 4
4.2.1. Resultados de las Mediciones
En la Tabla 2.2 se presentan los datos de las campañas de medición con los cuales se
realizará el análisis para la Etapa 1.
A partir de mediciones en puntos escogidos aleatoriamente, se obtuvo un registro de
diferentes concentraciones que mostró la variación de la emisión y de la concentración
punto a punto y momento a momento. La Fig. 2.7 y la Fig. 2.8 presentan todas las
muestras obtenidas en la etapa 1 (en términos de Masa (mg) y concentración (mg/L)) y en
la Fig. 2.9 se exponen todas las muestras obtenidas en cada punto.
Tabla 2-2. Datos de las campañas de medición.
# Filtro Punto Peso i
(g) Peso f
(g) ∆ Peso
(g) ∆ Peso
(mg) Q
muestreo (L/min)
Corrección Q(L/min) Q*1.11
[C] (mg/L)
1 Blanco 0.1117 0.1117 0.0000 0.0 2 1 0.1104 0.1295 0.0191 19.1 3.5 3.9 0.893 1 0.1091 0.1177 0.0086 8.6 3.5 3.9 0.444 1 0.1098 0.1250 0.0152 15.2 3.5 3.9 1.305 1 0.1095 0.1411 0.0316 31.6 3.7 4.1 1.446 2 0.1102 0.1244 0.0142 14.2 3.7 4.1 0.617 2 0.1088 0.1192 0.0104 10.4 3.7 4.1 0.50C
ampa
ña 1
Sep
t. 22
/05
8 2 0.1089 0.1125 0.0036 3.6 3.7 4.1 0.169 3 0.1086 0.1088 0.0002 0.2 3 3.3 0.01
10 4 0.1080 0.1147 0.0067 6.7 3 3.3 0.40
Cam
paña
2
Sept
24/
05
11 4 0.1086 0.1158 0.0072 7.2 3.7 4.1 0.35
37

IAMB 200520 17
12 Blanco 0.1164 0.1164 0.0000 0.0 13 5 0.1180 0.1204 0.0024 2.4 3.5 3.9 0.1214 5 0.1171 0.1183 0.0012 1.2 4 4.4 0.0515 6 0.1172 0.1192 0.0020 2.0 4 4.4 0.09
6 0.1160 0.1174 0.0014 1.4 3.5 3.9 0.0717 7 0.1164 0.1229 0.0065 6.5 4 4.4 0.29
Cam
paña
3 S
ept
27/0
5
18 7 0.1189 0.1232 0.0043 4.3 4 4.4 0.1919 Blanco 0.1173 0.1173 0.0000 0.0 20 8 0.1163 0.1214 0.0051 5.1 5 5.6 0.1821 8 0.1171 0.1272 0.0101 10.1 5 5.6 0.3622 9 0.1177 0.1185 0.0008 0.8 5 5.6 0.2223 9 0.1165 0.1274 0.0109 10.9 4.7 5.2 0.0324 10 0.1166 0.1220 0.0054 5.4 4.7 5.2 0.4025 10 0.1174 0.1195 0.0021 2.1 4.7 5.2 0.0226 10 0.1173 0.1210 0.0037 3.7 5 5.6 0.1827 9 0.1160 0.1166 0.0006 0.6 5 5.6 0.08C
ampa
ña 4
(Sep
t. 29
/05)
28 8 0.1158 0.1224 0.0066 6.6 4.8 5.3 0.14
Figura 2- 6. Muestras (mg) Obtenidas en la Etapa 1.
Muestras obtenidas en la Etapa 1
19.1
08.
6015
.20
31.6
014
.20
10.4
03.
600.
206.
70 7.20
2.37
1.20 2.00
1.40
6.50
4.30 5.10
10.1
00.
8010
.90
5.40
2.10 3.
700.
606.
60
Blan
co
Blan
co
Blan
co
0.00
4.00
8.00
12.00
16.00
20.00
24.00
28.00
32.00
36.00
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
Filtro de la muestra
Mas
a (m
g)
38

IAMB 200520 17
Figura 2-7. Concentraciones (mg/L) obtenidas en la Etapa 1.
Muestras (mg/L) obtenidas en la Etapa 1
0.89
30.
442
1.30
3 1.44
10.
610
0.50
60.
159
0.01
20.
402
0.35
0
0.12
20.
054
0.09
00.
072
0.29
30.
194
0.18
4 0.36
40.
216
0.03
10.
398
0.02
3 0.18
30.
075
0.13
9
Blan
co
Blan
co
Blan
co
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
No. de muestra
Con
cent
raci
ón (m
g/L)
Figura 2-8. Concentraciones Obtenidas en cada punto de medición
0.89
3
0.61
0.01
20.
402
0.12
20.
090.
293
0.18
40.
216
0.39
8
0.44
2 0.50
60.
350.
054
0.07
2 0.19
4 0.36
40.
031
0.02
3
1.30
30.
159
0.13
90.
075
0.18
3
1.44
1
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
Con
cent
raci
òn [m
g]
1 2 3 4
No. Muestra
Fig. 2-9 Concentraciones obtenidas /punto de medición
P1 P 2 P3 P4 P5 P6 P7 P8 P9 P10
Generalmente en las chimeneas, la velocidad y la concentración es muy variable, el
comportamiento del tipo de horno que se está trabajando se ajusta a estas condiciones de
tal manera que se deben hacer y promediar muchas mediciones separadas para lograr
acercarse a una muestra representativa. En la Etapa 1 se tomaron 25 muestras
distribuidas en 10 puntos diferentes sobre el horno. A partir de las concentraciones
39

IAMB 200520 17
obtenidas de las muestras se promedió la concentración de cada punto y con esto se
promediaron los datos obtenidos para cada punto para estimar la concentración media en
un punto cualquiera del horno. (Ver Tabla 2-3). Los datos de la Tabla 2-3 se representan
en la Fig.2.10 y Fig. 2.11.
Tabla 2-3. Concentración, masa y tasa de salida promedio obtenida en cada punto de muestreo
Punto de muestreo
)(mgMi
E i(mg/min)
1 18.6 1.0 4.12 9.4 0.4 1.83 0.2 0.01 0.14 6.9 0.4 1.45 1.8 0.09 0.36 1.7 0.08 0.37 5.4 0.2 1.18 7.3 0.3 1.49 4.1 0.2 0.8
10 3.7 0.1 0.7Promedio 5.9 0.3 1.2
)/( LmgiC
Figura 2- 9.Tasa de salida promedio en cada punto de muestreo (mg/min)
Tasa de salida promedio en cada punto de muestreo (mg/min)
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
1 2 3 4 5 6 7 8 9 10 11
Punto de muestreo
Tasa
de
salid
a (m
g/m
in)
mg/min promedio en cada punto Tasa de salida media / punto=1.192mg/min
40

IAMB 200520 17
Figura 2-10. Concentración promedio (mg/L) en cada punto de muestreo.
Concentración promedio en cada punto de muestreo (mg/L)
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1 2 3 4 5 6 7 8 9 10 11
Punto de muestreo
Con
cent
raci
ón (m
g/L)
mg/L promedio en cada punto concentración media / punto=0.278mg/L
De las figuras anteriores se puede observar que se presentó una concentración máxima
de ≈1 mg/L en el punto 1 con una tasa de salida de ≈4 mg/min, y un mínimo en el punto 3
de ≈0.01 mg/L con una emisión de ≈0.040 mg/min, la concentración de este último punto
podría no ser representativa debido a que solo se tomó una muestra por la baja emisión
visible que presentaba en el momento de la medición, sin embargo se tuvo en cuenta ya
que como todos los puntos tienen instantes donde se presenta alta emisión e instantes
donde presenta baja emisión, esta muestra se interpreta como un momento de baja
emisión.
Según la Fig. 2.11 la concentración media para un punto i es LmgiC 278.0= lo cual se va
a asumir como la concentración de la emisión que se presenta en cualquier punto del
horno y la tasa de salida promedio es min
192.1 mgiE = .
La emisión media obtenida se puede ajustar bien a los puntos del horno ya que la
información de las muestras es bastante amplia y abarca los diferentes escenarios que
puede presentar un punto (alta emisión, media emisión y baja emisión visible).
41

IAMB 200520 17
4.2.2. Resultados del registro fotográfico
Para el registro fotográfico se dividió el horno en cuatro secciones con la intención de
cubrir todo el horno, se realizó por intervalos de 15min durante 2 horas y media en cada
campaña, esto con el fin de hacer un seguimiento a los cambios de las emisiones en cada
punto para tratar de obtener un patrón de comportamiento del chircal.
Se realizaron tres exploraciones fotográficas en días diferentes, en la campaña 2 (C2),
campaña 3 (C3) y campaña 4 (C4), en la última campaña (C5) no se llevó a cabo el
seguimiento fotográfico ya que el horno estaba en su última etapa de cocción y no se
presentaba emisión visible. En la primera campaña (C1) tampoco se hizo el registro ya
que en ese momento no estaba planteado dentro de la metodología. Los seguimientos
fotográficos se tomaron durante dos horas y media, en las horas de la mañana y en cuatro
puntos diferentes mostrados anteriormente (Fig.2.6). La secuencia de los registros
fotográficos de cada sección se encuentra en el Anexo 3.
Del seguimiento fotográfico se evidenciaron dos zonas de emisión visible persistente,
correspondiente a un sector de la sección 1 y la sección 3. Esta última está vinculada a la
parte superior del horno que consta de cuatro chimeneas que emitieron la mayoría del
tiempo; la sección 2 presentó una emisión no tan abundante y la sección 4 no mostró
emisiones frecuentes haciendo de este el sector con menos emisión visible.
Para facilitar el manejo de la información dada por las fotos se realizó una sectorización
de las diferentes secciones. (Ver Tabla. 2.4)
42

IAMB 200520 17
Tabla 2-4. Secciones del horno
Sección 1 Sectores 1-2-3
Sección 2 Sector 4
SECCIÓN 3 SECTOR 5 SECCIÓN 4 SECTOR 6
4
A
se
em
se
partir de la segmentación del horno se realizó una exploración de las fotos una a una y
calificó el tipo de emisión que se presentaba, siendo 0= emisión visible nula, 1=
isión visible baja, 2= emisión visible media y 3= emisión visible alta. En la figura 2.11
muestra un ejemplo de la clasificación de la emisión visible.
43

IAMB 200520 17
Figura 2-11. Sección 1- Sector 1-2-3 (Foto Septiembre 24/05 10:48 am**)
Sector 1= Emisión 3 - Sector 2 = Emisión 3 - Sector 3 =Emisión 2
1 2 3
La Tabla 2.5 muestra la calificación de las fotos según la emisión visible, también se
encuentra especificada la hora y el día en que se tomo la fotografía para así poderlas
identificar fácilmente en el Anexo 3.
Tabla 2-5. Calificación de las Emisiones en cada sector
SECTOR Día del Registro
Hora (am)
1 2 3 4 5 6 9:14 1 0 0 2 3 29:30 3 0 0 0 1 09:45 0 0 0 0 1 0
10:00 0 0 0 0 2 010:15 1 0 0 0 2 010:30 1 0 0 0 2 210:45 1 0 0 1 2 1
Sáb
ado
24 d
e S
eptie
mbr
e /2
005
**10:48 3 3 2 1 1 2
44

IAMB 200520 17
11:00 3 0 0 0 2 111:15 0 0 0 0 2 111:30 3 0 0 0 2 1
9:42 2 0 2 2 2 09:58 3 0 2 0 3 1
10:12 3 0 0 0 3 110:28 1 0 3 2 3 110:42 1 0 2 2 3 010:58 2 0 0 0 3 011:12 3 0 1 1 3 011:27 2 0 2 2 2 111:42 2 0 1 1 2 0M
arte
s 27
de
Sep
tiem
bre
/200
5
11:57 3 0 1 1 2 09:42 1 0 0 1 3 29:58 1 0 0 1 2 1
10:13 1 0 0 0 3 010:28 0 0 0 0 2 110:43 0 0 0 0 3 110:58 1 0 0 1 3 111:12 0 0 0 1 2 011:28 3 0 1 0 2 011:43 3 0 0 0 2 0
Juev
es 2
9 de
Sep
tiem
bre
/200
5
11:55 1 0 1 0 3 0
A partir de la información de la Tabla 2.5 se obtuvo una distribución de la emisión en cada
sección del horno (Ver Tabla 2.6 y Figura 2.13).
Tabla 2-6. Porcentaje de emisión en cada sección alrededor del horno
Sección 1 Sección 2 Sección 3 Sección 4 SECTOR Tipo de Emisión
1 2 3 4 5 6 Emisión nula
visible 19% 97% 55% 55% 0% 48%
Emisión Baja visible 35% 0% 29% 29% 10% 39%
Emisión media visible 13% 0% 16% 16% 52% 13%
Emisión Alta visible 32% 3% 0% 0% 39% 0%
% Emisión total visible 81% 3% 45% 45% 100% 52%
45

IAMB 200520 17
Figura 2-12. Distribución de la emisión alrededor del horno
Distribución de la emisión alrededor del horno
0%10%20%30%40%50%60%70%80%90%
100%
1 2 3 4 5 6Sector
% e
mis
ión
Emisión Nula Emisión Baja Emisión Media Emisión Alta
Según esto se puede observar que hay dos sectores que presentaron un porcentaje
importante de emisión visible alta. El sector 1 mostró un 32% de emisión visible alta y un
total de emisión visible de 81%. El sector 5 (parte superior del horno, chimeneas)
manifestó un 45% de emisión visible alta y un 100% de emisión visible, es decir siempre
se observó emisión en este sector. Estos son los sectores que presentaron mayor
emisión. Los sectores 3 y 4 mostraron coincidencialmente un comportamiento exacto,
indicando que emiten el 45% del tiempo, esta conducta similar puede ser debida a que
son sectores contiguos y lo que se registró fotográficamente se puede interpretar como un
solo sector. En el sector 4 se observó que se emitía el 52% del tiempo. El sector 2 reveló
una baja emisión en la mayoría del tiempo (97% emisión nula).
4.2.3. Análisis de los datos obtenidos en la Etapa 1
Con las muestras obtenidas se asumió un rango para clasificar la tasa de salida (mg/min)
en emisión alta, media y baja. En cada campaña y en cada muestreo se registraron
observaciones con respecto al flujo que se evidenciaba, esta observación cualitativa fue
de ayuda para realizar la categorización de las muestras. La tabla 2-7 muestra los datos
clasificados según la emisión y en la figura 2-14 se muestra la clasificación obtenida.
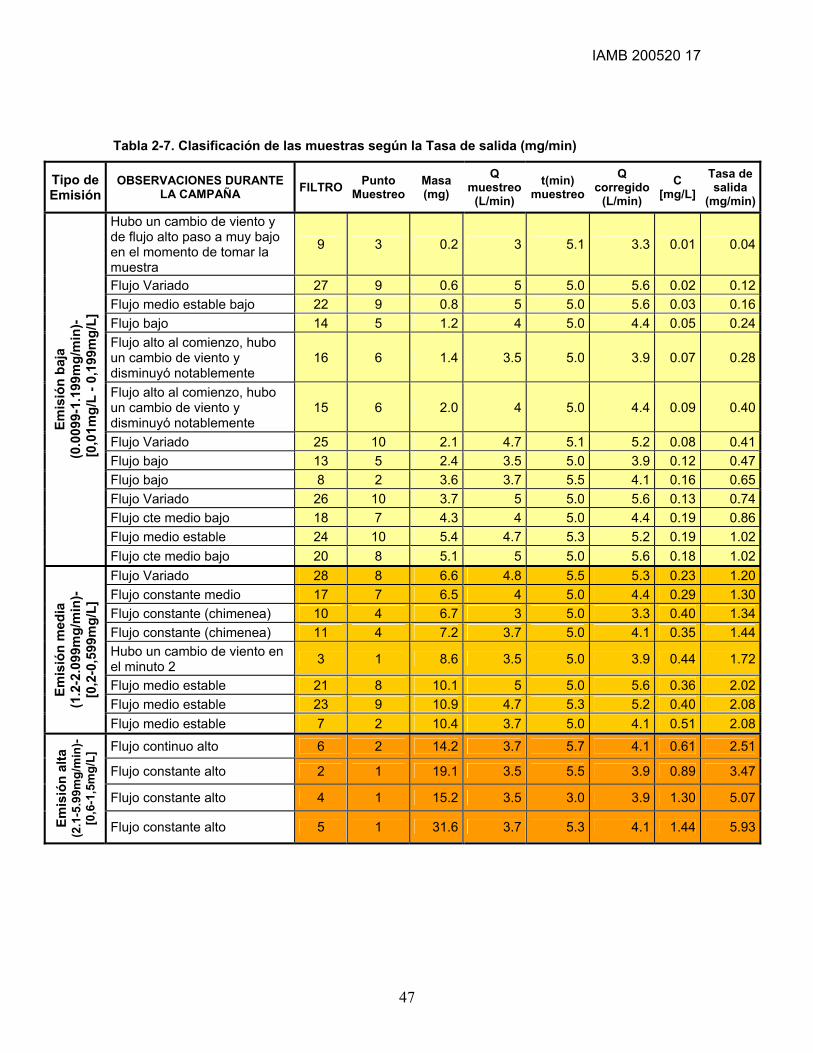
46
IAMB 200520 17
Tabla 2-7. Clasificación de las muestras según la Tasa de salida (mg/min)
Tipo de Emisión
OBSERVACIONES DURANTE LA CAMPAÑA FILTRO Punto
MuestreoMasa (mg)
Q muestreo
(L/min) t(min)
muestreo Q
corregido (L/min)
C [mg/L]
Tasa de salida
(mg/min)
Hubo un cambio de viento y de flujo alto paso a muy bajo en el momento de tomar la muestra
9 3 0.2 3 5.1 3.3 0.01 0.04
Flujo Variado 27 9 0.6 5 5.0 5.6 0.02 0.12Flujo medio estable bajo 22 9 0.8 5 5.0 5.6 0.03 0.16Flujo bajo 14 5 1.2 4 5.0 4.4 0.05 0.24Flujo alto al comienzo, hubo un cambio de viento y disminuyó notablemente
16 6 1.4 3.5 5.0 3.9 0.07 0.28
Flujo alto al comienzo, hubo un cambio de viento y disminuyó notablemente
15 6 2.0 4 5.0 4.4 0.09 0.40
Flujo Variado 25 10 2.1 4.7 5.1 5.2 0.08 0.41Flujo bajo 13 5 2.4 3.5 5.0 3.9 0.12 0.47Flujo bajo 8 2 3.6 3.7 5.5 4.1 0.16 0.65Flujo Variado 26 10 3.7 5 5.0 5.6 0.13 0.74Flujo cte medio bajo 18 7 4.3 4 5.0 4.4 0.19 0.86Flujo medio estable 24 10 5.4 4.7 5.3 5.2 0.19 1.02
Emis
ión
baja
(0
.009
9-1.
199m
g/m
in)-
[0,
01m
g/L
- 0,1
99m
g/L]
Flujo cte medio bajo 20 8 5.1 5 5.0 5.6 0.18 1.02Flujo Variado 28 8 6.6 4.8 5.5 5.3 0.23 1.20Flujo constante medio 17 7 6.5 4 5.0 4.4 0.29 1.30Flujo constante (chimenea) 10 4 6.7 3 5.0 3.3 0.40 1.34Flujo constante (chimenea) 11 4 7.2 3.7 5.0 4.1 0.35 1.44Hubo un cambio de viento en el minuto 2 3 1 8.6 3.5 5.0 3.9 0.44 1.72
Flujo medio estable 21 8 10.1 5 5.0 5.6 0.36 2.02Flujo medio estable 23 9 10.9 4.7 5.3 5.2 0.40 2.08
Emis
ión
med
ia
(1.2
-2.0
99m
g/m
in)-
[0,2
-0,5
99m
g/L]
Flujo medio estable 7 2 10.4 3.7 5.0 4.1 0.51 2.08
Flujo continuo alto 6 2 14.2 3.7 5.7 4.1 0.61 2.51
Flujo constante alto 2 1 19.1 3.5 5.5 3.9 0.89 3.47
Flujo constante alto 4 1 15.2 3.5 3.0 3.9 1.30 5.07
Emis
ión
alta
(2.1
-5.9
9mg/
min
)-
[0,6
-1,5
mg/
L]
Flujo constante alto 5 1 31.6 3.7 5.3 4.1 1.44 5.93
47

IAMB 200520 17
Tabla 2-8. Clasificación de las muestras
Tipo de Emisión Emisión alta altaE Emisión media mediaE Emisión baja bajaE
Rango de tasa de salida mg/min 2.1 – 5.99 1.2 -
2.099 0.0099 -
1.199 Rango de concentración
mg/L 0,6 - 1,5 4.2
0,2 - 0,599
1.7 0,01 - 0,199
0.5
Tabla 2-9. Filtros con muestra para cada rango de Emisión
[C] = 1.4mg/L [C] = 0.4mg/L [C]= 0.2mg/L
Figura 2-13. Clasificación de las muestras obtenidas en la Etapa 1
Muestras obtenidas en la Etapa 1 (mg/min)
3.47
1.72
5.07
5.93
2.51
2.08
0.65
0.04
1.34 1.44
0.47
0.24 0.40
0.28
1.30
0.86 1.02
2.02
0.16
2.08
1.02
0.41 0.
740.
12
1.20
Emisión Alta
Emisión Media
Emisión Baja
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
Muestra
Tasa
de
salid
a (m
g/m
in)
Tasa de salida Baja Promedio =0.493mg/min Tasa de salida Media Prom = 1.647mg/minTasa de salida Alta prom =4.242mg/min
En la tabla 2-9 se exponen algunas las muestras que se tomaron en el horno, y están
dentro de los rangos mostrados en la tabla 2-8, aparentemente la intensidad del color está
directamente relacionada con la concentración de la muestra. Las concentraciones de los
48

IAMB 200520 17
filtros mostrados se aproximan a la concentración media para cada rango. Según esto la
apariencia de los filtros se aproximaría a la mostrada en la tabla 2-9 para cada rango.
En la Figura 2-14 se puede apreciar la tasa de salida promedio para cada tipo de emisión
definido anteriormente. Una vez contando con valores para tasa de salida alta, media y
baja (ver Tabla 2-8) y un porcentaje de emisión visible alta, media, baja y nula en cada
sector del horno, se debe estimar un número de puntos correspondiente a cada sector
(Ver tabla 2-10).
En la Tabla 2-10 se muestran un número estimado de puntos de emisión, a partir de la
observación y el conteo detallado de estos en cada sección del horno captada
fotográficamente. En particular en el sector 4 referente a las chimeneas se asumió que
cada chimenea presentaba la emisión de 5 puntos del horno llegando a suponer que las
cuatro chimeneas representan 20 puntos.
Tabla 2- 10.Número de puntos aproximado en cada sector
SECTOR 1 SECCION 1-2-3 (≈258 PUNTOS DE EMISÓN)
SECTOR 2 SECCIÓN 4 (≈ 78 PUNTOS DE EMISIÓN)
≈ 109 PUNTOS≈ 106 PUNTOS
≈ 78 PUNTOS
49

IAMB 200520 17
SECCIÓN 3 SECTOR 5 (4 CH
SECCIÓN 4 SECTOR
≈ 78 PUNTOS
IMENEAS ≈ 5 PUNTOS / CHIMENEA)
≈ 20 PUNTOS
6 (≈ 127 PUNTOS DE EMISIÓN)
50

IAMB 200520 17
Tabla 2-11. Porcentaje de emisión y núm
SECCIÓN 1 (106 PUNTOS DE EMISIÓN) (109 P
SECCIÓN 4 (78 PUNTOS DE EMISIÓN) (20 PU
≈ 127 PUNTOS
ero de puntos aproximado en cada sector
SECCIÓN 2 UNTOS DE EMISIÓN)
SECCIÓN 3 (42 PUNTOS DE EMISIÓN)
SECCIÓN 5
NTOS DE EMISIÓN) SECCIÓN 6
(127 PUNTOS DE EMISIÓN)
51

IAMB 200520 17
A partir de esta información (ver tabla 2-11) se podrá estimar una emisión aproximada en
todo el horno.
Con un número aproximado de puntos en cada sección y con un rango de emisión (alto,
medio y bajo) se podrá llegar a una emisión parcial sobre el horno aplicando la ecuación
2-2:
)******( 3211 EazEayEaxE iiiii
iiTOTAL ++= ∑ 2-2
Donde: i= sector
ai = Numero de puntos del sector
X = Fracción de emisión visible baja en el sector i
Y = Fracción de emisión visible media en el sector i
Z = Fracción de emisión visible alta en el sector i
E1 = Emisión promedio baja = 0.5 mg/min
E2 = Emisión promedio media = 1.6 mg/min
E3 = Emisión promedio alta = 4.2 mg/min
La Tabla 2-12 muestra los resultados de los cálculos efectuados según los supuestos
presentados anteriormente:
Tabla 2-12. Cálculo de la emisión de cada sector del horno
SECCIÓN 1 SECCIÓN 2
SECCIÓN 3
SÉCCIÓN 4
SECTOR TIPO DE EMISIÓN
[mg/min]
1 2 3 4 5 6 No. Puntos de emisión 106 109 42 78 20 127
E. nula 0.0 0.0 0.0 0.0 0.0 0.0 0.0E. Baja 0.5 18.6 0.0 6.0 11.2 1.0 24.3E. media 1.6 22.5 0.0 11.1 20.7 17.0 27.0E. Alta 4.2 145.1 14.9 0.0 0.0 32.8 0.0Total (mg/min) 352.3 186.2 14.9 17.2 31.9 50.8 51.3
E
52

IAMB 200520 17
Tabla 2-13. Emisión del horno
RESULTADOS EMISIÓN/HORNADA EMISIÓN/DÍA EMISIÓN/S Tiempo de hornada 10145.6 g/hornada 507.3 g/día
20días 10.1 Kg/hornada 0.5 kg/día 0.006 g/s
Según los datos y las observaciones realizadas en la Etapa 1, se encontró que la emisión
del horno es 0.006 g/s de PM. Sin embargo los resultados anteriormente presentados se
obtuvieron a partir de una serie de supuestos las cuales involucran una desviación sobre
los valores adquiridos, por lo tanto es necesario considerar todos aquellos aspectos que
involucran resultados imprecisos.
4.2.3.1. Estimación de error en los resultados
A continuación se van a nombrar todos aquellos factores que se considera que pudieron
alterar los resultados, como también se van a considerar los posibles agentes de pérdidas
de muestra.
• Cálculos inexactos: Debido a que los cálculos se realizaron a partir de
observaciones y suposiciones esto constituye una desviación constante de la
realidad.
• Muestreo: En el muestreo de partículas, la concentración medida y la distribución
de tamaños debe ser representada lo mas cercano posible al estado original
(salida del horno). El muestreo que se realizó es no isocinético, debido a que la
velocidad de muestreo es diferente a la del flujo de salida del horno. Hay diversas
razones por las que la concentración medida puede diferir de la concentración
verdadera. Una puede ser por la recolección selectiva en la boca de la sonda lo
cual se puede ligar con pérdidas de grandes o pequeñas de partículas. También
se puede presentar la deposición inercial o impactación de la muestra mientras
fluye por la sonda del equipo, esto se puede ver representado en pérdidas
importantes de partículas gruesas. [REIST, 1993]. Para describir estas pérdidas
Reist considera los siguientes casos mostrados en la Fig.2-15:
53

IAMB 200520 17
Figura 2-14. Tipos de muestreo no isocinético [REIST, 1993]
En este caso la punta de la sonda no
está alineada con el flujo. Algunas
partículas se pueden perder por
impactación dando como resultado
una muestra con una concentración
menor a la real.
En el caso B, cuando la velocidad
del flujo es menor que la velocidad
de muestreo, algunas partículas
podrían fallar al seguir la corriente
de muestreo y como resultado
podrían no ser recolectadas, dando una concentración en la muestra menor a la
actual.
Este último caso es el inverso del B,
en este la velocidad de muestreo
sería menor que la del flujo y la
concentración de la muestra sería
mayor que la real.
Según esto a continuación se cuantificará un aproximado de las posibles pérdidas que se
presentaron en el muestreo.
Durante las mediciones se observó que las muestras que se tomaban en cada punto no
representaban la emisión total del orificio. En cada muestreo se evidenciaba una fuga de
humo debido al área irregular del punto de emisión, esto implica pérdidas significativas en
cada muestra y por lo tanto un desvío importante en los datos obtenidos.
Para considerar estas pérdidas se calculó la emisión para diferentes escenarios. Estos
escenarios se definieron asumiendo que las muestras obtenidas representan diferentes
porcentajes del total de la emisión real. Por ejemplo suponiendo que se tomó solo un 20%
54

IAMB 200520 17
se calculará el 100% de la emisión. Esto se aplicó a los resultados obtenidos sobre cada
sector del horno que se enseñó en la Tabla 2-12.
Asumiendo diferentes porcentajes de muestreo se obtuvo un rango de emisión del horno
de (0.006 – 0.06g/s), como se muestra en la Tabla 2-14.
Tabla 2-14. Evaluación de pérdidas en el muestreo %
Muestreado asumido
Emisión total (mg/min)
Emisión total (g/s)
Emisión muestreada
Pérdida (g/s)
10% 3522.8 0.059 0.006 0.053 20% 1761.4 0.029 0.006 0.023 30% 1174.3 0.020 0.006 0.014 40% 880.7 0.015 0.006 0.009 50% 704.6 0.012 0.006 0.006 60% 587.1 0.010 0.006 0.004 70% 503.3 0.008 0.006 0.003 80% 440.3 0.007 0.006 0.001 90% 391.4 0.007 0.006 0.001
100% 352.3 0.006 0.006 0.000
Figura 2-15. Perdidas según porcentaje (%) muestreado asumido
Pérdidas según porcentaje (%) muestreado asumido
0,0
528
0,0
235
0,0
137
0,0
088
0,0
059
0,0
039
0,0
02
5
0,0
015
0,0
007
0,0
000
0,0000
0,0100
0,0200
0,0300
0,0400
0,0500
0,0600
0,0700
10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
% muestreado asumido
Em
isó
n d
el h
orn
o (
g/s
)
% muestreado Pérdida
En la Tabla 2-14 y la figura 2-16 se observa que se pueden presentar pérdidas muy
importantes en el peor contexto situado en el supuesto de que los resultados
obtenidos en el muestreo de la etapa 1 corresponden a solo un 10% de todo lo que
emite el horno. Para considerar las imperfecciones o fallas en el muestreo se tomará
la emisión del horno como un rango de 0.006 – 0.06g/s.
55

IAMB 200520 17
• Pérdidas en la sonda: Se pueden presentar diferentes tipos de pérdidas en la
sonda que se deben tener en cuenta, como se mencionó anteriormente. Para este
caso se van a considerar las pérdidas en la sonda que impliquen partículas
gruesas, es decir una pérdida importante en masa.
1. Pérdidas por sedimentación: Las partículas en el aire tienen dos fuerzas que
actúan sobre ellas; (1) una fuerza gravitacional hacia abajo y (2) la resistencia del
aire (o la fricción) fuerza hacia arriba. Cuando las partículas comienzan a caer,
alcanzan rápidamente una velocidad terminal (vt), que representa la velocidad
constante de una partícula que cae cuando la fuerza gravitacional hacia abajo es
balanceada por la fuerza de la resistencia del aire (o fricción) hacia arriba. Se
considera que se puede presentar sedimentación de partículas dentro de la sonda
debido a la velocidad baja con la que se transportan. La sedimentación de las
partículas en la sonda se representa en la figura 2-17.
Figura 2-16. Sedimentación de las partículas dentro de la sonda
La longitud de la sonda es de 100 cm pero adentro del equipo hay 42cm más de
tubo.
Para determinar la velocidad Terminal para diferentes tamaños de partículas
primero se calcula el tiempo de relajación τ (s) dado por la ecuación 2-3:
Ccdpρ
µτ
2
181
= 2-3
56

IAMB 200520 17
Donde: d: Diámetro de la partícula (cm)
ρp : Densidad de la partícula (g/cm3)
µ: Viscosidad dinámica del aire (g/cm*s)
Cc: Factor de corrección Cunningham (20°C)
Y Cc está dado por la ecuación 2-4
257.1*)107*2()257.1(216
ddCc
−×=+=
λ 2-4
Una vez se tiene τ se calcula vt =τ *g. (Ver Tabla 2-12)
Vh es la velocidad inicial de la partícula que se va a asumir como el promedio de la
velocidad de muestreo. Teniendo Vh y la distancia total del recorrido de la
partícula es decir 142cm se calculará el tiempo de recorrido dado por. t=Vh/142cm,
con el tiempo de recorrido y la velocidad terminal Vt se calculará la altura recorrida
por la partícula, si esta es mayor que el diámetro Ф de la sonda esto significará
que la partícula se sedimentó.
Según esto se va a revisar que tamaño de partículas se perdieron en el muestreo
debido a la sedimentación en la sonda. Los resultados de los cálculos se muestran
en la Tabla 2-15.
57

IAMB 200520 17
Tabla 2-15. Cálculo de la distancia de sedimentación según el tamaño de la particular
Datos iniciales
(L/min) 4,5
(m3/s) 7,5E-05
Фsonda (cm) 0,6
As sonda(cm2) 0,3
Vh (muestreo) (cm/s) 237,7
x (cm) 142
t (s) [t=Vh/x] 0,6
ηaire(g/cm*s) 0,0002
ρp(g/cm3) 1,00
Γ(s)= tiempo de relajación Cc = Factor de corrección Cunningham (20°C)
omuestreQ
muestreoQ
Фp
(µm) Фp (cm) Γ(s) Cc (20°C) Vt(cm/s) Vh (cm/s) y (cm)
1 0,0001 3,6E-06 1,2 3,5E-03 238 0,0 2 0,0002 1,3E-05 1,1 1,3E-02 238 0,01 4 0,0004 5,1E-05 1, 5,0E-02 238 0,03 6 0,0006 1,1E-04 1,0 1,1E-01 238 0,1 8 0,0008 2,0E-04 1,0 2,0E-01 238 0,1
10 0,001 3,1E-04 1,0 3,0E-01 238 0,2 ↓ ↓20 0,002 1,2E-03 1,00 1,2E+00 238 0,740 0,004 4,9E-03 1,00 4,8E+00 238 2,960 0,006 1,1E-02 1,00 1,1E+01 238 6,480 0,008 2,0E-02 1,00 1,9E+01 238 11,590 0,009 2,5E-02 1,00 2,4E+01 238 14,5
100 0,01 3,1E-02 1,00 3,0E+01 238 17,9
Partículas que se
sedimentan
Los cálculos realizados muestran que las partículas que comprenden un diámetro
≈Фp≥20µm se sedimentan, suponiendo que entran desde la parte superior de la
sonda. Si entran por el centro habría pérdidas de partículas Фp≥15µm. Esto
representa una pérdida importante de partículas gruesas, pero no de partículas
respirables.
2. Pérdidas inerciales o por impactación: Como se mencionó en uno de los tres casos
nombrados se pueden presentar pérdidas inerciales en la sonda. En la trayectoria
58
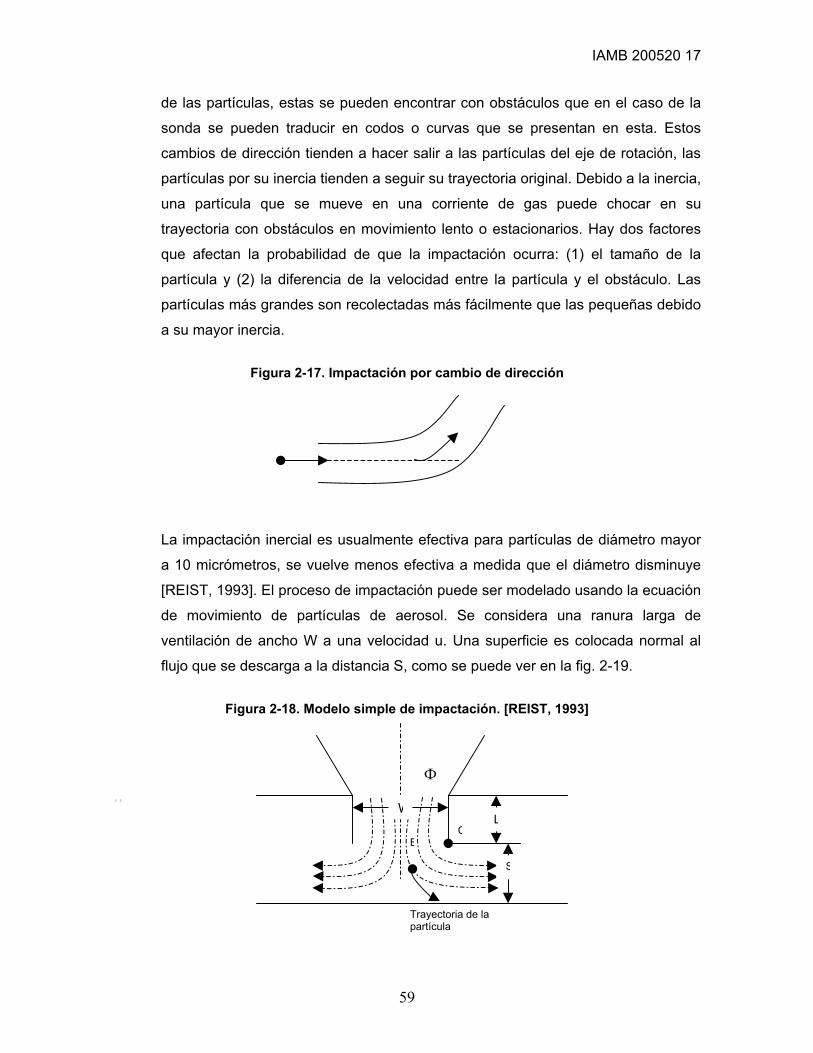
IAMB 200520 17
de las partículas, estas se pueden encontrar con obstáculos que en el caso de la
sonda se pueden traducir en codos o curvas que se presentan en esta. Estos
cambios de dirección tienden a hacer salir a las partículas del eje de rotación, las
partículas por su inercia tienden a seguir su trayectoria original. Debido a la inercia,
una partícula que se mueve en una corriente de gas puede chocar en su
trayectoria con obstáculos en movimiento lento o estacionarios. Hay dos factores
que afectan la probabilidad de que la impactación ocurra: (1) el tamaño de la
partícula y (2) la diferencia de la velocidad entre la partícula y el obstáculo. Las
partículas más grandes son recolectadas más fácilmente que las pequeñas debido
a su mayor inercia.
Figura 2-17. Impactación por cambio de dirección
La impactación inercial es usualmente efectiva para partículas de diámetro mayor
a 10 micrómetros, se vuelve menos efectiva a medida que el diámetro disminuye
[REIST, 1993]. El proceso de impactación puede ser modelado usando la ecuación
de movimiento de partículas de aerosol. Se considera una ranura larga de
ventilación de ancho W a una velocidad u. Una superficie es colocada normal al
flujo que se descarga a la distancia S, como se puede ver en la fig. 2-19.
Figura 2-18. Modelo simple de impactación. [REIST, 1993]
Ф
CL
S
B
W
C C
Trayectoria de la partícula
59

IAMB 200520 17
Con esta configuración el aire debe virar 90° antes de escapar. Las partículas que
no sigan el flujo de aire impactarán en la superficie. Como una aproximación a
grandes rasgos [FUCHS, 1964 - Reist], se puede ver la extremidad como un ¼ de
circulo con el centro en C y S=W/2. En el punto B la partícula tiene una velocidad
tangencial dada por vw=u y una velocidad radial data por la ecuación 2-6
τrv
dtdrv w
r
2
== 2-6
En el tiempo dt la partícula se desplaza:
dtsenrv
d w )(2
φδ = 2-7
Ф es el ángulo formado por la línea que conecta los puntos B y C como se muestra
en la Fig. 2-19.c. Como las líneas de corriente giran para ser paralelas con la
superficie Ф varía de 0° a 90° este cambio de ángulo se puede expresar como:
dtrv
d w=φ (2-8), entonces la partícula se desplazará
ττφφτδ π uvdsenv ww === ∫ 2/0 2-9
Todas las partículas que son retenidas a una distancia δ son consideradas
removidas, la eficiencia sobre toda la remoción esta dada por:
Wu
Wτδε 2
2/== 2-10
60

IAMB 200520 17
Figura 2-19. Modelo simple de impactación aplicado a la sonda de muestreo.
Figura 2-20. Diagrama de velocidades en el punto B. [REIST, 1993]
C
uvw =rvv wr /2τ=
rB
δv
Para saber si pudo haber pérdidas inerciales se sacará la velocidad u para una
eficiencia de 50%, 20% y 10% para diferentes diámetros como se muestra en la
Tabla 2-16, si la velocidad calculada es menor o igual a la velocidad de muestreo,
hay pérdidas.
Tabla 2-16. Cálculo de pérdidas inerciales o por impactación en la sonda
Фp (µm) Фp (cm) τ (s) Cc (20°C) u para
E=0.5 u para E = 0.2
u para E = 0.1
1 0.0001 3.6E-06 1.176 44223.2 17689.3 8844.62 0.0002 1.3E-05 1.088 11950.0 4780.1 2390.04 0.0004 5.1E-05 1.044 3113.4 1245.4 622.76 0.0006 1.1E-04 1.029 1403.9 561.6 280.88 0.0008 2.0E-04 1.022 795.1 318.0 ↓159.0
10 0.001 3.1E-04 1.018 510.9 ↓204.4 102.220 0.002 1.2E-03 1.009 ↓128.9 51.5 25.840 0.004 4.9E-03 1.004 32.4 12.9 6.560 0.006 1.1E-02 1.003 14.4 5.8 2.980 0.008 1.9E-02 1.002 8.1 3.2 1.690 0.009 2.5E-02 1.002 6.4 2.5 1.3
100 0.01 3.1E-02 1.002 5.2 2.1 1.0
61

IAMB 200520 17
Las casillas que están en gris señalan a partir de donde se encontró una velocidad
u menor a la velocidad de muestreo (≈238cm/s)
Según estos cálculos se puede decir que las pérdidas por impactación consiguen
ser importantes para partículas gruesas en el caso de una eficiencia de
impactación de 50% se podrían dar pérdidas de partículas de 15 µm de diámetro
lo cual es bastante representativo en masa. Para una eficiencia de 20% se
encontró que se pierden partículas de diámetro mayor a 10 µm. Por último se
evaluó una eficiencia baja de 10% y se encontró que se pierden partículas de
tamaño mayor a 7µm aproximadamente. En la sonda del medidor de PM se
pueden presentar pérdidas por cambios de dirección pero se podría decir que la
eficiencia de la impactación probablemente sería baja debido a que en la sonda no
se presentan codos o curvaturas muy pronunciadas.
3. Otras pérdidas. También se pueden presentar pérdidas por difusión y por
electroforesis pero no se van a considerar ya que estas se dan en partículas finas
las cuales no son significativamente representativas en masa.
4.2.4. Observaciones de la Etapa 1.
A partir de los resultados obtenidos y la exploración del horno durante varios días en la
Etapa 1, se llegó a las siguientes observaciones.
• La concentración y la velocidad varían punto a punto y de instante a instante, de
modo que se deben hacer y promediar muchas mediciones separadas.
• El flujo de las emisiones en cada punto es muy variable y está directamente
relacionado al cambio de la velocidad y la dirección del viento. A partir de esto se
encuentra que cada punto tiene un comportamiento diferente ya que hay orificios
donde se observó que se emite más que en otros. También hay orificios que
aparentan la mayoría del tiempo ser puntos muertos pero esporádicamente
emiten.
• En el seguimiento fotográfico se aprecia el comportamiento de las emisiones del
horno, mostrando en algunos momentos alta emisión visible como en otros
momentos emisión visible baja.
62

IAMB 200520 17
• El seguimiento fotográfico podría ser más efectivo si se hace a intervalos de
tiempo menores y durante periodos de tiempo mayores ya que así se puede
observar más fácilmente un comportamiento del horno más continúo y se pueden
captar patrones más representativos.
• Marcar cada punto de muestreo es de gran apoyo ya que esto ayuda a estimar la
fracción de horno que se ha muestreado y a hacer un barrido de los puntos
muestreados como también a determinar las secciones por donde más se emite.
• Se deben tomar puntos significativos para procurar captar las mayores emisiones
del horno.
• A partir de las emisiones observadas durante las campañas se propone
categorizar y clasificar las emisiones que se observan en las fotografías para
estandarizarlas y poder describir más fácilmente su comportamiento como también
hacer una extrapolación de las emisiones de todos y cada uno de los orificios
posibles del horno. Esto se puede hacer según el flujo observado, calificando así
los tipos de flujo que se pueden presentar en un orificio: 0=emisión visible nula,
1=emisión visible baja, 2=emisión visible media y 3=emisión visible alta, para así
asignar una distribución de emisiones representativa de cada sección del horno y
poder sacar una emisión aproximada total del horno.
• Para el análisis del registro fotográfico se propone realizar la sectorización mas
puntual, ya sea delimitando cada sector en el horno para así captar su
comportamiento mas fácilmente en las fotografías.
• Para facilidad de mediciones se sugiere contar idealmente con un equipo más
portátil, el cual haría más sencillo y más eficiente el muestreo en los diferentes
puntos, permitiendo también mas libertad para moverse alrededor del horno.
• Se debe minimizar o atenuar los posibles factores de pérdidas para llegar a
resultados más confiables y representativos del horno.
• Para impedir las pérdidas en el muestreo se sugiere aumentar la velocidad de
muestreo del equipo para que la succión sea eficiente tomando muestras más
características de cada punto de emisión.
4.3. Etapa 2: Propuesta de metodología de medición de material particulado
La medición de material particulado en un chircal no es un proceso sencillo, sus
características físicas y operacionales, condicionan la medición la cual deberá ser
63

IAMB 200520 17
planificada cuidadosamente. El muestreo de material particulado; el análisis, el cálculo de
la emisión y la concentración; y el uso de la información recopilada son los componentes
de la metodología que se va plantear.
A partir del procedimiento exploratorio se sugerirá una metodología de medición precisa
de tal forma que se consiga un muestreo representativo y confiable que se ajuste al
comportamiento del horno estudiado.
Como se mencionó anteriormente y según las observaciones en la Etapa 1, la velocidad y
la concentración de PM varían punto a punto y momento a momento, de acuerdo a esto
se deben hacer y promediar muchas mediciones separadas. Para obtener muestras
confiables; se debe tratar en lo posible de estandarizar cada etapa o proceso del
muestreo. Para esto se van a perfeccionar y a mejorar los procedimientos que se
produjeron en la etapa de exploración. Para tal fin, el sesgo de error se debe disminuir,
esto se puede lograr sistematizando al máximo los procesos que intervienen en la
medición.
Partiendo de las observaciones logradas en la Etapa 1 se proponen las siguientes pautas
para las mediciones:
1. En primera instancia, antes de las mediciones se debe estudiar, conocer y realizar
la sectorización precisa del horno, para ubicar más fácilmente los puntos que se
van a muestrear.
2. Es importante hacer una programación o planeación de una agenda para las
campañas, la cocción dura aproximadamente 20 días. A medida que se tomen
más muestras más precisos serán los resultados, por esto es conveniente tomar el
mayor número de muestras posible durante toda la etapa de cocción. Se
recomienda medir día de por medio desde el día en que el horno se enciende
hasta el día 20.
3. Para sistematizar los procesos se debe procurar realizar todas las campañas bajo
condiciones similares, por esto es conveniente optar por un horario fijo para
realizar los muestreos.
4. En cada campaña se deben hacer las mediciones en mínimo 2 puntos de cada
sector, las mediciones que se realicen deben ser homogéneas con respecto a
cada sector:
64

IAMB 200520 17
• El mismo número de muestras
• El mismo número de puntos medidos.
5. En cada punto se deben tomar de dos a tres muestras. Debido a la variación de
las emisiones a cada instante, al tomar varias muestras sobre el mismo punto se
cuenta con un rango de emisión que abarca a grandes rasgos el comportamiento
del punto.
Como en la etapa de exploración las mediciones se deben complementar con un registro
fotográfico de los sectores ya definidos. Para esto se deben determinar los puntos desde
donde se efectuará el seguimiento fotográfico de cada sector del horno.
Para el seguimiento fotográfico se sugieren los siguientes parámetros:
1. En el reconocimiento del sitio de medición que se mencionó anteriormente se debe
incluir la selección de los puntos desde donde se va a realizar el seguimiento
fotográfico. Para esto es necesario escoger puntos de tal manera que cubran
todos y cada uno de los sectores del horno que fueron marcados y seleccionados
previamente y también se debe tener en cuenta que los puestos estén a una
distancia adecuada para distinguir y visualizar mejor las emisiones del horno.
2. El objetivo del registro fotográfico es complementar la información captada en las
mediciones, para esto es necesario captar la variación de las emisiones del horno
en el tiempo. En la Etapa 1 se realizó un seguimiento fotográfico con un intervalo
de 15 minutos durante 2 horas y media, ésta exploración fue de gran ayuda, sin
embargo se consideró que el intervalo de tiempo se podría disminuir para registrar
un comportamiento más continuo y captar más fácilmente los cambios que se
presenten. Para esto se sugiere realizar el seguimiento en intervalos de tiempo de
máximo 10 minutos (entre menor sea el tiempo entre foto y foto mas completa es
la información para cada sector).
3. Al igual que se observó que el intervalo entre foto y foto era muy amplio también
se consideró que se debe ampliar el tiempo del registro fotográfico a mínimo 3
horas.
65

IAMB 200520 17
Figura 2-21. Propuesta para la división del horno en la medición y el seguimiento Fotográfico
HORNO TÍPICO ARTESANAL (CHIRCAL)
Puntos A, B, C, D – Puestos para el registro fotográfico
Chimeneas Sector 5
Sector 4 Sector 1
Sector 2Sector 1
D C
A B
VISTA DE PLANTA
La Figura 2-22 muestra la posible sectorización para un horno típico artesanal. Como se
puede ver en la figura se trata de proponer una división simétrica del tal forma que todos
los sectores estén bajo las mismas condiciones a excepción de la parte superior que es
donde están ubicadas las chimeneas. Para este sector del horno se propone tratarlo por
separado como un sector diferente.
En cuanto a la medición de la emisión sobre las chimeneas se deberá muestrear como
mínimo una chimenea en cada campaña y al igual que los puntos se deben tomar tres
muestras. En cada campaña se deberán tomar en total 27 muestras:
2731sec
3sec
2sec4/. =
×+
××=
chimeneamuestraschimena
otrmuestras
torpuntostorescampañamuestrasNo
66

IAMB 200520 17
Figura 2-22. Diagrama de la Metodología de medición propuesta
CÁLCULO DE LA EMISIÓN DEL HORNO
ANALISIS DE DATOS A PARTIR DE LA INFORMACIÓN RECOPILADA
Intervalo de 10 minutos durante 3 horas para cada sector
Inicio seguimiento fotográfico
Registro fotográfico
Definir la ubicación para el registro fotográfico de cada sector
Inicio mediciones
Anotar las observaciones de la emisión en cada punto durante el muestreo Alta – Media- Baja –Nula y cambios visibles de la emisión
Programar una agenda de medición para la temporada
de cocción desde el día 1hasta el día 20
Dividir el horno en secciones iguales e identificar cada sección
Seleccionar el lugar de medición
Marcar sobre el horno los puntos que se han muestreado
Diagrama de la metodología Propuesta
Llevar un registro de todos y cada uno de las muestras y datos
correspondiente a cada punto
Tomar tres muestras para cada punto
Escoger mínimo 2 puntos de medición
en cada sector
Llevar un registro de todas y cada una de las fotografías
correspondientes a cada sector
67

IAMB 200520 17
Figura 2-23. Diagrama de la metodología propuesta para determinar la emisión del horno
******( 211 EazEayEaxE iiiii
iiTOTAL ++= ∑
EMISIÓN DEL HORNO
Aplicar la ecuación 2-2
Obtener un valor promedio para Emisión alta – media - baja
Clasificar los datos en emisión alta, media, baja
Registrar todos los datos obtenidos de las muestras
Obtener el porcentaje de emisión visible Alta – Media – Baja y Nula para cada sector:
Observar y Clasificar la emisión en cada sector según las fotografías de cada seguimiento: campaña SECTOR
Hora 1 2 3 4 5
Calificar la emisión visible en: Calificación E. Visible
3 Alta 2 Media 1 Baja 0 Nula
Datos de las mediciones Registro Fotográfico
METODOLOGÍA PARA EL ANÁLISIS DE DATOS A PARTIR DE LA INFORMACIÓN RECOPILADA
68

IAMB 200520 17
CAPITULO III.
5. Resultados
5.1. Estimación de la emisión de material particulado Según los resultados obtenidos en el numeral 4.2.3 se encontró que el horno tiene una
tasa de emisión que se encuentra dentro de un rango de 0.006 – 0.06 g/s. Ésta tasa se
presenta como un rango debido a las posibles pérdidas que se pueden presentar en el
muestreo. El resultado hallado se encuentra dentro del rango que mostró el estudio de
VEGA, 2005 que se realizó en Patio Bonito. Por lo contrario comparando este resultado
con el estudio de JARAMILLO, 2001 se ubica por debajo de lo estimado en este.
Según la Tabla 2-14 se encuentra que la tasa de emisión obtenida en este estudio esta
dentro de un rango razonable pero igualmente se cuenta con una alta incertidumbre
debido a las pérdidas calculadas tanto en el muestreo como en la sonda ya que los
resultados de las pérdidas en esta última, muestran que una parte importante de masa se
está perdiendo.
Los resultados fluctúan en un rango bastante amplio, esto genera una brecha grande en
la confiabilidad de los datos obtenidos. Sin embargo es importante tener en cuenta que el
resultado expuesto proviene de la primera etapa que fue de prueba y en la cual se
buscaba principalmente definir una metodología más precisa para llegar a resultados más
certeros. En este orden de ideas las deducciones logradas indican que el método utilizado
puede ser válido ya que los resultados no se alejan de la realidad comparada con otros
estudios.
Se puede decir que los datos encontrados validan de alguna manera la metodología
propuesta en la etapa 2. Si se llegó a cifras congruentes con respecto a otros estudios,
perfeccionando los procesos se puede llegar a resultados aún más certeros. A
continuación se presenta una tabla comparativa de datos encontrados en diferentes
estudios referentes a material particulado en hornos de cocción de ladrillos.
69

IAMB 200520 17
Tabla 3-1. Tabla comparativa de los datos asumidos y encontrados en diferentes estudios referentes a material particulado en la industria ladrillera.
Autor Condiciones del Horno FE
asumido Emisión PM
(G/S) Emisión
PM10 (G/S)
JARAMILLO (2001)
Horno Árabe o Colmena
carbón/hornada: 6Ton
Tiempo cocción: 8días
PM: 7.9g/s (tasa de
consumo de
carbón)
1.1 – 4.3 NE
VEGA (2005)
Horno Tipo fuego
dormido
carbón/hornada: 11Ton
Tiempo cocción: 30días
PM10:5987.42g/Ton
(13.2 lb/Ton )
PM:29937.096g/Ton
(66 lb/Ton)
0.03 0.006
AP-42
Coal-fired kiln
(SCC 3-05-003-13)
Sin control
PM: 1.8 lb PM/Ton
de ladrillo producido
PM10: 1.8 lb/Ton de
ladrillo producido
NE NE
Oportunidades de producción mas limpia en
el sector ladrillero
Horno tipo colmena
carbón/hornada: 32Ton
Tiempo cocción: 3días
MPF (material
particulado
filterable) : 7.5
g/Ton
PM10: 3.10g/Ton
Tasa de consumo
de carbón:
0.44Ton/hora
(MPF)
0.001 0.0004
Estudio actual
Horno Tipo fuego
dormido
carbón/hornada: 11Ton
Tiempo cocción: 20 días
PM: 21 lb /Ton carbón
0.006 – 0.06 NE
NE=Dato No Estimado
5.2. Estimación del Factor de Emisión El Factor de emisión se va a calcular según las unidades que trata el AP-42, [lb] de
contaminante / Toneladas de Combustible. Para esto se va a calcular la emisión total del
70

IAMB 200520 17
horno asumiendo 20 días de cocción y este resultado se dividirá en 11 Toneladas de
carbón que va a ser la cantidad de carbón asumido para un horno de este tipo.
Para obtener el Factor de emisión del horno se va a recurrir a las a la metodología
expuesta por la EPA en el Capitulo 4, de la sección 1-2 del AP 42 (Emisión Factor for AP-
42 section 1.2 ANTHRACITE COAL COMBUSTION).
Los factores de emisión son corregidos en base al combustible que se alimentó al proceso
para PM se usa el porcentaje en peso de ceniza del carbón que fue utilizado en el horno.
Si por ejemplo la emisión del horno fue de 12 lb PM /Ton Carbón y el porcentaje de ceniza
en peso fue de 8 entonces:
Así como lo plantea el AP-42, el Factor de emisión debe incluir el porcentaje en peso del
precursor de producción de PM, en este caso porcentaje en peso de ceniza.
Para calcular el Factor de Emisión para el horno estudiado se va a tomar la tasa de
emisión más alta que se obtuvo que fue de 0.06g/s, se va a asumir un tiempo de 20días
de cocción y 11Toneladas de Carbón por hornada.
≈××××≈ToncarbónlbPM
Toncarbónhornada
hornadadías
días
lbg
sgPMFEPM 780.20
111
120
186400
002.0106.0
Según esto el factor de emisión obtenido es ≈ 21 lb PM /Ton
El carbón que se utilizó en la hornada estudiada, es de la región de Cucunubá. Para
presentar el factor de emisión como lo estipula la EPA, se presenta la composición de
carbón que fue utilizado para la producción que se estudió:
71

IAMB 200520 17
Tabla 3-2. Composición promedio del carbón de Cucunubá [ECOCARBÓN,1997]
Procedencia Humedad Total (%)
Cenizas (%) Materia
Volátil (%) Azufre (%)
Poder Calorifico (BTU/lb)
Cucunubá 2.87 9 37.8 1.14 7306.79
Fuente: Promedio de los datos almacenados en la Base de datos para normalización de reservas
de recursos de carbón Departamento de Cundinamarca-zona Norte. Anexo 15 pág. 20-21
Los datos de la tabla anterior se obtuvieron de promediar los datos de algunas de las
minas del Bloque carbonífero Oriental Cucunubá del sector Lenguazaque-Cucunubá-
Nemocón [Ecocarbón, 1997].
Según la Tabla 3-2, el porcentaje en peso de ceniza para el carbón que se utilizó en el
horno en estudio es: 9% y el factor de emisión en términos de la composición del
combustible sería AFE 22.2920
==
72

IAMB 200520 17
6. CONCLUSIONES
• La metodología propuesta puede ser bastante útil para llegar a resultados con
menos incertidumbre ya que ofrece traducir el comportamiento de los chircales a
cifras y términos más cuantificables. Sin embargo la metodología también tiene
restricciones ligadas a las condiciones artesanales de los hornos que limitan la
obtención de resultados exactos.
• De la Etapa de exploración del horno se obtuvo un rango bastante amplio de
emisión de 0.006-0.6 g/s de material particulado. Este rango tan amplio se traduce
a incertidumbres y pérdidas que se presentaron en todo el proceso de muestreo y
es este sesgo el que la metodología propuesta pretende minimizar. A partir de la
emisión estimada se obtuvo un factor de emisión de ≈21lb PM/Ton de carbón. Este
factor de emisión esta atado a las mismas incertidumbres con las que se calculó el
rango de emisión del horno.
• La tasa de emisión obtenida esta dentro de un rango razonable pero igualmente se
cuenta con una alta incertidumbre debido a las pérdidas calculadas tanto en el
muestreo como en la sonda ya que los resultados de las pérdidas en esta última,
muestran que una parte importante de masa se está perdiendo. Se estimaron
posibles pérdidas por impactación y por sedimentación. A pesar de esto se obtuvo
que estas perdidas corresponden a partículas gruesas no respirables es decir
partículas cuyo diámetro es mayor a 15µm.
7. RECOMENDACIONES
• Para el estudio de estos hornos se recomienda buscar puntos en común mediante
los cuales se puedan marcar pautas generales de comportamiento para
generalizar y llegar a posibles modelos y esquemas de su funcionamiento.
• Para obtener muestras confiables se debe tratar en lo posible de estandarizar
cada etapa o proceso del muestreo. Para tal fin, el sesgo de error se debe
disminuir, esto se puede lograr sistematizando al máximo los procesos que
intervienen en la medición.
• Entre mas mediciones mejor es la aproximación de las muestras a la realidad, para
hacer esto sencillo se recomienda contar con un equipo de fácil manejo y lo mas
73

IAMB 200520 17
importante que sea portátil, de tal manera que en una sola campaña se pueda
tomar el mayor número de muestras posible.
• Debe hacerse una estandarización del equipo muestreo de partículas ya que debe
tener una eficiencia de muestreo documentada y conocida. Esta eficiencia en el
muestreo está determinada por elementos tales como: el dispositivo de entrada de
aire y la zona de captación. Esto es importante tenerlo en cuenta a la hora de
elegir el equipo con el que se va a muestrear ya que con un equipo debidamente
calibrado se puede saber con certeza las posibles pérdidas de muestra.
74

IAMB 200520 17
BIBLIOGRAFÍA
[1] EPA - AP-42 Capítulo 11.3 Brick and Structural Clay Manufacturing
[2] Documento CONPES 3344 Lineamientos para la formulación de la política de
prevención y control de la contaminación del aire, (Mayo, 2005).
[3] Vega Camilo - Proyecto de Tesis de pregrado en Ingeniería Ambiental-
“Determinación de la Emisiones de fuentes fijas - Chircales - en el municipio de
Nemocón – Cundinamarca”, 2005.
[4] Jaramillo Espinosa Fernando- Proyecto de Tesis de Maestría “Bases para la
investigación de la contaminación Atmosférica en el Valle de Sogamoso: El caso del
material particulado generado en la fabricación artesanal de ladrillo y cal”, 2001.
[5] William F. Christensen - Chemical mass balance analysis of air quality data when
unknown pollution sources are present. Atmospheric Environment 38 4305 4317,
2004.
[6] EPA-CMB8.2 Users Manual,2004
[7] Tony Helda, Qi Yinga, Michael J. Kleemana,, James J. Schauerb, Matthew P.
Fraserc -A comparison of the UCD/CIT air quality model and the CMBsource–receptor
model for primary airborne particulate matter
[8] Vlad Isakov; Todd Sax; Akula Venkatram; David Pankratz, Near-Field Dispersion
Modeling for Regulatory Applications; et al Journal of the Air & Waste Management
Association; Apr 2004; 54, 4; Wilson Applied Science & Technology Abstracts pg. 473
[9] Receptor-dispersion model for emission factors
[10] Moreno Contreras, Gonzalo Guillermo, Proyecto de Tesis de maestría de
Ingeniería Mecánica Universidad de los Andes Bogota-Colombia “Estudio de un
sistema incinerador se combustible sólido seco y construcción de un prototipo”, 2004.
[11] Ruiz Ramos, Cristhian Fabián, Proyecto de Tesis de pre-grado de Ingeniería
Mecánica Universidad de los Andes Bogota-Colombia “Evaluación del desempeño de
un motor Diesel operando con mezclas de Diesel-Biodiesel”, 2005.
[12] Manzi, Verónica, Proyecto de Tesis de Maestría de Ing. Ambiental y Civil,
Universidad de los Andes Bogota-Colombia “Estimación de los Factores de Emisión
de las Fuentes Móviles de la ciudad de Bogotá”, 2000.
[13] Calderón Arteaga, Christian Hugo “Producción y comercialización del ladrillo en
Colombia”– Universidad Nacional de Colombia sede Medellín
75

IAMB 200520 17
[14] Corporación Autónoma Regional, CAR, “Plan de Acción Trienal (PAT)”, 2004-
2006,
[15] Trabajo Infantil en la minería artesanal de la arcilla – Diagnostico sociocultural y
Económico del Municipio de Nemocón en Cundinamarca. / MINERCOL – IPEC –
Oficina Internacional del Trabajo (OIT-IPEC, 2001)
[16] Guía para Empresarios; “OPORTUNIDADES DE PRODUCCION MAS LIMPIA EN
LA INDUSTRIA LADRILLERA”, Centro de Documentación de la CAR, CINSET y
ACOPI; Seccional Bogotá; Referencia Bibliográfica LB 14.07
[17] Guía Ambiental Pequeñas Ladrilleras – “PROGRAMA DE SENSIBILIZACIÓN
SANITARIO AMBIENTAL PARA LA PYME” Área de Jurisdicción de la CAR; CINSET
[18] Cecil F. Warner, Kenneth Wark, “Air pollution, its Origin and Control”, Universidad
de Purdue, 2002.
[19] De Nevers, Noel, “Ingeniería de control de la contaminación del aire”, 2000.
[20] Reist, Parker C. “Aerosol Science and Technology”, Segunda Edición, 1993.
[21] ECOCARBÓN, Base de datos para normalización de reservas y recursos de
carbón departamento de Cundinamarca - Zona Norte, 1997
Paginas Web
• INVENTARIO MINERO NACIONAL;
http://www.ingeomin.gov.co/web/subdirecciones/geoamenazas/parque/web/informes/Capit
ulo5.htm. Fecha de consulta: Septiembre 24/2005
• NATIONAL GEOGRAPHIC; www.nationalgeographic.com. Fecha de consulta: Agosto
13/2005
• INVIAS; www.invias.gov.co/ info/mapas/mapas.asp. Fecha de consulta: Agosto 13/2005
• EPA; www.EPA.com. Fecha de consulta: Agosto 12/2005
• EPA; Module 3: Characteristics of Particles Collection Mechanisms
http://www.epa.gov/eogapti1/module3/collect/collect.htm. Fecha de consulta: Agosto
12/2005
• Ministerio de trabajo y asuntos socials de España - Instituto Nacional de se seguridad e
Higiene en el trabajo NTP 609: Agentes biológicos: equipos de muestreo (I)
http://www.mtas.es/insht/ntp/ntp_609.htm. Fecha de consulta Marzo 11/2005
• Emission Factor for AP-42 section 1.2 ANTHRACITE COAL COMBUSTION.
• http://www.epa.gov/ttn/chief/ap42/ch01/bgdocs/b01s02.pdf. . Fecha de consulta Marzo
11/2005
76

IAMB 200520 17
ANEXOS
77
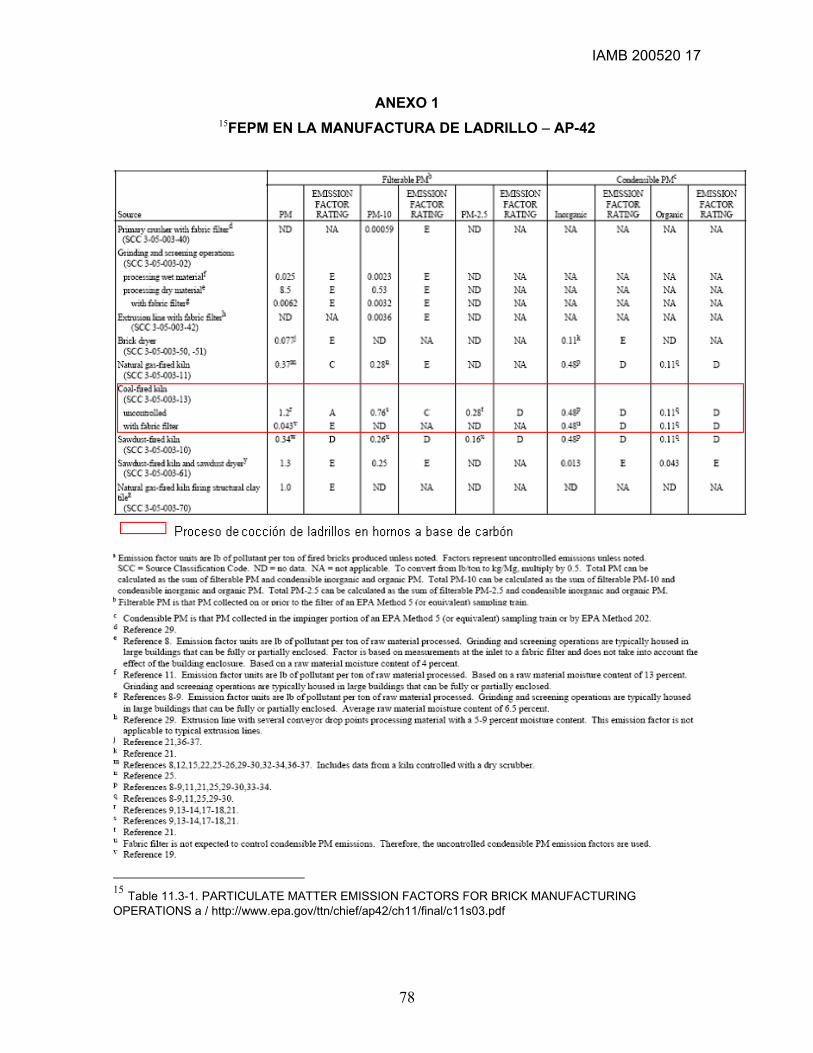
IAMB 200520 17
ANEXO 1 15FEPM EN LA MANUFACTURA DE LADRILLO – AP-42
15 Table 11.3-1. PARTICULATE MATTER EMISSION FACTORS FOR BRICK MANUFACTURING OPERATIONS a / http://www.epa.gov/ttn/chief/ap42/ch11/final/c11s03.pdf
78

IAMB 200520 17
ANEXO 3
REGISTRO FOTOGRAFICO C2 –C3- C4
79

IAMB 200520 17
80

IAMB 200520 17
81

IAMB 200520 17
82

IAMB 200520 17
83

IAMB 200520 17
84

IAMB 200520 17
85

IAMB 200520 17
86

IAMB 200520 17
87

IAMB 200520 17
88

IAMB 200520 17
89

IAMB 200520 17
90

IAMB 200520 17
ANEXO 2 PROCESO TÍPICO DE MANUFACTURA DE LADRILLOS (AP-42, 11.3)16
16 AP-42-Chapter 11.3, Figure 11.3.1 Typical brick manufacturing process
91
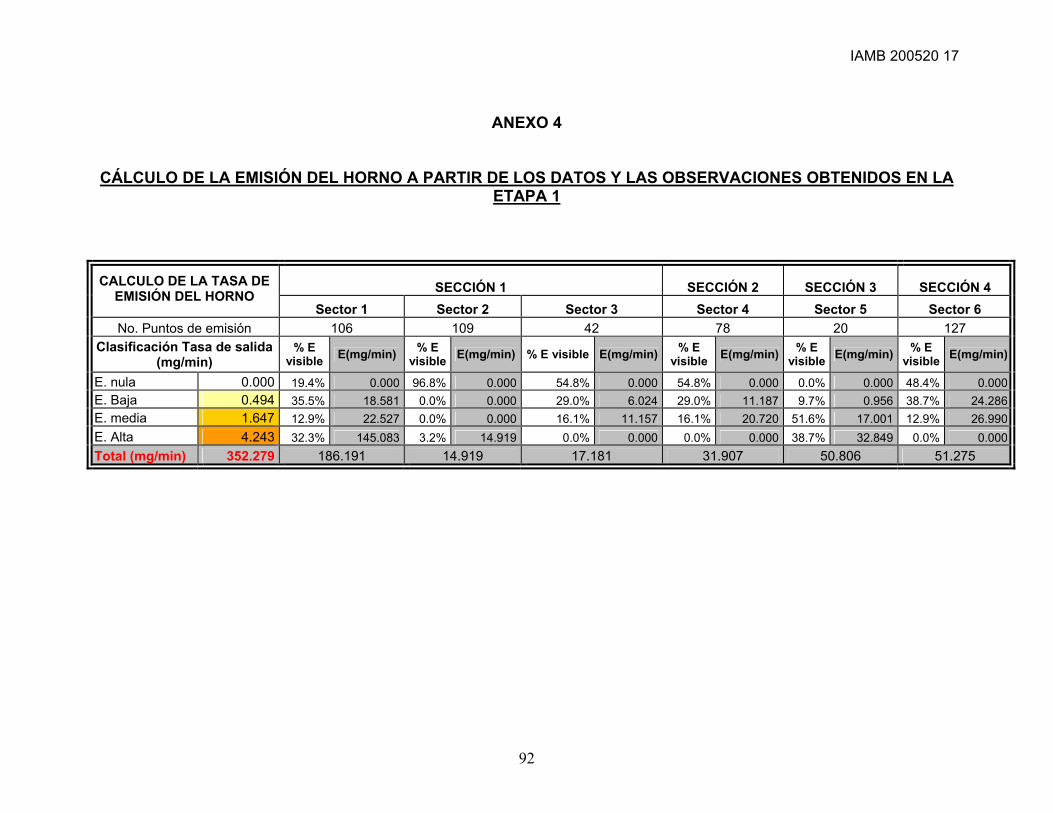
IAMB 200520 17
ANEXO 4
CÁLCULO DE LA EMISIÓN DEL HORNO A PARTIR DE LOS DATOS Y LAS OBSERVACIONES OBTENIDOS EN LA ETAPA 1
SECCIÓN 1 SECCIÓN 2 SECCIÓN 3 SECCIÓN 4 CALCULO DE LA TASA DE EMISIÓN DEL HORNO
Sector 1 Sector 2 Sector 3 Sector 4 Sector 5 Sector 6 No. Puntos de emisión 106 109 42 78 20 127
Clasificación Tasa de salida (mg/min)
% E visible E(mg/min) % E
visible E(mg/min) % E visible E(mg/min) % E visible E(mg/min) % E
visible E(mg/min) % E visible E(mg/min)
E. nula 0.000 19.4% 0.000 96.8% 0.000 54.8% 0.000 54.8% 0.000 0.0% 0.000 48.4% 0.000 E. Baja 0.494 35.5% 18.581 0.0% 0.000 29.0% 6.024 29.0% 11.187 9.7% 0.956 38.7% 24.286 E. media 1.647 12.9% 22.527 0.0% 0.000 16.1% 11.157 16.1% 20.720 51.6% 17.001 12.9% 26.990 E. Alta 4.243 32.3% 145.083 3.2% 14.919 0.0% 0.000 0.0% 0.000 38.7% 32.849 0.0% 0.000 Total (mg/min) 352.279 186.191 14.919 17.181 31.907 50.806 51.275
92





![Determinación del factor de rugosidad absoluta para ...red.uao.edu.co/bitstream/10614/4675/1/T0002502.pdf · DETERMINACÉN DEL FACTOR DE RUGOSIDAD ABSOLUTA PARA POLIESTIRETO EXPA]I](https://img.dokumen.tips/doc/110x75/5eacbfccf3ad484c57525a5e/determinacin-del-factor-de-rugosidad-absoluta-para-reduaoeducobitstream1061446751.jpg)























