Embed Size (px)
Citation preview

Communications
Methods of Reducing Power Consumption in the Coloration Industries
J. K. SKELLY
Ciba-Geigy (UK) Ltd Clayton Manchester M114AR
Introduction Conventional coloration processes for textiles, paper and leather require the ready availability of large quantities of both steam and water the former necessi- tating the use of power. Good manage- ment practice demands that energy is conserved through avoidance of waste and through improved efficiency [ 1 ] . Also, changes in the pattern of demand to save energy are taking place under the influence of market forces. Such market trends have a longer term effect on industry by stimulating technological changes 121. However, changes in energy costs cannot be separated completely from movements in other major cost factors such as labour, raw materials, water and effluent, chemicals and capital equipment.
Energy Consumption in the Textile, Paper and Lather Industries The paper, textile and leather industries are amongst the major users of power in industry. In 1972, the paper and textile industries ranked sixth and seventh in Great Britain as users of coal and liquid fuels after the iron and steel, chemical, engineering, cement and food industries [3]. A more detailed analysis of the figures for energy consumption for 1969 to 1972 from the same source shows that the textile finishing category, within the textile clothing and leather sub-section, is a major user of power. Further interesting statistics are given in the N.E.D.O. public- ation ‘Increased cost of energy - implic- ations for U.K. industry’ [4]. Starting with a price of $2 per barrel of crude oil in March 1973, cost increases were calcu- lated for different industries. Assumed increases in prices of primary energy would result in a price of $10 per barrel of crude oil by 1977. The current 1975 price is already ,$10.45 per barrel. The cost increases were calculated on the basis of the energy intensiveness of U.K. industries. The ranking of the industries
was in three groups: (a) high cost, (b) medium cost and (c) low cost. A few comments are required on these figures. In the textile, leather and paper sectors, fuel costs represent a small proportion of the final price; the price of the industry’s raw materials and its wage costs are of much greater importance. However, energy considerations in the wet proces- sing of textiles will figure much more prominently than in other sections of textile manufacture, as, in addition to mechanical energy, large quantities of energy, normally in the form of steam, are required for heating processing liquors. In this respect, it has been calcu- lated that the recent fivefold increase in the price of crude oil has at least doubled the proportion of costs attributable to energy in wet processing of textiles. Energy in wet processing prior to 1973 was at 5 - 6% of the total costs, and recent figures attributed in the region of 12 - 14% of the total costs to energy. However, it must be realised that as inflation in other costs, e.g. labour, raw materials, dyes and chemicals, takes place, the percentage attributed to energy may fall back to its former level.
The cost of power or energy in relation to the total cost of textile color- ation has changed to a significant extent so that the total cost position must be re-examined. In the short term, all measures taken which minimize invest- ment and maximize speed, and hence save power, are essential in the national interest as well as making good economic sense. The statistics for production of fibres dyed and printed in the U.K. (1973) show that coloration of cellulosic fibres and wool is still of the greatest importance, although the combined weights of polyamide, polyester and acrylic fibres processed are of a similar order of magnitude [5]. From the energy conservation point of view, each of these fibres must be considered.
Improvements in the Efficient Use of Energy in Coloration Processes The high cost of energy has made essential the reassessment of the economics of all steps which can be taken to conserve energy and to re-use waste energy. Whilst heat conservation and
recovery techniques are well established, the economics of the capital investment required in particular circumstances must be studied. Previously, the investments required may have been justified in exceptional cases. Now, it would appear that such measures will become much more widely accepted on the grounds of fuel costs alone. However, there will also be concomitant advantages by increasing the efficiency of the dyeing process.
For the purpose of discussion, all aspects of efficient generation of steam, use of economisers and steam accumul- ators will be excluded, and the avail- ability of steam from an efficient source of generation will be assumed [6, 71. In this section, the items which will be considered are:-
Insulation of dyeing machinery Heat recovery from dyehouse effluents Hot water storage Heat exchangers for waste hot air from drying and setting equipment Use of dye cycle controllers and other automatic controls to conserve power consumption
Unlike the generation of steam itself, each of these subjects is intimately con- nected with the efficiency of the actual dyeing or wet processing operation.
INSULATION Whilst sound practice demands that all supply pipes for steam and hot water are fully lagged to avoid heat losses, it is rare for modern dyeing vessels, usually con- structed of stainless steel, to be insulated. The heat losses from a given vessel in a short dyeing cycle may be small and the danger of staining and contamination of the insulation material by the process liquor may be very great. On the other hand, kiers used in scouring and boiling, where the process is carried out for a prolonged period, have been insulated. In spite of normal practice not to do so it may be considered that thorough insul- ation of a dyeing vessel is worth while in the new circumstances. In dyeing pro- cesses, the bulk of energy is required for raising the temperature of the aqueous dyebath. It has been calculated that the
JSDC March 1976 117

losses by radiation, convection and other losses are about 5%.
HEAT RECOVERY FROM DYEHOUSE EFFLUENTS: Large savings can be achieved by extrac- ting heat from waste dye liquors, although the cost of heat recovery equip- ment requires a minimum volume of dyehouse effluent above a certain temper- ature to justify the capital expenditure. Obviously, with the recent change in the cost of energy, all such capital expendi- ture should be urgently reexamined. Even in 1970, an opinion was expressed that with a dyehouse effluent of 15-20,000 gallons per day at 94"C, installation of heat recovery plant would be economic, depending upon the rate of depreciation [8]. Cooling of hot dyehouse liquors can take a considerable time at normal temperatures due to the high specific heat of water which is approxi- mately five times that of perchlor- ethylene. It has been calculated that by cooling one gallon of dyehouse effluent from 94°C to 38"C, 1,000 B.Th.U. would be given up, which is equivalent to approximately 1 lb. of steam. This gives an indication of the amount of steam which could be saved by installing suit- able heat recovery plant. Whilst steam costs clearly vary considerably depending upon the efficiency of the steam gener- ation plant and the fuel used, for the purposes of calculation, a cost of 100 - 130p per 1,000 lbs. of steam in 1974 could be assumed [9]. The price, five years ago, was Sop per 1,000 lbs. of steam [8].
There would appear to be a case for re-examination of the economic justific- ation for heat recovery plant in dye- houses. One point should be made in this respect: it may be necessary to have a double drain system to make maximum use of heat recovery plant. One drain would be for the discharge of dye liquors at temperatures above a specified level, e.g. 6OoC where heat recovery would be efficient, and the second drain would be for washing liquors at temperatures below this. Also, the installation of heat recovery plant must be combined with the installation of hot water storage so that a reservoir of incoming heated water can be maintained at a specific temper- ature for use in subsequent dyeing oper- ations.
Heat recovery plants are of several types: tube, spiral and plate [ 101. In the tube type, which is the simplest in con-
struction, the outgoing hot effluent in one tube runs counterflow to the incoming clean water in another con- centric tube. Normally this type of heat exchanger works in conjunction with a tank to collect the hot waste dye liquors and hot water storage for the clean heated water. Automatic controls may be added so that the final effluent temper- ature does not rise above a stipulated maximum, which depends on local regula- tions regarding discharge to surface waters. The spiral type is more complex in construction and consists of parallel plates enclosing two adjacent spirals. In one, the effluent flows from the inside to the outside, and in the adjacent spiral, the incoming water flows in the opposite direction. The third type of heat exchanger is even more complex and efficient, and consists of closely fitting conducting plates. The hot effluent passes through adjacent pairs of plates to that containing the incoming water in counter- flow fashion.
In each type of recovery unit, the important considerations are ease of maintenance, automatic control, ease of cleaning and removal of fibre and other solid waste, and resistance to corrosion. It may be essential to add a separate filter before the heat exchanger to remove fibre and avoid blockage. Efficiency on the one hand may be obtained at the expense of ease of cleaning. For example, with H. T. package dyeing of polyester yarn, dis- charge of dye liquors directly from the dyeing vessel through the heat ewhanger may avoid deposition of oligomer in the dyeing vessel, yet considerable quantities of oligomer may be found on the conduc- ting surfaces of the heat exchanger which are difficult to remove. The choice of heat exchanger must be carefully con- sidered in relation to actual requirements of a given dyehouse.
HOT WATER STORAGE The heat recovered from the hot effluent in the form of warm clean water can be stored in wooden, steel or concrete tanks or converted Lancashire boilers, and in some cases, the hot water storage system can also include provision for utilizing excess steam in addition to a steam accumulator [ 11, 121. The hot dyehouse effluent is pumped into a holding tank and excess steam from the boiler can be fed into this tank. In addition, the tank can contain a coil through which hot condensate from the boiler can be passed to the boiler feedwater tank.
The hot liquor from the effluent tank is periodically pumped through a plate type heat exchanger and then drained. Cold water is pumped from the bottom of the hot water storage tank to the output side of the heat exchanger to benefit from the waste heat of the exchanger. The clean heated water is further heated in a steam coil exchanger and then passed to the top of the hot water storage tank. Typical temperature rises quoted are from 10°C to 49°C through the plate heat exchanger, and from 49°C to 94°C in the coil exchanger. The stored clean hot water can be used for processes as and when required and, in conjunction with steam accumulators, greatly helps to even out fluctuations in demand for steam in dyeing operations.
HEAT EXCHANGERS FOR WASTE HOT AIR FROM DRYING AND SET- TING EQUIPMENT Certain preliminary requirements must be satisfied before the installation of heat recovery plant can be contemplated:
(1) The hot air must be available in ducting.
(2) The volume of air must be suf- ficiently great and its temperature high enough to permit efficient and economical recovery.
(3) By far the most important require- ment is that the point at which the energy is recovered must be located close to the process where it is intended to utilise the recovered energy. Furthermore, this process must be capable of utilising the recovered energy through the greater part of the working year. Unless this condition is satisfied, the economics of the recovery system become less attractive [ 131.
Fortunately, these requirements are largely fulfilled in a textile wet processing works, where the main sources of hot exhaust air are from:
1 . thermofixation of dyes 2 . setting of synthetic fibres 3. drying.
The characteristics of the air from thermofixation and heat setting are:
- a high temperature (higher than the temperature of the goods)
- some degree of contamination.
1 18 J SDC March 1976

The characteristics of the air from drying processes, on the other hand, are:
- a lower temperature than the incoming hot air
- high humidity - a low degree of contamination.
The characteristics of these three sources of waste air must be taken into account when considering the design of the heat recovery plant and its operating conditions. Thus, the likelihood of gaseous and suspended impurities in the waste air, stream condensing and precipi- tating on the heat transfer surfaces, means that the heat exchanger plant must be designed with a view to easy cleaning. This also limits the temperature to which waste exhaust air can be cooled before volatile waxy components begin to solidify. Beltran has suggested that this limit lies around 65°C [14].
Two basic types of heat exchanger are available :
1. Air/air, where energy is transferred through a conducting surface to an incoming air stream.
2. Air/water exchangers, which result in the production of hot water which is fed to a hot water storage tank.
There are differences in capital and operating costs between these two types. An important consideration in deciding between them is the convenience of utilising the clean hot air stream and the clean hot water. Conditions vary so much from one works to the next that each case must be studied individually.
USE OF AUTOMATIC CONTROLS Much has been written about the advan- tages of automation in dyeing processes [15]. The problem in any particular dyeworks is the degree of automation which can be justified with the existing or proposed equipment. Clearly, energy con- siderations will now have a more signifi- cant part to play in the decisions, although labour costs and the overall efficiency of the dyeing operation in relation to the total capital investment will be of paramount importance.
Automated heat recovery systems allow a constant supply of hot water at a specified temperature, e.g. 60°C - 95"C, to be available for dyeing. Automated delivery of hot water and dye and
chemical solutions to the machine and automated control of the standardised dyeing cycle become possible. Every vari- able in the process must be defined, and critical factors such as weighing of each batch of material must be given special attention. Recorded weighing of dyes and chemicals becomes desirable so that each batch is controlled and can be repro- duced. Automatic controls can reduce the time of dyeing, and hence labour costs and energy consumption are lowered and productivity is increased.
In assessing the value of these various techniques, it is apparent that within the last two years, the cost of fuel has risen at a proportionately greater rate than has the cost of capital equipment to conserve or recover heat, and the disparity may become even greater. Hence the need for a critical reappraisal of these available techniques.
Alternative Processes and Equipment to Conserve Energy Longer term implications of the new costs of energy in coloration mean that there must be acceleration in the rate of technological change to more efficient labour- and energy-saving processes.
COLORATION OF TEXTILES Coloration techniques can be varied at different stages and in several ways to save energy:
Mass incorporation of colour or chemical modification during fibre manufacture Mass coloration of fibres before spinning or coloration during fibre manufacturing stages clearly saves energy by avoiding separate coloration processes at a later
stage in textile manufacture. Develop- ments in fibre modification may also assist in energy saving. For example, polyester fibres have been developed which are dyeable at 100°C instead of 120°C - 130°C in the absence of carriers. Examples are Spectran (Monsanto), Kodel 244 (Eastman), Trevira 810 (Hoechst) and Dacron Type 111 (du Pont). Acrylic fibres such as Courtelle CP2 (Courtaulds) may also be produced, with a lower second order transition point than the normal acrylic fibre which are dyeable at 80°C instead of 100°C.
Improvement in exhaust dyeing tech- niques Some of the savings in energy which can be achieved will be exemplified by calcu- lation of the steam requirements for different variations in the dyeing pro- cesses for polyester (Appendix I):
(a) Use of hot water storage - which gives a constant supply of clean water at 60°C instead of using cold water at 10°C. Installations of this type, as previously described, can give calcu- lated savings of 30-50% (Table I).
(b) Reduction in liquor ratio in different types of machines - In piece dyeing, a reduction in liquor ratio from 25: 1 as used in winch dyeing, to 15:l as in the Ventura jet, and 1O: l in the Gaston County jet, have been used as examples. I t has been calculated that the steam requirements can be reduced by 47.4% and 65.0% in the latter two cases (Table 11). However, the Shirley Institute in a compre- hensive survey of the steam and elec-
TABLE 1
Dyeing of Polyester - Economies Resulting from Use of Water at 60°C (Guston County Jet, br. I 0 : l )
incoming shading steam water additions requirement % saving
temperature required (kg / I 00 kg goods)
10°C
60°C
0 1 : 482 607 732 857
0 213 55.8 1 333 45.1 2 45 3 38.1 3 573 33.1
JSDC March 1976 119

TABLE I 1
Dyeing of Polyester - Effect of Liquor Ratio on Steam Requirement
steam
(kg / 1 OOkg goods) liquor requirement ratio
25: 1
15:l (e.g., Ventura
Jet) 723 10: 1
(e.g., Gaston County Jet) 482
(e.g.,winch) 1375
trical power requirements of textile processes showed that the electrical power consumption of a jet was much higher than that of a closed winch
Modern package dyeing equipment also uses liquor ratios (L.R.) of 10: 1 to 8: 1 compared to earlier equipment where liquor ratios of 15 : 1 or higher were common [ 171 . However, liquor ratios of 2:1 or even 1:l have been attempted in exhaust dyeing of gar- ment shapes using specially devised processes in drum type machines [ 18, 191. The need for even distribution of dye liquor and for sufficient lubric- ation of the garments are limiting factors in very low liquor dyeing processes. Liquor ratios of 5:l in piece dyeing are being used by Gaston County in the new ‘Aqua Luft’ machine [20].
[I61 *
(c) Elimination or reduction of shading additions - When automated dye cycle controllers are used in machines and the different parameters in the dyeing process are controlled, it is possible to introduce the calculated amounts of dyestuff required to match the pattern during the dyeing cycle thereby eliminating the neces- sity to make further shading additions. In fact, using standardised dyeing cycles, a shading addition becomes a complete new dyeing cycle. The practice then becomes established of loading the machine, carrying out the dyeing cycle and unloading before the material is checked for shade. A high level of production and a high degree of efficiency can be obtained provided
% relative steam
consumption
52.6
35.0
the necessary capital investment is made to control the critical variables. One prerequisite is that only a limited number of substrates should be dyed. The range of dyes must also be limited so that reproducible recipes can be provided from laboratory matchings. All work in progress and the efficiency of the dyehouse can be monitored readily by the installation of recorders for the dye cycle control- lers in the dyehouse office.
The calculations for energy usage in different types of dyeing machines and dyeing conditions with no shading additions, and one, two and three additions respectively, have been made (Table 111). Clearly, the longer the liquor ratio, the more essential it becomes to reduce the
TABLE Ill
number of shading additions from the energy point of view. However, other considerations such as labour saving and productivity are of major impor- tance and must be considered in conjunction with the capital costs necessary to implement a no shade addition technique as outlined.
(d) Combination of dyeing processes with scouring andlor softening or lubric- uting - In recent years, there has been a trend to save labour and energy, and improve productivity in selected cases, by combining different processes with the dyeing operation. Several examples can be given:-
Dyeing of Polyester - Effect of Shading Additions on Steam Requirement
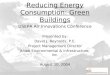
(i)Combined scouring and dyeing of nylon using an anionic agent, eg. Univadine PA (CIBA-GEIGY). (Figure 1).
(ii)Combined scouring and dyeing of nylon/acrylic blends with an anti- precipitant e.g. lrgasol ACM (CIBA-GEIGY). (Figure 2).
(iii)Combined scouring, dyeing and lubrication of polyester with a diffusion accelerant, e.g. Tinosol CF (CIBA-GEIGY). (Figure 3).
(iv) Combined dyeing and softening of acrylic materials with a cationic softening agent e.g. Sapa- mine KAR (CIBA-GEICY). (Figure 4).
In developing such processes, great care must be taken to ensure that additives to the dyebath for the pur-
process (1.r. shading steam 10: 1 in each additions requirement ~~
case)
conventional HT package
rapid-dyeing HT package
HT beam with HT sampling
facilities
required 0 I 2 3
0 1 2 3
0 I 2 3
(kg ,‘I00 kg goods) 482 60 7 732 857
343 - 68 6 1029 1372
487 529 571 613
% increase
-
25.3 51.9 77.8
-
100.0 200.0 300.0
~- 8.6 17.2 25.9
120 JSDC March 1976

oc combined scour and dye
10
I0
SCWI
0 1 2 3 hwrr
oc with ore-scour
A 2% Univadine PA,- pH 6 B x% Erionyl dye(s) C 2% Cibatex PA
steam requirement = 5 1 4 kg/100 kg goods
A 1-2 g/l Tinovetin CW B 2% Univadine N j liquid,- pH 6 C x% Erionyl dye(s) D 2% Cibatex PA
steam requirement = 759 kg/lOO kg goods
3 hours
oc with after-svntan
A 1-2 g/l Tinovetin CW B 1-2% Albegal SW, + p H 6
and x% Erionyl dye(s) C 2% Cibatex PA
steam requirement = 1077 kg/lOO kg goods
0 1 2 3 houn
percentages on fabric weight
Figure I - Dyeing of nylon
.C two-bath orocess
A 1-2 g/l Tinovetin CW 6 0-10% Glauber's salt C x% Maxilon dye- 1 % acetic acid y% Tinegal AC
steam requirement = 1359 kg/lOO kg goods D 1-2% Univadine PA E Z% Erionyl dye
adjust to pH 6
-c one-bath orocesses A OC B
A 1 g/l Tinovetin CW B x% Erionyl dye 1% Albegal A C y% Maxilon dye 2% acetic acid 2% Tinegal AC 2% sodium aceta te
X variable, depending on depth of dyeing: average illustrated
steam requirement = 688 kg/100 kg goods *'
Figure 2 - Dyeing of polyacrylic-nylon
hoar. ..
A 2-3% lrgasol ACM 2% acetic acid 2% sodium acetate 10-20 ppm Fumexol S
€3. x% Maxilon dye C y% Erionyl dye
steam requirement = 509 kg/lOO kg goods percentages on fabric weight
pose of scouring or finishing oper- ations do not interfere with the efficiency of the dyeing operation or the particular dyeing assistants used.
(e) Use of standing baths in loose stock dyeing - The Irgasolvent process for dyeing 100% wool or 80/20% wool/ nylon loose stock permits three dye- ing cycles to be used from one liquor. A separate stock tank is required to hold the hot exhausted liquor, which is made up with further dye and pumped back to the dyeing vessel reloaded with fibre. A typical dyeing sequence (which can be employed for 3-8 dye lots, depending on the shade), is shown. This uses a suitable solvent such as Tinosol CLW (CIBA- GEICY) with acid or metal complex dyes e.g., Eriosin, Irganol or Irgalan dyes (CIBA-GEIGY) (Figure 5) .
Semi-continuous and Continuous One- step Pad Dyeing and Finishing Processes The optimum process for woven textiles would be a single pad application of dye and finish, followed by drying and fur- ation and no further wet processing. Pale shades on polyester-cotton with an easy care finish can be produced with new aqueous acrylic binders e.g., Oremasin Binder W (CIBA-GEIGY), incorporating carefully selected Oremasin pigments and a dimethylol dihydroxy ethylene urea resin e.g. Knittex LE (CIBA-GEIGY). It can be expected that this type of com- bined processing will be extended as consumer requirements are met by fur- ther developments in this field. Aqueous binders are already used in pigment print- ing of cellulosic fabrics and polyester- cellulose fabrics. They can replace the long established solvent emulsion pigment binders giving improved results and obvi- ating the use of hydrocarbon solvents. When polyester-cellulose fabrics are printed by this technique, disperse dyes may be added to the pigments and fixed by thermofixation. However, reduction clearing may then be necessary to obtain the desired fastness. Such systems give acceptable results mainly on pale and medium shades and do not cover all the range of depths and fastness results possible with disperse/vat or disperse/ reactive dyes.
Continuous dyeing processes for long runs where steam, superheated steam or air at 180-2OO0C are used as fixation media are well known [21]. Efficiency of the process and labour costs are of major
JSDC March 1976 121

A 2
. I I
D
1 1 1 1 1 1 1 1 1 * 1 1 1 I 1 '
r - - - - i iL1
( A ) dyed without assistant : 754 ( A + B, ) with 1-2 g/l Tirtosol CF : 71 4 ( A + B,) with 1-2 g/l Tinosol ST : 679
C X% Terasil dye(s)
D reduction clear formic acid -+ pH 5-6
Figure 3 - Dyeing of polyester: use of Tinosol CFand ST
importance in this type of operation and the energy cost will not have an over- riding influence on the choice. Apart from the long established continuous processes for application of vat, azoic, reactive and disperse dyes to cellulosic and polyester-cellulosic fabrics, continu- ous processes have also become estab- lished for loose stock wool and nylon and also for acrylic and polyester. Develop- ment of the necessary equipment, par- ticularly at the padding and futation stages, has been critical. The steam required to fix acid, metal complex and reactive dyes on wool by a pad steam process is about 10% of that necessary in exhaust processes. Similar energy savings can be achieved in tow dyeing of acrylic and polyester fibres by fixation with superheated steam at 11O-12O0C and 120-140°C respectively for seven minutes.
The semi-continuous cold pad batch process with reactive dyes for cellulosic and wool fabrics is an obvious energy-
saving technique. The method, developed by I.C.I., in which Procion M dyes are applied to cellulosic fabrics on a pad fitted with an alkali mixer, is the major example [21]. 1.W.S. have also investi- gated a related cold pad batch process for wool using high concentrations of urea in the pad [22].
Currently, (in the field of textile finishing), there is considerable interest in new low pick-up padding techniques. By reducing the final uptake of pad liquor at the padding stage, the amount of energy required to dry the fabric is consequently reduced. The Triatex MA (minimum application) system reduces pick-up to below 40% [23]. It has been noted that a minimum of 30% moisture content is essential for resin migration. The QS technique of Pfersee uses the incoming dry fabric to reduce the final pick-up of pad liquor to 15-40% depending on the fabric and pad mangle [24]. As well as energy savings, improved physical pro- perties of resin finished fabrics have been
achieved, and it demonstrates that energy savings can be combined with real technological advantages.
R-ocesses which fix dyes at lower temp- eratures Mention has already been made of modi- fied acrylic and polyester fibres which enable dyeing temperatures to be reduced by 20-30°C. Similarly, dyeing assistants may be added which allow the dyeing temperature to be reduced, the best known examples being the carrier dyeing of polyester piece at 100°C or the use of diffusion accelerants such as Tinosol ST (CIBA-GEIGY) in polyester package dyeing, to give similar build-up of dis- perse dyes at 115-120°C to that obtained at 130°C. Dyeing assistants, such as Albegal B (CIBA-GEIGY) may also be used in wool dyeing to reduce the dyeing temperature from I00"C to 80°C. In the reactive dye field, products are available from different manufacturers which exhaust and fix on cellulose at a variety of temperatures, e.g. 8O-10O0C, 40-60°C and 20°C.
Degree of reactivity, substantivity, levelling and migration properties, ease of wash-off, economics of the process and acceptability of the resultant dyeing must all be considered in a given case as well as the energy requirements. It has been calculated that exhaust reactive dyeing processes consume more energy than similar processes with other types of dyes for cellulose due to the necessity to clear at IOO"C [21].
One-step heat transfer processes The well-known 'Sublistatic' heat transfer printing process is attractive for selected fabrics because of the apparent savings in labour and energy. The simplicity of the process and the avoidance of any subse- quent washing-off treatment are major factors. However, labour and energy used by the paper printer must not be ignored. Some interesting figures have been given recently regarding comparable costs of conventional textile printing as against dry heat transfer printing [25]. The possibility exists of developing this pro- cess for production of overall coloured effects, although exact shade control is critical in this case. Also, the 'Fastran' wet transfer process has been developed by Dawson International for application on wool, acrylic, cellulose and nylon fibres [26]. Such a process requires a longer fixation time than the dry heat process, although the time is kept to a
122 JSDC March 1976

OC two-bath The dry leather is entered into the follow- ing liquor:
Y / t - r / \ I
A 0-10% Glauber's salt and 1% acetic acid
B d% Maxilon dye t
30 Y and e% Tinegal AC C 0.5-2% Sapamine OC I
kg/ l 00 kg goods
I 0 1 2 3 hours
'C one-bath
A 0-10% Glauber's salt and 1% acetic acid
B, or B, 1-4% Sapamine KAR C d% Maxilondye
and e% Tinegal AC
steam requirement = 519 kg/lOO kggoods
l o t I I J ' " " " " " ~ J 0 2 hours
percentages on fabric weight
Figure 4 - D.yeing o,f polyacrylics n-
minimum through the application of dielectric heating at 27.2 MHz in an enclosed space, generating in situ the steam required to fix the dyes.
The Leather Industry Energy consumption in tanneries has recently been reviewed by the British Leather Manufacturers Research Associ- ation and one of the major uses of power consumption in a tannery is the drying operation [27] . It is believed that more consideration will be given, in the future, to 'straight-through' tanning, dyeing and fatliquoring processes, omitting the inter- mediate drying stage after tanning and, before fatliquoring and dyeing. Such a technological change appears to be simple and yet an entire tannery operation may depend upon an intermediate drying to give flexibility in the operation. Whether complete reorganisation to give a straight- through process IS of' value depends upon the type of production in an individual tannery.
Tanneries will also be examining
add
add
drum wash
150% water at 30°C 4% ammonia (0.880 s g ) 5-15 minutes 1 % Invaderm LU (CIBA- GEIGY). x% dye (wrapped in paper and placed on a shelf in the drum)
100% water at 65°C run 30 minutes formic acid (90%) to bring to pH 3.5 20 minutes by the batch washing method without lattice door 10 minutes.
(The percentages are on crust weight.)
Batch washing is recommended; avoiding the common practice of using continuous washing in the 'drum by leav- ing the lattice door open and continu- ously washing for 60-90 minutes. A batch washing can be completed in 10-15 minutes in many cases. Another aspect of coloration processes for leather where energy can be saved is in the use of aqueous dyestuff solutions for spraying in place of solvent soluble dye solutions. Selected metal complex dyes can be used and in some cases, drum dyeing may be reduced or omitted altogether.
-L
100 . KEY :
-conventional (steam requirement =
+ 189 kg/lOO kg goods)
----- Irgasolvent, using Tinosol CLW (steam requirement = 142 kg/ l 00 kg goods)
//// reloading time (10-30 minutes)
0 50 75 minutes
Figure 5 ~ Dyeing of' wool conventional v. Irgasolvent process
other improvements in processing to save The Paper Industry energy, for example on suede tannages, a The paper and board industry is a major 'dry dyeing method' is becoming user of power and P.I.R.A. have given a adopted, giving shorter dyeing liquors and figure of 3.5--4 metric tons of steam per also providing a means for quickly obtain- metric ton of paper as average energy ing complete dye penetration. The consumption 1281. The major use of method is as follows:- power is in the drying of the web and in
JSDC March 1976 123

the electrical drive of the machinery. From the coloration point of view, addition of the dyestuff to the beater is essentially a cold dyeing operation. Only in exceptional cases such as in the pro- duction of deep shades on tissue is it necessary to heat the dye and stpck suspension in a batchwise operation to improve retention and give the necessary build-up of shade. However, in normal paper manufacture, no additional energy is required when making dyed paper compared to a similar undyed grade. One interesting possibility to cut down waste in some qualities of packaging paper exists in off-machine coloration of a standard uncoloured grade. Such a tech- nique uses a modified pad mangle in which the paper is run through a dye solution, containing wetting and fixing agents, and then dried. Such a process offers the possibility of almost elimin- ating the problem of broke, which in coloured papers may be a source of waste and may indirectly incur a loss of energy. From the national point of view, the collection and re-use of waste paper to supplement imported wood pulp would also appear to be increasingly important.
Conclusion Much can be achieved in the short term by a re-examination of all energy conser- vation measures which come into the category of housekeeping items in color- ation processes. Longer term energy savings require capital investment which in some cases may be justified by energy factors alone. However, it can be expected that technological developments in coloration processes, brought about by market forces, will be the basis for these investments. More efficient use of energy will then be one of the benefits of the new equipment together with many others such as greater productivity, leduc- tion of labour costs and water consump- tion.
References
1 . Phipps, Text. Manuf., 102 (April 1975) 27.
2 . ‘Energy Conservation in the United Kingdom - Achievements, Aims and Options’, N.E.D.O., H.M.S.0.(1974).
3. United Kingdom Energy Statistics, H.M.S.O. (1973)
4. ‘Increased Cost of Energy - Implic- ations for U.K. Industry’, N.E.D.O., H.M.S.O. (1 973).
5 . Textile Statistical Bureau, Quarterly
Statistical Review, Spring (1974). Wool Industry Bureau of Statistics, Monthly Bulletin of Statistics, December (1973).
6. MacCartney Sen., Dyer, (1973) 209, 562.
7. Pollard, ibid., (1968) 479. 8. Gillies, The Plant Engineer, November
9. N.I.F.E.S., Fuel Economy Handbook,
10. Vaihinger, Textilveredlung, 9 (1974)
11. MacCartney Sen., Dyer, (1973) 566. 12. Power and Works Engineering, 57
(1962) 92. 13. Allemann, Textilveredlung, 9 (1974)
544. 14. Beltran, Amer. Dyestuff Rep. 63
(1974) 66. 15.Gailey, Dyer, 152 (1974) 634 and
J.S.D.C., 91 (1975) 165. 16. ‘Implications of higher energy costs
for the textile industry’ Shirley Insti- tute Publications (1974) 513.
17. Carbonnel, Egli, Hasler and Walliser, Textilveredlung, 10 (1975) 3.
18. Lister and Turner, ibid., 6 (1971) 708. Lister, J.S.D.C., 88 (1972) 9.
19. Zurbuchen, Textilveredlung, 9 (1974) 281.
20. Aurich, AATCC, 1973 Atlanta City Apnual Convention.
21. Russell, Text. Chem. Colorist, 7 (1 975) 30.
22. Graham, Textilveredlung, 9 (1974) 551.
23. Schwemmer, Bors and Gotz, ibid., 10 (1975) 15.
24.- Rossler and Pusch, Chemie Fasern textil industrie (1974) 763.
25. Regelink, Textilveredlung, 10 (1975) 27.
26. Smith, British Knitting Industry, 44 (1971) 89.
27. B.L.M.R.A. Journal, 17 (1974) 91, 166.
28. Private communication, P.I.R.A. (1975).
29. Svenson and Ekstrom, Textile Pro- cessing A.B., Sweden, Seminar 28.3.74, Albany Hotel, Nottingham.
(1970).
(1974) 1-14.
537.
APPENDIX 1
ENERGY REQUIREMENTS OF POLY- ESTER DYEING PROCESSES The energy requirements of the following polyester dyeing processes in terms of steam for heating have been calculated:-
HT jet (Gaston County)
HT jet (Ventura) HT beam HT beam with HT sampling facilities Conventional HT package Rapid dyeing HT package Enclosed winch
The details of the processes considered are as follows:-
HT Beam Dyeing Process - Texturized Polyester Fabric:
Average load 225 kg Liquor ratio 1.5 : 1 The fabric is usually scoured and pre-set prior to beaming. Fill with cold water and heat to 50°C whilst adding chemicals and dyes. Sequence is the same as for jet dye- ing. (see overpage).
Total steam requirements per 100 kg goods, calculated as below: 723 kg.
HT Beam Dyeing with HT Sampling Facilities
Average load 225 kg Liquor ratio 1O:l Dyeing process as for HT beam dye- ing, but shading additions made under HT conditions
Total steam requirements per 100 kg. goods, calculated as below: 487 kg.
Winch Dyeing (enclosed at Atmospheric Pressure) - Texturized Polyester Fabric:
Average load 150 kg Liquor ratio 25: 1 Scour for 30 min at 60”C, drain and rinse cold for 10 min (some works omit pre-scouring by adopting a dye- scour process). Fill with cold water and heat to 50°C whilst adding chemicals and dyes. Raise temp. to 98°C at 1.5”C per min . Dye 1-1s h at 98°C according to depth of dyeing. Cool to 90°C and drain. Hot rinse for 10 min at 60°C. Reduction clear medium and full- depth dyeings - 30 min at 70°C. Cold rinse for 10 min.
Total steam requirements per 100 kg goods, calculated as below: 1,375 kg.
124 JSDC March 1976

HT Jet Dyeing hocess - Texturized Polyester Fabric:
Average load 225 kg Liquor ratios - Gaston County 10:l Ventura or Thies 15 : 1
Rinse I0 min cold to reduce knitting oil content and drain
Fill with cold water and heat to 50°C whilst adding chemicals and dyes
Raise temp. from 50°C to 130°C at 2" per min
Dye 1 h at 130°C
Cool to 80°C over 30 min and drain
Fill with cold water and heat to 60°C
Hot rinse at 60°C for 10 min and drain
Fill with cold water and heat to 70°C
Reduction clear for 30 rnin at 70°C
Total
Conventional HT Yarn Package Dyeing Process - Texturized Polyester Yarn:
Average load 200 kg Liquor ratio 10: 1 Fill with cold water and heat to 50°C whilst adding chemicals and dyes. Raise temp. from 50°C to 125°C or 130°C at 2°C per min. Dye 30- 60 min at 125°C or 130°C according to depth of dyeing. Cool to 80°C over 30 min and drain, or where the drains allow, release liquor under pressure. Hot rinse for 10 min at 60°C. Reduction clear medium and full- depth dyeings - 3 0 min at 70°C. Cold rinse for 10 min. Total steam requirements per 100 kg goods, calculated as above: 482 kg.
Steam requirements (kg) per 100 kg goods
Gaston Ventura or county Thies
0 0
74 1 1 1
162 243
39 58
0 0
89 134
2 3
108
8
162
12
482 723
Rapid Dyeing HT Yarn Package FYocess - Texturized Polyester Yarn:
Average load 200 kg Liquor ratio 10: 1 Fill with water at 80°C and add chemicals and dyes. Raise temp. at 5°C per min to 125°C or 130°C. Dye 20-30 min at 125°C or 130°C according to depth of dyeing. Cool in 5 min to 90°C and drain. Hot rinse for 10 min at 60°C. Cold rinse for 5 min. No reduction clear. Total steam requirements per 100 kg goods, calculated as above: 343 kg.
Basis of Calculations The steam requirements have been calcu- lated making use of data published by Textile Processing AB [29]. In dyeing processes, the largest proportion of energy is required for raising the temper- ature of aqueous liquors. The losses by radiation, convection and other losses are approximately 5%, which will not vary significantly between different processes. Discharged liquors are assumed to repre- sent a total loss of energy. In calculating the eneigy required to maintain a temper- ature e.g. in dyeing, use has been made of figures provided by Textile Processing AB based on measurements [29]. A relevant figure is 29 kg of steam per m3 liquor required to maintain a liquor at 130°C for 45 rnin.
A reduction clear stage has been incorpoiated in all processes with the exception of the Rapid Dyeing HT Pack- age Machine. It has been assumed that the water supply will be at 10°C and the ambient dyehouse temp. 25OC although this latter figure has a negligible influ- ence.
When calculating the effect of shading conditions, allowance has been made for cooling back to an acceptable temper- ature to enable the goods to be examined and sampled.
For calculation, the longest times and highest temperatures given above were chosen in each case.
These calculations do not include any c o n t r i b u t i o n f r o m electrical or mechanical energy required to operate the machines, for instance in pumping liquor, and in most cases this will be small.
JSDC March 1976 125