Embed Size (px)
Citation preview

Human Factors and Ergonomics in Manufacturing, Vol. 7 (2) 79–95 (1997)© 1997 John Wiley & Sons, Inc. CCC 1090-8471/97/020079-17
Methods Engineering: Using Rapid Prototypeand Virtual Reality Techniques
Yohanan ArziDepartment of Industrial Engineering, Faculty of Engineering,Tel Aviv University, Tel Aviv 69978, Israel
ABSTRACT
Methods engineering (ME) is the most traditional area of industrial engineering. In spite of itsimportance, the tools and techniques in use have hardly changed in the last 30 years. Lately, toolsbased on rapid prototyping (RP) and virtual reality (VR) techniques have been developed. Thisarticle presents the concept of incorporating these technologies with the ME process. A frameworkfor an RP and VR-based ME system is introduced. Two preliminary attempts to implement RPtechnology in ME are reported. © 1997 John Wiley & Sons, Inc.
1. INTRODUCTION
Methods engineering is the most traditional area of industrial engineering. Actually, in-dustrial engineering started with methods engineering during the 19th century and thebeginning of the 20th century, when pioneers such as C.W. Babbage, F.W. Taylor, H.L.Gannt, and L.M. Gilberth published their works (Niebel, 1993). During the mid-20thcentury methods engineering methodology, tools, and techniques had been crystallized.Since then and up until the 1980s, no dramatic progress has occurred in the field.
The aim of ergonomics is to generate working conditions that advance safety, well-being, and performance (Kroemer, Kroemer, and Kroemer-Elbert, 1994). Since the 1980sergonomics (Corlett and Clark, 1995; Karwowski, 1992; Niebel, 1993) have enormouslyaffected methods engineering, so that today methods engineering combines traditionalconcepts together with knowledge and approaches taken from this field.
In spite of this very important progress in the field, the tools and techniques have notchanged much in the last 30 years. In fact, nowadays engineers are using very similartechniques and tools to those which were in use 20 or 30 years ago.
Method engineering (ME) is a systematic design process for a given task (Mundel andDanner, 1994; Niebel, 1993). It includes the design of the work center where the tasktakes place, and its environment, the design of the operations that are required for per-forming the task, and the design of the process (the chronological sequence of the oper-ations). The aim of ME is to find the best design for a given task under a given set ofobjectives. Common objectives are: production rate, unit cost, and quality measures. MEis often used for designing new tasks as well as for improving existing ones.
Design evaluation is an important stage in the design process of work tasks. At thisstage, design faults are revealed and corrected. Aspects of design that seem to be nonsat-isfactory in respect to the objectives are modified. Most importantly, the decision whether
79
to continue in the design process (in order to improve the design) or to remain with thecurrent result is made.
In products design, mock-ups and prototype testing are often used in order to studyuser behavior under conditions that are near to reality. Although of great importance isthe evaluation stage, work task designs are usually tested only by various charts (e.g.,process chart, man-machine chart, flow chart, layout chart) and simple mathematical mod-els (see Mundel and Danner, 1994; Niebel, 1993). Generally the only meaningful evalu-ation is done after the implementation. By that stage, the correction of the design faults isdifficult and expensive.
Over the past few years three-dimensional (3D) graphic simulators supported by var-ious software tools for rapid prototyping of virtual environments and anthropometricallyaccurate biomechanical human models have been developed (Deitz, 1995; Porter et al.,1995). These tools enable the testing of complex work systems in conditions that arerelatively close to reality. However, no methodology (or a systematic procedure) that com-bines these advanced tools within the design process of work tasks has yet been developed.
This article presents the concept of incorporating rapid prototyping (RP) and virtualreality (VR) technologies within the method engineering process. The aim of this articleis to point out several advantages that may arise by using these technologies and to sug-gest a framework for an appropriate computer system. Two simple preliminary attemptsto implement RP technology, which have been carried out in the Method Engineering andErgonomics Laboratory in the Department of Industrial Engineering at Tel Aviv Univer-sity, are also reported.
2. METHOD ENGINEERING METHODOLOGY
The ME process consists of a wide variety of procedures for description, systematic anal-ysis, design, and improvement of work methods. It considers the raw materials, the de-sign of the outputs (product, services, etc.), the order of work (the process), the tools,workplace, and equipment for each step in the process, and the human activity required toperform each step (Mundel and Danner, 1994). These procedures may be used for de-signing new tasks as well as for redesigning existing ones.
The systematic design process generally consists of the following basic steps (Niebel,1993):
1. Selection of a project and objectives definition.2. Definition of measures for evaluating the design in view of the objectives.3. Determination of the project limitation and freedom of action.4. Data gathering and presentation.5. Analysis of the data.6. Development and presentation of alternative methods.7. Evaluating alternative methods and selection of the best one.8. Detailed design and presentation of the selected method.9. Implementation of the designed methods (work place and method).
10. Following up the method.
In the three first steps the problem is selected and defined. This includes an accuratedefinition of the task that has to be designed (or redesigned, in the case of an existingsystem), the objectives and quantitative criteria for the design, the project domain, and
80 RP AND VR TECHNIQUES IN METHODS ENGINEERING

the limitations imposed (i.e., budget limitations). For the three first steps no special toolsare required.
In step 4 all the existing data concerning the task are gathered. During this step thedesigner obtains production requirements, procures engineering, manufacturing, and costdata, learns about existing methods, describes and sketches existing layout and tools,constructs various charts (like operation process charts, flow process charts, operatorsand machine process charts), and estimates time data by applying time study techniques.
During step 5 the collected data are analyzed in view of the defined measures andaccording to accepted standards of safety and ergonomics. Haslegrave and Corlett (1995)addressed the importance of work and workplace design on health, safety, and qualityperformance. They surveyed means for evaluating risk of injury. Hale, Stoop, and Hom-mels (1990) claimed that safety faults should be detected by a means such as human errormodels, as an integral part of the design process.
Anthropometric (the measurement of human physical form) and biomechanical as-pects are also considered in ensuring that the design satisfactorily fits the required targetpopulation (an example of anthropometric survey for a target population—the Britishdrivers—is given in Haslegrave, 1979). A principal factor in the design must be consid-ered in deciding how to characterize the limiting extremes of a target population. Hasle-grave (1986) introduced the complexity, when several important dimensions of the bodyare involved. It was suggested representing the limiting extremes of a target populationon the basis of their relevant stature and weight, and calculating the median values for theother dimensions.
Another ergonomic aspect that is often considered is the affect of the environmentalconditions on the operator. Extensive research was carried out on the physical environ-ment and its affect on human safety, health, and performance (Bonney, 1995; Haslegrave,1995; Howarth, 1995; Parsons, 1995).
Considering these analyses, the designer develops, in step 6, alternative methods forthe designed task. In the case of redesign of an existing task, the existing method is oftenconsidered as one of the alternatives. For the development and presentation of the alter-native methods similar tools to those of step 4 are being used.
In step 7 the various alternatives are evaluated (again, in view of the defined mea-sures). Then, by using decision-making procedures, the best alternative is chosen. Instep 8 the chosen alternative is elaborated by drafts and process charts, accompanied byverbal descriptions. Finally, in step 9 the designed method is implemented, and followedup (step 10) along its life span until a need for additional redesign is identified.
3. THE USE OF RAPID PROTOTYPING IN METHODS ENGINEERING
3.1. A Framework for a Rapid Prototyping-Based MethodsEngineering System
The use of RP is based on replacing the traditional tools, which give only a general de-scription of the task, with a computerized system that enables the designer to generate,animate, and analyze 3D prototypes. The basic modules of such a system are presented inFigure 1.
These basic modules consist of many means and tools supporting the ME methodol-ogy. Some of these tools are available or can easily be developed. However, many of therequired means do not exist and an extensive further research is required in order to de-velop them. The various modules of the suggested framework are as follows.
ARZI 81

3.1.1. Modeling. The basis of a RP system is the modeling module. This module con-sists of tools for easily generating and controlling realistic 3D models of environmentsand human beings. The modeling module includes universal means for 3D modeling suchas: 3D rapid graphic modeler, animator, and a library of primitives and prototypes. Thismodule also includes special means for assimilating human figures such as: an anthro-pometric accurate modeler and an anthropometric data base. Undoubtedly, in comparisonwith traditional charts, 3D prototypes provide more accurate, detailed, and realistic pre-sentations of the task environment.
3.1.2. Anthropometric and Biomechanical Design. Anthropometric design dealswith the fitness of physical environments to the measurements, moveability, and visualcapability of human beings from a given population (Karwowski, 1992). Biomechanicaldesign refers to the statics and dynamics of the human body while performing a task(Kroemer et al., 1994). The inputs to these two aspects of design are: a 3D prototype ofthe work environment, a detailed definition of the task including the function of the phys-ical components and determination of the target population.
Generally the anthropometric design starts with finding the locations for the principalphysical functionalities that are most fitted for operators with characteristic physical mea-surements (typically most frequent or average of the target population). By using thegraphic model, 3D human figures with appropriate measures and the physical compo-nents of the environment concerned with the main functions can be located within thevisual area and the normal working envelope of the operators.
In order to find the best layout a “what-if ” process can be used. The analyzer can easilylocate the human and the physical elements figures in various places, animate the model,and perform various anthropometric and biomechanical analyses. He can also check theeffect of alternative methods and facilities on the design.
The analyses may consider the following aspects: dimensions and locations of physicalelements, static workloads on operator body, clearness, reachability, visual perception ofthe required facilities, collision detection, and dynamic workloads on the moving ele-ments of the body (Tracy, 1995).
Figure 1 The basic modules of a rapid prototyping-based methods engineering system.
82 RP AND VR TECHNIQUES IN METHODS ENGINEERING

After achieving a reasonable layout for the principal functionalities, other functional-ities are added in an ascending order of their criticality and frequency of use, in order toprovide appropriate reachability, clearness, and visibility.
It is required to examine the fitness of the designed layout to the target population.Usually, a satisfactory design provides reasonable work conditions to people whose phys-ical measurements lie between the 5th and 95th percentile of the target population. Thecheck of fitness can be done easily by changing the sizes of the operator figures andanimating them. The designer can also change the size of each member of the humanbody. For example, he can examine the behavior, within the work environment, of a man(or woman) with 25th percentile legs and 85th percentile midsection.
At this phase the designer may check (again by a what-if process) the effect of changesin the layout, in the method of doing the task, or in the facilities in use. The anthropo-metric design usually results in few alternative designs of the work environment.
The anthropometric design module includes means and tools supporting the describedprocess. This module includes: anthropometric data bases (a detailed reference list ofsuch data bases is given in Kroemer et al., 1994), models of biomechanical behavior ofthe human organs, means for analysis of the visual workspace, and procedures for calcu-lations of various measures reflecting the degree of fitness of a specific design to thetarget population.
3.1.3. The Physical Environment. The physical environment module includes meansfor analyzing the fitness of the auditory, thermal, visual, and vibratory environments tothe task and to the operators. This module may include models of the physics of the en-vironmental variables, tools for estimating their effects on the operator behavior, andmeans for comparing the environmental conditions to acknowledged standards.
The knowledge and technology now in existence allow the development of reasonablygood models of the physical environments. The auditory model, for example, may in-clude the physics of noise reflecting from various objects, tools for comparing the con-ditions in different locations to standards, and means for measuring the effect of noiseconditions on the operator. Similarly, the visual environment model may include the phys-ics of illumination by various light sources, calculations of illuminance, luminance, con-trast, glare, and other relevant properties in different places within the environment,procedures for comparing existing conditions to standards, and routines for estimatingthe effect of the illumination conditions on the operator performance.
3.1.4. Controls and Displays Design. In many tasks operators use controls anddisplays. The controls and displays design module supports the design of controls anddisplays and the analysis of their fitness to the task in view of accepted standards and rel-evant measures. This module includes means like: controls and displays library, controls-display-process relationships analyzer, library of controls and displays standards, and toolsfor calculating relevant measures.
3.1.5. Operational Analysis. Operational analysis deals with the operational aspectsof the task. This includes the sequence of operations and the synchronization betweenelements that take part in the task (operators, robots, machines, etc.). The target of oper-ational analysis is usually to improve the way of doing the task in terms of measures suchas: productivity, efficiency, flexibility, and costs.
The operational analysis module includes tools and analytical models for finding thebest sequence of operations and the best way to synchronize between the elements per-
ARZI 83

forming the task. It also includes routines for measuring various performance indices andfor comparing between alternative designs.
3.1.6. Time Standards Generation. Time standards are essential for method engi-neering. The process of generating time standards by the acknowledged methods requiresa lot of effort. Exact time standards can be derived directly from the prototype. Duringthe creation of the task animation, the motions are recorded to a file. This file, whichincludes determinations of all the motion segments performed during the task, can beutilized to generate time standards.
The time standards generation module includes procedures for retrieving the motionsegments and other relevant data (such as weight of objects) from the relevant files, atime standards data base related to the recorded motion segments, and a routine for gen-erating the time standards.
3.1.7. Safety and Health. One of the objectives of any task design is to provide a safeand helpful workplace for the employees. The safety and health module may includemeans for confronting the design with safety and health regulations and standards as wellas tools for obstacles and collisions detection (such as error models and simulators).
3.1.8. Task Evaluation. In task evaluation the result of the design process is con-fronted with the original objectives. Task evaluation is used to select the best alternativeamong the designs. The alternative designs are compared by measures related to the de-sign objectives and through a decision-making process—the best one is selected. Usu-ally, the measures are related to throughput, quality, utilization, efficiency, cost, and profit.Hence, the task evaluation module consists of tools for measuring various objectives anddecision-making procedures that may help the designer to choose the best design.
3.1.9. User Utilities. As in every computer system various utilities are required toenable the use of the system. This includes tools such as: friendly user interface, meansfor documentation (drafts, charts, reports, graphs, etc.), and interfaces to various inputand output devices.
3.2. The Effect of Rapid Prototyping on MethodEngineering Methodology
The use of RP may affect ME process. The effects of RP on the ME process are as follows(steps are according to those previously presented in section 2):
• Steps 1-3: The determination of the task to be designed, the objectives, the measuresreflecting these objectives, and the project limitations are not dependent on the de-sign tools. Therefore, these steps will not be affected by the use of new technologies.However, as the results of these steps are inputs to the task design process theyshould be fed to the system.
• Step 4: On the basis of the gathered data and an initial design of the task (the presentone in the case of a redesign of a task or any other initial design in the case of a new task)a computerized 3D geometric model of the task environment, facilities, and human be-ings is generated. The model presents all the physical elements of the task in a verydetailedmanner.Themotionsof themovingelements (humans,machines, robots, con-veyers, etc.) are also defined. By animating the model the designer can see on the com-puter screen the task in operation and automatically generate time standards.
84 RP AND VR TECHNIQUES IN METHODS ENGINEERING

• Step 5: The model and the analysis tools may be used to analyze the task. The taskcan be examined according to its anthropometric, environmental, safety, health, andoperational aspects. Various problems, weaknesses as well as strengths, may be iden-tified.
• Step 6: The advantages of rapid prototyping tools are best addressed in this step.Traditional tools enable the designer to perform only few alternatives and to testthem by using abstract two-dimensional charts and theoretical models. The devel-opment of each alternative requires hard work, creativity, imagination, and a lot oftime. In order to test a task in realistic conditions a physical prototype has to be built.Conversely, computer prototypes allow the designer to easily create many alterna-tives and versions of the task, without the expenses and the time required to createphysical prototypes. Moreover, during the process of developing each of the alter-natives, various ideas can be tested interactively through the what-if capability ofthe system. The ability to examine and evaluate many alternatives improves signif-icantly the quality of the design and reduces its costs.
• Step 7: The selection of the best alternative with respect to the design objectivesmay be supported by the task evaluation module. This module gives the designertools for evaluating the alternatives and decision-making procedures that may helphim to choose correctly. Because of the computer capabilities, it would be very easyto iterate steps 6 and 7 many times, until satisfactory results are achieved.
• Step 8: The 3D prototype of the selected alternative would be used to support thedetailed design. By adding the missing details to the prototype, a complete 3D geo-metric model can be easily generated. Then, the required documentation for imple-mentation can be automatically produced.
4. THE USE OF VIRTUAL REALITY TECHNOLOGY
Virtual Reality (VR) technology allows the creation of a visual image of the environment(Carr and England, 1995). By using a head-mounted visual display and six degrees-of-freedom position and orientation sensors, the designer may position himself (or someoneelse) as an operator within a virtual environment and get an illusion that he is actuallypresent in the environment. The operator can perform the task and move freely in thevirtual environment. More than that, by using a suitable 3D audio system and by control-ling thermal and other environmental factors, the operator can feel the effect of the en-vironmental factors (noise, heat, etc.). These activities allow the designer to makeexperiments, assess the operator’s view, test the ease and the comfort of doing the task,and evaluate various critical functions.
VR enables the designer to examine the designed task by a real operator in very real-istic conditions, similar to those of physical prototypes, yet consuming less time and ef-fort. Basically, similar analyses to those described in the previous section for rapidprototyping models are also required here and similar means are to be used. It is expectedthat the use of VR tools in ME will improve the quality of design.
5. PRELIMINARY IMPLEMENTATIONS OF RAPID PROTOTYPE TOOLS
Jack is a multifaceted system, for interactively modeling, manipulating, and animatingarticulated figures, principally human figures. Jack software (1994) was developed in theComputer Graphics Research Laboratory at the University of Pennsylvania. The softwaredisplays and manipulates 3D geometric figures of humans (or other articulated figures
ARZI 85

like robots). Jack represents the human figure as collections of rigid segments connectedby joints that may have arbitrary rotational or transitional degrees of freedom. It is pos-sible to create human figures in any anthropometric dimensions and to change them toarbitrary values. Jack uses an inverse kinematics algorithm to control human behaviorssuch as motions of foot, arms, body, fingers, head, and eyes. The software includes fa-cilities for rapidly constructing geometric environments (such as a workstation), posi-tioning the human figure in a scene, and performing various types of analyses of thefigures (such as viewing analysis, torque display, and strength display). Jack has an in-terface to a six degrees-of-freedom position and orientation measuring system, whichmay be used to control a Virtual Human in the Jack Environment (Badler, Hollick, andGranieri, 1995). Finally, by using a VR head-mounted visual display, a real human canget the illusion of performing the task within the virtual environment. The software runson Silicon Graphics workstations.
In this section two preliminary implementations of Jack software to ME are intro-duced. The first implementation is a redesign of a supermarket cashier workstation andthe second implementation is a generation of a time standard to a simple task.
5.1. Redesign of a Supermarket Cashier Workstation
An attempt to implement the methodology previously described was carried out througha redesign of a cashier workstation in an Israeli supermarket.
The redesign objectives were: (a) increase throughput, (b) improve service, and (c)decrease cashier fatigue. One measure was determined for the throughput and serviceobjectives: the average service time of a client. Three measures were determined for thefatigue decrease objective: the forces and torques on the worker body, the average num-ber of hands and body motions, and the percentage of time the cashier is forced to stand.
The management of the supermarket states that: (a) only minor changes in existingequipment are permitted (no investment), and (b) the total required space floor will notincrease.
The cashier’s work was studied extensively through: interviewing of the workers andthe manager; verbal and graphical description of the tasks, processes, workplace, and theenvironment; still photography; and video recording. Traditional ME techniques wereapplied in order to identify the main process, subprocesses, operations, and work ele-ments. All data were organized through: a workplace layout chart, cause-effect chart,process charts, and right-hand-left-hand operations charts (Mundel and Danner, 1994).An extensive work study was carried out and time standards of all operations (and workelements) were determined. In addition, all the relevant technologies related to supermar-ket cashiers were reviewed.
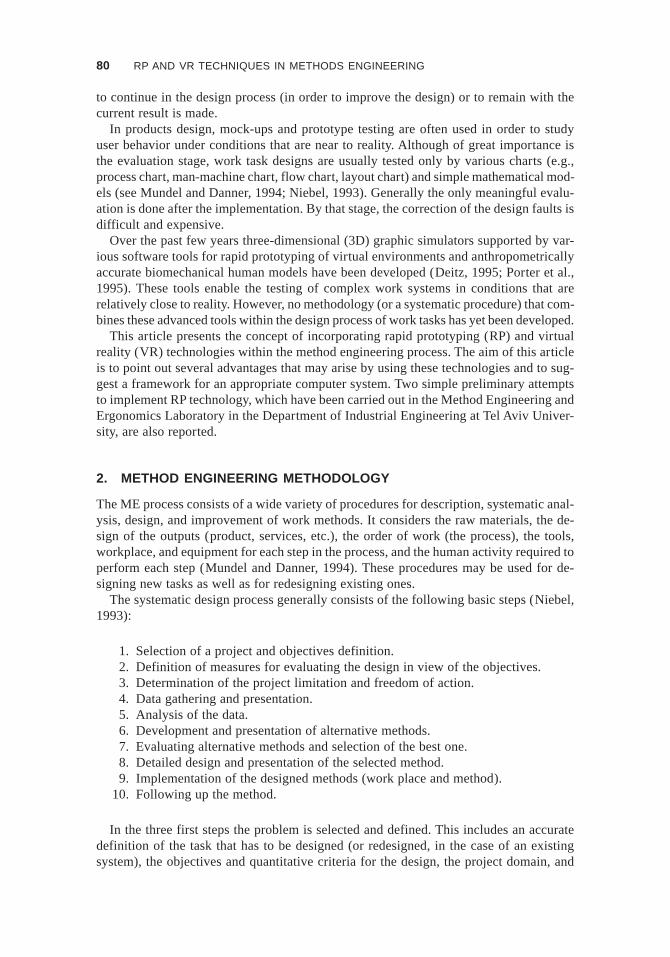
Basically, the present workstation (Figs. 2, 3, and 4) includes a long platform for theproducts, which consists of frontal and rear conveyors with weighing surface, a bar-codescanner, and a cash drawer in between. At the back of the rear conveyor there is a storagearea for the products. The cash register stands orthogonal to the products’ platform, andconsists of a keyboard, two display units (one for the cashier and one for the client), aprinter, and a credit card reader. Beyond the cash register stands an intercom device.
The process is as follows. The customer takes the products from a cart and puts themon the frontal conveyer (while the cashier serves a former customer). The conveyer trans-fers the products automatically one by one towards the cashier. The cashier enters theproduct data (by bar-code or typing), weights it (when necessary), and puts it on the rearconveyer. The rear conveyer transfers the product to the storage area. After all products
86 RP AND VR TECHNIQUES IN METHODS ENGINEERING

are handled, the customer pays the bill by cash, credit card, or a chech. Finally the cus-tomer packs the products and transfers them to his cart (while the cashier serves the nextcustomer).
Based on the collected information, a 3D prototype of the present workstation wasgenerated using Jack software. Because supermarket cashiers in Israel are usually adultwomen, the cashier was modeled by an anthropometricly accurate female figure. Theexisting workstation was analyzed taking into consideration the following aspects:
• The physical layout.• The purpose, method, and sequence of the operations.• The clearance, reachability, posture, and visual capacity of the cashier.• The colors of the physical components of the work environment.• The facility in use (e.g., the type of chairs).• The performance in relation to the selected measures.
Figure 2 A typical supermarket cashier workstation.
ARZI 87

The analysis points out quite a large number of defects in the present method (seeTable 1). The major problems were related to a poor design of the workplace. For exam-ple, the space for the cashier’s legs is too small, so that she can only sit with flexed knees;the cashier sits normal to the conveyer and to the consumers so that she has to twist herhead and/or pelvis many times; the cashier chair does not have enough space to rotate; thecashier has to carry products by hand from time to time.
After the present design was analyzed, the 3D model was used for checking possibleimprovements. During this phase various possible solutions were considered and testedinteractively with the computer (Fig. 5). Finally, a satisfactory (with respect to the designobjective formerly defined) proposed design was generated (Fig. 6). The major improve-ments in the proposed design are:
• The cashier sits towards the product platform and the customers. This saves headand pelvis rotations and decreases the loads on the cashier’s hands.
• There is adequate space for the cashier’s legs. She can straighten her legs whenevershe wants.
• The cashier can rotate her chair freely.• All facilities are located within the cashier work envelope and zone of vision.• It is recommended to replace the bright weighting surface by a duller one.• Two bar code scanners are located. One scanner is set within the weighting surface
and a second is set above the conveyor. By doing so, the necessity to lift the productsis eliminated and the number of failed code readings becomes negligible.
• The process was redesign so that the number of operations was decreased.
Figure 3 A cash register.
88 RP AND VR TECHNIQUES IN METHODS ENGINEERING

Figure 4 An overview of a typical supermarket cashier workstation.
ARZI 89

TABLE 1. Defects in the Present Design of the Supermarket Cashier Workplace
Problem Solution Result
Space for legs is too small locate cashier towards product platform adequate space for legs; decreases fatigue
Cashier twists pelvis in order to place productson the weighting surface
locate cashier towards product platform reduces head and pelvis rotations; decreasesfatigue; saves time
Cashier twists pelvis in order to place productson the rear conveyor
locate cashier towards product platform reduces head and pelvis rotations; decreasesfatigue; saves time
Cashier twists head for contact with thecustomer
locate cashier towards product platform reduces head and pelvis rotations; decreasesfatigue; saves time
Cashier lifts products towards the bar codescanner
use two scanners, one within the weightingsurface and a second above the conveyor
decreases fatigue; saves time
Cashier sometimes stands in order to reach aproduct or another facility
locate all facilities within the normal workenvelope or at least within the maximal one
decreases fatigue; saves time
Products have to be turned or lifted towardsthe bar code scanner
use two scanners, avoid necessity to turn orlift products by locating them properly
decreases fatigue; saves time
Chair cannot rotate locate cashier towards product platform eliminates necessity for chair rotation; chair hasenough space to rotate
Weighting surface reflects too much light anddazzles the cashier
use a dull weighting surface decreases fatigue; reduces errors
Bar code scanner fails many times in readingthe code
use two scanners, one within the weightingsurface and a second above the conveyor
saves time; reduces errors
Cashier has difficulties in reading the display use an improved colored display decreases fatigue; reduces errors
Typing and product moving are not donesimultaneously
move products in one hand and type with thesecond simultaneously
saves time
Cashier sometimes lifts a product beyond hernormal work envelope
eliminate such motions; wait for products toreach a point within the normal work envelope
decreases fatigue
90R
PA
ND
VR
TE
CH
NIQ
UE
SIN
ME
TH
OD
SE
NG
INE
ER
ING

The proposed design is better than the present one in all four performance measures.The average service time per client was decreased by about 13%. The forces and torqueson the cashier’s neck, hands, pelvis, and legs were significantly decreased. The body mo-tions were eliminated and the number of hand motions decreases by about 16%. The timeof standing decreased from about 25% of the total time to almost zero. The threeobjectives—increase in throughput, improvement in service, and decrease in fatigue—were achieved.
5.2. Time Standards Determination
Jack software allows the recording of all the user commands to files. Several of the usercommands are motion commands. Each motion command represents a single segment ofa body motion. A motion command defines the type of motion and the location of the
Figure 5 3D models of alternative designs.
ARZI 91

motion segment end point. By relating to each type of motion a time standard, it is pos-sible to calculate an exact time standard for the whole task.
We wrote a simple computer program that uses MTM2 system (see Barnes, 1980) fordetermining time standards for simple tasks. The program scan a Jack motion commandfile of a given task and identifies the motion parameters. Then it matches between themotion segments and MTM2 predetermined times. During this process, required param-eters that are not included in Jack files (like weight of objects) are added interactively bythe user. The output is a time standard for the whole task.
Figure 7 introduces an example of a simple task in which a sitting man transfers twoobjects (A and B), which are placed on a table in front of him, to another point (C).
This program was developed for the sole purpose of demonstrating the concept and thefeasibility to set time standards directly from the 3D model of the task. At present itcannot be used for more complex tasks. The major problem is that the definitions of themotion elements in the MTM2 system do not always correlate with those of the Jacksoftware. This problem may be solved by developing a time standard system that is basedon the definitions of the motion elements in the 3D modeling software. Such a systemmay be developed by using generic predetermined motion-time systems (Sellie, 1992), aswell as time studies.
6. DISCUSSION AND SUMMARY
Advanced computer technologies such as 3D rapid prototyping and virtual reality chal-lenge a new approach to methods engineering. The introduced approach is based on in-corporating these technologies and various supporting tools in order to test and evaluateeasily and interactively a large number of alternative designs, in conditions that are veryclose to reality.
Figure 6 A 3D model of the preferred design.
92 RP AND VR TECHNIQUES IN METHODS ENGINEERING

A framework for an appropriate ME computer system is suggested. This frameworkconsists of various tools. Several of these tools are already available and can be adoptedwhereas others have still to be developed.
A method engineering computer system, such as the one described, promises benefitsrelated to the time and cost of the design process. The major benefits are:
Figure 7 An example for time standard generation.
ARZI 93

• Ability to test many alternative designs rapidly and easily.• Ability to simultaneously consider various design aspects.• Reduction of the necessity for physical prototypes and mockups.• Ability to easily retrieve knowledge related to various aspects of the task.• Ability to use various supporting design tools such as: models, algorithms, decision-
making tools, and task evaluation tools.• Ability to evaluate designs under conditions near to reality.• Ability to refer to data bases of standards, regulations, and other data.• Ability to automatically generate time standards.
In order to realize the suggested framework, further developments are required in threemajor directions. The first direction is related to the methodologies and tools. It is nec-essary to test the validity of the existing tools, to improve methodologies, and to developbetter means for each of the modules of the ME computer system. Examples for meansthat still remain to be developed are: better models of the physical environments, generaltime standard systems that support 3D modeling software, and a sophisticated and real-istic dynamic modeling of humans.
The second direction is integration of the various modules to one comprehensive sys-tem. Although using the various modules separately may be very beneficial, only an in-tegrated system will derive the most benefits.
The third direction concerns computer technology. RP and VR technologies requirenumerous and expensive computer resources, beyond the means of regular practitioners.In order to enable a wide use of such ME computer systems, a great effort has to be madein order to reduce these huge expenses.
The use of RP and VR tools in ME has just begun and a great deal of research anddevelopment is still required. However, despite the difficulties, the implementation of RPand VR tools in ME will improve the quality of the task designs while decreasing the timespent and the expenses.
ACKNOWLEDGMENTS
The author is thankful to Mr. Ariel Rozenfeld, an undergraduate student in the Depart-ment of Industrial Engineering at Tel Aviv University, for his contribution in performingthe implementations in the Method Engineering and Ergonomics Laboratory.
REFERENCES
Badler, N.I., Hollick, M.J., and Granieri, J.P., 1995, Real-time control of a virtual human beingusing minimal sensors,HMS Publications, University of Pennsylvania,Presence, 2(1), 2-86,internet: http://www.cis.upenn.edu/˜hms/hollick/presence/presence.html.
Barnes, R.M., 1980,Motion and Time Study Design and Measurement of Work,7th edition (JohnWiley & Sons, New York).
Bonney, R.A., 1995, Human response to vibration: principles and methods. InEvaluation of Hu-man Work,2nd edition, by J.R. Wilson and E.N. Corlett (eds.), (Taylor & Francis Pub., London).
Carr, K., and England, R. (eds.), 1995,Simulated and Virtual Realities: Elements of Perception(Taylor & Francis Pub., London).
Corlett, E.N., and Clark, T.S., 1995,The Ergonomics of Workspaces and Machines: A Design Man-ual, 2nd edition (Taylor & Francis Pub., London).
Deitz, D., 1995, Human-integrated design,Mechanical Engineering, 17(8), 92-96.
94 RP AND VR TECHNIQUES IN METHODS ENGINEERING

Jack User Guide—Version. 5.8, 1994 (Computer Graphics Research Laboratory, Department ofComputer and Information Science, University of Pennsylvania).
Hale, A.R., Stoop, J., and Hommels, J., 1990, Human error models as predictors of accident sce-narios for designers in road transport systems,Ergonomics, 33, 1377-1387.
Haslegrave, C.M., 1979, An anthropometric survey of British drivers,Ergonomics,22(2), 145-153.Haslegrave, C.M., 1986, Characterizing the anthropometric extremes of the population,Ergonom-
ics, 29(2), 281-301.Haslegrave, C.M., 1995, Auditory environment and noise assessment, InEvaluation of Human Work,
2nd edition, by J.R. Wilson and E.N. Corlett (eds.) (Taylor & Francis Pub., London).Haslegrave, C.M., and Corlett, E.N., 1995, Evaluating work conditions and risk of injury—
techniques for field survey. InEvaluation of Human Work, 2nd edition, by J.R. Wilson and E.N.Corlett (eds.) (Taylor & Francis Pub., London).
Howarth, P.A., 1995, Assessment of visual environment. InEvaluation of Human Work, 2nd edi-tion, by J.R. Wilson and E.N. Corlett (eds.) (Taylor & Francis Pub., London).
Karwowski, W., 1992, Occupational biomechanics. InHandbook of Industrial Engineeringby G.Salvendy (ed.) (John Wiley and Sons, New York).
Kroemer, K., Kroemer, H., and Kroemer-Elbert, K., 1994,Ergonomics: How to Design for Easeand Efficiency(Prentice-Hall, Englewood Cliffs, NJ).
Mundel, M.E., and Danner, D.L., 1994,Motion and Time Study—Improving Productivity, 7th edi-tion (Prentice-Hall, Englewood Cliffs, NJ).
Niebel, B.W., 1993,Motion and Time Study, 9th edition (Irwin, Boston).Parsons, K.C., 1995, Ergonomics assessment of thermal environments. InEvaluation of Human
Work, 2nd edition, by J.R. Wilson and E.N. Corlett (eds.) (Taylor & Francis Pub., London).Porter, J.M., Freer, M., Case, K., and Bonney, M., 1995, Computer aided ergonomics and work-
space design. InEvaluation of Human Work, 2nd edition, by J.R. Wilson and E.N. Corlett (eds.)(Taylor & Francis Pub., London).
Sellie, C.N., 1992, Predetermined motion-time systems and the development and use of standarddata. InHandbook of IndustrialEngineeringby G. Salvendy (ed.) (John Wiley and Sons, NewYork).
Tracy, M.F., 1995, Biomechanical methods in posture analysis. InEvaluation of Human Work, 2ndedition, by J.R. Wilson and E.N. Corlett (eds.) (Taylor & Francis Pub., London).
ARZI 95