Embed Size (px)
Citation preview

Mecanizado de Alta VelocidadHigh Speed Machining (HSM)

HSM Training/Mario Sivak
2
Antecedentes Históricos del HSM
� La teoría sobre “Mecanizado de alta velocidad” fue desarrollaoriginalmente por Carl Salomon y patentada en Alemania en 1931. La misma asume los siguientes conceptos:
Esto permite llegar a la conclusión de que existe una posibilidad de incrementar la productividad en mecanizadocon herramientas convencionales en alta velocidad.
“A una cierta velocidad de corte,(5 a 10 veces superior a la veloc. de corte convencional), la temperatura sobre el filo de corte comienza a decrecer”.

HSM Training/Mario Sivak
3
6000 1200 1800 2400 3000
400
800
1200
1600
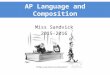
HSS
Bronce
Alumínio
Temperatura de remoción de virutas como resultado de la velocidad de corte y el material a mecanizar
Veloc. de corte , m/min
Herramientas de Acero rápido soportan hasta 600°C
No maquinable
Tem
pera
tura
de
rem
oció
n de
viru
tas*
maquinable
Aluminio

HSM Training/Mario Sivak
4
Objetivos:
� Eliminar el tratamiento térmico despues del desbaste ysemi- acabado
� Evitar el proceso EDM (ahorro de costos en: máquinas, superficie
en la planta, evitar producción de electrodos, tiempo de proceso
EDM, mejor precisión geométrica, disminuir plazos de entrega.
� Simplificar el pedido de materiales, (TT directo del proveedor)
Utilizar materiales endurecidos en su condición final de servicio.Las areas principales de durezas son: 39-42 HRC y 48-54 HRC
Tendencias en el mecanizadode Moldes y Matrices

HSM Training/Mario Sivak
5
� Mecanizado de Alta Velocidad (HSM)� Minimo EDM = Mecanizado en Duro� Mecanizado en un set-up� Mecanizado en 5 ejes� Nuevos conceptos en máquinas� Nuevos materiales para moldes� Mecanizado en seco� Aumento de la capacidad de utilización de máquina� Nuevas estrategias de corte:
- Fresado en plunge
- Fresado trocoidal
� Prototipos rápidos
Tendencias en el mecanizado de Moldes y Matrices

HSM Training/Mario Sivak
6
Pasos en la fabricación de moldes y matrices
1 2 3 4 5 6 7
1 2 3 4 5 6
1 2 3 4 5
A. Proceso Tradicional1- Material no tratado2- Desbaste3- Semi acabado4- Templado5- EDM6- Acabado
B. HSM:reducción de un paso en el procesoSe parte de material no tratado como en AReemplazo de EDM c/ fresasintegrales de MD y mecaniza en acabado la cavidad completa (5)
C. Reducción de dos operaciones1- Material templado
2- Desbaste3- Semi acabado (fresas integrales)
4- Acabado (fresas integrales)
La reducción de tiempo de mecanizado es entre un 35 y 50 % respecto de A
Reducción de acabado manual

HSM Training/Mario Sivak
7
Tiempo de contacto y conduccióndel calor
En fresado de alta velocidad el avance es más rápido que la propagación del calor sobre la herramienta
En el fresado convencional hay mayor tiempo para la propagación del calor

HSM Training/Mario Sivak
8
Definición de HSM
� HSM no es simplemente trabajar con alta velocidad de corte
� HSM no es necesariamente alta velocidad del husillo.
� HSM se realiza con elevadas velocidades y avance 4 - 10 vecessuperiores a los convencionales.
� HSM crece en importancia a medida que los componentes requieren una forma final muy precisa.
� HSM se realiza principalmente en máquina de husillo tamaño ISO 40 ó similares.

HSM Training/Mario Sivak
9
Desarrollo holístico de relación entre el proceso y la máquina-herramienta
Es el estudio de la interacción entre el proceso de corte y la máquina cuando se trabaja con la tecnología HSM, que incluye:
� Herramientas y materiales de corte para las mismas
� Nuevas estrategias de corte en relación a los sistemas CAD/CAM
� Este análisis permitió reconocer las ventajas y beneficios resultantes de la aplicación de HSM

HSM Training/Mario Sivak
10
Tecnología
HSM
HerramientasDe
Corte
Piezaen bruto
Materialde la Pieza
Componentesperiféricos
Procesode Corte
MáquinaHerramienta
•CAD/CAM• Estrategias de corte específicas para HSM• Monitoreado y control del proceso
• Material y geometría de la herramienta de corte• Sistemas e sujeción
•Fijación, manipulación,•Deformaciones durante el proceso, •Carácterísticas especiales
Aceros, aceros templados, aleaciones especialesAluminio, grafito, etc.
• Mando CNC,• Estructura de la máquina• Construcción liviana• Dispositivos de seguridad• Medio ambiente
. Sistemas de sujeción de herramientas
. Husillo de alta velocidad
. Sistema de refrigeración
. Control de proceso
. Accionamiento del avance

HSM Training/Mario Sivak
11
Principales factores que influyeron enel desarrollo del HSM
� El incremento de la competencia- mayor presión para disminuirtiempos y aumentar la eficiencia en los costos
� Nuevos materiales para moldes y materiales templados
� Demandas por mayor calidad y productividad
� Necesidad de disminuir los tiempos de montaje de moldes y matrices
� Ciclo de vida de los productos más cortos. Mayor velocidad en los cambios de diseño
� Tiempos muy cortos para el desarrollo de la producción. (productdevelopment time)
� Series cortas - Just-In-Time

HSM Training/Mario Sivak
12
� Incremento de piezas multifuncionales, 3D, (ej. evitar el pulido de alabes de turbinas y moldes)
� Eliminación ó disminución de costosos procesos de electroerosión, (EDM).
� Necesidad de mecanizar piezas cada vez más exigentes, (ej. Piezas de paredes delgadas)
� Sustitución del costoso proceso de acabado y pulido forma manual
� Fuerte desarrollo de las características y equipamiento de lasmáquinas herramientas, controles, CAD/CAM
� Desarrollo de los sistemas de sujeción de herramientas y materiales para las herramientas de corte.
Principales factores que influyeron en el desarrollo del HSM

HSM Training/Mario Sivak
13
Características de los casosdonde se aplica actualmente el HSM
� Matrices y Moldes: Tamaño máximo económico de la pieza a mecanizar en duro en HSM : 400 x 400 x 150
� Operaciones a realizar: Desbaste, semi-acabado y acabado y super acabado .
� Rango de diám de herramientas : entre 1 y 20 mm, ~ 90% son fresas de metal duro sólido de punta plana y esféricas . Algunasveces se realiza el desbaste con fresas toroidales y de punta esféricacon insertos.
� Se aplica el HSM a matrices preferiblemente no muy profundas.
� El volumen de material a ser removido debe ser limitado.
� Las máquinas deben ser rígidas, diseñadas para HSM y controles avanzados.

HSM Training/Mario Sivak
14
Características del HSM(continuación)
� En desbaste y semi acabado de bloques de lado mayor a 400 mm , es más conveniente utilizar el mecanizado y herramientas convencionales debido a que permite un mayor indice de remoción de virutas.
� En el caso de grandes matrices y moldes, el acabado y super acabadodebería efectuarse mediante HSM si ello fuera posible . Esto provee mayor productividad y mejora la calidad geometrica y superfcial.
� En operaciones de acabado acabado en HSM, el avance por minuto es4 a 6 veces superior al convencional
� El tiempo dedicado al pulido manual puede a menudo disminuirse entre un 60-100%

HSM Training/Mario Sivak
15
Ventajas con HSM� Elevada productividad:
= Disminución de los costos de producción.
� Menor temperatura en los filos de la herramienta :
= Mayor velocidad de corte :
� Bajas fuerzas de corte.
= Deflexión de la fresa pequeña y consistente.
� Genera una calidad superficial extremadamente buena :
= Ra 4 – 12 µ
� Mecanizado de paredes delgadas.
� Mayor precisión geométrica de los moldes = menor tiempo de ajuste .
� Menor rebaba en las piezas.

HSM Training/Mario Sivak
16
Características (continuación )
True v c ap ae fz
330 sfm ~8% of 35-40% of ~.002" to cutter dia. cutter dia. .004"
500-650 sfm ~3 -4% of 20-40% of ~.002" tocutter dia. cutter dia. .006"
650-800 sfm .004" to .004" to .001" to.008" .008" .008" **
Roughing
Semi
Finishing
** fz is dependent on cutter diameter
� Condiciones de corte corrientes para fresas de metal d uro sólido revestidas con + TiAlN, en acero 50-58HRc:
Velocidad de corte real Vc
Prof. De corte ap
Avance /diente fz
Prof. De corte ae
desbaste 110 8% x Dc 0,05-0,10 35-40 % x Dc
Semi acabado
166-216 3-4% xDc O,05-0,15 20-40 %DC
Acabado
216-266 0,10-0,2 0,10-0,2 0,025-0,20

HSM Training/Mario Sivak
17
Las herramientas para el HSM

HSM Training/Mario Sivak
18
ejemplo: Fresado de matriz en acerotemplado a 53HRc
longitud fresada en metros
desg
ate
de fl
anco
(m
m)

HSM Training/Mario Sivak
19
Datos de Corte Optimizados
Vc y fz optimos

HSM Training/Mario Sivak
20
Influencia del avance
avance/diente muy bajo , fz avance/diente elevado , fz

HSM Training/Mario Sivak
21
Influencia de la Velocidad de Cortevelocidad de corte muy baja velocidad de corte muy alta

HSM Training/Mario Sivak
22
1100
800
600
400
0
ºC
AlCrNi TiAlN TiCN TiN no
recubiertos
Tecnología de Aplicación :Optimización de datos de corte, grados y geometríascon relación a un material especifico
� Aplicación de HSM en acero templado para herramientas
� Calcular el diámetro de corte efectivoDeff
� Para acabado y super acabado– elegir grados recubiertos con elevada
dureza a alta temperatura
Deff = 2√√√√ap (Dc-ap)
En HSM , elegir fresas que soporten elevada
temperatura sobre los filos

HSM Training/Mario Sivak
23
Ejemplo de cálculo de V ef(velocidad de Corte efectiva)
Definir el diámetro efectivo en corte(De) para obtener la velocidad de
corte real(Ve)
Incrementar Vef inclinando el husillo de la máquina (maq. de 5 ejes)
La zona de corte se aleja del centro de la herramienta, (el centro es la zona crítica con Vc=0
(para herram. cilíndrica)

HSM Training/Mario Sivak
24
Productividad Q (cm3/min)
Tecnología HSM
� Pequeña penetración radial
� Pequeña penetración axial
� Elevada velocidad de corte
� elevado avance por diente
� Indice de arranque de virutas
� Ejemplo
� Q (cm3/min) = ap . ae . fz . n . zn =
� = 0,10 x 0,10 x 0,10 x 20000 x 2 = 4 cm3/min

HSM Training/Mario Sivak
25
Requerimientos de Seguridad
� Usar máquinas con elementos de seguridad de origen
� No utilizar herramientas y adaptadores pesados
� Controlar fracturas por fatiga en las herramientas
� Utilice herramientas donde estén marcadas las máximas RPM admisibles
� No utilizar herramientas en acero HSS

HSM Training/Mario Sivak
26
Algunas desventajas con HSM
� Desgaste rápido de guías de bancada, rodamientos y tornillos con bolas recirculantes
� Elevados costos de mantenimiento
� Conocimientos específicos sobre el proceso, son necesarios equipos de programación e interface para la transmisión de datos
� Dificultades para buscar e incoporar personal con conocimentos avanzados sobre el tema
� Prolongado período de “prueba y error”
� Errores humanos, de hardware ó software tienen graves consecuencias
� Una buena planificación de trabajos es necesaria - “alimentar la máquina”
� Es imprescindible tomar medidas de seguridad

HSM Training/Mario Sivak
27
Estrategias de Mecanizado en HSM

HSM Training/Mario Sivak
28
� Para super-acabado de matrices con elevada velocida d de corte en acero templado:
– Usar pasadas poco profundas, (ae/ap – 0,10 a 0,2 mm)
– Practicar fresado en oposición
– Utilizar un camino de herramientas con los menores cambios bruscos de dirección de avances y carga del esfuerzo de cor te
– Permanecer en corte en forma continua y por el mayo r tiempo posible.
– Trabajar con sobre-material constante proveniente d e las operaciónes precedentes
Tecnología de aplicación
ae/apmax.=0.2 mm

HSM Training/Mario Sivak
29
� Usar hex = 0.0005 mm , (mínimo absoluto 0,0003)
� Avance mínimo recomendado:
� Nuevas rpm’s :
( )eee
eex
aDa2
Dh
−⋅⋅⋅=zf
zf
vn
z
f
⋅=
Selección de datos de corte Caso en que el avance de la máquina (mm/min) es lim itado

HSM Training/Mario Sivak
30
Selección de datos de corte cuando las RPM están limitadas
� Usar el fz recomendado
� Usar las maximas rpm del husillo
� Si el torque es muy bajo, disminuir fz.

HSM Training/Mario Sivak
31
Fresas de Metal Duro Integral
M23M23
Acabado Super-acabado

HSM Training/Mario Sivak
32
Mecanizado de Radios
sobremateriala remover

HSM Training/Mario Sivak
33
Camino de la herramienta

HSM Training/Mario Sivak
34
Como se pueden generar paredes delgadas con HSM?
Cortar alternativemente a ambos lados
1er corte
3° corte 2° corte
4°corte
� El tiempo de contacto se reduce� El impulso se reduce con HSM� La deflexión se reduce

HSM Training/Mario Sivak
35
Criterio de Selección de FresasFresas de
planear-escuadrar a 90°Fresas con insertos redondos
sobre material a ser removido
Sobre material en forma de escalones
sobre material a ser removido
Demasiado sobre materialremanente despues
del desbaste
Transición uniformepequeño sobre
material
Menor sobre materialremanente despues
del desbaste
Combinación de direcciones de
fresado

HSM Training/Mario Sivak
36
Profundidad de corte =1 mm
Profundidad de corte =1 mm
Para una misma profundidad de corte, diferentes areas de contacto pueden
cambiar la carga sobre la herramienta y en consecuencia la calidad d ela superficie producicdaAprovechar capacidad del CAD/CAM para corregir esta situación

HSM Training/Mario Sivak
37
Camino de la herramienta más favorable
La herramienta siempre en contacto con la pieza

HSM Training/Mario Sivak
38
Fresado en penetración y en salida
En penetración:Gran espesor de virutasa muy baja velocidad de corte
Problema : riesgo de rotura en el centro
En salida:Espesor de viruta máximo a la velocidad de corte recomendada

HSM Training/Mario Sivak
39
Ejemplos

HSM Training/Mario Sivak
40
Fresado de una cavidad con fresa de metal duro sólido en acero templado a 54 HRC
Desbaste Semi-acabado Acabado
ángulo de rampa: 3°
Herram .
Máquina
GC 1610

HSM Training/Mario Sivak
41
Machining examplesEjemplo de Mecanizado
Mecanizado de moldes para ventilación montados sobre tableros de automóbilesEl material del molde es acero aleado templado 50-5 2 HRC
Hay 8 moldes por juego y mediante el método usado previamente (EDM) seempleaban 100 hs para producir cadajuego.
Mikron VVP 710Máquina
15 hs.vida de filos
0,10 mmprof. de corteradial
0,10 mmprof de corte axial
0,05 mm/dienteavance/diente
12000RPM
1610Grado de M. Duro
150Veloc de corte (m/min)
4 mmDIÁMETRO DE FRESA
R216.42-04030-AKO5LherramientaFresa de punta esférica
Con el nuevo método HSM, ese tiempo fue reducido a 40 hs/juego

HSM Training/Mario Sivak
42
Machining examples
Previamente la pieza se realizabamediante EDM y el tiempo de fabricaciónera de 1,5 hs. por pieza.Con la aplicación de HSM,el tiempo demecanizado por pieza es de 5 min.La ranura se realiza en 5 pasadas
Ejemplo de MecanizadoFresado de ranuras en moldesen acero Calmax templad os a 56-58 HRc
160 piezas sin desgaste
Vida de la herram
2 mmProf. de corte ae
0,04 mmProf. de corte ap
0.03Avance/diente
1500Avancemm/minuto
15000 RPMVeloc. del husillo
220 m/minVeloc. de corte
GC1610Grado
12 mmDiámetro
R216.33-02045-AC06P
Fresa de puntaesférica

HSM Training/Mario Sivak
43
Balanceo de las herramientas

HSM Training/Mario Sivak
44
Demandas específicas sobre sistemas de sujeción y herramientas de corte
� Balancear el conjunto completo cuando se trabaja por encima de 15,000 rpm
� LTI deberá ser menor que 0,01 mm sobre el filo de corte
� Para la sujeción de herramientas de metal duro sólido utilizar sistema de sujeción de tipo hidraulico(CoroGrip y Hydrogrip) ó por contracción (shrink fit)
� Se pueden utilizar todos las fresas standard siempre que no se exceda la máximas RPM indicadas en el vástago y que ellas estén balanceadas

HSM Training/Mario Sivak
45
Calculo del desbalanceo
r
m
Desbalanceo u = masa desbalanceada x radio = m . r [g*mm]
e
m
mtool
CG
Exentricidad (distancia entre el centro de rotación y el Centro de Gravedad e = desbalanceo / masa de la herramienta = u / mtool [g*mm / kg = µm]
Clase de Balanceo (ISO 1940/1)
clase G = e . ωωωω //// 1000 = e . n //// 9549

HSM Training/Mario Sivak
46
Ejemplo
Herramienta cono ISO 40 perfectamente balanceada a la que se le pega una etiqueta que dice "OK"
� Sticker 25 x 50 mm, m = 0.25 g
� Masa de la herramienta: mtool= 1.25 kg
� Radio al sticker , r = 20 mm
� u = m * r = 5.0 gmm
� e = u / mtool = 4.0 mm
� Clase de Balanceo a 15 000 rpm:
e * n / 9549 = G6.3
� Fuerza de desbalanceo a 15 000 rpm:
u * (n / 9549)2 = 12 N
OK

HSM Training/Mario Sivak
47
Influencia del desbalanceo sobre la calidad superficial
Vibration severity and surface finnish vs spindle speedfor different unbalance levels
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
9,0
2.000 4.000 6.000 8.000 10.000 12.000 14.000 16.000
velocidad el
Vib
ratio
n se
verit
y [m
m/s
]
0,00
0,50
1,00
1,50
2,00
2,50
Sur
face
finn
ish
Ra
[µµ µµm
]
2 gmm20 gmm40 gmm80 gmm2 gmm20 gmm40 gmm80 gmm
Side milling with 2 fluted dia 10 mm end milla p 12 mm , a e 2 mm , f z 0.17 mm
Vibration severity
Surface finnish
velocidad del husillo RPM
Severidad de las vibraciones y acabado superficial vs. velocidad del husilloy diferentes niveles de desbalanceo
seve
ridad
de
las
vibr
acio
nes
(mm
/s)
fresado lateral con fresa de dia 10 mm, z=2ap=12 mm, ae = 2 mm fz= 0,17 mm/diente
Aca
bado
sup
erfic
ial R
a (µ
)
Severidad de las vibraciones--------Acabado superficial

HSM Training/Mario Sivak
48
Desbalanceo
Fuerza de desbalanceoHerramienta & adaptador peso= 1.0 kg
0
100
200
300
400
0 10.000 20.000 30.000 40.000 50.000
Veloc del husillo RPM
Unb
alan
ce fo
rce
F [N
]
20 g*mm 5 g*mmISO G6.3ISO G2.5
Valores corrientes de desbalanceo, (fresas de punta de pequeño diámetro)
Fuerza de corte aprox. para fresa dia 10 mm a 20000 RPM (2 kw)
Fue
rza
de d
esba
lanc
eo F
(N)

HSM Training/Mario Sivak
49
Influencia del Desbalanceo en el Acabado Superficial
Datos de corte utilizados:� RPM = 12000� Vf = 5486 mm/min� ap = 0.4 ae =1,9� Masa de la herram.1.49 kg� Aluminio
U = 100 U = 100 gmmgmm
U = 1.4 U = 1.4 gmmgmm

HSM Training/Mario Sivak
50
Expansión de los conos ISO en alta velocidad
Fuerza de trabajo
Excentricidad radial
Huelgo entre el cono y el husillo de la máquina
Huelgo axial

HSM Training/Mario Sivak
51
Sistema HSK

HSM Training/Mario Sivak
52
Sandvik Coromant Capto

HSM Training/Mario Sivak
53
La forma muestra como funciona
Dos caras de contacto

HSM Training/Mario Sivak
54
Máximas revoluciones admitidassin que disminuya el contacto del cono

HSM Training/Mario Sivak
55
Contacto de la interfase a altas velocidades
84%67%26%4000091%72%26%3500095%83%31%3000099%91%37%25000
100%100%100%20000100%100%100%0
C. CAPTO C5HSK50AISO 40Rev. del husillo

HSM Training/Mario Sivak
56
Sistema de fijación de herramientas en HSM
OKInterferenciatérmica
Shrink Fit
OKCoroGripFijación Hidráulica
OKAcción hidraulicaHydroGrip
NOTipo ERPinza elástica mecánica
NOFijación mediante tornillo
Weldon
AplicaciónCaracterísticaSistema

HSM Training/Mario Sivak
57
Influencia del runoutsobre la vida de la herramienta
� Ejemplo:� R216.42-08030-AC08L 1610 8mm, fresa de punta esférica� avance por diente fz= 0.080
LTI % de fz vida de filoVida de filo%
LTI % de fz0 20 40 60 80 100
100
80
60
40
20
0
.040 LTI 50% 60%
.010 LTI 13% 95%

HSM Training/Mario Sivak
58
Mandril tipo pinza
0,02 - 0,04
Pinza ER

HSM Training/Mario Sivak
59
Diferencia de masa Desplazamiento de la herramienta
Sistema de fijación con tornillo lateral
0,01 - 0,03
Weldon

HSM Training/Mario Sivak
60
Sujeción por interferencia
0,002 - 0,005
Térmico

HSM Training/Mario Sivak
61
Sistema hidráulico
HydroGrip
0,002 - 0,005