Embed Size (px)
Citation preview

Amendment - May 2005
MANUAL OF CONTRACT DOCUMENTS FOR HIGHWAY WORKSVOLUME 2 NOTES FOR GUIDANCE ON THE SPECIFICATION FOR HIGHWAY WORKS
SERIES NG 5000MAINTENANCE PAINTING OFSTEELWORK
Contents
Clause Title Page
NG 5001 Introduction 2NG 5002 Surface Preparation - General
Requirements 3#NG 5003 Surface Preparation - Materials
and Methods 4NG 5004 Surface Preparation -
Workmanship Standards 5NG 5005 Metal Coatings 6NG 5006 Testing of Metal Spray Coatings 7#NG 5007 Paint and Similar Protective
Coatings 7NG 5008 Surface Preparation and
Protective Systems 8#NG 5009 Testing of Paints 12NG 5010 Storage Requirements and
Keeping Periods for Paints 14NG 5011 Procedure Trials 15NG 5012 Application of Paint 15#NG 5013 Form HA/P1 (Maintenance)
Paint System Sheet(Appendix 50/1)Form HA/P2 Paint Data Sheet(Appendix 50/3) 16
NG 5014 Access, Containment andLighting 16
NG 5015 (11/03) Additional Requirements forthe Protection of CCTV Masts,Cantilever Masts, Steel LightingColumns and Bracket Arms 17
#NG Appendices and SampleAppendices A1
1
NATIONAL ALTERATIONS OF THEOVERSEEING ORGANISATIONS OFSCOTLAND, WALES AND NORTHERNIRELAND
Scotland
Clause Title Page
NG 5013SE Form HA/P1 (Maintenance)Paint System Sheet(Appendix 50/1)Form HA/P2 Paint Data Sheet(Appendix 50/3) S1
NG SE Appendix 50/4SE SA1
Northern IrelandNG 5003NI Surface Preparation-Materials
and Methods N1NG 5009NI Testing of Paints N3NG NI Appendix 50/4NI NA1
# denotes a Clause or Sample Appendix which has a substituteNational Clause or Sample Appendix for one or more of theOverseeing Organisations of Scotland, Wales or NorthernIreland.

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
MAINTENANCE PAINTING OF STEELWORK
2
NG 5001 Introduction
1 (11/03) The Series 5000 Clauses cater for surfacepreparation and protective coating requirements formaintenance painting of steelwork for protectionagainst corrosion.
The Clauses are applicable to steel sections andfabricated steelwork in bridges, parapets, gantries andother highway structures, including bearings, CCTVmasts, cantilever masts, steel lighting columns andbracket arms, (but excluding traffic sign posts), whichare to be protected with the protective systemsdescribed in Clause 5007. Clause 5015 is concernedsimilarly with steel CCTV masts, cantilever masts, steellighting columns, (but excluding traffic sign posts), andbracket arms.
2 The detailed requirements for surface preparation,the coatings and their application are specified bymeans of appropriate Series NG 5000 Appendices. Theformat is flexible and can cater for a single componentcontract, e.g. from a length of parapet, up to theinvolved requirements of a bridge strengthening andwidening scheme.
3 (05/05) The information on environment,accessibility, type and condition of existing protectivesystem and expected durability will give the Contractorguidance on the constraints and extent of the work to becarried out. The ‘Required Durability’ is a means ofalerting the paint manufacturer as to the performanceexpected from the protective system offered.
Substitute and Additional Clauses
4 Clauses 5001 to 5015, should be scrutinised toensure that all aspects of the Contract can be coveredsatisfactorily. When, exceptionally, Substitute orAdditional Clauses are required, the alterations shouldbe made after agreement with the Technical ApprovalAuthority and, where appropriate, after consultationwith the Overseeing Organisation.
Consultations on Health Hazards andEnvironmental Restrictions
5 (05/05) Health hazards associated with pollution ofthe atmospheric environment have to be taken intoaccount during surface preparation and the applicationof protective coatings. Unless necessary precautions aretaken and any limitations on the Contractor’s method of
working (Appendix 1/23) are observed, people may beadversely affected, also the site ground area andwaterways may become contaminated to anunacceptable extent. The precautions to be taken duringthe application of protective coatings are usually statedby the suppliers, e.g. ventilation to remove strongsolvent vapour. In the case of blast cleaning with non-metallic abrasives, particularly if large surface areas areinvolved, plans should be discussed with theEnvironmental Health Officer, the Health and SafetyExecutive, the Environment Agency and otherinterested parties and clearance obtained for theproposals. The debris produced by combined wet anddry blast cleaning (see sub-Clauses 5003.18 and 19) canusually be contained satisfactorily. However, in somecases it may be necessary to use dry blast cleaning only,e.g. to clean up a thermally sprayed metal coating basedsystem. This method is usually acceptable for astructure in an unpopulated area, even over a road.
For a structure near or over a river, it may be necessaryto prevent any debris from falling into the water or evenon the ground nearby. In other areas, for example near adust sensitive industrial process, the spreading of anydust in the atmosphere near the plant would beunacceptable.
Also, although operators can usually be protected fromthe effects of spray application, it may be necessary insome cases to protect the immediate environment fromoverspray (see Clause NG 124); it may even beexpedient to specify brush application only.
If as a result of investigation it is clear that sidesheeting or close boarded scaffolding is required toreduce or prevent dust and debris being released intothe atmosphere or from falling into a river, say, thisshould be stated in Appendix 50/5.
The Contractor should ensure that all his operationsfully comply with the Control of Lead at WorkRegulations 2002, or Control of Lead at WorkRegulations (Northern Ireland) 2002.
6 (05/05) Dry blast cleaning on its own breaks up anexisting protective system into small particles andthese, together with the spent abrasive, form a densedust cloud which may also contain toxic material, e.g.debris from lead paints. Dust from dry abrading maysometimes be toxic e.g. dust from fungus spores insidebox girders, but the volume of dust is much smaller.Operatives and supervisors who work in these
Amendment - May 2005

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
3
conditions should be suitably protected. Althoughprotection during wet abrasive blast cleaning is alsonecessary, the wetted particles are more easilycontained in the Work area.
7 When the existing paint system on the structure isfound to contain lead the use of closed circuit ultra highpressure water blasting (which combines water blasting,filtration and vacuum) should be considered.
8 (05/05) Highly volatile solvents can cause illnessvery quickly during paint application. Less volatile butstrong smelling solvents may not be so injurious but canbe temporarily almost as disabling. Some pigments andmedia are also toxic. Appropriate protection and controlmeasures, in accordance with the paint manufacturer’shealth and safety data sheets, should therefore be takenby personnel likely to be affected by either handling orthe close proximity of paints. Adequate ventilation isnecessary particularly in enclosed spaces such as insidebox girders.
9 Where the maintenance painting is to beundertaken over a road open to traffic, the need fortraffic management and other measures to protect roadusers should be implemented.
NG 5002 Surface Preparation - GeneralRequirements
1 In most cases the use of a cleaning agent followedby rinsing is considered to be more effective than theuse of a solvent. If traces of oil or grease remain afterthe first attempt, further cleaning may be necessary.However, if wetting of the surface is not permissible,use of a solvent may be necessary.
2 (05/05) It should be ensured that, throughout theduration of the Work, clean water is used for wetcleaning and rinsing. Generally, potable water will besatisfactory, but there should be a check that the water(or the cleaning agent) does not leave harmful residueson the surface. Warm water may be used whereappropriate.
3 There should also be a check that the cleaningagents offered do clean satisfactorily and do notthemselves leave harmful residues on the surface afterfinal rinsing. Abrasives should be checked for freedomfrom impurities, which could contaminate the surface tobe cleaned.
4 It should be ensured that the necessary informationand equipment for the optical and chemical checking ofsurfaces for freedom from corrosion products andcontamination are available (see Clause NG 5004).
The appearance of surfaces prepared to clean steel orsound metal coating can be checked satisfactorily forresidues of rust and other corrosion products orimpacted dirt with a 10x illuminated magnifying glass.Although a magnifying glass can also be used on drysurfaces for an initial check for soluble salts, a finalcheck has to be made using reagents, especially afterwet blast cleaning or cleaning down.
In cases of heavy contamination, more intensive orrepeated surface preparation may be necessary. TheContractor will be expected to have sufficient expertiseto recognise such areas when the extent of the work isascertained.
5 Dry methods or closed circuit wet methods ofsurface preparation should be specified for the inside ofbox girders otherwise excessive water will accumulateon the bottom surfaces especially between stiffeners.Appropriate ventilation should be provided as surfacesmay remain wet for some time and delay painting. Theinternal surfaces of hollow sections which are to becoated should be free from dust and debris as far aspracticable.
6 Although the initial surface preparation may havebeen satisfactory, and all dust and debris removed,further dust may well collect on the cleaned surface. Inharsh environments further pollutants may also bedeposited. It is essential, therefore, to check surfacesimmediately before painting.
7 As part of good practice feathering of existingpaint should take place, exposing weak edges.
8 Unless otherwise specified fasteners should beprepared and painted to the same standard as adjacentmain surfaces, if special treatment of fasteners isrequired, this should be specified in Appendix 50/2.
9 One or two typical joints should be included in theprocedure trials to verify the efficiency of techniquesfor freeing joints of water or for preventing its ingress.If a wet joint is suspected, dry compressed air should beused to free the joint of water, after the surfacepreparation at the joint has been completed. If paintingis undertaken in winter months, then it may benecessary to apply heat to dry out joints. During drywarm weather, the problem will be less severe althoughit should be ensured that water penetrating the joint as aresult of surface preparation, is removed.
The use of sealants which set hard should be avoidedunless they are known to adhere well and not to shrink.
Amendment - May 2005

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
4
#NG 5003 Surface Preparation-Materials andMethods
Abrading
1 (05/05) Abrading and blast cleaning are the twobasic methods for removal of unsound coatings.Scraping and wire brushing alone will not achieve anadequate standard of cleanliness and are thereforeconsidered as no more than an aid in removing thickrust scale, encrusted dirt and paint from areas whichshould then be abraded. Other methods such as flamecleaning may be specified by the introduction ofadditional clauses. ‘BS EN ISO 8504-3, BS 7079-D3’describes methods for hand-tool and power-toolcleaning of steel substrates before application of paintsand related products. It applies both to new steelworkand to steel surfaces that have been coated previouslyand that show areas of breakdown requiringmaintenance painting. It also describes the equipment tobe used and the procedure to be followed.
2 Wet abrading by hand is often preferred for surfacepreparation of hot dip galvanized only or hot dipgalvanized and painted parapets.
Wet abrading may also be used for cleaning downfinishes over sound paint where any underlying thermalmetal spray coating is protected by an adequatethickness of paint. However, if the coats are unsound,water should not be used.
3 Power wire brushing, whether or not preceded bychipping or scraping, is unlikely to achieve asatisfactory standard of cleanliness and is thereforeconsidered as no more than an aid prior to abrading.
4 Abrading will be used mainly to repair mechanicaldamage and during restoration of local failure in thepaint system. Water should not be allowed to come intocontact with exposed thermally sprayed metal coatingswhich are porous, nor if possible with bright steel.However, wet abrading can be usefully employed wherehot dip galvanizing is present.
5 Only power tools which rotate at the relatively highspeeds necessary for abrading or power wire brushingshould be used. The use of hard grinding wheels ordiscs is not permitted for abrading as their edges caneasily cut into the surface.
6 Electric drill speeds are relatively slow, the use ofhand-held drills as a power source for wire brushingoften results in a polished appearance due to theformation of a patina of pollutants and corrosionproducts.
7 Sub-Clause 5003.5 caters for the protection ofexposed areas of cleaned steel substrate or thermallysprayed metal coatings before they can be adversely
affected by wetting or debris from adjacent surfacepreparation.
Dry or Wet Cleaning
8 It should be ensured that the selected cleaningagent is used at the recommended concentration.
9 Dry cleaning is usually satisfactory for internalsurfaces as these are less likely to have becomecontaminated. Nevertheless these surfaces should bechecked before painting and further cleaning carried outif necessary. If this is unsatisfactory, advice should besought from the Overseeing Organisation.
10 Metallic grit particles embedded in the existingpaint or steel surface should be dislodged duringcleaning down, otherwise they should be dislodged byscraping as described in sub-Clause 5003.10.
Dry Blast Cleaning using Dry Air/Abrasive System
11 (05/05) The abrasive offered by the Contractor forblast cleaning should be checked for impurities as thesemay contaminate the surfaces to be cleaned (methodsfor checking for impurities are given in ISO 8502). Ifthe type, grade and particle shape offered areappreciably different from those of the abrasive usedduring the procedure trials then the results that wereachieved at that time are unlikely to be repeated duringthe Work.
12 If particles of abrasive are allowed to fall onto afreshly painted surface they are likely to becomeembedded in the wet paint. Embedded abrasive in freshpaint should be removed, and if necessary, the affectedcoat restored. If dried films only have been affected,wet cleaning may prove effective in removing suchsurface dust, however, careful checks should be made.
13 Copper slag can be used to blast clean steelsurfaces, also to remove unsound paint; however, ifsurfaces have become heavily contaminated, dry blastcleaning may not be adequate and wet blast cleaningmay be necessary. Modern and efficient blast cleaningequipment, which will recirculate metallic abrasive, isavailable. The requirements for fasteners are covered insub-Clause 5002.9.
Under the Control of Substances Hazardous to HealthRegulations 2002, sand (or other substance) containingfree silica may not be used as an abrasive for blastcleaning.
Wet Blast Cleaning using Low Pressure Air/Water/Abrasive System
14 The main advantages of wet blast cleaning are thatit keeps dust down and that it is the best method ofremoving heavy contamination and soluble steel
Amendment - May 2005

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
5
corrosion product. It should not be used to clean upthermally sprayed metal coatings because they areporous. Wet blast cleaning will not produce a profile onthe surface and should not be used as the only methodfor surface preparation of steel. It should only be usedon bolted connections if dry blast cleaning isimpractical, otherwise water will penetrate into thejoint. It is, however, satisfactory for welded jointswhich are to be painted, also for cleaning up orremoving paint over a steel substrate.
15 Unless blast cleaned and adjacent surfaces arecleared of abrasive and debris within a short period,re-contamination is likely.
Wet Blast Cleaning using High Pressure Water/Abrasive System or Ultra High Pressure WaterSystem
16 The efficiency of the equipment selected by theContractor should be checked during the proceduretrials. Wet blast cleaning will not produce a surfaceprofile and should not be used as the only method ofsurface preparation of steel.
17 No flash rusting should occur after ultra highpressure water system cleaning.
Combined Wet/Dry Blast Cleaning
18 When wet blast cleaning is used to prepare steelsurfaces, flash rusting may occur if painting is delayed.The required standard of cleanliness should be restoredby light dry blast cleaning and paint should be appliedwhile the surfaces are still clean.
19 As already mentioned, one of the main advantagesof wet blast cleaning is its effectiveness in removingcontamination; however, if this is not achieved usingwet blast cleaning any subsequent light dry blastcleaning, although it may restore a clean appearance, isunlikely to remove contamination remaining on thesurface or in the blast cleaned profile. For very heavycontamination ultra high pressure water/abrasive systemcleaning should be considered, as in this method heat isgenerated by the impact energy of the water on thesteel, which will assist in contamination removal.
Other Requirements
20 (05/05) If water from cleaning down, and debrisfrom abrading, spreads onto blast cleaned and freshlypainted surfaces, the paint is likely to be damaged orcontaminated. On the other hand, when dry blastcleaning is carried out last, the dry dust and debris canbe removed without difficulty from the surfaces ofcleaned down existing coatings. This also applies to wetblast cleaning debris which, in any case, has to bewashed off within 1 hour. Areas of metal spray coating
which have been prepared to bright metal should beprotected before they become wetted for any reason,e.g. rain, condensation as well as by washing downwater. This problem does not arise with hot dipgalvanising which is not porous. Local areas of steelsubstrate or metal coatings which have been preparedand then painted to protect them from adjacent washingdown, as required by sub-Clauses 5003.5 to 7, 5003.20to 22 and 5003.25 should also be rinsed using cleanwater at the same time as the adjacent areas are finallyrinsed down.
21 The removal of deposits from the workpiece andadjacent surfaces after wet blast cleaning is importantotherwise serious recontamination of the surface mayoccur. A scatter of abrasive particles and minor spot orflash rusting can be removed by the subsequent dryblast cleaning.
22 Sub-Clauses 5003.20 to 22 are importantsub-Clauses as they inform the Contractor of thesequence of operations necessary to keep contaminationof adjacent surfaces to a minimum when differentmethods of surface preparation are used.
Grinding After Surface Preparation
23 Grinding has to be carried out carefully withoutdamaging the surface and only skilled operators shouldbe allowed to carry out this work. It should be ensuredthat checks for defects are undertaken as surfacepreparation proceeds and that these are remedied by theContractor.
NG 5004 Surface Preparation - WorkmanshipStandards
1 The standards of surface preparation which can beachieved on site are covered by sub-Clause 5004.1.The appropriate description should be used inAppendix 50/1 for the particular Contract for crossreference by the Contractor, this will enable him toascertain the degree of cleanliness required.
2 (05/05) Only the terms for the description of thestandards of surface preparation listed in these clausesshould be used in writing out Appendix 50/1requirements. Failed paint and paint over rust scale andloose mill scale, also failed metal coatings of any type,are described as ‘unsound’ as they have to be removed(see sub-Clause 5004.2). The term ‘metal coating’ isused to describe zinc thermal metal spray, aluminiumthermal metal spray and hot dipped galvanized coatings.It should be verified during the procedure trials that theContractor is capable of detecting and removingunsound coatings and that the standard is maintainedthroughout the Work.
Amendment - May 2005

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
6
3 Prolonged surface preparation may be required toensure that any remaining traces of contamination orcorroded metal coating will not be detrimental to theexisting or subsequent coatings.
4 Aluminium metal spray which has been properlyapplied in the first place is difficult to removecompletely and therefore traces of firmly adheringaluminium may be allowed to remain in the profile.Fortunately aluminium is generally less affected bycorrosion than zinc and the surface can usually becleaned up satisfactorily. Complete removal, except fortraces of clean aluminium, is only necessary when thecoating has been badly applied, e.g. when there isevidence of dry spray or lack of adhesion, in which casethe coating tends to disintegrate and can be blastcleaned off without difficulty. These faults should belooked for during the pre-specification survey andchecked during the feasibility trials where these arecarried out.
5 (05/05) The various terms used to describe coatingse.g. unsound paint, and the extent of surface preparationand cleanliness e.g. clean steel, are defined. Forpractical purposes it will be seen that there are basicallytwo requirements for surface preparation, firstly theworkmanship or physical requirements (see sub-Clauses5004.2 (i) to (vi)) and the requirements for chemicalcleanliness (see sub-Clause 5004.1 (i) to (vii)). Alsorefer to BS EN ISO 8504-1 to -3.
6 There are, broadly speaking, three types of surfacesto be checked for satisfactory surface preparation, viz. asteel substrate, a metallic coating and paint coating.Some of the contaminants and most corrosive agentswill affect each type of surface differently; also anyresulting corrosion products will be different. Themethod of surface preparation has a bearing both on theappearance and on chemical cleanliness. Wet blastcleaning and wet cleaning down will remove mostcontamination more effectively than dry blast cleaningor dry brushing down. The appearance of a rusted andpitted surface after dry blast cleaning may besatisfactory, but where steelwork has been exposed in aharsh environment, considerable quantities of harmfulsoluble salts such as sulphates and chlorides willremain in the surface profile and in any pits. It is alsothe case that it will be more difficult to free paint coatswhich have a rough surface, such as micaceous ironoxide, of contamination than it would be for a glossfinish. Pitted surfaces should be washed down and driedto remove contaminants.
7 Where feasibility trials have been undertaken, thesewill have enabled the surveyor’s recommendations forspecifying surface preparation to be verified; also bythe time the trials have been completed, the methods ofchecking for cleanliness optically and chemically
should have been established satisfactorily and thus beready for use when the contract procedure trials takeplace. Unfortunately, at present there are no knownpublished standards for tests or acknowledged safelimits for contamination, but refer to BS EN ISO 8502.
8 The most practical methods at the moment fordetecting chemical contamination involve swabbing andnoting the effect on indicator papers or liquid reagents.Some indicator papers are described as being ‘semi-quantitative’; however, as commercial kits have not yetbeen designed specifically for the detection ofcontamination found on painted or steel surfaces ofexposed structures such as bridges, final assessment isoften done after analysing the swabbing water in alaboratory, when a judgement based on experience ismade as to whether any remaining residues are likely tobe detrimental. Even so, the amount of contaminationremoved by a given swabbing technique will varyconsiderably according to the roughness of the surfaces,particularly if pitted. The various liquid reagents whichrequire safe handling conditions on site show thepresence only of contamination in the swabbing waterby changing colour and do not indicate the quantity ofcontamination. When effective surface preparationmethods are used, residues can usually be shown tohave been reduced to trace levels. The inspection firmsshould have the necessary equipment for checking forcontamination at site and in the laboratory and couldprovide a demonstration from one of their surveyors orinspectors during the survey or feasibility trials, orduring the procedure trials at the start of the Contract.Contractors are aware of the problems of contaminantsand will usually accept reasonable requirements. Therequirements for each Contract, however, have to beconsidered separately.
NG 5005 Metal Coatings
1 (05/05) Effective protection is unlikely in areaswhere the thickness of a thermally sprayed metalcoating is less than 100 microns. Although zinc metalspray is referred to in sub-Clause 5005.2, the use ofaluminium metal spray is preferred.
Zinc metal spray will, however, have an application forother components e.g. temporary structures in a mildenvironment.
It is known that many failures of thermally sprayedmetal coatings have been due to unsatisfactory surfacepreparation leading to poor adhesion. Application intwo layers and poor application technique have alsocaused problems. Particular close inspection at allstages is essential. The standard of blast cleaningshould be clean steel, medium profile using chilled castiron grit, steel or aluminium oxide grit.
Amendment - May 2005

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
7
NG 5006 Testing of Metal Spray Coatings
1 (05/05) It is to be expected that Contractorsundertaking thermally sprayed metal coating have thenecessary expertise, particularly in respect tounderstanding the importance of a clean sharp blastcleaning profile and of being able to check adhesionwith modern equipment. Nevertheless, it should beensured that all the requirements are being met,otherwise experience has shown that early and veryexpensive failures can occur. Adhesion tests should bemade in accordance with recommendations of themanufacturer of the testing equipment, for example thepull-off force should be normal to the surface. Usualreasons for lack of adhesion are bad applicationtechniques or blast cleaned surfaces which have beenexposed, even for a short time, in a damp environmentand have lost their initial bright finish. When the overalladhesion is suspect, all the thermally sprayed metalcoating should be blast cleaned off the area in questionas obviously any residual thermally sprayed metalcoating may also be defective. In the excepted areas,adhesion cannot be checked by the test panel method;the only practical method being the grid test describedin BS EN 22063 Annex A, carried out as the Workproceeds.
NG 5007 Paint and Similar ProtectiveCoatings
1 Grease paints are protective coatings based onCalcium Soaps of Oxidized Petroleum Wax and areapplied by brush or airless spray and are similar inappearance to ordinary paints but do not hardencompletely. When the solvent has evaporated greasepaints are hard enough to walk on.
2 Appendix 50/1, Form HA/P1 (Maintenance) PaintSystem Sheet should be checked to ensure that theregistered dates have been entered by the Contractor.
3 (05/05) Tins should show all the specified markingsand the required standard should be insisted on at theoutset. Omission of the Item Number for example, canlead to delay in checking the specific gravity on site andthe despatch of ‘A’ and ‘B’ samples.
4 (05/05) In practice, a paint manufacturer issuesAppendix 50/3, Form HA/P2 Paint Data Sheet, to theContractor. The Data Sheets should be examined andany special stipulation as to application which maycause problems or delays during the Work should benoted and brought to the attention of the Contractor. If,for example, the weather is likely to be unfavourablethe Contractor should be fully aware of any relevantrestrictions on the application of the paints.
5 (05/05) A source of supply should only be rejectedafter consultation with the Overseeing Organisation.
Standard Terminology for the Description of Paint
6 (05/05) Standard Terminology enables paints to bedescribed in generic terms and without specifying tradenames. It is used for the Registered Description in PaintSystem Sheets, in Data Sheets and in the Specificationand should convey the following information in theorder given:
(i) (05/05) Name of Pigment: where a pigmentprovides inhibitive or structural properties itshould be named, e.g. MIO, Zinc Phosphate.Where pigments provide colour, opacity oract as extenders etc. the pigments should notbe named.
(ii) (05/05) Type of Medium: the type of mediumshould be stated, e.g., M/Phenolic, Phenolic(i.e. pure Phenolic), Silicone Alkyd,Polyurethane, Epoxy (two-pack). (See belowfor meaning of abbreviations.)
(iii) (05/05) Use: i.e. Blast Primer, Primer,Undercoat or Finish. If two-pack, add ‘(two-pack)’.
The first coat only of a new system isdescribed as a Blast Primer or Primer, allsubsequent intermediate coats are describedas Undercoats, the last coat being the Finish.A Primer or Primer/Undercoat (i.e. a dualpurpose paint) may be specified when it isdesirable to obtain a relatively high filmbuild in the first coat, usually for small areason site.
(iv) (05/05) Colour: a descriptive colour shouldalways be stated as part of the RegisteredDescription in Appendix 50/1, Form HA/P1(Maintenance) Paint System Sheet.
Convenient abbreviations have beenintroduced where these can be readilyunderstood and used in Specifications, e.g.:
MIO Micaceous Iron OxideM/Phenolic Modified PhenolicMC Polyurethane Moisture cured
PolyurethaneHB High buildNB Normal buildLB Low buildQD Quick drying
Amendment - May 2005

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
8
Terminology Used in Painting Practice
7 For definitions of terms used in painting practicereference should be made to BS 2015 andBS EN 971-1. Specific meanings of the descriptions ofworkmanship standards for surface preparation of steeland coated steelwork are given in Clause 5004.
Amendment - May 2005
NG 5008 Surface Preparation and ProtectiveSystems
Protective Systems
1 The types of protective systems for steelwork areoutlined below:
The following systems are suitable for all environmentsand all access situations. All protective systems types,except for Type V (M) grease paints, should not requiremajor maintenance up to 20 years.
TABLE NG 50/1 - (05/05) Summary of Protective Systems
Type Description Application on to: Comment
I (M) High Build Epoxy External steelwork where the existing Suitable for application when steel(two-pack)/Polyurethane protective system is removed by blast and ambient temperatures are at or(two-pack) finish systems cleaning over the whole of the surface expected to be above the minimum
area down to clean steel or sound specified in sub-Clause 5012.6.ialuminium or zinc metal spray coating during the curing period(small areas may be abraded).
II (M) Moisture cured Suitable for application at night-timePolyurethanes (two-pack) when temperatures are low and whensystems some surface moisture (but not
running water) may be present on thesteelwork surface due to the highrelative humidity (RH) levels,however adequate levels ofventilation should be ensured.
III (M) Epoxy/ Polyurethanes Hot dip galvanizing treated with MIO epoxy undercoat (Item 112) orfinish systems Item 155 or other adhesion promoter slow curing single coat MIO epoxy
(Item 121) which provides excellentadhesion properties for the treatmentof galvanized surfaces which havebeen prepared using an adhesionpromoter.
III (M) Extended Cure Epoxy/ Hot dip galvanizing Slow curing single coat MIO epoxyPolyurethanes finish (Item 121) which provides very good
Alternative systems adhesion properties for the treatmentof galvanized surfaces.
IV (M) MC/Epoxy/Polyurethane External steelwork where the existing Not to be used when steel and/orsystems protective system is removed by blast ambient temperatures at the time of
cleaning over the whole of the surface application or during the curingarea down to clean or Sa2 or St3 steel. period are at or below 0°C.
V (M) Grease paint systems Where the remaining service life of the Grease paints should not be usedstructure is less than 20 years or where where there is pedestrian access, e.g.the extent and intensity of surface parapets on overbridges.preparation required to provide asurface suitable for applying aconventional paint system istechnically unattainable or too costlyto achieve.

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
9
2 (11/03) Using the information provided in parts 3 to9 in Appendix 50/1, Form HA/P1 (Maintenance) PaintSystem Sheet, the protective systems in Table 50/2should be detailed by the Contractor in the remainder ofAppendix 50/1 Form HA/P1 (Maintenance) PaintSystem Sheet for bridge steelwork and parapets, gantriesand other structures, bearings, CCTV masts, cantilevermasts, steel lighting columns and bracket arms.
3 An Appendix 50/2 may be incorporated forsituations where special preparation and/or protectivesystems may be required, or for other works requiringprotection.
4 General
(i) The protective systems for bridge and otherhighway structures include systems whichare satisfactory for sign gantries,footbridges, parapets and also for structuressuch as towers and buildings. Systems forstructures which have to withstandespecially aggressive conditions, salthoppers for example, are not listed. Systemsfor traffic sign posts and plastic coated itemsare covered in Series 1200 and inSeries 2600.
(ii) Colours of finishing paints. Where theappearance of the structure is of particularimportance, colours for gloss finishes andlow sheen finishes should be selected as in(a) and (b) below:
(a) Gloss Finishes
From the following colours in BS 4800:
Light Grey 00 A 05
Medium Grey 18 B 21
Dark Grey 18 B 25
Green-yellow 12 B 21
White 00 E 55
(b) (05/05) Semi-gloss Finishes
High gloss is usually stated as 75 or moregloss units (gu), on a 60° geometry head inaccordance with BS EN ISO 2813. Semi-gloss (or sheen) is usually stated as 45gu(±10) on a 60° geometry head. When a semi-gloss finish is acceptable, or is specificallyrequired such as for sign gantry steelwork,Item 169, low sheen polyurethane, should beused.
When there is a need for other colours, forexample in the case of a large bridge or onewhich is in an environmentally sensitive areaand visually dominant, the matter should be
Amendment - May 2005
referred to the Overseeing Organisation,describing the structure, its location and theproposed alternative BS 4800 colour and thereasons for selecting it. Advice on the choiceand use of colour is available in theHighways Agency publication ‘TheAppearance of Bridges and other HighwayStructures’ Chapter 21.
Appendices 50/1 and 50/2
5 (05/05) The environment, accessibility, requireddurability of the systems, finish colour, the proposedsequence of operations and extent of surfacepreparation and painting required for the Works, shouldbe written into Appendix 50/1 Form HA/P1(Maintenance) Paint System Sheet (parts 3 to 9): seeClauses 5013 and NG 5013. The factors to be taken intoaccount in determining the descriptions are describedbelow.
(i) EnvironmentLocation of structuresTwo locations are considered; ‘Inland’ and‘Marine’.
Structures out of reach of sea salt spray areconsidered as being ‘Inland’. Structures which canbe affected by sea salt spray are considered asbeing ‘Marine’.
(ii) AccessibilityFor maintenance painting purposes, structures aredescribed as having either Ready Access orDifficult Access.
The description Ready Access would apply tostructures where restrictions on working time dueto road or rail traffic are likely to be minimal andwhere access on site is unlikely to be a problem.
The description Difficult Access would apply, forexample, to a bridge or sign gantry over amotorway or to a bridge over a railway wherepainting is likely to be restricted to one section at atime or halted completely at certain periods whentraffic is heavy.
It would also apply on two counts to a high bridge,say, without painting gantries and built overdifficult terrain or a river where movement on theground would be difficult and because extensivescaffolding would be required.
(iii) (11/03) Required DurabilityFor the protective systems (except for CCTVmasts, cantilever masts, steel lighting columns andbracket arms), the periods ‘No maintenance up to15 years,’ ‘Minor maintenance from 15 years’ and

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
10
‘Major maintenance after 20 years’ will besufficiently accurate for both access situations andthe environments described in this Clause.However when access is especially difficult, e.g.when dismantling of cover plates is necessary, aspecial system may be required. In such a case theusual periods for ‘No maintenance’ and ‘Minormaintenance’ would not be applicable (N/A);‘Major maintenance’ being given as, say, 20 years,or even 25 years.
For the protective systems for CCTV masts,cantilever masts, steel lighting columns and bracketarms, the ‘required durability’ of the exteriorcoatings, which consist of aluminium metal sprayplus sealer, hot dip galvanizing only or one of thesemetal coatings plus a paint system, is nomaintenance up to 8 years, minor maintenance after8 years and major maintenance after 15 years.
(iv) (05/05) Description of Existing ProtectiveSystem(s)
The existing protective system(s) should bedescribed briefly, the various coats, including metalcoatings, being named as accurately as possible.On older bridges, where there may be as many as20 coats, a group description should be giventogether with an estimate of the average totalthickness. A description of coats of lead basedpaints and other materials which may becomehealth hazards during surface preparation should beincluded.
(v) (05/05) Sequence of OperationsIn most cases it will be adequate for the sequenceof operations to be as proposed by the Contractor.However, when the Work has to be carried out in aspecial sequence, detailed requirements should begiven in Appendix 50/2.
(vi) (05/05) Surface PreparationIt is important that the principle of specifying‘Method’ and ‘Standard’ using the appropriatereferences to Clause 5003 and 5004 should befollowed carefully, also each part of the structureand the surfaces to be painted on each part shouldbe described accurately.
If parapets are included in the maintenancepainting contract for a bridge, and a different paintsystem is required, then the system for the parapetsshould be listed separately and a separateAppendix 50/1 Form HA/P1 (Maintenance) PaintSystem Sheet provided. For parapets and similaritems, where there may be many small areasrequiring different methods of surface preparationand painting, the method of billing may be bylength, all variations being allowed for in the price.
Amendment - May 2005
The various parts of the structure should bereferred to as Area A, B, C etc, and a standardmethod of surface preparation and paint systemshould be specified and billed separately for eachpart, minor variations in the amount of work beingignored. However if there is a large area wheredifferent surface preparation and protectivecoatings, e.g. where different intensities ofabrading are required the related cleaning downand painting therefore have to be specified andbilled in detail, as is necessary.
In the case of work by Contract, the paint coatsummary is intended to make clear to tenderers thesystem required for each of the prepared surfaces,and assists in the pricing of like for like.
(vii) (05/05) Calculating Paint Quantities andCosts(a) The minimum dry film thickness (mdft)
of a coat of paint is the specificationrequirement from which the amount ofpaint to be ordered and cost of paint arecalculated.
(b) The quantity of paint required forpainting a known area to a specificminimum dry film thickness is afunction of a number of criteria:
• The volume solids of the paint.
• The degree of roughness for thesurface to which the paint is to beapplied. The roughness is mainlycreated by the blast cleaningprocess, and in particular by theparticle size of the abrasive used inthe operation. The coarser theabrasive, the greater the ‘peak tovalley’ height produced, and thelarger is the quantity of paintrequired to fill the profile beforemeasurable dry film thicknessesover the peaks is achieved.
• The amount of over-application anduneven application of paint,overspray wastage, and wastage dueto losses in containers, equipment,and spillage etc.
• The shape, configuration andcomplexity of the structure to bepainted.
(c) The volume solids of a paint is the ratioof solid components remaining afterevaporation of solvent, expressed as apercentage of the volume of the wetfilm.

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
11
Calculation of the theoretical quantity ofpaint required to cover a known area ona smooth plane surface is based uponthe following relationship:
1 litre of paint at 100% volume solidswill cover an area of 1 square metre to athickness of lmm (1000 micronss).
The theoretical spreading rate for aparticular product is calculated from thevolume solids of that product using thefollowing equation:
Theoretical spreading rate (metres2/litre)
= (microns)dft Required10x solids Volume
The volume solids should be determinedusing ‘BS 3900-A10, ISO 3233’.
Other methods of determining andexpressing volume solids are sometimesquoted by paint suppliers. Some of thesealternatives lead to a higher value ofvolume solids and hence a moreoptimistic theoretical spreading rate,which may not be achieved in practice.
(d) Factors indicated in (vii)(b)(2nd and 3rd
bullets points above) affect the actualspreading rate, which is derived fromthe theoretical rate. Extra paint must beallowed for, to take these factors intoaccount. The most significant of thesefactors is normally the peak to valleyheight of the blast profile (vii)(b)(2nd
bullets point above). For a blast profileof 60 micronss it is necessary to applyan extra quantity of paint equivalent to adft of approximately half the peak tovalley height ie an extra 30 micronss ofdft before measurable thickness occurs.In a specified 50 microns primer coat,this would result in an increase of 30/50or 60% over the theoretical quantityrequired over a smooth surface. A blastprofile with a peak to valley height of100 micronss would result in 100%increase over the theoretical quantity forthe same primer coat. The effect of blastprofile on subsequent undercoats andfinal coats will be much less significant.
The skill of the applicator and theawareness of the Inspector checking theWork play an important part indetermining the extent of losses fromover-application. By exercising careful
Amendment - May 2005
control of paint fluid pressure and by theconstant use of wet film thicknessgauges to monitor paint application,excessive wastage can be avoided.
The responsibilities of the Contractorwith respect to the application of paintare clearly stated in sub-Clause 5012.8.
Estimated percentages of extra paint toallow for factors 2(iii) and 2(iv) willvary significantly. At best they can be aslow as 20%, but can also be as high as60%, for complex geometric structuressuch as lattice girders.
(e) Calculation of Paint Costs
Comparisons of price between differentbrands of paint, which may havedifferent volume solids content shouldbe based upon the following steps:
Step 1 Determine the theoreticalspreading rate for the requireddry film thickness, as follows:
Theoretical spreading rate (m2/litre)
= (microns)dft Required10x solids Volume
Step 2 Divide the price per litre bythe theoretical spreading rateto arrive at a cost/squaremetre
Cost per square metre
= rate spreading lTheoreticaePrice/litr
Step 3 Theoretical overall cost= (Cost per square metre) x(total area)
Step 4 Practical overall cost= (Theoretical overall cost) x(factors considered inparagraph (vii)(d) above)
(viii) (05/05) Paint system(s) and applicationinstructions
Although the methods of surface preparation of themain steelwork are specified separately, eachmaintenance paint system should be specified asone continuous operation in the order in which theContractor will be expected to carry out the Work.For example, the 1st coat to be applied may be apatch primer for application to local areas abradedto bright steel, the next coat, i.e. the 2nd coat, maybe a blast primer to be applied over areas of clean

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
12
steel, the 3rd coat may be an undercoat appliedover the 1st and 2nd coat, the 4th coat may be anundercoat applied over the 2nd coat. Paintinginstructions on the amount of overlap and methodof application should also be given as appropriatein Appendix 50/2 if different from standard.
Excepting for small areas of overlapping, e.g.inside corners and where application is particularlydifficult, the local dry film thickness for any primershould not exceed the specified mdft by more than30% and for other paints by more than 75%. This isparticularly important if the specified mdft is onthe upper limit of the range given in the Manual.
Experience has shown that any special instructionsshould be listed separately under ‘Specialapplication instructions’ in Appendix 50/2.
The application of a coat should only be specifiedover areas which have a clear demarcation. Forexample, once an overall undercoat has beenapplied, it is not practical to specify that the nextcoat should only be applied over areas previouslyblast cleaned.
For specification purposes, a patch is an area in anexisting system, which is abraded or blast cleaneddown to sound paint (viz not to a steel substrate ormetal coating) and which, prior to applying overallcoats, is required to be patch painted in order toprovide the extra dft necessary for protection.Areas prepared down to a steel surface or to ametal coating will require a full paint system andare not termed patches - even if the areas are small.Paint for patching is called off separately and notwith the paints for the system, one or two of theundercoats being specified for this purpose.Generally patches will be less than, say, 0.5 m2.Only very exceptionally will the finishedappearance be of sufficient importance to warrantapplying extra patch painting over and above thethickness necessary to provide protection, that is tomatch the thickness of the old surrounding paint inorder to provide a virtually even surface. Wherepatch painting has been carried out, the total dft ofthe old coats plus patch coats and overall new coatsshould not be less than 250 microns and, with theexception of parapets having ready access, not lessthan 350 microns in harsh environments forsteelwork not having a metal coating. The total dftof old coats plus patch coats and overall new coatson parapets not having a metal coating, but withready access, should not be less than 250 microns.
(ix) (05/05) Dry film thicknessPaint coats which are applied at too great athickness may have to be left to hardenconsiderably longer than the recommended
Amendment - May 2005
overcoating time otherwise solvent may be trappedcausing blistering of the next coat(s). Also,overthick application may give rise to crazing orcracking or other surface defects, especially ifexposed to heat before the coating has hardened.
(x) Special application instructionsIf special methods are required for applying paint,say, at bearings or expansion joints, or due toenvironmental conditions, then these should bespecified in Appendix 50/2.
(xi) (05/05) Paint productsRequirements for the quality assurance scheme andcertification of paints are given in BD 35 ‘QualityAssurance Scheme for Paints and SimilarProtective Coatings’ (DMRB 2.4.1). All paints tobe used in the Works should have a current BBAHAPAS Road and Bridges Certificate orequivalent.
Copies of BBA HAPAS Road and BridgesCertificates for those paint products that havegained approval can be downloaded from the BBAwebsite: www.bbacerts.co.uk.
(xii) (05/05) ColourWhen a BS colour is specified in Appendix 50/1,Form HA/P1 (Maintenance) Paint System Sheet,the BS 4800 reference should follow thedescriptive colour, e.g. green-yellow 12 B 21.
Additionally any special finishes should be stated,e.g. low sheen.
6 The choice of system will depend finally on thetype of structure, especially in the case of a bridge andthe expected service life of structure based on its use.
#NG 5009 Testing of Paints
Provision of Samples
1 Quality assurance of paint as delivered, that isverification of the composition data and applicationcharacteristics given in paint manufacturers’ registeredformulations, can only be carried out on paint samplestaken from previously unopened tins; these are knownas ‘A’ samples.
Before the Contractor despatches the ‘A’ Samples to theaddress given in sub-Clause NG 5009.5 or 5009.6 fortesting in accordance with Clause 5009, the checksreferred to in sub-Clause NG 5009.3 below should becarried out but on paint taken from other tins of thesame batch.

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
13
‘B’ samples on the other hand, should be taken frompaint in use to ensure that it is as supplied. Seesub- Clause 5009.9 and sub-Clause NG 5009.9.
‘A’ Samples
2 Although ‘A’ samples are not required in the caseof certain bridge and other highway structuresdescribed in sub- Clause 5009.4, ‘B’ samples shouldstill be taken as these make an effective contribution toquality control.
3 (05/05) Special deliveries of single tins of paintarranged by the Contractor, to the site or to the testingauthority, are not acceptable as ‘A’ samples. Samplesshould be selected from fully representative batches. Asa minimum, the condition of the paint in the tins shouldbe examined and, after mixing, the specific gravityshould be checked; matching of finish colours toBS 4800 should also be checked. Paint found to befaulty, especially in the case of appreciably incorrectspecific gravity should be rejected on site. TheSupervisor is required to check the specific gravity ofpaints before despatching 5 litre ‘A’ samples and 500 ml‘B’ samples to the testing authority for testing. Whenthe specific gravity of paint samples is appreciablyincorrect, then the paints should be rejected in theWorks or at site, testing of samples by the testingauthority being unnecessary. Painting inspectors will, inmost cases, have the experience to know when to rejecta paint which has an appreciably high or low specificgravity. For example, the Inspector will know that a± 3 % difference on the specific gravity of, say, an MIOphenolic paint is not as critical as a ± 3% difference on,say, a Silicone Alkyd Finish.
The following specific gravity tolerances are a usefulguide for the Supervisor in deciding whether or notsamples should be despatched to the testing authorityfor testing:
Paints with a specific gravity up to 1.4: + or - 3%
Paints with a specific gravity greater than 1.4: + or- 4%
The method of test to be used for determination ofspecific gravity is in accordance with‘BS EN ISO 2811-1, BS 3900-A19’. It should beensured that the cause of any unsatisfactory applicationduring the procedure trial is remedied before the start ofthe main painting.
4 (05/05) After submission of the first ‘A’ samples ofeach type of paint, further ‘A’ samples should besubmitted for testing as painting proceeds depending onthe quantity of paint to be used in the Contract.
The Contractor may deliver paints to the site incontainers up to 25 litres providing that the tops are of
Amendment - May 2005
the completely removable clip-on type and that thecontents are thoroughly stirred using a mechanicalmixer when taking samples and prior to use. ‘A’samples should be correctly labelled before despatchingfor testing.
5 (05/05) For contracts in England and Wales, detailsof each set of samples despatched should be listed inAppendix 50/4, Form HA/P3 Paint Sample DespatchList.
For contracts in England and Wales, a copy of eachform should be forwarded immediately to ScientificsLtd, 500 London Road, Derby, DE24 8BQ.
For contracts in England, a further copy of each formshould be sent to the Highways Agency, PaintSpecialist, Safety Standards and Research (SSR), CityTower, Piccadilly Plaza, Manchester, M1 4BE.
For contracts in Wales, a further copy of each formshould be sent to the Welsh Assembly Government,Transport Directorate, NM5, Cathays Park, CardiffCF10 3NQ.
Single copies of completed Appendix 50/1 Form HA/P1(Maintenance) Paint System Sheet should be sent to theaddresses as above, at the same time that Appendix 50/4Form HA/P3 Paint Sample Despatch List is forwardedfor the first ‘A’ samples or first ‘B’ samples (if ‘A’samples are not required).
Results of tests will be notified by the OverseeingOrganisation. The Overseeing Organisation will reportall results of the testing to the Supervising Firm, asstated on Appendix 50/4 Form HA/P3, who will thennotify the Contractor of the results.
Non-receipt of paint samples for testing, for which anAppendix 50/4 Form HA/P3 has been received, will benotified by the Overseeing Organisation.
6 (11/03) For contracts in Scotland, details of each setof samples despatched should be listed inAppendix 50/4SE, Form SEDD/P3 Paint SampleDespatch List. A copy of each form should beforwarded immediately to Scientifics Ltd, 500 LondonRoad, Derby, DE24 8BQ or an approved local testingauthority. A further copy of each form should be sent toThe Director, Road Network Management andMaintenance Division, Scottish Executive, VictoriaQuay, Edinburgh EH6 6QQ.
Single copies of completed Appendix 50/1 Form HA/P1(Maintenance) Paint System Sheet should be sent to theScottish Executive, at the same time thatAppendix 50/4SE Form SEDD/P3 Paint SampleDespatch List is forwarded for the first ‘A’ samples orfirst ‘B’ samples (if ‘A’ samples are not required).
Results of tests will be notified by the OverseeingOrganisation. The Overseeing Organisation will report

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
14
all results of the testing to the Supervising Firm, asstated on Appendix 50/4SE Form SEDD/P3, who willthen notify the Contractor of the results.
Non-receipt of paint samples for testing, for which anAppendix 50/4SE Form SEDD/P3 has been received,will be notified by the Overseeing Organisation.
7 (05/05) Separate arrangements exist for contracts inNorthern Ireland, see Clause NG 5009 NI.
8 (05/05) It should be noted that at the height of thepainting season, testing and assessment of the first ‘A’samples may take 2 to 3 weeks. Unless specialarrangements can be made with the OverseeingOrganisation for priority testing of samples, theContractor cannot be expected to start painting under 3weeks from the time of awarding the Contract.
Once the Contract has been awarded, the Contractorshould order paint early enough to enable the first ‘A’samples to arrive at the testing authority at least 3weeks before painting is due to start, or sooner ifpossible, so that the results of the analysis can beassessed in time. Also, throughout the Work, theremaining paint should be ordered sufficiently inadvance to allow time for testing subsequent ‘A’samples.
About 2 weeks are required for testing ‘B’ samples.
9 (05/05) Painting may be permitted to be startedbefore the results of testing ‘A’ samples have beenreceived only if postponing the painting would mean anunacceptable delay in the Work; however, suchpermission should not relieve the Contractor of hisobligations under the Contract. When a first ‘A’ sampleis rejected, an ‘A’ sample of the replacement batch ofpaint should be submitted for testing as soon aspossible. If painting is allowed to proceed with areplacement batch or a subsequent batch still under test,such permission should not relieve the Contractor of hisobligations under the Contract.
‘B’ Samples
10 (05/05) Control or ‘B’ samples for single componentpaints are to be taken from the painter’s kettle or fromthe airless spray gun nozzle, in order to ensure thatpaint actually being applied will be tested. Samplesshould be taken as spot checks, with a minimum of, say,one batch in three being sampled. ‘B’ samples of mixedtwo-pack materials can only be tested on site and beforeany reaction has taken place. In addition, for two-packmaterial, separate samples are to be taken of thecomponents and dispatched to laboratory for analysis.
Amendment - May 2005
Provision of 500 ml Tins, Packaging and Transportof ‘A’ and ‘B’ Samples
11 (05/05) It should be ensured that there are anadequate number of tins, lids and lid clips at the start ofthe Work to enable samples to be taken.
12 Unless tin lids are clipped down securely, and thetins properly packed, the contents may be spilled. Evenif only one tin leaks, the spilled contents may obliteratemarkings on other tins, thus delaying testing until newsamples are checked and delivered.
13 The selected ‘A’ or ‘B’ samples should be labelledcorrectly as described in Appendix 50/4 and despatchedpromptly throughout the Contract. Not only should theContractor despatch samples promptly, but his transportarrangements should be such that the samples reach thetesting laboratory without delay, particularly in the caseof the first ‘A’ or ‘B’ samples.
NG 5010 Storage Requirements and KeepingPeriods for Paints
1 (05/05) The Contractor should ensure that suitablestorage has been provided and that paint is unloadeddirectly into it. The store temperature should becontrolled within the limits specified. Extremes oftemperature, freezing conditions in particular, can affectthe properties of the paint. The paint store should be asnear as practicable to the painting areas. If the paintstore is at a considerable distance from the Work area,paint is unlikely to be returned to the store at the end ofthe working day, or several tins may well be kept out onsite to be ready for use and thus may be damaged byextremes of temperature; also if the inspector has towaste time in journeying to and from the paint store tocheck deliveries and select samples, his supervision ofthe Work will be less effective.
2 (05/05) The date of manufacture in particular shouldbe marked on the tins (see sub-Clause 5007.3). If thedate of manufacture is not indicated, the paint shouldalways be rejected.
3 The requirement that paint in use should bereturned to store and keep in sealed containers shouldbe enforced for both brushing and airless spray grades.Paint with fast evaporating solvents will be adverselyaffected if the containers are left open in hot weather.
4 Only the types of paint referred to insub-Clause 5010.4 should be considered for extendedkeeping times. The performance of other paints can bepermanently affected if their keeping times areexceeded. The paint manufacturer’s checks will includethe following:
Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
15Amendment - May 2005
Property Likely faultCondition in tin Settlement, skinning, separationViscosity Tendency to bodyDrying time Absorption of dryersFineness of grind Pigment agglomeration, resin
‘seeding’Colour Flocculation, agglomeration of
colour pigments
Lastly, the paint manufacturer will verify that thespecific gravity of the paint about to be returned to siteafter any necessary reconstitution is correct.
5 (05/05) Paints which have exceeded the keepingperiod before delivery, or during storage before or aftertesting under Clause 5009, should not be used. Thesepaints should not be tested or re-tested until therequirements of sub-Clauses 5010.4 and 5 have beencomplied with. Remains of moisture cured typecoatings in opened tins, should be discarded at the endof the Work shift.
NG 5011 Procedure Trials
1 (05/05) Procedure trials are to ensure that theContractor has the necessary knowledge and expertiseand that, with the supervision, labour and equipment heproposes to use, the Contractor is capable of carryingout the Work in accordance with the Specification.
2 The Overseeing Organisations attach considerableimportance to procedure trials and permission to omitthem should only be given in exceptional circumstancesor in the case of very minor works.
3 (05/05) If changes in any paint formulation appear tobe necessary, the Contractor should arrange for thepaint manufacturer to make the necessary adjustmentsand forward the revised formulation to HighwaysAgency, Paint Specialist, Safety Standards andResearch (SSR), City Tower, Piccadilly Plaza,Manchester, M1 4BE and verify that the revisedformulation is acceptable before agreeing to itsapplication.
4 The requirement for further trials may be relaxedproviding the Contractor can furnish evidence todemonstrate that replacement labour has the necessaryskill and experience and that new equipment is suitable.
NG 5012 Application of Paint
1 (05/05) The level of supervision of the application ofpaint will depend on the type and importance of theproject, the degree of difficulty of the Work and localconditions, and on the type of coating and its intendedservice life. Supervision should be undertaken by
suitably qualified and experienced people. TheContractor should be responsible for carrying out thissupervision, but additional supervision by theOverseeing Organisation is advisable, even forcorrosion protection work in the workshop. Guidanceon the selection of Painting Inspection firms and theirduties is given in BD 87 ‘Maintenance Painting ofSteelwork’ (DMRB 3.2.2).
2 In exceptional circumstances additional solventmay be required when painting is carried out atextremes of temperature or to correct a minor deviationfrom the normal viscosity.
3 It should not only be checked that surfacepreparation has been carried out in accordance with theSpecification but also that the standard has beenmaintained up to the time of application.
4 (05/05) Paints and other protective coatings in theManual of Paints for Structural Steelwork (BD 35Annex A, DMRB 2.4.1) are generally applied either bybrush or airless spray or by both. However, for paintswith low viscosities e.g. aluminium epoxy sealer, gooduse can be made of air assisted spray equipment toavoid over application, flooding and overspray of paint.
The use of rollers has been found to be unsatisfactoryand should not be permitted.
5 (05/05) Work should not proceed outside the limitsspecified in Clause 5012. Records should be kept, asthese will be required should any premature failureoccur.
Difficulties may arise on site in deciding when a surfaceis dry enough to paint. Most types of paints, besidesMC systems, are intolerant of moisture at the time ofapplication and during the curing period. Generally, therule should be, if moisture is present or may beexpected to be present at the time of application orduring the curing period, then painting should not goahead. ‘BS 7079-B4, BS EN ISO 8502-4’ providesguidance on the estimation of the probability ofcondensation prior to paint application and‘BS 7079-B8, ISO 8502-8’ describes the field methodfor the refractometric determination of moisture on asteel surface.
6 (05/05) A check on the amount of paint used afterallowing for waste is a useful verification of filmthickness.
7 (05/05) A record of wet film thickness checks shouldbe kept. Non-destructive checks of total mdft areunlikely to be conclusive although they are useful as aguide. If there is any doubt about the mdft of thecomplete system, it is possible to cut out 10mm x 10mmsamples and have these checked. The usual practicehowever is to make an angle cut using cutting tool edge

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
angle as BS EN ISO 2808 into the system and to checkthe thickness of each coat with a small viewingmicroscope fitted with a graticule. A proprietaryinstrument of this type is available. Equipmentnecessary to carry out these checks should be kept onsite. Destructive tests on paint coats should be kept to aminimum and only used to confirm dry film thicknessesin cases of dispute.
8 (05/05) Defects are, as often as not, due toinadequate surface preparation rather than applicationof faulty paints. Compliance with the Specification,especially the requirement for satisfactory adhesion,should be checked from the time work starts and notleft until the Contractor has dismantled his scaffoldingand is about to leave the site. Remedying faults in adifficult access situation, such as over a motorway, isusually time consuming and expensive.
Stripe Coats
9 (11/03) During film formation or drying paint has atendency to pull away from corners, and even if thespecified minimum total dft can be attained by carefulapplication it is unlikely to be maintained and stripecoating is always necessary. Stripe coat(s) should bespecified in all areas taken down to a steel or metalcoated surface and in all areas taken down to soundpaint. It should be ensured that the first stripe coat onfasteners treated with Item 155 is brush appliedcarefully, any final traces of grease should be removedbeforehand using a solvent, and not by wet cleaning. Onsmall square bars a single extra undercoat replaces thestripe coat(s). For stripe coat details for CCTV masts,cantilever masts, steel lighting columns and bracketarms see sub-Clause 5015.1.
Except for the above, application of stripe coats byairless spray is acceptable, and in most cases givesbetter and more uniform results. However, in areaswhere space is restricted or when the system itself isbrush applied, the Contractor will usually opt for brushapplication of stripe coats. ‘Brushing out’ of stripe coatsshould be avoided otherwise little paint will remain onthe corners.
Exposure Times for Prepared Steel Surfaces and forMetal Coatings
Exposure Times and Treatment of Item 155 andOvercoating Times for Paints
10 (05/05) The times quotes in sub-Clauses 5012.23 to30 are basic requirements when painting is carried outin average conditions. However, longer or shorterexposure times may be permissible depending onconditions. For example, in an environment where therelative humidity is low, clean steel which has been dry
blast cleaned, can be left for longer than 4 hoursprovided that there will be no adverse effect. Exposuretimes for sealed thermally sprayed metal coatings mayalso be extended in good conditions.
#NG 5013 Form HA/P1 (Maintenance) PaintSystem Sheet (Appendix 50/1)Form HA/P2 Paint Data Sheet(Appendix 50/3)
1 (11/03) Normally, a copy or copies of Appendix 50/1,Form HA/P1 (Maintenance) Paint System Sheet, will beprovided in the tender documentation, of which parts 1to 9 will have been completed. It should be ensured thatin part 1 of Appendix 50/1 the National Grid referencerequired for the Overseeing Organisation’s records hasbeen included.
Grid references are not required for parapets only, orfor CCTV masts, cantilever masts, steel lightingcolumns and bracket arms (other than high masts).
2 As soon as the Contract has been awarded, theContractor is required to prepare a copy or copies ofAppendix 50/1 Form HA/P1 (Maintenance) PaintSystem Sheet of which he will have completed parts 10to 14 for each of the required systems. At the sametime, the Contractor is required to provide relevantcopies of Appendix 50/3, Form HA/P2 Paint DataSheet, containing data which is required for checkingpaints before and after application. Full applicationinstructions are also to be provided. The informationprovided in Appendix 50/3 is the responsibility of theContractor.
Approved copies of Appendix 50/1 Form HA/P1(Maintenance) Paint System Sheet should be forwardedto the Overseeing Organisation, prior to any paintsampling.
Approved copies of Appendix 50/1 Form HA/P1(Maintenance) Paint System Sheet should be forwardedto the testing laboratory, together with the firstAppendix 50/4, Form HA/P3 Paint Sample DespatchList. See Clause NG 5009 for details of checks onsamples and despatch requirements, also theinstructions to the inspector in Appendix 50/4.
NG 5014 Access, Containment and Lighting
1 For surface preparation and coating application tobe carried out satisfactorily, it is important that theworking area and access should permit, whereverpossible, unrestricted access to the workface by theoperators. For example, if the blast cleaning nozzle orthe airless spray gun cannot be at the correct angle or bemoved freely, then good uniform work will be difficult
16Amendment - May 2005

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
to attain. Care should be taken to provide access toensure optimum distance of the spray gun, as well asadequate ventilation. It is equally important that thesupervisory staff and inspectors should feel securewhen carrying out checks.
2 If lighting is inadequate, workmanship will also beadversely affected and thorough inspection difficult; theContractor should therefore ensure that the naturallighting is supplemented by temporary lighting asnecessary to maintain an intensity of illumination at theworkface of at least the specified 500 lux duringworking and inspection. Spot lighting of small areas isnot acceptable and hence the requirement that thelighting should cover at least 1.0 m2
NG 5015 (11/03) Additional Requirements forthe Protection of CCTV Masts, CantileverMasts, Steel Lighting Columns and BracketArms
Applicable Clauses
1 (05/05) The testing of ‘A’ samples is not required forCCTV masts, cantilever masts, steel lighting columnsand bracket arms but ‘B’ samples should be taken andchecked immediately for compliance. Also, as theprocedure trials are unlikely to be necessary, it shouldbe checked that the correct abrasive is being used andthat the standard of blast cleaning complies with theSpecification. A separate Appendix 50/1 Form HA/P1(Maintenance) Paint System Sheet should be providedfor each different system on each area of the masts andcolumns in accordance with Clause 5013.
17FAmendment - May 2005

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
A1Amendment - May 2003
APPENDIX 50/1 (SPECIFICATION FOR HIGHWAY WORKS)FORM HA/P1 (MAINTENANCE) PAINT SYSTEM SHEET
Sheet No…A.
1. CONTRACT TITLE:STRUCTURE NO.:GRID REF.:
2. DATE OF ISSUE OF DOCUMENTS TO TENDERERS:
3. ENVIRONMENT AND ACCESSIBILITY:
4. EXISTING PROTECTIVE SYSTEM(S):Metal coatings:
Paint coatings:
Average total thickness (microns):
5. REQUIRED DURABILITY OF SYSTEM: 6. COLOUR OF FINISH:NO MAINTENANCE: …. YEARSMINOR MAINTENANCE: …. YEARSMAJOR MAINTENANCE: …. YEARS
7. BILLED AREA 8. PROTECTIVEREF: AREA DESCRIPTION: SURFACE PREPARATION METHOD SYSTEM TYPE:
(i.e. I (M), II (M),III (M), etc):
.....................
9. PAINT COAT SUMMARY CONDITION OF SURFACES OF EXISTING SYSTEM AFTERSURFACE PREPARATION
Condition: Condition: Condition: Condition:
Area Ref. Area Ref. Area Ref. Area Ref.
COAT & ITEM NO. mdft B or mdft B or mdft B or mdft B orAS AS AS AS
1st Coat: Item ….
2nd Coat: Item ….
3rd Coat: Item ….
4th Coat: Item ….
MIN TOTAL DFT TO BE OBTAINED:

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
A2Amendment - May 2005
APPENDIX 50/1 (SPECIFICATION FOR HIGHWAY WORKS)FORM HA/P1 (MAINTENANCE) PAINT SYSTEM SHEET(CONT)
Sheet No…B
10. DETAILS
1st Coat 2nd Coat 3rd Coat 4th Coat
Registered Description
Item No. and Colour
BBA HAPAS Roads and Bridges Certificate Reference (05/05)
Brand Name and Manufacturer’s Ref. No.
Manufacturer’s Data Sheet No.
Min dry film thickness (mdft) (µm)
Max local dft (See sub-Clause 5012.6) (µm)
Estimated total volume of paint likely to be used (litres)
‘A’ type testing required ? (YES/NO)(See sub-Clause 5009.3)
‘B’ type testing required? (YES/NO)(See sub-Clause 5009.11) (05/05)
11. STRIPE COAT(S) DESCRIPTION (Including Item No. and colour)
12. PATCH COAT(S) DESCRIPTION (Including Item No. and colour)
13. ADDITIONAL INFORMATION (By Paint Manufacturer)
14. PAINT MANUFACTURER’S OFFICIAL STAMP:
15. Mdft (µm) 16. APPROVED BY:
NOTE. The minimum total dry film thickness (mdft) of the paint system,neglecting primers and sealers under 30 microns, shall be 15% greater (to thenearest 25 microns) than the sum of the mdfts of the individual paint coats. DATE
[Notes to compiler:(i) (11/03) Separate forms should be provided for each structure, including CCTV masts, cantilever masts,
steel lighting columns and bracket arms if appropriate, with parts 1 to 9 completed. Sheets should benumbered for easy identification.
(ii) (05/05) A description of coats of lead based paints and other materials which may become health hazardsduring surface preparation should be included in the description of Existing Protective System(s).
(iii) If more than four types of surface condition are specified, a continuation Appendix 50/1 Form HA/P1(Maintenance) Paint System Sheet should be provided in the tender document.]

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
A3Amendment - May 2005
NG SAMPLE APPENDIX 50/2: REQUIREMENTS FOROTHER WORK
[Notes to compiler:1 An Appendix 50/2 may be incorporated for situations where special preparation and/or protective systems may
be required, or for other works requiring protection. Appendix 50/1 Form HA/P1 (Maintenance) Paint SystemSheet should be provided with parts 1 to 9 completed for structures described in this Appendix. The Contractorwill then complete the Form using information provided in this Appendix.
2. (05/05) When a white or pale tint Moisture Cured Polyurethane Finish or Polyurethane Finish (two-pack) is tobe specified, an additional coat of item 164 or 168 may be required to ensure complete obliteration of the MIOEpoxy Undercoat. Additional coats should be specified in this Appendix.]
Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
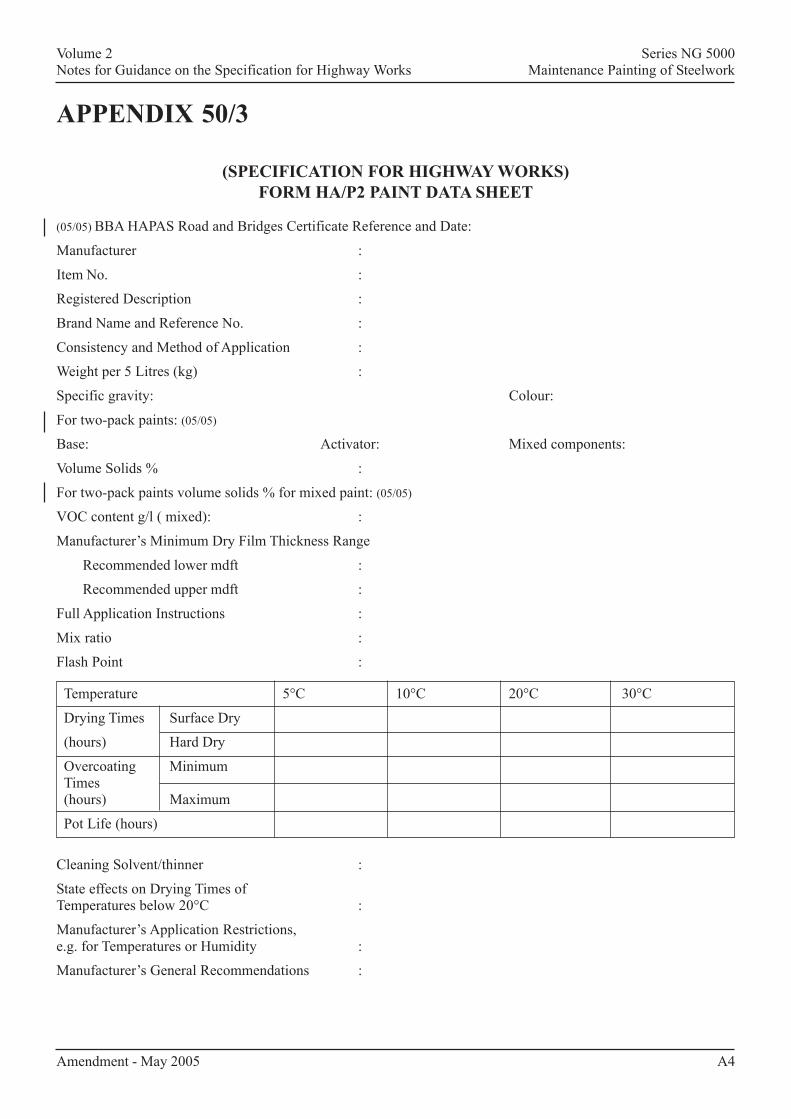
APPENDIX 50/3
(SPECIFICATION FOR HIGHWAY WORKS)FORM HA/P2 PAINT DATA SHEET
(05/05) BBA HAPAS Road and Bridges Certificate Reference and Date:
Manufacturer :
Item No. :
Registered Description :
Brand Name and Reference No. :
Consistency and Method of Application :
Weight per 5 Litres (kg) :
Specific gravity: Colour:
For two-pack paints: (05/05)
Base: Activator: Mixed components:
Volume Solids % :
For two-pack paints volume solids % for mixed paint: (05/05)
VOC content g/l ( mixed): :
Manufacturer’s Minimum Dry Film Thickness Range
Recommended lower mdft :
Recommended upper mdft :
Full Application Instructions :
Mix ratio :
Flash Point :
Temperature 5°C 10°C 20°C 30°C
Drying Times Surface Dry
(hours) Hard Dry
Overcoating MinimumTimes(hours) Maximum
Pot Life (hours)
Cleaning Solvent/thinner :
State effects on Drying Times ofTemperatures below 20°C :
Manufacturer’s Application Restrictions,e.g. for Temperatures or Humidity :
Manufacturer’s General Recommendations :
A4Amendment - May 2005

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
#APPENDIX 50/4
(SPECIFICATION FOR HIGHWAY WORKS)FORM HA/P3 PAINT SAMPLE DESPATCH LIST: SHEET 1
Contract Title……………………………………………………………………………….......……
Structure Name. .............................................................……....……..............Structure No. ……................…………
Client Name ..................................................................................................….(Highways Agency or other company)
SupervisingFirm…………………………………………………………………………………………………………….............
Supervising Firm’s Representative Name: ............................................................. Tel No. .....................………….....
Address: .....................................................................................................................…………………………….........
Painting Inspection Firm:…………………………………………………………………………................................
Samples Dispatched From: ...................................................... (Note 1) Date Dispatched .............…………………...
Inspector’s Name: .................................................................... Tel No......................………………………….……....
Inspector’s Signature .................……………………………………………………………………………................
SAMPLES: (Numbered A1, A2 etc. or B1, B2 etc.) (Note 2)
Sample Item Manufacturer’s Batch No. Colour Sp.G.No. No. Reference No. BS 4800 reference (Notes 4 & 5)
(Note 3)
Paint Manufacturer:………………………………………………………………………………................................
A5Amendment - May 2003

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
#APPENDIX 50/4
(SPECIFICATION FOR HIGHWAY WORKS)FORM HA/P3 PAINT SAMPLE DESPATCH LIST: SHEET 2
INSPECTOR to complete Form HA/P3 and to forward single copies to each of the following within 24 hours ofdespatch of samples by the Contractor to Scientifics Ltd:
i. Scientifics Ltd ii. (05/05) Highways Agency500 London Road Paint SpecialistDerby DE24 8BQ. Safety Standards and Research (SSR)
City TowerPiccadilly PlazaManchester M1 4BE
INSPECTOR to forward Form(s) HA/P1 Paint System Sheet(s) with the first Form HA/P3 to both addresses.INSPECTOR to select ‘A’ samples and to ensure that manufacturer’s labels on tins comply with the Specification.
INSPECTOR to take and mark each ‘B’ sample tin with Item No., manufacturer’s name and brand reference No.,batch No. sample No. and colour (Note 2).
CONTRACTOR to CLIP DOWN LIDS of all tins and to pack, address and despatch samples. In addition toaddress, CONTRACTOR to label each case (or tin sent loose): ‘HA (State structure name) and DATE (date ofdispatch as noted above)’.
Note
1 (05/05) State whether from workshop or site (give name and address).
2 Batch samples comprising unopened tins to be marked A1, A2, etc. Control samples in 0.5 litre tins to bemarked B1, B2, etc. Samples No. to run consecutively, i.e. A1 and B1 onwards.
3 Colour reference to BS 4800 to be given, as stated on Form HA/P1 (Maintenance) Paint System Sheet,e.g. 18 B 25.
4 For ‘A’ samples specific gravity (Sp.G.) to be measured by Inspector from separate tins of the same batch. For‘B’ samples Sp.G. to be measured by Inspector when taking samples. Samples will be rejected unless Sp.G. isfilled in above by Inspector.
5 If Sp.G. differs appreciably from data sheet do not dispatch ‘A’ or ‘B’ samples.
6 Do not use this form and send samples if the client is not the Highways Agency, e.g. for a local authoritycontract.
A6Amendment - May 2005

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
NG SAMPLE APPENDIX 50/5: GENERALREQUIREMENTS
[Note to compiler: This should include:1 Measures to contain, people, plant, materials, dust and debris [5001.3].
[Cross-reference should be made in Appendix 1/23].2 Whether solvents may be used to remove oil or grease [5002.2].3 (05/05) Whether fasteners should be prepared and painted to the same standard as adjacent main surfaces
[5002.9].
4 (05/05) Requirements for
(i) abrasive if different from the requirements of sub-Clause 5003.11;
(ii) wet blast cleaning and water pressure value if different from the requirements of sub-Clauses 5003.15and 16.
5 (05/05) Requirements for:
(i) requirements for hot dip galvanized coatings if different from the requirements of sub-Clause 5005.1;
(ii) thermally sprayed metal coating if different from the requirements of sub-Clause 5005.2;
6 (05/05) Requirements for procurement of paints if different from the requirements of sub-Clauses 5007.5 or5007.7SE.
7 (05/05) Requirements for provision of samples if different from the requirements of sub-Clause 5009.1.
8 (05/05) Requirements for procedure trials if different from the requirements of sub-Clause 5011.1.
9 (05/05) Requirements for stripe coats if different from the requirements of sub-Clause 5012.15.
10 (05/05) Whether overcoating times are different from sub-Clause 5012.32.
11 (05/05) Requirements for the protection of CCTV masts, cantilever masts, steel lighting columns and bracketarms if different from the requirements of Clause 5015.]
A7FAmendment - May 2005

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
S1FAmendment - November 2003
NG 5013SE Form HA/P1 (Maintenance)Paint System Sheet (Appendix 50/1)Form HA/P2 Paint Data Sheet(Appendix 50/3)
1 (11/03) Normally, a copy or copies ofAppendix 50/1 Form HA/P1 (Maintenance) PaintSystem Sheet will be provided in the tenderdocumentation, of which parts 1 to 9 will have beencompleted. It should be ensured that in part 1 ofAppendix 50/1 the National Grid reference required forthe Overseeing Organisation’s records has beenincluded.
Grid references are not required for parapets only, orfor CCTV masts, cantilever masts, steel lightingcolumns and bracket arms (other than high masts).
2 As soon as the Contract has been awarded theContractor is required to prepare a copy or copies ofAppendix 50/1 Form HA/P1 (Maintenance) PaintSystem Sheet of which he will have completed parts 10to 14 for each of the required systems. At the sametime, the Contractor is required to provide relevantcopies of Appendix 50/3, Form HA/P2 Paint DataSheet, containing data which is required for checkingpaints before and after application. Full applicationinstructions are also to be provided. The informationprovided in Appendix 50/3SE is the responsibility ofthe Contractor. Approved copies of Appendix 50/1should be forwarded to the Overseeing Organisation,prior to any paint sampling, as required.
Approved copies of Appendix 50/1 Form HA/P1(Maintenance) Paint System Sheet should be forwardedto the testing laboratory, together with the firstAppendix 50/4SE Form SEDD/P3 Paint SampleDispatch List.
NATIONAL ALTERATIONS OF THE OVERSEEINGORGANISATION OF SCOTLAND

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
APPENDIX 50/4SE
(SPECIFICATION FOR HIGHWAY WORKS)FORM SEDD/P3 PAINT SAMPLE DESPATCH LIST: SHEET 1
Contract Title……………………………………………………………………………….......……
Structure Name. .............................................................……....……..............Structure No. ……................…………
Client Name ..................................................................................................….(Highways Agency or other company)
SupervisingFirm…………………………………………………………………………………………………………….............
Supervising Firm’s Representative Name: ............................................................. Tel No. .....................………….....
Address: .....................................................................................................................…………………………….........
Painting Inspection Firm:…………………………………………………………………………................................
Samples Dispatched From: ...................................................... (Note 1) Date Dispatched .............…………………...
Inspector’s Name: .................................................................... Tel No......................………………………….……....
Inspector’s Signature .................……………………………………………………………………………................
SAMPLES: (Numbered A1, A2 etc. or B1, B2 etc.) (Note 2)
Sample Item Manufacturer’s Batch No. Colour Sp.G.No. No. Reference No. BS 4800 reference (Notes 4 & 5)
(Note 3)
Paint Manufacturer:………………………………………………………………………………................................
SA1Amendment - May 2003

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
(11/03) APPENDIX 50/4SE
(SPECIFICATION FOR HIGHWAY WORKS)FORM SEDD/P3 PAINT SAMPLE DESPATCH LIST: SHEET 2
PROCEDURES
To be followed closely before dispatch of paints to Scientifics Ltd or an approved local paint testing firm
1 Check the specific gravity of each batch of paint;
2 Check the matching of finish colours to BS 4800;
3 Select the required sample, i.e.
(i) ‘A’ sample - unopened tin
(ii) (05/05) ‘B’ sample - 500 ml sample from painter’s kettle or from nozzle of airless spray gun in the caseof single-pack coatings or if the check is to be done in situ otherwise for two-pack coatings separatesamples of the base and the activator should be dispatched to the testing laboratory;
4 List Contract details and details of each set of samples, including the specific gravity of each sample inSheet 1 SEDD/P3;
5 (11/03) Send Form HA/P1 Paint System Sheet with Form SEDD/P3 to the following addresses:-
i. Scientifics Ltd iii. The Director500 London Road Road Network Management and Maintenance DivisionDerby DE24 8BQ. Scottish Executive
Victoria Quayii. OR an approved local paint Edinburgh EH6 6QQ
testing firm.
6 Contractor to dispatch samples to address (i) or (ii) above. It should be ensured that the Contractor labelssamples correctly, clips lids of tins down securely and sends the samples promptly. Samples should belabelled with the Contract title, structure name, sample number, and additionally in the case of ‘B’ samples,item number, manufacturer’s reference number, batch number and colour. Results will be notified by theScottish Executive Road Network Management and Maintenance Division, as soon as they becomeavailable.
Note
1 (05/05) State whether from workshop or site (give name and address).
2 Batch samples comprising unopened tins to be marked A1, A2, etc. Control samples in 0.5 litre tins to bemarked B1, B2, etc. Samples No. to run consecutively, i.e. A1 and B1 onwards.
3 Colour reference to BS 4800 to be given, as stated on Form HA/P1 (Maintenance) Paint System Sheet,e.g. 18 B 25.
4 For ‘A’ samples specific gravity (Sp.G.) to be measured by Inspector from separate tins of the same batch.For ‘B’ samples Sp.G. to be measured by Inspector when taking samples. Samples will be rejected unlessSp.G. is filled in above by Inspector.
5 If Sp.G. differs appreciably from data sheet do not dispatch ‘A’ or ‘B’ samples.
6 (11/03) Do not use this form and send samples if the client is not the Scottish Executive, e.g. for a localauthority contract.
SA2FAmendment - May 2005

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
NG 5003NI Surface Preparation - Materialsand Methods
Abrading
1 (05/05) Abrading and blast cleaning are the twobasic methods for removal of unsound coatings.Scraping and wire brushing alone will not achieve anadequate standard of cleanliness and are thereforeconsidered as no more than an aid in removing thickrust scale, encrusted dirt and paint from areas whichshould then be abraded. Other methods such as flamecleaning may be specified by the introduction ofadditional clauses. ‘BS EN ISO 8504-3, BS 7079-D3’describes methods for hand-tool and power-toolcleaning of steel substrates before application of paintsand related products. It applies both to new steelworkand to steel surfaces that have been coated previouslyand that show areas of breakdown requiringmaintenance painting. It also describes the equipment tobe used and the procedure to be followed.
2 Wet abrading by hand is often preferred for surfacepreparation of hot dip galvanized only or hot dipgalvanized and painted parapets.
Wet abrading may also be used for cleaning downfinishes over sound paint where any underlying thermalmetal spray coating is protected by an adequatethickness of paint. However, if the coats are unsound,water should not be used.
3 Power wire brushing, whether or not preceded bychipping or scraping, is unlikely to achieve asatisfactory standard of cleanliness and is thereforeconsidered as no more than an aid prior to abrading.
4 Abrading will be used mainly to repair mechanicaldamage and during restoration of local failure in thepaint system. Water should not be allowed to come intocontact with exposed thermally sprayed metal coatingswhich are porous, nor if possible with bright steel.However, wet abrading can be usefully employed wherehot dip galvanizing is present.
5 Only power tools which rotate at the relatively fastspeeds necessary for power wire brushing or abradingshould be used. Deposits of concrete are difficult toremove if allowed to harden, hence it is important thatappropriate chipping and scraping tools are usedotherwise the paint system is likely to be damaged. Theuse of hard grinding wheels is not permitted forabrading as their edges can easily cut into the surface.
6 Electric drill speeds are relatively slow, the use ofhand-held drills as a power source for wire brushingoften results in a polished appearance due to theformation of a patina of pollutants and corrosionproducts.
7 Sub-Clause 5003.5 caters for the protection ofexposed areas of cleaned steel substrate or thermallysprayed metal coating before they can be adverselyaffected by wetting or debris from adjacent surfacepreparation.
Dry or Wet Cleaning
8 Coats which may have been exposed on site for aconsiderable time, particularly in a marine environment,should be thoroughly cleaned. Scrubbing of flatsurfaces is usually satisfactory, however, light wet blastcleaning may be necessary to remove harmfulcontamination from areas difficult to clean. Theselected cleaning agent should be used asrecommended.
9 Dry cleaning is usually satisfactory for internalsurfaces as these are less likely to have becomecontaminated. Nevertheless these surfaces should bechecked before painting and further cleaning carried outif necessary. If this is unsatisfactory, advice should besought from the Overseeing Organisation.
10 Metallic grit particles embedded in the existingpaint or steel surface should be dislodged duringcleaning down, otherwise they should be dislodged byscraping as described in sub-Clause 5003.10.
Dry blast Cleaning Using Dry Air/abrasive System
11 (05/05) The abrasive offered by the Contractor forblast cleaning should be checked for impurities as thesemay contaminate the surfaces to be cleaned (methodsfor checking for impurities are given inBS EN ISO 8502). If the type, grade and particle shapeoffered are appreciably different from those of theabrasive used during the procedure trials then theresults that were achieved at that time are unlikely to berepeated during the Work.
12 If particles of abrasive are allowed to fall onto afreshly painted surface they are likely to becomeembedded in the wet paint. Embedded abrasive in freshpaint should be removed, and if necessary, the affectedcoat restored. If dried films only have been affected,
NATIONAL ALTERATIONS OF THE OVERSEEINGORGANISATION OF NORTHERN IRELAND
N1Amendment - May 2005

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
wet cleaning may prove effective in removing suchsurface dust, however, careful checks should be made.
13 Copper slag can be used to blast clean steelsurfaces which are to be painted only, also to removeunsound paint; however, if surfaces have becomeheavily contaminated, dry blast cleaning may not beadequate and wet blast cleaning may be necessary.Modern and efficient blast cleaning equipment whichwill recirculate metallic abrasive is available. Therequirements for fasteners are covered insub-Clause 5002.9.
It should be noted that, under the Control of SubstancesHazardous to Health Regulations (Northern Ireland)1999, sand (or other substance) containing free silicamay not be used as an abrasive for blast cleaning.
Wet Blast Cleaning Using Low Pressure Air/water/Abrasive System
14 The main advantages of wet blast cleaning are thatit keeps dust down and that it is the best method ofremoving heavy contamination. It should not be used toclean up thermally sprayed metal coatings because theyare porous. Wet blast cleaning will not produce a profileon the surface and should not be used as the onlymethod for surface preparation of steel. It should onlybe used on bolted connections if dry blast cleaning isimpractical, otherwise water will penetrate into thejoint. It is, however, satisfactory for welded jointswhich are to be painted, also for cleaning up orremoving paint over a steel substrate.
15 Unless blast cleaned and adjacent surfaces arecleared of abrasive and debris within a short period,re-contamination is likely. Wet blast cleaning will notproduce a surface profile and should not be used as theonly method of surface preparation of steel.
Wet Blast Cleaning Using High Pressure Water/Abrasive System or Ultra High Pressure Water/Abrasive System
16 The efficiency of the equipment selected by theContractor should be checked during the proceduretrials. Wet blast cleaning will not produce a surfaceprofile and should not be used as the only method ofsurface preparation of steel.
17 No flash rusting should occur after ultra highpressure water/abrasive system cleaning.
Combined Wet/Dry Blast Cleaning on Site
18 When wet blast cleaning is used to prepare steelsurfaces, flash rusting may occur if painting is delayed.The required standard of cleanliness should be restoredby light dry blast cleaning and paint should be appliedwhile the surfaces are still clean.
19 As already mentioned, one of the main advantagesof wet blast cleaning is its effectiveness in removingcontamination; however, if this is not achieved usingwet blast cleaning any subsequent light dry blastcleaning, although it may restore a clean appearance, isunlikely to remove contamination remaining on thesurface or in the blast cleaned profile. For very heavycontamination ultra high pressure water/abrasive systemcleaning should be considered, as in this method heat isgenerated by the impact energy of the water on thesteel, which will assist in contamination removal.
Other Requirements
20 (05/05) If water from cleaning down, and debrisfrom abrading, spreads onto blast cleaned and freshlypainted surfaces, the paint is likely to be damaged orcontaminated. On the other hand, when dry blastcleaning is carried out last, the dry dust and debris canbe removed without difficulty from the surfaces ofcleaned down existing coatings. This also applies to wetblast cleaning debris which, in any case, has to bewashed off within 1 hour. Areas of metal spray coatingwhich have been prepared to bright metal should beprotected before they become wetted for any reason,e.g. rain, condensation as well as by washing downwater. This problem does not arise with hot dipgalvanising which is not porous. Local areas of steelsubstrate or metal coatings which have been preparedand then painted to protect them from adjacent washingdown, as required by sub-Clauses 5003.5 to 7, 5003.20to 22 and sub-Clause 5003.25 should also be rinsedusing clean water at the same time as the adjacent areasare finally rinsed down.
21 The removal of deposits from the workpiece andadjacent surfaces after wet blast cleaning is importantotherwise serious recontamination of the surface mayoccur. A scatter of abrasive particles and minor spot orflash rusting can be removed by the subsequent dryblast cleaning.
22 Sub-Clauses 5003.20 to 22 are important sub-Clauses as they inform the Contractor of the sequenceof operations necessary to keep contamination ofadjacent surfaces to a minimum when different methodsof surface preparation are used.
Grinding After Surface Preparation
23 Grinding has to be carried out carefully withoutdamaging the surface and only skilled operators shouldbe allowed to carry out this work. The extent of surfacedefects cannot be ascertained beforehand, and thereforethis work is covered by a provisional sum. It should beensured that checks for defects are undertaken assurface preparation proceeds and that these areremedied by the Contractor.
N2Amendment - May 2005

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
NG 5009NI Testing of Paints
Provision of Samples
1 Quality assurance of paint as delivered, that isverification of the composition data and applicationcharacteristics given in paint manufacturers’ registeredformulations can only be carried out on paint samplestaken from previously unopened tins; these are knownas ‘A’ Samples.
Before the Contractor dispatches the ‘A’ Samples to theaddress given in Appendix 50/4NI for testing inaccordance with Clause 5009, the checks referred to insub-Clause NG 5009.5NI below should be carried outbut on paint taken from other tins of the same batch.
‘B’ samples on the other hand, should be taken frompaint in use to ensure that it is as supplied. Seesub-Clause 5009.9 and sub-Clause NG 5009.9NI.
‘A’ Samples
2 Although ‘A’ samples are not required in the caseof certain bridge and other highway structuresdescribed in sub-Clause 5009.4, ‘B’ samples should stillbe taken as these make an effective contribution toquality control.
3 (05/05) Special deliveries of single tins of paintarranged by the Contractor, to the site or to the testingauthority, are not acceptable as ‘A’ samples. Samplesshould be selected from fully representative batches. Asa minimum, the condition of the paint in the tins shouldbe examined and, after mixing, the specific gravityshould be checked; matching of finish colours toBS 4800 should also be checked. Paint found to befaulty, especially in the case of appreciably incorrectspecific gravity should be rejected on site. TheSupervisor is required to check the specific gravity ofpaints before despatching 5 litre ‘A’ samples and 500 ml‘B’ samples to the testing authority for testing. Whenthe specific gravity of paint samples is appreciablyincorrect, then the paints should be rejected in theWorks or at site, testing of samples by the testingauthority being unnecessary. Painting inspectors will, inmost cases, have the experience to know when to rejecta paint which has an appreciably high or low specificgravity. For example, the Inspector will know that a ± 3% difference on the specific gravity of, say, an MIOphenolic paint is not as critical as a ± 3% difference on,say, a Silicone Alkyd Finish.
The following specific gravity tolerances are a usefulguide for the Supervisor in deciding whether or notsamples should be despatched to the testing authorityfor testing:
Paints with a specific gravity up to 1.4: + or - 3%
Paints with a specific gravity greater than 1.4: + or- 4%
The method of test to be used for determination ofspecific gravity is in accordance with‘BS EN ISO 2811-1, BS 3900-A19’. It should beensured that the cause of any unsatisfactory applicationduring the procedure trial is remedied before the start ofthe main painting.
4 (05/05) After submission of the first ‘A’ samples ofeach type of paint, further ‘A’ samples should besubmitted for testing as painting proceeds depending onthe quantity of paint to be used in the Works.
The Contractor may deliver paint to the site incontainers up to 25 litres providing that the tops are ofthe completely removable clip-on type and that thecontents are thoroughly stirred using a mechanicalmixer when taking samples and prior to use. ‘A’samples should be correctly labelled before dispatchingfor testing.
5 Details of each set of samples should be listed inAppendix 50/4, Form HA/P3 Paint Sample DispatchList. A copy of each form should be forwardedimmediately to the appropriate addresses given inAppendix 50/4NI.
Single copies of completed Appendix 50/1, FormHA/P1 (Maintenance) Paint System Sheet should besent to DETI IRTU and to DRD (Northern Ireland)Roads Service addresses as given in Appendix 50/4NI,at the same time that Appendix 50/4NI is forwarded forthe first ‘A’ samples or first ‘B’ samples (if ‘A’ samplesare not required).
DRD (Northern Ireland) Roads Service will notify theresults of tests.
6 (05/05) It should be noted that at the height of thepainting season, testing and assessment of the first ‘A’samples may take 3 to 4 weeks. Unless therefore specialarrangements can be made with DRD (NorthernIreland) Roads Service, through the Divisional Office,for priority in testing samples, the Contractor cannot beexpected to start painting under 4 weeks from the timeof awarding the Contract.
Once the Contract has been awarded, the Contractorshould order paint early enough to enable the first ‘A’samples to arrive at the specified testing house at least 4weeks before painting is due to start, or sooner ifpossible, so that the results of the analysis can beassessed in time. Also, throughout the Work, theremaining paint should be ordered sufficiently inadvance to allow time for testing subsequent ‘A’samples.
About 2 weeks is required for testing ‘B’ samples.
N3Amendment - May 2005

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
7 (05/05) Painting may be permitted to be startedbefore the results of testing ‘A’ samples have beenreceived only if postponing the painting would mean anunacceptable delay in the Work; however, suchpermission should not relieve the Contractor of hisobligations under the Contract. When a first ‘A’ sampleis rejected, an ‘A’ sample of the replacement batch ofpaint should be submitted for testing as soon aspossible. If painting is allowed to proceed with areplacement batch or a subsequent batch still under test,such permission should not relieve the Contractor of hisobligations under the Contract.
‘B’ Samples
8 (05/05) Control or ‘B’ samples are to be taken, in thecase of single component paint, from a painter’s kettleor from the airless spray gun nozzle, in order to ensurethat paint actually being applied will be tested. Samplesshould be taken as spot checks, with a minimum of, say,one batch in three being sampled. ‘B’ samples of mixedtwo-pack materials can only be tested in situ and beforeany reaction has taken place. In addition, for two-packmaterials, separate samples are to be taken of thecomponents.
Provision of 500 ml Tins, Packing and Transport of‘A’ and ‘B’ Samples
9 (05/05) It should be ensured that there are anadequate number of tins, lids and lid clips at the start ofthe Work, to enable samples to be taken.
10 Unless tin lids are clipped down securely, and thetins properly packed, the contents may be spilled. Evenif only one tin leaks, the spilled contents may obliteratemarkings on other tins, testing thus being delayed untilnew samples are checked and delivered.
11 The selected ‘A’ or ‘B’ samples should be labelledcorrectly as described in Appendix 50/4NI anddispatched promptly throughout the Contract. Not onlyshould the Contractor dispatch samples promptly, buthis transport arrangements should be such that thesamples reach the testing laboratory without delay,particularly in the case of the first ‘A’ or ‘B’ samples.
N4FAmendment - May 2003

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
APPENDIX 50/4NI
(SPECIFICATION FOR HIGHWAY WORKS)FORM HA/P3 PAINT SAMPLE DESPATCH LIST: SHEET 1
Contract Title……………………………………………………………………………….......……
Structure Name or No. .............................................................……....…….............……................………….............
Client Name ..................................................................................................….(DRD NI)
SupervisingFirm…………………………………………………………………………………………………………….............
Supervising Firm’s Representative Name: ............................................................. Tel No. .....................………….....
Address: .....................................................................................................................…………………………….........
Painting Inspection Firm:…………………………………………………………………………................................
Paint Manufacturer .........................................................................................................................................................
Inspector’s Name: ................................................................. Inspector’s Signature .................……………………....
Samples Dispatched From: ...................................................... (Note 1) Date Dispatched .............…………………...
SAMPLES: (Numbered A1, A2 etc. or B1, B2 etc.) (Note 2)
Sample Item Manufacturer’s Batch No. Sp.G.No. No. Reference No. (Notes 3 & 4)
NA1Amendment - May 2003

Volume 2Notes for Guidance on the Specification for Highway Works
Series NG 5000Maintenance Painting of Steelwork
NA2FAmendment - May 2005
APPENDIX 50/4NI
(SPECIFICATION FOR HIGHWAY WORKS)FORM HA/P3 PAINT SAMPLE DESPATCH LIST: SHEET 2
INSPECTOR to complete Form HA/P3 and within 24 hours of dispatch of samples by the Contractor forward asingle copy to Department for Regional Development. Additionally, if compositional analysis is required a singlecopy of Form HA/P3 should be forwarded to Scientifics Ltd. and if compositional analysis is not required a singlecopy of Form HA/P3 should be forwarded to either Department for Enterprise, Trade and Investment or the chosenapproved local paint testing firm, as appropriate. (Addresses as given below).
INSPECTOR to forward Form(s) HA/P1 Paint System Sheet(s) with the first Form HA/P3 to the addressesindicated above.
INSPECTOR to select ‘A’ samples and to ensure that manufacturer’s labels on tins comply with the Specification.
INSPECTOR to take and mark each ‘B’ sample tin with Item No., manufacturer’s name and brand reference No.,batch No. and sample No. (Note 2)
CONTRACTOR to CLIP DOWN LIDS of all tins and to pack, address and dispatch samples.
In addition to address, CONTRACTOR to label each case (or tin sent loose):‘DRD NI (State structure name) and DATE (date of dispatch as noted above)’.
Notes
1. (05/05) State whether from workshop or site (give name and address).
2. Batch samples comprising unopened tins to be marked A1, A2, etc. Control samples in 0.5 litre tins to bemarked B1, B2, etc. Samples No. to run consecutively, i.e. A1 and B1 onwards.
3. For ‘A’ samples specific gravity (Sp.G.) to be measured by Inspector from separate tins of the same batch.For ‘B’ samples Sp.G. to be measured by Inspector when taking samples. Samples will be rejected unlessSp.G. is filled in above by Inspector.
4. If Sp.G. differs appreciably from data sheet do not dispatch ‘A’ or ‘B’ samples.
5. Addresses referred to above:
i. Department for Enterprise, Trade and Investment,Industrial Research and Technology Unit17 Antrim RoadLISBURNCo AntrimBT28 3AL
ii. Department for Regional DevelopmentRoads Service HeadquartersClarence Court10-18 Adelaide StreetBELFASTBT2 8GB
iii. Scientifics Ltd500 London RoadDerby DE24 8BQ.





























