Embed Size (px)
Citation preview

MATERIALS
TO FORM FINAL PRODUCTCLASSIFICATION:
1. FERROUS MATERIALS2. NON FERROUS MATERIALS

Crystal Structures
• In a solid metal, the atoms tend to align themselves into orderly lines, rows, and layers to form three dimensional crystalline structures.
• "Unit cell". • Body-centered cubic (BCC), • Face-centered cubic (FCC), • Body centered tetragonal (BCT), and • Hexagonal close-packed, (HCP).

Basic Metal Structures
I. Simple Cubic II. Body Centered Cubic
(BCC)
III. Face Centered Cubic
(FCC)
Al, Cu, NiFe, Cr

STEEL MATERIALS
IRON & CARBONMOST COMMONLY USED INCREASE HARDNESS , WEAR RESISTANCE ETC.LOW , MEDIUM, HIGH CARBON ALLOYING ELEMENTSELEMENTS WHICH IS ADDED TO ENHACE THE
PROPERTIES OF THE MATERIAL

MOST COMMON ALLOYING ELEMENTS1. CARBON 2. MANGANESE3. CHROMIUM4. SILICON5. NICKEL6. MOLYBDENUM7. VANADIUM8. TUNGSTEN9. COPPER

Manufacturing Codes
• I S -Indian Standard• IBR – Indian Boiler regulations• BS – British Standard• DIN – German Standard• JIS - Japan Standard• GHOST – Russian Standard• ASME – American Society for Mechanical Engineers• ASTM – American Society for Testing Materials• AWS – American Welding Society

P.NoMaterial Specification – ProductPlate Pipe Tube
P1 SA 106 Gr.B
P3 0.5%Mo SA335 P1 SA209 T1
P4 SA387 Gr 11/12 SA 335 P12 SA213 T11
P5A SA387 Gr22 SA335 P22 SA213 T22
P5B SA 387 Gr5.Cl.1 SA335 P5 SA213 T5
P5B SA387 Gr.91.Cl2 SA335 P91 SA213 T91
Chemical Composition
Carbon steel (C,Mn,Si,S,P)
SA 515 Gr.60/70 SA 516 Gr.60/70
SA178 Gr.D SA210 Gr.A1 SA210 Gr.C
SA204 Gr.A SA204 Gr.B
1.25%cr, 0.5%MO2.25%Cr,
1%Mo5%Cr,
0.5%Mo9%Cr,
1%Mo,V

P.NoMaterial Specification – ProductPlate Pipe Tube
P8 18%Cr,8%Ni
P8
25%Cr,20%Ni
18%Cr,8%Ni
Chemical Composition
SA240Type304 SA240Type304L SA240Type304H
SA312TP304 SA312Tp304L SA312Tp304H
SA213TP304 SA213Tp304L SA213Tp304H
SA240Type310s SA240Type310H
SA312Tp310S SA312Tp304H
SA213Tp310S SA213Tp310H
16%Cr,12%Ni,2Mo
SA240Type316 SA240Type316L SA240Type316H
SA312Tp316 SA312Tp316L SA312Tp316H
SA213TP304 SA213Tp304L SA213Tp304H
SA240Type321 SA240Type321H
SA312Tp321 SA312Tp321H
SA312Tp321 SA312Tp321H
P6/P7
18%Cr,10%Ni, Cb 13 % Cr
SA240Type347 SA240Type347H
SA240Type321
SA240Type321H
SA312Tp321 SA312Tp321H
-
SA213Tp321 SA213Tp321H
-

SELECTION OF STEEL GRADES– Strength/ weight ratio.– Cost per mass or per area.– Melting point.– Corrosion and oxidation resistance.– Stress Corrosion.– Corrosion Fatigue.– Compatibility.– Electrical and magnetic properties.– Fabrication properties..– Complexity, section and thickness, weldability.

Miller Electric Mfg. Co.
10

WELDING CLASSIFICATION
1. FUSION WELDINGThe surfaces of two components to be joined are cleaned, placed close together and heated while being protected from oxidation.
2. SOLID PHASE PROCESSFriction welding is the main process in this class and is widely used to join asymmetric components in two different types of steels.
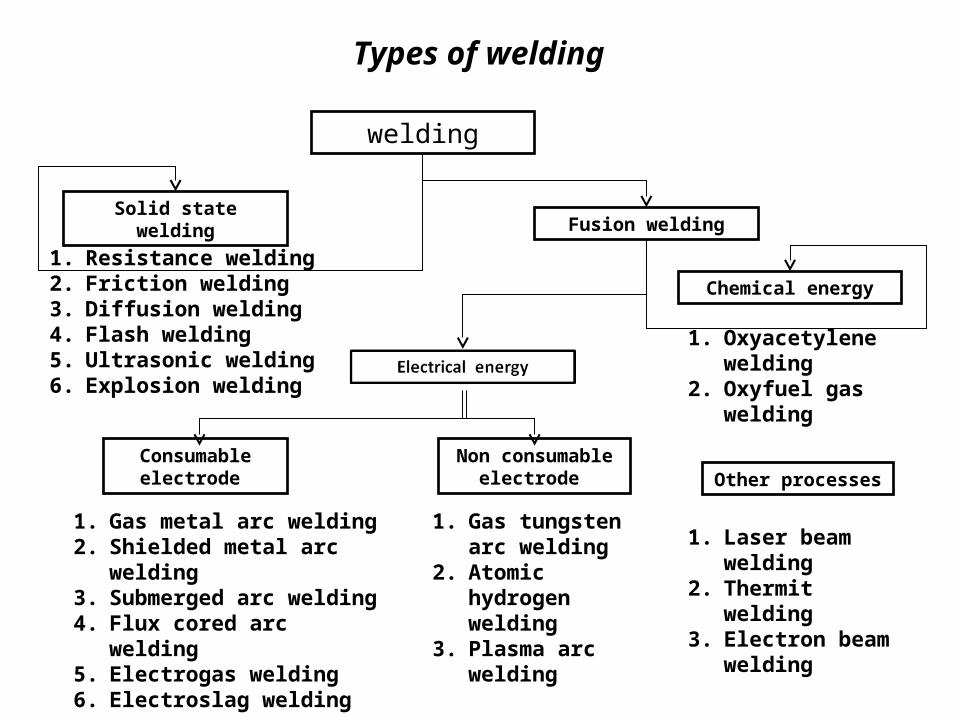
welding
Solid state weldingFusion welding
Chemical energy
Other processes Non consumable
electrode Consumable
electrode
1. Resistance welding 2. Friction welding 3. Diffusion welding4. Flash welding5. Ultrasonic welding6. Explosion welding
1. Gas tungsten arc welding
2. Atomic hydrogen welding
3. Plasma arc welding
1. Oxyacetylene welding 2. Oxyfuel gas welding
1. Laser beam welding
2. Thermit welding3. Electron beam
welding
1. Gas metal arc welding 2. Shielded metal arc welding3. Submerged arc welding4. Flux cored arc welding 5. Electrogas welding6. Electroslag welding
Types of welding

SHIELD METAL ARC WELDING

GAS METAL ARC WELDING

GAS TUNSTEN ARC WELDING
Types of Welded Joints
• Butt joint• Corner joint• Edge joint• Lap joint• T joint


TYPES OF WELDS
1. GROOVE WELD2. FILLET WELD3. FLANGE WELD4. EDGE WELD5. SPOT WELD6. SEAM WELD7. PLUG WELD
8. SLOT WELD9. SURFACING WELD10. BACK WELD11. BACKING WELD

PARTS OF A GROOVE WELD

PARTS OF A FILLET WELD

ELEMENTS OF WELDING SYMBOLS
1. REFERENCE LINE2. ARROW 3. BASIC WELD SYMBOLS4. DIMENSIONS AND OTHER DATA5. SUPPLEMENTARY SYMBOLS6. FINISH SYMBOLS7. TAIL8. SPECIFIC PROCESS
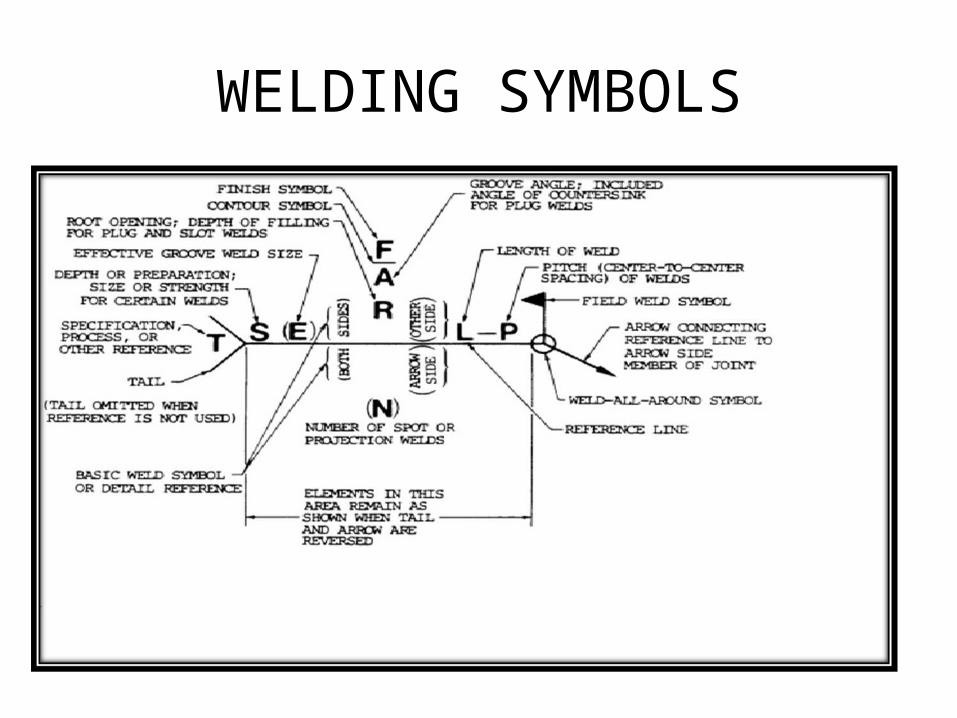
WELDING SYMBOLS

WELD SYMBOLS

WELD DISCONTIUITIES
1. POROSITY2. CRACKS3. INCOMPLETE PENETRATION4. LACK OF FUSION5. UNDERCUTS6. INCLUSIONS7. SPATTER

TESTING
DESTRUCTIVE TESTING
NON DESTRUCTIVE TESTING
NON DESTRUCTIVE TESTING
REASONS FOR USING NDT1.ENSURES PRODUCT RELIABILITY2.CUSTOMER SATISFACTION3.CONTROLLING MANUFACTURING PROCESS & COST4.MAINTAIN UNIFORM QUALITY LEVEL5.AIDS IN PRODUCT DESIGN6.SAFETY & PREVENTS ACCIDENTS

NDT APPLICATION
POWER GENERATIONPIPELINEAUTOMOBILESAEROSPACEDEFENCEREFINERYSHIPPING ETC.

NDT METHODS
1. VISUAL TESTING2. LIQUID PENETRANT 3. MAGNETIC PARTICLE4. RADIOGRAPHY TESTING5. ULTRASONIC TESTING6. EDDY CURRENT TECHNIQUES7. ACOUSTIC EMISSION TECHNIQUES

VISUAL INSPECTION
APPEARANCE OF THE FINISHED PRODUCT
DETECT SURFACE DISCONTINUITIES
PROCEDURES TO BE FOLLOWED

PENETRANT TESTING
PRINCIPLECAPILLARITY & REVERSE CAPILLARITY





























