Embed Size (px)
Citation preview

Available online at ScienceDirect
ScienceDirectJ. Mater. Sci. Technol., 2013, 29(12), 1184e1190
Material Characterization of Ni Base Alloy for Very High Temperature
Reactor
Dong-Jin Kim*, Gyeong-Geun Lee, Dae Jong Kim, Su Jin JeongNuclear Materials Division, Korea Atomic Energy Research Institute, 1045 Daedeok-daero, Yuseong-gu,Daejeon 305-353, Republic of Korea
[Manuscript received October 8, 2012, in revised form November 28, 2012, Available online 4 October 2013]
* Corresp86886961005-03JournalLimited.http://dx
The generation of highly efficient electricity and the production of massive hydrogen are possible using a veryhigh temperature reactor (VHTR) among generation IV nuclear power plants. The structural material for anintermediate heat exchanger (IHX) among numerous components should be endurable at high temperature ofup to 950 �C during long-term operation. Impurities inevitably introduced in helium as a coolant facilitate thematerial degradation by corrosion at high temperature. In the present work, the surface reactions availableunder controlled impure helium at 950 �C were investigated based on the thermodynamics and the corrosiontests were performed in a temperature range of 850e950 �C during 10e250 h for commercial Alloy 617 as acandidate material for an IHX. Moreover, the mechanical property and microstructure for nickel-based alloysfabricated in laboratory were evaluated as a function of the processing parameters such as hot rolling andheat treatment conditions. From the reaction rate constant obtained from an impure helium control system fora material evaluation, it was predicted that the outer oxide layer thickness, internal oxide depth, and carbide-depleted zone depth reach about 116, 600 and 1000 mm, respectively when Alloy 617 is exposed to animpure helium environment at 950 �C for 20 years. For NieCreCoeMo alloy, subsequent annealing and acombination of cold working and subsequent annealing following solution annealing caused increases in thegrain boundary carbide coverage and size. The angular distribution of the grain boundary as well as thecarbide distribution was also changed leading to a consequent improvement of the mechanical property at950 �C in air.
KEY WORDS: Nickel base alloy; Intermediate heat exchanger; High temperature reactor; Corrosion; Mechanical property
1. Introduction
Using a very high temperature reactor (VHTR), it is concep-tually and practically possible to generate highly efficient elec-tricity and produce massive amount of hydrogen amonggeneration IV nuclear power plants. The structural material foran intermediate heat exchanger (IHX) among numerous othercomponents is exposed to a high temperature of up to 950 �C. Inthis harsh environment, nickel-based alloys such as Alloy 617and Alloy 230 are considered as promising candidate materialsfor an IHX material owing to their excellent creep resistances athigh temperature. However, a high temperature degradationcannot be avoided even for nickel-based alloy.
onding author. Ph.D.; Tel.: þ82 42 8688387; Fax: þ82 42; E-mail address: [email protected] (D.-J. Kim).02/$e see front matter Copyright� 2013, The editorial office ofof Materials Science & Technology. Published by ElsevierAll rights reserved..doi.org/10.1016/j.jmst.2013.09.022
Helium which inevitably includes impurities is used as acoolant in a VHTR. Reactions of water and hydrogen withgraphite in a reactor core form mainly carbon mono-oxide andmethane[1]. Compositional changes of these impurities changethe surface reactions available on the material exposed to animpure helium environment. A very high temperature of above900 �C accelerates the surface reaction rate. Therefore a materialdegradation is aggravated by corrosion under a helium envi-ronment as a VHTR coolant, which is one of the main obstaclesto overcome for the application and successful long-term oper-ation of a VHTR.A stable oxidation prevents material degradation, an internal
oxidation lessens mechanical resistance, carburization embrittlesthe material and decarburization makes the material weak.Moreover even though surface oxide is protective, a spallation ofthe oxide can threaten the long-term integrity of the coolantsystem during the long-term operation of a nuclear power plant.A review of the thermodynamics indicates which reactions are
available on the surface of the materials among oxidation,carburization and decarburization but it does not give us a kinetic

D.-J. Kim et al.: J. Mater. Sci. Technol., 2013, 29(12), 1184e1190 1185
preference. This kinetic preference can induce localized corro-sion, kinetic irreversibility and long-term material instabilityleading to a material degradation. Therefore, finding the range ofimpurity concentration at which the material is stable based onthe thermodynamics and kinetics determined through a long-term experiment will yield crucial information for a coolantchemistry guideline.In addition to a long-term experiment under a VHTR coolant
environment, the development of new alloys superior to com-mercial nickel-based alloy can also give way to the successfulestablishment of a VHTR. Commercial nickel-based wroughtalloy is strengthened by a solid solution and precipitation hard-ening mechanism in a wide temperature range of 500e900 �C.The g0 significantly contributes to the strengthening by formingan anti-phase boundary and preventing a dislocation motion at anintermediate temperature range of 700e800 �C but is no longerstable above this temperature range[2]. However, the material foran IHX needs to fulfill the mechanical property requirements in anarrow, very high temperature range of 850e950 �C rather thanin a wide temperature range.Therefore it is valuable to make an effort to find an optimum
combination of alloying elements and processing parametersshowing the best performance in a narrow temperature range forVHTR. In this work, the surface reactions of Alloy 617 as acandidate for an IHX exposed to a controlled impure heliumenvironment at 950 �C were investigated based on the thermo-dynamics. A corrosion test was carried out under a controlledimpure helium environment in a temperature range of 850e950 �C for 10e250 h. Moreover the mechanical property andmicrostructure for nickel-based alloys fabricated in laboratorywere evaluated as a function of the processing parameters suchas hot rolling and heat treatment conditions.
2. Experimental
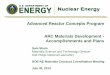
The material used was a commercial grade Alloy 617 platefrom Special Metals (Huntington, West Virginia, US). Thechemical composition of the plate is shown in Table 1. The platewas cut into small coupons of 10 mm � 10 mm � 1 mm in sizeusing a wire-cutting technique. No thermal treatment was carriedout before machining. The surface of the specimen was polishedmechanically using 1500 grit paper.A schematic diagram of the experimental system is shown in
Fig. 1. The input gas was controlled using a mass flow controller(MFC), which was monitored using gas chromatography (GC,HP 7890A, Agilent Technologies, USA) and the moisture wasmonitored using a dew point meter (Shaw Moisture Meters,England). The outlet gas through the furnace where the specimen(Alloy 617) prepared for the surface reaction test was positionedwas monitored continually by GC.The furnace consists of a pre-heater and a reaction furnace.
The pre-heater contains a graphite rod to reduce the partialpressure of oxygen in impure helium gas. The reaction furnacewas a tube-type furnace with a vacuum system. Each specimenwas located in a small quartz tube of 1.2 cm in diameter and10 cm in length. 3e5 tubes were positioned parallel together into
Table 1 Chemical composit
C Mn Fe S Si Cu Ni
0.08 0.11 1.49 0.001 0.06 0.08 53.16 2
a reaction furnace to avoid any side reaction between specimensduring the experiment through the flowing helium gas.The concentration of impure helium gas was controlled by
changing the mixing ratio of impurity/helium mixture gases(H2eHe, COeHe, CH4eHe) using MFC. The amount of impuregases H2, CO, CO2, CH4, and N2 were measured by GC. Thetypical time interval between measuring the gas during acorrosion test was 7e15 min. Prior to the test, GC was calibratedusing a reference gas including hydrogen, methane and carbonmono-oxide.The test temperatures were 850, 900, and 950 �C, and the
temperature of the pre-heater was fixed at 900 �C. The durationof the holding period at the test temperature was up to 250 h. Theimpure helium composition was fixed as 200 � 10�6 H2,50 � 10�6 CO, 20 � 10�6 CH4, and H2O < 2 � 10�6, and theflow rate of the gas was 50 cm3/min. This is a widely acceptedcondition for a high-temperature corrosion test in a heliumenvironment[3e5]. The specimens were heated at a rate of 10 �C/min, and cooled in the furnace after the corrosion test.To identify the effect of the impurities on the oxidation, a
corrosion test was carried out in air and a pure helium envi-ronment. The purity of the as-received helium was 99.999%, andthe H2O content was measured to be a few ppm (�10�6) using adew point meter. CO gas was not detected by GC. As pure he-lium gas passed through the pre-heater, which was maintained at900 �C, there was w2 � 10�6 CO in the pure helium. The masschange of the specimen was measured using a precision balancewith accuracy of 1 � 10�5 g.NieCreCoeMo alloy was melted by vacuum induction
melting (VIM), followed by hot rolling in a temperature rangefrom 1050 to 1200 �C. The hot rolling pass and thicknessreduction ratio are 3e7 and 50%, respectively. A subsequentheat treatment was conducted after hot rolling in a range from1020 to 1175 �C, followed by water quenching. A tensile testwas carried out in air at room temperature and 950 �C with atension speed of 1 mm/min.Scanning electron microscopy (SEM, JEOL JSM-6300,
Japan) with energy-dispersive X-ray spectroscopy (EDS) wasused to observe the microstructures and analyze the compositionof the specimens. An electron backscatter diffraction (EBSD,Oxford, INCA crystal) analysis was performed on a JEOL JSM-7000F.
3. Results and Discussion
Table 2 shows the surface reactions available on Alloy 617exposed to a high temperature impure helium environmentincluding several hundreds of ppm (�10�6) H2, several tens ppm(�10�6) CO, CH4 and several ppm (�10�6) H2O. One gasspecies reaction with the other gas species is not consideredbecause of a very dilute flowing condition in which gas particlesrarely meet. H2O tends to oxidize and decarburize the metalwhile CH4 tends to reduce and carburize the metal strongly. COfacilitates the oxidation and carburization. The direction of areaction by CO depends on the CO gas composition and activ-ities of carbon and metallic element in the solid. The direction of
ion of Alloy 617 (wt%)
Cr Al Ti Co Mo P B
2.16 1.12 0.35 11.58 9.80 0.003 0.002

Fig. 1 Schematic drawing of system design.
1186 D.-J. Kim et al.: J. Mater. Sci. Technol., 2013, 29(12), 1184e1190
this reaction, called a microclimate reaction[6], is deeply relatedwith the stability of metal under impure He.As the CO content is lower than the critical concentration,
oxide and carbon in the alloy cannot coexist. A backward re-action occurs to form CO until either the oxide or carbon dis-appears. At this time, oxide is reduced and carbon is dissolvedinto the material to be embrittled if the CH4 content is relativelyhigher than the H2O content. However the metal is oxidized anddecarburized to be less creep resistant if the H2O content isrelatively higher than the CH4 content. Oxide is reduced again toform CO which makes the surface layer be porous. Hence, theCH4/H2O ratio is also important to prevent material degradation.The mechanical property of metallic alloys is affected by minoralloying elements such as Al, Ti, Si, W, Mo and Mn as well as Crand C, and thus reactions of these minor elements should beinvestigated. A more detailed explanation was reportedpreviously[7,8].The experimental results show that the outer oxide layer
thickness, internal oxide depth, and carbide-depleted zone depthmay increase to be about 116, 600 and 1000 mm, respectively, ifAlloy 617 is exposed to an impure helium environment at 950 �Cfor 20 years, based on a reaction rate constant determined fromthe short time experiment (Table 3). The removal of carbides atthe grain boundaries may cause a critical decrease in the struc-tural integrity including the creep properties because the grainboundary carbides act as obstacles for an intergranular fracture.Internal oxide can lessen the material ductility. Therefore it ispredicted that long-term operation at 950 �C can cause signifi-cant material degradation.Compared to the results obtained in air and pure helium, as
shown in Table 4, the reaction rate constants decreased in theorder of reaction rate constant in controlled impure helium, that
Table 2 Surface reactions
3CH4 þ Cr2O3 ¼ 3CO þ 2Cr þ6CH4 þ 23Cr ¼ Cr23C6 þ 12H2 / c3CH4 þ 7Cr ¼ Cr7C3 þ 6H2 / car
3H2O þ 2Cr ¼ Cr2O3 þ6H2O þ Cr23C6 ¼ 23Cr þ 6CO þ 6H2 / de
3H2O þ Cr7C3 ¼ 7Cr þ 3CO6CO þ 27Cr ¼ 2Cr2O3 þ Cr23C6
3CO þ 9Cr ¼ Cr2O3 þ Cr7C3 /3C þ 7Cr ¼ Cr7C3 /6C þ 23Cr ¼ Cr23C6 /
in air and that in pure helium. In view of the coolant guideline,the impurity concentration in impure helium should be controlledto be comparable with the surface reaction rate of air or purehelium. It should be noted that the reaction rate constant isdetermined assuming that a surface reaction occurs uniformly onthe surface. However a microclimate reaction can occur in airand pure helium environments at 950 �C as shown in Table 5.Basically, a microclimate reaction occurs locally leading toabrupt loss in the structural integrity. Therefore it is not guar-anteed that a lower reaction rate constant of corrosion which wasdetermined from the apparent observation predicts a longer lifeof Alloy 617 under air and pure helium. This is why a long-termexperiment is needed.In addition to an effort to find the optimum impurity con-
centration in helium through a long-term experiment under aVHTR coolant environment, the fabrication and assessment of anew nickel-based alloy was carried out.Table 6 shows hot rolling and subsequent heat treatment
conditions after NieCreCoeMo alloy melting. After hot rolling(HR) and solution annealing (SA), a tensile test was performedfor the specimen geometry as shown in Fig. 2. The results arepresented in Fig. 3. There was no significant difference in themechanical property among specimens except for that of the hotrolled specimen without subsequent solution annealing. The hotrolled specimen showed a smaller grain size than specimens withsubsequent solution annealing leading to a higher tensilestrength. There were no hot cracks or macro defects during thehot rolling. From these results, the hot rolling conditions of thiswork did not affect the mechanical property significantly andwere reproducibly controllable.Fig. 4 shows (a) tensile test results and (b) the fracture surface
for specimen 4 in Table 6 at 950 �C in air. Tensile stress
available on Alloy 617
6H2 / oxide reductionarburization (CH4 ¼ C(s) þ 2H2)burization (CH4 ¼ C(s) þ 2H2)3H2/ oxidation
carburization (H2O þ C(s) ¼ CO þ H2)þ 3H2 / decarburization/ oxidation & carburizationoxidation & carburization
carbide formationcarbide formation

Table 3 Surface reaction rate constants from the microstructureobservation of Alloy 617 corroded in a controlled heliumenvironment
Condition Outer oxidethickness(mm2 s�1)
Internal oxidedepth (mm2 s�1)
Decarburized zonedepth (mm2 s�1)
850 �C 1.92 � 10�6 4.58 � 10�5 8.43 � 10�5
900 �C 3.72 � 10�6 1.21 � 10�4 2.30 � 10�4
950 �C 1.07 � 10�5 2.87 � 10�4 8.60 � 10�4
Table 4 Reaction rate constant as a function of ambient for Alloy 617 at950 �C
Ambient Reaction rate constant, kp (mg2 cm�4 s�1)
Controlled He 110 � 10�8
Air 83 � 10�8
Pure He 1.9 � 10�8
D.-J. Kim et al.: J. Mater. Sci. Technol., 2013, 29(12), 1184e1190 1187
decreased with strain, analogous to the duration time, whichresembled the creep behavior (stress vs. time). At a very hightemperature, dislocation recovery is dominant, compared tostrain hardening causing a stress decrease with elongation. Itseems that the elongation to rupture was too short to achieve acommercial application. From the fracture surface, it is obviousthat the specimen was fractured in an intergranular mode. A lessductile and intergranular failure may be caused by a weak grainboundary. Grain boundary strengthening seems to be a prereq-uisite to the optimization of solid solution strengthening. Thegrain boundary can be strengthened through the decoration ofcarbide along the grain boundary. This strengthening can be
Table 5 Comparison of driving force (in cal/mol) for main surfac
Surface reactions Driving force as a function of
Controlled He Pure He
Oxidation 1(M þ H2O ¼ MO þ H2)
�30,452 �169; 797 ðpH2 ¼ 10�7 PaÞ�80; 811 ðpH2 ¼ 0:02 PaÞ
Decarburization(C þ H2O ¼ CO þ H2)
�8,906 �63,177 (pCO ¼ 0.2 Pa)
Oxidation 2(M þ CO ¼ MO þ C)(Reverse reaction ofmicroclimate reaction)
�3,732 þ19,734
Table 6 Hot rolling and subsequent heat tre
Specimen ID HR temperature Pass Number of r
1 1100e1200 �C 7 12 7 13 3 04 1050e1150 �C 7 15 7 16 7 17 7 18 7 19 7 110 3 0
achieved by a combination of subsequent annealing and coldwork[9,10].Fig. 5 presents tensile test results for the solution annealed
(SA) specimen, SA þ intermediate heat treated (IHT) specimenand SA þ cold worked (CW) þ IHT specimen at 950 �C. Thesubsequent process enhanced the mechanical property of the SAspecimen at 950 �C. In the case of SA þ IHT specimen, the slopeof the stress decrease with the strain was decreased indicatingthat the degradation rate decreased by the thermal treatment. It isalso noted that the tensile strength increased in the case of theSA þ CW þ IHT specimen.Fig. 6 shows the fracture surfaces observed after tensile tests
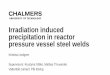
shown in Fig. 5. Compared with the fracture surface as shown inFig. 4(b), the fracture surface was different from a typical grainboundary failure of an SA specimen. It was observed that thebrittle fracture behavior was changed to be a more ductile mode.The microstructure of the cross section was also examined, asshown in Fig. 7.Fig. 7 shows SEM micrographs for (a) SA, (b) SA þ IHT and
(c) SA þ CW þ IHT specimens. For the SA specimen, very finecarbides are shown along the grain boundaries. However car-bides along the grain boundary are grown to be spherical andintragranular carbides are formed during additional annealing asshown in Fig. 7(b). In the case of the solution annealed sample,followed by cold working and intermediate heat treatment(Fig. 7(c)), the grain boundary carbides became larger than thoseof the SA þ IHT sample and intragranular carbides were noteasily seen. Moreover the grain boundary carbides grew into anelongated shape, which may have been formed through thecoalescence of the grain boundary carbides.From Figs. 5e7, subsequent annealing following solution
annealing caused the growth of the grain boundary carbide
e reactions as a function of ambient for Alloy 617 at 950 �C
ambient Remark
Air
�187,449 (reaction withoxygen)
Driving force increases when oxygenequilibrium pressure increases (hydrogen
partial pressure decreases).�96,467 (pCO ¼ 0.01 Pa) Decarburization reaction is possible.
Driving force increases when CO and H2
partial pressure decreases.þ41,574 Locally, microclimate reaction is
possibly affecting structural integrity.
atment conditions for nickel-based alloy
eheat Cooling Thickness reduction (%) SA
Water 50 OAir 50 O
Water 50 OWater 50 OWater 50 OWater 50 XWater 50 XWater 50 XAir 50 O
Water 50 O

Fig. 2 Geometry of tensile specimen.
Fig. 3 Results of tensile tests as a function of hot rolling and heattreatment process.
Fig. 5 Tensile test results for as solution annealed (SA) specimen,SA þ intermediate heat treated (IHT) specimen and SA þ coldworked (CW) þ IHT specimen at 950 �C.
1188 D.-J. Kim et al.: J. Mater. Sci. Technol., 2013, 29(12), 1184e1190
leading to an increase of ductility and a retardation of hightemperature degradation. However, it seems that the continuousgrowth of grain boundary carbide does not improve the hightemperature mechanical property such as ductility. It was re-ported[11] that the spherical carbide can improve but the carbideof a Widmanstätten or acicular shape can degrade the mechanical
Fig. 4 Tensile test result (a) and fracture surface (b) for specimen 4 at950 �C.
property indicating that the carbide shape is also an importantfactor affecting the mechanical property.Intragranular carbide appeared after subsequent annealing but
much less intragranular carbide was observed after cold working,followed by subsequent annealing. It is reasonable that thedriving force for recrystallization and grain boundary carbideformation, caused by cold working, was much larger than thedriving force for the intermediate annealed specimen withoutcold working. Basically grain boundary carbide is more stablethan intragranular carbide allowing an early formation and latedissolution.To investigate the grain boundary characteristics, an electron
backscatter diffraction (EBSD) analysis was carried out. Fig. 8(a)shows a grain boundary reconstruction and histogram for themicrostructure obtained from the EBSD for the SA sample,where the grain boundary is colored as a function of the grain
Fig. 6 Fracture surfaces observed after tensile tests: (a) SA þ IHT and(b) SA þ CW þ IHT.

Fig. 7 SEM micrographs for (a) SA, (b) SA þ IHT and (c) SA þ CW þ IHT specimens.
D.-J. Kim et al.: J. Mater. Sci. Technol., 2013, 29(12), 1184e1190 1189
boundary angle. Fig. 8(b) shows the grain boundary recon-struction and histogram for the microstructure obtained from theEBSD for SA sample, where the grain boundary is colored as afunction of the coincidence site lattice (CSL) index.The grain boundaries are classified as low angle (LA) and high
angle (HA) boundaries where the misorientation angle is above15�. The LA boundaries generally show a lower interfacial en-ergy as compared with the HA boundaries. The interfacial en-ergies of some HA boundaries are relatively low, caused by ahigh degree of atomic matching, which is defined as CSL specialboundaries. The CSL boundaries may be characterized by thecoincidence index
P, which gives the reciprocal density of the
coincidence sites[12]. All CSL boundaries withP
29 are classi-fied as special, even though very low energy is found in a twinrelated boundary, i.e.,
P3. In EBSD, all points with orientations
that differ by less than 5� from their neighbors are considered tobe in the same grain. The EBSD results were analyzed in themisorientation angle range of 5�e60�.Many HA grain boundaries existed as CSL boundaries withP3 and
P11 to lower the interfacial energy. However many HA
grain boundaries not classified as CSL boundaries also stillexisted, as shown in the circles of Fig. 8(a). Grain boundarycarbide can be formed preferably along a random HA grain
Fig. 8 Grain boundary reconstruction and histogram for a microstructure obtaand CSL index (b).
boundary owing to relatively high interfacial energy of the grainboundary and can strengthen grain boundary.When a load is applied to a material exposed to high tem-
perature, LA and CSL boundaries of low interfacial energy arerelatively more stable than a random high-angle grain boundary.However a fracture can be retarded along the carbide decoratedHA grain boundary, compared to the carbide free HA grainboundary. A random HA boundary can be modified andstrengthened by grain boundary carbide. At a given carboncontent, not all random HA grain boundaries of high coveragecan be decorated by carbide. Therefore the fraction of randomHA boundaries can be related to the mechanical propertydegradation at high temperature.Fig. 9(a) shows a grain boundary reconstruction and histogram
for a microstructure obtained from EBSD for theSA þ CW þ IHT sample, where the grain boundary is colored asa function of the grain boundary angle. Fig. 9(b) presents a grainboundary reconstruction and histogram for a microstructureobtained from EBSD for the SA þ CW þ IHT sample, wheregrain boundary is colored as a function of the CSL index. Thefraction of LA grain boundary with less than a 15� misorienta-tion obviously increased compared with the SA sample. ManyHA grain boundaries existed as CSL boundaries with
P3 and
ined from EBSD for SA sample as a function of grain boundary angle (a)

Fig. 9 Grain boundary reconstruction and histogram for a microstructure obtained from EBSD for SA þ CW þ IHT sample as a function of grainboundary angle (a) and CSL index (b).
1190 D.-J. Kim et al.: J. Mater. Sci. Technol., 2013, 29(12), 1184e1190
P11 to lower the interfacial energy. Some HA grain boundaries
not classified as CSL boundaries still existed as shown in thecircles of Fig. 9(a). However a fraction of the random HA grainboundary appears to be slightly decreased by cold working (CW)and additional heat treatment (IHT). The CSL boundary of theHA grain boundary seems to be networking by the LA grainboundary, which can contribute to grain boundary strengthening.The microstructure changed through recrystallization, followedby grain growth and carbide precipitation at the grain boundaryduring cold working and heat treatment.The high-temperature mechanical property for the
SA þ CW þ IHT sample, as shown in Fig. 5, is expected to beimproved through the development of grain boundary carbidealong the random HA boundary and a decrease of the randomHA grain boundary and grain boundary networking of the LAand HA boundaries, compared with the SA sample. In spite ofthe grain boundary decoration along the HA grain boundary andthe grain boundary networking, the fraction of random HA grainboundaries are still high to be robust.
4. Conclusion
The outer oxide layer thickness, internal oxide depth, andcarbide-depleted zone depth are expected to increase to be about116, 600 and 1000 mm, respectively, when Alloy 617 is exposedto an impure helium environment at 950 �C for 20 years, basedon the reaction rate constant determined from the short timeexperiment. The removal of carbides at the grain boundariescauses a critical decrease in structural integrity. Therefore it ispredicted that long-term operation at 950 �C can causesignificant material degradation. To find the range of impurityconcentration at which the material is stable, a long-termexperiment is still needed, based on thermodynamics and ki-netics. For NieCreCoeMo alloy fabricated by VIM and hot
rolling, a combination of cold working and subsequent annealingincreased the grain boundary carbide coverage and size. Thedistribution of low-angle grain boundary, high-angle grainboundary and CSL boundary also changed. Consequently, me-chanical property at 950 �C in air was enhanced through a postannealing process.
AcknowledgmentThis work was carried out as a part of the Nuclear R&D
Program financially supported by the Ministry of Education,Science and Technology (MEST) of Korea.
REFERENCES
[1] C. Cabet, F. Rouillard, J. Nucl. Mater. 392 (2009) 235e242.[2] R.C. Reed, The Superalloys Fundamentals and Applications,
Cambridge University Press, 2006, pp. 74e90.[3] M.R. Quadakkers, Werkst. Korros. 36 (1984) 335e347.[4] H.J. Christ, U. Kunecke, K. Meyer, G. Sockel, Mater. Sci. Eng. 87
(1987) 161e168.[5] C. Cabet, B. Duprey, in: Proceeding to HTR 2010, Prague, Czech
Republic, October 18e20, 2010, p. 54.[6] K.G.E. Brenner, L.W. Graham, Nucl. Technol. 66 (1984) 404e414.[7] D.J. Kim, G.G. Lee, S.W. Kim, H.P. Kim, Corros. Sci. Technol. 9
(2010) 164e170.[8] D.J. Kim, G.G. Lee, S.J. Jeong, W.G. Kim, J.Y. Park, Nucl. Eng.
Technol. 43 (2011) 429e436.[9] L. Tan, K. Sridharan, T.R. Allen, R.K. Nanstad, D.A. McClintock,
J. Nucl. Mater. 74 (2008) 270e280.[10] L. Jiang, R. Hu, H. Kou, J. Li, G. Bai, H. Fu, Mater. Sci. Eng. A
536 (2012) 37e44.[11] M.J. Donachie, S.J. Donachie, Superalloys A Technical Guide,
ASM Int., 2002, pp. 218e225.[12] S. Schlegel, S. Hopkins, E. Young, J. Cole, T. Lillo, M. Frary,
Metall. Mater. Trans. A 40 (2009) 2812e2823.