Embed Size (px)
Citation preview

ТЕХНИЧЕСКИ УНИВЕРСИТЕТ-СОФИЯ МАШИНОСТРОИТЕЛЕН ФАКУЛТЕТ
Катедра «Автоматизация на дискретното производство»
инж. Александър Илиев Илиев
СИМУЛИРАНЕ И ОПТИМИЗАЦИЯ ПРИ
ОБРАБОТВАНЕ НА ПРИЗМАТИЧНО-
КОРПУСНИ ДЕТАЙЛИ ВЪРХУ МАШИНИ С
ЦПУ
А В Т О Р Е Ф Е Р А Т
на дисертация за придобиване на образователната и научна степен
„Доктор“
Професионално направление: 5.1 Машинно инженерство
Научна специалност: „Автоматизация на производството“
Научен ръководител: проф. д-р инж. Димчо Стоилков Чакърски
София, 2014 г.

2
Дисертационният труд е обсъден и насочен за защита пред Научно жури
от разширен състав на катедрения съвет на катедра “Автоматизация на
дискретното производство” на 07.07.2014г.
Номерацията на фигурите, таблиците и формулите в автореферата е
еднаква с тази в дисертационния труд.
Рецензенти: проф. дтн инж. Христо Константинов Шехтов
доц. д-р инж. Стилиян Николов Николов
Защитата на дисертационния труд ще се състои на 30.10.2014г. от 17.00
часа в зала № 2140 на ТУ – София на открито заседание на Научното жури.
Материалите по процедурата са на разположение на интересуващите се в
блок 4 на ТУ – София, кабинет 3242.
Тираж: 50 броя.
Печатна база на ТУ – София.

3
ОБЩА ХАРАКТЕРИСТИКА НА ДИСЕРТАЦИОННИЯ ТРУД
Цел на разработката
Това е изследване и оптимизация при разработване на технология на
обработване на призматично-корпусни детайли (ПКД) върху машини с
цифрово-програмно управление (ЦПУ) чрез използването на съвременни
средства за автоматизирано проектиране с CAD/CAM системи.
Актуалност на проблема
Във всички промишлени сектори инвестициите в нови технологии и
автоматизираща техника (АТ) за повишаване на производителността зависят
от изискванията и условията на пазара. Концепциите, базирани на
получаването на високоефективни резултати в едросерийното производство
при дългосрочно планирани производствени цикли с големи партиди от
детайли, не могат да бъдат приложени, когато има честа промяна в работните
задания към производителя. За да се постигнат в този случай желаните цели
за гъвкавост и адаптивност към бързо променящите се производствени
условия в съвременните производствени предприятия се наблюдава
внедряването на т. н. гъвкаво производство (Flexible Manufacturing),
изразяващо се в изработването на неголям брой детайли със сравнително
бързи срокове за изпълнение на партидите и с често променяща се
производствена програма. Гъвкавото производство налага системите за
контрол и управление на работния процес да бъдат способни бързо да се
приспособят към динамичните и понякога хаотични производствени условия.
Включването на машините с ЦПУ и използването на CAD/CAM/CAE
системите в различни етапи от планирането, подготовката и изпълнението на
производствената програма се превръщат в съществен фактор за успешното
прилагане на гъвкавото производство.
Напредъкът на компютърната техника и технологии, все по-мощните
изчислителни способности на микропроцесорите и внедряването на
съвременни системи за задвижвания, разнообразни системи за контрол и
управление на технологичния процес, модули за автоматична диагностика и
обратна връзка, устройства за автоматична смяна на режещите инструменти
(РИ) и заготовки в машините с ЦПУ, допринася за значителния прогрес в
последните години на високоскоростните и продуктивни технологии за
обработване на детайли. Възможностите, които се откриват с развитието на
CAD/CAM/CAE системите и използването на локалните и интернет мрежи,
значително съкращават цялостното време от приемането на работното
задание до проектирането и изготвянето на дадено изделие. Връзките между
отделните звена в една компания могат да бъдат осъществявани почти на
момента, а според нуждите на крайния потребител, производството може да
се адаптира към ново работно задание в кратки срокове и с ниски
производствени разходи, което предполага успешното интегриране на
4
машините с ЦПУ и съвременните информационни технологии за дизайн,
проектиране и симулиране на технологичния процес на обработване на
различните изделия в модерните мехатронни системи.
Научна новост
Извършен е подробен класификационен анализ на машините с
ЦПУ, на техните управления и ключови модули, изграждащи носещата им
система, като са разгледани и водещите направления за тяхното развитие.
Създадена е класификация на обработващи центри според шест
основни признака, отчитащи техните конструктивни осбености и кинематика.
Създадена е класификация на CAM системи въз основа на четири
признака, като са анализирани особеностите на различните класове и типове.
Разработена е детайлна проблемно-ориентирана методика в три
етапа и пет основни стъпки за оптимизиране технологията на обработване на
ПКД с помощта на CAM системи.
Създадена е методика за модифициране на постпроцесори за
CAM системата SolidCAM и е апробирана, като са показани основните стъпки
за адаптиране на системата с използвания постпроцесор към ВОЦ Hermle
C20U.
Разработена е последователност от стъпки за работа със
системата SolidCAM, използвана и апробирана за създаване на технология за
обработване на детайл „Фланец”.
Практическа приложимост
Проведена е експериментална проверка на създадената
технология на обработване с вградения модул за симулация и визуализация
на траекторията на режещия инструмент (РИ) в среда на системата SolidCAM,
а получените данни са анализирани и въз основа на тях и създадената
методика за оптимизиране технологията на обработване на ПКД с помощта
на CAM системи е извършена оптимизация на УП по няколко направления.
Извършено е апробиране на получените резултати върху
действителна обработка на избрания детайл, а получената грешка при
сравнението на данните с резултатите от симулацията в рамките на 2%, прави
използваните методи и средства подходящи за внедряване в реално
производство, с реален технико-икономически ефект.
Използваната методика, показана в настоящата разработка, може
да бъде приложена за всички видове обработващи центри и ПКД, а
резултатите от нея - да бъдат внедрени в съществуващо производство и
използвани в научно-изследователски разработки.

5
Обект на изследване
Обект на изследване са призматично-корпусните детайли и средствата за
оптимизация на технологията на обработването им.
Предмет на изследване
Предмет на изследването са методиките за оптимизация и избор на
оптимален вариант при обработване на призматично-корпусни детайли върху
машини с ЦПУ с помощта на CAM системи
Методи на изследване
Това са методи за оптимизация, методи за моделиране в CAD системи,
методи за симулиране на обработването в CAM системи.
Място на изследване
Методиката за оптимизиране на технологията на обработване на ПКД с
помощта на CAM системи и последователността на работа със системата
SolidCAM, са разработени и приложени по време на студентска мобилност –
практика по европейска програма „Еразъм” в учебно-производствената база
на холдинга Solidvision s.r.o., на територията на град Бърно, Чешка Република
и в катедра „Автоматизация на дискретното производство” на Технически
университет – София.
Одобряване на изследването
Работата е докладвана и одобрявана поетапно в катедра „Автоматизация
на дискретното производство” на Технически университет – София.
Апробация на изследването
Изследването е апробирано в учебно-производствената база на холдинга
Solidvision s.r.o., на територията на град Бърно, Чешка Република.
Публикации по дисертационния труд
Основните резултати от дисертационния труд са публикувани в 4 научни
публикации, списък на които е приложен в края на автореферата.
Структура и обем на дисертационния труд
Дисертационният труд е в обем от 136 страници, съдържащи текст, 89
фигури, 13 таблици, оформен е в 4 глави, с изводи към всяка глава и общи
изводи, списък с използваните 130 литературни източници и приложение,
съдържащо експерименталните резултати в табличен вид.

6
СЪДЪРЖАНИЕ НА ДИСЕРТАЦИОННИЯ ТРУД
ГЛАВА 1. ОБЗОР НА СЪЩЕСТВУВАЩИ РЕШЕНИЯ ПО ПРОБЛЕМА
Съвременните обработващи центри (ОЦ) дават възможност за
комплексна обработка на една заготовка с различни технологични операции,
основно пробивно-резбонарезни, струговащи и фрезоващи. Те представляват
много значим фактор в дребното и едросерийното производство и намират
широко приложение при обработването на голям спектър от типове детайли –
от по-прости ротационно-симетрични до по-сложни призматично-корпусни.
Обща класификация на ОЦ според няколко основни признака е
предложена на фиг. 1.21.
Фиг. 1.21 Класификация на обработващи центри
7
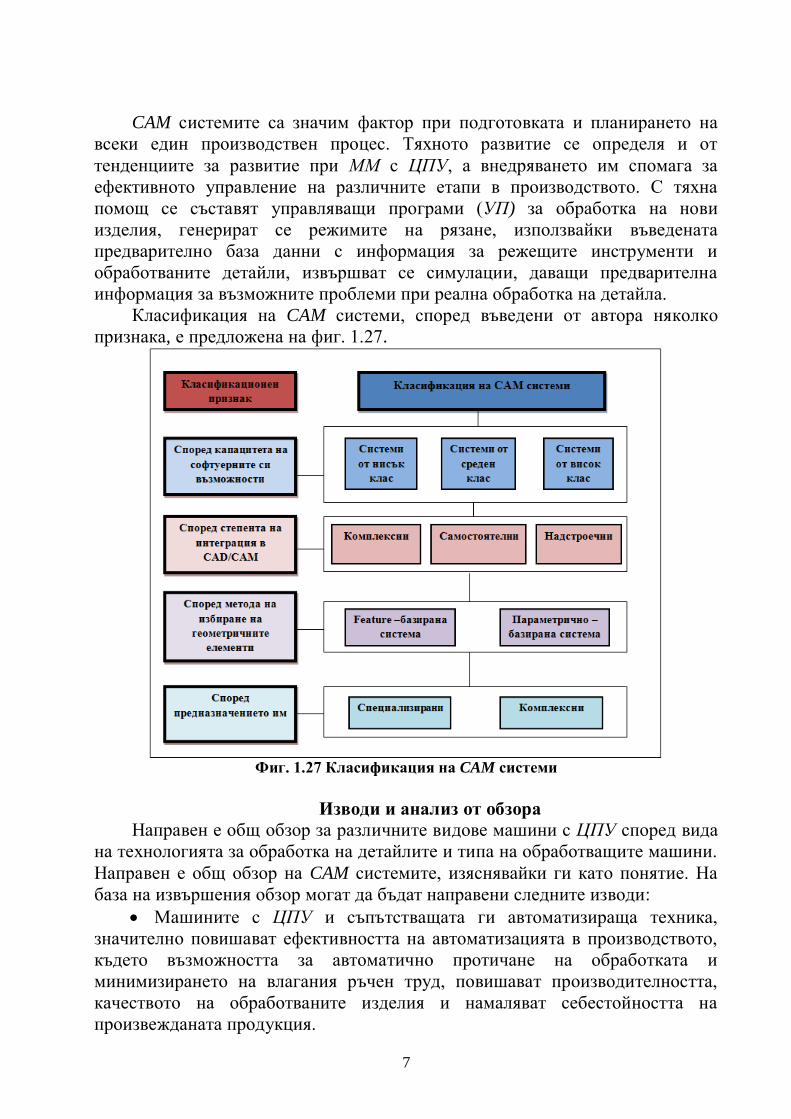
CAM системите са значим фактор при подготовката и планирането на
всеки един производствен процес. Тяхното развитие се определя и от
тенденциите за развитие при ММ с ЦПУ, а внедряването им спомага за
ефективното управление на различните етапи в производството. С тяхна
помощ се съставят управляващи програми (УП) за обработка на нови
изделия, генерират се режимите на рязане, използвайки въведената
предварително база данни с информация за режещите инструменти и
обработваните детайли, извършват се симулации, даващи предварителна
информация за възможните проблеми при реална обработка на детайла.
Класификация на CAM системи, според въведени от автора няколко
признака, е предложена на фиг. 1.27.
Фиг. 1.27 Класификация на CAM системи
Изводи и анализ от обзора
Направен е общ обзор за различните видове машини с ЦПУ според вида
на технологията за обработка на детайлите и типа на обработващите машини.
Направен е общ обзор на CAM системите, изяснявайки ги като понятие. На
база на извършения обзор могат да бъдат направени следните изводи:
Машините с ЦПУ и съпътстващата ги автоматизираща техника,
значително повишават ефективността на автоматизацията в производството,
където възможността за автоматично протичане на обработката и
минимизирането на влагания ръчен труд, повишават производителността,
качеството на обработваните изделия и намаляват себестойността на
произвежданата продукция.
8
Съвременните обработващи центри са мултифункционални
обработващи машини, с широк спектър на приложение при обработване на
детайли с проста и сложна форма, като могат да участват в гъвкавото
производство самостоятелно или като част от ГАПС.
Обработващите центри с насоченост към обработката на ПКД се
развиват в няколко основни направления:
- Добавяне на допълнителни технологични модули за мултиосна
обработка.
- По-високи скорости на рязане и подаване, и по-високо качество на
обработваните повърхнини.
- По-големи възможности към включването на ОЦ в състава на
ГАПС.
- Лесно и удобно интегриране на CAD/CAM системи във всеки етап
от планирането и подготовката за обработване на дадено изделие.
- Мултифункционалност и интегриране на различни производствени
технологии и технологични операции в една обработваща машина, което
позволява да се извършват множество операции, които в различни случаи,
биха били обслужвани от цяла технологична линия.
Развитието на ЦПУ устройствата повиши значително
производителността на машините с ЦПУ, чрез постигането на по-добри
показатели и параметри, които могат да бъдат обобщени в няколко
направления:
- По-усъвършенствани програмни средства, включвайки подобрени
интуитивни менюта, графичен дизайн и функции като: интерполации за
движение на РИ по сложни траектории (хеликоидална, параболична,
трохоидална и др.); допълнителни фиксирани и автоматични цикли.
- Подобрен интерфейс между машината с ЦПУ (или комплекса от
машини) и външния свят, посредством използването на връзки с
последователно (серийно) и паралелно предаване на данни.
- Подобрени възможности за адаптивно управление, компенсация на
грешките в задвижващите механизми, топлинна компенсация и др.;
- Реализация на високопроизводителна обработка чрез използване на
съвременни технически средства и методи;
- Функции за мултиосна обработка на заготовки с повече от две
едновременно управлявани оси.
CAD/CAM/CAE системите предоставят на инженерите и технолозите
средство за значително автоматизиране на влагания ръчен труд при
предварителната подготовка на производствения процес.
Развитието на CAD/CAM/CAE системите от различни класове и
тяхната достъпност, удобство и интуитивен интерфейс, позволява на
потребителите лесно и бързо да изберат подходяща система, спрямо техните
изисквания и финансови възможности.
9
CAD/CAM системите са значим фактор при подготовката и
планирането на всеки един производствен процес, като тяхното развитие се
определя и от тенденциите за развитие при ММ с ЦПУ, а внедряването им
спомага за ефективното управление на различните етапи в производството.
CAD/CAM системите активно подпомагат и предпроизводствения
процес, създавайки технологичния път за изработката на даден детайл или
изделие, спестявайки време и ресурси.
CAD/CAM системите намират широко приложение при оптимизиране
технологията на обработка на детайли със сложни повърхнини.
След извършения аналитичен обзор могат да се посочат няколко основни
проблема, свързани с обработката на ПКД от машини с ЦПУ, с помощта на
CAD/CAM системи:
- Огромното разнообразие от обработвани детайли, сглобени възли
и изделия, както и многообразието на прилаганите за изработването им
операции и технологии, затрудняват значително автоматизацията на
дискретното производство.
- Нарастващото многообразие на машини с ЦПУ и различните
системи за управление, дават широк избор и възможности за технолозите при
планиране на производствения процес, което налага използването на
систематизиран подход с класификационни схеми, при избор на конкретна
машина за изработването на конкретен детайл.
- Усъвършенстване технологиите за обработване на различните
ПКД с машини с ЦПУ и съкращаване на разходите, посредством специално
разработени методики за оптимизиране процеса на обработка с помощта на
CAD/CAM системи.
Цел и задачи на дисертационния труд
Целта на дисертационния труд е усъвършенстване на технологиите за
обработване на ПКД върху машини с ЦПУ с използване на “computer-aided
manufacturing” (CAM системи) и извършване на изследвания чрез симулиране
на обработването и чрез оптимизация на решенията.
За изпълнението на целта се предвижда да се решат следните основни
задачи:
Класификация на машини с ЦПУ и на CAD/CAM системи.
Разработване на методика за усъвършенстване на технологията при
обработване на ПКД.
- постпроцесиране при изработване на управляващи програми за
машини с ЦПУ с САМ системи, адаптиране на САМ система
- анализ и оценка на вариантите и избор на оптимален вариант
Адаптиране на методиката за проектиране и симулиране
обработването на ПКД с избрани 3D модели върху конкретна машина с ЦПУ.
Експериментална проверка върху избраните 3D модели.

10
Предложения за използване на резултатите от разработката.
Резултатите от разработката ще се използват в учебния процес на
кат.АДП при МФ на ТУ-София, а също така в научно-изследователската
дейност и в инженерната практика.
ГЛАВА 2. РАЗРАБОТВАНЕ НА МЕТОДИКА ЗА
УСЪВЪРШЕНСТВАНЕ НА ТЕХНОЛОГИЯТА ПРИ ОБРАБОТВАНЕ
НА ПКД С ПОМОЩТА НА CAM СИСТЕМИ
2.1. Анализ на съществуващи методики за усъвършенстване на
технологиите при обработване на ПКД с помощта на CAM
системи
Съкращаването на времето за обработка и повишаването на качеството
на обработваните повърхнини с помощта на CAM системи, е пряко свързано с
оптимизиране на обработването на ПКД върху ОЦ. С оптимизиране на
обработването се постига по-висока производителност и по-голяма
ефективност на използваното технологично оборудване.
Фиг.2.2 Методика за оптимизиране на обработването
Оптимизирането на обработването е процес, който се осъществява
заедно със създаването на УП и протича в няколко стъпки, които се
различават според сложността на обработвания детайл. Най-напред се
оптимизират отделните технологични операции, които се използват за
пълното обработване на детайла, а след това се оптимизира и неговото
цялостно обработване. Съществуващата методика за отделните стъпки, които
11
трябва да бъдат извършени в процеса на оптимизирането е показана на
фиг.2.2.
2.2. Постпроцесиране при изработване на управляващи програми
за машини с ЦПУ с САМ системи, адаптиране на САМ
система
2.2.1. Постпроцесиране – общи сведения
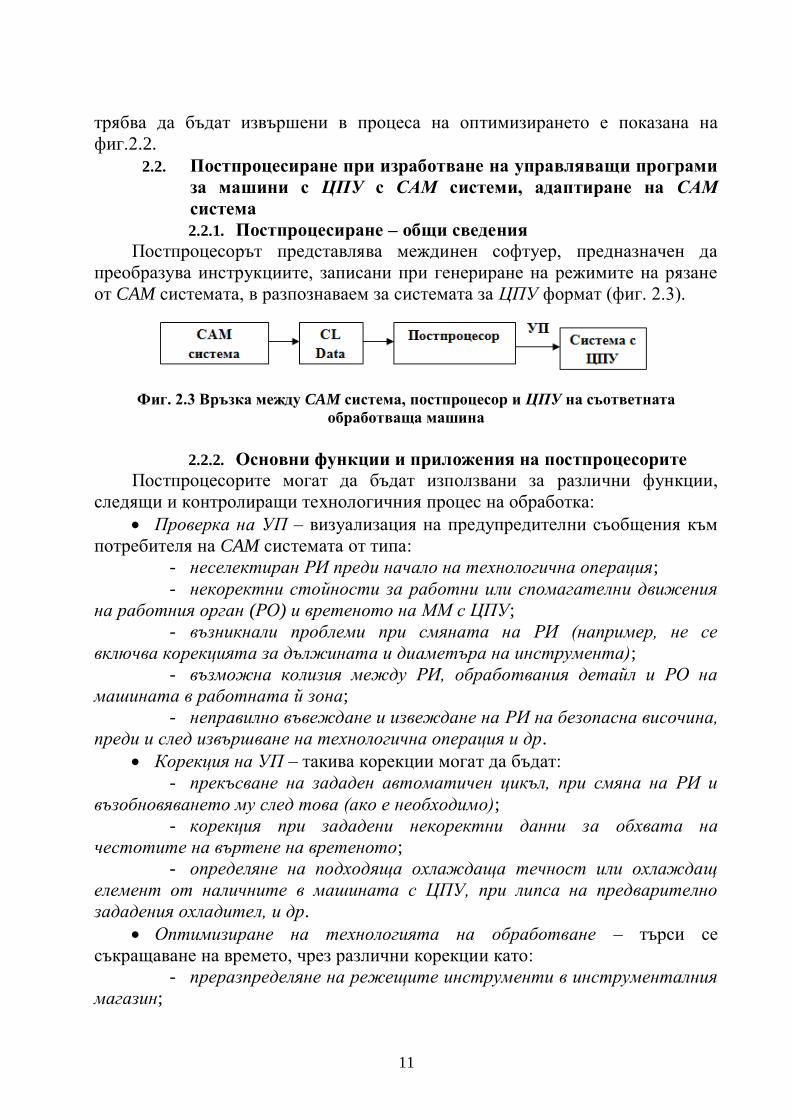
Постпроцесорът представлява междинен софтуер, предназначен да
преобразува инструкциите, записани при генериране на режимите на рязане
от CAM системата, в разпознаваем за системата за ЦПУ формат (фиг. 2.3).
Фиг. 2.3 Връзка между CAM система, постпроцесор и ЦПУ на съответната
обработваща машина
2.2.2. Основни функции и приложения на постпроцесорите
Постпроцесорите могат да бъдат използвани за различни функции,
следящи и контролиращи технологичния процес на обработка:
Проверка на УП – визуализация на предупредителни съобщения към
потребителя на CAM системата от типа:
- неселектиран РИ преди начало на технологична операция;
- некоректни стойности за работни или спомагателни движения
на работния орган (РО) и вретеното на ММ с ЦПУ;
- възникнали проблеми при смяната на РИ (например, не се
включва корекцията за дължината и диаметъра на инструмента);
- възможна колизия между РИ, обработвания детайл и РО на
машината в работната й зона;
- неправилно въвеждане и извеждане на РИ на безопасна височина,
преди и след извършване на технологична операция и др.
Корекция на УП – такива корекции могат да бъдат:
- прекъсване на зададен автоматичен цикъл, при смяна на РИ и
възобновяването му след това (ако е необходимо);
- корекция при зададени некоректни данни за обхвата на
честотите на въртене на вретеното;
- определяне на подходяща охлаждаща течност или охлаждащ
елемент от наличните в машината с ЦПУ, при липса на предварително
зададения охладител, и др.
Оптимизиране на технологията на обработване – търси се
съкращаване на времето, чрез различни корекции като:
- преразпределяне на режещите инструменти в инструменталния
магазин;
12
- пренастройване на главния превод и използване на скорости на
въртене на вретеното, съответстващи на избраната технология за
обработване (за конкретен детайл или партида);
- оптимално превключване между успоредни оси и др.
Основни (главни) функции при генериране на УП- такива функции в
най-общия случай са:
- въвеждане на данни с информация за положението на детайла и
РО в основната машинна координатна система (ОМКС) и движението на
РИ спрямо работната координатна система (РКС);
- въвеждане на данни с информация за движенията на РИ в
абсолютни стойности и инкрементални премествания;
- въвеждане на данни с информация за точните стойности на
скоростите и подаванията в зависимост от обхвата на честотите на
въртене и подаванията на машината;
- извеждане на команди за движение;
- избор на вида на интерполацията;
- извеждане на УП в кодиран вид, подходящ за конкретната
система за ЦПУ;
- включване в УП на фиксирани цикли, подпрограми и макроси,
поддържани от системата за ЦПУ;
- формиране на команди за извеждане на РИ в изходна точка и
осигуряващи смяната му.
2.2.3. Система за автоматизирано програмиране. Адаптиране
на CAM система към системата за ЦПУ
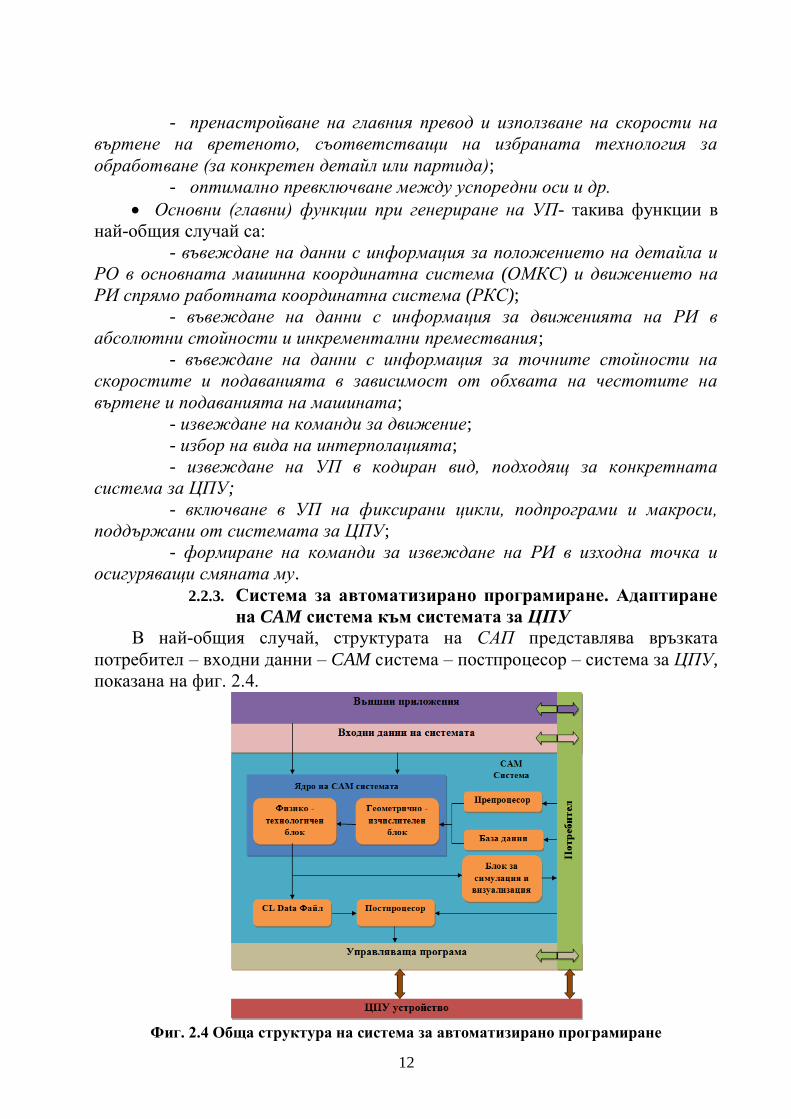
В най-общия случай, структурата на САП представлява връзката
потребител – входни данни – CAM система – постпроцесор – система за ЦПУ,
показана на фиг. 2.4.
Фиг. 2.4 Обща структура на система за автоматизирано програмиране
13
За адаптирането на една CAM система към конкретна машина с ЦПУ е
необходимо:
- да се модифицира или състави подходящ постпроцесор (в
зависимост от възможностите на CAM системата и с подходящ текстови
редактор), с който технологичните възможности на физико-технологичния
блок в CAM ядрото максимално да пресъздадат и ефективно да използват
специфичните особености на системата за ЦПУ;
- да се заложат всички данни за механиката и кинематиката на
съответната машина с ЦПУ в препроцесора на CAM системата.
2.2.4. Видове постпроцесори. Основна структура на
постпроцесор
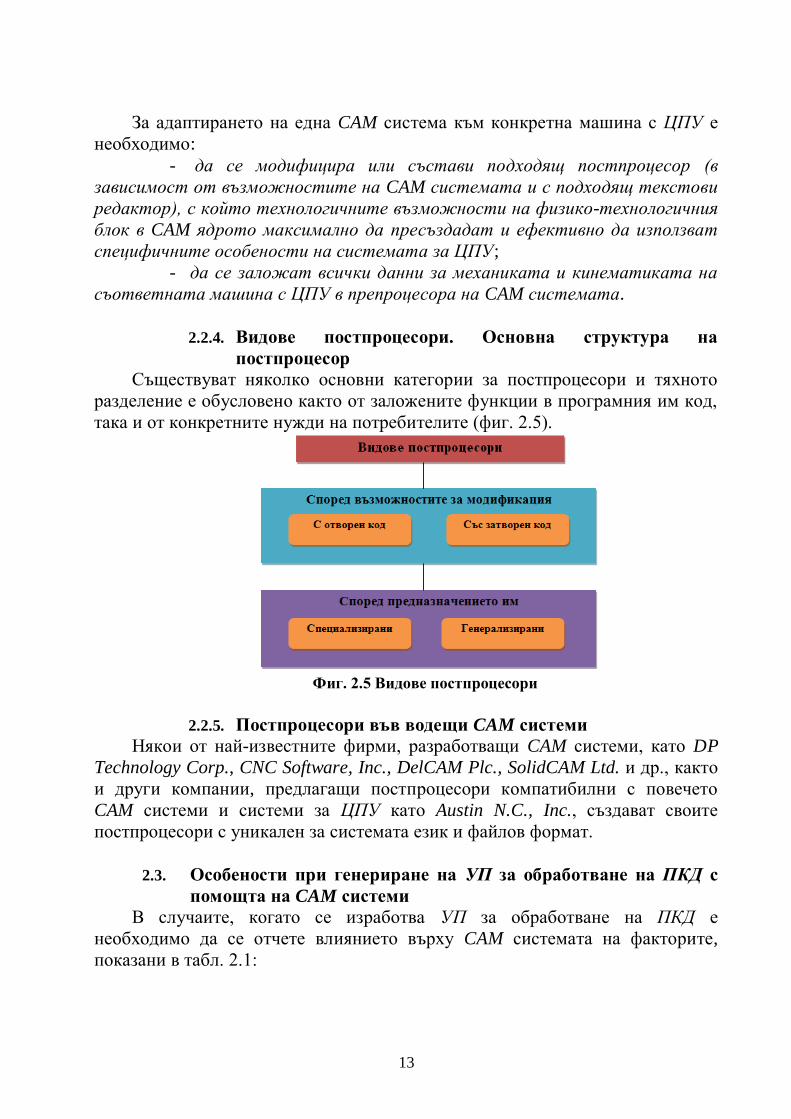
Съществуват няколко основни категории за постпроцесори и тяхното
разделение е обусловено както от заложените функции в програмния им код,
така и от конкретните нужди на потребителите (фиг. 2.5).
Фиг. 2.5 Видове постпроцесори
2.2.5. Постпроцесори във водещи CAM системи
Някои от най-известните фирми, разработващи CAM системи, като DP
Technology Corp., CNC Software, Inc., DelCAM Plc., SolidCAM Ltd. и др., както
и други компании, предлагащи постпроцесори компатибилни с повечето
CAM системи и системи за ЦПУ като Austin N.C., Inc., създават своите
постпроцесори с уникален за системата език и файлов формат.
2.3. Особености при генериране на УП за обработване на ПКД с
помощта на CAM системи
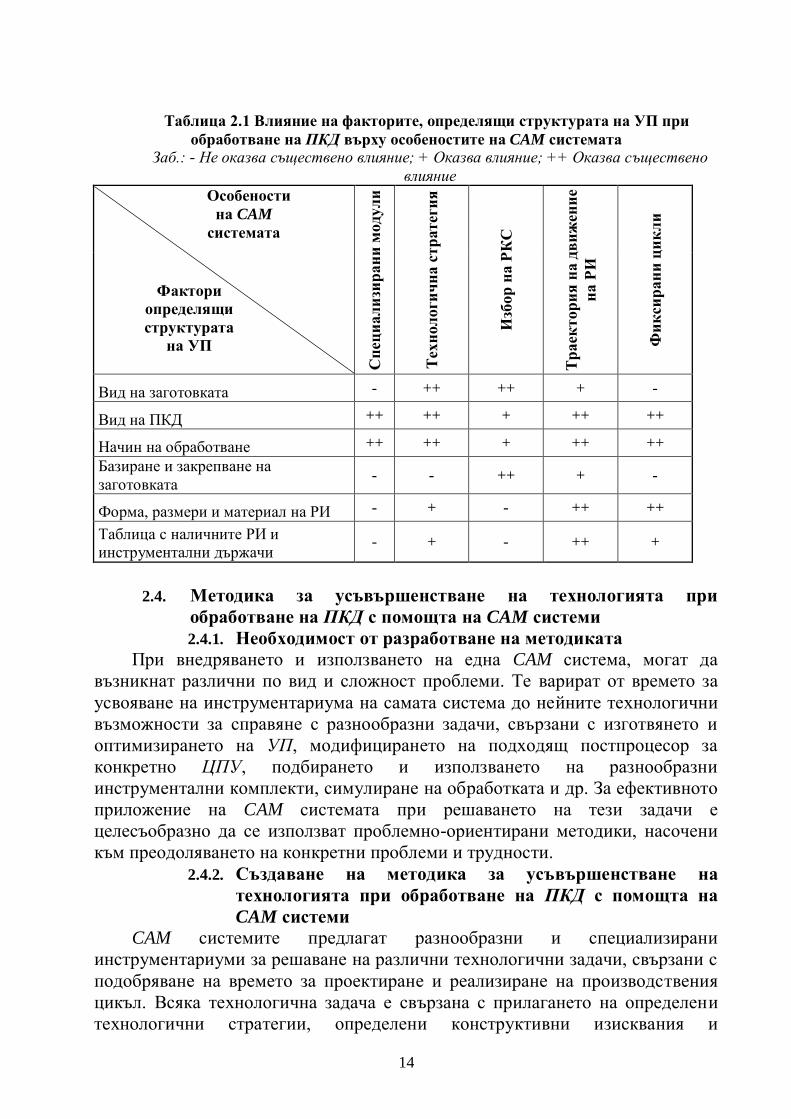
В случаите, когато се изработва УП за обработване на ПКД е
необходимо да се отчете влиянието върху CAM системата на факторите,
показани в табл. 2.1:
14
Таблица 2.1 Влияние на факторите, определящи структурата на УП при
обработване на ПКД върху особеностите на CAM системата
Заб.: - Не оказва съществено влияние; + Оказва влияние; ++ Оказва съществено
влияние
Особености
на CAM
системата
Фактори
определящи
структурата
на УП
Сп
еци
ал
изи
ран
и м
одул
и
Тех
нол
оги
чн
а с
тр
атег
ия
Изб
ор
на Р
КС
Тр
аек
тор
ия
на д
ви
жен
ие
на Р
И
Фи
кси
ран
и ц
ик
ли
Вид на заготовката - ++ ++ + -
Вид на ПКД ++ ++ + ++ ++
Начин на обработване ++ ++ + ++ ++
Базиране и закрепване на
заготовката - - ++ + -
Форма, размери и материал на РИ - + - ++ ++
Таблица с наличните РИ и
инструментални държачи - + - ++ +
2.4. Методика за усъвършенстване на технологията при
обработване на ПКД с помощта на CAM системи
2.4.1. Необходимост от разработване на методиката
При внедряването и използването на една CAM система, могат да
възникнат различни по вид и сложност проблеми. Те варират от времето за
усвояване на инструментариума на самата система до нейните технологични
възможности за справяне с разнообразни задачи, свързани с изготвянето и
оптимизирането на УП, модифицирането на подходящ постпроцесор за
конкретно ЦПУ, подбирането и използването на разнообразни
инструментални комплекти, симулиране на обработката и др. За ефективното
приложение на CAM системата при решаването на тези задачи е
целесъобразно да се използват проблемно-ориентирани методики, насочени
към преодоляването на конкретни проблеми и трудности.
2.4.2. Създаване на методика за усъвършенстване на
технологията при обработване на ПКД с помощта на
CAM системи
CAM системите предлагат разнообразни и специализирани
инструментариуми за решаване на различни технологични задачи, свързани с
подобряване на времето за проектиране и реализиране на производствения
цикъл. Всяка технологична задача е свързана с прилагането на определени
технологични стратегии, определени конструктивни изисквания и

15
съобразяване с производствените условия и използваните машини с ЦПУ.
Всяка технологична стратегия се влияе от определени фактори и условия, при
които се извършва обработката.
Необходимостта от избор на оптимална технологична стратегия, води до
нуждата от разработване на проблемно-ориентирани методики, свързани с
обработването на различни по вид детайли. Когато това се отнася до ПКД,
трябва да се вземат предвид техните конструктивни особености - геометрия,
форма, материал и възможности за обработване върху различни машини с
ЦПУ. С използването на CAM системи, оптимизирането на технологията на
обработване на ПКД, може да бъде извършено в различни етапи по време на
съставянето на УП.
За подобряване технологията на обработване на ПКД с помощта на CAM
системи е създадена методика (фиг. 2.7), с която да се оптимизират отделните
стъпки, при създаването на УП. Методиката обхваща последователност от
стъпки и етапи, които могат да бъдат използвани при оптимизиране
технологията на обработване и на други видове детайли.
1) Етап първи – извършват се подготвителните операции, преди
съставянето на технологична стратегия за изготвяне на УП, които са:
- Модифициране на постпроцесор за конкретна машина и система
за ЦПУ - модифицира се постпроцесорът за конкретното ЦПУ устройство на
обработващата машина (най-често това е ОЦ). Въвеждат се също данните за
самата машина в препроцесорния файл на CAM системата, както и валидните
условия, при които да се извършат различните действия, заложени за
изпълнение във функционално-ориентираните масиви на постпроцесора.
Модификацията трябва да гарантира оптималното извършване на различните
технологични операции, според възможностите на ЦПУ и особеностите на
обработващата машина. В този етап се записват фиксираните цикли, които са
вложени в програмното осигуряване на системата за ЦПУ. Избират се и
режещите инструменти, с които ще се извършва обработката. Те се
разпределят в работните таблици на CAM системата, така че да бъде
съкратено максимално спомагателното време за тяхното повикване и смяна.
- Оптимизиране на броя на установките за ПКД - следващата
стъпка е определянето на установките, при които обработването на детайла
ще бъде извършено с минимален брой технологични операции така, че да
бъде оптимизирано спомагателното време за цялостната обработка
(последователност при смяна на режещите инструменти, брой работни и
установъчни ходове, и др.). Броят на установките зависи от вида на ПКД и
конструктивните му особености.
2) Етап втори – оптимизират се отделните стъпки при съставяне на
всяка технологична операция. Оптимизирането върви едновременно със
съставянето на УП и включва:
- Режими на рязане – определят се параметрите на режимите на
рязане, което включва скоростта на рязане и подаването за работните
16
движения, както и дълбочината на рязане за конкретната технологична
операция. Целта е да се постигнат оптимални скорости на рязане и качество
на обработваната повърхнина.
- Брой преходи, извършвани от режещия инструмент –
оптимизират се преходите, с които се извършва технологичната операция.
Всеки преход бележи обработката на една или повече повърхнини от
заготовката със съответните проходи (отнемане на слой от материала на
обработвания детайл) и режими на рязане. Съкращаването на преходите за
една операция намалява машинното време за нейното извършване.
- Траектория на движение на режещия инструмент – зависи от
работните и установъчни движения, извършвани по време на операцията. За
работните движения се подбира оптимална траектория на движение със
съответните възможности, предложени от физико-технологичния блок на
CAM системата (стратегии: офсет, зигзаг, с променлива дълбочина на
врязване и др.). При установъчните движения за препозициониране на РИ се
търси оптималният подход за врязване и извеждане (с отстояние от
обработвания контур, по дъга от окръжност, по тангента и др.) при всеки
извършен преход или проход в рамките на технологичната операция.
3) Етап трети – оптимизират се стъпките, необходими за
изграждането на цялостната технологична стратегия на обработване. Той
обхваща всяка една от технологичните операции, тяхната последователност и
се извършва едновременно със съставянето на УП:
- Последователност на технологичните операции – според вида
на ПКД, могат да се приложат различни технологични стратегии на
обработване. Възможността за обработка от няколко страни на различни
повърхнини, според сложността на детайла и неговите конструктивни
особености, както и според използваните режещи инструменти е
предпоставка за оптимизиране на последователността на технологичните
операции. Целта е да се извърши обработването на максимален брой
повърхнини от ПКД с използването на идентични режещи инструменти, така
че да се припокрият възможно най-много работни ходове, с което да се
осигури минимално общо машинно и спомагателно време.
- Препозициониране на режещия инструмент (обработвания
детайл) – според вида на машината с ЦПУ (в повечето случаи според вида на
ОЦ), установъчните движения за препозициониране между отделните
технологични операции могат да се извършат както от РИ, така и от
обработвания детайл (зависи от компоновката на ОЦ и осите на управление,
по които се движат РО).
Всички етапи от предложената методика са взаимосвързани. Отделните
стъпки могат да се оптимизират по всяко време в процеса на създаване на
УП. Методиката е възможно да бъде приложена и за друг тип детайли (РСД,
детайли със сложна форма и др.), както и за машини с ЦПУ с компоновъчни
решения, близки до тези на обработващите центри.

17
Фиг. 2.7 Методика за оптимизиране технологията на обработване на ПКД с помощта
на CAM системи

18
ГЛАВА 3. АДАПТИРАНЕ НА МЕТОДИКАТА ЗА ПРОЕКТИРАНЕ И
СИМУЛИРАНЕ ОБРАБОТВАНЕТО НА ПКД С ПОМОЩТА НА
CAD/CAM СИСТЕМИ ВЪРХУ ИЗБРАНИ 3D МОДЕЛИ НА
КОНКРЕТНА МАШИНА С ЦПУ
3.1. Методика за моделиране на 3D модели в среда на CAD
система SolidWorks
За изпълнението на поставената цел в дисертационния труд е
необходимо да се разработят подходящи 3D модели на обработващ център и
детайл, върху които ще бъде извършена експерименталната проверка на
адаптираната методика за симулиране обработването на ПКД върху избрана
машина с ЦПУ. Избраните 3D модели ще бъдат създадени в среда на CAD
системата SolidWorks, с помощта на разработени специализирани методики,
ориентирани към моделиране в CAD среда както на отделни детайли и възли,
така и на цели машини и комплекси.
3.1.1. Моделиране на 3D модел на избраната машина в среда на
SolidWorks
За създаването на 3D модел на обработваща машина с ЦПУ в среда на
CAD система е доразработена съществуваща методика , показана на фиг. 3.1.
Готовият модел се запазва във формат, подходящ за извършване на
задачите, които се изпълняват с него. При прехвърлянето му в друга CAD
среда, може да бъде транслиран в съответстващ формат, чрез помощни
програми или чрез възможностите на самите CAD системи.
Моделът на вертикален обработващ център (ВОЦ) Hermle C20U е
използван в настоящата разработка за извършване симулация на
обработването на различни детайли, след импортирането му в избрана CAM
среда. Изборът на посочената машина е предопределен от нарастващата
употреба в производствените предприятия на този тип ОЦ и от
възможностите им за обработване на заготовки и детайли с голямо
разнообразие от геометрични форми, материал и конструктивни изисквания.
Запознаването с машината и анализирането на нейните конструктивни и
технологични особености е извършено в учебно-производствената база на
холдинга Solidvision s.r.o., на територията на град Бърно, Чешка Република.
Данните за машината са предоставени със съдействието на участващата в
холдинга фирма SolidCAM CZ - представител за региона на SolidCAM Ltd., и
са в съответствие с поставената цел в дисертационния труд.
След анализа на машината, съгласно разработената методика се избира
чертожният план, който включва: определяне на задачите за изпълнение с
изграждания модел; определяне на неговата сложност; подготовка на
събраните данни за изчертаване на отделните детайли и възли в машината. За
целите, посочени в литературния обзор, се търси 3D модел, пресъздаващ
носещата система на машината, достатъчно близка до реалната (след
импортирането на модела в симулатора на съответната CAM система), така че

19
да симулира максимално точно движенията, извършвани от работните органи
и вретеното по време на реална обработка. Според посочените критерии се
изработват компонентите, които съставят носещата система на машината на
най-горно ниво, включени и създадени в стъпка три, както следва:
- Основа, тяло и корпус на машината (фиг. 3.2.а);
- Главен и подавателен превод (фиг. 3.2.б);
- Работни органи (фиг. 3.2.в);
- Допълнителни елементи и възли (фиг. 3.2.г).
Детайлите, участващи в носещата система, са изградени максимално
близко до тези в реалния модел. Кинематичните връзки и движенията на
работните органи на машината с ЦПУ са пресъздадени напълно според целта,
заложена в настоящата разработка. Моделът съдържа 37 компонента и 106
наложени връзки между тях, с базов модел, чрез който да се извършва
симулация на движенията в среда на CAD системата SolidWorks и
конфигурация на основния модел, подходяща за импортирането му в CAM
среда, във вградения машинен симулатор на системата SolidCAM.
Наложените връзки в базовия модел (Default Model, фиг. 3.3.а) на Hermle
C20U, позволяват управляването на работните органи на машината, за
извършване на следните движения:
- Движение на вретенния възел по линейните оси X, Y и Z;
- Движение на накланящата се маса по кръгова ос А;
- Движение на въртящата се маса по кръгова ос B.
Създаденият базов модел е подходящ за извършване в среда на
SolidWorks на различни инженерни симулации, анализи и оптимизации при
конструиране на отделни детайли или възли в носещата система на
обработващия център.
В конфигурацията на основния модел (export, фиг. 3.3.б) работните
органи се намират в изходните си точки по отделните оси. Моделът е готов за
експортиране във формат, удобен за импортиране във външен или вграден
симулатор, за възпроизвеждане на движенията на работните органи по петте
управляеми оси на машината.
За импортирането на конфигурацията на 3D модела на Hermle C20U във
вградения симулатор на SolidCAM (Machine simulation mode) е необходимо
работната конфигурация на модела (export) да бъде приведена в
съответстващ формат.

20
Фиг. 3.1 Методика за създаване на 3D модели на машини в CAD среда
21
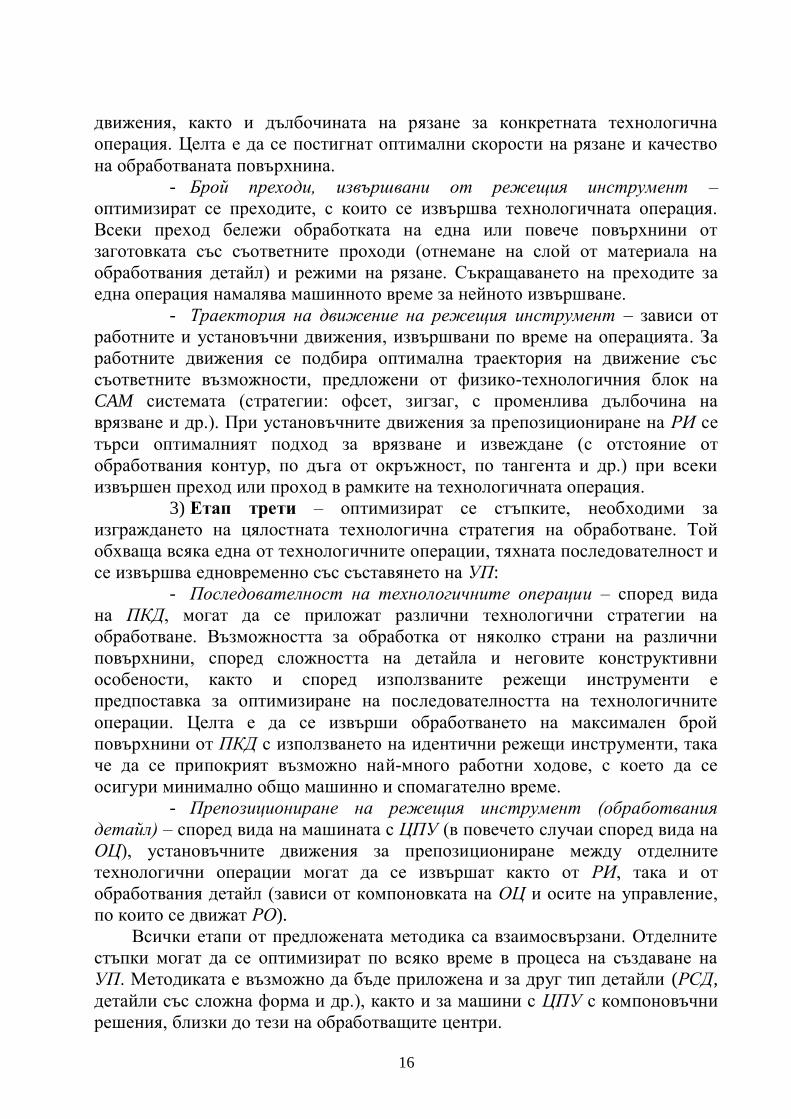
Фиг. 3.2 Базов модел на обработващ център Hermle C20U, изграден в среда на
SolidWorks
а) Основа, тяло и корпус на машината; б) Главен и подавателен превод
в) Работни органи; г) Допълнителни елементи и възли
Фиг. 3.3 Завършен 3D модел на обработващ център Hermle C20U
а) Базов модел (Default); б) Конфигурация на основния модел, предназначена за
експортиране до външни симулатори (export)
3.1.2. Изработване на 3D модели на детайли и сглобени възли от
машината с ЦПУ в среда на SolidWorks
За създаването на отделните детайли и възли от обработващия център
Hermle C20U са доразработени съществуващи методики , показани на фиг.
3.4 и фиг. 3.5.
а) б)
в) г)
а)
б)
б)

22
Фиг. 3.4 Методика за създаване на 3D модели на отделни детайли в CAD среда
23
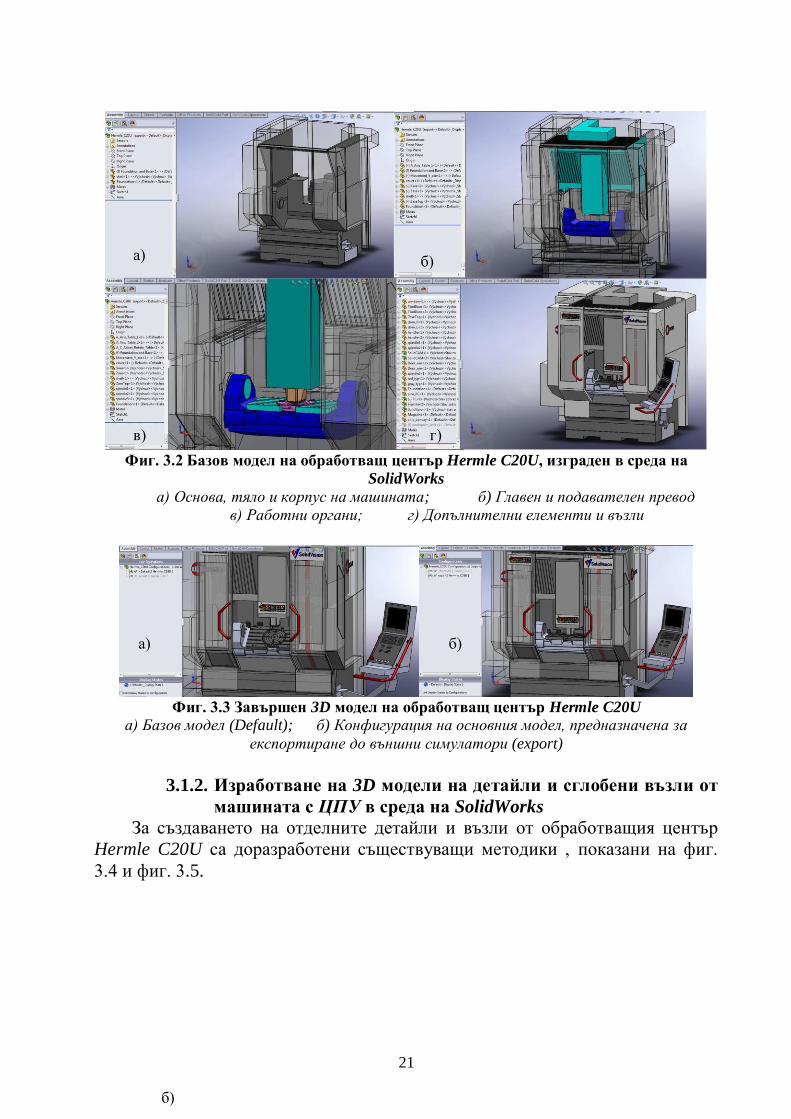
Фиг. 3.5 Методика за създаване на 3D модели на сглобени единици в CAD среда

24
3.1.3. Създаване на 3D модели на обработваните детайли и
технологичната екипировка, необходима за базирането и
закрепването им в среда на SolidWorks
Съгласно вече разгледаните методики за създаване на 3D модели и
сглобени възли, и според целта на дисертационния труд, се избрани работен
детайл – „Фланец” (фиг. 3.9), както и технологична екипировка, необходима
за закрепването му (фиг. 3.10).
Фиг. 3.9 Работен детайл „Фланец”, моделиран със заготовката си и изграден в среда
на SolidWorks
Фиг. 3.10 Технологична екипировка за базиране и закрепване на работния детайл,
изградена в среда на SolidWorks

25
3.2. Модифициране на постпроцесор за Hermle C20U в среда на
CAM система SolidCAM. Основни стъпки при разработването
му.
Модифицирането на всеки постпроцесор е строго определено от
възможностите на системата за управление и кинематиката на избраната
обработваща машина. Адаптирането на CAM системата, съпътстваща
постпроцесора, е съобразено със специфичните изисквания на самата
система, структурата на нейните постпроцесори и програмния език,
използван за съставяне на инструкциите, заложени в тях.
3.2.1. Основни команди при модифициране на генерализиран
постпроцесор в SolidCAM, предназначени за системата за
управление на Heidenhain iTNC530
Основните команди, съставящи автоматично генерирания ISO код за УП
в модифицирания постпроцесор, за избраните детайли от настоящия
дисертационен труд, са:
- @start_of_file и @end_of_file – определя формата на УП за
началото и края на програмата. От постпроцесора се генерират данните за
името на файла и размерите на заготовката в УП;
- @start_program и @end_program – повиква РИ под неговия номер
в инструменталната библиотека, въведена предварително в CAM системата.
Определя оста на РИ;
- @start_of_job и @end_of_job – въвежда в УП работните параметри
за начало и край на всяка технологична операция. Такива параметри могат да
бъдат: посока на въртене на вретеното; включване и изключване на
охлаждането и др.;
- @line – програмира изходните данни за генериране на ISO код, за
изпълнение на движение по права линия от работните органи на Hermle
C20U;
- @arc – програмира изходните данни за генериране на ISO код, за
изпълнение на кръгова интерполация от работните органи на Hermle C20U;
Поради особеностите в кинематиката на машината, се програмира
само в равнина XY.
- @drill – програмира изходните данни при генериране на ISO –код
за изпълнение на фиксирани цикли за обработка на контури, повърхнини тип
„джоб”, сложни цикли и резбово-пробивни операции от работните органи на
машината;
- @rapid_move – извежда данните за установъчните движения на
бърз ход. Програмира се с {'L'[' X'xpos],[' Y'ypos],[' Z'zpos] } за координатите
на крайната точка (абсолютно или инкрементално програмиране), последвано
от команди за подаване (максимално за ос) - {'FMAX'} и условие за проверка
на посоката на движение на РИ.;
- @change_tool – програмира изходните данни за инструмента,
преди всяка технологична операция. Такива данни могат да бъдат посоката на

26
въртене на РИ и безопасната височина по ос Z преди начало на технологична
операция. Изчислява координатите на РИ спрямо РКС;
- @def_tool – програмира изходните данни за геометрията на РИ.
3.2.2. Програмиране на фиксирани цикли в постпроцесор за
управление на ВОЦ Hermle C20U. Адаптиране в SolidCAM
Адаптирaнето на отделните параметри, влияещи върху режимите на
рязане и технологичните операции, извършвани от ВОЦ Hermle C20U се
осъществява във физико-технологичния блок на SolidCAM, посредством
разгледания постпроцесор. От направения обзор е видно, че CAM системата
принадлежи към групата на параметрично-базираните системи, наричани още
операционни. Характерно за тях е, че обработването на детайла се разделя на
множество стъпки, в които потребителят задава типа на обработката,
използваната технологична стратегия, вида на РИ, обработваната геометрия
на избрания детайл, режимите на рязане и др. технологични параметри.
Фиг. 3.16 Методика за модифициране на генерализиран постпроцесор в SolidCAM
според особеностите на машината за ЦПУ

27
За редактиране на генерализиран постпроцесор и модифицирането му
според нуждите на конкретната технология на обработка и машина с ЦПУ се
използва последователността, дадена на фиг. 3.16.
Методиката е приложена при модифициране на работния постпроцесор,
използван в настоящия дисертационен труд. Кодира се с програмен език,
наречен GPPL (General Post Processsor Language), подобен на програмния
език Basic. Описанието в препроцесора се съдържа в два файла - *.prp и
*.vmid, в които са включени особеностите на машината и нейната
кинематика.
Модифицираният постпроцесор (показан в приложение 2) е използван
при генериране на УП за представения работен детайл от настоящата
дисертация. В него са включени всички особености на системата за ЦПУ,
както и кинематичните особености на самия обработващ център и
движението на работните му органи.
3.3. Последователност на работа при създаване технологията на
обработка и генериране на УП в среда на SolidCAM.
При съставяне на технологията на обработване с CAM системата
SolidCAM за работния детайл, избран в настоящия труд, е необходимо да се
следва последователността на работа, показана във фиг. 3.25.
От фиг. 3.30 е видна структурата на всеки отделен CAM-part проект,
създаван в CAM среда на SolidCAM. За изработване на всяка отделна
технологична операция е необходимо да се дефинират стъпките, зададени в
последователността от фиг. 3.16, след което отделната операция се съхранява
и отбелязва в дървовидната структура под менюто Operations. Траекторията
на движение на РИ може да бъде генерирана в Wire-Frame формат, или да се
отчете от системата, чрез визуализация на отнемане на материал от
заготовката, дефинирана за работния детайл. SolidCAM предлага различни
възможности за визуализация и симулация на обработката, част от вградената
функция Simulations, която се активира при създаване на отделните стъпки
от обработката. Появява се нов диалогов прозорец за стартиране на модула за
визуализация на траекторията на режещия инструмент и симулация на
обработката в SolidCAM (фиг. 3.31). В този режим на симулация се взимат
предвид само данните за генериране на пътя на режещия инструмент от
самата CAM система, без да се отчитат особеностите на машината с ЦПУ.
За по-голяма реалистичност при симулиране на обработването,
системата SolidCAM предлага вградения специализиран модул за симулация и
визуализация Machine Simulation (фиг. 3.32), в който са включени всички
данни за кинематиката на обработващата машина.

28
Фиг. 3.25 Последователност на работа със SolidCAM
29
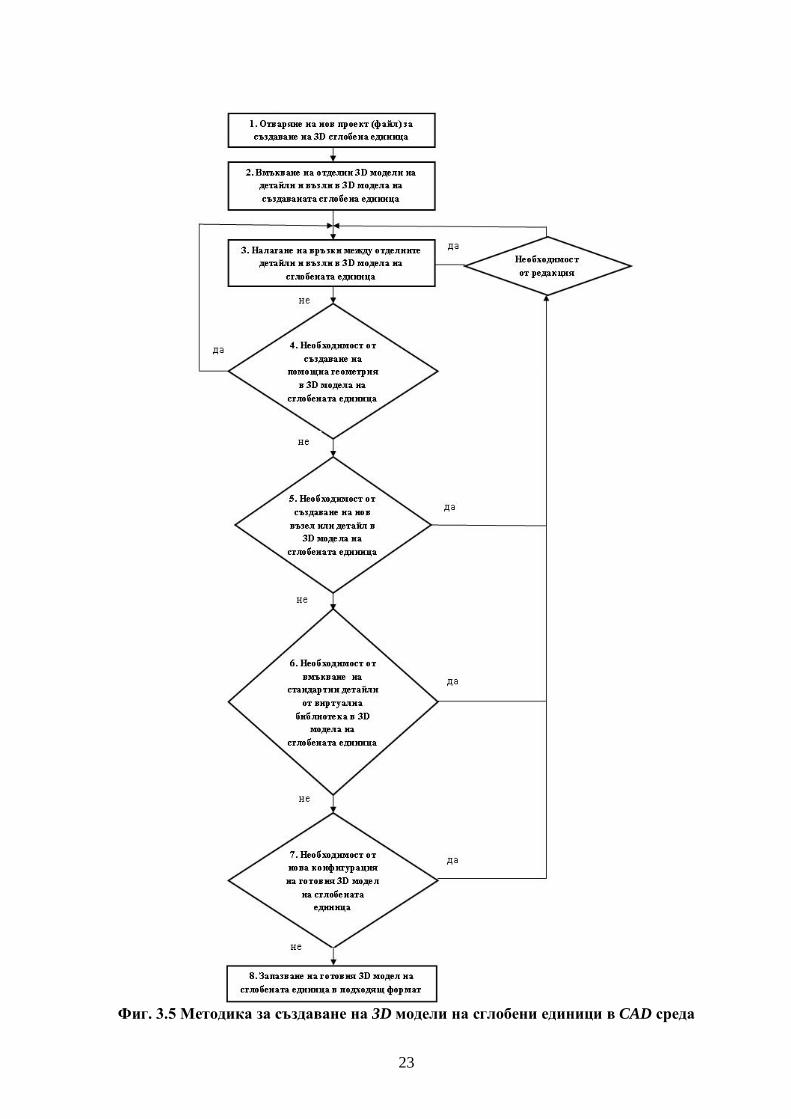
Фиг. 3.30 Импортиране на технологична екипировка за закрепване в CAM-part
проект
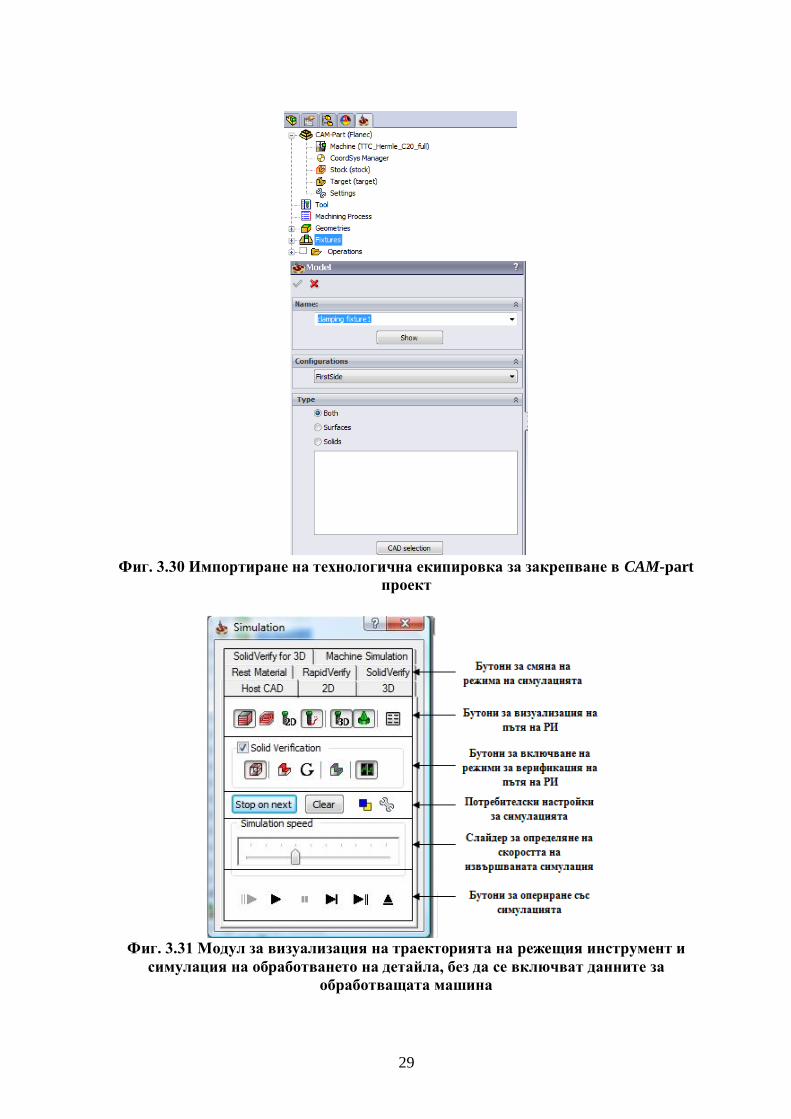
Фиг. 3.31 Модул за визуализация на траекторията на режещия инструмент и
симулация на обработването на детайла, без да се включват данните за
обработващата машина

30
Фиг. 3.32 Вграден модул за симулация Machine Simulation, базиран на данните за
обработващата машина в SolidCAM
4. ЕКСПЕРИМЕНТАЛНА ПРОВЕРКА НА МЕТОДИКАТА ЗА
УСЪВЪРШЕНСТВАНЕ НА ТЕХНОЛОГИЯТА ПРИ ОБРАБОТВАНЕ
НА ПКД С ПОМОЩТА НА CAM СИСТЕМИ ВЪРХУ ИЗБРАНИЯ 3D
МОДЕЛ НА РАБОТНИЯ ДЕТАЙЛ
За генериране на УП за обработване на избрания 3D модел на работния
детайл върху ВОЦ Hermle C20U е използвана CAM системата SolidCAM.
Съставянето на УП и оптимизирането на технологията за обработка се
извършва съгласно приетата методика за усъвършенстване на технологията
на обработване на ПКД върху машини с ЦПУ.
4.1. Оптимизиране на обработването и генериране на УП за
детайл „Фланец”
За съставяне на УП за обработване на детайл „Фланец” се следва
последователността за работа в CAM системата SolidCAM, показана на фиг.
3.25. В стъпки от 1 до 4 се подготвя началната фаза за работа с 3D модела на
работния детайл. Част от информацията – таблицата с данните за режещите
инструменти и данните за самата машина с ЦПУ, могат да се използват и в
други работни проекти.
Структурата на всеки CAM-Part проект в SolidCAM e показана на фиг.
4.1. При импортиране на 3D модела в SolidCAM, се генерира SolidWorks
assembly файл, интегриран напълно в среда на SolidWorks и SolidCAM, като
потребителят има възможност да въздейства върху 3D модела с работния
инструментариум от двете системи. CAM. sldprt съхранява информация за
работните координатни системи, въведени в SolidCAM и геометрията,
генерирана по време на създаване технологията на обработка.
DesignModel.sldprt съдържа информацията за моделирания 3D модел,
импортиран от SolidWorks.

31
Фиг. 4.1 Структура на CAM-part проект за детайл “Фланец”
Предварителната подготовка на работния проект се въвежда в прозореца
Milling Part Data. За детайл „Фланец” в началните стъпки за дефиниране на
работния проект са въведени следните данни:
- Задаване на модифициран постпроцесор, с който се генерира УП
за детайл „Фланец”;
- Дефиниране на работни координатни системи (фиг. 4.2) –
използват се две координатни системи за двустранна обработка на
детайла;
- Дефиниране на заготовка за работния детайл – заготовката за
детайл „Фланец” е моделирана предварително в SolidWorks и е импортирана
в SolidCAM, заедно с 3D модела на детайла. В настройките Stock от Milling
Part Data се задават опциите Defined By: 3D Model и чрез селектиране върху
3D модела на заготовката на детайла, тя се избира като материал за
премахване в CAM-Part проекта;
- Дефиниране на 3D модел на работния детайл – въвежда се в
настройките Target от Milling Part Data;
- Въвеждане на инструментална таблица с геометричните
характеристики на режещите инструменти;
- Въвеждане на технологична екипировка за закрепване –
екипировката е моделирана предварително в SolidWorks и е импортирана в
SolidCAM, заедно с 3D модела на детайла.
Фиг 4.2 Работни координатни системи за детайл „Фланец” при установка 1 и
установка 2
32
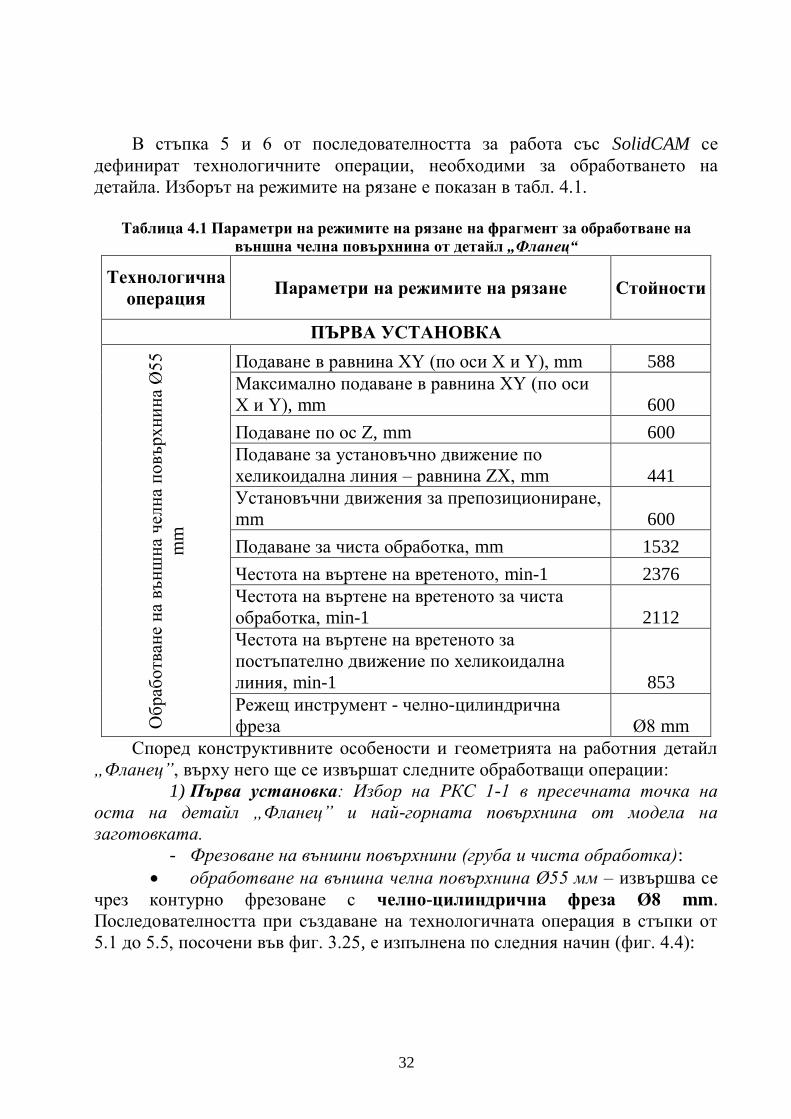
В стъпка 5 и 6 от последователността за работа със SolidCAM се
дефинират технологичните операции, необходими за обработването на
детайла. Изборът на режимите на рязане е показан в табл. 4.1.
Таблица 4.1 Параметри на режимите на рязане на фрагмент за обработване на
външна челна повърхнина от детайл „Фланец“
Технологична
операция Параметри на режимите на рязане Стойности
ПЪРВА УСТАНОВКА
Об
раб
отв
ане
на
въ
нш
на
чел
на
повъ
рх
ни
на
Ø5
5
mm
Подаване в равнина XY (по оси X и Y), mm 588
Максимално подаване в равнина XY (по оси
X и Y), mm 600
Подаване по ос Z, mm 600
Подаване за установъчно движение по
хеликоидална линия – равнина ZX, mm 441
Установъчни движения за препозициониране,
mm 600
Подаване за чиста обработка, mm 1532
Честота на въртене на вретеното, min-1 2376
Честота на въртене на вретеното за чиста
обработка, min-1 2112
Честота на въртене на вретеното за
постъпателно движение по хеликоидална
линия, min-1 853
Режещ инструмент - челно-цилиндрична
фреза Ø8 mm
Според конструктивните особености и геометрията на работния детайл
„Фланец”, върху него ще се извършат следните обработващи операции:
1) Първа установка: Избор на РКС 1-1 в пресечната точка на
оста на детайл „Фланец” и най-горната повърхнина от модела на
заготовката.
- Фрезоване на външни повърхнини (груба и чиста обработка):
обработване на външна челна повърхнина Ø55 мм – извършва се
чрез контурно фрезоване с челно-цилиндрична фреза Ø8 mm.
Последователността при създаване на технологичната операция в стъпки от
5.1 до 5.5, посочени във фиг. 3.25, е изпълнена по следния начин (фиг. 4.4):

33
Фиг. 4.4 Стандартен вид на прозорец за технологична операция в SolidCAM
A. Създаване на технологична операция Face Mill в SolidCAM -
стартира се от Command Manager/SolidCAM Operations/2.5D/Face или от
SolidCAM Manager, чрез маркиране на меню Operations в дървовидната
структура на CAM-Part проекта и избор с десен бутон върху падащо меню
Add Milling Operations/Face. Технологичният прозорец за Face Mill
операция е изграден като работен поток в диалогов режим с настроечните
менюта и параметри, необходими за дефинирането на операцията.
B. Създаване на работна геометрия – в настроечното меню за
работна геометрия Face Milling Geometry от прозореца на технологичната
операция се задават настройките Type:Model, Base Geometry Options: Box и
се дефинира от Base Geometry моделът на заготовката Stock, върху който се
създава затворен контур, в който се извършва обработката на челната
повърхнина.
C. Задаване на режими на рязане и геометрия на РИ – режимите на
рязане, чийто стойности са показани в табл. 4.1 се дефинират в настроечно
меню Tool, чрез опцията Select Tool. Табовете Topology и Tool Data
дефинират съответно геометрията на РИ и режимите на рязане за
технологичната операция. В табът Holder се избира инструментален държач
за режещия инструмент, като за всички режещи инструменти от настоящата
разработка е избран държач HSK A 63 ER 16x80.
34
D. Преходи и проходи за РИ в рамките на текущата операция –
определят се нивата, при които се извършват преходите и проходите в
рамките на технологичната операция.
E. Технологична стратегия – изборът на технологична стратегия се
задава в табa Technology. При избор на различна стратегия на обработка, се
активира съответният допълнителен таб с настроечни параметри за текущата
обработка. Задават се стойности за припокриване на работните ходове
Overlap, за допълнителен ход за чиста обработка Finish, за движение на РИ –
еднопосочно One way или двупосочно Zigzag и др. В рамките на текущата
операция е избрана контурна стратегия Contour с двупосочно движение на
РИ и припокриване на работните ходове с 60% от стойността на диаметъра на
инструмента.
F. Подвеждане и отвеждане на РИ от работната зона – в
настроечното меню Link се задават настройки за препозициониране на бърз
ход и в рамките на текущата операция е избрано препозиционирането да се
извършва през Clearance Level.
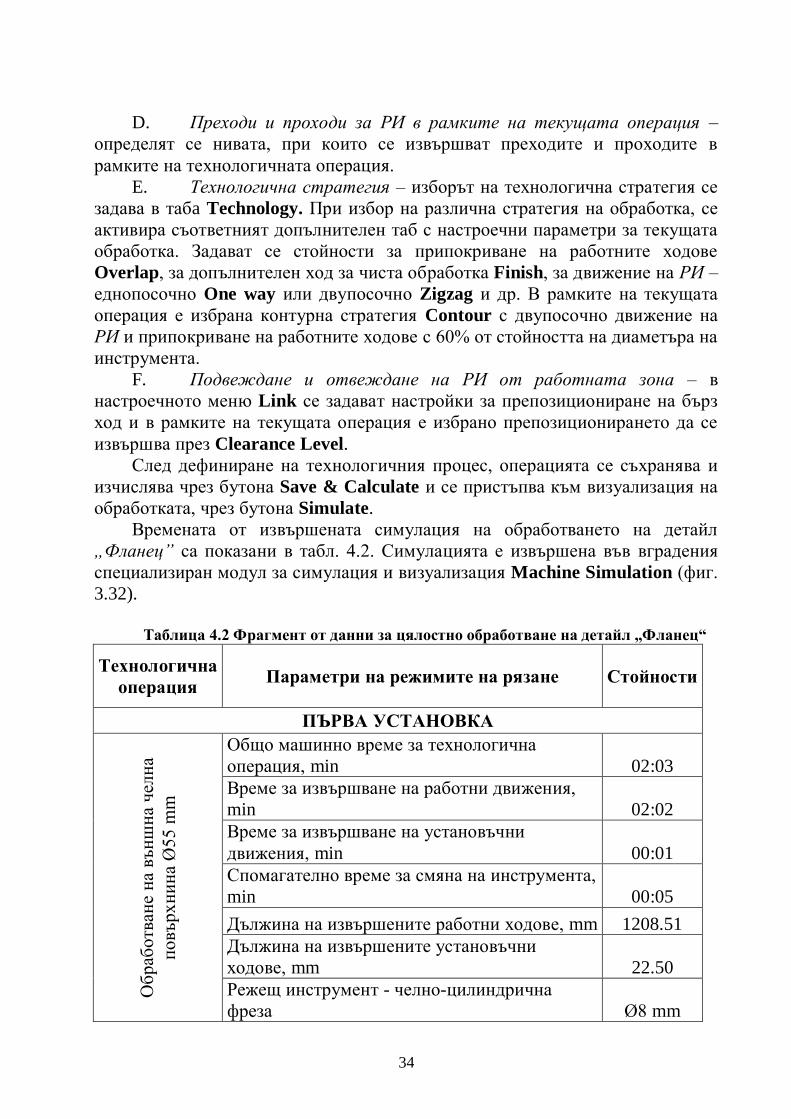
След дефиниране на технологичния процес, операцията се съхранява и
изчислява чрез бутона Save & Calculate и се пристъпва към визуализация на
обработката, чрез бутона Simulate.
Времената от извършената симулация на обработването на детайл
„Фланец” са показани в табл. 4.2. Симулацията е извършена във вградения
специализиран модул за симулация и визуализация Machine Simulation (фиг.
3.32).
Таблица 4.2 Фрагмент от данни за цялостно обработване на детайл „Фланец“
Технологична
операция Параметри на режимите на рязане Стойности
ПЪРВА УСТАНОВКА
Об
раб
отв
ане
на
въ
нш
на
чел
на
по
въ
рх
ни
на
Ø5
5 m
m
Общо машинно време за технологична
операция, min 02:03
Време за извършване на работни движения,
min 02:02
Време за извършване на установъчни
движения, min 00:01
Спомагателно време за смяна на инструмента,
min 00:05
Дължина на извършените работни ходове, mm 1208.51
Дължина на извършените установъчни
ходове, mm 22.50
Режещ инструмент - челно-цилиндрична
фреза Ø8 mm

35
За посочения детайл, ще бъдат разгледани възможности за оптимизация,
чрез:
- Оптимизиране на технологичната стратегия за обработка на
външни челни повърхнини в първа и втора установка на работния детайл;
На фиг. 4.19 са показани различни възможности при обработване на
външната повърхнина от избрания детайл при първата избрана установка,
чрез различни технологични стратегии за намаляване броят на преходите и
оптимизиране времето на обработка. Извършена е симулация на
обработването, като от получените резултати се вижда, че времената за
обработване на една и съща повърхнина могат да варират от 2:24 min до 0.45
min, с което машинното време за извършване на дадената операция се
съкращава до 4.5 пъти. Разликата във времената идва от намаляване на броя
на извършваните преходи и установъчните движения за препозициониране на
режещия инструмент в рамките на текущата операция. От получените
резултати се вижда, че оптимизирането на работните ходове е довело да
съкращаване на времето за обработка с 2.5 пъти за текущите технологични
операции и с 42% за цялостната обработка на детайла.
Фиг.4.19 Времена за обработване на външна челна повърхнина от детайл „Фланец“
при прилагане на различни технологични стратегии
Еднопосочно – време:
01:01min
Припокриване – 0%
Еднопосочно – време:
01:24 min
Припокриване – 30%
Еднопосочно – време:
02:24 min
Припокриване – 60%
По контур – време: 00:45min
Припокриване – 0%
По контур – време: 01:09 min
Припокриване – 30%
По контур – време: 02:08 min
Припокриване – 60%
По спирала – време:
01:11 min
Припокриване – 0%
По спирала – време:
01:08 min
Припокриване – 30%
По спирала – време:
01:53 min
Припокриване – 60%
36
- Използване на челна фреза за обработка на външни челни
повърхнини в първа и втора установка;
Втората възможност за оптимизация е чрез замяна на челно-
цилиндрична фреза с диаметър Ø8 mm, с челна фреза с диаметър Ø60
mm и обработка на челните повърхнини с един работен ход по ос X.
Използваните режещи инструменти се увеличават с един, което повишава
общото спомагателно време за извършване на смяната на режещите
инструменти с 10 секунди. Времето за обработка в рамките на
технологичната операция, спрямо предходната оптимизация е с около 5 пъти
по-кратко, докато общото време за обработка намалява със 17%
- Препозициониране на режещите инструменти при извършване
на установъчни движения на бърз ход в рамките на отделните
технологични операции - За оптимизиране на установъчните движения в
рамките на отделните технологични операции е възможно да се промени
нивото на преход на РИ, по време на препозиционирането на инструментите.
За конкретния детайл, разположението му и технологичната екипировка в
работната зона на ВОЦ Hermle C20U, позволяват чрез опцията Clearance
Level, в менюто за настройки на работните координатни системи, преходът
на бърз ход над работната зона на детайла да се намали от 10 mm до 5 mm.
Спомагателното време, спрямо предходната оптимизация се съкращава с 3
секунди, а дължината на спомагателните ходове - до 21%.
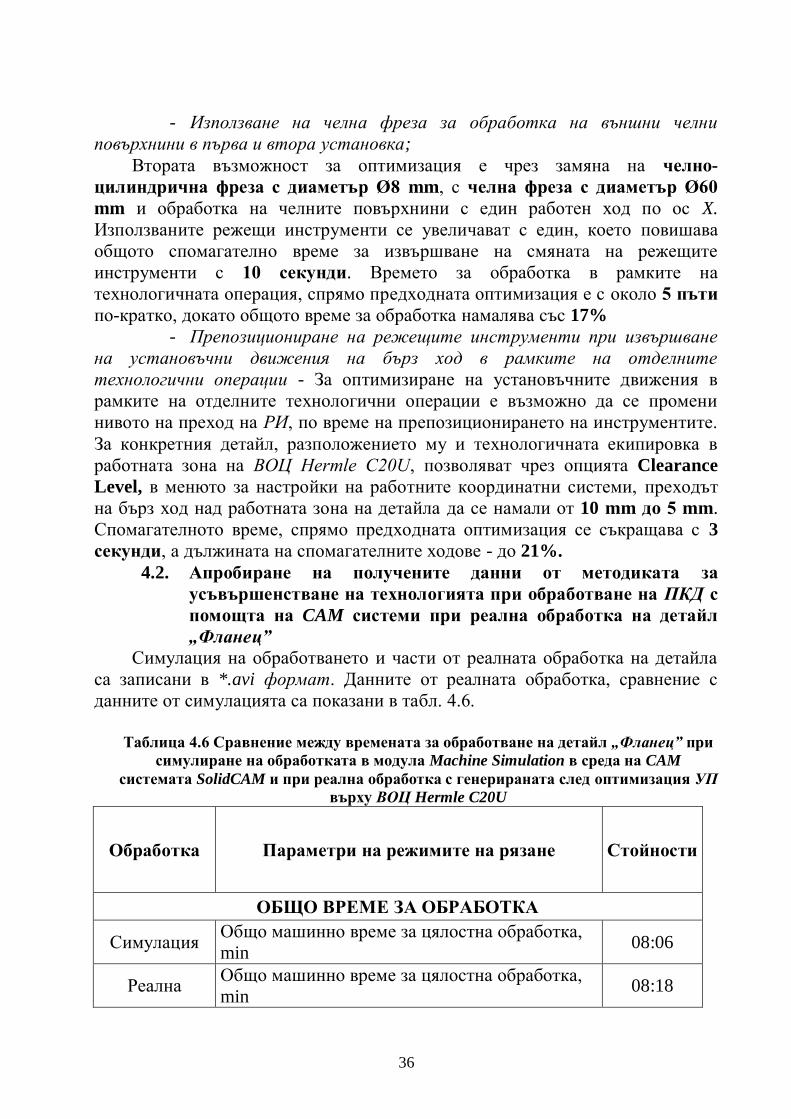
4.2. Апробиране на получените данни от методиката за
усъвършенстване на технологията при обработване на ПКД с
помощта на CAM системи при реална обработка на детайл
„Фланец”
Симулация на обработването и части от реалната обработка на детайла
са записани в *.avi формат. Данните от реалната обработка, сравнение с
данните от симулацията са показани в табл. 4.6.
Таблица 4.6 Сравнение между времената за обработване на детайл „Фланец” при
симулиране на обработката в модула Machine Simulation в среда на CAM
системата SolidCAM и при реална обработка с генерираната след оптимизация УП
върху ВОЦ Hermle C20U
Обработка Параметри на режимите на рязане Стойности
ОБЩО ВРЕМЕ ЗА ОБРАБОТКА
Симулация Общо машинно време за цялостна обработка,
min 08:06
Реална Общо машинно време за цялостна обработка,
min 08:18

37
Разликата в данните идва от неотчитането в CAM системата на смяната
на РИ. По спецификация на производителя, смяната на РИ на машината
варира в стойностите между интервала от 4.9 s до 5.1 s, като за изведените
данни от симулацията са добавени усреднени стойности от 5 s за всяка
извършена смяна на РИ между отделните технологични операции. Системата
не отчита и някои установъчни движения, добавени от модифицирания
постпроцесор за ВОЦ Hermle C20U, като техните стойности влизат в 2 %
статистическа грешка, която е допустима за поставената цел в
дисертационния труд.
НАУЧНИ И НАУЧНО ПРИЛОЖНИ ПРИНОСИ
Научно-приложни приноси
1. Извършен е подробен класификационен анализ на машините с
ЦПУ, на техните управления и ключови модули, изграждащи носещата им
система, като са разгледани и водещите направления за тяхното развитие.
2. Създадени са класификации на обработващи центри според шест
въведени основни признака, отчитащи техните конструктивни осбености и
кинематика и на CAM системи въз основа на четири признака, като са
анализирани особеностите на различните класове и типове.
3. Разработена е детайлна проблемно-ориентирана методика в три
етапа и пет основни стъпки за оптимизиране технологията на обработване на
ПКД с помощта на CAM системи.
4. Доразработени и усъвършенствани са съществуващи методики за
3D моделиране на детайли, сглобени възли и обработващи машини, като те са
апробирани за създаване на 3D модели на ВОЦ Hermle C20U, работен детайл
“Фланец” и технологична екипировка за закрепване на детайла, в работната
зона на машината.
5. Формулирани са условията, необходими за изпълнение при
адаптиране на постпроцесори от CAM системи за конкретни обработващи
машини с ЦПУ и е създадена методика за модифициране на постпроцесори за
CAM системата SolidCAM, която е апробирана, като са показани основните
стъпки за адаптиране на системата с използвания постпроцесор към ВОЦ
Hermle C20U.
6. Разработена е последователност от стъпки за работа със
системата SolidCAM, използвана и апробирана за създаване на технология за
обработване на детайл „Фланец”.
7. Проведена е експериментална проверка на създадената
технология на обработване с вградения модул за симулация и визуализация
на траекторията на РИ в среда на системата SolidCAM, а получените данни са
анализирани и въз основа на тях и създадената методика за оптимизиране
технологията на обработване на ПКД с помощта на CAM системи е
извършена оптимизация на УП по няколко направления.

38
8. Извършено е апробиране на получените резултати върху
действителна обработка на избрания детайл, а получената грешка при
сравнението на данните с резултатите от симулацията в рамките на 2%, прави
използваните методи и средства подходящи за внедряване в реално
производство, с реален технико-икономически ефект.
Приложни приноси
1. Използваната методика, показана в настоящата разработка, може
да бъде приложена за всички видове обработващи центри и ПКД, а резултите
от нея да бъдат внедрени в съществуващо производство и използвани в
научно-изследователски разработки.
2. Методиката за оптимизиране технологията на обработване на
ПКД с помощта на CAM системи и последователността на работа със
системата SolidCAM, са разработени и приложени по време на студентска
мобилност – практика по европейска програма „Еразъм” в учебно-
производствената база на холдинга Solidvision s.r.o., на територията на град
Бърно, Чешка Република и в катедра „АДП” на ТУ-София.
ПУБЛИКАЦИИ, СВЪРЗАНИ С ДИСЕРТАЦИОННАТА РАБОТА
1. Илиев А., „Класификация и възможности на CAM системи при
интегриране в производството”, ХХ МНТК „АДП-2011“, Созопол, 2011.
2. Илиев А., „Методика за оптимизиране технологията на обработване на
призматично-корпусни детайли с помощта на CAD/CAM системи”, ХХIII
МНТК „АДП-2014“, Созопол, 2014.
3. Илиев А., „Модифициране и настройване на основни параметри в
генерализирани постпроцесори на SolidCAM”, ХХIII МНТК „АДП-2014“,
Созопол, 2014.
4. Илиев А., Д. Чакърски, „Класификация и възможности на машини с
ЦПУ при обработване на призматично-корпусни детайли”, XIX ННТК с
международно участие „АДП-2010”, Созопол, 2010.
ИЗПОЛЗВАНИ СЪКРАЩЕНИЯ И АКРОНИМИ
АДП - Автоматизация на Дискретното Производство
АЛУ – Аритметико-Логическо Устройство
АТ - Автоматизираща Техника
ВОЦ- Вертикалeн Обработващ Център
ГАПС - Гъвкава Автоматизирана Производствена Система
ГПМ - Гъвкав Производствен Модул
ГПК - Гъвкава Производствена Клетка
MM – Металорежеща Машина
МОТ – Мажещо-Охлаждаща Течност
ОМКС – Основна Машинна Координатна Система

39
ОЦ – Обработващ Център
ПКД - Призматично-Корпусен Детайл
РИ – Режещ Инструмент
РКС – Работна Координатна Система
РО – Работен Орган
РСД - Ротационно Симетричен Детайл
САП – Система за Автоматизирано Програмиране
ЦПУ - Цифрово – Програмно Управление
УП – Управляваща Програма
ХОЦ – Хоризонтален Обработващ Център
APT - Automatic Programming Tool
ASCII - American Standard Code for Information Interchange
CAD – Computer-Aided Design
CAE – Computer-Aided Engineering
CAM – Computer-Aided Manufacturing
CIM – Computer Integrated Manufacturing
CLDATA - Cutter-Location Data File
EIA - Electronics Industries Association
CNC - Computer Numerical Control
HPC - High PerformaNCe Cutting
HSC - High Speed Cutting
HSS – High Speed Surface
ISO – International Standard Organization
IT – Information Technology
MIT - Massachusetts Institute of Technology
PLC – Programmable Logic Controller

40
Annotation
The study deals with the problems of automation processes in designing and
developing different types of machining technologies starting from the basic idea to
the final technology by using CAD/CAM systems.
The first chapter reviews the creation of classifications based on certain
classification criteria for the great variety of CNC machines in the machining of
prismatic parts which are a facilitation and even a necessity for the majority of
designers and technologists. Such analysis of CNC machines as a whole and of
machining centres in particular is presented in this study. There are tackled some
aspects of the manufacturing of prismatic parts by machining centres. The
contemporary means of computer simulations, integrated in manufacturing is very
important for the planning of each of its stages. Preparing classifications based on
different criteria for the great ammount of CAM systems turns to be a necessity for
many technologists and designers. A classificational analysis and some
contemporary CAM systems in the paper are presented, pointing on their
advantages in the process of integration in manufacturing.
The second chapter presents different possibilities for machining of prismatic
parts by using CAD/CAM systems. It presents an optimization method for reducing
the time of chosen part in SolidCAM enviroment. Also It shows the different steps
which are necessary for the optimization and the connection between them.
The third chapter presents the very basic parameters of general post
processors in SolidCAM and shows how to modify them for the purposes of the
specific processing. It also presents the structure of a general post processor in
SolidCAM and how the changes in it influence the part program. The fully
sequence of steps are shown in the chapter when the CAM system SolidCAM is
used for developing of technology for machining of prismatic parts.
The fourth and the last chapter shows the different steps of the optimization of
the machining technology for the chosen part of this study. Different types of
analyses and results have been made. The improvement of machining times and the
conclusions for the whole research are shown at the end of the chapter.





























